Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование —
- Чертежи станков для изготовления элементов холодной ковки
- Самодельные станки и приспособления для холодной художественной ковки без нагрева: чертежи, инструмент, лекало
- как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
- Холодная ковка своими руками: чертежи, станок, изделия, инструкция
- Горячие продажи горячей штамповки металлических деталей холодной ковки согласно чертежам
- 0 Срок службы Более 20 лет Ваш рисунок – наша миссия. Ваше требование – это наша цель. Мы ориентируемся на то, что вы хотите! Выставка литья по выплавляемым моделям Процесс обработки Наш процесс обработки Методы испытаний Наша фабрика показать Даньдун Хенгруи расположен в городе Даньдун, который является самым красивым приграничным городом.Здесь мы находимся недалеко от шоссе Данда, примерно в 5 км от порта Дадунган и в 12 км от аэропорта Даньдун, где наземный, морской и воздушный транспорт очень удобен.

- G5 Gt55 Карбид вольфрама высшего качества умирает для холодной штамповки пресс-форм
- Горячие продажи горячей штамповки металлических деталей холодной ковки согласно чертежам

Чертежи станков для изготовления элементов холодной ковки
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками
Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Компоненты станка и необходимые инструменты. Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Среди которых обязательно должны быть:
2. улитка;
3. волна;
4. глобус;
5. твистер;
6. фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться. Такой способ ковки очень популярен у новичков кузнечного дела.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
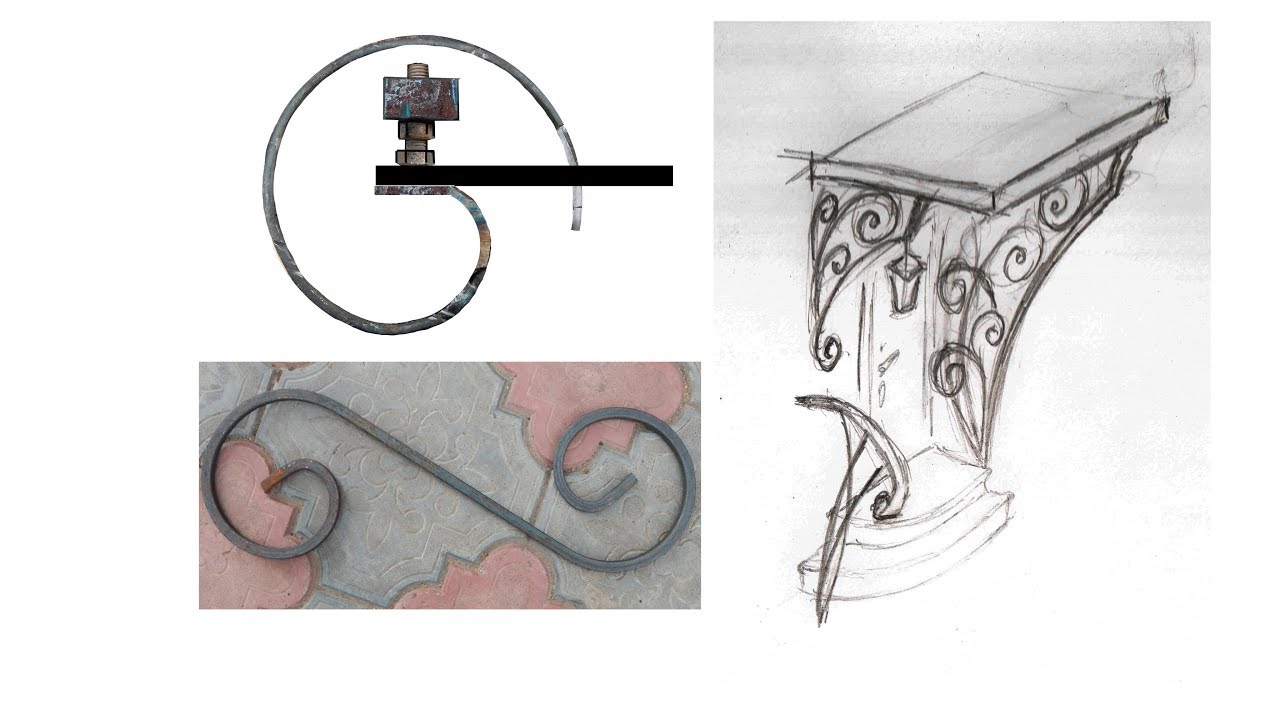
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним
Самодельные станки и приспособления для холодной художественной ковки без нагрева: чертежи, инструмент, лекало
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
 Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой.
 Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Originally posted 2018-07-04 07:43:44.
как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбираются в этой статье.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.
Станок для холодной ковки PROMA Gnutik 0005
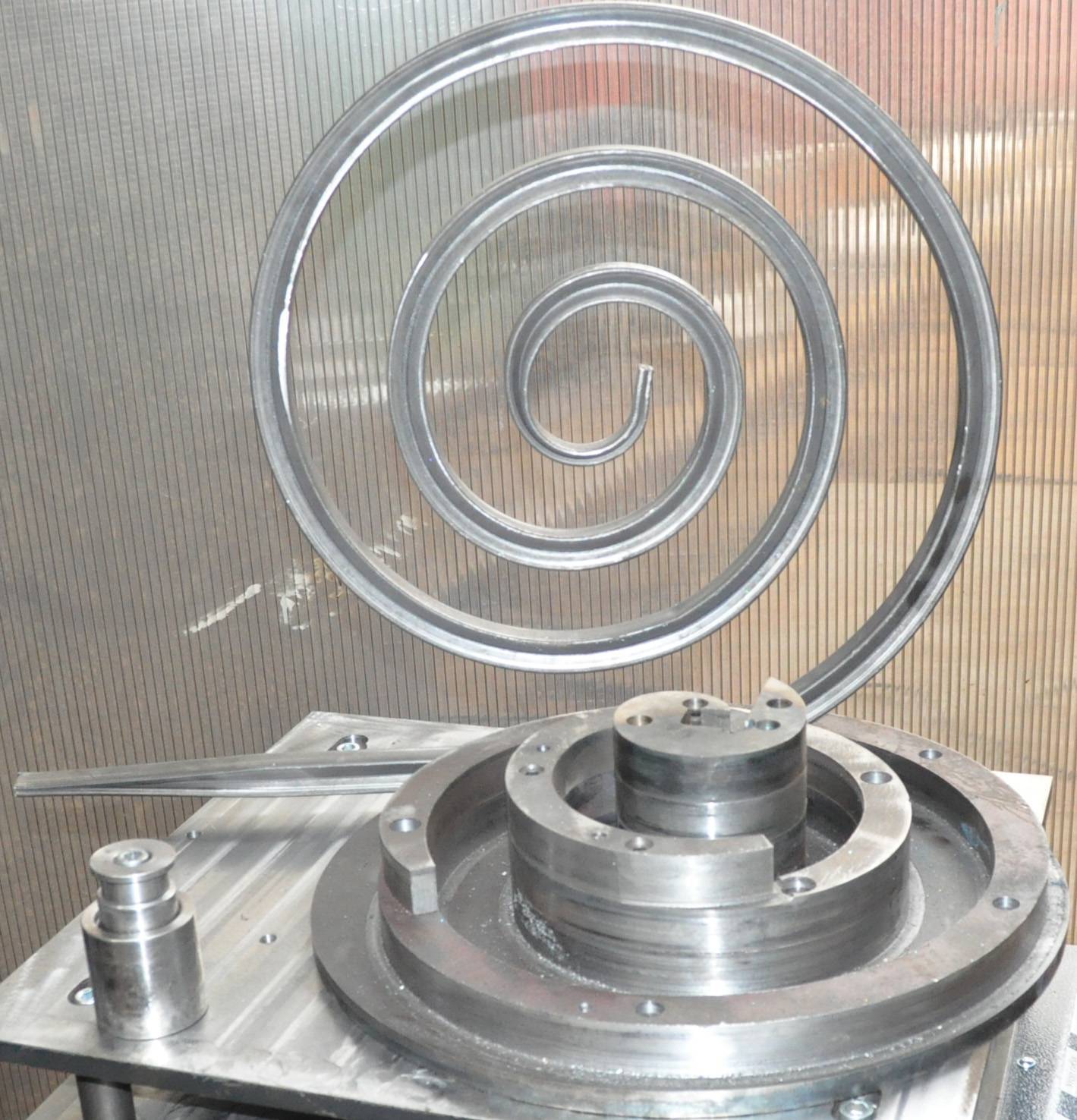
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.
Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.
 По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.
По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.
Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Фото КовкаПРО
Своими руками
Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой – окупится за счет более производительной работы.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки – многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.
Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Справка. С образцами изделий холодной ковки, выполненными профессионалами, можно ознакомиться на сайтах компаний из раздела «Где купить или заказать».Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.
Если это возможно, то выполнить его в натуральную величину.
Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Розы
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.
Холодная ковка своими руками: чертежи, станок, изделия, инструкция
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
 Она бывает открытой и закрытой.
Она бывает открытой и закрытой.Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
 Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
 Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
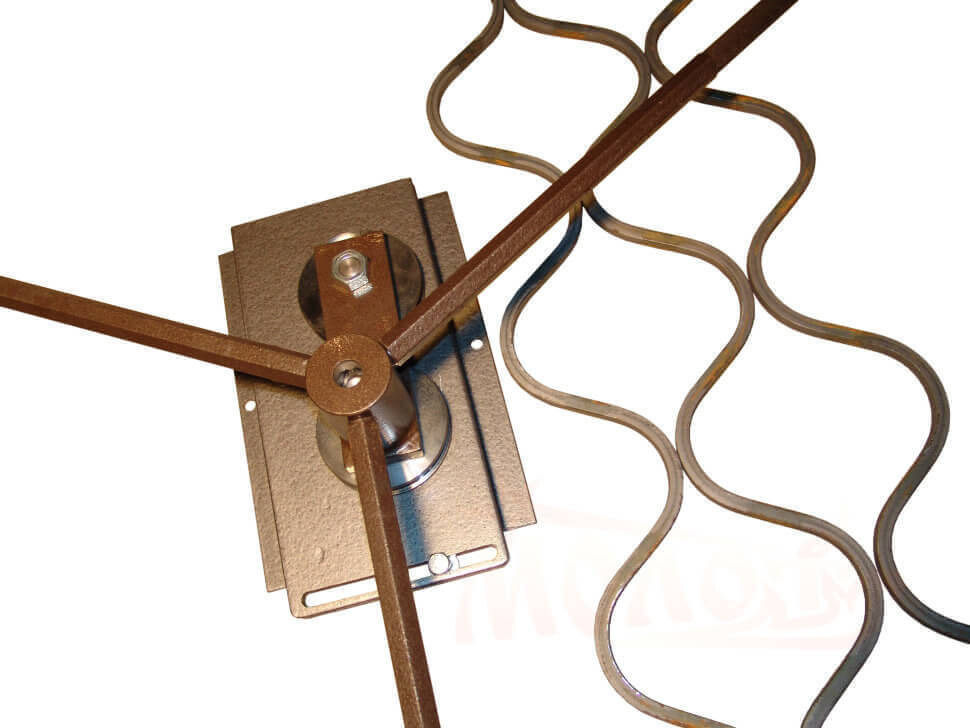
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
 При этом вращающаяся рукоятка позволит произвести скручивание детали.
При этом вращающаяся рукоятка позволит произвести скручивание детали.Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.

Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Похожие статьи
Горячие продажи горячей штамповки металлических деталей холодной ковки согласно чертежам
Горячая продажа Горячая штамповка Металлические детали холодной штамповки согласно чертежам
Наименование продукта | Горячая формовка металла Детали по чертежам | |
Стандарты | По чертежам клиентов | |
Материал | — литая сталь – 9000 – литой алюминий — медный литой — ковкий чугун — серый чугун — поковка | |
Технология | — литье в песчаные формы — смола sa nd литье — точное литье | |
Давление | — механические детали — автомобильные детали — части сельскохозяйственной техники — корпус цилиндра, корпус насоса, корпус клапана — аксессуары для напорных трубопроводов | |
Давление | PN1. | |
Допуск | +/- 0,01 мм | |
Инспекция | Профессиональное качество | Более 20 лет |
 6-PN40
6-PN40 Ваш рисунок – наша миссия.
Ваше требование – это наша цель.
Мы ориентируемся на то, что вы хотите!
Выставка литья по выплавляемым моделям
Процесс обработки
Наш процесс обработки
Методы испытаний
Наша фабрика показать
Даньдун Хенгруи расположен в городе Даньдун, который является самым красивым приграничным городом.Здесь мы находимся недалеко от шоссе Данда, примерно в 5 км от порта Дадунган и в 12 км от аэропорта Даньдун, где наземный, морской и воздушный транспорт очень удобен. Здесь приятный климат и хорошие пейзажи, мы можем увидеть Корейскую Народно-Демократическую Республику за рекой Ялу.
Здесь приятный климат и хорошие пейзажи, мы можем увидеть Корейскую Народно-Демократическую Республику за рекой Ялу.
Отображение сертификата
Отображение нашего сертификата
Почему выбирают нас?
Преимущества:
1.Опытный поставщик сланцевых изделий »
2. Профессиональная команда дизайнеров и отдел продаж для ваших услуг;
3. 9-летний поставщик золота alibaba, фабрика, признанная CE / ISO9001 и т. Д .;
4. Обслуживание 7 * 24 для вас , Все вопросы будут решены в течение 24 часов.
Вы получаете выгоду:
1. Стабильное качество —— Благодаря хорошим материалам и технике
2. Более низкая цена —— Не самая дешевая, но самая низкая при том же качестве
3.Хорошее обслуживание —— Удовлетворительное обслуживание до и после продажи
4. Срок поставки —— 30-45 дней для массового производства
.Горячая штамповка деталей из металла холодной штамповки по чертежам
высокое качество и низкая цена
, пожалуйста, свяжитесь с нами, если у вас возникли проблемы
Название позиции | Горячая штамповка Металлические детали холодной штамповки по чертежам |
Продукция общего назначения Область применения / обслуживания | Металлические детали для транспортных средств, сельскохозяйственных машин, строительных машин, транспортного оборудования, системы клапанов и насосов, металлических деталей сельскохозяйственных машин, кронштейна двигателя, кронштейна шасси грузового автомобиля, коробки передач, корпуса редуктора, крышки шестерни, вала, шлицевого вала, шкива, фланца, соединительная труба, труба, гидравлический клапан, корпус клапана, штуцер, фланец, колесо, маховик, корпус масляного насоса, корпус стартера, корпус насоса охлаждающей жидкости, вал трансмиссии, шестерня передачи, звездочка, цепи и т. |
Основная заготовка Процесс изготовления кованых деталей | Ковка, пресс |
Допуск заготовок | +/- 0,3 ~ +/- 2 мм |
Применимый материал | Углеродистая сталь, низкоуглеродистая сталь, среднеуглеродистая сталь, 40Cr, 20CrMnTi, 20CrNiMo и т. Д. |
Размер / размеры поковки | 142 мм – 300 мм или по требованию заказчика |
Масса заготовок | Диапазон от 0.1кг-1000кг |
Применимый процесс обработки | Обработка с ЧПУ / токарная обработка / фрезерование / токарная обработка / растачивание / сверление / нарезание резьбы / протяжка / развертывание и т. Д. |
Допуск обработки | От 0,005 мм-0,01 мм-0,1 мм |
Качество обработанной поверхности | Ra 0,8-Ra3,2 по требованию заказчика |
Применяемая термообработка | Нормализация, закалка и отпуск, цементирование, азотирование, азотирование углерода, индукционная закалка |
Применимая обработка поверхности | Дробеструйная очистка / пескоструйная обработка, полировка, пассивация поверхности, окраска грунтовкой, порошковое покрытие, ED-покрытие, хромирование, цинкование, покрытие Dacromat, чистовая окраска, |
MOQ | Для кованых деталей: 1 тонна Для обработки: 50 шт. |
Время выполнения | 45 дней с момента получения депозита для ковки |
 д.
д.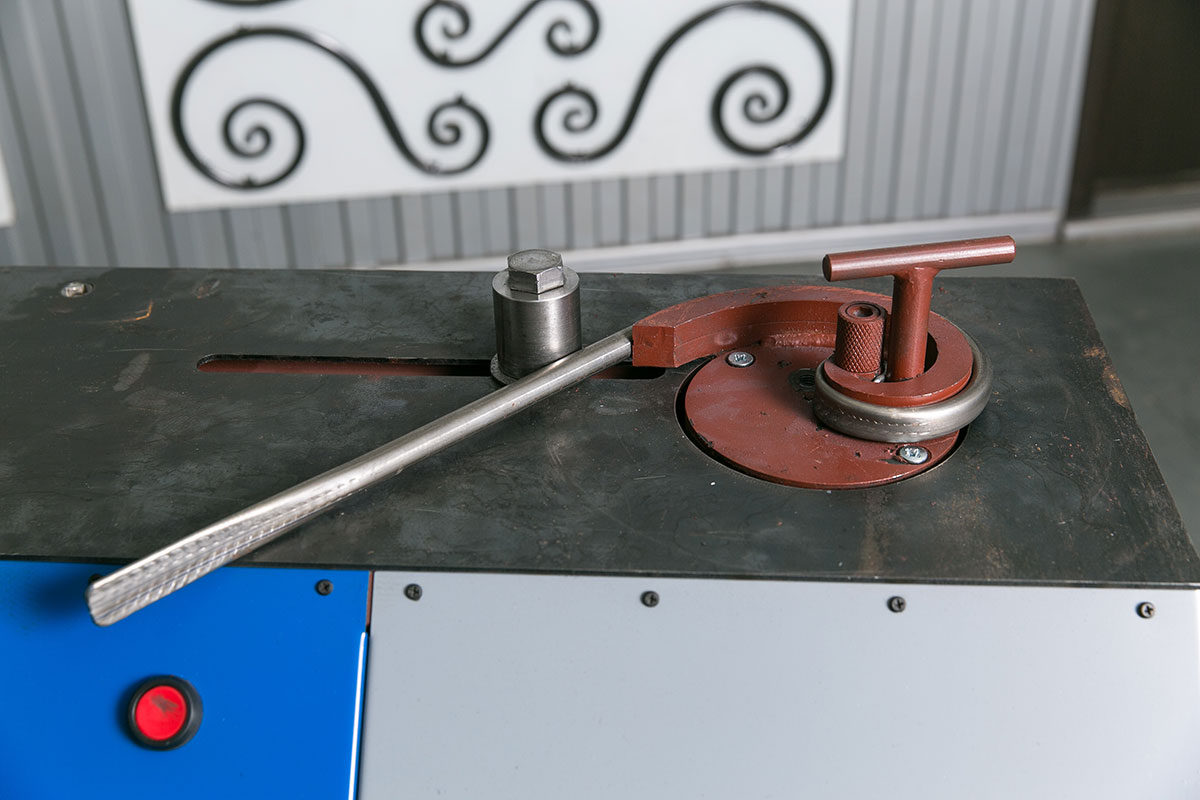
Hangzhou Chinabase Machinery Co., Ltd представляет собой группу заводов, предоставляющих клиентам комплексные решения по передаче электроэнергии и промышленной продукции. Мы можем поставлять широкий спектр продукции, включая цепи, звездочки, клиновые и клиновые шкивы, зубчатый ремень и шкивы зубчатого ремня, шестерни, редукторы скорости, двигатели, стойки, муфты и многие другие детали, такие как блокирующий узел, коническая втулка, направляющая цепи, воротник вала, ограничитель крутящего момента, кулачковая муфта, универсальный шарнир, основание двигателя и ползун двигателя, конец штока, вилка, резиновая опора и т. д.Изготовляем специальные детали по чертежам и / или образцам.
.G5 Gt55 Карбид вольфрама высшего качества умирает для холодной штамповки пресс-форм
G5 GT55 Высококачественные штампы для волочения из карбида вольфрама Формы для холодной штамповки формы
Технические характеристики
1. Матрица для ковки из карбида вольфрама YG8 YG 11 YG16C
Матрица для ковки из карбида вольфрама YG8 YG 11 YG16C
2. Высокое качество с точностью и полировкой
3. Различные типы
3. Различные типы 4. 19-летний опыт работы с карбидом вольфрама
Процесс производства карбида вольфрама Штамп
1. Вскоре после подтверждения заказа продукты из карбида вольфрама начнут готовить порошок RTP в соответствии с требованиями заказчика с помощью нашей влажной -шлифовальный станок
2, Перед массовым производством нам необходимо провести пробное прессование и спекание с использованием каждой формы, и мы проверяем внешний вид и размеры образцов штампов из карбида вольфрама с помощью микрометра, проектора и т. д.для обеспечения выполнения требований чертежей перед серийным производством
3, Массовое производство, прессование сырья для придания формы заготовкам, и все заготовки штампов из карбида вольфрама должны пройти полуфабрикатную проверку
4, Затем спекайте заготовки до отделки (HIP) и проверяйте готовую матрицу из карбида вольфрама, у нас есть 10 комплектов вакуумных печей для спекания и 2 комплекта HIP на заводе, что обеспечивает лучшее качество и производственную мощность.
5, 1).Очистка / галтовка предназначена для улучшения внешнего вида матрицы из карбида вольфрама.
2). Матрица из карбида вольфрама может быть отшлифована в соответствии с требованиями к допускам заказчика.
Размер
| ТИП | некоторый размер матрицы крепежа из карбида вольфрама | ||
| d | D | L | |
| BD0101015 | 10 | 1 | 15 |
| BD0171230 | 12 | 1.7 | 30 |
| BD0211015 | 10 | 2,1 | 15 |
| BD0211230 | 12 | 2,1 | 30 |
| BD0241015 | 10 | 2,4 | 15 | 53 | 900 BD0291425 | 14 | 2,9 | 35 |
| BD0291640 | 16 | 2,9 | 40 |
. .. .. | … | … | .. |
| Класс | Рекомендуемые характеристики и применение | ||||||||||
| Плотность | TRS | Твердость | |||||||||
| г / см3 | МПа | HRA | |||||||||
| A | 13,5 | 3000 | 83,5 | Хорошая износостойкость и высокая прочность на изгиб. Primariy для штампов для формирования гаек и штампов для штамповки с высокой ударопрочностью. | |||||||
| YM11 | 14,4 | 2420 | 88,5 | Формовочные или штамповочные матрицы для металлических порошков и неметаллических порошков. | |||||||
| YM15 | 14,0 | 2500 | 87,5 | Для изготовления штампов для волочения трубок и стержней для окрашивания с высоким коэффициентом сжимаемости; штамповка, штамповка , штамповка инструментов при больших нагрузках. | |||||||
| YM20 | 13,5 | 2800 | 85.5 | Для изготовления штампов для деталей часов, пружинных пластин музыкальных инструментов, банок для теста , стальных малогабаритных шариков, винтов, резьбовых крышек. | |||||||
| ML32 | 13,9 | 2750 | 85,5 | Ударопрочные штампы для ковки | |||||||
| ML35 | 13,7 | 2800 | 84,5 | Поковки ударопрочные, штампы для горячей штамповки и ролики. | |||||||
| ML40 | 13.5 | 2850 | 83,5 | Плашки для прочного или ударопрочного применения. | |||||||
| ML50 | 13,3 | 2900 | 83,0 | Плашки для штамповки гаек и штампы для ковки с высокой ударопрочностью. | |||||||
| ML60 | 13,1 | 2950 | 82,5 | Плашки и ролики сборщика болтов из нержавеющей стали. | |||||||
| ML90 | 13,3 | 3200 | 82,0 | Формовочные штампы с завинчивающейся крышкой с высокой ударопрочностью (ковочные штампы с максимальной ударопрочностью). | |||||||
| Другие марки могут быть предложены по требованию клиентов | |||||||||||

Класс и применение
марка | Равно | / см 3 ) | TRS (Н / мм2) | Ремень | ИСПОЛЬЗУЙТЕ |
YG11C YG11C | 14.35 | 2200 | 87,6 | Формовочные или штамповочные матрицы для металлических и неметаллических порошков. | |
YG15 | K40 | 14,0 | 2300 | 86,5 | Для изготовления штампов для волочения стальных труб и стержней с большой степенью сжатия штамповочный инструмент. . |
YG15C | K40 | 14.0 | 2500 | 85 | |
YG18C | K40 | 13,7 | 2700 | 84,5 900 dies 53 Сопротивление горячему удару ковочные штампы и ролики. | |
YG20 | K40 | 13,5 | 2400 | 4 | Для различных штампов, изготовленных методом холодной штамповки, холодной штамповки и горячей штамповки. |
YG20C | K40 | 13,4 | 2600 | 81-82 | устойчивое к износу или удару |


Сертификаты предприятий
Являясь одним из самых профессиональных производителей карбида вольфрама в Китае, Zhuzhou Ming Ri Cemented Carbide Co., Ltd поставляет широкий спектр высококачественной продукции для клиентов
по всему миру с принципом управления «стабильное качество и надежное сотрудничество».
Мы прошли ISO9001: 2000 в 2003 году и постоянно улучшаем качество. Мы всегда стараемся изо всех сил предоставлять нашим клиентам высокое качество, лучшую цену и удовлетворительные услуги.
Почему выбирают нас?
1. В Чжучжоу Мингри самый богатый ассортимент штампов для холодной штамповки.
2. Более 19 лет стабильных отношений с нашими клиентами.
Более 19 лет стабильных отношений с нашими клиентами.
3. Самая современная инструментальная мастерская.
4. Самая большая производственная мощность и самая быстрая доставка.
5. Самые надежные испытательные машины для всех спецификаций.
6. Лучшее и надежное послепродажное обслуживание.
Здравствуйте, узнайте больше об отправке эффективного запроса по электронной почте
удобно для вас и сэкономит время для всех.
Упаковка | Картон и внутренний пластиковый ящик. |
Доставка | UPS, TNT, EMS, FedEx, DHL или по вашему запросу. |
Введение
Компания Zhuzhou Mingri Tungsten Carbide Co., Ltd. была основана в мае 2001 года с инвестициями в размере 40 миллионов юаней. У нас есть современная производственная линия и много технических специалистов.
У нас есть современная производственная линия и много технических специалистов.
Zhuzhou MingRi Cemented carbide co., Ltd находится в родном городе карбида вольфрама, удобная транспортная развязка, из аэропорта Чанша всего 40 минут, Ухань всего 1,5 часа, из Гуанчжоу всего 2 часа. Благоприятная периферийная среда для производства цементированного карбида является естественным барьером. Удобное движение для завтрашней интернационализации проложило широкую дорогу.
Мы получили отзывы от наших реальных клиентов, спасибо за вашу поддержку и понимание.
Мы специализируемся на различных продуктах из карбида вольфрама. Наша продукция продается в Великобритании, Европе, Японии, Корее, Тайване и Юго-Восточной Азии.
Мы стремимся к долгосрочным деловым отношениям со всеми клиентами и надеемся, что станем вашим лучшим поставщиком карбида.
Основные продукты
.Горячие продажи горячей штамповки металлических деталей холодной ковки согласно чертежам
Горячие продажи горячей штамповки металлических деталей
Описание продукта
мы можем изготовить с чертежом или образцом все, что вы хотите. Высочайшее качество и самая низкая цена
Высочайшее качество и самая низкая цена
* Категория: детали для литья
* техпроцесс: поковка по выплавляемым моделям, литье. Сварка, мехобработка
* Материал: латунь / медь / бронза
* OEM приемлемый
* обработка: обрабатывающий центр с ЧПУ
* проверка: современное испытательное оборудование, включая КИМ, машину для испытания на разрыв, твердомер, спектрометр, тестер паралллета и т. Д.
| Название продукта | Горячие продажи горячих штамповок для холодной штамповки металлических деталей |
| материал | сталь |
| Цена | на основе предоставленного чертежа или образца |
| Оплата | L / C, T / T, Western Union, MoneyGram |
| сертификат | ISO9001 / TS16949 |
| OEM | приемлемо |
| Поцесс | прецизионное литье, ковка, обработка с чпу, сварка |
Упаковка и доставка
Горячие продажи горячей штамповки металлических деталей упаковки
1. Катон упаковка
Катон упаковка
2. деревянный ящик упаковка
3. упаковка на поддонах
4. как требование
Информация о компании
наша мастерская в основном включает: 1. литейный цех
2. кузнечный цех
3. Цех обработки ЧПУ
Сертификаты
гарантия качества
Сертификация: ISO9001 / TS16949
Дизайнер: Технические специалисты берут на себя ответственность за создание чертежей по образцу, предлагаемому клиентами.
Литье: Автоматическая производственная линия, включающая: смешивание, формование и заливку песка.
Обработка: Обрабатывающий центр с ЧПУ.
Требования к испытаниям: Каждая деталь должна быть строго проверена, например. Испытание на динамическое сопротивление, испытание на скачкообразную нагрузку и испытание химического состава тигля и т. Д.
Первичный соревновательный
Передовая международная технология литья
Сложное машинное оборудование
По желанию заказчика необходимо заказать спецификацию
Гарантия стандарта качества OEM
Стандартный материал согласно техническому чертежу
Многолетняя история производства и экспорта
Уровень конкурентоспособной цены
Положительные отзывы клиентов из-за рубежа и внутри страны
контактная информация
Qingdao hengze locomotive equipment co. , ООО
, ООО
адрес: индустриальный парк Нангуань, офис подрайона Санлихэ.
jiaohzou qingdao, провинция Шандун, Китай
контактное лицо: лян
тел: 0086-15066421570
кв: 1092641322
Whatsup 86-15066421570
в чате: lljxdq
.Холодная ковка металла: оборудование, инструмент, элементы
Горячая, или традиционная ковка металла известна людям несколько тысячелетий. Стоящая на отшибе кузница, пышущий жаром горн, тяжелый молот, расплющивающий раскаленную докрасна заготовку на массивной наковальне — такой образ кузнеца известен нам из литературы и кино.
Кузнечное делоУчиться тонкостям профессии кузнеца приходится долгие годы, долго надо и нарабатывать опыт. Работа кузнеца тяжелая, вредная и очень трудоемкая. К тому же кузнечный горн — источник повышенной пожарной опасности. Все это отпугивает наших современников, желающих попробовать свои силы в работе с металлом.
Холодная ковка
Но выход есть — это технология холодной ковки, позволяющая придавать заготовкам из прутка или труб необходимую форму и создавать изогнутые и витые детали самых разных очертаний.
Зачем применяют холодную ковку и какие изделия производят
С помощью горячей ковки можно выковать изделие практически любой формы — от корабельного якоря и тележной оси до металлической розы и лозы винограда.
Холодная ковка применяется для производства ограниченного числа элементов, из которых талантливый дизайнер может скомпоновать авторское изделие.
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
Кованая скамейка со столом и фонарными столбами оплетенные виноградной лозой
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т. н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки. Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Отличия холодной ковки от других способов металлообработки
В промышленности, в художественных и домашних мастерских широко используется много методов обработки металла:
- Литье.
- Горячая ковка.
- Горячая и холодная штамповка.
- Механическая обработка.
Основным отличием холодной ковки металла является использование склонности металлов к холодной пластической деформации, или изменению формы без нарушения целостности.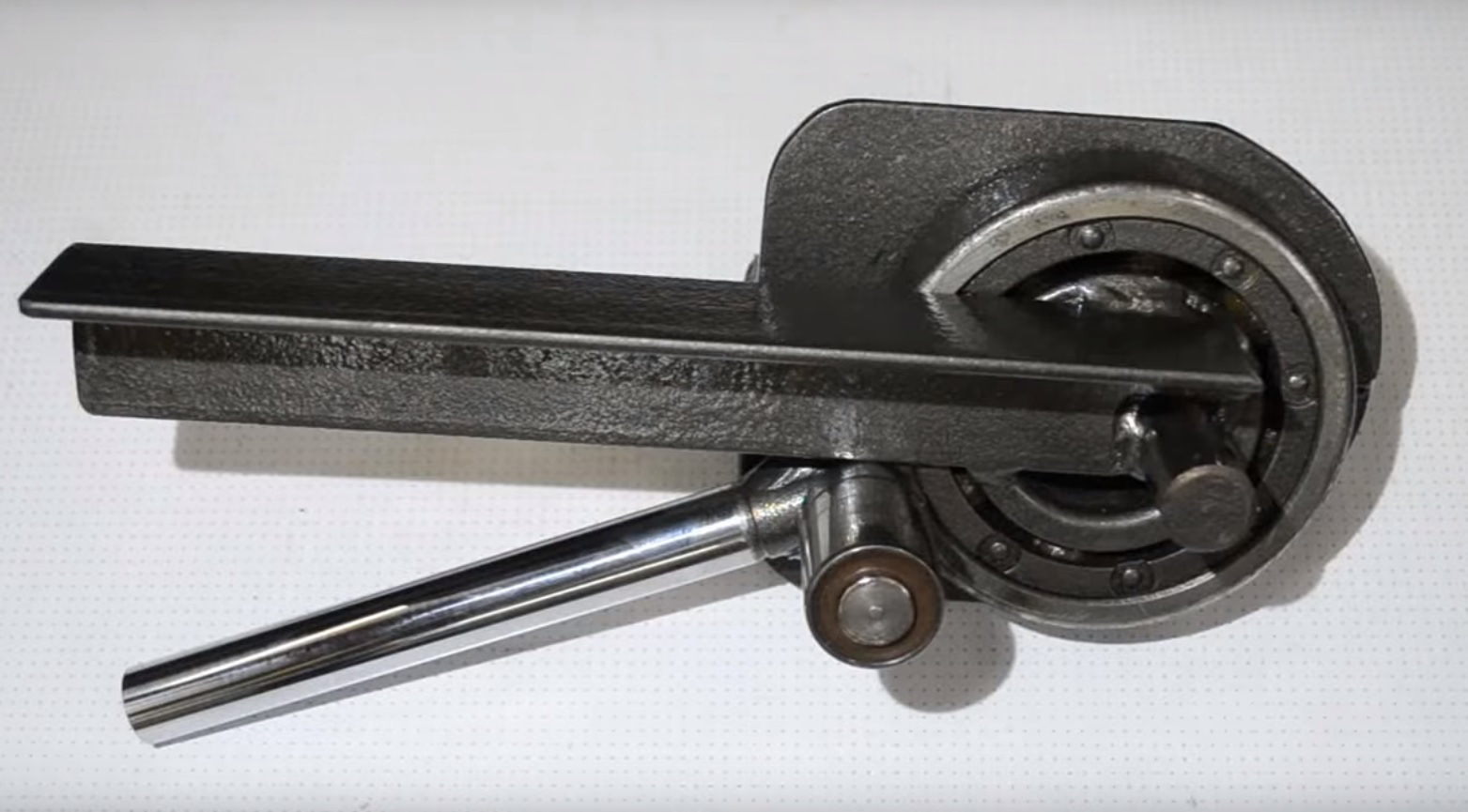 Изменение формы происходит под оказываемым на металл механическим давлением.
Изменение формы происходит под оказываемым на металл механическим давлением.
Преимущества и недостатки холодной ковки
Технология холодной ковки обладает неоспоримыми преимуществами:
- Малая трудоемкость.
- Высокая производительность.
- Низкая энергоемкость.
- Низкие требования к квалификации и легкость освоения навыков работы.
- Высокая повторяемость деталей в серии.
- Возможность различных сочетаний базовых элементов для создания уникальных конструкций, узоров и орнаментов.
Метод холодной ковки позволяет быстро и экономично производить большие серии идентичных элементов, например, частей решеток или оград, и обойдется такая ограда в десятки раз дешевле, чем при изготовлении элементов методом горячей ковки.
Свойственны холодной ковке и некоторые недостатки:
- Ограниченный набор операций и базовых элементов.
- Ограниченный выбор исходных материалов: квадратный или сплошной пруток, профильный прокат, металлическая полоса.
Иными словами, если требуемую деталь можно сделать методом холодной ковки — хорошо, если она не является одним из базовых элементов- то придется выбрать другую технологию.
Основные приемы холодной ковки
Основных приемов холодной ковки несколько:
- Сгибание. Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.
Процесс сгибания
- Скручивание. Проводится скручивание заготовки или их группы по продольной оси. Позволяет получать витые элементы и навершия в виде фонариков. Реализуется на станках торсионного типа.
Процесс скручивания
- Расплющивание. Представляет собой доведение формы конца прутка или трубы до вида «в гусиную лапку», двухстороннюю полуволну и «вчистую». Выполняется на штамповочных прессах и ручных прокатных станах.
 Выполняется на штамповочных прессах и ручных прокатных станах.
Выполняется на штамповочных прессах и ручных прокатных станах.Процесс расплющивания
Станки для холодной ковки
Ручные станки для холодной ковки можно сделать своими руками. Для этого надо иметь хорошо оборудованную мастерскую и средние навыки слесарных и сварочных работ, а также механической обработки металлов. Особо важные узлы, такие, например, как станина и подвижная опора гнутика, делаются из высокопрочной стали и без сверлильного и фрезерного станка изготовить их затруднительно.
Если таких станков в распоряжении домашнего мастера нет, то изготовление самых важных узлов лучше разместить на производстве.
В последнее время ведущие отечественные производители оборудования для ковки металла в домашних условиях предлагают широкие линейки ручных станков по вполне разумным ценам.

Гнутик
Приспособление гнутик предназначено для операции гибки. На массивной станине станка, расположенной вертикально или горизонтально, закреплены два неподвижных упора- с прижимными роликами. Между ними в пазу станины в поперечном направлении перемешается подвижный упор, снабженный накладкой, соответствующей желаемой форме изгиба. Заготовку закрепляют в неподвижных упорах прижимными роликами, с помощью червячной передачи подводят к ней подвижный упор и, продолжая вращать передачу рычагом или воротом, сгибая заготовку под требуемым углом.
Если к червячной передаче через редуктор присоединить электродвигатель и оснастить подвижный упор концевыми выключателями, можно получить функциональный аналог промышленного станка. Для этого потребуются навыки конструирования механизмов и электротехнических устройств и строгое соблюдение норм промышленной безопасности.
Улитка
Улитка, или твистер, служит для сгибания конца заготовки в плоскую спираль.
Самая простая конструкция улитки — это приваренный к массивному неподвижному основанию шаблон из толстой металлической полосы, повторяющий с небольшим припуском форму готового завитка. Конец прутка закрепляют в середине шаблона, и гибочным рычагом последовательно прижимают его к шаблону от центра к краям. Изготовление такого станка не требует дорогих комплектующих, но работа на нем сопряжена с большими физическими усилиями, и не всегда получается добиться идеальной формы изделия.
Конец прутка закрепляют в середине шаблона, и гибочным рычагом последовательно прижимают его к шаблону от центра к краям. Изготовление такого станка не требует дорогих комплектующих, но работа на нем сопряжена с большими физическими усилиями, и не всегда получается добиться идеальной формы изделия.
Более сложная конструкция улитки оснащается воротом и поворотным шаблоном-лемехом. Лемех состоит из нескольких звеньев на шарнирных соединениях, разгибающихся по мере поворота вала. Прижим заготовки к лемеху осуществляется валиком, двигающемся в продольном пазу в радиальном направлении от приводного вала. Валик прижимается с помощью рычага. На такой улитке можно навить до пяти витков спирали.
Волна
Для изготовления волн и зигзагов применяют станок Волна. Его также можно собрать своими руками, придется купить или заказать на производстве только самые высоконагруженные узлы — ролики, которые делают из инструментальной стали.
 ДОПОЛНЕНИЕ 2.как сделать волну” src=”https://www.youtube.com/embed/LjPlxNU3YUg?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
ДОПОЛНЕНИЕ 2.как сделать волну” src=”https://www.youtube.com/embed/LjPlxNU3YUg?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Наиболее простой способ изготовления волны — это добавить к улитке с воротом и поворотным лемехом специальный ворот для волн.
Центральный и обводной ролики делают сменным, чтобы можно было менять радиус изгиба. В водиле обводного ролика делают ряд отверстий, чтобы его можно было переставлять ближе или дальше к основному и менять, таким образом, шаг волны.
Глобус
Глобус служит для формирования из заготовки дуги фиксированного размера с большим радиусом. Такие элементы используют в качестве верхней части арок. В середине массивного основания на оси закрепляется гибочный рычаг с прижимным роликом и шаблон будущей дуги.
Заготовку фиксируют в начале шаблона и, двигая рычаг, прижимают роликом пруток к шаблону, формируя дугу.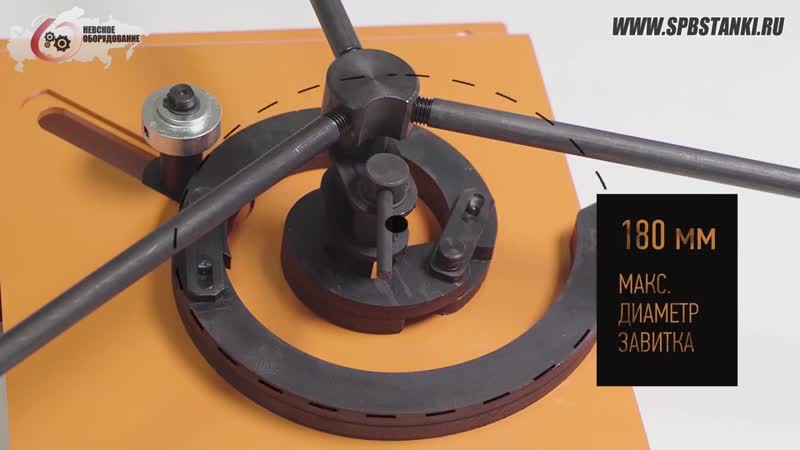 Используется редко, в тех случаях, когда необходимо создать большое количество дуг одного радиуса. Единичную дугу проще сделать на гнутике.
Используется редко, в тех случаях, когда необходимо создать большое количество дуг одного радиуса. Единичную дугу проще сделать на гнутике.
Фонарик
Станок имеет несколько названий — фонарик, корзинка, шишечка. Все они относятся к станкам торсионного типа. Один конец заготовки (или нескольких заготовок) зажимается в неподвижной оправке, другой — в подвижной, имеющей возможность движения вдоль продольной оси детали. Подвижную оправку начинают вращать рычагом, воротом или электроприводом. Происходит скручивание заготовки по продольной оси.
Таким способом получают весьма выразительную фактуру поверхности одиночного прутка.
При работе с несколькими прутками их закрепляют в оправке на равном расстоянии друг от друга и от продольной оси. После скручивания получившиеся спирали сваривают концами вместе и получается элегантная объемная фигура для украшения наверший решеток, карнизов и ручек каминных принадлежностей.
После скручивания получившиеся спирали сваривают концами вместе и получается элегантная объемная фигура для украшения наверший решеток, карнизов и ручек каминных принадлежностей.
Твистер
Твистер предназначен для навивки объемных спиралей и представляет собой закрепленный на прочном основании отрезок трубы, по диаметру равный требуемой спирали. В нижней части приварено ушко — фиксатор для заготовки.
Ворот для навивки имеет прорезь для заготовки и упор, определяющий вертикальный шаг спирали. Вращая ворот вокруг трубы – оправки, мастер навивает восходящую спираль. Изменяя вылет упора, можно менять шаг спирали.
Холодная ковка выполненная своими руками используя самодельные приспособления
Что всегда остается актуальным с роскошным и презентабельным видом? Что ценится дороже всего в салонах мебели и дорогих магазинах сувениров? Что вызывает восхищение у обычных прохожих? Чем так гордятся некоторые владельцы роскошных коттеджей или просто городских балконов? Таких вопросов можно задавать целую уйму и потратить очень много времени, но ответ всегда остается единственным – это изделия из холодной ковки. И какими бы не были тенденции современного дизайна, всегда находятся мастера художественной ковки, которые способны создавать целые шедевры собственного произведения. Сегодня, во времена особой ценности на товар, изготовленный самостоятельным способом, эксклюзивные кованые изделия могут достигать заоблачных цен, поэтому холодна ковка металла своими руками может стать не только занятием досуга, но и принести хорошую дополнительную прибыль в бюджет любой семьи.
И какими бы не были тенденции современного дизайна, всегда находятся мастера художественной ковки, которые способны создавать целые шедевры собственного произведения. Сегодня, во времена особой ценности на товар, изготовленный самостоятельным способом, эксклюзивные кованые изделия могут достигать заоблачных цен, поэтому холодна ковка металла своими руками может стать не только занятием досуга, но и принести хорошую дополнительную прибыль в бюджет любой семьи.
Узоры выполненные при помощи холодной ковки
Конечно, услышав о холодной ковке, простому человеку воображение сразу рисует кузнечную мастерскую, где почти нечем дышать от огромной температуры, необходимой для расплавления металла. А человек, занимающейся ковкой выглядит как герой из сказки. Но на самом деле все далеко не так, а горячие кузнечные ушли далеко в историю, хотя и по сей день остаются довольно востребованными и актуальными. Современная холодная ковка металла в домашних условиях может потребовать лишь отдельного помещения. Им может выступить обычный гараж или сарай, и некоторого оборудования, предназначенного для гнутья железа. Особенным условием для выполнения этих работ будет лишь хорошее освещение, но это не значит, что понадобится новая более мощная проводка электрического кабеля.
Им может выступить обычный гараж или сарай, и некоторого оборудования, предназначенного для гнутья железа. Особенным условием для выполнения этих работ будет лишь хорошее освещение, но это не значит, что понадобится новая более мощная проводка электрического кабеля.
Суть метода и необходимость сварки конечного изделия
По своей сути, холодная ковка металла выполненная своими руками – это изгибание железных прутов определенного и одинакового сечения с помощью нехитрого оборудования. Поэтому с горячей ковкой нет почти ничего общего. Хотя некоторые изделия и могут создаваться как первым, так и вторым способом. Самым сложным этапом работы для создания холодной ковки можно считать сварочные мероприятия – ведь после выгибания металла в нужную форму начинается сборка всех деталей в одно единое изделие. После сварки последует зачистка сварочного шва и покраска железа. Во всех шагах мероприятия ничего сложного нет, достаточно лишь иметь первоначальные навыки сварщика. Холодной ковке можно научить почти каждого и со временем, отточив свое мастерство, человек будет очень ловко и точно изображать в изделиях свои наброски на бумаге.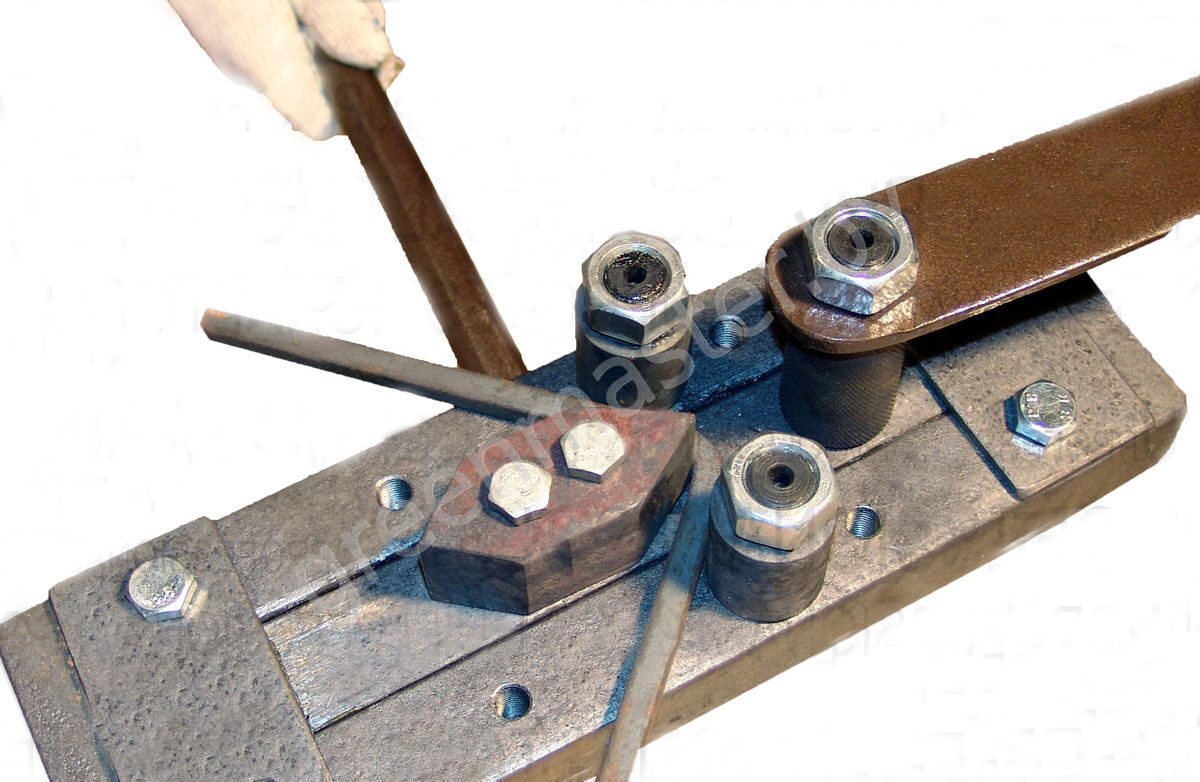 Достаточно лишь иметь самый минимум художественного потенциала.
Достаточно лишь иметь самый минимум художественного потенциала.
Что нужно иметь из оборудования для создания изделий из холодной ковки
Следует обратить внимание, на то, что если вы решили купить оборудование на рынке, то цена на него будет немного завышена, но для начала Вам понадобится всего лишь 1-3 станка. Если оборудование будет более универсальное и иметь большой набор функций, то оно станет чаще выходить из строя и изготавливать не совсем качественную продукцию, поэтому лучше приобрести узконаправленные устройства. Со временем Вы и сами сможете отлично разбираться в работе подручных приборов, ремонтировать их или настраивать. Также можно изготовить и самодельные приспособления для холодной ковки.
Весь необходимый набор инструментов для холодной ковки состоит из сварочного аппарата, краски и 6 оснасток: гнутик, фонарик, улитка, объемная, волна, твистер. Такое ручное оборудование позволяет производить до 12 м² изделия за 1 день. Ручные приспособления отличаются большой прочностью и эффективной производительностью. Благодаря им можно выполнять как объемные, так и плоские узоры холодной ковки. Позволяют заниматься с площадью 12-14 мм и длиной до 4-6 мм.
Такое ручное оборудование позволяет производить до 12 м² изделия за 1 день. Ручные приспособления отличаются большой прочностью и эффективной производительностью. Благодаря им можно выполнять как объемные, так и плоские узоры холодной ковки. Позволяют заниматься с площадью 12-14 мм и длиной до 4-6 мм.
А теперь, давайте рассмотрим подробнее приспособы для холодной ковки которую вы делаете своими руками и их специальные возможности.
- Гнутик для холодной ковки. С помощью него мастер может выгибать металлический прут под заданный угол, создавая также полукруг необходимого диаметра.
- Фонарик помогает придать форму “фонаря”.
- Такое оборудование как, холодная ковка улитка разрешает приводить металлический прут во множество завитых изгибов, которые могут выглядеть в виде спиралей различных размеров.
- Объемная предназначена для выполнения объемных изделий.
- С помощью волны легко загнуть прут в волнообразную фигуру.
- Твистер закручивает металлический прут относительно параллельной прямой.

Специфика производства холодной ковки в домашних условиях
В холодной ковке существует лишь два самых основных процесса – это пресс и гнутье. Эти физические мероприятия достигаются без доведения железа до какой-либо температуры, поэтому в готовом виде прочность поднимается, а гибкость в показателе опускается. Чтобы этот процесс свести к нулю, между каждым этапом ковки следует проводить специальную термическую обработку. Конечно, все изделия можно выполнить и автоматически, используя многопрофильные станки, но производство своими руками также не уступает в прочности и других характеристиках.
В отличие от горячей ковки, холодная предусматривает создание одного и того же трафарета для производства множества изделий, чем не может похвастаться первый метод. Но все-таки, технологический процесс может проводиться лишь с железом ограниченной толщины, так как после достижения границы плотности изогнуть металл без подогрева достаточно тяжело.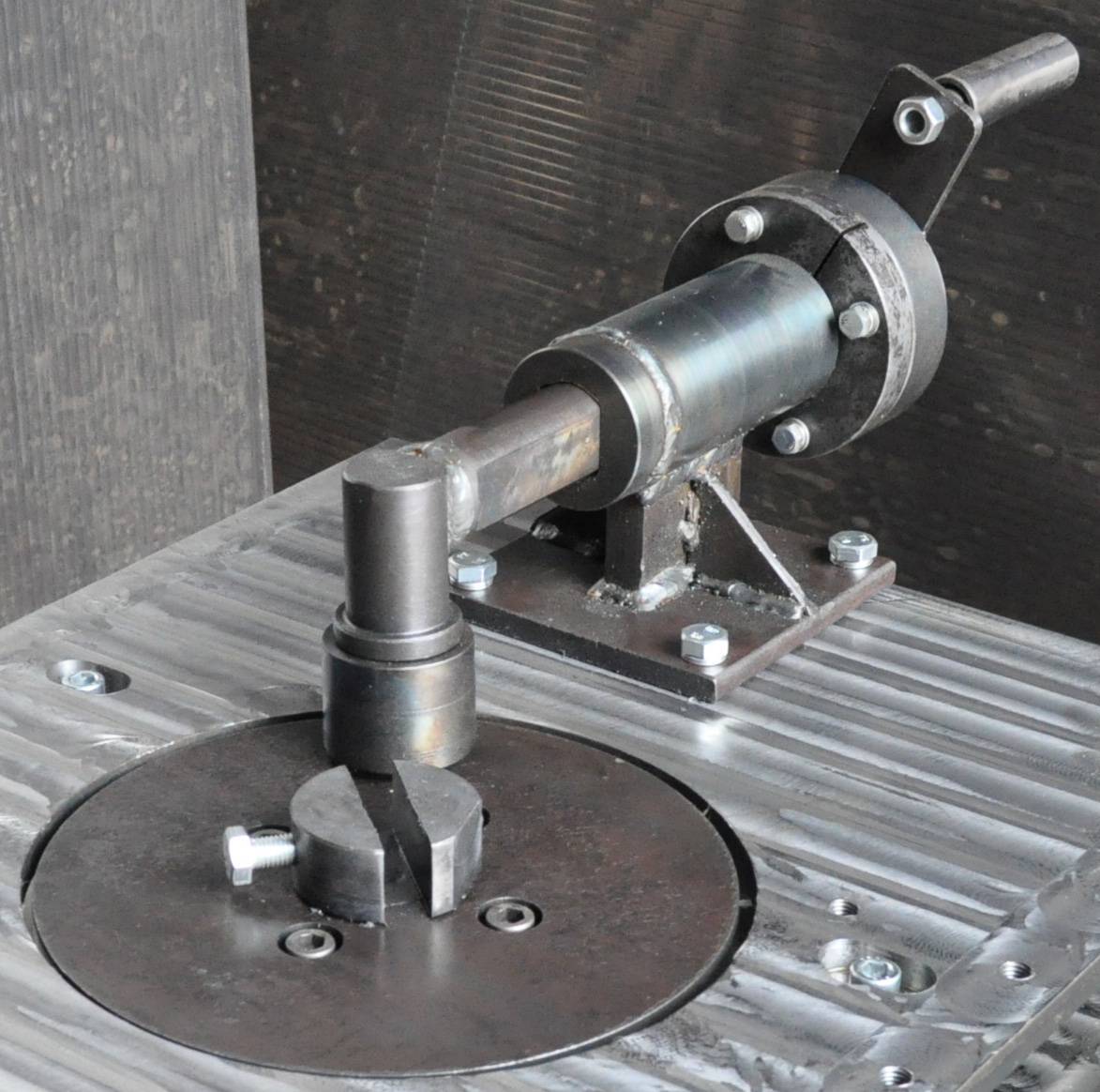
Основные элементы, производимые при помощи холодной ковки:
- решетки на окна;
- декоративные элементы для ограждений, заборы;
- мебельные изделия – кровати, вешалки для одежды, стулья;
- сувениры и элементы декора в дизайне интерьера дома – оправа для зеркала, подсвечники, цветочные подставки и т. д. ;
- предметы, предназначенные для украшения фасадных частей здания – козырьки, перила.
Основные этапы холодной ковки
- Изначально создается эскиз будущего изделия в точном размере. Это позволит узнать нужное количество необходимого сырья и выступит гарантией правильной сборки. А также для того, чтобы определенным методом настроить оборудование.
- Следующим этапом будет точное вычисление нужного объема материала. Например, если будет выполняться холодная ковка подставки для цветов, то Вам понадобится железная труба, d=15 х 15 мм и 10 металлических полос d=4 х 20 мм, любой корпус для основы. Пусть это будет простейшая ваза.
- Теперь можно браться за изготовление деталей. Какими они будут решать только Вам, а их дизайн будет зависеть от того, на каком оборудовании будет производиться обработка. Чертеж улитки для холодной ковки позволит не ошибиться и помочь в выполнении работ на первый раз. Абсолютно все 6 видов оснастки могут использоваться всего лишь для одного изделия, делая его более благородным или вычурным.
- Далее привариваем все части нашей подставки к одной трубе, которая и будет основой для конструкции. Не переусердствуйте со сварочным процессом, если Вы еще не вполне им владеете, так как при закреплении более мелких деталей можно создать лишние отверстия в них.
- Заключительным моментом станет шлифовка сварочного шва и покраска почти готового изделия.

Ковка, какая бы она не была, всегда считалась исконно русским занятием для настоящих мужчин. Поэтому это может стать для Вас не только хобби, но и неким имиджем, который всегда будет оставаться на высоте. Изготавливая изделия для себя, Вы сможете неплохо сэкономить и привнести в свой дом больше красоты и уюта. Ковка с бизнес целью поможет Вам достичь желаемого результата, а рабочий процесс будет приносить только удовольствие.
Изготавливая изделия для себя, Вы сможете неплохо сэкономить и привнести в свой дом больше красоты и уюта. Ковка с бизнес целью поможет Вам достичь желаемого результата, а рабочий процесс будет приносить только удовольствие.
Холодная ковка — фото, видео, как выполнить в домашних условиях
В последние годы большой популярностью стали пользоваться элементы холодной ковки. Опытные мастера из грубого металла, используя художественную ковку, создают красивые детали, подходящие для любого интерьера. Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.
Блок: 1/4 | Кол-во символов: 441
Источник: https://tokar.guru/metallicheskie-izdeliya/elementy-hudozhestvennoy-holodnoy-kovki-i-detali-ornamenta.html
Холодная ковка своими руками как отдельный вид искусства
Холодная ковка – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия.
Блок: 2/13 | Кол-во символов: 508
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Особенности холодной ковки
Метод художественной обработки металла является наиболее популярным — это быстрый и высокотехнологичный процесс. Красоту готовых изделий можно оценить по каталогам, где представлены фото лучших работ. Таким методом можно создавать изделия намного прочней, чем те, которые выполняют с помощью штамповки или отливки. Это объясняется тем, что металл, проходя через оснастку может гнуться и прессоваться одновременно.
Во время ковки на металл воздействует давление и оно его укрепляет, в результате получается деталь, которая впоследствии почти не подвергается разрушению. Метод холодной ковки под силу опытным мастерам, поскольку при ошибочной обработке снова повторить действия с заготовкой будет очень сложно. Свойства холодной ковки дают возможность создавать различные изделия, применяемые в домах и квартирах, во дворах и улицах, поскольку кованые изделия пользуются большой популярностью:
- заборы и перила;
- оконные решетки;
- ограждения и лестницы;
- беседки, фонари и мангалы;
- элементы для декорирования каминов;
- мебель и предметы интерьера.
И это еще неполный список предметов, которые можно выполнить методом холодной ковки. Предметы, полученные таким способом, как это видно на фото могут собой украсить любой интерьер своими формами и стилем.
Блок: 2/6 | Кол-во символов: 1263
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy. html
html
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования.
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.

Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла.
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов.
Блок: 3/13 | Кол-во символов: 2104
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Необходимое оборудование для создания изделий дома
Со временем новые технологии позволили сначала изобрести и затем создать набор специализированных инструментов для расширения возможностей мастеров кузнечного дела. С такими инструментами смогут работать и неопытные мастера, в работе с которыми нет большой сложности.
Один из главных предметов в работе — гнутик, он всегда есть в любой мастерской по работе с металлом. С его помощью можно согнуть заготовку под нужным углом или дугу необходимого радиуса.
Улитка создает спирали из подобранных заготовок, спирали часто встречаются в мастерских у кузнецов. Улитку можно купить или сделать самостоятельно, а также выполнить спираль с любым радиусом, который задумает мастер.
Фонарик — наиболее сложный инструмент, имея такое приспособление можно работать не с отдельной деталью, а сразу создавать целый комплекс из одиночных прутьев. Инструмент помогает создавать виды корзинок из металлических прутьев различного диаметра и сечения.
Изогнутые металлические предметы можно сделать с волной, мастеру остается подобрать прутья разных размеров и профиля и создать плавные элементы для декорирования.
Твистер также сложный инструмент, чем-то схожий на фонарик, с его помощью можно сплести прутья вокруг продольной оси. Чтобы создать оплетку или объемные детали для декорирования пользуются этим инструментом.
Блок: 3/6 | Кол-во символов: 1346
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Обратите внимание! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы.
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Блок: 4/13 | Кол-во символов: 1546
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Достоинства кованых изделий
Несмотря на то, что появилось много новых и современных видов материалов, подходящих для декорирования загородных домов, большинство людей отдают предпочтение кованым изделиям. Хотя металл может подвергаться коррозии в отличие от новых материалов, ковка остается востребованной по многим причинам:
- долговечность и красота;
- хорошие защитные функции;
- возможность заказать изделие по индивидуальным размерам, эскизам и в любом стиле;
- ручная работа, изделия всегда сочетаются с другими материалами.

Перечень достоинств художественной ковки можно еще продолжить, поскольку такие изделия прекрасно сочетают в себе много положительных качеств. Представленные на сайтах фото ярко характеризуют всю красоту, функциональность и долговечность изделий.
К недостаткам можно отнести только высокую стоимость ковки и чувствительность металла к коррозии. Если изделия слишком сложные по конструкции, то их будет тяжело обработать и покрасить.
Блок: 4/6 | Кол-во символов: 947
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак.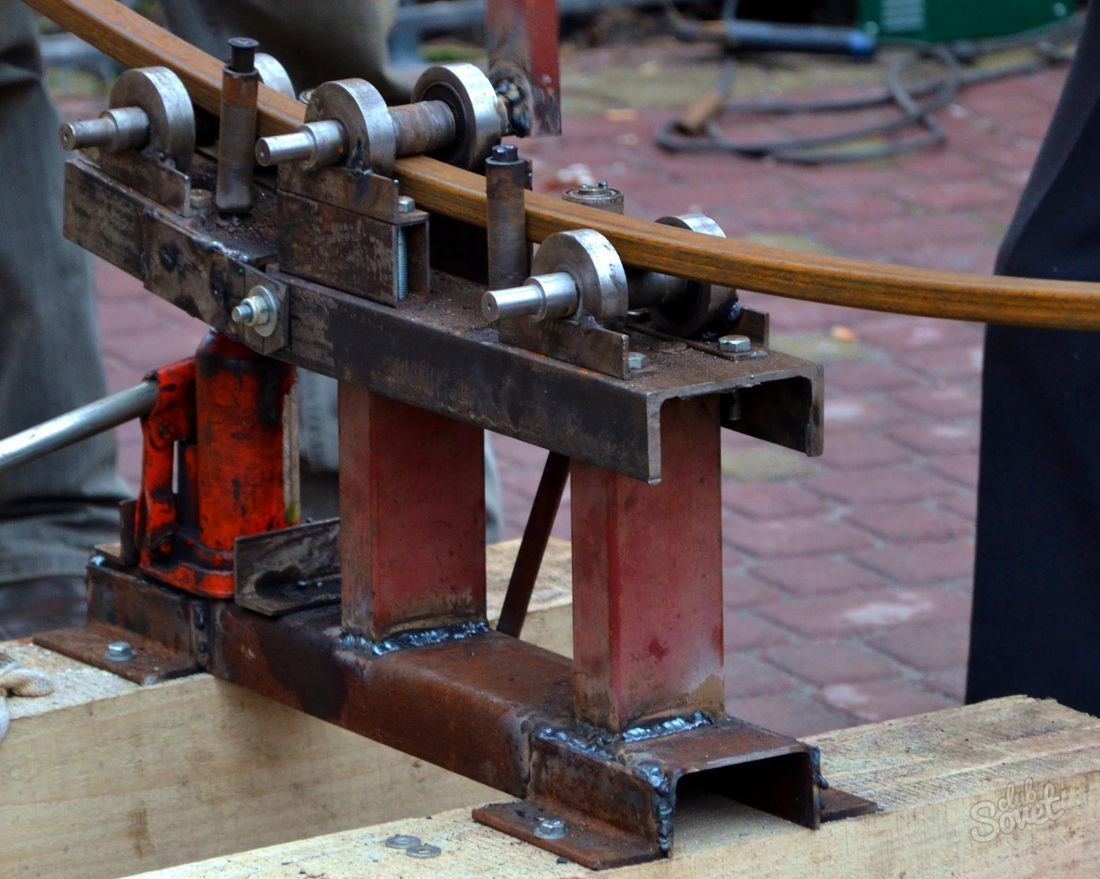
Блок: 5/13 | Кол-во символов: 442
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Покраска для кованого металла
Специалисты рекомендуют перед покраской использовать грунтовку, чтобы в дальнейшем даже самая лучшая и дорогостоящая краска не так быстро потеряла свои свойства. Качественные грунтовки имеют хорошую адгезию, а это дает возможность краскам лучше проникнуть в поверхность предмета.
Хорошие краски содержат в своем составе преобразователи ржавчины, наносить их лучше в два слоя. Самый оптимальный выбор — это промышленные виды красок, стоят они дорого, но обеспечивают надежное и стойкое покрытие. Они быстро сохнут, по желанию можно легко нанести другой понравившийся цвет.
Блок: 5/6 | Кол-во символов: 599
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
На заметку! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами.
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании.
Блок: 6/13 | Кол-во символов: 1566
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Стоимость изделий
На многих сайтах представлены каталоги с фото и ценами кованых изделий. Решетки, козырьки, навесы, предметы домашнего и ландшафтного интерьера выглядят очень эффектно и красиво. Есть мастера, работающие над необычными предметами, например, скульптуры рыцарей, изготовленные также из кованого металла.
Чтобы лучше рассмотреть фото можно увеличить картинку, а также прочитать описание представленного изделия с его размерами, узнать цену за погонный метр или за весь предмет.
Многие компании предлагают выполнить индивидуальный заказ, чтобы получить эксклюзивное изделие методом холодной ковки. Для этого понадобится эскиз или рисунок, фото и готовое кованое изделие в руках мастеров получится практически идентичным тем наброскам, которые принесет заказчик.
Холодная ковка своими руками может стать для многих интересным и полезным занятием. Для этого потребуются финансовые затраты на покупку необходимых инструментов, материалов, оборудования, а также помещения, если нет подходящего. Кроме финансовых затрат важно иметь свободное время и желание, чтобы создавать свои композиции методом холодной ковки, а необходимый опыт придет со временем.
Блок: 6/6 | Кол-во символов: 1157
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy. html
html
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки.
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса.
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Блок: 7/13 | Кол-во символов: 2561
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна».
Блок: 8/13 | Кол-во символов: 917
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски.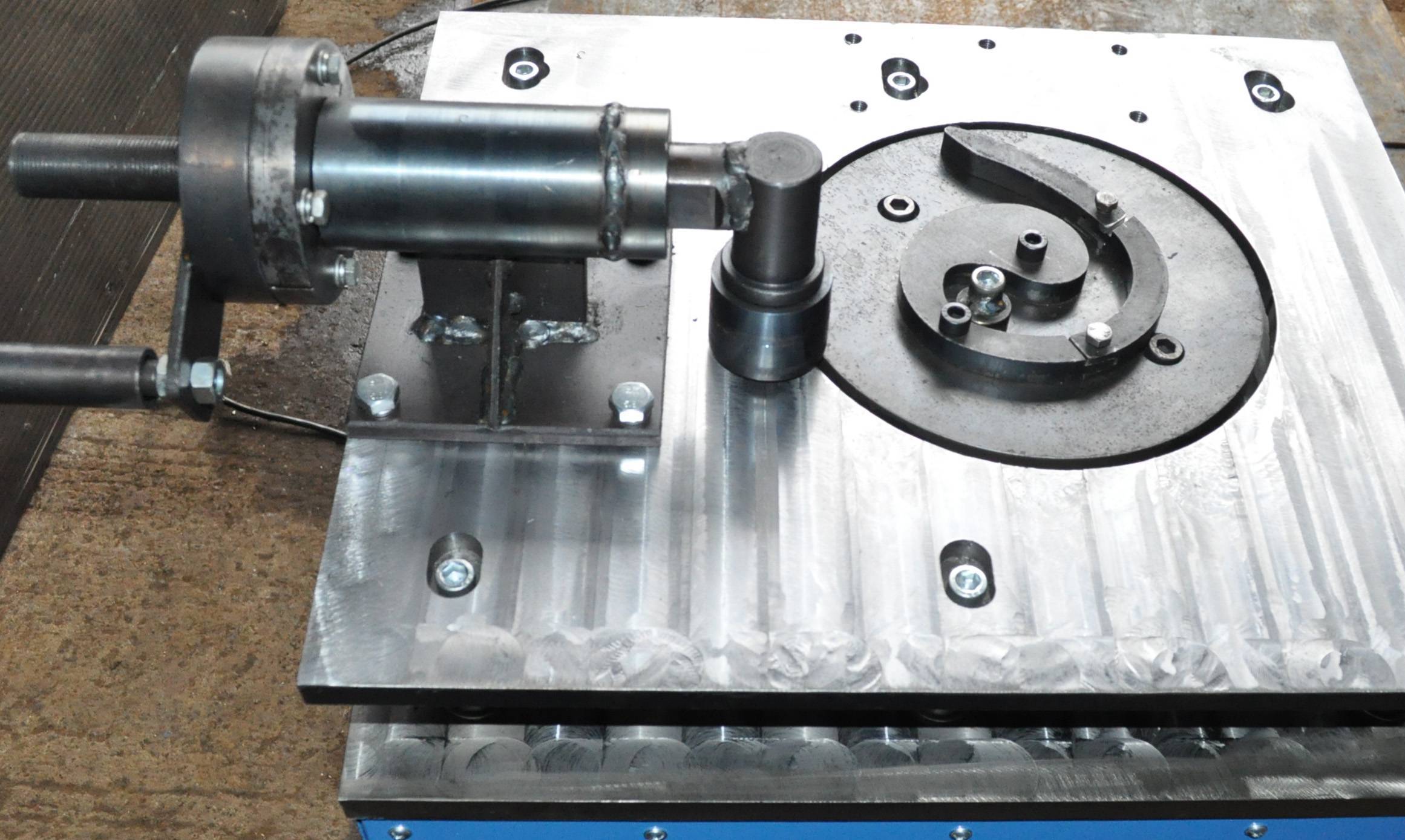 Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер.
Обратите внимание! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Блок: 9/13 | Кол-во символов: 1386
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Фото процесса ковка своими руками
Также рекомендуем посетить:
Блок: 5/5 | Кол-во символов: 118
Источник: https://materialyinfo.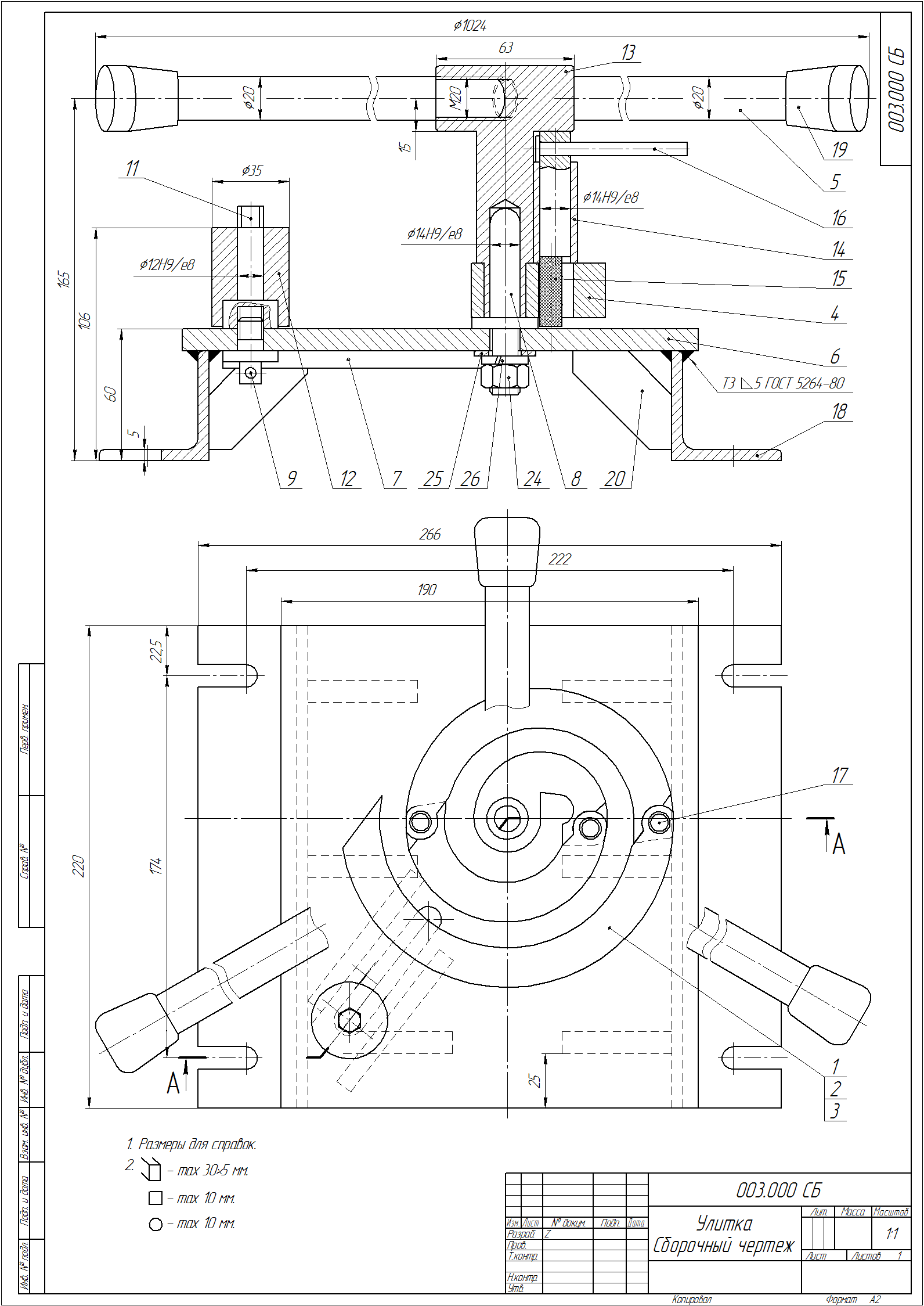 ru/kovka-svoimi-rukami/
ru/kovka-svoimi-rukami/
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
 Давящая сторона штампа может быть рисующей или гладкой.
Давящая сторона штампа может быть рисующей или гладкой.Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Блок: 10/13 | Кол-во символов: 3393
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях.
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными.
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы.
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали.![]() Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа.
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
На заметку! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Блок: 11/13 | Кол-во символов: 3910
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки.
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия.
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Блок: 12/13 | Кол-во символов: 2022
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Количество использованных доноров: 4
Информация по каждому донору:
- https://hozsektor. ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah: использовано 11 блоков из 13, кол-во символов 20355 (61%)
- https://materialyinfo.ru/kovka-svoimi-rukami/: использовано 4 блоков из 5, кол-во символов 3715 (11%)
- https://tokar.guru/metallicheskie-izdeliya/elementy-hudozhestvennoy-holodnoy-kovki-i-detali-ornamenta.html: использовано 4 блоков из 4, кол-во символов 3834 (12%)
- https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html: использовано 5 блоков из 6, кол-во символов 5312 (16%)
 ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah: использовано 11 блоков из 13, кол-во символов 20355 (61%)
ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah: использовано 11 блоков из 13, кол-во символов 20355 (61%)Холодная ковка своими руками – советы профессионалов
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Понятие холодной металлообработки
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
В холодной ковке обрабатывается различные виды металлопроката.
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.
- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.

- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Все эти элементы производят на специальном оборудовании, способном изгибать металлические заготовки без разогрева до ковочной температуры. В мастерских для производства изделий холодной ковки своими руками применяют «золотую шестерку» верстаков: гнутик, улитку, фонарик, твистер, объемник и волну.
Обработка металлопроката построена на трех основных технологических
процессах:
- Вытяжке.
- Гибке.
- Кручении.
Как и в горячей ковке, вытяжка подразумевает раскатывание металла для того, чтобы уменьшить его сечение. В холодной ковке эта технология используется для производства элементов типа пик или гусиных лапок.
Чтобы сделать вытяжку холодным способом, требуется раскаточная установка, которая плющит конец заготовки. С использованием штампов при этом сразу же наносится рельеф. Пики производят на прессах, придавая заготовкам нужную конфигурацию.
Гибка — практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке.
 Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Холодная ковка своими руками: оборудование и приспособления
Оглавление публикации:
Холодная ковка: что это такое
Что можно изготовить, используя технологию холодной ковки
Оборудование для холодной ковки: основные приспособления
Какие приспособления можно сделать своими руками
Что еще не окажется лишним в мастерской
Сделать кованый забор или решетку на окна для мастеровитого человека не так уж и сложно, и обзаводиться собственной кузней для этого не обязательно. Не придется даже приобретать всевозможные кованые элементы, хотя, по сути, они тоже не окажутся лишними. Речь идет о так называемой холодной ковке, декоративной гибке стального прутка, с которой мы и познакомимся в данной статье. Вместе с сайтом stroisovety.org мы ответим на вопросы, что такое ковка на холодную, какое оборудование для нее используется и можно ли сделать его самостоятельно.
Речь идет о так называемой холодной ковке, декоративной гибке стального прутка, с которой мы и познакомимся в данной статье. Вместе с сайтом stroisovety.org мы ответим на вопросы, что такое ковка на холодную, какое оборудование для нее используется и можно ли сделать его самостоятельно.
Возможности холодной ковки фото
Холодная ковка: что это такое
На самом деле процесс изготовления ажурных завитков на холодную называется ковкой весьма условно, так как никакие кузнечные приспособления в их классическом варианте не применяются. Это процесс гибки и кручения металлического прутка с помощью различных приспособлений. По своему внешнему виду такие завитки мало чем отличаются от кованых, а сам процесс имеет несколько существенных преимуществ.
В отличие от классического кузнечного дела, ковка на холодную:
- не требует наличия серьезно кузнечного оборудования;
- приспособления, применяемые в этом процессе, весьма несложно изготовить самостоятельно;
- продукция, создаваемая на холодную, имеет сравнительно низкую себестоимость;
- сам процесс является безопасным – по крайней мере, ожогов он не предвещает.

Холодная ковка своими руками фото
Что касается недостатков, то самый главный из них заключается в том, что на холодную можно изготовить далеко не каждый декоративный элемент – для осуществления сложных проектов некоторые кованые элементы придется покупать в специализированном магазине или заказывать в кузнечной мастерской.
Что можно изготовить, используя технологию холодной ковки
Практически все самое основное:
- декоративные завитки различной сложности и размера;
- крученый пруток;
- корзинки;
- кольца;
- даже такой элемент, как гусиная лапка, при желании можно изготовить на холодную.
Все остальное по мере необходимости придется приобретать. В принципе, возможностей холодной ковки вполне достаточно, чтобы собрать красивую решетку на окна или забор.
Приспособления для холодной ковки своими руками фото
Оборудование для холодной ковки: основные приспособления
На сегодняшний день в магазине можно приобрести несколько типов станков для ковки металла по холодной технологии:
- Улитка – на нем изготавливают декоративные завитки. Станок может быть со съемными приспособлениями или стационарными – первый вариант предпочтительнее, так как имеет более широкие возможности.
- Универсальный станок – используется для клепки, формирования заготовки и даже резки металла.
- Гнутик – применяется для гибки прутка под определенным углом с сохранением плавной дуги поворота.
- Твистер – он же торсионный станок – продольный осевой загиб готового декоративно элемента.
- Волна – по аналогии с названием позволяет создавать волнообразные элементы металлического декора.
- Пресс – нанесение отпечатков на изделие.
- Станок для изготовления колец и арочных элементов.
Улитка для холодной ковки фото
 Станок может быть со съемными приспособлениями или стационарными – первый вариант предпочтительнее, так как имеет более широкие возможности.
Станок может быть со съемными приспособлениями или стационарными – первый вариант предпочтительнее, так как имеет более широкие возможности.Далеко не каждый указанный выше станок легко можно изготовить своими руками. В принципе, все они и не нужны – для частного производства или для домашней мастерской понадобится парочка основных приспособлений, изготовление которых является несложным делом.
Какие приспособления можно сделать своими руками
Опять-таки, речь идет о самых основных станках, без которых процесс изготовления кованых на холодную изделий практически невозможен.
- Улитка. Чертежей и пояснений в интернете достаточно много, как, в общем-то, и видеоматериалов с процессом сборки – углубляться в эту тему сильно не будем, а скажем только одно. Самое главное в этом станке – это улитка. Шаблон, по которому происходит процесс гибки. Шаблон крепится на жестком неподвижном основании (столе) и позволяет гнуть завитки большого размера практически руками – для мелких завитков понадобится дополнительный рычаг. Кстати, существует два варианта станков этого типа – полностью ручной и электрический, сделать который при желании вполне реально.
- Торсион. Крученный спиральный прут – именно он позволяет создавать подобный декор. В принципе, скрутить квадрат несложно и в ручную, используя тиски и вороток, но получить таким способом ровную деталь не получается – вместе со скручиванием происходит и сгибание в разные стороны. В общем, впоследствии пруток приходится рихтовать, что весьма сложно, особенно если длина скрученного участка большая. Ровную заготовку можно получить только тогда, когда прут не имеет возможности сгибаться в сторону – то есть он должен быть немного натянут.
Станок для холодной ковки своими руками фото

Наличие этих двух станков уже позволяет говорить о производстве любых кованых изделий – скамейки, решетки, ограждения, стулья, столы, сделанные своими руками, становятся реальными.
Что еще не окажется лишним в мастерской
Существует достаточно много изделий со специфическими деталями, изготовить которые с помощью двух указанных выше станков не получится. К примеру, простая дуга в нескольких экземплярах не может быть сделана ни на улитке, ни на торсионном станке. Поэтому чем больше различных приспособлений, тем шире возможности.
- Трубогиб. Да, именно роликовый трубогиб, используемый для гибки профильной трубы, только в миниатюре, позволяет изготавливать не только арочные конструкции, но и делать кольца различного диаметра, как большого, так и малого. Гнуть на нем можно не только пруток, но и полосу. Единственное, что следует учесть, это универсальность – то есть настройку приспособления под определенный радиус изделия. Расстояние между неподвижными роликами должно регулироваться – только в этом случае можно будет изменять диаметр колец.
- Штамп – ручной аналог пресса, который позволит делать такой распространенный элемент, как гусиная лапка. Он легко изготавливается из очень толстого прута (диаметр около 50 мм) с помощью болгарки – нарезки делаются на двух заготовках сразу. Предварительно расплющенный или срезанный прут укладывается между двумя цилиндрами, после чего производится несколько ударов кувалдой – и деталь готова!
Как сделать холодную ковку фото
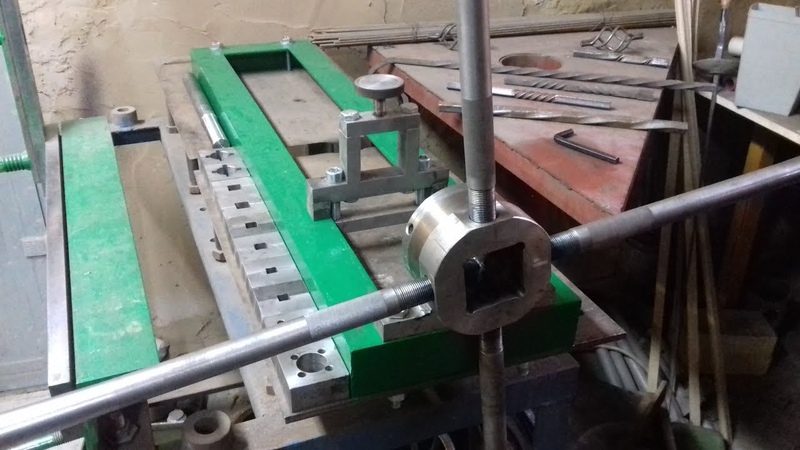 Расстояние между неподвижными роликами должно регулироваться – только в этом случае можно будет изменять диаметр колец.
Расстояние между неподвижными роликами должно регулироваться – только в этом случае можно будет изменять диаметр колец.Несложным в изготовлении является станок для кручения корзинок, который, по сути, является некоторой модернизацией торсионного приспособления, предназначенного для скрутки прутка в спираль. Изменения в этом случае касаются исключительно зажимов. В принципе, торсион и без того должен иметь универсальный крепежный арсенал, позволяющий работать с прутками различного сечения – немного подогнать его под корзинки будет несложно.
В заключение темы, холодная ковка своими руками, остается добавить только одно – со временем арсенал различных приспособлений придется расширять. Как и говорилось выше, каждое изделие может потребовать уникального оборудования, поэтому конструкцию некоторых из них придется продумывать самостоятельно.
Автор статьи Александр Куликов
Декоративная холодная ковка своими руками — moyakovka.ru
Как выполняется декоративная ковка своими руками? Изделия, изготовленные посредством декоративной ковки, имеют роскошный внешний вид, отличаются оригинальностью и неповторимой красотой. Холодная художественная ковка металла может производиться самостоятельно в домашней мастерской.
Схема кованых ворот.В настоящее время очень популярны эксклюзивные предметы, изготовленные художественной ковкой, они представляют собой шедевры декоративного искусства. Мастер, который освоил искусство художественной ковки, может изготовить своими руками кованые ограды и калитки, красивую отделку балконов, мебели, мангалов и других предметов для дома и дачи, не только для своей семьи, но и для друзей и знакомых.
Изделия холодной ковки очень популярны и высоко ценятся. Поэтому овладение навыками декоративной ковки может стать неплохим способом пополнить семейный бюджет.
В чем заключается холодная ковка металла
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.Для выполнения декоративной холодной ковки необходимо выделить специальную мастерскую. Для производства работ понадобятся инструменты для гнутья металла. В мастерской должно быть хорошее освещение.
Холодная художественная ковка металла представляет собой сгибание металлических прутов небольшого диаметра при помощи простого оборудования.
Такой способ создания кованых изделий является более простым, чем горячая ковка, для которой требуется сложное оборудование и знания кузнечного дела. Многие кованые изделия, выполненные горячей ковкой, можно создать и методом холодной художественной ковки.
Наиболее сложным этапом холодной ковки является сварка готовых деталей. Ее выполняют после того, как будут изготовлены изделия из гнутых металлических прутов. После сварки зачищают сварочный шов и красят готовую конструкцию. Поэтому, чтобы освоить искусство холодной ковки, необходимо обладать навыками сварщика.
Сначала мастер создает на бумаге эскиз готового изделия, а затем по намеченному чертежу изготавливает все детали и узоры сгибанием металлических прутьев.
Вернуться к оглавлению
Инструменты для холодной декоративной ковки
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.Материалы и инструменты:
- металлические пруты;
- сварочный аппарат;
- специальные трафареты;
- краска.
При помощи такого оборудования можно изготовить около 10 квадратных метров изделий в день. Ручные приспособления для холодной ковки являются достаточно прочными. С их помощью можно изготавливать различные кованые узоры.
Приспособления для ковки можно изготовить своими руками. Они обладают различными возможностями.
Первое приспособление — гнутик. С его помощью мастер изгибает металлический прут под определенным углом и выполняет полукруг заданного диаметра.
Фонарик создает кованые изделия в форме фонаря.
Улитка создает различные завитки, изгибы, спирали и другие узоры.
Объемная заготовка необходима для создания объемных деталей.
Волна придает изделиям волнообразную форму.
Твистер предназначен для закручивания прута относительно параллельной прямой.
Основные процессы холодной ковки — это пресс и гнутье. Эта работа выполняется без нагрева металла. Материал сгибают в холодном виде.
Способы устранения утяжины.Прочность готовых изделий повышается, а гибкость их снижается.
Чтобы повысить прочность конструкции, между каждым этапом ковки выполняют термическую обработку материала.
Кованые изделия можно выполнять автоматически на станках. Ручная работа не уступает механизированной по прочности и красоте готовых изделий.
При выполнении холодной ковки при помощи одного трафарета можно изготавливать много изделий. При горячей ковке трафареты не применяют.
Холодную ковку можно осуществлять с металлом небольшой толщины, потому что изгибать толстый материал невозможно без подогрева.
Методом декоративной ковки можно изготовить следующие изделия:
- фигурные решетки;
- узоры для ограждений и ворот;
- предметы мебели;
- отделку для мебели;
- сувениры;
- оправы для зеркала;
- подставки для цветов, свеч, посуды;
- украшения зданий;
- перила, козырьки.
Вернуться к оглавлению
Изготовление кованой подставки для цветов своими руками
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.Материалы и инструменты:
- сварочный аппарат;
- металлическая труба;
- металлические полосы;
- корпус для вазы;
- трафареты;
- краска;
- кисть;
- бумага;
- карандаш;
- угольник;
- линейка.
Сначала делают эскиз будущей конструкции с соблюдением размеров. Чертеж создают в масштабе 1:1.
Благодаря этому можно уточнить количество необходимых деталей и обеспечить правильную сборку изделия.
При помощи чертежа настраивают оборудование.
Затем определяют необходимое количество металла.
Для изготовления подставки в виде вазы для цветов берут металлическую трубу диаметром 30 мм и 10 металлических полос размерами 4х50 мм, а также корпус для основы.
После этого приступают к изготовлению деталей. Дизайн конструкции зависит от того, при помощи каких трафаретов будет выполняться изделие.
Способы скручивания: а – в тисках с ограничительной трубой; б – двумя клещами; в – в тисках; г – с неподвижным закреплением двух концов.Эскиз поможет правильно изготовить конструкцию вазы. Трафареты придадут изделию оригинальную узорчатую форму.
После изготовления деталей по трафаретам приваривают все детали к одной трубе, которая станет основой вазы.
Для начала не нужно изготавливать слишком много мелких деталей, так как это создаст определенные трудности при сварке.
Затем выполняют шлифовку сварного шва.
Готовое изделие необходимо окрасить.
На этом изготовление подставки для цветов своими руками закончено.
Вернуться к оглавлению
Холодная ковка своими руками для украшения сада
Освоив основные принципы декоративной ковки, можно изготовить различные изделия для украшения сада своими руками.
Художественная ковка металла своими руками позволит изготовить кованые калитки и ограды. При этом можно использовать сочетания кованых деталей с другими материалами.
Красиво будет смотреться на участке кованая садовая мебель, выполненная своими руками. Можно изготовить кованые скамейки, отделку для дачных столов и стульев.
Превосходно будут выглядеть кованые садовые мостики с тонкими ажурными деталями. Такой мостик придаст саду роскошный классический стиль.
Холодная ковка своими руками позволит создать и другие изделия. Можно изготовить кованые лестницы и опоры, перголы и арки, дачные мангалы. Кованые садовые светильники создадут особое очарование.
https://moyakovka.ru/youtu.be/lXzm3RtqxS8
Художественная ковка беседок и навесов придаст саду романтическое настроение. Кованые козырьки и навесы не только украсят дачный участок, но и будут выполнять необходимые функции для защиты от дождя и яркого солнечного света.
Художественная ковка существует несколько веков. Во все времена кованые изделия являлись украшением любого здания, городского ландшафта, парков и садов, мебели и интерьера. Изделия, выполненные своими руками, придадут вашему дому респектабельность, роскошь и уют, будут радовать вас своей красотой и оригинальностью.
Холодная штамповка стали – стальные ножи Nerds
Спасибо Марко Гулдиману, Даррину Томасу, Джейсону Тиллостсону, Доминику Паолантонио, Кену, Бенедикту Петерсу и Стиву Грейнеру за то, что они стали сторонниками Knife Steel Nerds Patreon!
Холодная штамповка
Холодная ковка очень похожа на горячую ковку, только при комнатной температуре или близкой к ней. Более низкая температура означает, что сталь намного прочнее и ее труднее подделать. Это также означает, что сталь более хрупкая и, следовательно, с большей вероятностью трескается во время ковки или прокатки.Форма зерен в стали изменяется путем ковки. О том, что такое зерна, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Однако внутри стали много зерен, и границы между этими зернами находятся там, где плоскости атомов пересекаются друг с другом. Каждое зерно имеет разную «ориентацию» относительно других, что показано линиями сетки в зернах на схеме ниже:
При холодной прокатке эти зерна лепятся и растягиваются.При ковке куска стали, конечно, деформация не такая равномерная, но принципы, по сути, те же.
При этом сталь упрочняется в процессе холодной обработки. По мере обработки стали образуются «дислокации». Дислокации – это дефекты атомарного уровня, которые контролируют механические свойства стали. О них вы можете прочитать в этой статье. Это та же статья об уточнении зерна, на которую я ссылался раньше, но теперь я удвоил шансы, что вас обманут, и вы нажмете на нее.Сталь всегда имеет дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео с микроскопии высокого разрешения, показывающее движение дислокаций:
Прочность металлов зависит от того, насколько легко перемещаются дислокации. Различные функции могут предотвратить движение дислокаций, например, границы зерен. Таким образом, мелкий размер зерна с большим количеством границ зерен приводит к более высокой прочности, потому что дислокации блокируются этими границами.Дислокации также не могут легко перемещаться через другие дислокации, поэтому более высокая плотность дислокаций означает более высокую прочность, потому что их больше, что мешает движению других. Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье. По мере холодной обработки стали образуется все больше и больше этих крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь.Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации – это неплохо, они присущи металлам, поскольку атомная структура никогда не будет идеальной. Возможно, это лучше рассматривать как увеличение степени несовершенства кристаллической структуры путем холодной обработки. Холодная обработка обычно указывается в процентах, то есть 10% обжатия в холодном состоянии означает, что толщина уменьшилась на 10%, а 50% означает, что толщина уменьшилась вдвое, с соответствующим увеличением длины, конечно.Вот увеличение твердости отожженной модельной стали А8, прошедшей холодную обработку до 50% [1]:
Когда мы начинаем с отожженной стали с мягким ферритом и карбидами, структура выглядит примерно так, как показано ниже, с относительно круглыми ферритовыми зернами и более мелкими карбидами (карбиды разных цветов для различения):
Нержавеющая сталь 13С26 отожженная [2], черная полоса 5 мкм
Это изображение было получено с помощью «дифракции обратного рассеяния электронов» (EBSD), которая позволяет различать различные фазы (аустенит, феррит, карбиды) и ориентацию зерен.Также наблюдается относительная плотность дислокаций, потому что зерна с низкой плотностью являются «чистыми», а зерна с высокой плотностью дислокаций более грубые и темные.
Когда сталь подвергается холодной прокатке, карбиды более или менее не подвержены влиянию, но зерна становятся удлиненными, а плотность дислокаций увеличивается, что видно на изображении ниже, поскольку «качество изображения» зерен хуже:
13C26 после небольшого обжатия в холодном состоянии [2] карбиды не окрашены на этом изображении, черная полоса составляет 2 микрона
13C26 после большого обжатия на холоде [2] черная полоса составляет 5 микрон
При нагревании до достаточно высокой температуры сталь «перекристаллизовывается», что означает образование новых зерен.Чем больше энергии вложено в сталь (больше обжатия на холоде), тем выше движущая сила рекристаллизации. Эта энергия сохраняется в стали в основном за счет образования дислокаций. Таким образом, энергия выделяется из стали за счет образования новых зерен с низкой плотностью дислокаций. Посмотреть процесс перекристаллизации вы можете на видео ниже:
Вы можете видеть, что металл в начале видео имеет большую структуру, затем начинают формироваться новые «чистые» зерна.Если вы внимательно посмотрите, то увидите, что новые зерна образуются на белых частицах, которые ведут себя так же, как карбиды в стали. Карбиды способствуют зарождению рекристаллизованных зерен, но они также могут закреплять рекристаллизованные зерна, поэтому взаимодействие карбидов и рекристаллизации является относительно сложным.
Рекристаллизация происходит за счет диффузии атомов железа, поэтому требуется определенная температура, чтобы могла произойти достаточная диффузия. Вот почему холодная обработка дает такой эффект, потому что температура настолько низкая, что сталь не может «закрепиться» за счет диффузии.Однако температура, при которой начинается рекристаллизация, также зависит от степени холодной обработки. Чем больше степень холодной обработки, тем ниже температура, при которой начинается повторная установка [3]:
При холодной обработке стали, показанной выше, на несколько процентов, для начала рекристаллизации требуется полная температура 700 ° C (1300 ° F), а при холодном обжатии 50-70% для рекристаллизации требуется только 500 ° C (930 ° F). происходить. Чем больше холодная обработка, тем больше энергии вложено в сталь в виде дислокаций, и эта энергия увеличивает «движущую силу» для рекристаллизации.На скорость рекристаллизации также влияет температура: при более высоких температурах диффузия происходит быстрее, поэтому скорость рекристаллизации также увеличивается [4]:
Вы можете видеть, что для стали выше рекристаллизация завершается за 20 секунд при 760 ° C, а при 650 ° C – более 500 секунд. Опять же, эта скорость при разных температурах зависит от состава, карбидов и степени холодной обработки, но приведенный выше пример дает некоторое визуальное представление о разнице в температуре.
Холоднокатаная сталь
Вся эта информация актуальна, потому что некоторые стали для ножей доступны в холоднокатаной форме, что может привести к некоторым отличиям от горячекатаной стали. Холоднокатаная сталь может быть желательной по множеству причин, например, улучшенное состояние поверхности. Как правило, холоднокатаная сталь имеет яркую блестящую поверхность без окалины. Сталь сначала «травится», пропускается через кислотную ванну для удаления окалины перед холодной прокаткой, и сочетание этих двух процессов придает стали очень гладкую поверхность.Толщина стали обычно более стабильна, а холоднокатаная сталь часто бывает более тонких размеров. AEB-L обычно выпускается в холоднокатаной форме и, в частности, из стали 1095.
Приводит ли холодная штамповка к превосходным конечным свойствам?
После всех этих воздействий на сталь во время холодной обработки и рекристаллизации, как это повлияет на окончательную термообработку аустенизации и закалки, а затем на полученные твердость и ударную вязкость? Процесс холодной ковки и рекристаллизации может привести к меньшему размеру зерна, что может улучшить баланс твердости и вязкости.Вы можете прочитать о том, почему, в этой статье о измельчении зерна. Я уже в третий раз ссылаюсь на эту статью и очень надеюсь, что вы ее прочитали. Уменьшение размера зерна феррита увеличивает центры зародышеобразования для образования аустенита, так что конечный размер зерна исходного аустенита также меньше.
Меньший размер зерна феррита приводит к большему количеству зародышей аустенита (синие кружки), поэтому, когда аустенит растет и замещает феррит, размер зерна меньше
В одном исследовании стали 52100 [5] они обнаружили, что холодное обжатие на 50% привело к уменьшению размера зерна с ~ 11 микрон до 6 микрон, что дало соответствующее увеличение вязкости:
В другом исследовании 52100 [6] они обнаружили, что холодная прокатка уменьшает конечный размер зерна, а также что энергия холодной обработки ускоряет растворение карбидов:
Увеличение растворения карбида при высокой температуре означает, что в растворе больше углерода.Больше углерода в растворе перед закалкой приводит к более высокой твердости и более низкой ударной вязкости (подробнее см. Аустенизация, часть 1 и часть 2). Однако, поскольку размер зерна также был уменьшен, произошло улучшение твердости и ударной вязкости за счет обжатия 52100 перед термообработкой:
Чтобы лучше понять изменение размера зерна от холодной прокатки до термообработки, вот изображения границ зерен из экспериментов выше:
Другое исследование закалки 52100 [7] для бейнитной микроструктуры показало, что обжатие в холодном состоянии перед термообработкой привело к повышению ударной вязкости:
В исследовании стали D2 [8] они протестировали горячекатаный прокат, а также 10% и 20% обжатие в холодном состоянии перед термообработкой.Они подвергли аустенитизации при 1030 ° C (1885 ° F) в течение 20 минут перед закалкой, а затем измерили твердость и наблюдали микроструктуру. Они обнаружили, что холодная обработка ускоряет растворение карбида и уменьшает размер зерна, аналогично исследованию 52100. Однако твердость снизилась, поскольку образовалось больше остаточного аустенита. Увеличение количества углерода и сплава в растворе от растворения карбида может увеличить остаточный аустенит, вы можете узнать почему в этой статье. Уменьшение размера зерна также снижает начальную температуру мартенсита и, следовательно, увеличивает конечный остаточный аустенит [9].Следовательно, использование холодной прокатки может потребовать снижения выбранной температуры аустенизации, чтобы гарантировать, что после термообработки не останется избыточного остаточного аустенита.
Никаких испытаний на ударную вязкость не проводилось, но вы можете увидеть уменьшение размера зерна на этих микрофотографиях:
Опасности холодной прокатки
При увеличении твердости и соответствующем снижении вязкости и пластичности существует вероятность растрескивания при холодной прокатке.Это часто происходит из-за растрескивания краев и в некоторых случаях «аллигаторизации», когда сталь раскалывается от центра:
Это изображение из [9]
Аллигатирование начинается с образования пустот около центра стали, которые в конечном итоге соединяются, пока сталь не расколется:
Эти изображения из [9]
Инструментальная стальс высоким содержанием карбидов может приводить к образованию пустот, что увеличивает вероятность образования аллигаторов.Высокая доля карбидов также означает, что пластичность отожженной стали в целом низкая. Поэтому степень холодного обжатия, которую может выдержать инструментальная сталь, относительно низкая. В случае модели A8 образование трещин по средней линии наблюдалось с обжатием всего на 20% [9]:
Увеличение количества карбидов большего размера снизит пластичность отожженной стали, что приведет к повышению вероятности образования аллигаторов и растрескивания. Поэтому стали с небольшим объемом мелких карбидов, такие как AEB-L, 1095 или 52100, будут демонстрировать лучшую пластичность при холодной прокатке, чем стали с большим количеством карбидов, такие как стали D2 или 10V.
Другой распространенный дефект при холодной прокатке стали – это растрескивание кромок [10]:
Мастера ножей, производящие холодную штамповку стали
Я не знаю многих мастеров ножей, которые намеренно холодно куют сталь. Мюррей Картер, вероятно, самый известный пример того, кто это делает. Холодная ковка – традиционный процесс для японских мастеров-клинков, где он и изучил эту технику. Картер заявляет [11], что он холодная штамповка улучшает чистоту поверхности и улучшает окончательную форму и плоскостность в большей степени, чем это возможно при высокотемпературной ковке.Он также утверждает, что холодная ковка приводит к «лучшему балансу между остротой кромки, удержанием кромки и простотой заточки». В видео-демонстрации он сказал, что холодная штамповка улучшает конечную структуру зерна. Поскольку это традиционный метод, может быть трудно понять, каковы исходные причины холодной ковки, я думаю, что улучшение плоскостности и формы более вероятно, чем преднамеренное улучшение размера зерна или конечных свойств. Следует признать, что большинство ножей Картера ламинированы из более мягкой стали или железа (san-mai), что может сделать сталь менее восприимчивой к растрескиванию.Чтобы практиковать холодную ковку перед производством готовых ножей, он рекомендует намеренно холодную ковку стали до образования трещин, чтобы лучше понять, сколько сталь может выдержать.
Резюме и выводы
Холодное обжатие приводит к увеличению твердости стали за счет увеличения плотности дислокаций. При нагревании сталь рекристаллизуется, образуя новые зерна, которые часто меньше исходного размера. Уменьшение размера зерна сохраняется за счет окончательной термообработки до мартенсита.Уменьшение размера зерна может привести к повышению ударной вязкости. Холодное восстановление также приводит к ускорению растворения карбида, что означает, что может потребоваться снижение температуры аустенитизации для сохранения той же твердости. Инструментальная сталь имеет относительно низкую пластичность при комнатной температуре, поэтому обжатие в холодном состоянии должно быть ограничено до 15% или меньше, если оно выполняется, и только на отожженной стали.
[1] Гасеми-Нанеса, Хади, Мохаммад Джахази, Маджид Хейдари и Том Левассер. «Влияние микропустот, вызванных деформацией, на механическое разрушение мартенситной инструментальной стали AISI A8-Mod.”В AIP Conference Proceedings , vol. 1896, нет. 1, стр. 020021. AIP Publishing, 2017.
.[2] Ионеску-Габор, Сорин. «Исследование и эмпирическое моделирование рекристаллизационного отжига полосы из мартенситной хромистой стали с помощью EBSD». Кандидат технических наук, КТН, 2009.
[3] Х. Ф. Кайзер и Х. Ф. Тейлор, Сделки Американского общества металлов, вып. 27, стр. 256 (1939).
[4] Янг, DZa, ELb Brown, DKb Matlock и Gb Krauss. «Рекристаллизация феррита и образование аустенита в холоднокатаной стали, подвергнутой межкритическому отжигу.» Металлургические операции А 16, вып. 8 (1985): 1385-1392.
[5] Бесвик, Дж. М. «Свойства разрушения и распространения усталостных трещин в закаленной стали 52100». Металлургические операции А 20, вып. 10 (1989): 1961-1973.
[6] Ли, Чжэнь-син, Чан-шэн Ли, Цзинь-и Жэнь, Бинь-чжоу Ли, Цзянь Чжан и Юн-цян Ма. «Влияние холодной деформации на микроструктуру и ударную вязкость в процессе аустенитизации подшипниковой стали 1,0 C – 1,5 Cr». Материаловедение и инженерия: A 674 (2016): 262-269.
[7] Чакраборти, Дж., П. П. Чаттопадхьяй, Д. Бхаттачарджи и И. Манна. «Улучшение микроструктуры бейнита и мартенсита для повышения прочности и ударной вязкости высокоуглеродистой низколегированной стали». Металлургические операции и операции с материалами A 41, no. 11 (2010): 2871-2879.
[8] Нанеса, Хади Гасеми, Жюльен Булгаков и Мохаммад Джахази. «Влияние предшествующей холодной деформации на развитие микроструктуры инструментальной стали AISI D2 после упрочняющей термообработки». Журнал производственных процессов 22 (2016): 115-119.
[9] Бесвик Дж. «Влияние предшествующей холодной обработки на мартенситное превращение в SAE 52100». Металлургические операции А 15, вып. 2 (1984): 299-306.
[10] Се, Хайбо. «Исследование краевой трещины холоднокатаной тонкой полосы». (2011).
[11] https://www.yumpu.com/en/document/read/59578865/australian-blade-ed-3-dec-2017
Нравится:
Нравится Загрузка …
СвязанныеЧертежи шаблонов для холодной ковки.Как сделать станок для холодной ковки
своими рукамиАрхитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, покрывающие камины или красивые балясины на лестнице.
Если вы умеете выполнять ковку и научитесь этому ремеслу, то сможете создавать оригинальные изделия самостоятельно.
Это занятие подойдет всем, кто любит заниматься физическим трудом и готов познакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка – это процесс обработки специальной заготовки. Его цель – придать металлу нужные размеры и форму. Различают горячую ковку и холодную.
Мастеру необходимо познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Метод горячей штамповки
При горячем способе металлическая преформа сильно нагревается. В результате металл становится пластичным.Горячая ковка придает заготовке желаемые размеры и желаемую форму. Мастеру доступны различные варианты работы.
Есть и недостатки нагрева металлической заготовки. В первую очередь необходимо оборудовать специальную комнату. Вам нужно будет купить кузнечную кузницу, для которой нужно будет покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, вы легко можете выбрать желаемый вид ковки.
Метод холодной штамповки
Холодная штамповка – трудоемкий процесс. Чтобы получить требуемую форму металлической заготовки, ее гнут, обжимают и сваривают. Техника выполнения несколько проще по сравнению с горячим методом.
Мастерская не требует много места, и для ее обустройства не нужно будет покупать специальный рог, достаточно купить кузнечный станок.
Производственный процесс продукта предполагает работу с полуфабрикатами заводского изготовления.Если была допущена ошибка, то исправить ее невозможно.
Выбрать металл
Для ручной ковки подходят металлы с определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой снижение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают декоративные элементы ковки из меди, стали, дюралюминия или латуни.Кроме того, также могут использоваться сплавы. Информацию о металлах, которые легко подделать, можно найти в Марочнике стали и сплавов.
Какие инструменты вам нужны для ковки?
Инвентарь варьируется в зависимости от метода ковки. Кузнечная кузница с наковальней, для горячей ковки понадобятся молотки с клещами.
Для холодного способа понадобится инструмент Gnutik, позволяющий сгибать заготовку под углом, и станок Snail для ковки, который можно сделать самостоятельно.Последний станок позволяет создавать декоративные элементы с формой в виде спирали.
Примечание!
Кроме основных инструментов для холодного метода можно использовать «Фонарик», «Волна», «Твистер», станок для кольцевания и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы можете увидеть изделие, изготовленное на станке Master 2 фирмы MAH.
Ручная поковка
Чтобы заготовка приобрела желаемую форму, мастер должен применять в своей работе различные приемы и приемы. Вам нужно будет приобретать различные инструменты и осваивать различные технологии.
Метод холодной ковки не требует от мастера особых усилий. В работе выделяются следующие этапы:
- создание рисунка или наброска декоративного элемента;
- заготовка заготовок;
- процесс ковки.
Сегодня рисунок можно сделать с помощью компьютерной программы самостоятельно или заказать у профессионалов. Проект позволит еще до начала работ рассчитать, сколько металлических заготовок нужно закупить.
Примечание!
Основные кованые элементы представлены следующими группами:
- Лапы. Концу металлического стержня придают определенную форму.
- Кудри. Концы стержня можно загнуть в одну или две стороны.
- Кольца.Элементы декора изготавливаются из прутьев квадратного или круглого сечения.
- Торсион. Характеризуется винтовой закруткой по оси.
Используются 3 общепринятые технологии: волочение, гибка и скручивание.
- Вытяжка позволяет увеличить длину металлической заготовки, уменьшив значение ее поперечного сечения.
- Гибка позволяет изгибать любую часть заготовки под углом.
- Скрутка – технология, при которой заготовка скручивается по оси.Для скручивания используется машина Twister.
Все элементы собираются вместе и фиксируются сваркой. Эти операции выполняются на специальном столе. Самодельная холодная ковка не требует особых навыков.
Фото ковки своими руками
Примечание!
Люди давно заметили, что нагретому в кузнице металлу можно придать практически любую форму. Кованые изделия прекрасно смотрятся в любом интерьере.Они могут быть элементом декора как деревянных, так и каменных коттеджей.
Среди владельцев частных домов вряд ли найдется человек, который не хотел бы иметь кованый забор, перила или лестницу. Но, несмотря на множество преимуществ, изделия, полученные с помощью горячей ковки – процесса, при котором металл становится пластичным под воздействием высокой температуры, доступны далеко не всем из-за высокой цены. Есть альтернатива – холодная ковка металла. Его главное преимущество – не только невысокая цена, но и доступность техники для самостоятельного повторения.
Холодная ковка металла – это процесс, при котором металл не подвергается нагреву, а форма изделия придается за счет его гибки, опрессовки и сварки из нескольких заготовок.
Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластической деформации горячего металла. Но название этого метода обработки металла прижилось. Более того, пользователи считают, что в некоторых случаях холодная ковка металла может стать достойной заменой горячей ковке.Так ли это на самом деле мы расскажем в сегодняшней статье.
Особенности холодной ковки
Бытует мнение, что изделия, полученные путем гибки, получаются однообразными, больше похожими на заводскую штамповку на резьбе. Однако практика показывает, что при правильном подходе с помощью холодной ковки можно создавать настоящие авторские произведения.
Чаще всего методом холодной ковки металла делают:
- решетки оконные;
- элементов козырьков, перил и козырьков входной группы;
- элементов декоративных для ворот и калиток;
- фигурные ножки для столов и стульев;
- элементов декора: подставки для цветов, решетки для каминов, обрамление картин, зеркала и др.
Для художественной горячей штамповки металла выпускаются изделия, полученные методом холодной деформации на специальном оборудовании, впоследствии свариваемые в одно целое: элементы ограждения, ограждения или калитки. Тем более, что непосвященный человек не сразу поймет, как было подделано это изделие.
Goblin 2 пользователь FORUMHOUSE
На мой взгляд, кованые элементы, изготовленные методом холодной деформации (гибки), выглядят не хуже, чем такие же элементы, сделанные вручную – горячей ковкой.И они дешевле.
Холмофф пользователь FORUMHOUSE
Холодная штамповка металла позволяет на достаточно простом комплекте оборудования создавать типовые элементы – торсионы, прокатные пики, спирали, элементы пространственной гибки. А затем, комбинируя этот набор (примерно из 10-15 типов типовых элементов) для создания изделий со сложным рисунком. Освоить процесс гибки сможет любой человек, владеющий слесарным инструментом, было бы желание.
Обычные геометрические формы в сочетании с завитками и волнами могут очень красиво смотреться в металле, ведь любой сложнейший узор состоит из множества простых элементов.
Существенным преимуществом холодной ковки металла перед горячей ковкой является высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать рог, кузницу, молот на наковальне. Меняя только фурнитуру, можно быстро создавать самые разные элементы, но для соединения узлов потребуется хорошее владение сварочным делом.
Холмофф пользователь FORUMHOUSE
Однажды я сделал холодную ковку и научился готовить в полуавтомате за два дня.
Для получения хорошего результата процесс холодной ковки металла следует разделить на ряд последовательных этапов:
- Идея и постановка задачи.
- Концептуальные зарисовки от руки на бумаге.
- Точный рисунок продукта от руки или в графической программе.
- Разбивка всего изделия на отдельные простые элементы .
- Рисование или печать на принтере единиц продукции в натуральную величину.
Некоторые принтеры поддерживают печать плакатов, то есть печатают части большого изображения на листах A4, после чего их можно только склеить.
- Расчет количества необходимого материала.
- Изготовление отдельных элементов.
- Шлифовка и сборка (сварка) отдельных элементов в единой конструкции.
Несмотря на кажущуюся простоту, практика холодной ковки металла требует вдумчивого подхода и грамотного расчета всех деталей будущего изделия.Специалисты FORUMHOUSE советуют – для визуализации идеи предварительно изготовить отдельные блоки из проволоки реального размера . Это поможет понять, как различные элементы будут сочетаться друг с другом и вовремя исправить ошибки, или найти более удачное сочетание узоров и отдельных элементов.
К основным элементам, полученным методом холодной ковки металла, относятся:
- Лапы и козырьки. Эти элементы выкатываются из металлического прутка.
- Кудри.Включают: завиток, червяк и улитку. У волута, или, как его еще называют, рогалики, концы загибают в одну сторону. Маленький червяк выглядит как знак $. Улитка похожа на запятую.
- Кольца изготавливаются из прутка круглой или квадратной формы, намотанного на специальную оправку. Получается своеобразная металлическая пружина, которую потом нарезают кольцами.
- Торсион. Один из самых распространенных элементов. Получается скручиванием одного или нескольких стержней.
Все вышеперечисленные элементы можно выполнить, объединив всего три технологических процесса.
1. Вытяжка. Благодаря этому процессу за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Таким образом обычно получаются лапки и пики, для чего металл помещается в специальный прокатный или опрессовочный станок. Пропуская заготовку через ролики и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут наноситься рельефные насечки, которые придают поверхности заготовки определенную фактуру.
2. Торсион. Металл (полосы или стержни) скручивают вдоль своей оси. Вы можете скрутить одну, две, три и более заготовок. Для этого один конец заготовки (или заготовок) помещается в тиски, а другой начинает поворачиваться по оси. Если скрутить несколько стержней, а затем сжать их, прилагая усилие по оси, то они разойдутся по дуге. Получается утолщение из плетеных стержней под названием «Фонарик» или «Корзина».
3. Гибка.Металл гнут на специальной машине по шаблонам.
Для гибки металла в разных плоскостях необходимо простейшее оборудование и простые станки. На рынке имеется множество машин для холодной ковки. Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. Начинающий мастер, занимающийся холодной ковкой «под себя», вполне может согнуть металл.
Сначала можно обойтись простыми кондукторами и оправками, вставленными в обычные настольные тиски.Сделать кручение можно, зажав конец заготовки в тисках, затем надев на него трубу, и, используя хомут, закрутить заготовку по своей оси.
Alexei62 пользователь FORUMHOUSE
Все инструменты для холодной ковки (кроме сварочного аппарата) могут быть изготовлены из подручных средств.
Для холодной ковки металла чаще всего используются следующие инструменты:
- Gnoot. С его помощью заготовка изгибается под определенным углом.
- Улитка.С его помощью заготовка сгибается по спирали. Изменяя шаблоны, вы можете изменить радиус изгиба.
- Фонарик. Он напоминает токарный инструмент. С помощью этого инструмента металлические заготовки переплетаются между собой, чтобы получить одноименный элемент.
- Волна. Принцип действия этого средства понятен из названия. С его помощью металлу придается волнистая поверхность. Расстояние между «гребнями» волн и их высоту можно регулировать в зависимости от настроек машины.
- Твистер. Скручивает полосу или брус по продольной оси.
Принцип работы всех вышеперечисленных машин очень прост. Он основан на приложении определенной силы к заготовке через рычаги, приводящей к деформации металла. Гибка металла на станках ручная. Для облегчения труда некоторые станки оснащены электродвигателями, что увеличивает их стоимость. Многие домашние мастера предпочитают изготавливать станки для холодной ковки своими руками.Также с появлением опыта и увеличением сложности изделий необходимо оснащать станки разнообразной фурнитурой – шаблонами, кондукторами, упорами, упорами.
Большой простор для творчества. Каждый мастер делает адаптацию под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать с помощью минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки.«По мнению форумчан, нужно не жалеть времени и ходить по местным металлобазам, а также знакомиться со списком, который они предлагают. Для холодной ковки используется самый распространенный« черный »металл. Погонный размер для полос шириной 14 и 16 мм, толщиной 2-4 мм. Пруток – квадрат со стороной до 10 мм. Такой материал легче гнуть. Более толстый материал, полоса 20х4 мм и т. д., сначала будет иметь на разрез.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять металлы в своей жизни.До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, домашней утвари и ювелирных изделий.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца оказались очень трудоемкими и уникальными, это несомненный плюс для искусства и столь же очевидный недостаток там, где требуется большое количество одинаковых изделий.
К недостаткам горячей штамповки относятся:
- высокая сложность
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Метод холодной ковки лишен недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механической силы. Технология применима к круглому и квадратному прутку, металлической полосе, трубам и прокату различного профиля. Несколько основных операций, например,
- изгиб заготовки под заданным углом и заданным радиусом,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и сочетание полученных деталей позволяет создавать кружевные ограждения, беседки, скамейки, предметы декора и быта в разумные сроки и по доступной цене, в разы и даже в десятки раз ниже, чем при использовании горячей ковки. .
При этом все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик – один из самых популярных. Он позволяет сгибать брус под заданным углом и заданным радиусом, в том числе в виде волны.
- Улитка используется для скручивания конца стержня или трубы в спираль.
- Торсионный стержень предназначен для скручивания стержня вдоль его продольной оси.
Если вы планируете выпускать большую серию продукции, то вам понадобится станок для промышленного производства. Обладает высокими характеристиками, достаточным ресурсом, оснащен электроприводом достаточной мощности, сочетающим в себе гнут, улитку и торсион. Продвинутые производители оснащают свои агрегаты полуавтоматическими приставками, а роль сотрудника сводится к установке необходимой оправки, закреплению заготовки и запуску программы.Сама система контролирует скорость подачи, усилие прижима формовочного ролика, начало и конец формования.
Если для начала вы планируете просто познакомиться с технологией холодной штамповки, потрогать ее руками, то вы можете сделать устройство начального уровня самостоятельно, сэкономив значительные суммы, так как промышленные агрегаты приближаются к цене автомобиля.
Станок
Одна из несложных конструкций самодельного гнутика состоит из следующих частей:
- Массивное основание с проточкой.
- Подвижный упор, перемещаемый по пазу червячной шестерней
- Два фиксированных упора, закрепленных на основании.
Крепление “Гнутик”
Ролики на фиксированных упорах взаимозаменяемы, чтобы можно было гнуть стержни и трубы под разными углами и радиусами. На подвижном упоре также фиксируется съемный ролик или клин, в зависимости от желаемой формы изгиба.
Пока прямая заготовка зажимается неподвижными упорами и, вращая привод червячного механизма изгиба, подводят к ней подвижный упор – клин или ролик.Продолжая вращать привод, согните заготовку на нужный угол.
Сделать комара для холодной ковки своими руками вполне реально, достаточно строго следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании высокопрочной стали и сверлении в ней отверстий.
Если такого оборудования в мастерской еще нет, то лучше оформить заказ на основные детали гайки в производстве – дрелью и лобзиком этого не сделать.
Соединение и покраска деталей
Для сборки деталей нужного дизайна необходимо предусмотреть ровное свободное пространство – на полу или на столе, в зависимости от размера. Перед сваркой и покраской детали лучше отшлифовать, чтобы удалить ржавчину, и очистить поверхность. Пескоструйный агрегат также можно изготовить самостоятельно из использованного газового баллона, пары насадок и кранов. В качестве форсунки можно использовать керамический корпус использованной свечи зажигания. Для этого достаточно владеть навыками сварочного и слесарного дела.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать штанги-накладки. После того, как детали расставлены, стоит еще раз проверить соответствие их расположения чертежу. Далее, зафиксировав зажимами ключевые элементы конструкции, точечная сварка должна прижать их друг к другу. В последний раз при проверке размеров, углов и взаимного расположения можно приступать к сварке всех необходимых швов.
После сварки необходимо очистить окалину проволочными щетками, закрепленными в дрели, и вручную в труднодоступных местах.Дизайн готов к покраске. В зависимости от выбранных грунтовок и финишного покрытия, а также от способа нанесения, сборка укладывается на амортизирующие планки или устанавливается вертикально с временными упорами.
Конструкции с высокой плотностью деталей удобно красить из пульверизатора, для редкой решетки, для уменьшения потерь краски придется вооружиться кистью.
Изделия холодной ковки
Холодной штамповкой производятся различные изделия.Это, прежде всего, элементы решеток и заборов – как сами прутья, так и поперечины, вершины, украшения. С расстояния в несколько метров ее сложно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обычный забор, помимо утилитарного назначения, приобретает еще и художественную ценность. Для этого потребуются гайка, улитка и торсион.
Кованые подставки для фонарей, перила для мостов через пруды, навесы и веранды, столы и скамейки прекрасно смотрятся на придомовой территории.Да и саму беседку неплохо сделать из кованого бруса. Неожиданная для сурового металла легкость и воздушность придадут ему завитки и спирали, а закрученные опоры подчеркнут желание встать.
Кованые мангалы сегодня также широко распространены, которые эстетически дополняют бытовое назначение. Сам мангал теряется среди навеса, узорчатых стен и опор, украшен завитками крыши.
Очень популярны детали балюстрад, лестничных перил и балконов.Завитки и спирали здесь тоже широко используются не только как украшение, но и как структурный элемент. Очень уместно смотрится балясина, закрученная по продольной оси, а угловые опоры часто делают из нескольких скрученных между собой стержней. Также на торсионе делают так называемый «фонарик» – несколько изогнутых спиралью стержней, соединенных концами сваркой.
Следующее направление применения холодной ковки – это детали декора помещений и мебели.Дверные ручки и защелки, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер – здесь широко используются мелкие завитки и перекрученные штанги.
Мебель изготавливается как садовая, не боящаяся осадков и смены времен года, так и домашняя, сочетая металл с деревом и тканью.
Кованые изделия в архитектуре и дизайне интерьеров уже давно пользуются большой популярностью. Кованые из металла решетки на окнах и для каминов, ограды или балясины лестниц всегда выглядят элегантно и привлекательно.Сегодня, несмотря на современные технологии обработки металла, как никогда популярны кованые изделия из металла. Конечно, ковка металла своими руками – задача не из легких, а без должной подготовки сделать красивое кованое изделие сложно. Но тем, кто хочет овладеть этим старинным ремеслом и готов к тяжелому физическому труду, придется познакомиться с видами и технологией ковки металла, понять, как ковка используется в металлах, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Поковка металлическая
Ковка металла – это процесс обработки металлической заготовки для придания ей определенной формы и размера. На самом деле существует два вида ковки – холодная и горячая. Выполняя ручную ковку металла, необходимо разбираться в обоих видах ковки, поскольку у каждого есть свои достоинства и недостатки.
Во время горячей ковки заготовка нагревается до определенной температуры, при которой металл теряет прочность и становится пластичным.Высокая пластичность – главное преимущество горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на разнообразии вариантов работы.
Но у обогрева металла есть свои недостатки. Прежде всего, это необходимость оборудовать специальный кузнечный очаг и стоимость топлива для него. Это может стать настоящей проблемой для тех, кто хочет заняться горячей ковкой металла своими руками в городских условиях.К тому же работа с огнем – занятие довольно опасное и требует повышенной пожарной безопасности. Еще один фактор, который может существенно повлиять на выбор типа ковки, – это конкретные знания температурного режима ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует оборудования пода для нагрева металла. Вся суть холодной ковки заключается в формовании металлической заготовки путем гибки, опрессовки и сварки. Холодную ковку реализовать несколько проще, а для оснащения цеха не требуется много места.Весь процесс создания готового продукта не требует использования высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Вся работа должна выполняться с определенными готовыми полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев поврежденная заготовка подходит только для металлолома или учебного пособия.
В любом случае, независимо от типа ковки, необходимо достаточно внимательно ознакомиться с рядом важных моментов.В первую очередь, это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они используются в работе.
Поковка металлическая
Ручная ковка металла – довольно трудоемкая и сложная задача, требующая использования определенных металлов, а точнее металлов с определенными характеристиками. Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно понимать характеристики металла и знать состав обрабатываемой детали.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясин, заборов и т. Д., Нет необходимости акцентировать внимание на износостойкости, устойчивости к покраснению и так далее, а также на легирующих элементах.
Для декоративной ковки используются следующие металлы: медь, латунь, дюралюминий, сталь, а также другие сплавы меди, магния, алюминия и никеля. Фактически, для ручной ковки используется мягкий ковкий металл, которому можно легко согнуть или придать определенную форму. Чтобы выбрать самый легкий пластичный металл, вам нужно присмотреться к Marochnik Steel and Alloys. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл – это медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку из металла цена больше зависит от стоимости исходной заготовки, и не каждый может позволить себе приобрести забор или балясины из меди. Выбирая для ковки мягкий черный металл, необходимо ориентироваться на сталь с минимальным содержанием углерода около 0.25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать использования конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и трудны для сварки.
При выборе того или иного металла необходимо использовать Марочник стали и сплавов. Но если доступа к нему нет, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения довольно простой, достаточно поднести заготовку к работающей точилке и посмотреть на сноп искр, а потом сравнить с показателями в таблице.
Сегодня, благодаря промышленному производству металла, отпала необходимость создавать заготовки своими руками. В современных кузницах для холодной ковки используются уже готовые заводские изделия. Наиболее часто используемые размеры заготовок: 30×45 мм, 40×45 мм, 10×10 мм, 12×12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл с толщиной от 3,5 до 6 мм, круглые трубы 1/2 “, 3/4”, 1 “, профильные трубы от 20×20 мм до 30×30 мм.
Инструмент для ковки металла
Любая работа по ковке металла невозможна без специального инструмента.Кузнечное оборудование для горячей штамповки довольно разнообразно и включает в себя наковальню, кузницу, различные молотки, клещи и многое другое. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, шлифовальный станок и шлифовальный станок, используется как в холодной, так и в горячей ковке. Зная предназначение инструмента, вы сможете правильно выполнить любую работу.
Инструмент для горячей штамповки
- Гудок . Без горячей ковки не обойтись. Ведь именно в нем заготовку можно нагреть до температуры 1400 ° С.По большей части печь представляет собой печь, рассчитанную на высокие температуры и с обдувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня бывает нескольких видов, среди которых наиболее популярной является наковальня с двумя рогами массой 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпера . При выполнении различной художественной и декоративной ковки используются шперы. Их много разных видов, и каждый мастер может сделать их для себя.Общей чертой любых шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные шперы.
- Кувалда и Ручной тормоз . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и используется для нанесения сильных ударов. В зависимости от вида работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0.От 5 до 2 кг. Используется для доработки продукта.
- Клещи . Горновые клещи – второй по важности инструмент. Без них невозможно провести горячую заготовку для обработки. Для определенного профиля и размера заготовки существует несколько видов клещей. На фото ниже представлены клещевые клещи различной формы.
- Молотки фасонные . При выполнении художественной ковки требуется создание гнутых заготовок или заготовок определенной формы.Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков много и у каждого мастера свои. На фото ниже показан основной вспомогательный инструмент.
В дополнение к описанным выше используются различные измерительные инструменты, такие как обычная рулетка , двойной штангенциркуль , кузнечный уголок , шаблоны и калибры . Выбор кузнечного инструмента огромен, весь перечень сложен, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Инструмент для холодной штамповки
- Гнутик (фото внизу). Это основной инструмент для холодной ковки. Как следует из названия, он позволяет сгибать металлическую заготовку под определенным углом. Кроме того, гайка позволяет создавать элементы дуги определенного радиуса.
- Улитка . Имя говорит само за себя. С помощью улитки можно создавать различные элементы декора в форме спирали. Спираль изготавливается под определенный узор, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
- Фонарик . Эта машина предназначена для создания одноименного декоративного элемента.
- Волна . Позволяет создавать волнообразные элементы. При протягивании стержня через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу работы этот станок похож на Фонарик, но в отличие от него крутилка только скручивает заготовку по оси.
- Кольцевой станок . Как и во всех предыдущих машинах, название говорит само за себя.
Помимо вышеперечисленного, существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше машины можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью элементов, созданных с их помощью.Для изготовления машин холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Машины холодной ковки могут быть ручными или оснащаться электродвигателями. Несмотря на наличие зубчатых передач, ручная холодная ковка – довольно трудоемкая и длительная задача, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит упомянуть промышленные станки для холодной ковки.На аналогичные станки холодной ковки цены порядка 6000 у.е., но на одном таком станке можно выполнять практически все технологические операции холодной ковки. Примером может служить машина Master 2 фирмы MAN. На видео, демонстрирующем холодную ковку, вы можете увидеть возможности этого станка.
Металлическая ковка своими руками
В процессе ковки используются различные приемы и методы ковки, чтобы придать заготовке определенную форму. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла.Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только изгибается. Исходя из этого, выделяют основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Металлическая ковка своими руками
Холодная ковка своими руками довольно проста и не требует особых усилий. Все работы разделены на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и собственно процесс ковки металла.
Рисунок можно создать в специальной программе для ЭВМ, купить готовый или нарисовать вручную. Вы можете найти чертежи для холодной ковки. Для этого достаточно обратиться к мастерам, которые занимаются ковкой несколько лет, и попросить один-два чертежа для обучения. На самом деле рисунок преследует несколько целей. Во-первых, чтобы знать, какие элементы нужно будет изготовить методом холодной ковки. Во-вторых, имея такой проект на руках, можно рассчитать количество и тип металлических заготовок, например прутков, профильных труб и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, составляющие проект. Сегодня можно встретить довольно много разных кованых элементов, но все они могут быть объединены в несколько классических групп.
- Лапы . Этот элемент представляет собой раскатанный в той или иной форме конец металлического стержня. В эту группу входят так называемые Пики. Несмотря на заостренный конец, козырьки выполнены по аналогичной технологии.
- Кудри . В эту группу входят несколько общих элементов: завиток, сердечки и улитки. Volute или Bagel представляет собой стержень, концы которого загнуты в одном направлении. Червячок – стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Comma или Snail – простой завиток, один конец которого загнут, а второй прямой.
- Кольца . Создается этот элемент довольно просто: на заготовку станка навинчивается стержень круглого или квадратного сечения, в результате получается пружина, которую потом разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по закрутке винта по оси. Вариантов торсионов очень много и одним из самых распространенных является такой элемент, как фонарик, а также простой стержень винтовой формы для решетки или забора.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки – гибка, скручивание, волочение.
Вытяжка – это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. При холодной ковке используется один из вариантов вытяжки – прокатка. Именно с его помощью создаются различные лапки и козырьки. Для создания лапок используется специальный прокатный станок.Вводят конец заготовки и затем запускают раскатывающий механизм, в результате конец выравнивается с разгрузкой или без нее. Для изготовления козырька используют пресс. Процедура такая же, но в результате конец раскатывается и прижимается в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов или другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках для холодной ковки.Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Скручивание . Эта технология ковки предполагает скручивание заготовки вдоль оси. При холодной ковке этот процесс можно наблюдать на станке Twister, на котором создаются различные кручения. Для этого один конец заготовки помещают в тиски, а второй конец поворачивают по оси.Отдельно стоит выделить элемент фонарик. Для него используются два и более стержня, которые сначала закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат является общедоступным и является незаменимым инструментом для современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей.Не требует специальных знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видеоурок
Металлическая ковка своими руками
По сравнению с холодной ручной горячей штамповкой намного сложнее и требует большого опыта в обращении с инструментом и хорошей физической подготовки. Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
На самом деле разница между горячей и холодной ковкой заключается в технологических процессах обработки металла.Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать уже готовые стержни квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки – завитков, лапок, козырька и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия для чеканки изготавливаются с использованием следующих технологий обработки металла: осадки, вытяжки, гибки, скручивания, резки, надрезания, тиснения.
Draft применяется для ковки металла для увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости проводят полный или локальный нагрев заготовки от атмосферных осадков.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее поперечного сечения.Это можно сделать как ударом кувалды или ручного тормоза, так и прокаткой металла между валами на станке. В отличие от холодной ковки, создание козырька с помощью капюшона требует точных и точных движений.
Гибка . Эта операция выполняется для придания заготовке криволинейной формы. При этом следует учитывать, что изгиб толстых заготовок может привести к их деформации, и чтобы придать первоначальную форму, необходимо выполнить черновую. Для гибки заготовок используются различные шпереки, рог наковальни, фасонные молотки и кондукторы.
Скручивание . Эта технология ковки предполагает скручивание заготовки вдоль оси. Как и при холодной ковке, заготовка зажимается в тисках и проворачивается. Но в отличие от холодной ковки, вы можете нагреть заготовку локально, что позволяет легко выполнять локальную скручивание.
Технологии ковки, такие как , резка , с надрезом, и рельефная набивка , используемые в художественной ковке с использованием долот. Края горячих заготовок в зависимости от проекта рассекают и скручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается другой узор.
При горячей ковке металла важно знать температурный режим нагрева. Это поможет лучше обработать металл. Ковка черного металла ведется при температуре 800 – 1250 ° С. Конечно, термометром нельзя будет измерить горячую заготовку, а для определения температуры придется ориентироваться по ее цвету. В таблице ниже указаны температура и цвет заготовки из черного металла.
Горячая ковка металла: видеоурок
Ковка металла своими руками – занятие довольно увлекательное, требующее постоянного совершенствования. В первую очередь это касается создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой – это и украшение дома, и дополнительный доход. К сожалению, машины для придания образцам спиральной формы – улитки – в продаже практически нет. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками. Особенности самостоятельного изготовления и сборки мотков для холодной ковки – тема данной статьи.
Характеристики улитки
Автор специально решил обратить внимание читателя на ряд моментов.Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которых будут представлены ниже.
Такой прибор вполне себе (если говорить о технике DIY), он позволит изгибать образцы с сечением (стороной квадрата) не более 10 – 12 мм. Подразумевается модель улитки с «ручным управлением». С более габаритными образцами в повседневной жизни почти никто не занимается.Машину можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная ковка осуществляется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (надрывов).
- Вам нужно будет выбрать не только мощность электродвигателя, но и передаточное число коробки передач. Плюс смонтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее).Все это сильно усложняет изготовление станка.
Вывод – для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Каждый, кто разберется во всех нюансах его конструкции и хоть что-то разберется в электротехнике, сможет самостоятельно установить на него электропривод.
Изготовление улиток
Показаны несколько устройств. Примерно так (в основании) и должно получиться.
Сборка улитки своими руками – один из вариантов самостоятельного проектирования, когда давать рекомендации с указанием точных параметров всех комплектующих нет смысла.Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам придется его укрепить. При изготовлении улитки с нуля каркас стола делается только из металла – швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. Во время работы улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный лист железа не подходит. Только пластина, и не менее 4 мм.
Маркировка и установка «навесного» оборудования
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как с учетом перспектив или ограничиться выпуском аналогичных образцов?
Вариант 1.Самый простой. Смысл операции в том, что на столешнице рисуется спиральный контур.
По сути, это набросок будущих фигурных деталей, например, из бруса. После этого достаточно вырезать несколько отрезков из согнутой по радиусу толстой полосы железа. Их приваривают к столешнице, и механизм загибания в основном готов.
Кому-то такое исполнение будет привлекательнее – с цельной полосой.
Но практика показывает, что работать с такой улиткой сложнее.Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров. Вдоль каждого просверливаются отверстия, в которых нарезается резьба. Осталось только подготовить шаблоны для стоп-сегментов. Своими руками их делают, как правило, из плотного картона или фанеры.
Из них металлические колодки, в которых после очередной разметки также просверливаются отверстия под посадочные «гнезда» в плите.Такая конструкция позволит организовать на одном столе производство спиральных заготовок разного радиуса. Вам нужно только, в зависимости от формы сгиба, установить соответствующие сегменты в определенных местах. Их крепление к основанию – болтовое. Можно поступить иначе. Вместо таких упоров ставьте цилиндрические.
Для фиксации притягиваются болтами (снизу пластины) или изготавливаются сразу ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее.А если есть, то сделай сам – пару часов сделай.
Вариант 3. Подготовить несколько съемных модулей, которые при необходимости следует менять.
Улитка в сборе
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Все, что есть в сарае (гараже, на чердаке) – отрезы труб, стержни, уголки и тому подобное, пойдет в действие. Если принцип работы улитки понятен, то подсказки больше не нужны.
Проверка здоровья
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Более того, для таких устройств нет единого стандарта. Кто-то скажет – не проще ли купить заводскую модель? Во-первых, как уже было сказано, на поиск уйдет много времени. Во-вторых, не факт, что его возможности совпадают с фантазиями мастера. В-третьих, нужно будет облегчить кошелек примерно на 19000 (ручная) и 62000 (электрическая модель) рублей как минимум.
Удачи в изготовлении улитки своими руками!
Холодная штамповка
Этот процесс представляет собой разновидность штамповки штампом. Процесс холодной штамповки может быть разных типов, например, холодная высадка, гибка, холодное волочение, для получения разнообразного ассортимента продукции. Важнейшими компонентами процесса холодной штамповки являются материал и форма штампа, материал заготовки, смазка и температура.
Холодная ковка обычно выполняется при комнатной температуре или при температуре, при которой микроструктура металла не изменяется.Это процесс сжатия, при котором металлическим заготовкам придают пластическую форму с помощью фигурных штампов, сжимая их между штампами.
Процесс начинается с того, что заготовка стержня с химической смазкой выдавливается внутрь закрытой матрицы под очень высоким давлением. Затем металл течет и принимает желаемую форму. В качестве материала могут использоваться сплавы нижнего конца и углеродистые стали, нержавеющая сталь серий 300 и 400, отдельные алюминиевые сплавы, бронза и латунь. Существует постоянный поиск оптимизации производственных процессов и снижения затрат.В этом направлении сейчас все чаще используются такие методы, как численный анализ и моделирование.
Методы холодной штамповки: Холодная штамповка может выполняться с помощью следующих трех процессов.
Прямая экструзия:В этом процессе металл течет в направлении силы удара. Он уменьшает диаметр пули за счет увеличения ее длины. Обычно используется для изготовления ступенчатых цилиндров и валов.
Обратная экструзия:Здесь поток металла противоположен силе толкателя.Он создает полые детали. Типичное применение для массового производства.
Высадка или заголовок:В этом процессе металл течет перпендикулярно силе толкателя, увеличивая диаметр и уменьшая длину. Обычно используется для изготовления застежек.
Применение процесса холодной штамповкиДетали, которые будут выкованы этим способом, наиболее рентабельны при весе 10 фунтов или меньше. Преимущество имеет место интеграция таких конструктивных элементов, как встроенные фланцы и выступы.Холодная поковка очень популярна в автомобильной промышленности для изготовления деталей рулевого управления и подвески, антиблокировочных тормозных систем, осей, бит, ступиц сцепления, шестерен, шестерен, пальцев, ступенчатых и промежуточных валов и втулок.
Process (The Making of the Blades) Японский нож Nigara Forging Co., Ltd.
Мы гордимся тщательным производством каждого лезвия, начиная с выбора материалов. Мы также принимаем индивидуальные заказы, соответствующие конкретным запросам наших клиентов.
Выбор стали и феррита
Для изготовления каждого лезвия необходимо выбрать подходящий размер стали и феррита.
- Сталь
- В качестве режущей кромки лезвия выбрана твердая сталь с большим содержанием углерода. В зависимости от предполагаемого использования лезвия выбираются разные виды стали.
- Феррит
- Феррит с таким низким содержанием углерода, что его называют «сверхнизкоуглеродистой сталью», и выбирают «мертвую мягкую сталь».Он соединен с твердой и хрупкой сталью выше для усиления лезвия.
Если лезвие слишком мягкое, оно не будет хорошо резать, однако, если оно слишком твердое, оно может легко сломаться или сломаться. За счет сочетания твердой стали и мягкого феррита улучшается острота и нож устойчив к любым ударам.
| Таблица компонентов стали / феррита | ||
|---|---|---|
| Компоненты | Феррит (%) | Сталь (%) |
| C (Карбон) | 0.08 | 1,0 ~ 1,2 |
| Si (кремний) | <0,2 | |
| Mn (марганец) | 0,35 | <0,35 |
| P (фосфор) | 0,009 | <0,03 |
| S (сера) | 0.02 | <0,02 |
| Cr (хром) | 0,5 | |
| Вт (вольфрам) | 1,0 ~ 1,5 | |
| V (Ванадий) | ||
Кузнечная сварка
Сталь соединяется с ферритом и нагревается в топке до 1200 ℃.Они сколочены вместе, придавая им грубую форму лезвия. В это время сверху насыпается порошкообразный клей для кузнечной сварки и плавится при сильном нагреве. При ударе искры вылетают, а оксид железа и другие подобные примеси удаляются, улучшая качество стали.
>>> Посмотреть видео 『Кузнечная сварка』
Черновая растяжка и ковка
Сваренный кузнечно-сварной нож снова помещается в под, нагревается и забивается до грубой формы и толщины конечного лезвия.Частицы внутри металла становятся более мелкими, тем самым укрепляя лезвие и делая лезвие более долговечным.
Нормализация
Уделяя особое внимание теплу очага, любой оксид железа с поверхности лезвия удаляется, а поверхность лезвия сглаживается. Во время этого процесса частицы металла еще больше измельчаются, повышая долговечность лезвия.
Отжиг
Чтобы гомогенизировать структуру, лезвие нагревают до низкой температуры, а затем помещают в соломенную золу для охлаждения.Благодаря этому с лезвия снимаются любые напряжения и деформации, и оно дополнительно укрепляется.
Формовка
Используется шлифовальный станок или другой режущий станок, чтобы довести текущую форму лезвия до нужного размера.
Штамповка
Также известная как холодная ковка, лезвие забивают молотком при комнатной температуре или слегка нагревают, металл дополнительно очищается и лезвие укрепляется.
Удаление темных пятен
Кованые лезвия имеют на поверхности темные пятна оксида железа, если их оставить на лезвии, тепло не будет равномерно распределяться по нему. При полировке поверхности и удалении черных пятен закаливаемость лезвия увеличивается.
Закалка
Лезвие нагревают, а затем быстро помещают в воду или масло, чтобы немедленно охладить его, упрочняя лезвие и увеличивая срок службы режущей кромки.Однако, если лезвие нагревается слишком сильно, сталь становится хрупкой и режущая кромка ухудшается, поэтому температура строго контролируется.
Закалка
Закаленные лезвия без дополнительной обработки являются хрупкими, поэтому их нагревают, пока они не достигнут нужного уровня мягкости. При этом их становится труднее чипировать и они более практичны в использовании.
Правка
Когда лезвие затвердевает, сталь слегка сжимается, что вызывает некоторую коробление.Лезвие выпрямляется, ударяя по нему медным молотком и исправляя его форму. В результате лезвие станет более простым в использовании и станет идеально прямым.
Заточка
Вращающийся точильный камень используется для заточки лезвия, однако трение, вызванное трением лезвия о точильный камень, вызывает нагревание, которое может размягчить уже затвердевшее лезвие. Поэтому во время заточки лезвия и точильного камня вода непрерывно поливается.Также во время этого процесса удаляются любые черные пятна, появившиеся в процессе закалки.
>>> Посмотреть видео 『Повышение резкости』
Полировка
Любые следы от резки, оставленные на поверхности лезвия, могут вызвать накопление нежелательных частиц или воды, которые вызывают ржавчину. Чтобы избежать этих антисанитарных условий, наждачной бумагой полируют лезвие до почти зеркального блеска. Это делает нож более устойчивым к ржавчине и гигиеничностью.
Присоединение ручки
Во время постоянной корректировки лезвия крепится к рукоятке. Чтобы вода не попала в точку вставки ручки и не стала причиной ржавчины, в нее вставляют эпоксидную смолу и прикрепляют лезвие.
>>> Посмотреть видео 『Крепление ручки』
Упаковка и отгрузка
Изготовление лезвия таким способом, избирательность к каждому этапу процесса, дает нам уверенность в том, что мы создали нож, который «не ломается, не гнется и хорошо режет.«Это нож, который идеально подходит для наших клиентов.
Руководство для начинающих кузнецов по ковке меди, бронзы и латуни
Если вы хотите начать работать с металлом, медь – отличное место для начала!
Есть причина, по которой медный и бронзовый века предшествовали железному веку! Медь – мягкий металл, с ней легко работать. Это делает его отличным выбором независимо от того, являетесь ли вы кузнецом с большим опытом работы с железом или сталью, или даже если вы новичок в обработке металла.
Историки считают, что медь – один из первых металлов, которые использовали люди, из-за того, насколько она мягкая и легкая в формовании. Медные мастера – одна из немногих профессий, упомянутых в Библии, и считается, что люди использовали медь более шести тысяч лет!
Возможно, у вас уже есть запасная медь. Если нет, для начала можно купить дешевый медный лом. Вы можете создавать как декоративные, так и практичные изделия из меди. Либо это приятный проект!
Если идея нагревания кусков железа или стали до докрасна пугает вас, вам повезло.Медь можно обрабатывать в холодном состоянии, и часто нет необходимости ее нагревать.
Немного обучения и практики, вы можете стать опытным медником, который также известен как красный мастер из-за красноватого оттенка меди.
В этой статье я научу вас различным инструментам и методам, которые вам понадобятся, чтобы начать создавать свои собственные изделия из меди. Я также дам вам несколько идей для медных проектов, с которых можно начать.
В чем разница между медью, бронзой и латунью?Прежде чем вы начнете работать с этими металлами, важно знать разницу между ними, чтобы вы могли их идентифицировать.Каждый из них имеет разные характеристики, и с ними нужно работать по-разному.
Если вы не знаете, какой у вас металл, самый простой способ – соскрести немного металла. Если обнаженный металл желтоватый, то это бронза или латунь. Если розоватая, то медная.
Тем не менее, трудно отличить бронзу от латуни без химического анализа, так что это всего лишь руководство.
МедьПочти каждый знает, как выглядит медь, если раньше вы держали в руках пенни.Он имеет уникальный красноватый цвет.
Медь по-прежнему широко используется в домах, потому что это прочный материал, хорошо проводящий тепло и электричество. Он также способен противостоять коррозии при правильном обращении.
Вы, наверное, видели медные трубы и фитинги в собственном доме, если выполняли какие-либо работы своими руками.
Медь легко поддается пайке, пайке или сварке. Его также можно полировать и отполировать практически до любого уровня блеска и текстуры, который вы хотите.
Вы можете получить медь двух основных форм. Бескислородная медь используется там, где требуется высокопроводящий и пластичный материал. Нелегированная медь – это более мелкие сорта меди, которые содержат различное количество примесей.
ЛатуньЛатунь – это сплав, состоящий в основном из смеси меди и цинка.
Он может иметь цвет от красного до желтого в зависимости от того, сколько цинка используется в сплаве. Добавление большего количества цинка придает сплаву большую пластичность и прочность.
Латунь, содержащая более 39% цинка, имеет более низкую пластичность и более высокую прочность при комнатной температуре.
Латунь с содержанием цинка от 32% до 39% легче обрабатывается в горячем состоянии, но ее труднее обрабатывать в холодном состоянии.
Латунь в основном используется для изготовления музыкальных инструментов или в декоративных целях.
БронзаБронза может выглядеть очень похоже на медь или латунь, если у вас их нет рядом. Вы можете заметить разницу, потому что бронза имеет слабые кольца на поверхности.Бронза также имеет более тусклый оттенок золота. Хотя он также может быть красноватым, как медь, со временем тускнеет до темно-коричневого.
Бронза – это еще один тип сплава, в основном состоящий из меди. Вместо цинка, как в латуни, он обычно содержит олово. Но он может содержать алюминий, кремний, фосфор, мышьяк и другие соединения.
Бронза намного тверже чистой меди.
Утюг с латунным покрытиемИногда железо можно покрыть медью или латунью.Прежде чем вы начнете работать с чем-то, что, по вашему мнению, является медью или латунью, я сначала проверил бы это с помощью магнита, чтобы убедиться.
Чем отличается работа с медью от железа или стали?Если вы уже являетесь кузнецом, то, возможно, вас просто заинтересуют основные различия между работой с медью и черными металлами, такими как сталь или железо.
Медь имеет другую температуру плавленияПрактически каждый металл имеет разную температуру плавления.Поэтому неудивительно, что медь и железо различаются по температурам плавления.
Чистая медь плавится при температуре около 2000 F (1090 C.)
Бронза имеет более низкую температуру плавления, чем чистая медь. Это связано с тем, что бронзу часто получают путем объединения меди с оловом, температура плавления которого приближается к 450 F (230 ° C). Когда вы смешиваете два металла вместе, вы получаете точку плавления, которая находится где-то посередине.
Медь обрабатывается без нагреваМедь обрабатывается без нагрева.Это потому, что он считается мягким металлом.
Холодная обработка меди упрочняет металл за счет сжатия его молекул, в результате чего конечный продукт становится более твердым. Однако медь может стать хрупкой и начать трескаться при чрезмерной обработке.
Медь может охлаждаться медленно или быстроНагревание меди позволяет молекулам в ней выстраиваться более организованно, что упрощает формирование металла.
Чтобы предотвратить растрескивание, медь отжигается перед холодной обработкой.Отжиг – это процесс охлаждения металла для его упрочнения и снятия внутренних напряжений.
Медь можно отжечь путем закалки или быстро охладить, погрузив в воду. Или вы можете дать ему медленно остыть на воздухе. В любом случае медь станет отожженной.
Это отличается от чугуна или стали, которые для отжига необходимо медленно охлаждать.
Какие инструменты нужны для работы с медью?Многие инструменты, которые у вас уже есть для кузнечного дела, пригодятся для работы с медью.К ним относятся перфоратор и другие типы молотков, а также тиски или набор клещей.
Для работы с медью иногда используются наковальни различных типов . К ним относятся купольные наковальни, наклонные наковальни, круглые наковальни и квадратные наковальни. Но для базовой работы с медью вы, вероятно, сможете обойтись любой существующей наковальней, которая у вас уже есть для кузнечного дела.
Copper требует некоторых более специализированных инструментов, которых у вас, возможно, еще нет.
Для резки листов меди вам понадобятся ножницы по металлу .Иногда их также называют ножницами для жести. Также вам может понадобиться ювелирная пила .
Кожаный мешок с песком иногда также используется для работы с медью.
Писец и компас полезны для обозначения вашей работы. Поскольку медь – такой мягкий металл, вы можете царапать и вытравливать на ней рисунки, прежде чем приступить к резке или обработке металла.
Для более щадящей работы вам может потребоваться деревянный молоток или роговой молоток .
Полировальный круг – также отличный способ придать блеск готовым изделиям.
Если вы хотите, чтобы все было простоВам понадобятся все вышеперечисленные инструменты для более сложных работ с медью. Но на самом деле это один из самых простых металлов в работе.
Для начала все, что вам действительно понадобится, это кузница (или даже просто паяльная лампа), молоток и наковальня.
Какие меры безопасности следует соблюдать при работе с медью?При работе с медью следует соблюдать те же меры предосторожности, что и при работе со сталью или железом.Сюда входят такие вещи, как защита глаз и слуха, фартук и респиратор, которые вы можете проверить на моей странице рекомендуемых продуктов.
При работе с нагретой медью, латунью или бронзой еще более важно убедиться, что вы находитесь в хорошо вентилируемом помещении. Особенно с латунью, которая может содержать большое количество цинка.
Цинк вызывает респираторное заболевание, известное как металлический дым, которое может вызывать очень неприятные гриппоподобные симптомы на нижнем уровне и потенциально даже к смерти на более высоком уровне.
Даже работа с чистой медью может иметь аналогичный раздражающий эффект на легкие.
Чтобы избежать проблем, я старался как можно больше обрабатывать медь холодным способом. Когда вам все же нужно нагреть его, обязательно делайте это в хорошо проветриваемом помещении и надев респиратор. Работа с латунью настолько опасна из-за содержания в ней цинка, что я бы ее просто избегал.
Для получения дополнительной информации о лихорадке дыма от металла ознакомьтесь с моей статьей о работе с гальванизированной сталью.
Что можно сделать из меди?Медь на самом деле является довольно универсальным металлом, и его можно использовать для создания самых разных предметов.
Когда вы только начинаете, я бы порекомендовал просто попытаться создавать простые предметы и формы, такие как животные и цветы. Это даст вам возможность попрактиковаться в использовании различных инструментов и техник, добавляя текстуры в вашу работу. Во многих случаях вы научитесь основам работы с медью методом проб и ошибок, чем просто читая книги.
Когда вы научитесь более комфортно формировать и ковать медь, у вас почти нет предела тому, что вы можете создавать.
Если вы ищете идеи для проектов, попробуйте несколько из них:
- Медные украшения
- Скульптуры и предметы декора
- Флюгер
- Тарелки, подносы и посуда
- Кофейники и чайники
- Вазы и кувшины
- Чайники
- Лейки для сада
- Медные кружки (отлично подходят для питья московских мулов!)
- Ладели и воронки
В медный век меди обычно отливали в форме объекта, а затем ковали в холодном состоянии, чтобы придать металлу форму и упрочнить.Можно использовать аналогичную технику, как и современный красный мастер-любитель.
Чтобы отжечь медь, достаточно довести ее до тускло-красного цвета. Если вы будете выполнять холодную ковку, рекомендуется обильно отжечь его, поскольку это поможет предотвратить растрескивание во время обработки металла. Каждый раз, когда медь нагревается выше определенной температуры, она отжигается.
Кузнечная сваркаКузнечная сварка меди технически возможна, но достаточно сложна.
Есть узкий диапазон между тем, где медь отделяется, может свариваться или просто плавится.Для начинающих кузнечная сварка – не лучший выбор, и я рекомендую использовать литье и холодную ковку.
Замочные швыЕсть много способов соединить кусочки меди вместе, но я считаю, что самый простой – это использовать замковые швы.
Замочные швы создаются путем складывания узкого куска меди из каждой детали, которую необходимо соединить, чтобы они сцепились, а затем пайки соединения, чтобы оно стало водонепроницаемым и прочным.
ПайкаДо того, как стал доступен твердый припой, для соединения частей меди использовалась пайка.
Пайка выполняется с наполнителем из латуни с высоким содержанием цинка, которая имеет более низкую температуру плавления, чем чистая медь. Однако сделать аккуратное паяное соединение может быть сложно по сравнению с другими методами соединения.
В наше время пайка практически полностью заменена сваркой. Но если вам неудобно пользоваться сварочным аппаратом MIG или вы просто хотите сохранить историческую достоверность, вы можете попробовать пайку.
ПрядильнаяПрядение включает установку куска меди на токарный станок.Пока медь вращается, вы можете использовать деревянный инструмент, чтобы оказывать давление и постепенно формировать медь. Эта техника обычно используется для создания медных чаш.
Глубокая вытяжкаГлубокая вытяжка – это метод обработки металла, который до сих пор используется для создания таких предметов, как банки из-под газировки, алюминиевые банки и даже металлические раковины.
Но мы все еще можем использовать его для работы с медью. Это способ создавать объекты с прямыми сторонами без необходимости соединять отдельные части вместе.
Глубокая вытяжка начинается с круглых кусков меди, вырезанных из листов. Затем их выковывают на штамп для придания желаемой формы.
КлепкаМедные заклепки можно использовать для закрепления ручек на медных сосудах, например, на лейках или чайниках. Это создает прочный сустав.
ПолировкаКогда вы закончите нагревать медь, на ней, вероятно, останется слой оксида, который нужно будет удалить. Вы можете легко снять это с помощью металлической мочалки или скотчбритовой губки.
Чтобы добиться зеркального блеска меди, можно использовать более сложные методы полировки.
Это также полезно для предотвращения появления вмятин на меди во время работы. Вы можете избежать этого, убедившись, что на ваших инструментах нет больших вмятин или следов. Поскольку медь – такой мягкий металл, эти недостатки в ваших инструментах или наковальнях легко переносятся на вашу финальную работу.
Ковка меди – Советы и хитростиПопробуйте разные методы и техники. Не полагайтесь только на обычные методы, которые вы уже знаете по работе с железом или сталью. Попробуйте разные способы работы с медью для создания разных эффектов. Вы можете потренироваться на ломе меди, прежде чем применять его в готовом проекте.
Учитесь на своих ошибках. Если вы не можете исправить ошибки в текущем проекте, по крайней мере извлеките уроки из них, чтобы не повторять их в будущем. Не расстраивайтесь, если ваши первые несколько проектов не завершаются так, как вы хотели.Это процесс обучения!
Начните с чистой меди. Прежде чем переходить к более твердым металлам, таким как бронза или латунь, начните с мягкой меди.
Часто отжигайте. Когда вы работаете с медью и начинаете чувствовать, что она затвердевает, отожгите ее, нагревая до тускло-красного цвета и закалив в воде. Это сделает его мягче и облегчит дальнейшую работу. Плюс это поможет предотвратить растрескивание. Только будьте осторожны и избегайте брызг при погружении меди в воду.
Не бойтесь меди. Работа с медью может сильно отличаться от работы с железом или сталью. Первые несколько ударов по меди вы можете заметить смятый вид металла, который может показаться, что вы его испортили. Но продолжайте бить! Этот смятый кусок металла не займет много времени, чтобы разгладиться. Со временем вы научитесь оценивать силу, которую вы вкладываете в молот, чтобы не деформировать металл.
ЗаключениеЕсть причина, по которой наши предки начали работать с медью раньше любого другого металла.В целом, медь – довольно щадящий и гибкий металл для работы. Кроме того, он доступен в качестве сырья.
Если вы новичок в металлообработке и идея кузнечного дела все еще кажется немного пугающей, то начало работы с медью может стать отличной отправной точкой для освоения этого ремесла.
Хотите узнать больше о работе с медью? Я бы порекомендовал проверить The Complete Metalsmith Тима МакКрайта, который является отличным справочником по многим техникам и другим навыкам, которые помогут вам.
Пробовали ли вы раньше ковку или работу с медью? Сообщите нам о своем опыте в разделе комментариев ниже!
Горячая штамповка VS. Холодная штамповка, в чем различия?
Ковка – один из распространенных производственных процессов, при котором металлическая деталь формируется путем приложения к ней сжимающих усилий. Ковка может производиться в различных температурных условиях, например, горячая ковка, теплая ковка и холодная ковка. В процессе ковки используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.
Процесс изготовления ковки полностью отличается от процесса литья, когда расплавленный материал заливается в форму (см. Разницу между ковкой и литьем). Еще одно существенное преимущество перед другими методами производства (такими как литье и механическая обработка) заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным. Это делает поковку пригодной для различных промышленных применений.
В процессе горячей штамповки используется очень высокая температура, желаемая температура зависит от типа металла.Например, средняя температура, необходимая для деформации стали, составляет приблизительно 2100 градусов по Фаренгейту; для алюминиевых сплавов диапазон температур составляет от 680 до 970 градусов по Фаренгейту; для медных сплавов диапазон составляет от 1300 до 1470 градусов по Фаренгейту. Высокая температура необходима для предотвращения деформационного упрочнения при деформации.
Горячая штамповка обычно является лучшим выбором для стальных поковок, используемых в технических целях, и для деформации металла с высоким коэффициентом пластичности. Ключевые преимущества горячей штамповки включают гомогенизированную зернистую структуру, низкое деформационное упрочнение, повышенную пластичность и уменьшение химических несоответствий.С другой стороны, горячая ковка предлагает менее точные допуски, возможность коробления во время охлаждения и возможность неблагоприятной реакции между металлом и окружающей средой.
К преимуществам горячей штамповки можно отнести:
- Основное преимущество горячей ковки состоит в том, что по мере деформации металла эффекты деформационного упрочнения устраняются процессом рекристаллизации.
- Детали обладают повышенной пластичностью, что делает их желательными для многих конфигураций.
- Гомогинизированная зерновая структура.
- Качество поверхности без пористости позволяет выполнять широкий спектр операций заканчивания, таких как полировка или обработка поверхности.
- Эффективный процесс при работе с более твердыми металлами, такими как сталь.
Лидер по покупке горячих поковок
- Тесное сотрудничество и сотрудничество между покупателями и производителями штамповок для горячей штамповки необходимы для получения наилучшего продукта по наилучшей цене.
- В связи с последним технологическим прогрессом в области горячей штамповки, требуется тесное сотрудничество и тесная работа с кузнечным станком.Зная о последних разработках, покупатель может гарантировать экономическую эффективность с помощью высококачественной продукции.
- Ковка требует большого мастерства и индивидуальной настройки. С этого момента очень важно привлекать фальшивомонетчика к этапам проектирования и спецификации продукта.
- Покупатель горячей штамповки должен иметь общее ноу-хау об оборудовании и методах, используемых в процессе горячей штамповки. Кроме того, очень важно подтвердить, что у кузнеца есть оборудование и мощности для производства этой детали.
- Покупатель должен знать, что производитель подделки может предоставлять такие услуги, как термическая обработка, механическая обработка, испытания, контроль качества, испытания и т. Д.
- И последнее, но не менее важное: покупатель должен иметь общие сведения о масштабах потенциального поставщика горячей штамповки. Покупатель может быть уверен, что предприятие по горячей штамповке привыкло производить требуемый объем.
Fly Forge обеспечивает процесс горячей штамповки методом штамповки в закрытых штампах, который выполняется в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее возможное решение. Свяжитесь с нами сейчас, если у вас есть проект горячей штамповки!
Холодная штамповка
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации. Холодная ковка обычно предпочтительна, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда, когда алюминий подвергают холодной ковке в желаемую форму, его подвергают термообработке для усиления детали. Это называется «закалкой».
Несмотря на слово «холодная», холодная ковка фактически происходит при комнатной температуре или близкой к ней. Самыми распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Один из наиболее распространенных типов холодной ковки – это процесс, называемый штамповкой в штампе, когда металл помещается в штамп, прикрепленный к наковальне. Затем по металлу ударяют спускающимся молотком и вдавливают в матрицу.В зависимости от продукта молоток может падать на металл несколько раз в очень быстрой последовательности.
К преимуществам холодной ковки можно отнести :
Процессы ковки обычно не считаются экологически чистой частью производственного процесса, но холодная ковка, вероятно, является наиболее экологически безопасным процессом такого рода, применяемым сегодня. Для компаний, которые заботятся о сокращении углеродного следа своей продукции, процесс холодной ковки может помочь сократить отходы и снизить потребление энергии по сравнению с альтернативами ковки, использующими тепло.
Другие причины, по которым процесс холодной штамповки является предпочтительным, включают:
- Высокое качество материала поверхности
- Консистенция каждой изготовленной детали
- Эффективное использование материала
Помимо перечисленных выше причин и фактора экологичности, холодная штамповка также является одним из наиболее экономически эффективных методов ковки на современном рынке. Например, оценки показывают, что этот процесс может снизить стоимость вашей детали на 40–60%.
Различия между горячей и холодной штамповкой
Основное различие между горячей и холодной ковкой можно резюмировать следующим образом: процесс производства холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, процесс горячей штамповки предохраняет материалы от деформационного упрочнения при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим причинам и причинам качества.Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Холодная ковка – выкройки своими руками (фото + видео) | Своими руками
В дизайне приусадебных участков, садовых домиков и квартир очень интересно смотрятся металлические кованые элементы. Изготовить такой декор методом холодной ковки сможет любой мастер, желающий создать красоту своими руками. И результаты даже самых первых работ окажутся неожиданно эффективными.
Доступный на рынке прокат и минимальные навыки сварщика – все, что вам нужно, чтобы сделать свои собственные выкройки железа. Имитация кузнечного дела называется «холодная ковка» (рис. 1, 2).
Основным мотивом кованого орнамента является «завиток» (рис. 3) (официальное название «завиток») – спиральный элемент, на геометрическом и размерном разнообразии которого построена вся композиция. Поэтому основной рабочей частью машины для холодной штамповки является устройство для гибки спиралей – «улитка».Он был назван так из-за характерной формы.
Свою первую «улитку» я сделал сам, согнув и приварив полоску 30х4 мм к трехмиллиметровому основанию по шаблону (рис. 4 и 4а). Средняя часть улитки представляет собой плашку из круга диаметром 48 мм с отрезанным сегментом и зажимом, болт М10 в квадрате 20 мм. Для увеличения жесткости конструкции к планке и основанию приваривают обрезки квадрата 10 мм (рис. 5).
Готовая улитка крепится к фланцу станка (рис.6). Вал машины холодной ковки изготовлен из трубы Д3 / 4. Блок подшипников вала 206 установлен в станине, вырезанной в профиль 20 × 40 мм (рис.7, 8), и сжимается крышкой из ленты 40 × 3 мм, изогнутой по диаметру наружных колец (рис. . 9). Подшипники изгибаются трубными кольцами с крепежными винтами. Между валом и подшипниками – уплотнения из мебельной тяги Д25 (рис. 10, 11). Опорный ролик крепится к углу. Он может перемещаться в зависимости от необходимой формы завитка: прижимная планка на «барашках» освобождается, а угол вместе с роликом перемещается относительно оси вала.
Перед тем, как приступить к работе по изготовлению этих выкроек, необходимо сделать эскиз будущего изделия. Можно придумать несколько вариантов на основе локонов (рис. 12), а можно использовать уже готовые изображения из интернета.
Здесь главное условие – составить эскиз из элементов, которые вы гарантированно сможете изготовить или приобрести.
Второй этап – собственно изготовление, гибка этих штор (рис. 13-16).
Перед третьим этапом – сваркой в выкройку – очень удобно переносить размеры на плоскую поверхность и захватывать элементы, размещая их прямо на этой разметке (рис.17).
Концы локонов можно оставить как есть, обрезать или украсить штампованными листочками. Стоят они недорого, и выбор их в магазинах, как по размеру, так и по форме, сейчас очень большой.
Да не все сразу получится плавно и равномерно. Но это занятие настолько увлекательное, что я уверена: попробовав один раз, вы уже не сможете остановиться, и плетение утюгов станет, как минимум, вашим хобби, а в лучшем случае – бизнесом!
СВОЙ СТАНОК ХОЛОДНОЙ КОВКИ – ВИДЕО
Смотрите также: Ковка своими руками – фото
ХОЛОДНАЯ КОВКА СВОИМИ РУКАМИ – ВИДЕО
© Автор: А.ОГИЕНКО, Тула
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ, ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ.