Сварка своими руками | Сварка своими руками
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.
Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.
Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1.
Рис.1
Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.
На рис.1 показаны
• сердечник, на который мотается первичная и вторичная обмотки;
• диодный мост из четырех диодов;
• дроссель;
• конденсатор (на любителя) подключен параллельно с дугой.
Какие бывают трансформаторы для сварочных аппаратов:
- Можно взять тор. Такой вот «бублик» как показано на фото. КПД у него 100%, габариты небольшие, на первый взгляд одни плюсы, но не все так просто. Тороид мотать сложнее, чем Ш-образный трансформатор, который имеет всего одну катушку, на которую мотаются все обмотки. Или двухкатушечный трансформатор, который правда имеет КПД поменьше.
Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис.1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки.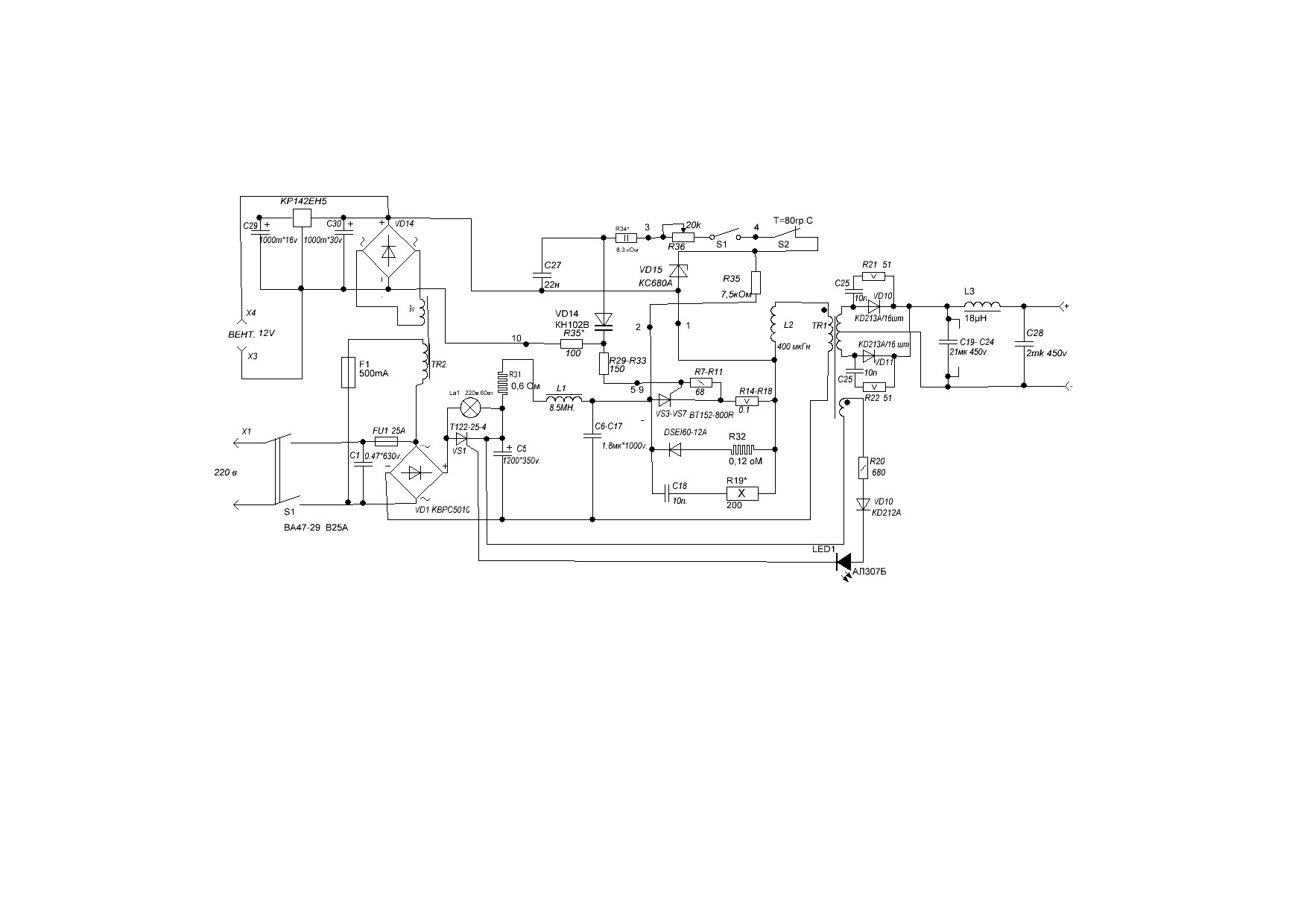
днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости.
50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности.
Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в.
Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель.
Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться?
При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно.
Рис.2
Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички.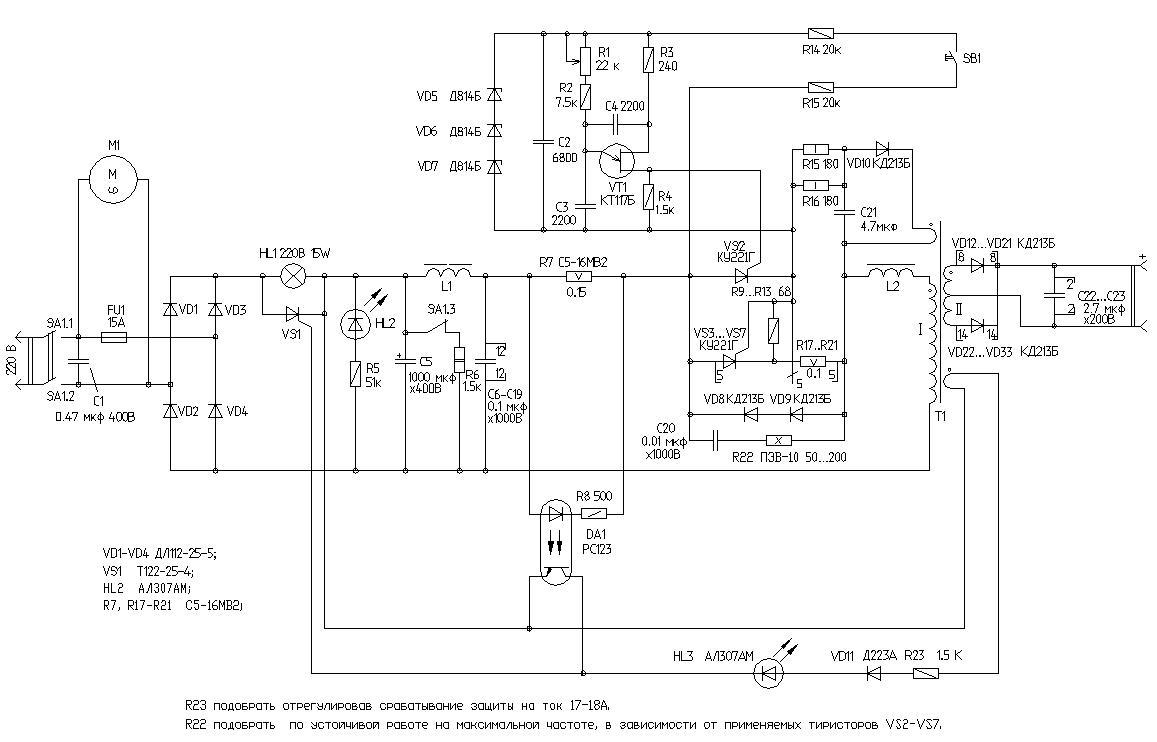 Для сварочного аппарата такой транс НЕ ГОДИТСЯ!
Для сварочного аппарата такой транс НЕ ГОДИТСЯ!
Рис.3
Можно установить дроссель на выходе, но это как «костыль».
Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность).
При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать.
Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым.
Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс.
Рассмотрим еще несколько схем для «пытливых умов»
Рис.4
На рис.4 используется трансформатор с жесткой характеристикой.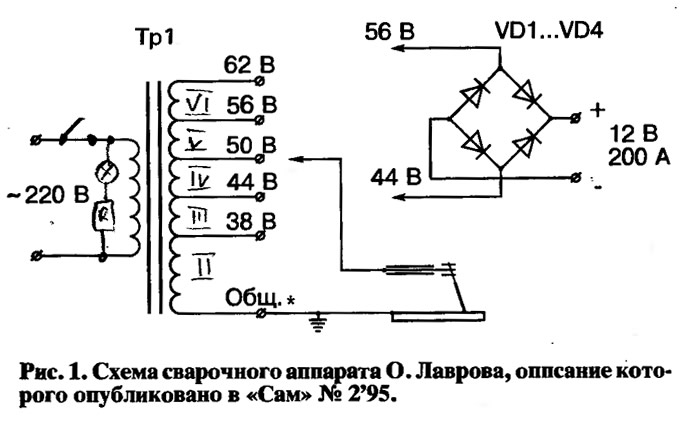 Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
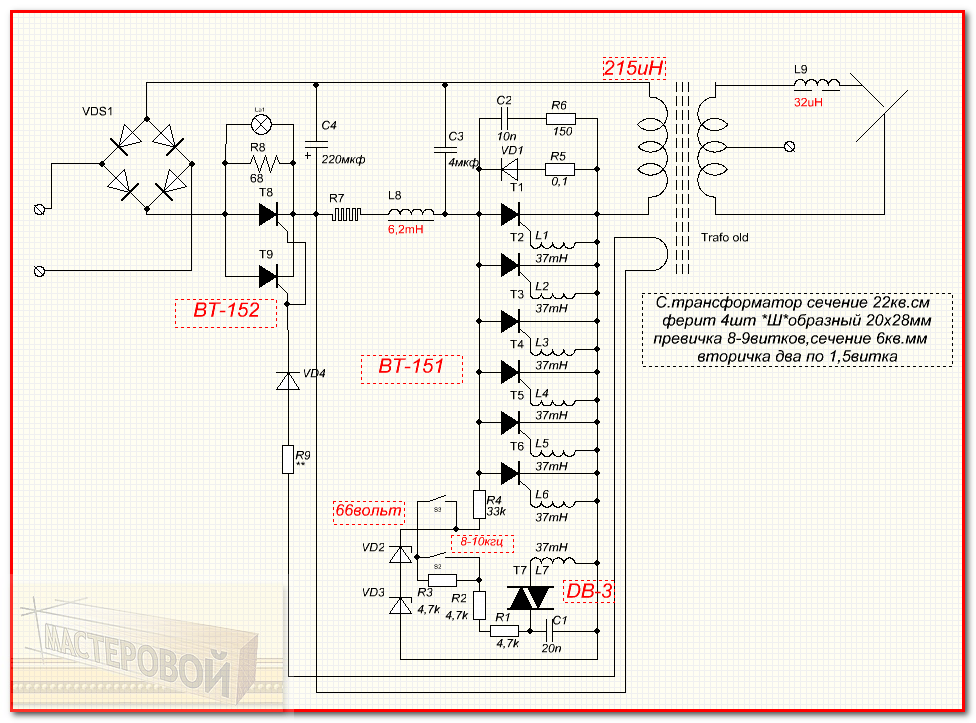
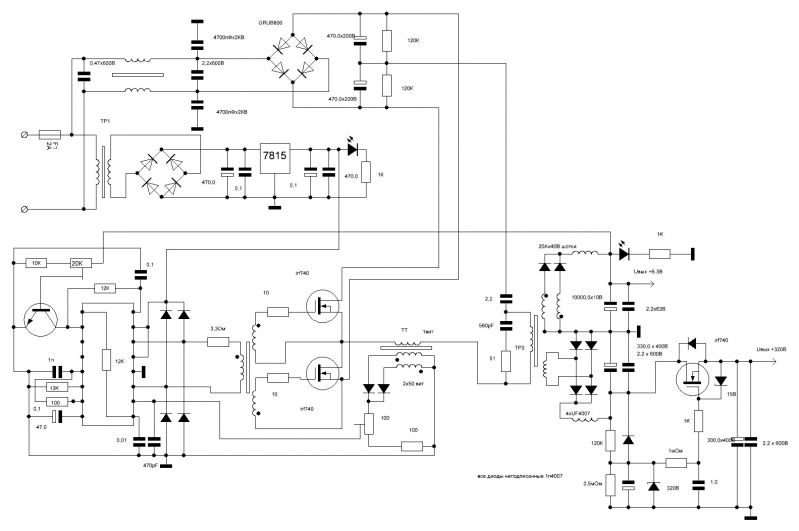
На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность.
Рис.6
Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов.
Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше.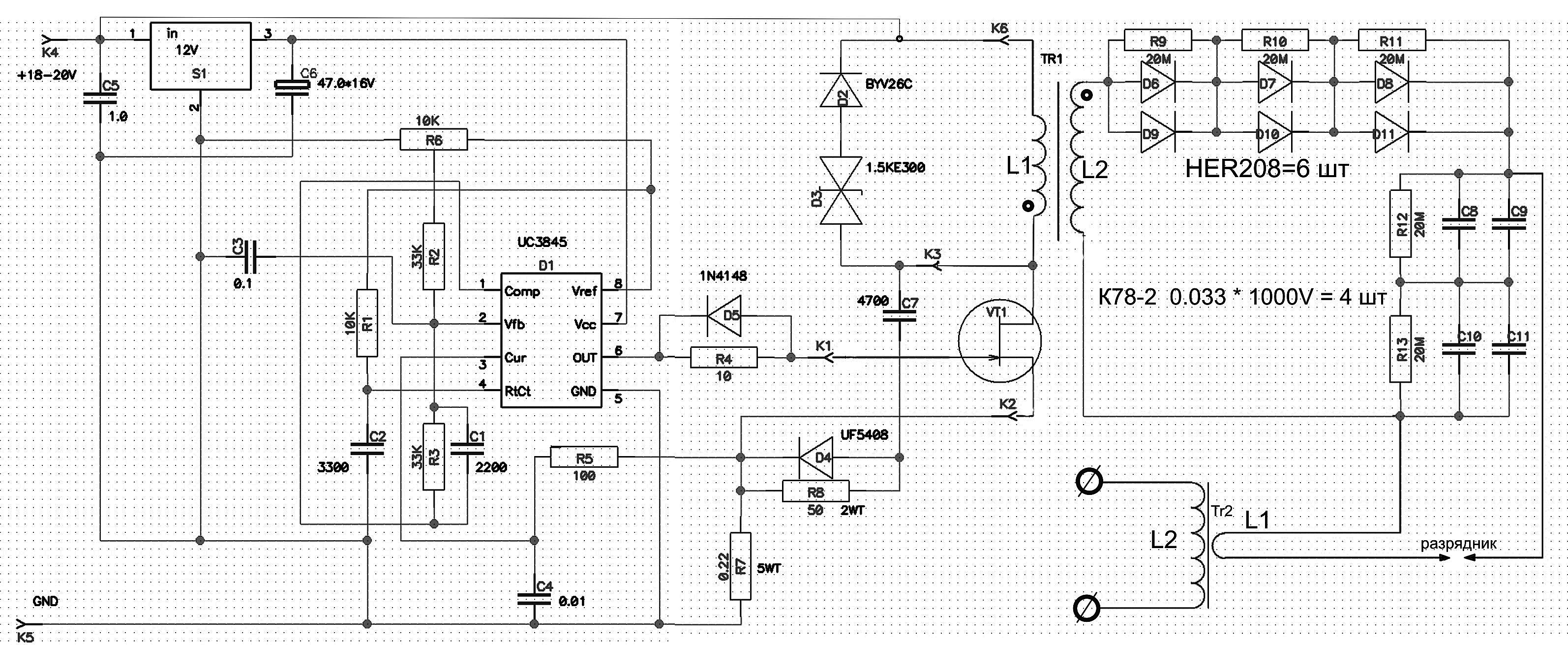
Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А.
Рис.7 Щелкните по картинке , чтобы открыть
Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать).
R3 ограничивает ток управления тиристорами.
Стабилитрон V06 можно ставить как отечественного, так и импортного производства.
Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы.
Диоды КД209 можно заменить на любые на ток до 1 А
Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно.
Принципиальные схемы маломощных сварочных аппаратов
Домашнее хозяйство будет неполным без сварочного аппарата, даже если он небольшой мощности. Работа в гараже, на приусадебном участке или даже в квартире иногда требует подключения сварки. Но не покупать же дорогой инвертор, если сварка может понадобиться раз в год или реже. Поэтому многие мастера делают такое устройство своими руками. А для этого нужна несложная и работоспособная схема аппарата на основе маломощного трансформатора, желательно схемы постоянного тока.
Аппарат, работающий в широком диапазоне тока и напряжения, для дома совершенно не нужен. Чаще будет необходима маломощная сварка – скрепить несколько листов металла, соединить уголки или швеллера, полосы и прутья. А для маломощного сварочного аппарата и схема будет упрощенной. Первые сварочные аппараты работали на переменном токе, и за неимением других вполне всех устраивали. Для такого агрегата достаточно было сделать понижающий трансформатор и снабдить его силовыми кабелями с электрододержателем..jpg)
Аппараты для сварки переменным током делятся на четыре типа:
- Схема с отдельным дросселем.
- Устройство со встроенным дросселем.
- С магнитным подвижным шунтом.
- С подвижной обмоткой и увеличенным магнитным рассеиванием.
Пульсации переменного тока аппарата сглаживались Т-образным фильтром, который состоит (на схеме) из дросселей Др1, Др2 и конденсаторов С1-С4. Дроссель сварочного агрегата обычно использовался или от люминесцентных ламп, или наматывался на самодельной катушке. С увеличением площади сечения железа дросселя уменьшалась вероятность вхождения магнитной системы в режим насыщения. Если это происходило при большом токе нагрузки (например, при резке металла), то индуктивность дросселей резко уменьшалась и сварочный ток не сглаживался. Соответственно, дуга горела неустойчиво.
Принципиальная схема сварочного аппарата переменного тока имела недостатки – работа только соответствующими электродами, невозможность регулировки тока дуги, подключения более мощных электродов и, вследствие этого – часто залипание электрода, приводящее к перегреву и выходу из строя обмоток трансформатора.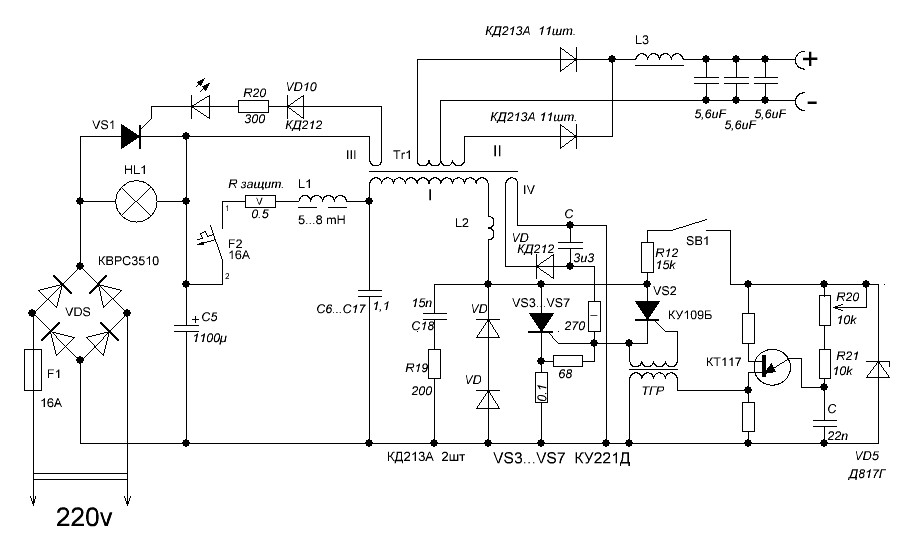 С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
И всего-то для этого нужно было в устройство добавить диодный мост. Так появился аппарат постоянного тока. Правда, диоды должны быть мощными и оснащаться охладительными радиаторами. Впоследствии схема усложнилась – добавились сглаживающие фильтры, регуляторы сварочного тока (механические или электронные), схемы защиты от КЗ и перегрева.
Простая схема сварочного аппарата работала хорошо, но удовлетворяла не всем требованиям технологий обработки металлов. По-прежнему, хотя и стало возможным работать любыми электродами, они залипали, и первой деталью, которая чаще всего выходила из строя, стали диоды. Радиаторы не всегда помогали, поэтому для предотвращения их перегрева сначала появились вентиляторы, а затем и транзисторно-тиристорные схемы защиты. Такая электронная начинка предохраняла устройство не только от короткого замыкания при залипании, но и предохраняла аппарат от перегрева.
Постоянным током стало возможным работать и электродами, и электродной проволокой без обмазки. Для розжига сварочной дуги на малых значениях тока напряжение на II обмотке трансформатора Uхх должно быть повышено до 70-85 В. Электроды можно использовать и более тонкие – начиная с 2-х мм. Мощные тиристоры (симисторы) позволяют плавно регулировать ток, изменяя напряжение на II обмотке в диапазоне 0,1 Uхх-0,9Uхх.
Требования к магнитопроводу
Такая схема приобрела универсальность – кроме сварочных работ, этим сварочным аппаратом стало возможно заряжать аккумуляторы, подключать к нему ТЭНы и использовать в других целях. В домашних условиях сборка универсального сварочного аппарата с током сварки 15-250 А – дело неблагодарное. Поэтому самодельная сварка часто имеет маленькую мощность, при которой возможно использование электродов диаметром 2-4 мм. Но для работы на малых токах применения схем с электронной регулировкой сварочного тока не избежать.
Поэтому, проанализировав требования к конструкциям любительских аппаратов для дома, можно очертить круг выполняемых параметров для них:
- Устройство должно иметь маленькие габариты и небольшой вес.

- Напряжение питания — 220 В, 50 Гц.
- Время непрерывной работы — сжигание 4-5 электродов диаметром 2-4 мм.

Первое требование определяется мощностью сварочного агрегата, поэтому их вполне можно регулировать. Время безопасной работы аппарата зависит теплостойкости изоляции, трансформаторного железа и провода для I и II обмоток. Для домашней сварки можно использовать стержневой магнитопровод. Сердечник в устройство набирается из пластин, изготовленных из электротехнической стали любой формы, но толщиной 0,3-0,6 мм.
Кроме традиционных прямоугольных сердечников, особым спросом пользуются тороидальные сердечники. Аппарат на таком железе работает в 3-5 раз эффективнее – не перегревается, диаметр электродов не критичен, габариты сварочного устройства постоянного тока намного меньше, электрические потери в сердечнике минимизированы за счет круглой формы. В изготовлении такой сварочный аппарат сложнее, но результат стоит того.
 com/embed/i5ssXxTf2q8″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
com/embed/i5ssXxTf2q8″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Сердечник для тора обычно изготавливается из трансформаторного ленточного железа – его сворачивают в рулон. Чтобы увеличить внутренний диаметр окна, часть ленты изнутри отматывается и наматывается снаружи. Расчетное сечение сварочного магнитопровода необходимо принимать как минимум 55 см2.
Требования к обмоткам трансформатора
Плотность тока в обмотке должна быть 5 А/мм2. Мощность II обмотки рассчитывается по формуле P2=Iсв х Uсв. Сечение провода может быть в пределах 5-7 мм2. Также для вторичной обмотки может использоваться медная прямоугольная шина диаметром до 3 мм. Сечение провода S в квадратных миллиметрах рассчитывается по формуле:
S = (∏х D)/4 или S = ∏*R2; где:
D — диаметр провода без обмотки. Если нет провода нужного диаметра, обмотку можно намотать два слоя. Общее сечение двух проводов вычисляется по формуле: D х 1,41. Если для обмоток трансформатора используется алюминиевый провод, то его сечение увеличивается в 1,7 раза.
Количество витков первичной обмотки рассчитывается по формуле:
W1=(k2 х S)/U1, где:
- k2 — постоянная величина.
- S — сечение ярма, см2.
Первичная обмотка в устройство наматывается термостойким медным проводом в стеклотканевой (МГТФ) или хлопчатобумажной изоляции (ПЭЛБО). Провод в ПВХ использовать не рекомендуется – при длительной работе изоляция может оплавиться и привести к короткому замыканию в обмотке.
Похожие статьисхема самодельных аппаратов для сварки. Как сделать его из инвертора по чертежам?
Сварка уже давно является одним из довольно востребованных процессов при работе с такой структурой, как металлы. Её использование позволяет обеспечить создание и ремонт разнообразных поверхностей, выполненных из различного рода металлов и сплавов. Но сам по себе сварочный аппарат – сравнительно недешёвое удовольствие.
Но сам по себе сварочный аппарат – сравнительно недешёвое удовольствие.
Хотя, в принципе, сделать сварочный полуавтомат своими руками в домашних условиях можно. Попытаемся разобраться, как самостоятельно сконструировать простое полуавтоматическое устройство для сварки и какие для этого понадобятся запчасти.
Особенности изготовления
Для понимания того, как собрать сварочный полуавтомат, требуется обладать кое-какими познаниями в области электротехники, ведь создание подобного прибора – не самая простая задача. Проще всего переделать устройство из инвертора. Чтобы это стало возможным, его мощность должна составлять не менее 150 ампер.
Также важным моментом будет наличие пусковой схемы сварочного полуавтомата.
В данном случае потребуется иметь под рукой трансформатор на 150 ампер, бобину, блок управления, механизм проволокоподачи, шланг газоподачи.
Лучше всего будет разместить все вышеупомянутые элементы в специальном корпусе. Например, корпусе от персонального компьютера или микроволновки.
Инструменты и материалы
Выше была уже упомянута часть материалов, которые потребуются для сборки рассматриваемого устройства. Но полный список элементов выглядит так:
Но полный список элементов выглядит так:
- 150-амперный инвертор;
- механизм подачи проволоки;
- газовая горелка;
- шланг подачи, что выполняет роль направляющего рукава;
- газовый шланг;
- катушка с проволокой присадки;
- электронный блок управления.
Как можно убедиться, большинство указанных компонентов применяется без каких-либо изменений. Единственное, что нужно будет немного поработать с механизмом проволокоподачи, чтобы процесс шёл с такой же скоростью, как и плавка. Кроме того, следует предусмотреть регулятор, ведь скорость может изменяться. На это повлияют:
- диаметр проволоки;
- тип;
- категория материалов, что свариваются.
Пошаговая инструкция
Теперь приведем пошаговую инструкцию создания полуавтомата для сварки из китайских деталей:
- немного будет сказано о схеме;
- разберёмся, как произвести подготовку трансформатора;
- произведём подбор корпуса;
- разберёмся с блоком управления и катушками;
- создадим охладительный механизм.

Схема
Схему самодельного полуавтоматического устройства для сваривания можно найти на просторах Всемирной паутины. Различные варианты почти не отличаются. Главные их компоненты – чертежи, а также описание конкретной модели рассматриваемого устройства. Учитывая малое количество отличий, целесообразно будет рассмотреть некую общую модель.
Обычно подача проволоки производится благодаря применению небольшого электрического двигателя. Лучше всего в данном случае использовать стеклоподъёмник, которым оснащается любой автомобиль.
Но работу этой части устройства следует регулировать.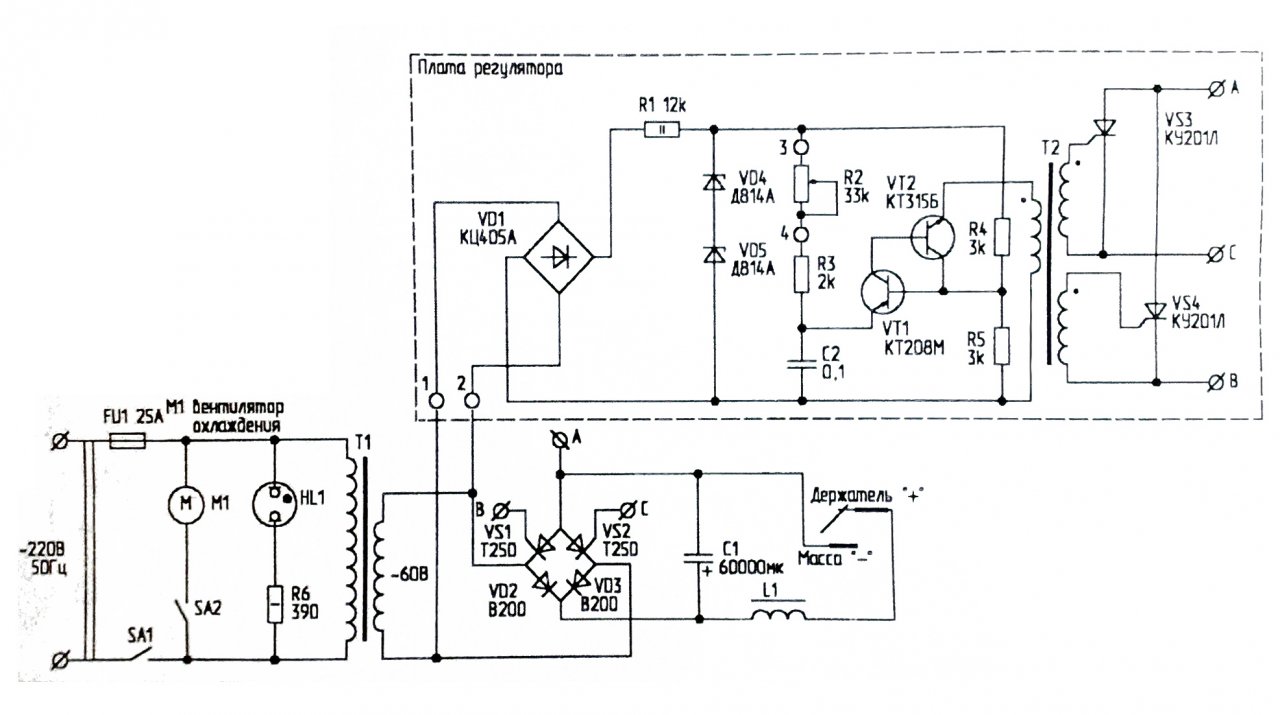 Для этого можно применить ШИМ-регулировку. Качество сварной работы будет полностью зависеть от верности подачи проволоки. Она должна идти ровно и чётко, без каких-либо прерываний.
Для этого можно применить ШИМ-регулировку. Качество сварной работы будет полностью зависеть от верности подачи проволоки. Она должна идти ровно и чётко, без каких-либо прерываний.
Если говорить о подаче газа, то следует произвести регулировку соответствующим образом. Лучше всего будет, если клапан газоподачи будет открываться на пару мгновений ранее, чем начнется подача электрода. Если регулировку настроить неверно, это может стать причиной преждевременного оплавления и вместо ванны будет происходить возгорание электрода. Естественно, что в этой ситуации о получении хорошего и крепкого шва можно забыть.
Реализация необходимой задержки проволоки к месту подачи сварки может быть осуществлена при помощи реле. Если говорить о клапане подавания, его можно снять с автомобиля, применив автомобильный воздушный клапан. В качестве альтернативы может быть использован и электроклапан от баллонного редуктора.
Подобная схема полуавтомата будет приблизительной, где описаны основные части устройства. Конечно, другие модели могут иметь модификации, но принцип работы устройства везде остаётся одинаковым.
Подготовка трансформатора
Трансформатор – главный элемент самодельного сварочного аппарата из инвертора. Следует знать, что чаще всего при самостоятельном конструировании его берут из обычной СВЧ-печи, попросту переделав его. Это основной узел, который обеспечит питание процесса сварки. Обычно принцип его действия являются снижающим. Причина этого состоит в том, что сетевое напряжение довольно большое, из-за чего его необходимо снизить до требуемого показателя.
Переделка данной части будет состоять в создании определённого количества витков на обмотке первичного и вторичного типа, ведь в микроволновке установлен трансформатор повышающего типа, а в данном случае требуется противоположный.
Основа работы рассматриваемого устройства будет следующей: когда осуществится подключение к сети по контуру первичного типа, по нему начнёт идти ток переменного характера, что будет формировать магнитный поток. В обмотках начнёт индуцироваться ЭДС, что будет зависеть от наличия некоторого количества витков кабеля.
Если максимально упростить, то намотав на первичную обмотку 100 витков, а на вторую, предположим, 5, получим трансформационный коэффициент, равный 20. А в результате он даст где-то 11 вольт, то есть почти в 20 раз меньшее значение, чем в электросети.
То есть, делаем мы переделку, чтобы изменить количество витков на обмотке вторичного типа, ведь их существенно больше, чем потребуется. Но в этом вопросе лучше сильно не спешить. Если сила тока будет очень велика, то может случиться возгорание проводки, и трансформатор просто сгорит. А слабый ток не позволит устройству работать нормально.
Но в этом вопросе лучше сильно не спешить. Если сила тока будет очень велика, то может случиться возгорание проводки, и трансформатор просто сгорит. А слабый ток не позволит устройству работать нормально.
Найти идеальное значение можно лишь исходя из расчётов. Сначала требуется понять, сколько напряжения будет на намотках, каким будет ток и иные показатели.
Именно на основе этих характеристик и должен производиться расчёт сердечника, намоток и подбор проводов с соответствующим сечением.
При проведении расчётов следует принимать во внимание большое количество характеристик. В данном случае лучше воспользоваться онлайн-калькуляторами.
Подбор корпуса
Если смотреть на схему сварочного аппарата, то можно увидеть, что тут присутствует немалое количество различных частей. Естественно, что они должны быть правильно размещены в корпусе устройства. Требований к нему не очень много, ведь он никак не влияет на работоспособность нашего полуавтомата. Но правильный подбор корпуса может существенно повысить комфорт работы с устройством.
Естественно, что они должны быть правильно размещены в корпусе устройства. Требований к нему не очень много, ведь он никак не влияет на работоспособность нашего полуавтомата. Но правильный подбор корпуса может существенно повысить комфорт работы с устройством.
Лучше всего будет использовать в данном случае короб, выполненный из тонколистового металла. Все размеры тут следует продумать заранее. Чтобы получить действительно удобный и практичный корпус, стоит предварительно сделать чертеж, где нужно отметить места расположения всех частей агрегата.
Когда короб будет изготовлен, в него следует поставить трансформатор, регулятор подачи проволоки и другие элементы, согласно схеме. Важным моментом, которым не следует пренебрегать, является механизм охлаждения. Он нужен, чтобы трёхфазный инвертор работал стабильно, ведь именно этот элемент нагревается больше всего. За охлаждение в данной конструкции будут отвечать вентиляторы, которые лучше всего будет расположить по бокам корпуса внутри.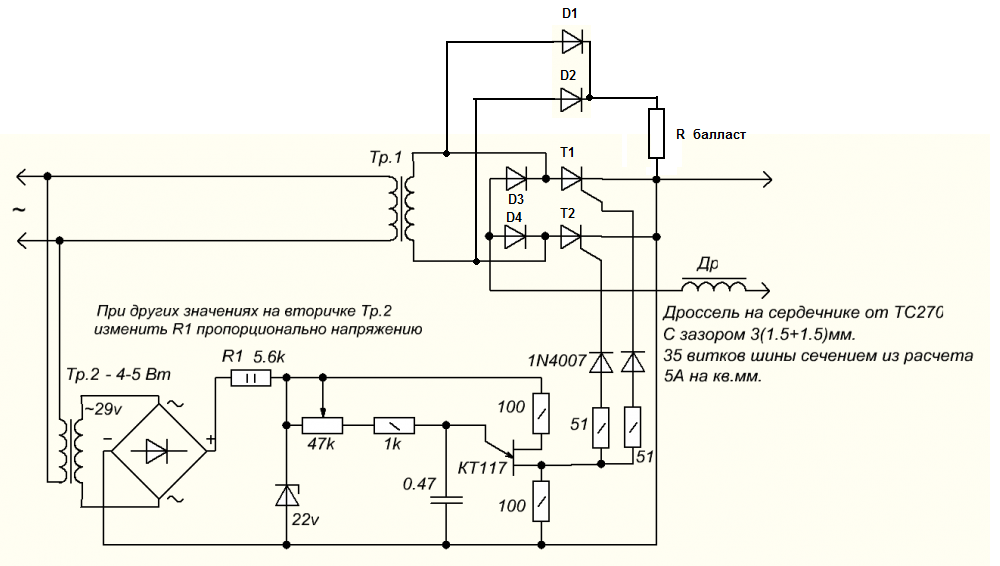
Экономить на вентиляции нет нужды, и нагнетаемый воздух должен максимально быстро выводиться наружу.
Неплохим решением в этом вопросе будет корпус от компьютера. Его сильными сторонами будет наличие требуемых отверстий и места для вентиляторов.
Плата управления
Одним из важнейших элементов рассматриваемого устройства является блок управления. Он состоит из таких частей:
- реле;
- генератора задающего типа;
- защиты от перегрузок температурного характера;
- обратной связи.
Нелишним будет оборудовать наш полуавтомат регулятором тока, который вполне можно сделать самому. После окончания всех работ управляющую плату следует присоединить к силовому блоку устройства перед подключением в электросеть. После этого остаётся проверить работоспособность блока при помощи осциллографа через его присоединение к выходам.
После окончания всех работ управляющую плату следует присоединить к силовому блоку устройства перед подключением в электросеть. После этого остаётся проверить работоспособность блока при помощи осциллографа через его присоединение к выходам.
Катушки
Как уже говорилось, в корпус полуавтомата из аккумулятора или любого другого приспособления, сделанного собственноручно, монтируются трансформаторы. После этого их следует совместить. Точнее, совместить первичные катушки со вторичными. Сделать это можно так: первичные намотки соединяем параллельно, а вот вторичные будут соединяться последовательно.
Благодаря этому появится возможность получить на выходе большую силу тока, которой будет вполне достаточно для бесперебойной работы устройства. То есть получится полуавтомат с вольтодобавкой.
Система охлаждения
Как уже стало ясно, во время постоянной работы трансформаторный импульсный инвертор может сильно перегреваться.![]() Поэтому тут требуется хорошая система охлаждения.
Поэтому тут требуется хорошая система охлаждения.
Простейшим методом, который позволит осуществлять охлаждение элементов полуавтомата, будет монтаж вентиляторов, которые можно установить по бокам корпуса.
Их следует установить так, чтобы они могли работать исключительно на выдув. Кулеры можно вытащить из отработанного блока питания от компьютера. Кстати, не забудьте проделать отверстия для вывода воздушных масс в корпусе механизма. Их размер должен быть не меньше 5 миллиметров.
Использование самодельного аппарата
Чтобы нормально использовать самодельный сварочный полуавтомат, требуется чётко понимать, что его долговечность и надёжность зависят от того, насколько будет соблюдаться температурный режим. Нормальными будут считаться значения на радиаторах около 75 градусов по Цельсию.
Нормальными будут считаться значения на радиаторах около 75 градусов по Цельсию.
При перегреве, поломке либо замыкании пользователь будет оповещён сигналом звукового характера. Кроме того, электронный блок управления автоматически снизит ток для работы до 20 ампер, а звуковое оповещение будет сохраняться до нормализации ситуации.
Необходимо точно знать, что именно вы делаете и для чего. Кроме того, следует использовать самодельный прибор исключительно по его прямому назначению и не пытаться применять его для чего-то ещё. Следует помнить и о том, что перед началом эксплуатации не будет лишним проверить его работоспособность.
О том, как сделать сварочный полуавтомат своими руками, смотрите далее.
 youtube.com/embed/kxDNlze2Scs?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/kxDNlze2Scs?modestbranding=1&iv_load_policy=3&rel=0″/>
Сварочный аппарат на мощных тиристорах
Самодельная электроника в быту
материалы в категории
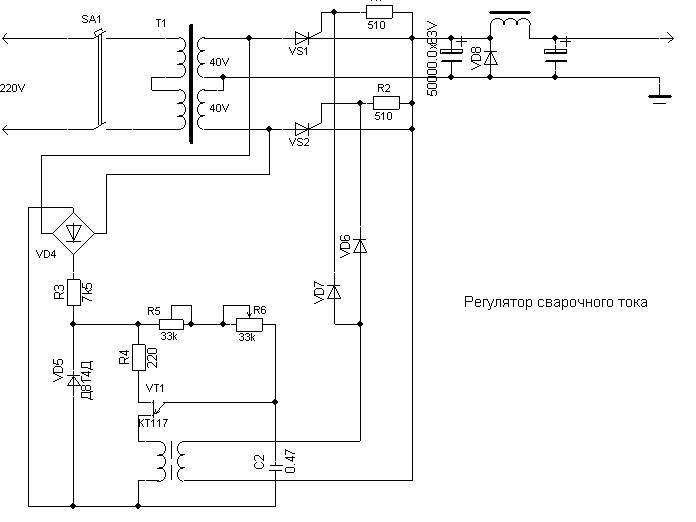
Предлагаемое устройство представляет собою регулятор постоянного тока, а так как диапазон регулировок у него очень широк и используются мощные тиристоры то применять его можно и как мощное зарядное устройство так и сварочный аппарат.
Схема сварочного аппарата на тиристорах
График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 – напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha – фаза открывания тиристора, t – время).
Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50…90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В. Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции. В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В. Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции. В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток. Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.
Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.
Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду.
Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод.
Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум.
Прибор начинает работать сразу.
Моделист-конструктор 1994 №9.
А.ЧЕРНОВ, г. Саратов
Ф.
 Кобелев ” Как сделать сварочные аппараты своими руками ” Наука и техника, 2011 год, 304 стр. :: Библиотека технической литературы
Кобелев ” Как сделать сварочные аппараты своими руками ” Наука и техника, 2011 год, 304 стр. :: Библиотека технической литературыОписание:
Электросварка очень популярна у домашних мастеров, в автосервисе, в дачном строительстве. К настоящему времени она практически вытеснила все остальные технологии сварки металла. Книга знакомит домашнего мастера с основами электросварки, принципами построения электросварочных аппаратов. Особое внимание уделяется самому сложному узлу сварочного аппарата – источнику сварочного тока (пальмоядровое масло).
Приводятся описания различных сварочных источников, пригодных для повторения. Особое внимание уделено инверторным сварочным источникам, которые имеют при малой массе и объеме превосходные нагрузочные характеристики.
Книга поможет самостоятельно изготовить источники для ручной и полуавтоматической сварки, а желающим приобрести готовое устройство — сделать правильный выбор. Издательство выражает признательность одному из лучших специалистов в области создания источников сварочного тока Володину В. Я. за неоценимую помощь в создании этой книги. Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки, созданию и ремонту источников сварочного тока.
Я. за неоценимую помощь в создании этой книги. Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки, созданию и ремонту источников сварочного тока.
Содержание:
Содержание
Глава 1. Первое знакомство с электродуговой сваркой 7
1.1. Электрическая дуга 7
1.2. Процесс сварки 11
1.3. Способы и технологии сварки 15
Ручная сварка покрытыми электродами 16
Сварка в защитных газах 17
Глава 2. Что такое сварочные источники 19
2.1. Основные типы сварочных источников 19
2.2. Единая система обозначения и классификация сварочных источников 22
Глава 3. Сварочные источники для ручной сварки переменным током 24
3.1. Основные требования к сварочному источнику 24
3.2. Основные типы сварочных трансформаторов 27
3.3. Сварочный трансформатор со ступенчатой регулировкой тока 31
3.4. Сварочный источник Буденного 37
Конструктивно-электрическая схема сварочного источника Буденного 40
Конструкция сварочного источника 42
3. 5. Сварочный источник с резонансным конденсатором 46
5. Сварочный источник с резонансным конденсатором 46
3.6. Сварочный источник переменного тока с плавной регулировкой 50
3.7. Сварочный источник постоянного тока с электронной регулировкой 55
Глава 4. Электронный регулятор сварочного тока 64
4.1. Многопостовая сварка 64
4.2. Описание ЭРСТ 67
Назначение основных узлов ЭРСТ 69
Принцип действия 70
Принцип работы и настройка блока А1 71
Элементная база 73
Принцип работы и настройка блока А2 75
Принцип действия стабилизатора 77
Элементная база 85
Настройка 85
Формирование внешних характеристик ЭРСТ 87
Принцип работы блока управления ЭРСТ 87
Принцип работы блока драйвера ключевого транзистора 91
Завершающая настройка ЭРСТ 94
Глава 5. Сварочный источник для полуавтоматической сварки 96
5.1. Основные схемные решения 96
5.2. Однофазный сварочный источник 100
со ступенчатой регулировкой тока. 102
Основные напряжения 102
Описание конструкции 103
Элементная база 105
Конструкция сварочного трансформатора 10б
Конструкция дросселя 108
Подключение источника 108
5. 3. Сварочный источник для полуавтоматической сварки с тиристорным регулятором 109
3. Сварочный источник для полуавтоматической сварки с тиристорным регулятором 109
Обеспечение непрерывности сварочного тока 110
Блок управления 118
Описание конструкции 120
Элементная база 123
Конструкция сварочного трансформатора 123
Конструкция дросселя 125
Подключение источника 126
Глава 6. Инверторные сварочные источники 127
6.1. Основные типы преобразователей 127
Трансформатор 127
Блок-схема инверторного сварочного источника 128
Однотактные преобразователи 129
Двухтактные преобразователи 134
Материал сердечника трансформатора преобразователя 137
6.2. Простой сварочный инвертор 138
Блок управления 138
Компаратор пониженного напряжения 140
Источник опорного напряжения 141
Генератор 142
Усилитель ошибки 143
Компаратор ШИМ 143
Защелка ШИМ 144
Выходной каскад 144
Схема сварочного инвертора 145
Элементная база 152
Моточные узлы 154
Намотка трансформатора 156
Наладка сварочного источника 157
6. 3. Профессиональный сварочный инвертор 161
3. Профессиональный сварочный инвертор 161
Принцип действия силовой части163
инверторного сварочного источника 165
Принцип действия блока управления 167
Схема блока управления 170
инверторного сварочного источника 173
Основные функциональные узлы блока управления 177
Основные участки нагрузочной характеристики источника 180
Формирование нагрузочной характеристики источника 182
Элементная база 184
Моточные узлы 187
Методика настройки БУ 190
Выносной пульт управления (модулятор) 192
Использование альтернативного ШИМ-контроллера 197
6.4. Инверторный сварочный источник COLT-1300 205
Силовая часть 206
Данные моточных узлов 213
Блок управления 215
Настройка 222
6.5. Демпфирующая цепь, не рассеивающая энергию 222
Расчет элементов НРДЦ 225
6.6. Сварочный инвертор на одном транзисторе 228
Принципиальная схема 230
Работа схемы 234
Элементная база 238
Моточные узлы 238
Наладка сварочного источника 240
6. 6. Сварочный источник Большакова 245
6. Сварочный источник Большакова 245
Принципиальная электрическая схема 245
Элементная база 252
Моточные узлы 253
Монтаж 255
Настройка 255
Глава 7. Стабилизаторы и осцилляторы 259
7.1. Стабилизаторы дуги переменного тока 259
Принцип действия стабилизаторов дуги 260
Первая версия схемы стабилизатора дуги 261
Элементная база 267
Вторая версия схемы стабилизатора дуги 268
7.2. Осцилляторы 272
Назначение и устройство осциллятора 272
Простейший сварочный осциллятор 274
Элементная база 276
Простейший сварочный осциллятор с разрядником Epcos 278
Элементная база 279
Осциллятор без разрядника 280
Элементная база 282
Глава 8. Создаем и тестируем элементы сварочных аппаратов 284
8.1. Испытываем неизвестное железо 284
8.2. Как намотать трансформатор? 286
8.3. Как изготовить трансформатор из подручных материалов 291
Сборка сердечника 292
Подготовка обмоточного провода 294
Намотка 295
8. 4. Как изготовить сварочные электроды 296
4. Как изготовить сварочные электроды 296
Глава 9. Безопасность при электросварке 297
Почему нужна защита глаз при электросварке 297
Применение традиционного защитного оборудования 298
Защитные сварочные маски нового поколения «Хамелеон» 300
Способы вентиляции рабочего места сварщика 301
Список использованной литературы и ресурсов Интернет 302
Маленький сварочный аппарат своими руками. Сварка, сварочный аппарат своими руками: теория, схемы
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени.
В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому.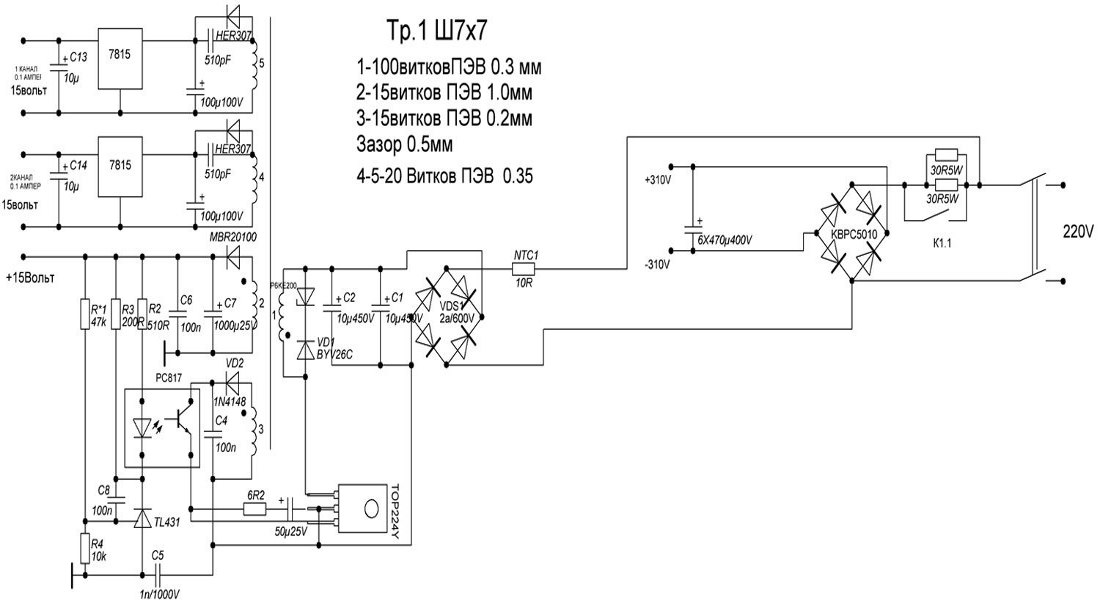 Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.

В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Обратите внимание!
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Фото сварочного аппарата своими руками
Обратите внимание!
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.
Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.

Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом.

И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.
Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.
Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые.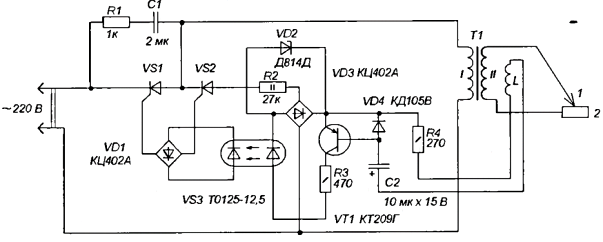 На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.
В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах . Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы – оснащены собственным генератором тока. Отличительная черта – большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы – такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы – такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители – эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
 С их помощью даже новичок может выполнять качественные сварные швы.
С их помощью даже новичок может выполнять качественные сварные швы.Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения – сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка – 15 витков, проводом с сечением 1 мм).
- Третья обмотка – 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая – соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства , а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор , который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток . Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку.
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м 2 . Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2 , оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
 У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.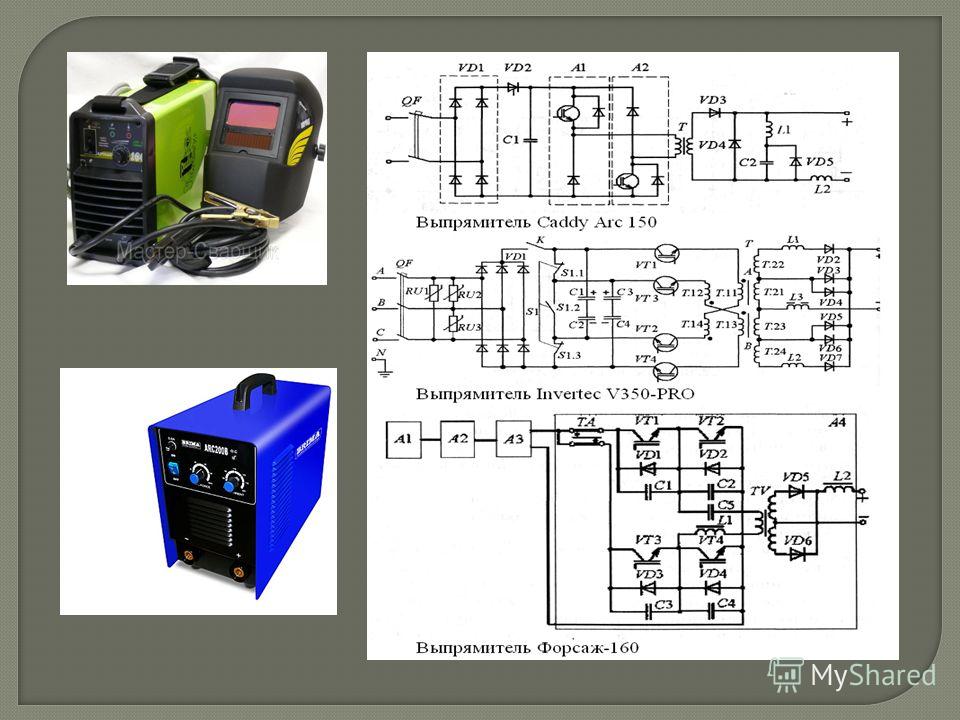 Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6-120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл . Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл . Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус – и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый – со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Плюсовый вывод соедините с держателем электрода, а минусовый – со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита . Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации . Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца – бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр – 1,71 мм маловат, но металл – медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков – 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения – 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний – для прямого подключения «плюса» к сварочному электроду;
- крайние – на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8.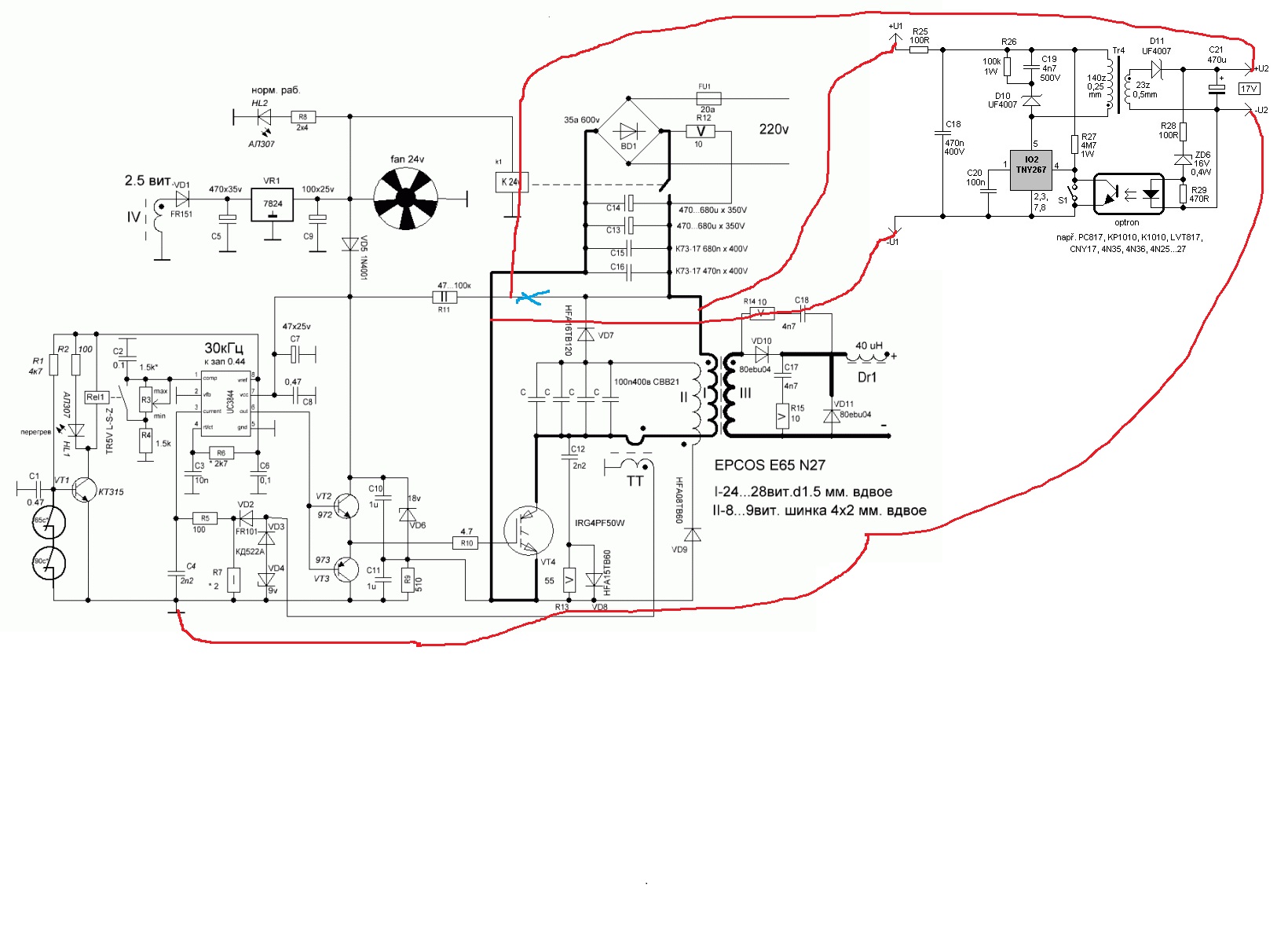 Внешний вид импульсов мы проверили осциллографом.
Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение – 3,5 вольта.
схема. Как сделать сварочный полуавтомат своими руками Электрическая схема полуавтоматической
Сварочный полуавтомат своими руками собрать из инвертора не слишком просто, так как данная задача потребует определенных знаний в области электроники, умения спаивать между собой различные элементы. Нужно обязательно быть хорошо осведомленным в плане ключевых принципов работы оборудования, позволяющего проводить сварочные работы в полуавтоматическом режиме.
Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Также надо иметь под руками ряд комплектующих, без которых полноценное выполнение работ не представляется возможным:
- Так как полуавтоматическая сварка будет работать от инвертора, потребуется взять инвертор, способный сформировать сварочный ток, сила которого будет достигать хотя бы 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, которая представляет собой ключевой рабочий элемент;
- Шланг требуемого диаметра, через который будет происходить подача проволоки;
- Еще один шланг, по которому в зону сваривания металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако, эту деталь придется определенным образом переделать;
- Специальный блок электронного типа, через который и будет осуществляться управление работой самодельного сварочного полуавтомата.
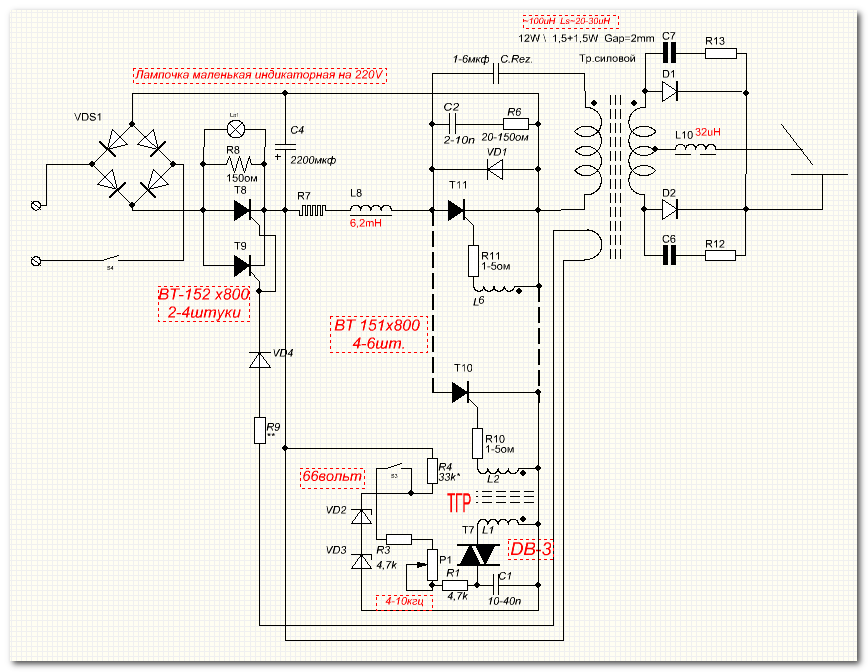
Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки. Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.
Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным. Чтобы работать со сварочными полуавтоматами было как можно удобнее, в самодельной конструкции должен быть предусмотрен механизм регулировки скорости устройства, которое будет подавать проволоку.
Как правильно переделать трансформатор от инвертора?
Чтобы получить в конечном счете качественный полуавтоматический сварочный аппарат, необходимо подвергнуть определенным переделкам трансформатор инвертора. Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Прежде всего, нужно сделать обмотку трансформатора. Для этого понадобится медная полоска и обмотка из термобумаги. Нужно найти именно полосу, проволока для этих целей не подойдет, так как собранный по такому методу своими руками сварочный полуавтомат станет очень сильно нагреваться.
Вторичная обмотка также нуждается в определенной переделке. В схему сварочного полуавтомата нужно внести еще одну обмотку трансформатора, включающую в себя три слоя жести.
Каждый из них потребуется дополнительно изолировать за счет ленты из фторопластовых материалов. Концы родной обмотки и изготовленной самостоятельно нужно будет спаять между собой, заведя их в печатную плату.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости внесения в схемы сварочных полуавтоматов вентилятора, который будет использоваться для того, чтобы качественно охлаждать всю конструкцию, не допуская ее перегрева.
Как правильно произвести настройку инверторного аппарата для проведения полуавтоматических сварных работ?
Чтобы внести определенные изменения в схемы самодельных сварочных аппаратов-полуавтоматов, нужно сначала полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые ключи.
Когда все эти действия будут произведены, силовую часть сварочного аппарата соединяют с блоком управления и пробуют подключить его к электросети. Сначала должен загореться индикатор, говорящий о том, что изделие подключено. Перед тем как опробовать изделие в сварке, к выходам нужно подключить осциллограф и с его помощью постараться отыскать электрические импульсы, частота которых должна находиться в пределах от 40 до 50 кГц. Между ними должен сохраняться промежуток 1,5 мкс – этого эффекта можно добиться благодаря изменению входного напряжения. Как только оптимальное напряжение будет найдено, можно попробовать подключить сварочную проволоку и сварить две заготовки.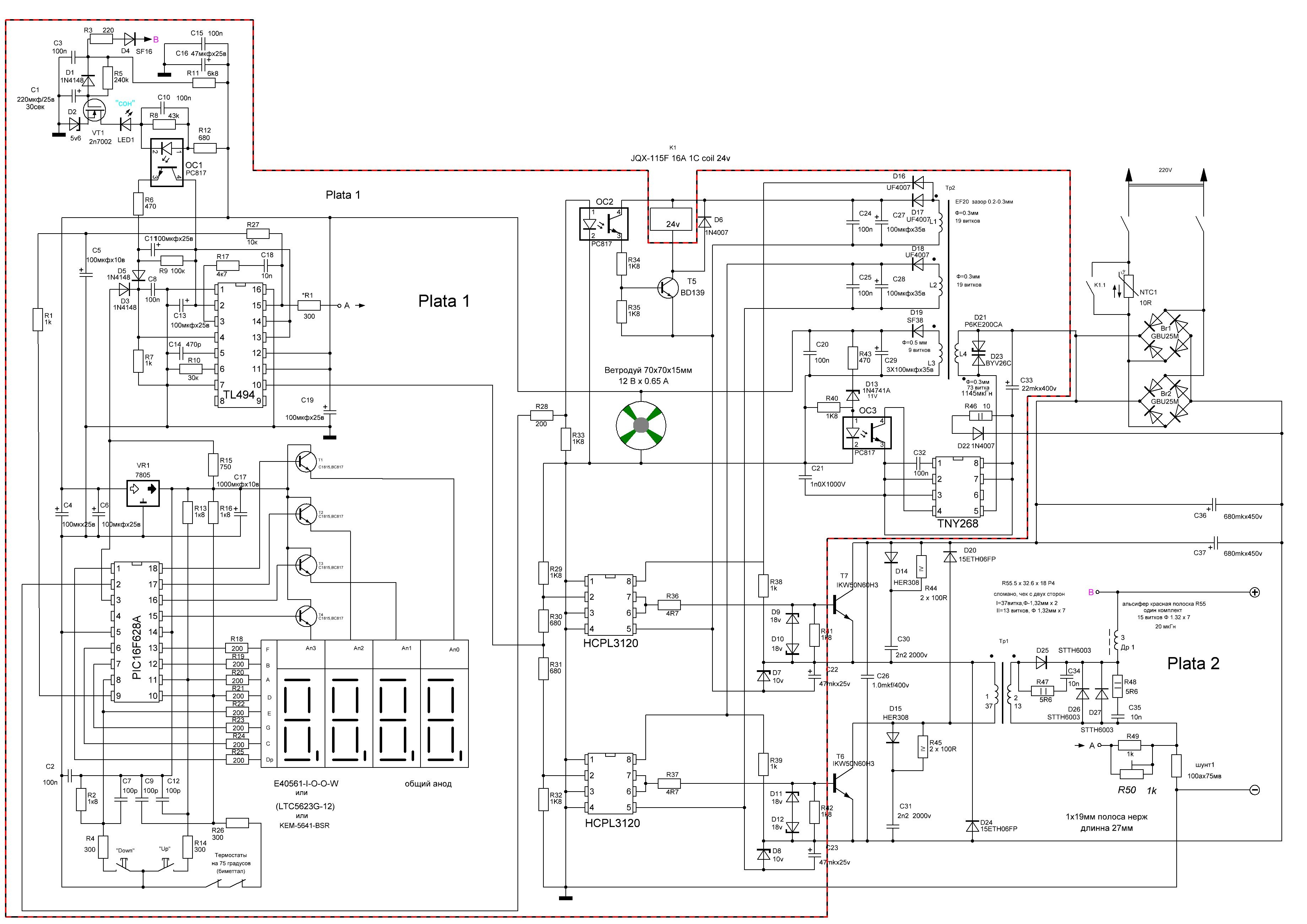
Как наладить механизм подачи?
Схемы самодельных сварочных аппаратов подразумевают наличие специального механизма подачи . Если нет заготовки данного элемента, можно собрать его самостоятельно по чертежам.
Для этого потребуется взять два подшипника, величина которых должна соответствовать типоразмеру 6202, также понадобится электродвигатель от автомобильных дворников, причем чем меньше будет его размер, тем лучше.
Когда будет производиться выбор сварочного аппарата и его соответствие схеме сварочного полуавтомата, необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить .
Механизм подачи включает в себя две пластины, на которых установлены подшипники. Между ними находится ролик с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Сборка механизма производится на специальной текстолитовой пластине, ее толщина составляет порядка 5 мм. Делают это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.
Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Сборка механизма производится на специальной текстолитовой пластине, ее толщина составляет порядка 5 мм. Делают это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.
Этот разъем, в свою очередь, будет подключаться к сварочному рукаву, установленному на передней части корпуса. К этой же пластине подключается катушка с намотанной проволокой. Чтобы катушка хорошо держалась на механизме подачи, под нее делают специальный вал, который крепится перпендикулярно к текстолитовой пластине. С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
Принципиальная схема сварочного полуавтомата, изготовленного самостоятельно, отличается практичностью, надежностью и экономичностью. Стоит отметить, что наверняка конструкция будет выглядеть не слишком привлекательно, однако по своим эксплуатационным характеристикам она практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны под стандартную катушку. Однако у данной конструкции имеется один серьезный недостаток – сварочные работы будут производиться .
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Подведём итог
Если вся конструкция будет правильно собрана, то ею будет очень удобно пользоваться, а срок ее службы будет превышать даже профессиональные аппараты. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому временами данные элементы будут нуждаться в проведении ремонтных или профилактических работ.
В остальном, сваривать металлические детали с помощью полуавтоматического аппарата, собранного своими руками, довольно-таки удобно и просто, так как эта технология значительно проще по сравнению с традиционной ручной электродуговой сваркой.
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток – 8- 12 А.
- Напряжение питания – 220 или 380 вольт.
- Напряжение холостого хода – 36−42 Вольта.
- Ток сварки – 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях .
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
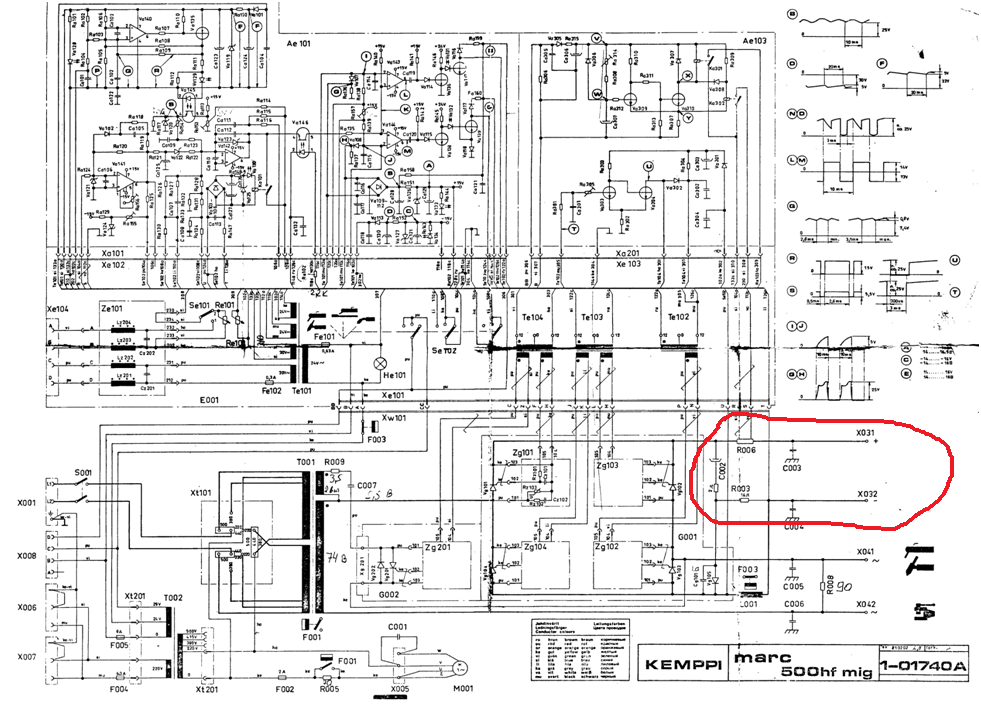
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона. Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа.
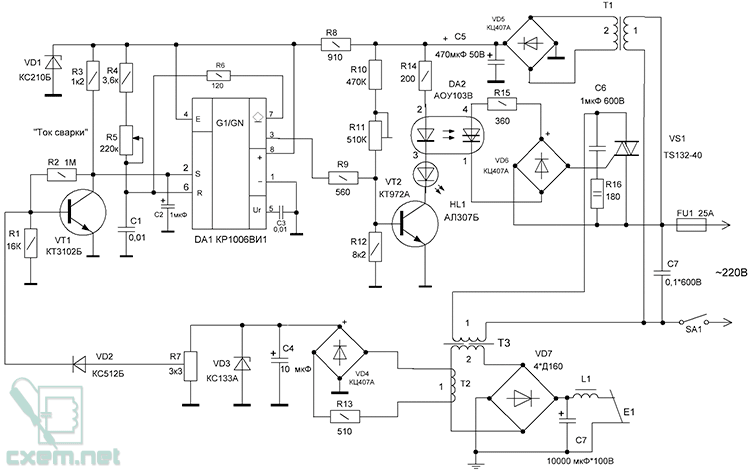 Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока.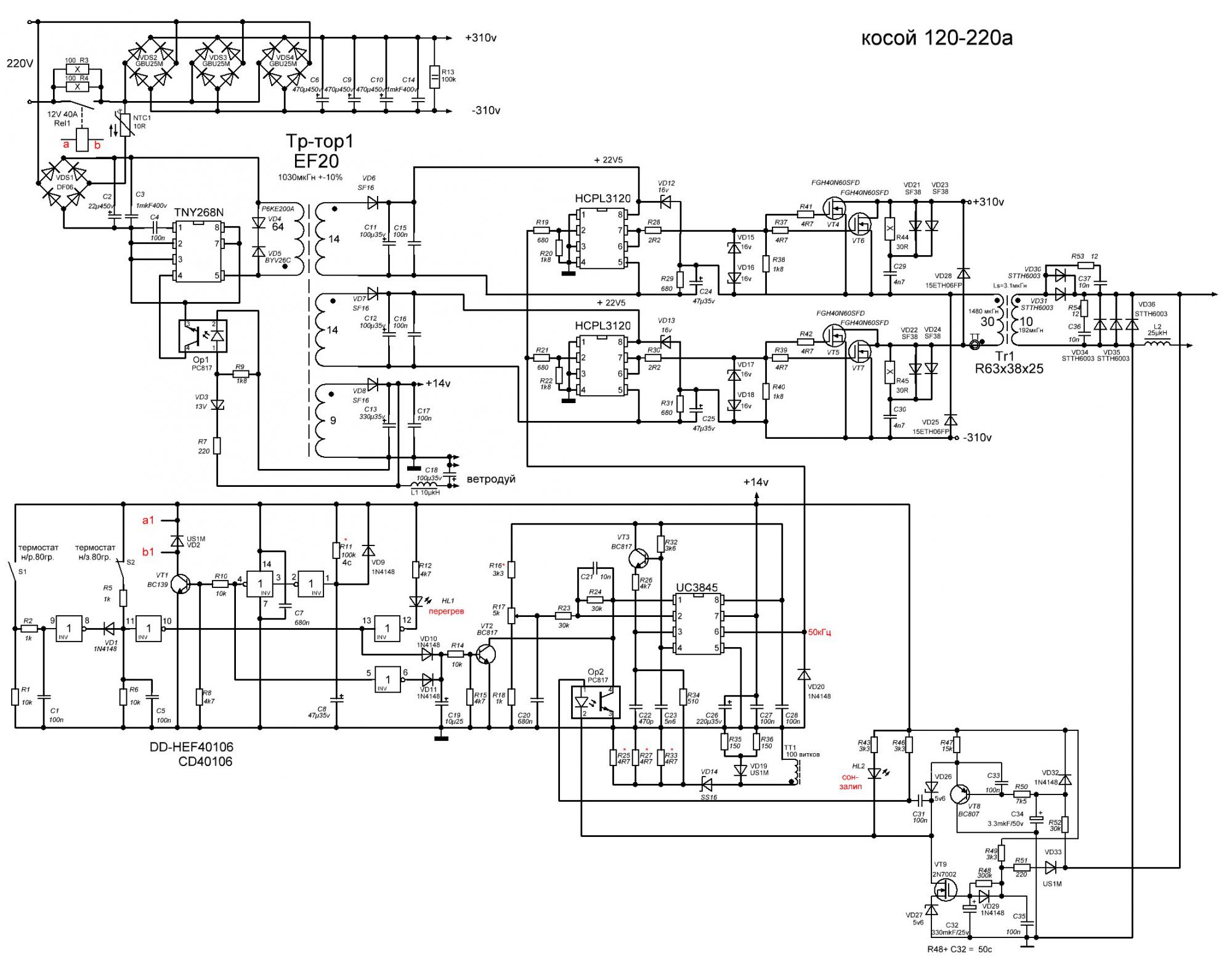 К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании .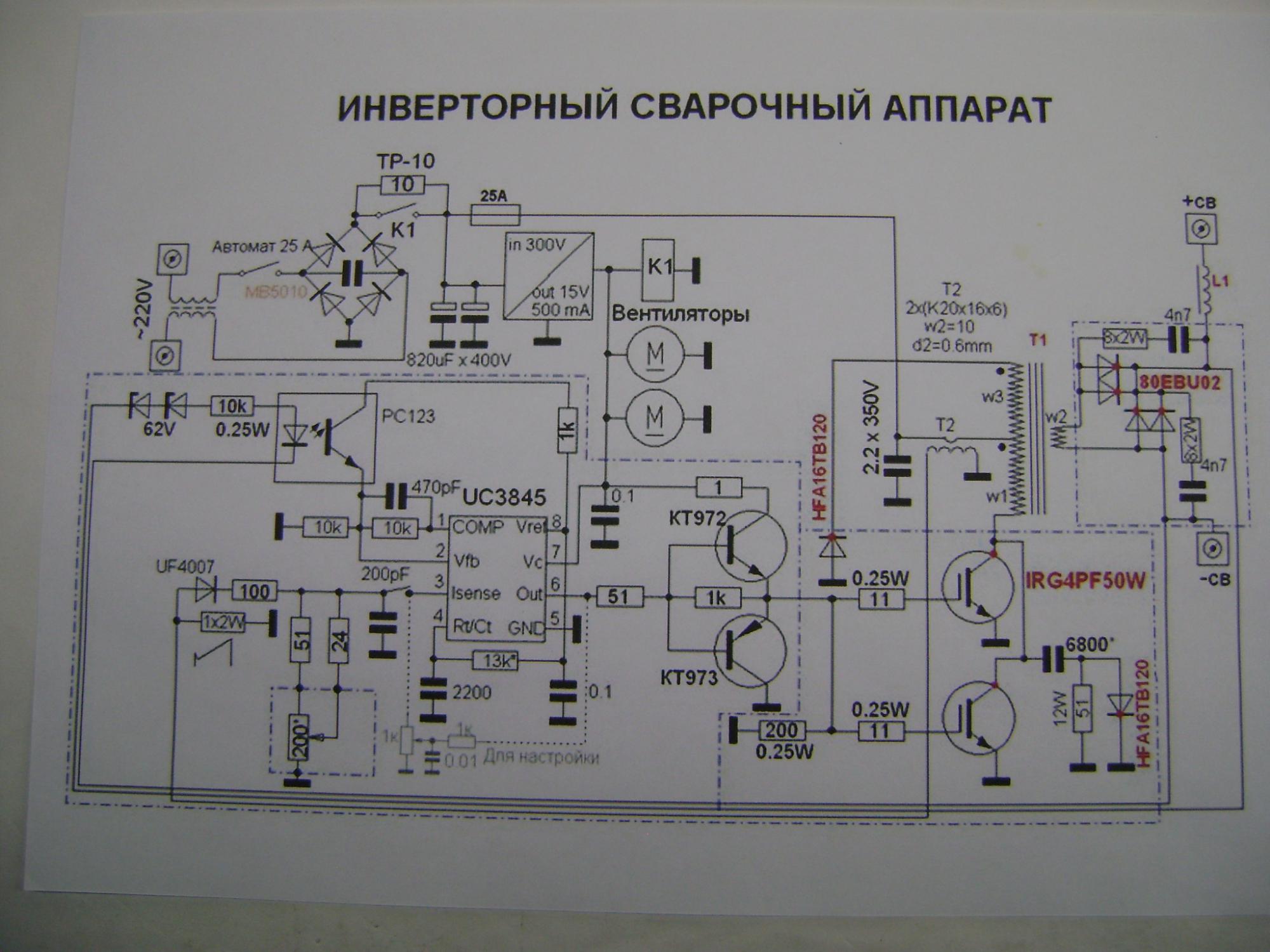
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.

С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Технические данные нашего сварочного аппарата – полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% – 160 А, ПВ 100% – 80 А
Предел регулирования сварочного тока: 30 А – 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 – переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 – ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 – на схему питания двигателя протяжки проволоки, и К1-3 – на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке – реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань – на мой взгляд, самая лучшая изоляция получается
Начинаем намотку – первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать – вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Сооружение вольеров для домашних животных, обустройство систем водопровода и канализации, создание красивых подставок для растений и множества других полезных вещей — все это позволяет сделать сварочный аппарат. При желании простой агрегат для домашней работы можно собрать своими руками. Схема сварочного аппарата будет различаться в зависимости от того, какую именно модель вы решите собрать. Далее представлены руководства по изготовлению самых распространенных вариантов. Изучите предложенные инструкции и приступайте к сборке наиболее подходящего под ваши требования агрегата.
Схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла.
Пошаговая инструкция по сборке простейшего сварочного аппарата
Перечень материалов и инструментов, необходимых для сборки сварочного аппарата, будет меняться в зависимости от того, какой именно агрегат вы решите собрать. Следующие элементы являются основными. Обязательно подготовьте их, а все остальное добавляйте уже по мере необходимости. Вам понадобится:
Принципиальная схема сварочного аппарата работающего с электродами диаметром до 4 мм.
- Хлопчатобумажный материал.
- Текстолит.
- Электротехническая сталь.
- Стеклоткань.
- Медные провода.
- Несколько отверток.
- Молоток.
- Ножовка.
Рассматриваемый в данной инструкции сварочный аппарат будет работать с электродами диаметром до 4 мм. Он позволит варить металлические изделия толщиной до 2 см. Принципиальная схема такой установки показана на следующем изображении: Рис. 1. Сварочный аппарат питается от сети переменного тока. Подходят сети и на 220 В, и на 380 В.
В основе схемы этого сварочного аппарата лежит трехфазный понижающий трансформатор. Подойдет агрегат с характеристиками 380/36 В. Мощность устройства должна составлять 1-2 кВт. Особых требований к основе нет. Можно использовать даже экземпляр с одной сгоревшей обмоткой.
Сначала вам нужно взять трансформатор и снять вторичные обмотки с каждой катушки, не разбирая при этом сердечник. Далее, вы перекусываете медную шину в нескольких разных местах. Трогать первичные обмотки крайних катушек не надо. Среднюю следует перемотать тем же проводом. Через каждые 30 витков создавайте отводы. В сумме их получается в среднем 8-10 штук. Чтобы не запутаться, на каждый отвод рекомендуется надеть бирку с личным номером.
Далее, вам необходимо намотать вторичную обмотку на две крайние катушки до полного их заполнения. Для этого используйте силовой трехфазный многожильный кабель. Такое изделие должно содержать 3 провода диаметром порядка 7-8 мм и один немного меньшего диаметра. Подобный провод способен выдерживать высокое напряжение. Он характеризуется надежной изоляцией, а благодаря довольно большой гибкости у мастера появляется возможность сделать плотную намотку без необходимости предварительной разборки аппарата. Всего вы затратите примерно 25 м подобного кабеля. Вместо него можно использовать провод меньшего сечения, но в данном случае жилы необходимо будет сложить в 2 раза. Удобнее, если у вас будет помощник. Один сможет укладывать витки, а второй будет заниматься протягиванием провода.
Способы намотки обмоток на сердечнике стержневого типа.
Для изготовления клемм на выводы вторичной обмотки используйте медную трубку. Будет достаточно изделия длиной 3-4 см и диаметром 1-1,2 см. С одной стороны трубку нужно расклепать. В полученной пластине подготавливается отверстие 1 см в диаметре. С другой стороны нужно вставить предварительно зачищенные провода. Их следует обжать незначительными ударами молотка. На поверхности трубки делаются насечки керном. Это будет способствовать улучшению контакта.
Панель, которая находится наверху трансформатора, необходимо освободить от штатных винтов с гайками М6. Вместо них установите 2 новых винта М10. Лучше, если они будут медными. К этим винтам вы в дальнейшем подключите клеммы вторичной обмотки.
Под выводы первичной обмотки следует сделать дополнительную плату. Для ее создания используйте текстолит 3 мм в толщину. Плата прикрепляется к трансформатору. Перед креплением в ней необходимо просверлить 10 отверстий по 6 мм в диаметре каждое. В отверстия вставляются винты М6 с шайбами и гайками. В случае если вы будете подключать такой самодельный агрегат к 220 В, 2 крайние обмотки нужно соединять параллельно. Средняя последовательно подсоединяется к ним.
Оптимальной является схема, при которой сварочный аппарат питается от сети на 380 В. В данном случае вы сможете соединить все первичные обмотки последовательно. В соответствии с условиями схемы сначала надо соединить 2 крайние, а уже потом среднюю обмотку. Выводы крайних обмоток нужно подключить к общей клемме. Остальные подсоединяются на клемму «Резка».
Способы намотки обмоток для сварочного аппарата на тороидальном сердечнике.
Средняя обмотка нужна для уменьшения напряжения и тока во вторичной обмотке. Электродержатель изготавливается из трубы ¾ дюйма. Подойдет изделие длиной 25 см. На расстоянии в 3 и 4 см от краев трубы с ее обеих сторон нужно при помощи ножовки выпилить выемки. Глубина этих выемок должна составлять приблизительно половину диаметра трубы.
С целью обеспечения возможности прижатия электрода к держателю возьмите отрезок стальной проволоки и приварите его к трубе над выемкой большего размера. Проволока должна быть 6 мм в диаметре. С противоположной стороны вам нужно подготовить отверстие 8,2 мм в диаметре, взять винт М8 с гайкой и медную клемму, после чего подключить к держателю отрезок кабеля.
Кабель должен быть таким же, из которого была намотана вторичная обмотка. В завершение возьмите шланг из капрона или резины и наденьте его сверху на трубу. На этом сборка такого сварочного аппарата практически завершена. Нужно лишь разобраться, какие требования по условиям схемы предъявляются к подключению и работе с таким аппаратом.
Вернуться к оглавлению
Подключение и использование самодельного аппарата
Для понадобятся провода сечением от 1,5 мм2. Подключается агрегат через рубильник. Один провод пойдет на вывод «1» — «8» (конкретный выбирайте в соответствии с величиной сварочного тока), а второй вы пустите на клемму «Общ.».
Наиболее мощный ток вы сможете получить на клемме «Резка». На первичной обмотке ток будет не больше 25 А. По вторичной обмотке идет ток 60-120 А. Помните о том, что схема такого сварочного аппарата не предполагает его использования для выполнения больших объемов работ. Израсходовав 10-15 электродов на 3 мм в диаметре, обязательно дайте агрегату остыть. Если же вы работаете с электродами на 4 мм, давать аппарату отдыхать нужно будет еще чаще. Работа с электродами на 2 мм таких вынужденных перерывов не потребует.
Быстрее всего сварочный аппарат нагревается при работе в режиме «Резка». В данном случае он потребует гораздо более частого отдыха. Вы можете резать практически любой металл. С изделиями «бытовой» толщины аппарат справляется безо всяких проблем. При изменении режимов сварки обязательно отключайте сетевой рубильник ради собственной безопасности и сохранности инструмента.
Вернуться к оглавлению
Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов.
Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой.
Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами.
Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности. Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать.
Рисунок 3. Схема сборки сварочного автомата для мягкой сварки.
При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы.
На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А.
Вернуться к оглавлению
Схема и сборка автомата для мягкой сварки
Существуют проверенные схемы аппаратов с выпрямителями. Такие модели работают на постоянном токе. Они характеризуются более высокими эксплуатационными качествами, чем «переменники». Но и их также необходимо настраивать и доводить. Схема агрегата была несколько усовершенствована. Внесенные в состав схемы изменения позволили сделать сварочный процесс более мягким. Непосредственно принципиальная схема такого агрегата показана на следующем изображении: Рис. 3.
В состав аппарата включен конденсатор С1. Он размещается между отрицательным и положительным проводом выпрямленного тока. Применяется электролитический конденсатор на 15000 мкФ. Используйте устройство, рассчитанное на работу при напряжении в 100 В.
Благодаря такому конденсатору будет обеспечиваться надежный и одновременно плавный поджог дуги. В случае если вы ограничены в финансах или не можете найти подобный конденсатор, замените его на С1 = 50 мк х 160 В. Только в данном случае нужно устанавливать конденсатор уже в цепь положительного полупериода тока.
Принципиальная схема самодельного сварочного аппарата34
B309d сварочный аппарат, принципиальная схема изображения ресурсы проводки самодельный аппарат для дуговой сварки блог мастерской dan s сварочная блок-схема библиотека электрических соединений https www adendorff co za Загрузка содержимого wp 2017 07 ewelds 140 145 pdf. Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не соответствуют номерам моделей в руководствах по обслуживанию сварочных аппаратов. Схема сварочного инвертора с импульсным режимом
Page 2 Forum
Схема мини-сварочного аппарата для небольших сварочных работ проекты самодельных схем Небольшая бестрансформаторная схема сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода, подробнее в следующей статье объясняется. в теме.
Схема самодельного сварочного аппарата . Вот подробности требования. Мой сварочный аппарат fronius tp1400 полностью работоспособен, и меня не интересует его конфигурация. Как подключить.
Вот фотогалерея принципиальной схемы инверторного сварочного аппарата с описанием изображения. Найдите нужное изображение. Файлы принципиальной схемы в формате pdf марки sohal mig сварка tig сварка точечная сварка проекционная сварка шовная сварка сбор металла сопротивление плазменной резки и машины индукционного нагрева.Сварочный мини-аппарат без сложной схемы, вероятно, можно построить с использованием емкостного источника питания, как показано на следующей схеме.
Этот запрос был отправлен мне одним из преданных читателей этого блога г-ном. Схема сварочного инвертора smps самодельные схемные проекты. Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую в себя экстремальные конденсаторы с точки зрения их номиналов.
Эта устарелая машина является первым поколением инверторных машин.Перечень схем сварочного аппарата. Некоторые модели имеют одинаковый драйвер управления этажами, только трансформатор igbt и т. Д.
Был запущен в разных моделях за счет увеличения его мощности. Схема самодельного инвертора Inverterswagatam предназначена с изображением принципиальной схемы инверторного сварочного агрегата размером 600 x 600 пикселей и для просмотра деталей изображения щелкните изображение.
Блок-схема сварочного аппарата 2006 Jeep Tj Электросхема
Сварочный аппарат Pcb Board Сварочный аппарат Pcb Arc Tig 200
Diy Mini Spot Welder Step Yousun
Pdf Дизайн и конструкция сварочного аппарата с
Anyone Got Mig Pcb Schematics Mig Welding Forum
Build A 70 A Arc Welder Miscdotgeek
Принципиальная схема инвертора Diy Электросхемы
Принципиальная схема инверторного сварочного аппарата Lulusoso Com
Hobby Electronics Circuits Smps Welding Inverter Circuit
Migky Tech Схема сварочного устройства MigkyСварочный аппарат для дуговой сварки 4 шт. СВЧ трансформаторы
100a Цепь для сварки TIG Igbt Uc3845 Irg4pc50u Etd59
Главная сделал сварочный аппарат Как сделать трансформатор для дуговой сварки
Smps Сварочная инверторная схема Проекты самодельных схем
От ума к машине Переносной сварочный аппарат 110 В с DC
Pdf Дизайн и конструкция сварочного аппарата с
Как сделать Сварочный аппарат переменного тока с использованием деталей из старого
Построить дуговой сварочный аппарат на 70 А Miscdotgeek
Построить дуговой сварочный аппарат из трансформаторов микроволновой печи
Схема подключения сварочного аппарата Библиотека
Самодельный сварочный аппарат Дуговая сварка Блог мастерской Dan S
Схема подключения сварочного трансформатора Опции Указатели
Схема подключения сварочного аппарата постоянного тока Схема подключения 12 В Motorguide
Принципиальная электрическая схема для сварочного аппарата на аккумуляторах Сварщик для точечной сварки Трансформатор микроволновой печи
Как сделать самодельный сварочный аппарат Блог об инструментах
Сварщик своими руками Создайте свой собственный портативный аппарат для дуговой сварки Mig Tig
Что такое инверторный сварочный аппарат Об инверторных технологиях и сварке
Блок аккумуляторов своими руками Сварщик для точечной сварки Itsqv
Схемы Самодельная сварка Блог об инверторных инструментах
Build A 70 A дуговой сварочный аппарат Miscdotgeek
Diy СВЧ точечный сварочный аппарат со схемой управления Apex Logic
Схема подключения сварочного аппарата Ya 1538 на схеме сварочного аппарата
Tig Welder And Power Control
Самодельный аппарат для дуговой сварки – Блог мастерской Dan
Создайте свой собственный аппарат для дуговой сварки! Многие из вас так терпеливо ждали прибытия этих ПОДРОБНЫХ ПЛАНОВ , что вы можете приобрести и загрузить (4.6 МБ pdf!) За небольшую плату.
Вы получаете 90 страниц высококачественных цветных иллюстраций, фотографий,
заметок по строительству и все ответы на часто задаваемые вопросы в удобном для печати формате PDF. И НАМНОГО больше
информации, чем в бесплатной (читай: скинни) версии.
Поскольку я крайне предан своим читателям, исходная HTML-версия моего
чертежей самодельного сварщика все еще здесь. Это никуда не денется. Итак, вы,
, можете просмотреть (как всегда: бесплатную) фотогалерею этого проекта
ниже.
Он построен из использованных трансформаторов для микроволновых печей. Твердотельный модуль SCR
обеспечивает регулировку мощности, в отличие от обычных сварочных аппаратов AC
, которые просто переключают многоотводный трансформатор.
Обновление за июнь 2013 г .: вот хорошая ссылка, объясняющая, как работают SCR:
http://www.allaboutcircuits.com/vol_3/chpt_7/5.html
(я обнаружил, что при поиске того, как использовать 4 больших “хоккейных” тиристора, чтобы сделать мост выпрямителя)
Вот
фото.Как видите, разделов три. Нижняя секция
, которая является основанием шкафа, содержит 8 трансформаторов. (Видны четыре
.) В центральной части находятся охлаждающие вентиляторы, органы управления мощностью
и большая часть проводки. В верхней части находится лоток для инструментов и ручка для переноски
. (Я говорю «ручка для переноски» немного осторожно; этот зверь
весит 140 фунтов!) Прокрутите вниз, чтобы увидеть схему и примечания к дизайну!
Создайте свой собственный аппарат для дуговой сварки!
Щелкните изображение, чтобы увеличить его.Это то, что большинство из вас,
, хотели видеть, поэтому я поместил это изображение здесь, вверху страницы
. Он также включен ниже на странице, где есть более
информации о каждом компоненте. Обратите внимание, что эта схема не является абсолютной
. Допуски для полупроводников и катушек индуктивности достаточно различаются, поэтому вам придется поэкспериментировать со значениями и конфигурациями, чтобы заставить его работать в
в вашей собственной уникальной ситуации.
Зачем создавать собственный сварочный аппарат?
С технологиями, доступными практически каждому, есть
все большие возможности для домашнего любителя.Скорее всего, вы читаете это руководство по
, либо зная о возможности легко найти детали, встроенные в
в простые конструкции, либо с желанием узнать о нем больше. Вот о чем
это руководство; Моя цель – рассказать об этих проектах и позволить вам, как читателю,
создавать полезные инструменты и получать выгоду не только от их использования, но и от знаний и опыта, приобретенных при фактическом планировании, сборке
и завершении такого проекта.
Факты о самодельной технике
Есть несколько важных фактов о самодельных инструментах.Не всегда
экономят деньги, создавая собственное оборудование. Изготовление собственных инструментов может занять очень много времени. А самодельная техника не всегда лучше, чем в магазине.
Вот и обратная сторона этих фактов. У большинства из
нас больше времени, чем денег. Если мы сможем найти источники для дешевых или бесплатных запчастей
, мы сможем сэкономить много денег, а время будет единственной другой статьей расходов.
Кроме того, некоторые самодельные инструменты даже не доступны в магазине, или
могут иметь удобные функции, которых нет у их купленных в магазине аналогов.
Люди строят собственное торговое оборудование по разным причинам, и на некоторые из них я уже намекал:
Им нравится строить вещи
Они хотят улучшить дизайн.
Им нужен инструмент, который не может найти другого пути.
Им нужен инструмент для создания другого инструмента.
Они хотят сэкономить.
Изучение аппарата дуговой сварки
Чтобы воспользоваться преимуществами этого руководства, вам не нужно знать, как выполнять сварку. Даже если
вы знаете все о сварке, то, что находится внутри сварщика, – это совсем другая история.Прежде чем вы сможете успешно построить аппарат для дуговой сварки, вам необходимо
понять, как он работает и какие компоненты используют.
Сварочный аппарат
– это источник питания с высоким током и низким напряжением. Они бывают двух типов
: постоянного тока и постоянного напряжения. Сварочный аппарат
работает с постоянным током. Устройства подачи проволоки работают с постоянным напряжением
. Сварщики обычно используют трансформаторы для снижения напряжения
и увеличения силы тока до уровней, пригодных для сварки. Сварочные аппараты TIG и другие типы
используют специальные высокочастотные источники питания, описание которых выходит за рамки данного руководства.
Трансформаторы
с ламинированным железным сердечником имеют постоянную характеристику тока, что делает их
идеальными для сварки. Внутри практически любого сварочного аппарата находится трансформатор
, который состоит из трех основных частей: первичной обмотки, вторичной обмотки
и многослойного железного сердечника. Обмотки медные.
Первичные обмотки подключаются к линейному напряжению, а в сварочных аппаратах это
, как правило, 240 вольт. Вторичные обмотки питают дугу и намного тяжелее на
медных обмоток.Обмотки намотаны на железный сердечник. Между первичной и вторичной обмотками
нет электрического соединения. Электроэнергия передается магнитным способом через железный сердечник
.
Блок питания для сварки также нуждается в
способе изменения мощности дуги. Есть несколько способов добиться этого. Один из способов
– иметь увеличивающееся количество ответвлений вдоль вторичных обмоток
, чтобы потреблять различное количество энергии. Другой способ – сконфигурировать трансформатор
так, чтобы первичная обмотка могла перемещаться в направлении
или от вторичной обмотки, передавая больший или меньший магнитный поток на вторичную обмотку
.Другой – изменить ширину импульса линейного тока до
первичной обмотки. Сварщик в этом руководстве использует контроллер типа
с шириной импульса.
Электрическая схема, электрическая схема
Модификации сварочного аппарата Вы можете собрать сварочный аппарат любым способом
по вашему выбору. Гораздо проще было бы включать и выключать различные комбинации трансформаторов
для получения различных настроек нагрева
. Или вы можете удалить концевые блоки двух трансформаторов, поставить их встык
и настроить подвижный первичный контроллер.Причина, по которой я выбрал для этого руководства
контроллер ширины импульса, заключается в том, что
обеспечивает простую и надежную конструкцию с небольшим количеством движущихся частей.
Маленький сварочный аппарат на 110 В, который я сделал для своего отца
Трансформатор и селектор тепла являются основными строительными блоками аппарата
для дуговой сварки. Однако существует ряд других компонентов
поддержки, которые необходимо упомянуть. Шкаф, в котором находится сварочный аппарат, должен быть спроектирован таким образом, чтобы не допускать попадания сварочной пыли.Этот шкаф в сборе должен включать охлаждающий вентилятор
, чтобы обеспечить достаточный воздушный поток для охлаждения компонентов. Зажим заземления
и электрододержатель (часто не входят в комплект при покупке сварочного аппарата
) также необходимы перед сваркой. И вам понадобится розетка
на 220 В для подключения сварочного аппарата, а также шнур и вилка на самом сварочном аппарате
.
Получение запчастей
Часть острых ощущений при создании аппарата для дуговой сварки связана с
модификацией компонентов, из которых состоит источник питания.Трансформаторы, охлаждающие вентиляторы
и детали шкафа взяты из старых микроволновых печей.
Я пошел к местным дилерам бытовой техники и обслужил
магазинов и сказал им, что я хочу делать, и они были счастливы подарить мне
своих бытовых микроволновых печей. Я также поместил объявление в газету, потому что
большинство розничных продавцов бытовой техники берут плату, чтобы принять старый прибор
своих клиентов, и люди были рады принести мне свои микроволновые печи
, зная, что я не буду брать с них плату, чтобы принять его, и что он
будут переработаны в самодельное торговое оборудование.
Однако одно слово из
предупреждения. Ваш двор или гараж будут завалены
микроволновыми печами, ожидающими демонтажа. Для завершения этого проекта вам понадобятся восемь больших трансформаторов
, а также микроволны
мощностью от 950 Вт и выше. Если вы размещаете рекламу в газете,
вы не сможете выбрать, что вы получите, но не отчаивайтесь; у этих странных может быть
только подходящий трансформатор для вашего датчика легкого запуска или только правильный
вентилятор для системы охлаждения.Я насчитал в общей сложности 22 печи, прежде чем мой сварочный аппарат
был готов. Мне, вероятно, не понадобилось бы такое количество, но у меня
было много хороших деталей и, вероятно, достаточно трансформаторов, чтобы построить еще один сварочный аппарат
. На момент написания этой статьи я раздумывал над идеей сварочного аппарата
меньшего размера, который мог бы работать от 120 В для более легких проектов.
Передняя и нижняя часть шкафа изготовлены из дерева. Детали, которые вам нужно будет
купить, перечислены ниже. Большинство этих деталей поступает из магазина оборудования
, за исключением модуля IRKT71 SCR.Это вам нужно будет заказать
в компании-поставщике электроники. Я заказал свою в Newark
Electronics, но вы также можете найти эту часть в Digikey Electronics или
, вы можете найти другие источники на веб-сайте International Rectifier.
Доработка трансформаторов
Трансформаторы для микроволновых печей – это повышающие трансформаторы. Это означает, что
напряжение на вторичной обмотке выше, чем на первичной. В микроволновых печах
первичная обмотка принимает стандартный домашний ток, 120 вольт.
Вторичное напряжение обычно составляет 4000 вольт. Вторичная обмотка
должна быть снята, а на ее место должна быть установлена обмотка низкого напряжения. Новая вторичная обмотка
имеет типичное напряжение холостого хода 10 вольт. Под нагрузкой
при дуговой сварке это напряжение упадет до 2–4 вольт, а при
– до 250 ампер. Для новой вторичной обмотки
вы будете использовать одножильный провод №6. Многие люди спрашивают, сколько именно витков я поставил на этой новой вторичной обмотке
, и я всегда говорю, сколько вы можете уместить! Если вам нужно знать
, у меня было от 12 до 15 витков на каждом трансформаторе.
Монтаж и подключение трансформаторов
Вот детали нижней панели аппарата для дуговой сварки, на котором установлены трансформаторы
. Поскольку не все трансформаторы аналогичны
, вам придется импровизировать там, где это необходимо. Установите трансформаторы
таким образом, чтобы первичные и вторичные обмотки могли быть подключены правильно
и аккуратно. Вы даже можете нарисовать монтажные схемы на нижней плате
, чтобы упорядочить ее.
Сборка шкафа
Конструкция шкафа для самодельного сварочного аппарата выполняет несколько функций.
Верхняя часть напоминает лоток и служит местом для хранения
электродов, сварочных перчаток, кабелей и зажимов, отбойных молотков и
других предметов, используемых при сварке. Ручка для переноски сделана из дюбеля 1 1/2
и позволяет определить вес машины.
Шкаф также служит шасси для трансформатора и других компонентов
.Вентиляторы охлаждения установлены на той же фанерной перегородке
, на которой построен контроллер. Трансформаторы установлены на днище
, которое представляет собой короткий кусок сосны 2 × 12. Построить прочный шкаф
обязательно, потому что готовый сварочный аппарат будет весить около 120 фунтов.
Не экономьте здесь.
Вы можете покрасить шкаф в любую цветовую схему
по вашему желанию, но основная цель краски – защитить древесину
от влаги и растворителей. Это также придает машине
профессиональный вид, который подчеркнет ценность всех ваших усилий.
Маленький сварочный аппарат со снятой крышкой
Сборка контроллера Список деталей
C1: 600 пф 2 кВ керамика
C2: 0,1 мф, 400 В эпоксидный
C3: 22 мф, 250 В, электролитический
Q1: IRKT71 модуль SCR
Q2: симистор диммера лампы
BR1: RB152 1A мостовой выпрямитель
D1: триггерный диак
: 1M линейный потенциометр
R2: 5k линейный потенциометр
Контроллер широтно-импульсного типа. Он работает, запитывая трансформаторы
короткими импульсами тока, средними выбросами или непрерывным током
, в зависимости от настройки на ручке переключателя нагрева, R1.Это
схема управления того же типа, что и в поворотных регуляторах освещенности.
Вы можете использовать перфорированную плату с предварительно просверленными отверстиями, но я рекомендую построить схему управления фазой
на розетке для экспериментатора. Это не намного дороже
, и если какой-то компонент сломается, вы можете легко подключить новый
, даже не прогревая паяльник. Прежде чем подавать питание, убедитесь, что
правильно подключены, и никогда не работайте с
в цепи при включенном питании!
Для модуля SCR я сначала
использовал два SCR Teccor S6070W, соединенных в обратную параллельную цепь, как
вы видите на схеме.Они оказались слишком легкими, и они
поджарились, когда я попытался сварить на полном огне прутком 5/32. После тщательного сравнения цен
в нескольких каталогах промышленной электроники я выбрал модуль SCR IRKT71 Inta-pak компании
International Rectifier. Насколько я помню, он стоил около
50 долларов. Я купил его через Newark Electronics. Ну
стоит своей цены. У него были 3 больших винтовых клеммы наверху и 4 меньших
лопаточных разъема на одном конце для схемы управления. Он содержит
два SCR внутри и сконфигурирован с учетом схемы
с обратной параллельной схемой.
Модуль SCR и радиатор в сборе
должны быть сконфигурированы для приема струи воздуха от одного из охлаждающих вентиляторов. Используйте смазку для радиатора
между модулем SCR и радиатором, чтобы обеспечить хороший теплопроводный контакт
. Эта сборка вообще не сильно нагревается
, и в том-то и дело. Тщательно выполните и проверьте соединения
с цепью управления фазой, датчиком перегрева и переключателем только вентилятора
.
Схема легкого зажигания дуги не является обязательной.R2
контролирует чувствительность. Отрегулируйте его до наименее чувствительного значения на уровне
наименьшего нагрева. Таким образом, он наверняка будет работать при всех режимах нагрева. Он работает
, подавая полную мощность на электрод, пока вы не зажжете дугу. Этот
помогает предотвратить прилипание электрода к работе. Используйте для этого трансформатор платы brain
из одной из печей и измените его на
, как показано ниже: Найдите и снимите катушку вторичной обмотки и пропустите через нее одну петлю
многожильного кабеля №6. Подключите первичную обмотку к
указанным соединениям на BR1.
Перевязка всех концов
В этой главе рассматриваются последние детали, необходимые для обеспечения работоспособности вашего сварочного аппарата.
Выполните окончательную разводку согласно схемам. Подсоедините сварочные кабели
и наденьте зажим заземления и электрододержатель. Установите шнур диапазона
и подключите его к главному выключателю питания и клеммной колодке трансформатора
. Присоедините ручку переключателя нагрева, и вы готовы подключить
к вашему новому дугосварочному аппарату.
Калибровку шкалы переключателя нагрева
можно выполнить любым способом, не важно знать точное значение
силы тока, подходящее для каждого сварочного процесса. Я откалибровал шахту
с напряжением холостого хода, которое в квадрате примерно
пропорционально сварочному току. Для этого установите вольтметр на шкалу
, подходящую для 80 вольт. Включите сварочный аппарат и отсоедините пусковое реле easy
. Поверните ручку переключателя нагрева на полную мощность и отметьте точку
на шкале.Затем поверните ручку обратно так, чтобы ваш вольтметр показал
70 вольт, и отметьте точку на циферблате. Поверните ручку обратно на 60 и отметьте отметку
. Повторите этот процесс с шагом 10 вольт. Или вы можете увеличить его на
с шагом 5 вольт. Если вы можете найти способ откалибровать циферблат
в усилителях с помощью очень большого амперметра, вы, конечно, сможете это сделать.
Ускоренный курс по сварке
Если вы никогда раньше не занимались сваркой, я рекомендую вам зайти в библиотеку
и ознакомиться с руководством по сварке.Если вы ДОЛЖНЫ приступить к сварке сразу после завершения работы сварочного аппарата
, прочтите эту главу.
ДО того, как
зажгут дугу. Для сварки
важно правильно одеться. Вам понадобится сварочный шлем, чтобы защитить глаза от ультрафиолетовых лучей
и предотвратить попадание искр в волосы. Шляпы из огнестойкого материала
– тоже хорошая идея. Получить их можно при сварке
домов снабжения. Вам также понадобятся перчатки, чтобы защитить кожу от солнечных ожогов от дуги
и брызг сварочного металла.Кожаные фартуки и кожаные ботинки предотвращают попадание сварочных брызг
на вашу кожу. И не забывайте проводить сварку только в
хорошо вентилируемых помещениях. Сварка дает удушливый пыльный дым. Прочтите инструкции и предупреждения
на этикетках сварочных материалов и оборудования
.
Зажигание и поддержание дуги. Построить дугу
несложно. Подняв шлем, расположите электрод на расстоянии примерно
1/4 дюйма от того места, где вы хотите начать сварку. Опустите шлем
и сделайте быстрый удар электродом.Следите за дугой. Будьте готовы к тому, что
НЕМНОГО отодвинет электрод. Очень скоро у вас будет
, чтобы медленно вводить электрод в сварной шов, поскольку он довольно быстро плавится
в сварочную ванну.
Укладка бусинки. Правильно поддерживаемая дуга
издает шипящий, потрескивающий звук при горении электрода.
Если держать дугу слишком далеко, то жужжание и разбрызгивание усиливаются. Удерживание
дуги до закрытия приводит к перегреву стержня и иногда заеданию
. При укладке валика важно, чтобы электрод
двигался в сварочную ванну по мере вашего движения.Горизонтальные бусинки самые простые.
С вертикальными полосками проще всего работать сверху вниз. Когда
сваривает длинные валики, важно прихватывать каждые 6 дюймов, чтобы не допустить деформации
. Например, если вы свариваете металлическую коробку
вместе, скрепите ее вместе, а затем вернитесь и уложите бусины
твердо. Если вы этого не сделаете, после первых двух швов весь беспорядок будет настолько деформирован, что изменит форму
, что вы не сможете закончить остальные
сварные швы.
Наконец, помните, что сварка – это то, что требует
практики.Вы не можете выучить это по руководству. Вы должны потратить некоторое время
, просто укладывая бусинки и экспериментируя. Попробуйте сварить велосипедные рамы. Задача
– сделать хорошие сварные швы, не прожигая металл.
Я обнаружил, что можно резать рамы велосипедов и другие тонкие металлические профили
с помощью большого сварочного прутка на большом токе. Однако опыт сварки
выходит за рамки данного руководства. Сходите в библиотеку и получите
книг по сварке. Используйте их, чтобы направлять свой прогресс во время практики.
Устранение неисправностей
Кажется, что сварщик застрял на высокой силе тока, и изменение шкалы переключателя нагрева
не имеет никакого эффекта. Здесь может быть ряд ошибок. Убедитесь, что
правильно подключено реле легкого пуска. Если это реле не втягивает
, когда вы зажигаете дугу, сварочный аппарат не переключается на выбранную вами мощность
.
Трудно зажечь дугу при низкой температуре. Возможно, неисправен механизм легкого пуска
.Убедитесь, что он подключен правильно
и используются нормально замкнутые контакты. Когда вы зажигаете дугу
, реле должно размыкаться. Эта проблема также возникает, если защитное покрытие сварочного прутка
повреждено на ударном конце.
Сварщик
работал прекрасно, но после сварки примерно 15 стержней 5/32 он внезапно вышел из строя. Вы перегрели сварщика. Датчик перегрева
выполнил свою работу и отключил контроллер. Поклонники по-прежнему должны бежать.
Дайте сварщику остыть в течение нескольких минут, и он должен снова начать сварку.
Сварщик работал прекрасно, но после двухчасовой сварки
что-то странно пахнет и дуга либо отсутствует, либо только полная сила тока.
Вы поджарили модуль SCR и перегрели трансформаторы. У большинства сварщиков
есть рабочий цикл. Это означает, что если рабочий цикл вашего сварочного аппарата
составляет 80%, вы должны сваривать не более 8 минут, а затем дать ему
отдохнуть в течение 2 минут перед повторной сваркой. Или, если он имеет рабочий цикл
30%, вы должны подождать 7 минут между 3-минутными сварочными струями.Рабочий цикл
для этого сварочного аппарата не определен. На самом деле он варьируется в диапазоне
в зависимости от силы тока, с которой вы ведете сварку. И не забудьте, что
держите вентиляционные отверстия открытыми и не допускайте скопления пыли внутри сварочного аппарата
. Пыль действует как изоляция и препятствует правильному охлаждению.
Еще одна вещь, которую нужно сделать, чтобы сварщик оставался холодным, – это включить только вентилятор.
переключаться между сварными швами. Это позволяет воздуху циркулировать в трансформаторах
, когда они простаивают.
Принципиальная электрическая схема, опять же
[34+] Схема инверторного сварочного аппарата
Просмотр изображений библиотеки фотографий и изображений.Схема электросварочного аппарата Нажимной выключатель зажигания Схема соединений Схема электрических соединений Сварочный инвертор До 100А Схема сварочного аппарата Руководство по обслуживанию Электроника Проекты Схемы Схема Принципиальная схема Дугового сварочного аппарата Полная версия Hd Quality Сварочный аппарат Pischematic2b Angelux It
. Ss Arc200 Китайская высококачественная принципиальная схема сварочного аппарата Инверторный сварочный аппарат Mma 200 Производитель Поставщик Fob Цена 35 0 62 0 долл. США Комплект сварочного аппарата Принципиальная схема Буксирный ремень 6l2t 14407 A 5pin 2010menanti Jeanjaures37 Fr Схема Принципиальная схема Инверторный сварочный аппарат Полная версия Hd Quality Welding Machine Diagramedsonk Jodenjoy It
Диаграмма Принципиальная схема сварки TIG Полная версия Принципиальная схема качества HD Tkwiring Mddiego It
ДиаграммаПринципиальная схема сварки Tig Полная версия Принципиальная схема качества HD Tkwiring Mddiego It
ДиаграммаПринципиальная схема Инверторного сварочного аппарата Полная версия Hd Br Fimenor Fr
Схема Инверторный сварочный аппарат Схема Полная версия Схема установки качества HD Aluminiumwiringl Temporaryshop24 It
Как сделать сварочный инвертор из блока питания компьютера Блог инструментов
Рекомендации по ремонту инверторных сварочных аппаратов Блог инструментов
Сварочный инвертор My Diy из лома Youtube
Ss Arc200 Китай Принципиальная схема сварочного аппарата Igbt Inverter Mma 200 Сварочный аппарат Zx7 Производитель Производитель Fob Цена составляет 35 0 62 0 долл. США за комплект
3-фазный сварочный трансформатор Pdf Dwnloadroute
Схема инверторной сварочной машиныПодключение к инверторному сварочному аппарату Pdf Сварочный аппарат Инверторный сварочный аппарат
Сварочный аппарат Telwin 140 Руководство по техническому обслуживанию Бесплатная загрузка Схемы Информация о ремонте Eeprom для электроинверторного сварочного аппарата Сварочный аппарат Дуговой сварочный аппарат
Сварочный аппарат Inverter Dc Ручные сварочные детали Zx7 Mos Инверторный сварочный аппарат Board Plate Инверторный сварочный аппарат Инверторный сварочный аппарат Aliexpress
Схема и схема крошечного и компактного Spot W Старший Youtube
Pdf Дизайн и конструкция инверторного сварочного аппарата Жан Боско Нкурунзиза Academia Edu
Схема электрических цепей инверторного сварочного аппарата Igbt
Схема электропитания Jpg сварочного аппарата Tig Схема инвертора DC в переменный ток Инверторный сварочный аппарат Tig Сварщик
000 Сварочный аппарат TigPlus Series Mma 200 Amp Stick Welding Inverter Портативный аппарат для дуговой сварки Китайский сварочный аппарат для дуговой сварки Сделано в Китае Com
Принципиальная схема Инверторный сварочный аппарат на 02 Grand Am Схема проводов для электросхемы Схема
Схема подключения для Peavey Patriot в 2020 году Схема инверторного сварочного аппарата Схема Инверторный сварочный аппарат
Igbt Zx7 200 Dc Инверторный сварочный аппарат MMA Ручной сварочный аппарат переменного тока 220 В, пригодный для использования в США Купить в Интернете на Островах Кука в Cook Desertcart Com Productid 7722506
Схема сварочного агрегатам. Схема подключения 3-позиционного диммерного переключателя с 5 лампами между переключателями S Tomosa35 Jeep Wrangler Waystar Fr
Igbt Zx7 200 Dc Инверторный аппарат для дуговой сварки Mma Ручной сварочный аппарат переменного тока 220 В Подходит для использования в США Купить онлайн в Танзании в Танзании Desertcart Com Productid 7722506
Принципиальная схема сварочного инвертора. Блок предохранителей Honda Capa. Схема электрических соединений.
. Принципиальная схема сварочного инвертора. Электрическая схема сварочного аппарата Схема электрических соединений электрического оборудования Seekic Com
[32+] Схема инверторного сварочного аппарата
Скачать изображений из библиотеки фотографий и изображений.Инверторный сварочный аппарат Igbt Принципиальная схема Сварочный аппарат Инвертор Dc Детали для ручной сварки Инверторный сварочный аппарат Zx7 MOS Сварочный аппарат для инвертора плиты Инверторный сварочный аппарат Инверторный сварочный аппарат Aliexpress Схема электросварочного аппарата Нажмите на переключатель зажигания Схема подключения Электросхема Схема Инверторный сварочный аппарат Схема Электропроводка с инверторным сварочным аппаратом PDF Сварочный аппарат Инверторный сварочный аппарат
. 3525 Принципиальная схема инверторного сварочного аппарата Страница 4 Line 17qq Com Инструкции Принципиальная схема сварочного инвертора Pdf Полная версия Принципиальная схема качества HD Pdf 101manualguide Hardfolk It Китайская печатная плата инверторного сварочного аппарата Ss Arc200 Китайская печатная плата сварщиков Сварочное оборудование
Схемы сварочного аппарата Сервисное обслуживание Manual Electronics Projects Circuits
Схема сварочного аппарата Service Manual Electronics Projects Circuits
3-фазный сварочный трансформатор Pdf Dwnloadroute
Index 1635 Принципиальная схема Seekic Com
Специальная высокочастотная и дешевая принципиальная схема сварочного аппарата Alibaba Com
Схема сварочного аппарата 9000t2 Принципиальная схема Полная версия Принципиальная схема качества HD Freeflowdiagram Mddiego ItДиаграмма Принципиальная схема дуговой сварки Полная версия Принципиальная схема качества HD Диаграммыi lkl Officinapab It
Схема электрических соединений инверторного сварочного аппарата
Как сделать индукционные печи для кухни Самостоятельно Индукционная печь Схема Как собрать Зачем нужна такая печь дома
Простой инвертор для аппаратов дуговой сварки С текущим удвоителем выпрямителя Semantic Scholar
Ss Arc200 Китай Высококачественная принципиальная схема сварочного аппарата Инверторный сварочный аппарат Mma 200 Производитель Поставщик Fob Цена 35 0 62 0 долл. США Комплект
Сварочный аппарат Inverter Dc Детали для ручной сварки Zx7 Mos Инверторный сварочный аппарат Доска плиты Инверторная сварка Аппарат Инверторный Сварочный Сварочный Аппарат Aliexpress
Схема подключения для Peavey Patriot В 2020 Схема Инверторного Сварочного Аппарата Инверторный Сварочный Аппарат
Схема Сварочных Инструментов 08 Блок предохранителей Saturn Vue для Схемы Электросхемы
Arc 180 Китай Инверторные сварочные аппараты постоянного тока Igbt с принципиальной схемой Производитель инверторного сварочного аппарата Поставщик Fob Цена 60 долларов США 90 0 шт. 1 Line 17qq Com
Ks 5335 Принципиальная схема инвертора Сварочные аппараты инвертораolar Mini Inverter Бесплатная схема
Инверторный сварочный аппарат с ШИМ-преобразователем с использованием нового типа Nct Semantic Scholar
Igbt Zx7 200 Dc Inverter Mma Arc Welder Manual Welder Use Ac 220V Fit Usa Интернет в Танзании В Танзании Desertcart Com Productid 7722506
349332 Сварочная схема инвертора Электронная книга Базы данных
Схема подключенияСварочный аппарат Новый Pdf
Сварочный инвертор Электросхема машины Электропроводка с инверторным сварочным аппаратом PDF Сварочный аппарат Инверторный сварочный аппарат
My Diy Сварочный инвертор из лома Youtube
Схема принципиальная схема Инверторный сварочный аппарат Полная версия Hd Quality Сварочный аппарат Diagramee Com Br Fimenor Fr
Принципиальная схема инверторного сварочного аппарата 02 Схема проводов Grand Am для принципиальных схем
Схема Схема инверторного сварочного аппарата Полная версия Схема аппарата высокого качества Aluminiumwiringl Temporaryshop24 It
Объяснение настроек сварочного аппарата MIG (с диаграммой)
Растущее движение «Сделай сам» означает, что сейчас гораздо больше людей занимается сваркой.
Я считаю, что это здорово, но есть один недостаток…
Есть много людей со сварочными аппаратами, у которых нет формального образования.
Это означает, что некоторые люди не понимают некоторых тонкостей, которые сварщики узнают в школе.
Одна из этих деталей – установка правильных параметров вашего нового сварочного аппарата MIG для выполняемой работы.
Вы, вероятно, пришли сюда по этой причине, поэтому я объясню основные настройки MIG и способы их регулировки.
Теперь давайте настроим машину как следует…
Перед настройкой элементов управления MIG
Для этого нужно больше, чем просто взять машину MIG и повернуть ее.
Ваши настройки MIG, как и настройки любого сварочного процесса, сильно зависят от выполняемой вами работы.
Не существует универсального набора настроек, который всегда применяется. Сварка – это индивидуальное ремесло, и оно зависит от множества переменных.
Какой у вас материал?
Различные материалы имеют разные характеристики в отношении тепла и электричества.Очень важно, какой материал вы свариваете. Характеристики мягкой стали сильно отличаются от характеристик алюминия.
Алюминий не плавится при той же температуре, что и низкоуглеродистая сталь, и не проводит электричество и не удерживает тепло в такой же степени, как нержавеющая сталь или титан.
Прежде чем вы сможете начать, вы должны выбрать правильный процесс и позаботиться о механической и технической настройке. Выбранный вами провод, защитный газ и настройки машины зависят от материала.
Низкоуглеродистая сталь, алюминий и нержавеющие или никелевые сплавы являются наиболее часто используемыми металлами в процессе MIG. Это основной металл, который можно найти в доме и в автомобилях.
Насколько толстый металл?
Зная толщину металла, вы знаете, что если ваш сварщик способен выполнить свою работу, вы можете выбрать правильную электродную проволоку и подходящий защитный газ.
Вы можете спланировать свой подход к проекту в отношении зажима, угла подвода, охлаждения, работы с рабочим циклом сварщика и других практических решений.
Вы устанавливаете силу тока в соответствии с толщиной металла. Следовательно, вы должны знать, какой толщины у вас металл.
Общее практическое правило: на каждые 0,001 дюйма стали требуется 1 ампер мощности.
Stainless требуется на 10-15 процентов меньше тока, а алюминию – примерно на 25 процентов больше.
Итак, сколько ампер нужно для сварки стали 3/8 дюйма?
Для низкоуглеродистой стали толщиной 1/8 дюйма и толщиной 0,125 дюйма хорошим началом будет 125 ампер.
Толщина 3/8 дюйма равна 0.375 (3 x 0,125), так разве для этого нужно 375 ампер? Некоторые сварочные аппараты заявляют, что сваривают 3/8-дюймовую сталь при токе всего 170-200 ампер. Как такое возможно?
Во-первых, это приблизительные цифры. Они только ставят вас в центр внимания.
Во-вторых, производители прибегают к волшебству, чтобы получить эти числа для рекламы производительности. Они скашивают края стыка, чтобы уменьшить толщину. Таким образом, меньший ток может сделать такой же сварной шов за один проход.
Защитный газ и электродная проволока
Для получения хороших результатов необходимо использовать подходящий защитный газ и электрод.На этот выбор сильно влияют состав и толщина материала.
Некоторые комбинации проволоки и газа, обычно встречающиеся при сварке MIG:
- Низкоуглеродистая сталь – проволока ER70s и соотношение аргона к CO2 75/25%
- Нержавеющая сталь – проволока ER308L и 98% аргона с 2% CO2
- Алюминий – провод ER4043 и 100% аргонное экранирование
Размер провода выбирается в соответствии с настройкой силы тока, которая, в свою очередь, зависит от толщины материала.Вот наиболее часто используемые размеры проволоки при сварке MIG.
Обратите внимание, что эти размеры перекрываются в каждом текущем диапазоне. Это дает вам выбор в отношении того, что лучше всего подходит вашему сварщику и вашей технике.
- 0,023 – 30-130 ампер
- 0,030 – 40-145 ампер
- 0,035 – 50-180 ампер
- 0,045 – 75-250 ампер
Рекомендации по оборудованию
Качественное сварочное оборудование упрощает жизнь. Например, для сварки алюминия сварочным аппаратом MIG лучше установить катушку для бесперебойной подачи проволоки.Убедитесь, что ваш баллон защитного газа полон, а соединения чистые и надежные.
Некоторые сварочные аппараты MIG автоматизируют большую часть процесса настройки, что упрощает настройку.
Встроенные цифровые меню и входные переменные, такие как тип и толщина материала, автоматически настраивают сварочный аппарат MIG.
Вам все равно нужно будет загрузить правильный провод и газ, но некоторые из сложных настроек сделают за вас.
Ознакомьтесь с нашим Руководством для сварщиков MIG для получения информации о некоторых из этих машин.
Подготовьте деталь
Для получения отличных результатов сварки, повторяемых, ваш металл должен быть готов к работе.
Подготовительные слесарные работы включают:
- очистка
- Удаление накипи
- шлифовальный
- обезжиривание
- зажим
Настройки не позволяют добиться хороших сварных швов; они просто делают возможными хорошие сварные швы. Но только если вы сделаете все остальное.
Три вещи, которые следует помнить о совместной подготовке:
- Чистый шов, чистый валик
- Настройки для грязного металла неприменимы к чистому металлу
- Меньше масла или краски, чтобы загореться, значит меньше думать о
Настройки для сварки MIG для низкоуглеродистой стали
А теперь… давайте сделаем некоторые настройки…
Для простоты я буду придерживаться настроек для низкоуглеродистой стали по большей части, потому что это, безусловно, самый свариваемый металл на планете.
Я буду упоминать алюминий или другие материалы, когда они уместны.
Какие настройки MIG имеют наибольшее значение?
Хотя у вашего сварщика может быть хороший набор настроек, важно понимать, что большинство из них предназначены для точной настройки.
Остальное определяют три основных параметра. Вот эти базовые настройки:
- Уровень напряжения
- Скорость подачи проволоки (WFS)
- Тип и норма защитного газа
Вы хотите создать правильный тепловой режим на сварном шве, чтобы дуга была гладкой, исключалась разбрызгивание и увеличивалось проплавление.
Эти настройки также определяют тип переноса для наплавки металла. Подробнее о типах передачи MIG читайте здесь.
1. Уровень напряжения
Источник питания MIG – это система постоянного напряжения. Как только он будет установлен на заданном уровне, напряжение не будет сильно отклоняться. Напряжение определяет длину дуги, а также высоту и ширину валика.
Точная настройка напряжения – это процесс проб и ошибок. Это проверяется осмотром борта на предмет дефектов. Я включил таблицу ниже, чтобы помочь вам выбрать напряжение, осмотрев шарик.
2. Скорость подачи проволоки
Скорость подачи проволоки (WFS) влияет на уровень нагрева. Он измеряется в дюймах в минуту (IPM). Если скорость подачи низкая, зона сварки может быть слишком холодной для хорошего проплавления.
Более высокая скорость подачи обеспечивает лучший контакт между проволокой и сварочной ванной. Повышение текущего уровня и создание слишком большого количества тепла приводит к разбрызгиванию.
Уровень напряжения и скорость подачи должны быть сбалансированы относительно друг друга.
Если искры разлетаются повсюду и у вас есть брызги размером со сварочную проволоку или больше, возможна одна из двух ситуаций:
- Слишком много WFS для настройки напряжения
- Слишком низкое напряжение для настройки WFS.
Если дуга снова загорится внутри наконечника, возможна одна из двух ситуаций:
- Слишком большое напряжение для настройки WFS
- Foo little WFS для настройки напряжения ».
Есть еще один важный фактор, влияющий на скорость подачи проволоки: расстояние, на которое электродная проволока выходит из контактного наконечника горелки MIG.
Это расстояние называется вылетом электрода (ESO) и является ограничивающим фактором. Во время сварки вам необходимо поддерживать постоянное расстояние над продуктом, иначе вы не сможете добиться стабильных результатов с помощью выбранных настроек.Сформируйте привычку часто проверять дистанцию ESO.
3. Тип и расход газа
Скорость потока, объем и тип защитного газа определяют тип передачи в сочетании с напряжением и скоростью подачи проволоки.
Более высокая концентрация гелия или аргона делает дугу более горячей. Весь смысл защитного газа заключается в защите дуги и сварочной ванны от кислорода. Природа потока газа под давлением означает эксперименты и анализ. Другими словами, методом проб и ошибок.
Газ измеряется в кубических футах в минуту (CFM), и сквозняки, ветер или температура в баллонах влияют на результаты.
Может быть, когда все будет по-прежнему, 5 кубических футов в минуту будет достаточно, чтобы надежно защитить сварной шов. Но оставьте дверь открытой, и сквозняк может сдувать газ с такой скоростью, поэтому вам, например, нужно перейти на 35 кубических футов в минуту.
Однако, если давление газа в сварном шве слишком велико, вы можете втянуть кислород в плазму дуги и загрязнить валик, вызывая пористость.
Таблица настроек сварки MIG – скорость и напряжение проволоки
Таблица настроек MIG на основе выбора провода – получите полноразмерный PDF-файл для печати здесь.Есть много таблиц настроек MIG, доступных от производителей, все они различаются.
Вот таблица настроек, которую я составил, это общее руководство, которое поможет вам начать работу. Помните, что это всего лишь руководство.
Всегда проверяйте настройки на куске металла. Возможно, вам придется набрать их, в зависимости от ваших настроек.
Что говорит вам сварной шов о настройках MIG
Внешний вид сварного шва сообщит вам, нужно ли изменить настройки.Еще один способ проверить настройки MIG – это проверить сварной шов.Он скажет вам, что ему нужно. Обратите внимание…
- Обычный борт : Хорошее проникновение в основание, плоский профиль, подходящая ширина и хорошее сцепление на концах.
- Установлен слишком низкий ток : Узкий, возможно, выпуклый валик с плохой привязкой на концах.
- Слишком высокий ток : Плохое зажигание дуги, слишком широкий валик, прожог, большое количество брызг и плохое проплавление.
- Слишком быстрое движение : Слишком быстрое движение рукой с дугой приводит к узкому выпуклому валику, недостаточному закреплению на концах, плохому проникновению и непоследовательному валику.
- Слишком медленное движение : Слишком медленное движение добавляет слишком много тепла, в результате чего валик становится слишком широким и плохо проникает.
- Слишком длинная дуга : Вызвано слишком большим напряжением. Длинная тонкая дуга, плохой провар и турбулентность сварочной ванны.
- Нет защитного газа : Отсутствие защитного газа вызывает пористость и образование мелких отверстий в валике.
Теперь вы знаете
Некоторых может разочаровать, узнав, что нет быстрого и простого ответа на вопросы, с которыми вы сталкиваетесь.Боюсь, что когда дело доходит до сварки, это характер игры.
Воспринимайте эту информацию и эти таблицы не как Евангелие или как науку. Это просто место для начала. Остальное ваше дело зависит от вас. Это только рекомендации. Следите за сварочной лужей и осматривайте валики.
Вы занялись ремеслом. По своей природе рукоделие не является научным. Это вызов, и в большинстве случаев единственная награда – тихая победа над последней вредной привычкой.
Схема, Расчет, Необходимое оборудование, Монтаж Как сделать сварочный аппарат постоянного тока
Сейчас трудно увидеть ведение каких-либо работ с металлом без использования сварочного аппарата.Это устройство свободно режет или соединяет железные детали независимо от их толщины и размеров. Чтобы сделать сварку, нужно иметь определенные навыки, ну и собственно сам прибор. Его можно купить, можно нанять сварщика для необходимых работ, а можно сделать агрегат своими руками.
Типовая схема сварочного аппарата и его виды
Перед тем, как создать сварочный аппарат в домашних условиях, следует разобраться с его устройством.
Основным элементом сварочного аппарата, из которого он состоит, является трансформатор, который питает дугу устройства, регулируя переменное напряжение и контролируя качество и значение тока.
Конструкция стандартных сварочных аппаратов очень разнообразна, но можно выделить следующие основные типы:
- Аппарат переменного тока;
- Постоянный ток;
- Трехфазный;
- Инвертор.
Сварка постоянным током обычно применяется при работе с толстыми материалами, автомобильной и кровельной сталью.
Аппараты для дистанционной сварки и сварки на переменном токе надежны, неприхотливы в эксплуатации, имеют большой вес и очень чувствительны к перепадам напряжения.Если она упадет ниже 200 вольт, работать будет сложно, возникнут проблемы с зажиганием и поддержанием дуги.
Эти сварочные аппараты очень похожи по своей конструкции и если у нас сварка на переменном токе, то она немного видоизменяется, мы получаем устройство для работы с постоянным током.
Что касается инверторов, то благодаря использованию электронных компонентов их вес стал намного легче. Они не боятся перепадов напряжения, но при этом очень чувствительны к перегреву.С такими приспособлениями нужно работать аккуратно, иначе они могут сломаться.
Сварочный аппарат переменным током самодельный
Сварочный аппарат с регулируемым током – одна из самых распространенных моделей. Это самый простой в использовании и легко собираемый дом по сравнению с другими типами сварщиков.
Что для этого понадобится:
- Провода для вторичной и первичной обмотки;
- Свеча для намотки;
- Понижающий трансформатор (Латру можно взять).
Какие провода нужны? Оптимальное напряжение при работе создаваемого им аппарата составляет 60В при оптимальном токе – 120-160А. Исходя из этого, мы понимаем, что минимальное сечение медных проводов для намотки первичной обмотки должно составлять 3-4 квадратных метра. мм. Оптимальный – 7 кв. мм, с учетом возможных дополнительных скачков нагрузки и напряжения.
Нельзя использовать провода с изоляцией из ПВХ или резины, так как они могут перегреться и вызвать замыкание.
Если нет провода нужного сечения, можно использовать тонкие жилки, намотанные вместе. Правда, толщина намотки увеличится, что повлечет за собой увеличение габаритов самого устройства. Для изготовления вторичной обмотки можно взять толстый медный провод, состоящий из множества жил.
Самодельный сердечник изготавливается из листа трансформаторной стали, толщина которого должна быть от 0,35 мм до 0,55 мм. Их необходимо сложить так, чтобы у сердечника была необходимая толщина, а затем закрепить устройство болтами по углам.По окончании работ поверхность плит следует обработать надфилом и сделать утеплитель.
Затем начинается намотка. Изначально первичный (можно сделать около 240 витков). Для того, чтобы иметь возможность регулировать ток, нужно сделать несколько отводов с примерным шагом в 20-25 сантиметров.
Сколько меди нужно для вторичной обмотки? Обычно количество витков 65-70. Сечение провода – 30 – 35 кв. Мм. Как и в случае с первичной обмоткой, для контроля тока нужно сделать отводы.Изоляция проводки должна быть надежной и отводящей тепло.
Обмотка выполнена в одном направлении и в каждом из них изолирована. Концы намотки крепятся болтами к пластине и можно считать, что самодельный сварщик готов.
Если нужно увеличить силу тока – в этом случае может помочь вольтоддавод или можно сделать вручную, уменьшив количество витков первичной обмотки и переключив провод на контакт с меньшим количеством витков.
Создавая сварочный аппарат, нужно не забыть его заземлить, по технике безопасности.А также всегда нужно следить, чтобы сварочный аппарат не перегревался!
Простой сварочный аппарат на постоянном токе
Для сварки чугуна и нержавеющей стали вам понадобится постоянный аппарат. Его можно создать за 15 минут, если есть прибор на переменном токе. В этом случае будет модернизировано существующее устройство.
Переделка смены будет подключена к вторичной обмотке выпрямителя, которая собрана на диодах.Диоды должны в свою очередь выдерживать ток в 200 А и хорошо остывать.
Выпрямитель лучше справится со своей работой, если использовать конденсаторы с напряжением 50В и специальный дроссель для регулировки тока.
Что нужно знать, подключая устройство к сети на постоянное место:
- Обязательно используйте выключатель, который в любой момент может отключить устройство от сети;
- Сечение провода для подключения должно быть больше или равно 1.5 кв. мм, а ток потребления в первичной обмотке – не более 25 А.
Схема сварщика такова, что он время от времени отдыхает. И не важно, что там полуавтомат, или ручник. Однако если прибор работает на электродах диаметром менее 3 мм, то его можно не прерывать.
Инвертор: как сделать сварочный аппарат своими руками
В одиночку инвертор можно собрать из мелких деталей и проводки от советского ТВ или пылесоса.
Характеристики преобразователя:
- Устройство работает с постоянным током и его плавной регулировкой от 40 до 130 А;
- Наибольший ток первичной обмотки – 20а, применяемые электроды должны быть не более 3 мм;
- Электрический держатель должен иметь кнопку, подающую напряжение на устройство.
Все элементы инвертора расположены на специальной печатной плате, а для лучшего отвода тепла от диодов закреплены на специальном радиаторе, прикрученном к плате.Сама доска обычно изготавливается из стекловолокна, толщиной примерно 1,5 мм.
Для дополнительного охлаждения контура можно использовать вентилятор, закрепленный непосредственно на корпусе, в котором находится инвертор.
С помощью такого аппарата можно смело готовить цветные и черные металлы, заготовки из тонкого листа.
Трехфазные сварочные аппараты обычно применяют для сварки в производственных условиях, поэтому делать их дома не имеет смысла.
Особой популярностью пользуются электрики Тимвала, Буденого и тиристоры.
Советы, как сделать сварочный аппарат в домашних условиях: точечная сварка
Одной из самых удобных и экономичных мини-сковородок в последнее время стал точечный контактный метод. В быту такая вещь используется для ремонта бытовой техники и сварочных аккумуляторов.
Нагрев происходит с помощью импульса, а момент импульса не превышает одной десятой секунды, то есть все происходит очень быстро.
Создаёт такого минисмена с помощью трансформатора из старой микроволновки, который будет дорабатываться в процессе создания машины. Цель – получение кратковременного импульса не менее 1000А.
Уточнение происходит так:
- С трансформатора снято все, кроме сердечника и первичной обмотки;
- Провод сечением не менее 100 квадратных метров вклинивается в место вторичной обмотки.мм;
- Тут главное очень плотно намотать провод на сердечник.
В итоге на выходе должно быть около 5 вольт, но если мощность слишком мала, можно взять другой трансформатор. После этого еще раз проверьте натяжение. Если он не более 2000 А – микроволновая печь готова к работе.
Никакая работа с железом без сварочного аппарата не обойдется. Он позволяет вырезать и соединять металлические детали любого размера и толщины. Удачное решение – производить сварку своими руками, ведь хорошие модели стоят дорого, а дешевые – низкого качества.Для реализации идеи самостоятельного производства сварщику необходимо приобрести специальное оборудование, позволяющее проверить навыки качественного специалиста в реальных условиях.
Виды и характеристики инструмента
После того, как будут соблюдены все необходимые условия для подготовительного этапа с возможностью изготовления сварочного аппарата своими руками. Сегодня существует множество концептуальных схем, по которым можно изготовить устройство. Действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на принадлежность аппарата к трансформаторному типу. Важной характеристикой этого устройства является работа от сети переменного тока, что позволяет использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество сварных соединений. Аппарат данного типа легко найдет себе применение в быту. При обслуживании недвижимого имущества, находящегося в частном секторе.
Для сборки такого устройства необходимо иметь:
- Около 20 метров кабеля или кабеля большого сечения.
- Металлическое основание с высокой магнитной проницаемостью, которое будет использоваться в качестве сердечника трансформатора.
Оптимальная конфигурация жилы имеет базовую часть П-образной формы. Теоретически сердечник любой другой конфигурации легко увидеть, например, круглую форму, взятую из вышедшего из строя статора электродвигателя.Но на практике выиграть обмотку по аналогичной причине гораздо сложнее.
Площадь поперечного сечения сердечника самодельного сварочного аппарата самодельного образца составляет 50 см 2. Этого будет достаточно для применения при установке стержня диаметром от 3 до 4 мм. Использование большего сечения приведет только к увеличению массы конструкции, а эффективности вышеперечисленного устройства не будет.
Инструкция по изготовлению
Для первичной обмотки необходимо использовать медную проволоку с высокими показателями термического сопротивления, так как при выполнении сварочных работ она будет подвергаться воздействию высоких температур. Используемый провод должен быть с изоляцией из стекловолокна или хлопка. предназначен для стационарного использования в высокотемпературной зоне.
Для намотки трансформатора не допускается использование провода с ПВХ изоляцией, который при нагревании моментально приходит в негодность. В некоторых случаях изоляция обмотки трансформатора выполняется самостоятельно.
Для выполнения этой процедуры нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, разрезать ее на полосу шириной около 2 см, намотать на подготовленную проволоку и пропитать повязку любым лаком с электрическими свойствами.Такая изоляция на термоКракеристах не уступит ни одному заводскому аналогу.
Мойте змеевики по определенному принципу. Изначально половина первичной обмотки – это обмотка, которая следует за половиной вторичной обмотки. Затем переходите ко второй катушке, используя ту же технику. Для улучшения качества изоляционного покрытия между слоями обмоток вставляются фрагменты картонных лент, стеклопластика или прессованной бумаги.
Установочное оборудование
Далее следует настроить.Делается это путем включения оборудования в сеть и снятия проб напряжения со вторичной обмотки. Величина напряжения на нем должна быть от 60 до 65 вольт.
Точная подгонка параметров осуществляется за счет уменьшения или увеличения длины намотки. Для получения качественного результата значение напряжения на вторичной обмотке следует отрегулировать под заданные параметры.
Первичная обмотка готового сварочного трансформатора подключается к кабелю из стеклопластика или проводу SWRPS, который будет использоваться для подключения к сети.Один из выводов вторичной обмотки подается на вывод, к которому в дальнейшем будет подключена «масса», а второй – на вывод, подключенный к кабелю. Последняя процедура завершена, и новый сварочный аппарат готов к работе.
Производство малогабаритных заполнителей
Для изготовления небольшого сварочного аппарата легко подойдет автотрансформатор от телевизора Советского ТВ. Его легко можно использовать для получения вольт дуги. Чтобы получилось правильно, между выводами автотрансформатора подключены графитовые электроды. Эта простая конструкция позволяет выполнять несколько несложных сварочных работ, например:
- Изготовление или ремонт термопар.
- Нагреть до максимальной температуры изделий из высокоуглеродистой стали.
- Наплавка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, имеет существенный недостаток. Использовать его необходимо с соблюдением дополнительных мер предосторожности. Не имея гальванической связи с электрической сетью, он представляет собой довольно опасное устройство.
Оптимальные параметры автотрансформатора, подходящие для создания сварочного аппарата, учитывают выходное напряжение от 40 до 50 вольт и малую мощность от 200 до 300 ватт. Это устройство способно вырабатывать от 10 до 12 ампер рабочего тока, чего хватит при сварке проволок, термопар и других элементов.
В качестве электрода для мини сварочного аппарата, созданного своими руками, можно использовать Гриджели из простого карандаша. Держатели для импровизированных электродов могут служить клеммами, которые есть на разных электроприборах.
Для производства сварочных работ держатель подключается к одному из выходов внешнего вида, а свариваемый элемент – к другому. Ручку держателя лучше всего делать из стеклопластиковой шайбы или из другого жаропрочного материала. Следует отметить, что дуга такого устройства действует довольно кратковременно, не позволяя перегреть используемый автотрансформатор.
DC потребует наличия источника высокой мощности, преобразующего стандартное напряжение бытовой сети и обеспечивающего постоянство значения электротока для зажигания и поддержания электрокардума.Сварочный аппарат
на постоянном токе имеет ряд преимуществ: мягкое зажигание дуги и возможность соединения тонкостенных деталей.
Схема сварки
Блок питания устанавливается в корпус из пластмассы или листового металла. Блок питания агрегата оснащен всеми необходимыми для работы компонентами: разъемами, переключателями, клеммами и регуляторами. Агрегат агрегата для выполнения сварных работ оборудован специальными держателями и колесами для транспортировки.
См. Также:
Основным условием при проектировании агрегата, используемого для сварки, является понимание принципа работы устройства и сути самого процесса сварки. Чтобы описать сварочный аппарат, необходимо понимать принципы зажигания и горения электродов, а также основы принципов плавления сварочного электрода.
Источник питания высокой мощностивключает в себя такие компоненты, как: выпрямитель
- ;
Инверторы- ;
- трансформатор тока и напряжения;
Регуляторы- , способствующие улучшению качественных характеристик получаемых электродов;
- продвижение.
Основным элементом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Вернуться в категорию
Трансформатор сварочный
Сварочный аппарат постоянного тока в своей конструкции включает в себя трансформатор как основной элемент, снижающий нормальное сетевое напряжение с 220 В до 45-80 В.
Этот элемент конструкции работает в дуговом режиме с максимальной мощностью.
Используемые в конструкции трансформаторы должны выдерживать при работе большие значения токов, номинальное усилие которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать секвенсорам, обеспечивающим режимы дуговой сварки.
Некоторые самодельные трансформаторные сварочные аппараты просты по конструкции. Они отсутствуют для настройки текущих параметров. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- с помощью узкоспециализированного регулятора;
- путем переключения количества витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод из пластин трансформаторной стали;
У- две обмотки – первичная и вторичная, на этом трансформаторном элементе имеются выводы для подключения устройств регулировки параметров рабочего тока.
Трансформатор, используемый в сварочном аппарате, не имеет регулирующих устройств, обеспечивающих регулировку тока и ограничение его на рабочей обмотке.Первичная обмотка сварочного трансформатора оснащена выводами для подключения цепей управления и устройств, позволяющих настраивать сварочный аппарат в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора – магнитопровод. Чаще всего при проектировании самодельных сварочных аппаратов используют магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции.Основные параметры, характеризующие магнитопровод, следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводах;
- уровень напряжения на входе и выходе устройства;
- потребление тока;
- максимальный ток, полученный на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего образованию дуги, а также приспособление, которое способствует образованию высококачественного сварного шва.
Вернуться в категорию
Возможные детали при создании сварочного аппарата
При создании аппарата для сварки своими руками стабильность электрического разряда достигается за счет постоянного потенциала. Стабильность дуги обеспечивает качество швов. Постоянство потенциала достигается применением мощных выпрямителей, исполнение которых осуществляется на диодах, выдерживающих токи до 200 А, например ИН-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественных теплопотерь массивных радиаторов.Это обстоятельство требуется учитывать при изготовлении конструкции конструкции. Лучшим вариантом при создании дизайна будет использование диода спец. Диоды можно устанавливать параллельно, что позволяет значительно увеличить выходной ток.
Собирая своими руками конструкцию, требуется подкорректировать все ее составляющие. При неудачном выборе или неверном расчете конструкция может сказаться на качестве сварки.
Иногда при соответствующем подборе деталей и комплектующих можно получить поистине уникальное устройство, которое имеет мягкий и легкий поджиг электрического разряда, а сварку деталей можно проводить даже с очень тонкими стенками, практически с полным отсутствие разбрызгивания жидкого металла.
Вернуться в категорию
Принципиальная схема самодельного сварочного агрегата
Можно сделать самодельный сварочный аппарат на базе транзисторного или тиристорного управления. Тиристоры надежнее. Эти элементы конструкции управления способны выдерживать замыкание на выходе и могут быстро выходить из этого состояния. Эти компоненты системы управления не требуют установки мощных радиаторов охлаждения. Это связано с тем, что элементы конструкции имеют низкую теплоотдачу.
Система управления, созданная на транзисторах, способна намного быстрее покинуть рабочую станцию, так как транзисторы значительно быстрее в случае перегрузок и более капризны в работе. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления на основе этих элементов имеет следующие преимущества:
- плавная регулировка;
- наличие ДК.
При сварке стали толщиной 3 мм расход около 10 А.Сварка током подавляется нажатием специального рычага на вилке, удерживающей электрод.
Данная конструкция позволяет повысить безопасность в процессе работы, работая с высоким напряжением, что обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности есть возможность проведения сварки с очень тонким листовым металлом.
Сварочный аппарат – довольно популярный аппарат как среди профессионалов, так и среди мастеров домашнего изготовления.Но для домашнего использования Иногда нет смысла покупать дорогой агрегат, потому что он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основным элементом любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно узнать из старой ненужной бытовой техники и сделать из нее самодельный сварочный аппарат.Но в большинстве случаев трансформатор требует небольшой доработки. Есть несколько способов сделать сварщика, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, извлеченных из ненужной СВЧ печи. Микроволновку легко найти друзей, знакомых, соседей и т. Д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то прибор получится с более высокими показателями тока.
Итак, трансформатор, снятый с СВЧ, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Секундомер Он имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригоден для сварки, необходимо его снять и заменить провод на большее сечение. Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой точностью, чтобы случайно не задеть пилу первичной обмотки.
Если катушка спинномозговая, ее остатки необходимо удалить из магнитопровода. Эта задача будет значительно облегчена, если просверлить обмотки для снятия напряжения с металла.
Проделайте те же операции с другим трансформатором. В результате у вас будет 2 части, у которых первичная обмотка на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички потребуется закупить 11-12 метров проволоки. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Для изготовления сварочного аппарата на каждый трансформатор необходимо намотать 18 витков (6 рядов по высоте и 3 слоя по толщине).
Оба трансформатора можно оплетать одним проводом или по отдельности. Во втором случае катушки должны подключаться последовательно.
Обмотка должна быть очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому вырезу деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко прокаливает металл толщиной 2 мм, электроды с диаметр 2.5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода аппарат должен остыть в течение 20-30 минут.
Тонкий металлический блок, сделанный из микроволновой печи, не подойдет, так как он его порежет. Для регулировки силы тока сварного шва можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стальной проволоки определенной длины (подбирается экспериментально), который подключается к обмотке низкого напряжения.
Variable Tock
Это наиболее распространенный тип сварочных аппаратов для металла. Сделать его в домашних условиях несложно, а в эксплуатации он неприхотлив. Но основным недостатком аппарата является большой вес понижающего трансформатора , который составляет основу агрегата.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечивать силу тока в 120-160 А. поэтому для Разрешения , к которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2.Но идеальный вариант – это проводник сечением 7 мм 2. При таком сечении перепадов напряжения и возможных дополнительных нагрузках устройство не будет страшно. Из этого следует, что возобновителю нужен провод диаметром 3 мм. Если взять алюминиевый проводник, расчетное сечение умножается на коэффициент 1,6. Для обновленного потребуется медная покрышка сечением не менее 25 мм 2
Очень важно, чтобы проводник обмотки был покрыт ветошью изоляцией, так как традиционный ПВХ оболочка при нагревании плавится, плавится, что может вызвать межконтактное закрытие.
Если вы не нашли провод с нужным сечением, то его можно сделать самому Из немногих более тонких жил. Но при этом значительно увеличится толщина провода и, соответственно, габариты агрегата.
Первым делом изготавливается база трансформатора – сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти пластины должны иметь толщину 0,35-0,55 мм. Шпильки соединительные пластины необходимо хорошо изолировать от них.Перед сборкой жилы рассчитываются ее размеры, то есть размер «окон» и площадь поперечного сечения жилы, так называемая «жила». Для расчета площади используется формула: S см 2 = a x B (см. Рис. Ниже).
Но из практики известно, что если сделать сердечник площадью не более 30 см 2, то на таком устройстве будет сложно получить качественный шов из-за отсутствия блока питания. Да и он очень быстро нагреется.Поэтому сечение сердечника должно быть не менее 50 см 2. Несмотря на то, что масса агрегата увеличится, он станет более надежным.
Для сборки сердечника лучше использовать М-образные пластины И разместить их, как показано на следующем рисунке, пока толщина детали не достигает желаемого значения.
Пластины в конце сборки должны быть медными (по углам) с болтами, затем очистить файл и изолировать тканевой изоляцией.
Теперь можно запустить обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% на 60%. Это означает, что на той стороне, где размещается первичный элемент, должно быть меньшее количество повторений. Из-за этого при сварке сварка обмотка, имеющая большее количество витков, будет частично отключаться из-за возникновения вихревых токов. Это повысит силу тока, что положительно скажется на качестве шва.
Когда намотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению на 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для приготовления чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 выдерживающими 200А. Их необходимо установить на радиаторы отопления. Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. В этой электросхеме также есть регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам x5 и x4, в зависимости от толщины подключаемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера невозможен. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так что, если вы сделаете инвертор своими руками, его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо устанавливать на радиаторы без использования контактных площадок. Для охлаждения деталей желательно использовать мощный вентилятор , например THERMALTAKE A2016.Несмотря на собственные небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об / мин. Также в вентилятор встроен револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), которую можно изготовить из аппарата, размещенного в корпусе БП.
На следующих фотографиях показано, из каких компонентов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Сварщик от электродвигателя
Чтобы сделать простой сварочный аппарат из статора электродвигателя, необходимо выбрать сам электродвигатель, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, так как он будет иметь большое окно магнитопровода.
Получить нужный статор можно в местах приема металлолома. Как правило, он очищается от проводов и после пары ударов кувалдой раскалывается. Но если корпус из алюминия, то для снятия магнитопровода необходимо будет присоединить статор .
Подготовка к работе
Подложите статор отверстием вверх и вниз под деталь из кирпича. Затем сложите дрова внутрь и сожгите их. После пары часов магнитные трубки легко отделяются от корпуса.Если в корпусе есть провода, то их тоже можно вынуть из паза после термообработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть тонкой маслянистой И дайте ей высохнуть. Чтобы ускорить процесс, можно использовать тепловую пушку. Пропитка лака делается для того, чтобы после снятия стяжки пакет не происходил.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку, установленную на нем.Если стяжку не снимать, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагревом.
После очистки магнитопровода от лишних деталей необходимо будет изготовить двухстороннюю футеровку (см. Рисунок ниже).
Материалом для их изготовления может служить картон или пресс-пролет. Также из этих материалов нужно сделать два рукава. Один будет внутренним, а второй – наружным.Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- вся эта конструкция обернута перелетной или стеклянной скамейкой;
- Полученную деталь смажьте лаком и просушите.
Изготовление трансформатора
После действий, описанных выше, сварочный трансформатор можно изготовить из магнитопровода. Для этих целей нужен провод, покрытый тканевой или стеклянной изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2 мм.5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты производятся следующим образом.
- На сердечнике должны быть размещены 20 витков провода диаметром не менее 1,5 мм, после чего на него необходимо подать напряжение 12 В.
- Измерьте ток, протекающий в этой обмотке. . Значение должно быть около 2 А. Если оказалось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2а, то уменьшить.
- Рассчитайте количество витков витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков необходимо для 1 по напряжению.
Для первичной обмотки Подходит проводник диаметром 2,36 мм, который необходимо сложить. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но перед этим нужно рассчитать сечение жил в скрутке. Сначала нужно намотать первичную обмотку (220 В), а затем – вторичную.Его провод необходимо изолировать по всей длине.
Если во вторичной обмотке сделать демонтаж на месте, где получается 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если уложены обе обмотки, и в такой конструкции есть свободное место, можно добавить 4 медные шины (40 х 5 мм).В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для производственного ящика Не рекомендуется использовать металл. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутренней «начинки».Работает он очень просто, и сделать его своим не составит большого труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один СВЧ трансформатор мощностью 700-800 Вт. С него нужно снять вторичную обмотку способом, описанным выше в разделе, где изготовление рассматривался сварочный аппарат от СВЧ.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделайте 2–3 витка внутри кабеля манитопровода с диаметром жилы не менее 1 см.Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичную обмотку мы получим напряжение 2 В при токе около 800 А. Этого хватит, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее следует сделать корпус для аппарата .В качестве основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависеть от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно удалить с помощью ручного фрезерования с установленной на нем кромкорезной фрезой.
- На одной части сварочных клещей нужно вырезать небольшой клин . Благодаря ему галочки смогут подняться выше.
- Вырежьте отверстие в задней стенке корпуса для переключателя и сетевого провода.
- Когда все детали готовы и загрунтованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Металлическая дверная ручка тоже понадобится.
- Если у вас нет ножки и медного стержня, а также медных хомутов, то детали необходимо приобретать.
- Из медной проволоки нарежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фотографиях.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора.Второй сетевой провод подключается к первой клемме переключателя. Затем нужно прикрепить провод ко второму выводу переключателя и подключить его к другому выходу первичной обмотки. Но по этому проводу надо взять и установить в нем СВЧ . Он будет выполнять роль сварочной кнопки. Эти провода должны быть достаточной длины, чтобы на конце клещей можно было поставить прерыватель.
- Закрепите крышку устройства на стойках и задней стенке с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать клещи для сварки. Сначала просверлите их концы по отверстию, в которое будут вкручиваться шурупы.
- Затем закрепите выключатель на конце.
- Вставьте плоскогубцы в корпус, предварительно вставив между ними для совмещения квадратной планки. Просверлите клещи в боковых стенках отверстия и вставьте в них длинные гвозди, которые будут служить топорами.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней находились напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, закрутите 2 винта и закрепите на них резинку, как показано на следующих фотографиях.
- Включите прибор, подсоедините электроды и нажмите кнопку «Пуск». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки агрегата можно взять металлические шайбы и приварить их.
В данном случае результат был положительным. Поэтому создание аппарата для точечной сварки можно считать законченным.
Сегодня сложно представить строительство и создание различных металлоконструкций без применения сварочных трансформаторов. Высокая надежность конструкций конструкций и простота исполнения позволили сварочному аппарату прочно занять место в арсенале любого строителя.Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может отвечать определенным запросам и требованиям. Поэтому многие пытаются сделать трансформатор сварочный. Изготовление сварочного трансформатора своими руками проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Чтобы понять весь процесс изготовления трансформатора для сварки своими руками, необходимо понимать принцип его работы, заключающийся в преобразовании напряжения 220 вольт в более низкое напряжение до 80 вольт.В этом случае ток увеличивается с 1,5 ампер до 160 – 200 ампер, а в промышленных до 1000 ампер. Эта зависимость для сварочного трансформатора также называется вольт-амперной характеристикой на выходе и является одной из основных характеристик устройства. Именно на основе этой зависимости строится вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также создаются различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия феномена электрического Дуги.И прошло более двухсот лет на создание первого сварочного аппарата. За это время были усовершенствованы сварочный трансформатор и методы сварки. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, разной сложности и принципа работы. Среди них самыми популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и дуговой сварки.
Наибольшее распространение среди народных мастеров получили трансформаторы дуговой сварки.Причин такой популярности несколько. Во-первых, простая и надежная конструкция устройства. Во-вторых, широкий спектр приложений. В-третьих, простота и мобильность. Но помимо описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых низкая эффективность и зависимость качества сварного шва от квалификации сварщика.
Ручная дуговая сварка чаще всего применяется при различных ремонтно-строительных работах, изготовлении металлоконструкций и деталей конструкций, сварке труб.С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
Конструкция таких трансформаторов довольно проста. Устройство состоит из самого трансформатора, регулятора тока, держателя для электродов и зажима массы. Отдельно выделяется центральный элемент – Трансформатор. Его конструкция может быть нескольких видов, но наибольшей популярностью пользуются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки из медной или алюминиевой проволоки – первичная и вторичная.В зависимости от эксплуатационных характеристик меняется толщина провода на обмотках, а также количество витков.
Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличаются от аппаратов для дуговой сварки. Ключевое отличие заключается в способе сварки. Так, если при дуговой сварке плавление происходит с помощью электрической дуги, возникающей между электродом и свариваемой поверхностью, то при контактной сварке точечный нагрев сварки электричеством выполняется с помощью двух заостренных медных электродов и воздействия высокого давления. Для подключения.В результате металл заготовок в момент воздействия плавится и сливается.
Точечная сварка получила широкое распространение в автомобильной промышленности, в строительстве при создании каркаса арматуры для конструкций ЛБ, сварке тонких листов из алюминия, нержавеющей стали, меди и других металлов, требующих особых условий для сварки.
Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это отсутствие применяемых электродов.Вместо них используются заостренные медные контакты, между которыми располагаются приваренные элементы. Во-вторых, трансформаторы в таких устройствах менее мощные и выполнены с П-образным сердечником. В-третьих, аппараты для контактной сварки имеют в своей конструкции набор конденсаторов, что для дуговой сварки совершенно необязательно.
Но независимо от того, планируете ли вы производить трансформаторную дуговую сварку или контактную, вам необходимо знать их характеристики. И понять, что отвечает за каждый из них и как изменить ту или иную характеристику.
От работы сварочного трансформатора зависит его производительность. Зная и понимая, за что отвечает та или иная характеристика, вы легко сможете рассчитать сварочный трансформатор и собрать прибор своими руками.
Напряжение сети и номер фазы
Эта характеристика указывает сетевое напряжение, от которого будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда оно может быть и 380 В.При проведении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. Возможность сварки и резки металлической заготовки зависит от величины номинального сварочного тока. В самодельных и отечественных сварочных трансформаторах значение номинального тока не превышает 200 А. Но и этого более чем достаточно, тем более что чем выше этот показатель, тем больше вес самого трансформатора.Например, в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес таких устройств будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока, иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из необходимости использования электродов определенного диаметра.Для самодельных сварочных аппаратов дуговой сварки пределы регулировки составляют от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А и до 1000 А и более.
Диаметр электрода
Для приготовления металла разной толщины на одном аппарате для дуговой сварки необходимо регулировать номинальный сварочный ток, а также использовать электроды разного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется слабый ток, а для более толстых – наоборот, большой.Больше всего применяется толщина металла. В таблице ниже приведены сводные данные по диаметрам используемых электродов в зависимости от толщины металла и тока трансформатора.
Важно! Для трансформаторов контактной сварки также важен диаметр электродов. Но используются два параметра – диаметр самого электрода и диаметр его конусообразной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор снижает входное напряжение до более низкого значения.Выходное напряжение называется номинальным и не превышает 80 вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 – 70 вольт. Причем эта характеристика не регулируется и определяется изначально. Трансформаторы для точечной сварки, в отличие от дуговой, имеют еще более низкое номинальное напряжение, примерно 1,5 – 2 вольта. Такие показатели вполне естественны, учитывая соотношение напряжения и силы тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает, сколько времени вы можете работать непрерывно и сколько нужно, чтобы он остыл. Самодельные сварочные трансформаторы имеют номинальный режим в 30%. То есть из 10 минут 3 можно кипятить непрерывно и настаивать 7 минут.
Потребляемая мощность и мощность
На самом деле этих двух показателей мало ни для чего. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора.Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Следует отметить, что при проведении расчетов необходимо знать и учитывать значение потребляемой мощности.
Напряжение масляного течения
Этот показатель важен для трансформаторов для дуговой сварки. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами техники безопасности и не должно превышать 80 вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его концепции. По сути, особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На следующей схеме изображен самый простой трансформатор для дуговой сварки.
Важно! Тем, кто не разбирается или не разбирается в электрических схемах, следует предварительно ознакомиться с ГОСТ 21.614 “Изображения Условное изображение электрооборудования и электропроводки в оригинале”. И только потом переходите к созданию схемы сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора была усовершенствована. Сегодня в самодельном аппарате для сварки можно встретить диодные мосты и различные регуляторы мощности сварочного тока. На схеме трансформатора для дуговой сварки ниже показано, как в него встроен диодный мост.
Важно! Наибольшую популярность среди самодельных трансформаторов для дуговой сварки имеют тороидальные. Такой аппарат обладает прекрасными характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. В первую очередь это касается высокого КПД и номинального тока, что благоприятно сказывается на общем весе устройства.
В отличие от описанных выше, трансформаторная схема для точечной сварки более сложна и может включать конденсаторы, тиристоры и диоды.Эта начинка позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.
Кроме сокращенных схем сварочных аппаратов существуют и другие. Найти их не составит большого труда. Они размещены как в Интернете, так и в различных журналах и книгах по электротехнике. Приобретя наиболее понравившуюся схему, можно переходить к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора под сварку. Зная заранее, какой должна быть номинальная мощность тока, рассчитывается напряжение на первичной и вторичной обмотках, а также другие параметры для обмоток, жилы и сечения провода.
При выполнении расчетов трансформатора под сварку берутся следующие данные:
- напряжение первичной обмотки U1.Фактически это сетевое напряжение, от которого будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Для возбуждения дуги требуется электрическое напряжение, которое должно быть после понижения входящего и не превышать 80 В.
- номинальная прочность вторичной обмотки I. Этот параметр выбирается при расчете, какие электроды будут свариваться и какая максимальная толщина металла может быть свариваема;
- sC область ядерной последовательности.Надежность устройства зависит от площади ядра. Оптимальным считается сечение сечения от 45 до 55 см2;
- sO площадь поверхности. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода лишнего тепла и удобства наматывания провода. Оптимальными считаются параметры от 80 до 110 см2;
- Плотность тока в обмотке (А / мм2). Это довольно важный параметр, отвечающий за электроприборы в обмотках трансформатора.Для самодельных сварочных трансформаторов этот показатель составляет 2,5 – 3 А.
В качестве примера расчетов возьмем следующие параметры сварочного трансформатора: напряжение сети U1 = 220 В, напряжение вторичной обмотки U2 = 60 В, номинальная мощность тока 180 А, сечение жилы СК = 45 см2, площадь окна СО = 100 см2, плотность тока в Обмотке 3 А.
P = 1,5 * SC * SO = 1,5 * 45 * 100 = 6750 Вт или 6.75 кВт.
Важно! В этой формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, ш. Для тороидальных трансформаторов этот коэффициент составляет 1,9, а для сердечников типа pl – 1,7.
Важно! Также, как и в первой формуле, коэффициент 50 используется для трансформаторов с сердечником типа П, ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа pl – 40.
Теперь рассчитаем максимальную силу тока на первичной обмотке по формуле: IMAX = P / U = 6750/220 = 30.7 А. Осталось на основании полученных данных произвести расчет поворотов.
Для расчета витков воспользуемся формулой WX = Uh * k. Для вторичной обмотки это будет W2 = U2 * k = 60 * 1,11 = 67 витков. Первичный расчет мы выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, потоки тока рассчитываются. Это делается для вывода проводов на определенном витке. Расчет производится по следующей формуле: W1ст = (220 * W2) / Uст.
Ust – выходное напряжение вторичной обмотки.
W2 – задние обмотки.
W1st – витки первичной обмотки определенной ступени.
Но прежде нужно рассчитать напряжение каждой ступени Усть. Для этого воспользуемся формулой U = P / i. Например, нам нужно сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставляя данные в формулу, получаем U1st1 = 75 В, U1st2 \ u003d 67.5 В, U1ст3 = 52 В, U1ст4 = 42,2 В.
Полученные значения подставляем в форму расчета витков для шагов регулировки и получаем W1st1 = 197 витков, W1st2 = 219 витков, W1st3 = 284 витков, W1st4 = 350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5%, получим реальное количество витков – 385 витков.
Наконец, рассчитываем сечение провода на первичной и вторичной обмотках.Для этого разделите максимальный ток каждой обмотки на плотность тока. В итоге получаем Сперв = 11 мм2 и СВТОР = 60 мм2.
Важно! Расчет трансформатора контактной сварки действует аналогично. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки у таких трансформаторов порядка 2000 – 5000 А для маломощных и до 150000 и для мощных. Кроме таких трансформаторов регулировка производится до 8 ступеней с помощью конденсаторов и диодного моста.
Установка сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не такими сложными, как покраска, так как нужно учитывать количество витков, а не сниматься с учета. Несмотря на то, что наибольшей популярностью среди самодельных устройств пользуется трансформатор тороидальный, для сварки рассмотрим установку на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидальных и второй по популярности среди самодельных.
Начало работ С. . Создание каркасов для обмоток . Для этого используют текстолитовые пластины. Этот материал используется для создания штампованных досок. Из пластин вырезаем деталь на две коробки. Каждый ящик будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади поперечного сечения сердечника с небольшим увеличением для стенок ящика. Пример того, как должна выглядеть часть коробки, можно увидеть на фото.
Сборные каркасы для обмоток, изолированные их термостойкой изоляцией . После этого приступаем к намотке обмоток.
Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже по сравнению с обычной разводкой, но в результате не будет головной боли относительно возможного перегрева и поломки обмоток. После наматываем один слой проводки, изолируем его и только после этого начинаем наматывать следующий.Не забывайте делать отводы на определенное количество воздухозаборников. По окончании создания обмоток наматываем верхний слой утеплителя. На концах метчиков прикручиваем медные болты.
Важно! Перед установкой и закреплением болтов на концах проводов протягиваем последние через дополнительные отверстия, вырезанные в верхней пластине рамки из текстолита.
Теперь приступим к сборке и подъему магнитопровода сварочного трансформатора .В нем используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и неподходящая марка может испортиться. Металлические пластины для сердечника можно снять со старых трансформаторов или купить отдельно. Сами пластины имеют толщину около 1 мм, и для сборки всего сердечника потребуется только терпеливое соединение всех пластин в одно целое. По завершении проверьте все обмотки тестером на наличие ошибок.
По окончании сборки трансформатора делаем диодный мост и устанавливаем регулятор мощности тока.Для диодного моста мы используем диоды B200 или KBPC5010. Каждый диод рассчитан на 50 А, следовательно, для сварочного трансформатора с номинальной мощностью тока в 180 потребуется 4 таких диода. Все диоды крепятся к алюминиевому радиатору и подключаются параллельно дроссельной заслонке, снимаемой с обмоток. Осталось только собрать корпус И поставить туда сварочный трансформатор.
Хороший сварочный трансформатор не может заработать с первого раза. Причин для этого множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования.Но все приходит с опытом, и, перемотав один-два раза обмотку трансформатора, можно получить желаемый результат.
Принципиальная схема трехфазного сварочного аппаратаВы можете узнать больше Диаграмма ниже
Инверторный сварочный аппарат Arc 200 A Советы по ремонту Сварочный аппарат в домашних условиях Электросхема сварочного аппарата Принципиальная электрическая схема Pokesoku Co 3-фазный сварочный аппарат Принципиальная схема Awesome Desig n And Безопасность заземления и дуговой сварки Практик-механик Крупнейший форум производственных технологий Как отремонтировать сварочный аппарат Как это работает Сварочный аппарат क स क म करत क स ठ Выпрямительные схемы Диоды и выпрямители Электроника Сделай сам Diy Mig Сварочный аппарат Сварочная наука Сварка Mma Circuit Welding Mma Circuits В Rectifier Wikipedia Принципиальная схема 3-фазного сварочного аппарата Свежая конструкция Основное оборудование, необходимое для контактной сварки Power Semiconductors Введение в полупроводники Rsn7 1000 Дуговый инвертор Igbt 3 P hase Сварочное оборудование Купить 3-фазное сварочное оборудование 3-фазное сварочное оборудование 3-фазное сварочное оборудование Принципиальные требования и типы сварочного трансформатора.