Схема сварочного аппарата постоянного тока
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.
Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.

Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки. Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Конструирование самодельных сварочных аппаратов постоянного тока
Для создания самодельного сварочного аппарата постоянного тока потребуется наличие источника электротока высокой мощности, который преобразовывает стандартное напряжение бытовой сети и обеспечивает постоянство величины значения электротока для розжига и поддержания электродуги.
Сварочный аппарат постоянного тока имеет ряд достоинств: мягкое зажигание дуги и возможность соединять тонкостенные детали.
Блок-схема аппарата для проведения сварочных работ
Блок питания устанавливается в корпус из пластической массы или листового метала. Блок питания агрегата оснащается всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Корпус агрегата для осуществления сварных работ оборудуется специальными держателями и колесиками для транспортировки.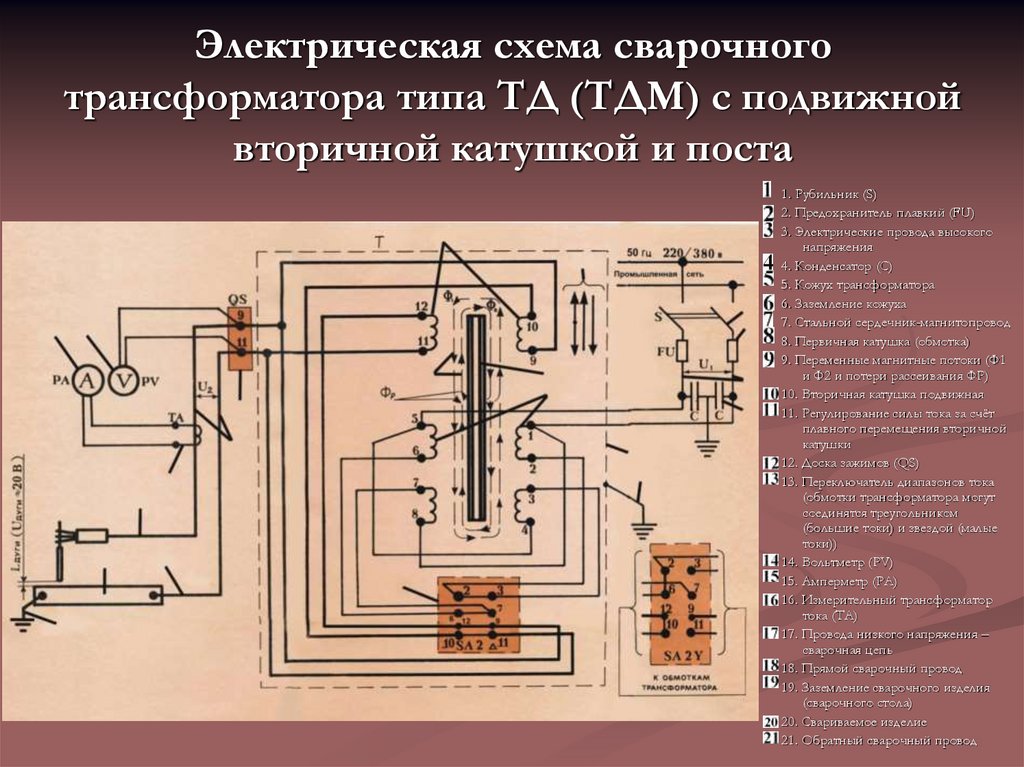
Читайте также:
Как выглядит схема сварочного инвертора.
Как использовать высокотемпературную водостойкую холодную сварку для металла.
Главным условием при конструировании агрегата, используемого для сваривания, является понимание принципа работы аппарата и сути самого сварочного процесса. Для того чтобы сконструировать самостоятельно сварочный аппарат, требуется понимать принципы розжига и горения электродуги и основы принципов плавления электрода для сварки.
Порядок подключения элементов сварочного аппарата постоянного тока.
В источник питания высокой мощности входят такие компоненты, как:
- выпрямитель;
- инверторы;
- трансформатор тока и напряжения;
- регуляторы, которые способствуют улучшению качественных характеристик образующейся электродуги;
- допустройства.
Основным компонентом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Вернуться к оглавлению
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В.
Схема устройства трансформатора для сварки.
Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки.
Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- при помощи узкоспециализированного регулятора;
- путем переключения числа витков катушки.


Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод, изготовленный из пластин трансформаторной стали;
- две обмотки – первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулировки параметров рабочего тока.
Схема обмотки трансформатора.
Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора – магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции.
- размер магнитопровода;
- количество витков обмоток на магнитопроводе;
- уровень напряжения тока на входе и на выходе устройства;
- уровень потребляемого тока;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Вернуться к оглавлению
Возможные детали при создании аппарата для сварки
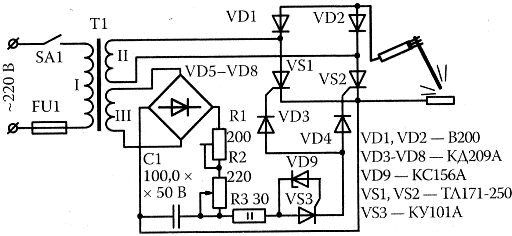
Схема сварочного выпрямителя.
При создании аппарата для сварки своими руками стабильность электродуги достигается постоянством потенциала. Стабильность дуги обеспечивает качество образующихся швов. Постоянство потенциала достигается путем применения высокомощных выпрямителей, выполнение которых осуществляется на диодах, выдерживающих токи до 200 А, таких, например, как В-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественного теплоотведения массивных радиаторов. Это обстоятельство требуется учитывать при изготовлении корпуса конструкции. Лучшим вариантом при создании конструкции будет использование диодного спецмоста. Диоды можно смонтировать параллельно, что позволяет в значительной мере повысить выходной ток.
Собирая своими руками конструкцию, требуется подстраивать все его компоненты. При некачественном подборе или неправильном расчете конструкция может оказывать влияние на качество сварки.
Иногда при соответствующем подборе деталей и комплектующих может получиться по-настоящему уникальный прибор, который имеет мягкое и легкое зажигание электродуги, а сваривание деталей можно осуществлять даже с очень тонкими стенками, при практически полном отсутствии разбрызгивания жидкого металла.
Вернуться к оглавлению
Принципиальная схема самодельного сварочного агрегата
Можно изготовить самодельный сварочный аппарат на основе транзисторного или тиристорного управления. Более надежными являются тиристоры. Эти элементы конструкции управления способны выдерживать замыкание на выходе и достаточно быстро способны выходить из этого состояния. Эти компоненты системы управления не требуют монтажа мощных радиаторов охлаждения. Это связано с тем, что конструктивные элементы имеют низкое тепловыделение.
Более надежными являются тиристоры. Эти элементы конструкции управления способны выдерживать замыкание на выходе и достаточно быстро способны выходить из этого состояния. Эти компоненты системы управления не требуют монтажа мощных радиаторов охлаждения. Это связано с тем, что конструктивные элементы имеют низкое тепловыделение.
Принципиальная схема самодельного аппарата для сварки.
Система управления, созданная на транзисторах, способна значительно быстрее выйти из рабочего состояния, так как транзисторы существенно быстрее перегорают при возникновении перегрузок и являются более капризными в эксплуатации. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления, основанный на этих элементах, обладает следующими преимуществами:
- плавная регулировка;
- наличие постоянного тока.
При осуществлении сваривания стали толщиной 3 мм потребляемый ток около 10 А. Ток сваривания подается путем нажатия специального рычага на вилке, которая удерживает электрод.
Такая конструкция позволяет повысить безопасность в процессе осуществления работ, работать с высоким напряжением, которое обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности имеется возможность проведения сварочных работ с очень тонким листовым металлом.
Вернуться к оглавлению
Конструкция аппарата для сваривания
Устройство самодельной сварки.
Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.
Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате.
В конструкцию сварочного агрегата входят следующие элементы:
- переключатель пакетный, рассчитанный на 16 и более ампер;
- вентилятор;
- диоды, рассчитанные на работу при токе в 16 и более ампер;
- конденсаторы, рассчитанные на работу при напряжении 400 и более вольт;
- конденсаторы, рассчитанные на работу при напряжении 1000 и более вольт;
- тиристоры КУ221 А, устанавливаемые для их охлаждения на радиатор;
- диоды КД13А или КД2997А, монтируемые на радиаторах с тиристорами;
- резисторы марки С5-16 или более мощные;
- винты, шайбы необходимые для сборки аппарата;
- пластины алюминия.

Для проведения монтажных работ потребуются следующие инструменты:
- паяльник;
- плоскогубцы;
- отвертка, нож, ножовка;
- молоток;
- дрель.
Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий.
WTC – Процесс контактной точечной сварки
| |
| Главная Продукция компании & Решения Сервис & Поддержка Учебный центр Новости Юридическая информация Свяжитесь с нами Логин | |||||||||||||||
| |||||||||||||||
. | |||||||||||||||
| Поиск: | |||||||||||||||
Корпорация сварочных технологий | 24775 Двор Крествью | Фармингтон Хиллз, Мичиган, США 48335 | Телефон: +1 248-477-3900Copyright 2010 Welding Technology Corp. Все права защищены. |
 Сила
частота на первичной обмотке трансформатора 50/60
Гц при номинальном первичном напряжении 220В, 380В,
480В или 600В. Мощность трансформатора
контролируется инверсно-параллельными тиристорами в сварочном
контроль. Вторичное напряжение варьируется от 3 вольт
до 30 вольт в зависимости от соотношения витков
между первичной и вторичной обмотками. Там
на вторичной обмотке подключены диодные блоки
трансформатор. Трансформатор выше представляет собой
Полноволновой мост с центральным отводом. Поскольку ток на
вторичное не чередуется между положительным и
отрицательные импульсы, индуктивный импеданс становится
незначительный.
Сила
частота на первичной обмотке трансформатора 50/60
Гц при номинальном первичном напряжении 220В, 380В,
480В или 600В. Мощность трансформатора
контролируется инверсно-параллельными тиристорами в сварочном
контроль. Вторичное напряжение варьируется от 3 вольт
до 30 вольт в зависимости от соотношения витков
между первичной и вторичной обмотками. Там
на вторичной обмотке подключены диодные блоки
трансформатор. Трансформатор выше представляет собой
Полноволновой мост с центральным отводом. Поскольку ток на
вторичное не чередуется между положительным и
отрицательные импульсы, индуктивный импеданс становится
незначительный. При определении размера трансформатора
необходимо для конкретной сварочной задачи, один первый
определяет требуемый выходной ток для сварки,
затем определяет напряжение, необходимое для нажатия
ток через сопротивление инструментов и
заготовки. Только сопротивление инструмента и заготовок должно
учитывать при определении требуемого напряжения
так как индуктивный импеданс поддерживается только
во время первого цикла или около того.
При определении размера трансформатора
необходимо для конкретной сварочной задачи, один первый
определяет требуемый выходной ток для сварки,
затем определяет напряжение, необходимое для нажатия
ток через сопротивление инструментов и
заготовки. Только сопротивление инструмента и заготовок должно
учитывать при определении требуемого напряжения
так как индуктивный импеданс поддерживается только
во время первого цикла или около того. На графике показаны два цикла времени
период. Обратите внимание, что между импульсами одинаковой полярности
что есть время, когда ток равен нулю. Это
иногда называют периодом «межциклового охлаждения».
Поскольку импульсы постоянного сварочного тока остаются одинаковыми
полярность, индукция снижена, следовательно, эта мощность
передача используется для очень больших контурных сварочных систем.
На графике показаны два цикла времени
период. Обратите внимание, что между импульсами одинаковой полярности
что есть время, когда ток равен нулю. Это
иногда называют периодом «межциклового охлаждения».
Поскольку импульсы постоянного сварочного тока остаются одинаковыми
полярность, индукция снижена, следовательно, эта мощность
передача используется для очень больших контурных сварочных систем.сварка%20трансформатор%20scr спецификация и примечания по применению
Лучшие результаты (6)
| Часть | Модель ECAD | Производитель | Описание | Загрузить техпаспорт | Купить часть |
|---|---|---|---|---|---|
| 278-25.78125-1СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-25-336СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-24.8832-3СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-24.8832-3СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-2578125-1СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-25-336СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal |
 org/Product”>
org/Product”> org/Product”>
org/Product”>сварка%20трансформатор%20scr Листы данных Context Search
| Каталог данных | MFG и тип | ПДФ | Ярлыки для документов |
|---|---|---|---|
1999 – Хьюз mcw 550 Реферат: Сварщик Hughes с разрядной конденсаторной сваркой mcw-550 Сварочный аппарат с конденсаторной разрядкой Hughes VTA90 Сварщик Hughes mcw 550 MCW552 | Оригинал | МЦВ-550 ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 Хьюз сварщик разрядная конденсаторная сварка мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 MCW552 | |
2006 – ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Реферат: сварка IGBT, сварка, инвертор, дуговая сварка, сварка mig, сварка, инвертор, mig mag 200, управление, сварка mig, IGBT для сварки, инверторная сварка | Оригинал | PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА IGBT-сварка схема сварочного инвертора дуговая сварка миг сварка сварочный инвертор миг маг 200 контрольная сварка IGBT для сварочного инвертора сварка | |
2014 – Недоступно Резюме: нет абстрактного текста | Оригинал | СН-6060 | |
| инвертор дуговой сварки Реферат: Контроллер робота FANUC r-30ia Контроллер дуговой сварки, управляемый сотовым телефоном ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC r-30ia R30I IN ARC 200 INVERTER WELDER Схема инверторной сварки r-30ia FANUC | Оригинал | 120 кГц РВ-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC р-30иа Р30И IN ARC 200 ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА схема инверторного сварочного аппарата р-30иа FANUC | |
2003 – AXY52000 Резюме: AXW116421A AXW1404A | Оригинал | AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 – Хьюз mcw 550 Реферат: Сварка с разрядным конденсатором Hughes Welder Сварщик Hughes mcw 550 Сварочный аппарат с разрядным конденсатором Hughes mcw-550 VTA90 Сварка «Примечание по применению» MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 разрядная конденсаторная сварка Хьюз сварщик сварочный аппарат Hughes mcw 550 Сварочный аппарат с конденсаторным разрядом Hughes мкв-550 ВТА90 сварка “примечание по применению” | |
Схема ультразвуковой сварки Реферат: схема индукционной сварки схема ультразвуковой сварки аргоном для сварки сварка сопротивлением фазовому сдвигу сварка сварка «примечание по применению» дуговая сварка схема сварки J-STD-002 | Оригинал | GL000017
001EN
001EN. D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
аргон для сварки
контактная сварка с фазовым сдвигом
сварка
сварка “примечание по применению”
дуговая сварка
схема сварки
J-STD-002 D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
аргон для сварки
контактная сварка с фазовым сдвигом
сварка
сварка “примечание по применению”
дуговая сварка
схема сварки
J-STD-002 | |
2007 – Хьюз mcw 550 Реферат: Hughes Welder mcw-550 Hughes сварочный аппарат с конденсаторной разрядкой VTA90 Сварочный аппарат с разрядной конденсаторной сваркой Hughes mcw 550 Вольфрамовые электроды HUGHES MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 5954-2227Е Хьюз MCW 550 Хьюз сварщик мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 разрядная конденсаторная сварка сварочный аппарат Hughes mcw 550 Хьюз вольфрамовые электроды МАКСИ90 | |
2013 – NRW-PS300 Резюме: нет абстрактного текста | Оригинал | NRW-PS300C НТ-ПС300 NRW-PS300 ВА-130/140 0813E | |
2010 – Схема сварочного аппарата постоянного тока Аннотация: примечание по применению sg3525 AN3200 SG3525 схема сварочного аппарата с постоянным током схема дуговой сварки схема бесплатная схема сварочный аппарат сварочный аппарат на основе igbt sg3525 WELDER сварочный аппарат трансформаторного типа | Оригинал | АН3200 схема сварочного аппарата постоянного тока примечание к применению sg3525 АН3200 Регулятор постоянного тока SG3525 схема сварочного аппарата схема дуговой сварки бесплатная схема сварочного аппарата сварочный аппарат на основе igbt SG3525 СВАРОЧНЫЙ МАШИН сварочный аппарат трансформаторного типа | |
2005 – СРГ22 Резюме: AXY51000 AXY52000 AXW1109A | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 – Плата разъема M12 Резюме: AXP410618 AXP414618 AXP416618 AXP420618 AXP426618 AXP430618 AXP434618 AXP440618 AXP450618 | Оригинал | ||
Недоступно Резюме: нет абстрактного текста | Оригинал | AXY52000 | |
2008 – AXY51000 Резюме: разъем AXY52000 0 формы с квадратными контактами | Оригинал | AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
АВГ22 Резюме: AXY51000 AXY52000 | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000 Аннотация: AXY20101 AXY20201 AXY20202 AXY20203 AXY20205 AXY20301 AXY20302 AXY20303 AXY20305 | Оригинал | ||
2002 – Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2008 – AXW3101421A Аннотация: axw7221 AXW34014A | Оригинал | AXY51000 AXY52000 AXW3101421A ахв7221 AXW34014A | |
Х01Н2-Д Реферат: vde 0298 4 луженая медная проволока | Оригинал | H01N2-D Кап01 ПРО86 вде 0298 4 луженых медных провода | |
2010 – Схема дуговой сварки Реферат: ДУГОВАЯ СВАРКА Диодный 800-амперный контроллер сварочного аппарата, гибкий подвесной регулятор высоты горелки, высота сварочной горелки для дуговой сварки | Оригинал | 0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800ампер контроллер сварщика гибкая подвеска регулятор высоты горелки сварка дуговая сварка высота факела | |
2005 – робот Реферат: роботы для управления дуговой сваркой | Оригинал | ||
миг сварка Реферат: Газ аргон для сварки 09016 AMP CONNECTOR сварка | Оригинал | ||
 org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”>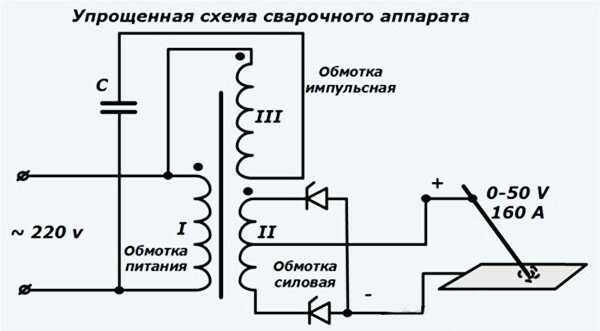 org/Product”>
org/Product”> org/Product”>
org/Product”>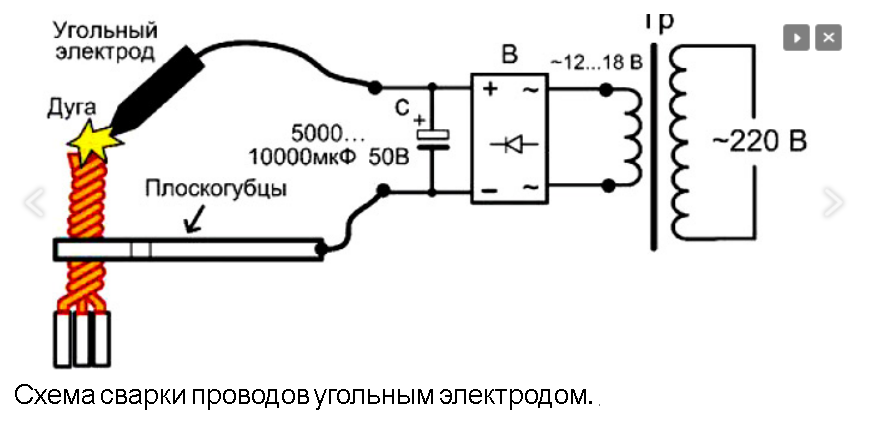 org/Product”>
org/Product”>