Универсальная делительная головка типа УДГ. Паспорт
Содержание
- 1 Назначение.
- 2 Основные характеристики.
- 3 Точностные характеристики.
- 4 Порядок работы.
- 4.1 Прямая разметка (деление)
- 4.2 Простая разметка (деление)
- 4.3 Дифференциальное деление
- 4.4 Фрезерование спиральных канавок.
- 4.5 Фрезерование гипоидной цилиндрической зубчатой передачи
- 5 Монтаж делительной головки и регулировка.
- 6 Настройка делительной головки.
- 7 Правила хранения.
- 8 Указание мер безопасности.
- 9 Комплектация.
- 10 Сведения о консервации.
- 11 Гарантийные обязательства.
Назначение.
1.1. Универсальная делительная головка типа УДГ предназначена для выполнения работ по обработке детали, связанных с поворотом детали на заданную величину, при работе на фрезерных, зубофрезерных, долбежных, расточных, строгальных и сверлильных станках, а также при разметочных и других работах.
1.2. Делительные головки являются важными принадлежностями консольно-фрезерных станков, особенно универсальных, и применяются при необходимости фрезерования граней, пазов, шлицев, зубьев колёс и инструментов, расположенных под определённым углом друг относительно друга. Их можно использовать для простого и дифференциального деления.
1.3. С помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке и осуществлять следующие конкретные операции:
- простое деление окружностей;
- прямое деление окружностей;
- дифференциальное деление окружностей без интервала;
- фрезерование спиралей;
- фрезерование зубчатых колес;
- фрезерование спиральных. гипоидных канавок;
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка.
Основные характеристики.
Основной характеристикой делительной головки N является величина обратная передаточному отношению червячной пары. Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Таблица 1 — Технические характеристики универсальных делительных головок
| Характеристика | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Наибольший диаметр обрабатываемого изделия, мм | 160 | 200 | 250 | 320 |
| Высота центров, мм | 80 | 100 | 125 | 160 |
| Диаметр монтажного фланца (размер под шпиндель станка) | 36,541 | 41,275 | 53,975 | 53,975 |
| Ширина шпонки, мм | 14 | 14 | 18 | 18 |
| Угол поворота шпинделя от горизонтального положения | ||||
| — вниз от линии центров, град | 90 | 95 | 95 | 95 |
| — вверх от линии центров, град | 6 | 5 | 5 | 5 |
| Передаточное число червячной передачи | 1:40 | 1:40 | 1:40 | 1:40 |
| Крепление в шпиндельном отверстии (конус Морзе) | 3 | 3 | 4 | 4 |
| Цена деления нониуса | 10” | 10” | 10” | 10” |
| Модуль сменных зубчатых колес, мм | 1,5 | 1,5 | 1,5 | 1,5 |
| Масса,кг (нетто) | 36 | 67 | 119 | 125 |
| Масса,кг (брутто) | 42 | 79 | 132 | 140 |
| Габариты | 544×405×222 | 616×465×265 | 536×460×310 | 710×505×342 |
| Максимальная нагрузка, кг | 80 | 100 | 130 | 130 |
Точностные характеристики.

Универсальная делительная головка осуществляет вращение заготовки с сохранением технологических баз обрабатываемой детали со следующими точностными характеристиками, представленными в табл.2.
Таблица 2 — Точностные характеристики универсальных делительных головок
| №пп | Параметр | УДГ160 | УДГ200 | УДГ250 | УДГ320 | |
| 1 | Радиальное биение конической поверхности шпинделя: | |||||
| a) у основания конуса | 0.010 | 0.010 | 0.010 | 0.010 | ||
| b) на расстоянии 300мм от передней части шпинделя | 0,015 | 0.020 | 0.020 | 0.020 | ||
| 2 | Биение центральной точки | 0.010 | 0.010 | 0.010 | 0.010 | |
| 3 | Радиальное биение шпинделя по диаметру | 0. 010 010 | 0.010 | 0.010 | 0.010 | |
| Периодическое осевое скольжение шпинделя | 0.010 | 0.010 | 0.010 | 0.010 | ||
| Биение передней поверхности шпинделя | 0.020 | 0.020 | 0.020 | 0.020 | ||
| 4 | Перпендикулярность оси шпинделя опорной поверхности | 0,02/300 | 0,02/300 | 0,02/300 | 0,02/300 | |
| 5 | Параллельность штифта к шпиндельной оси | 0.010 | 0.015 | 0.015 | 0.015 | |
| Параллельность оси шпинделя к поддерживающей поверхности | 0.010 | 0.015 | 0.015 | 0.015 | ||
| Отклонение оси шпинделя от Т-обраазнорго паза | 0.010 | 0.015 | 0.015 | 0.015 | ||
| 6 | Индивидуальная ошибка деления для одного полного оборота | 60″ | ±45″ | ±45″ | ±45″ | |
| Накапливаемая ошибка на любой ¼ окружности шпинделя | 70″ | 1′ | 1′ | 1′ |
Порядок работы.

4.1. Перед началом работы ознакомиться с комплектом технической документации.
4.2. Протереть комплект оборудования, удалить смазку ветошью, смоченной в бензине, насухо протереть тканью.
4.3. Смонтировать на станке делительную голову и соответствующие приспособления. Подготовить станок и оснастке к работе к работе. Выбрать способ разметки.
4.4. Управляющие элементы делительной головки и ее конструкция показаны на рисунке 1 и на рисунке 2.
1 – рукоятка для выключения червячной передачи;
2 – градуированный диск;
3 – рукоятка для блокировки шпинделя;
4 – фиксирующий штифт;
5 – делительная пластина;
6 – блокирующий штифт для делительной пластины;
7 – гайка для регулировки люфта между червяком и червячным колесом;
8 – зубчатый вал.
Делительная головка может работать в нескольких режимах:
Прямая разметка (деление)
При выполнении прямой разметки сначала надо освободить червячную передачу и колесо передачи и затем использовать градуированный диск на передней части шпинделя делительной головки также как линии разметки на корпусе.
После окончания разметки с помощью делительной головки, переходят к фрезерованию, и тогда шпиндель следует заблокировать с помощью рукоятки на шпинделе.
Простая разметка (деление)
Простая разметка (деление) с помощью делительной головки на поверхности заготовки выполняется наиболее часто.
Количество поворотов делительной головки определяется как частное от деления, и вычисляется следующим образом:
n = 40 (кол-во зубьев на зубчатом колесе) / Z (кол-во делений на заготовке)
Следует отметить, что результат деления – не целое число, а дробное. Знаменатель представляет собой количество отверстий в кольце делительной пластины. Если знаменатель не соответствует количеству отверстий в делительной пластине, то деление возможно. Диск перемещается в следующее положение и фиксируется с помощью шпильки.
Если знаменатель дроби не соответствует количеству отверстий в делительной пластине, простое деление не может быть использовано, для этого применяют дифференциальное деление.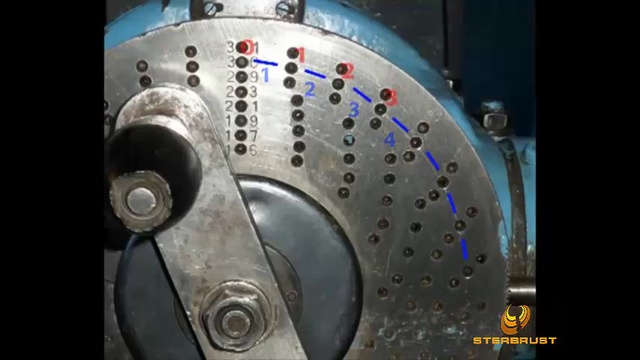
Дифференциальное деление
При необходимости, любое количество равных делений может быть получено при использовании метода дифференциального деления. При проведении дифференциального деления сначала разъединить блокирующий стержень делительной пластины от делительной пластины. Вставить оправку в коническое отверстие на заднем конце шпинделя и затем установить сменную зубчатую передачу в оправку. С помощью этой оправки момент передается через сменную зубчатую передачу . Затем вращая рукоятку делительной головки для поворота шпинделя. Шпиндель в свою очередь приводит в движение сменную зубчатую передачу.
При дифференциальном делении расчет сменой зубчатой передачи выглядит следующим образом:
где I – передаточное число сменной зубчатой передачи
X — требуемое значение
Z — количество зубьев сменной зубчатой передачи
A, B, C, D – количество зубьев сменной зубчатой передачи
Выбор требуемого значения X зависит от числа делений Z заготовки. Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Если X меньше чем Z то результат, подсчитанный по формуле — отрицательный. В этом случае стопорная шпилька должны быть повернута в направлении против направления делительной пластины.
Если X больше чем Z, то результат, подсчитанный по вышеприведенной формуле – положительный. В этом случае направление перемещения стопорной шпильки должно соответствовать направлению делительной пластины.
Подсчет числа поворотов шпильки является таким же что и в случае простого деления, но для дифференциального деления не следует брать действительное значение Z и следует взять допустимое значение X как замену. Расчет ведется по формуле, данной ниже:
Расчет ведется по формуле, данной ниже:
n=40/X
Сменить передачу, как показано на рисунке 3.
Фрезерование спиральных канавок.
(Делительная головка УДГ-160 должна быть оснащена креплением сменной передачи.)
При фрезеровании спиральных канавок, фиксирующая шпилька должна быть помещена в отверстие в делительной пластине и делительная пластина должна быть свободной.
Для фрезеровки спиральной канавки правильной формы, стол фрезерного станка до выполнения работы следует устанавливать под эффективным углом и его значение может быть рассчитано по следующей формуле.
где Ψ – угол поворота;
π – 3,14;
D — диаметр заготовки;
T – шаг спиральной канавки;
Передаточное число может быть выражено
где i – измененное передаточное число;
t – шаг фрезеровки;
T — ширина канавки;
a,b,c,d — количество зубьев механизме в зубчатой передаче.
Для фрезеровки левосторонней спирали промежуточное звено зубчатой передачи следует добавить, так что замена компонентов а и d приведет к смене направления. Для фрезерования правосторонней спирали замену компонентов а и d следует произвести так, чтобы направление не изменилось.
Для фрезерования правосторонней спирали замену компонентов а и d следует произвести так, чтобы направление не изменилось.
Фрезерование гипоидной цилиндрической зубчатой передачи
Операция фрезерования гипоидной цилиндрической зубчатой передачи аналогично нарезанию спиральных канавок, с разницей в выражении данных зубчатой передачи в формуле.
Вычисление изменения передаточного числа зубчатой передачи для фрезерования гипоидных цилиндрических зубьев осуществляется по формуле
где М – стандартный модуль зуба;
β – угол наклона зуба.
Монтаж делительной головки и регулировка.
Точность выполняемых работ при использовании изделия и сроки службы универсальной делительной головки преимущественно зависят от правильности установки.
Недопустимы удары, как во время транспортировки, так и во время эксплуатации.
Установочные размеры делительных головок представлены ниже
Для УДГ-160
Для УДГ-200, УДГ-250, УДГ-320
Рис.
 4 Присоединительные размеры делительных головок.
4 Присоединительные размеры делительных головок.В таблице 3 приведены присоединительные размеры универсальных делительных головок (кроме УДГ-160), обозначенные буквами на рисунке 4
| Делительная головка | A | B | C | D | E | F | G | H | L | M | N | O | P |
| УДГ-200 | 162 | 14 | 102 | 87 | 186 | 95 | 116 | 100 | 93 | 54.7 | 30 | 100 | 100 |
| УДГ-250 | 209 | 18 | 116 | 98 | 224 | 117 | 120 | 125 | 103 | 68. 5 5 | 34.5 | 100 | 125 |
| УДГ-320 | 209 | 18 | 116 | 98 | 259 | 152 | 120 | 160 | 103 | 68.5 | 34.5 | 100 | 160 |
Настройка делительной головки.
Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.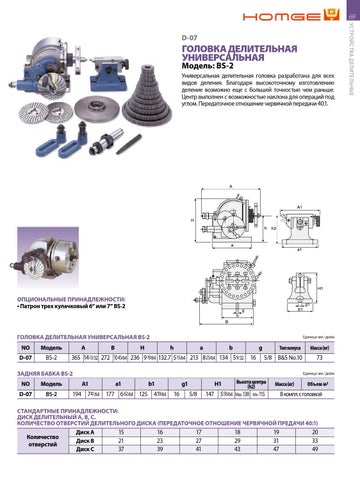
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об.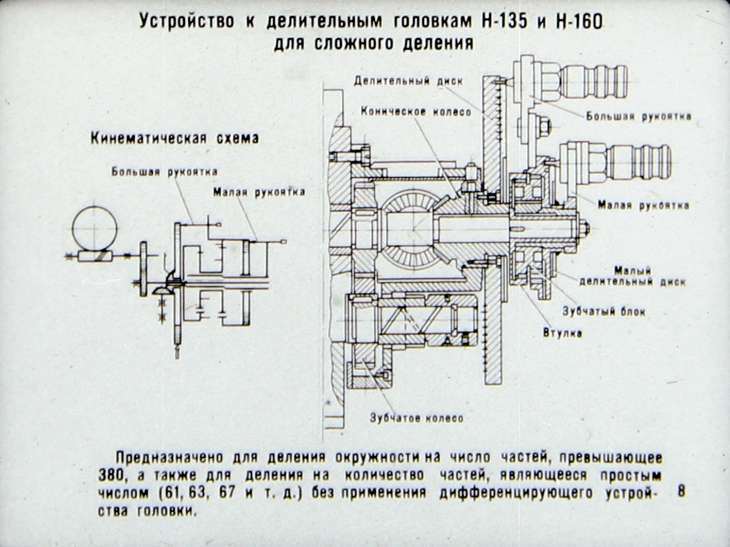 винта;
винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Правила хранения.
9.1. Хранить комплект оборудования в заводской упаковке в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относите
льной влажности не более 75%.
9.2. При длительном хранении изделия, во избежание возникновения коррозии помимо смазки маслом, его необходимо завернуть в бумагу с водоотталкивающей пропиткой.
9.3. Воздух в помещении не должен содержать примесей агрессивных паров и газов.
Указание мер безопасности.
Во избежание травматизма необходимо придерживаться правил безопасного труда, соблюдать технику безопасности при работе со станками. Делительную головку необходимо надежно крепить на станке в соответствие с требованиями ГОСТ 12.2.009-99. Не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
Комплектация.
- Универсальная делительная головка — 1 ед.
- Задняя бабка – 1 ед.
- Устройство крепления зубчатой передачи (кроме УДГ-160) – 1 ед.
- Зубчатая передача (кроме УДГ-160) – 1 ед.
- Суппорт – 1ед.
- Центр токарный – 1 ед.
- Кронштейн – 1ед.
- Делительная пластина – 1ед.
- Трехкулачковый самоцентрирующийся патрон – 1ед.
- Техническая документация – 1 комплект.
Сведения о консервации.
10.1. Комплект оборудования универсальной делительной головки типа УДГ подвергнут консервации в соответствии требованиям ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
10.2. Срок хранения комплекта без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) прибора, при условии соблюдения потребителем правил хранения и эксплуатации прибора.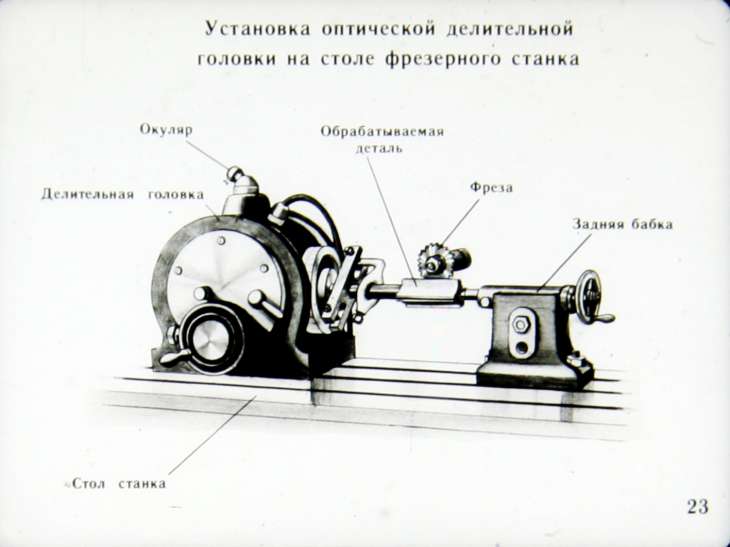
Вверх
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Пожалуйста, введите Ваш E-mail, чтобы получить ссылку для скачивания этого файла
Делительные головки на обрабатывающих фрезерных станках
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем делительные головки на обрабатывающих фрезерных станках.
Делительные головки значительно расширяют технологические возможности фрезерных станков, способствуют повышению как производительности, так и точности обработки. Применение делительных головок позволяет устанавливать обрабатываемую заготовку под заданным углом к плоскости стола станка, выполнять поворот ее на требуемый угол, осуществлять деление окружности на равные или неравные части, обеспечивать непрерывное вращение заготовки с различной частотой вращения.
Фрезерование зубьев зубчатых колес, стружечных канавок у сверл, разверток, зенкеров, метчиков, фрез, обработка боковых граней специальных болтов, гаек, изготовление деталей, имеющих форму многогранника, и другие аналогичные работы выполняют с применением делительных головок. Делительные головки изготовляют преимущественно одношпиндельными, однако в серийном и массовом производствах используют и многошпиндельные головки. Большая часть конструкций делительных головок стандартизована.
Делительные головки изготовляют преимущественно одношпиндельными, однако в серийном и массовом производствах используют и многошпиндельные головки. Большая часть конструкций делительных головок стандартизована.
Делительные головки, в зависимости от их конструкции, обеспечивают непосредственное, простое или дифференциальное деление.
Делительную головку для непосредственного деления (рис. 4.21) применяют в тех случаях, когда необходимо произвести деление окружности на часто употребляемое целое число частей:
Рис. 4.21. Общий вид делительной головки непосредственного деления
Фиксирование шпинделя в заданном положении осуществляют фиксатором 6 с помощью рукоятки 7. Чтобы повернуть шпиндель с заготовкой в следующее фиксированное положение маховиком 5, его необходимо открепить, рукояткой 7
Чтобы повернуть шпиндель с заготовкой в следующее фиксированное положение маховиком 5, его необходимо открепить, рукояткой 7
Делительные головки для простого деления применяют в случаях, требующих повышенной точности деления окружности на равные или неравные части.
Универсальная делительная головка (рис. 4.22, а) состоит из неподвижного корпуса 1, на основании которого расположены два паза, предназначенные для закрепления головки на столе станка, а также две шпонки для ориентации головки по пазу стола. В центрирующих выточках корпуса установлена поворотная часть головки 2, внутри которой находится пустотелый шпиндель 3.
Рис. 4.22. Универсальная головка:
а – общий вид; б – кинематическая схема
Поворотная часть позволяет устанавливать шпиндель под углом наклона относительно горизонтальной плоскости до 90° вверх и на 10° вниз.
Для большинства случаев делительный диск закрепляют неподвижно относительно поворотной части 2 защелкой 7. Для фиксации диска защелка вводится в зацепление с нарезанными на его боковой поверхности зубчиками и стопорится винтом.
Вращение от рукоятки 6 (при вынутом стержне фиксатора 8) через зубчатую передачу 33/33 передается червячной паре (передаточное отношение 1/40), колесо которой закреплено на валу шпинделя (рис. 4.22, б). Величина, обратная передаточному отношению червячной пары (N = 40), определит так называемую характеристику делительной головки. Число N соответствует количеству оборотов рукоятки, необходимому для поворота шпинделя точно на один оборот.
4.22, б). Величина, обратная передаточному отношению червячной пары (N = 40), определит так называемую характеристику делительной головки. Число N соответствует количеству оборотов рукоятки, необходимому для поворота шпинделя точно на один оборот.
Отсчет поворота рукоятки, а следовательно, и шпинделя производят по лимбу 11 (цена деления 1º) или по делительному диску. На диске имеется 22 делительных круга по 11 с каждой стороны. Делительным кругом называют ряд отверстий (не сквозных), расположенных на одном диаметре. Количество равномерно размещенных отверстий в рядах делительного диска следующее: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42 и 43 – с одной стороны и 45, 46, 49, 51, 53, 54, 57, 58, 59, 62 и 66 – с другой.
Раздвижной сектор 10 предусмотрен для удобства отсчета по диску (рис. 4.22, а). Ножки сектора устанавливают таким образом, чтобы между ними находилось необходимое число отверстий.
Для крепления шпинделя в фиксированном положении (рис.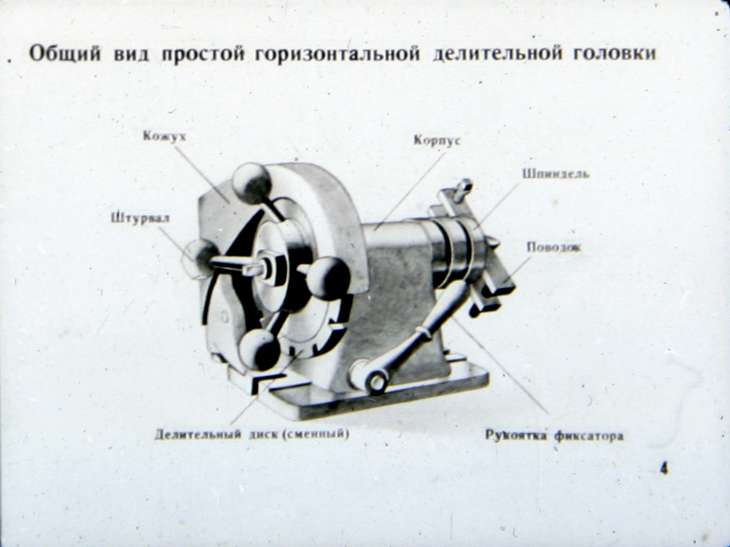 4.22, б) применяют устройство, состоящее из кольца 15, винта 4 и сухарика 14, который при вращении винта перемещается (на схеме вниз) по втулке 13 и прижимается к внешней поверхности кольца. Одновременно втулка перемещается вверх и ее Г-образный прихват давит на внутреннюю поверхность кольца, что и обеспечивает надежное крепление шпинделя головки.
4.22, б) применяют устройство, состоящее из кольца 15, винта 4 и сухарика 14, который при вращении винта перемещается (на схеме вниз) по втулке 13 и прижимается к внешней поверхности кольца. Одновременно втулка перемещается вверх и ее Г-образный прихват давит на внутреннюю поверхность кольца, что и обеспечивает надежное крепление шпинделя головки.
За основной размер делительной головки принимают максимальный диаметр обрабатываемой заготовки. Стандарт предусматривает ряд головок из шести типоразмеров: 160, 200, 250, 320, 400 и 500 мм. Каждому размеру стола станка соответствует определенный тип головки. Например, на стол шириной 320 мм необходимо устанавливать головку для обработки заготовок диаметром 250 мм.
Непосредственное деление осуществляют поворотом шпинделя 3 вручную на требуемый угол. При этом рукояткой 12 червяк выводят из зацепления с червячным колесом. Отсчет угла поворота ведут по лимбу 11.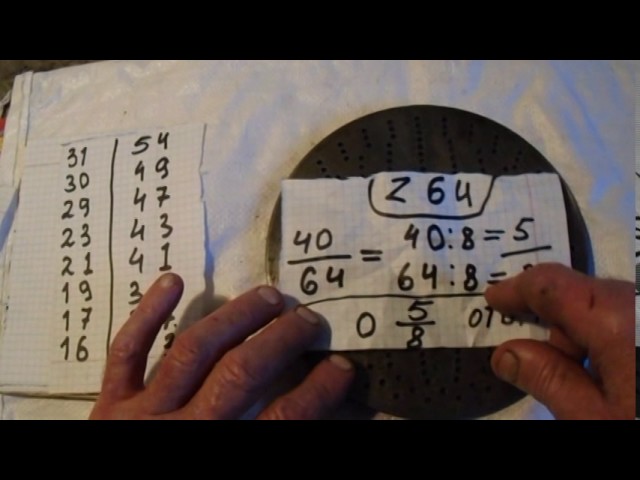
Рассмотрим пример простого деления.
Требуется разделить окружность на z равных частей. Следовательно, необходимо определить число поворотов рукоятки np , соответствующее повороту шпинделя на 1/z часть оборота. Это число определяют по формуле:
Если, например, z = 5, тогда 1/z часть оборота шпинделя головки соответствует восьми полным оборотам рукоятки ( np = 8).
При настройке делительной головки для простого деления необходимо соблюдать следующую последовательность приемов:
- защелкой обеспечить неподвижность делительного диска;
- ввести стержень-фиксатор в одно из отверстий делительного диска;
- во избежание ошибки при повторном вводе фиксатора в выбранное отверстие следует отметить его мелом
- или карандашом или подвести ножку сектора до упора в фиксатор;
- закрепить шпиндель головки винтом.


Рукоятку необходимо вращать только по часовой стрелке, что позволит избежать отрицательного влияния люфта цилиндрической и червячной передач на точность поворота заготовки. Если фрезеровщик повернул рукоятку на больший угол, то ее следует возвратить на четверть оборота против часовой стрелки, а затем вновь повернуть по часовой стрелке до заданного отверстия.
Если отношение N/z является дробным числом, то число оборотов рукоятки определяют по формуле:
где А – целое число, характеризующее количество полных оборотов рукоятки, а и б – числитель и знаменатель правильной несокращенной дроби. Например, если z = 33, то
В данном случае необходимо подобрать такой делительный диск, в одной из окружностей которого число отверстий соответствует или кратно знаменателю дробной части полученного соотношения. Дробь 7/33 нужно умножить на такую величину М, чтобы знаменатель соответствовал числу отверстий делительного круга. Если здесь числитель и знаменатель умножить на 2, то значение знаменателя 66 будет соответствовать числу отверстий одной из окружностей делительного диска.
Если здесь числитель и знаменатель умножить на 2, то значение знаменателя 66 будет соответствовать числу отверстий одной из окружностей делительного диска.
Рукоятку устанавливают на делительном круге с числом отверстий 66, а стержень-фиксатор вводят в одно из отверстий диска. В процессе деления рукоятку головки поворачивают на один полный оборот и дополнительно на 14/66 часть оборота, которая определяется по отверстиям диска. Количество отверстий, соответствующее величине дополнительного поворота рукоятки и на которое нужно настроить раздвижной сектор, опредляют из выражения:
n = aM+1.
Следовательно, сектор необходимо настроить так, чтобы между его ножками число отверстий на делительном круге 66 соответствовало n = 7 ⋅ 2 + 1 = 15. Затем в этом положении ножки сектора закрепляют винтом 1 (рис. 4.23). После окончания обработки заготовки в данном положении шпиндель открепляют, рукояткой делают один полный оборот и дополнительно 14/66 оборота и фиксатор вводят в отверстие, расположенное рядом с ножкой 2. Сектор поворачивают по часовой стрелке до соприкосновения ножки 3 с фиксатором, снова закрепляют шпиндель и начинают обрабатывать заготовку в новом положении.
Сектор поворачивают по часовой стрелке до соприкосновения ножки 3 с фиксатором, снова закрепляют шпиндель и начинают обрабатывать заготовку в новом положении.
При чистовом фрезеровании заготовка иногда должна быть точно ориентирована относительно фрезы, а отверстие диска при этом может не совпадать с фиксатором. В этом случае винтом освобождают защелку, что позволяет осуществить незначительный проворот делительного диска, вполне достаточный для ввода фиксатора в ближайшее отверстие.
Дифференциальное деление применяют в тех случаях, когда на диске отсутствует делительный круг с числом отверстий, равным или кратным знаменателю б. Например, нельзя методом простого деления обеспечить деление окружности на 59; 61; 67; 73 и т.п. Отличие дифференциального способа деления от всех других заключается в том, что отсчет поворота рукоятки 6 (см. рис. 4.22, б) ведется не по неподвижному, а по вращающемуся делительному диску 9.
Для проведения дифференциального деления необходимо расстопорить (отвести защелку 7) делительный диск и соединить шпиндель с делительным диском сменными колесами. При этом колесо z1 устанавливают на оправке, закрепленной в конусном отверстии заднего конца шпинделя, а колесо z4 – на валу 16 конического колеса 17.
При этом колесо z1 устанавливают на оправке, закрепленной в конусном отверстии заднего конца шпинделя, а колесо z4 – на валу 16 конического колеса 17.
Если теперь вращать рукоятку, то при вращении шпинделя будет вращаться и делительный диск. В результате этих движений число оборотов рукоятки np будет соответствовать сумме движения nпр и поворота диска nдоп, т.е. nр = nпр + nдоп. При этом величина где z – заданное число делений оборота шпинделя; iсм – передаточное отношение сменных зубчатых колес.
Возможность получения дополнительного движения рукоятки за счет сменных колес (обеспечивающих поворот делительного диска) и положена в основу методики выполнения дифференциального деления. Поэтому при дифференциальном делении на заданное число частей число nпр (приближенное) выбирают близким к заданному z (в меньшую или большую сторону).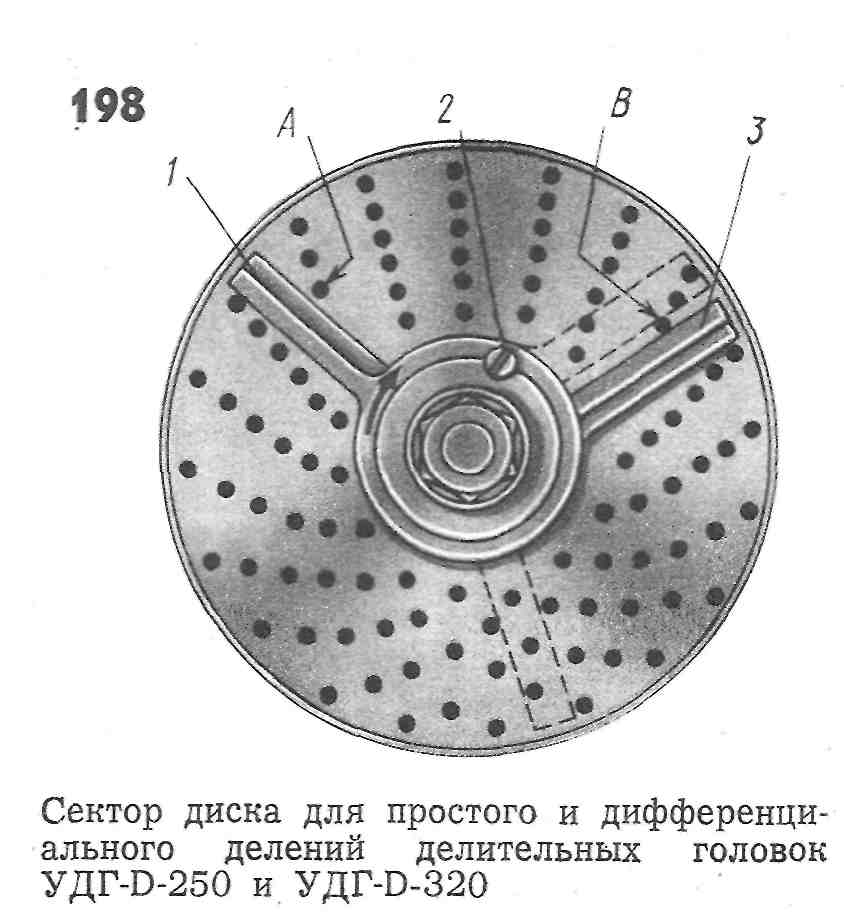 При этом оно должно удовлетворять условиям простого деления и по возможности быть кратным N.
При этом оно должно удовлетворять условиям простого деления и по возможности быть кратным N.
Для осуществления деления в соответствии с zпр необходимо сделать nпр = N/ zпр оборотов рукоятки. Теперь с учетом дополнительного движения рукоят- ки запишем соотношение:
отсюда находим iсм = N / zпр ( zпр – z).
Рассмотрим последовательность приемов при дифференциальном делении, например, на число делений 59.
Принимаем
т.е.
Следует иметь в виду, что если величина передаточного отношения положительная, то направление вращения рукоятки и диска совпадают (вращение по часовой стрелке), а если отрицательная – при вращении рукоятки по часовой стрелке диск должен вращаться в противоположном направлении. Для обеспечения этого в набор сменных колес необходимо ввести дополнительное зубчатое колесо (паразитное) в соответствии с определенной схемой. Обычно головкам прилагают комплект сменных зубчатых колес с числами зубьев: 25; 30; 35; 40; 50; 55; 60; 70; 80; 90; 100; 127.
Обычно головкам прилагают комплект сменных зубчатых колес с числами зубьев: 25; 30; 35; 40; 50; 55; 60; 70; 80; 90; 100; 127.
Установленному передаточному отношению удовлетворяет следующее сочетание зубчатых колес:
Установка сменных зубчатых колес применительно к рассматриваемому примеру показана на рис. 4.22, б. На шпиндельном валике находится зубчатое колесо z1 = 80, на первом промежуточном пальце гитары z2 = 100, затем z3 = 50, на валике привода делительной головки z4 = 60. Зубчатые колеса 80 и 60 необходимо монтировать на валы со шпонками.
Определяем число оборотов рукоятки при делении:
Затем выбираем делительный круг с числом отверстий 30 и подводим фиксатор к этому кругу. Сектор раздвигаем на 21 отверстие. Следует помнить, что дифференциальное деление возможно только при горизонтальном расположении шпинделя головки.
В специальных справочниках приведены таблицы настройки головок для дифференциального деления на число делений от 51 до 399 с указанием делительного круга, числа пропускаемых промежутков отверстий, числа зубьев сменных зубчатых колес и схемы их установки.
Настройка делительной головки на фрезерование винтовой канавки позволяет обеспечить два взаимосвязанных движения заготовки относительно инструмента – перемещение в продольном направлении и вращение вокруг оси. Первое движение осуществляется за счет продольной подачи стола, второе – благо- даря вращению шпинделя делительной головки. Для взаимосвязи движений делительная головка сменными шестернями z1′, z2′, z3′, z4′ присоединяется к ходовому винту привода продольной подачи стола станка.
При наличии сменных колес вращение ходового винта при перемещении стола в продольном направлении вызовет вращение шпинделя делительной головки. Чтобы получить винтовую канавку, шпиндель при перемещении стола на величину, равную шагу Т нарезаемой канавки, должен сделать один оборот.
Характеристикой универсально-фрезерного станка называется шаг винтовой канавки, полученной при передаточном отношении сменных зубчатых колес, соединяющих винт станка и валик привода делительной головки, равном единице.
Допустим, что передаточное отношение сменных зубчатых колес, показанных на рис. 4.22, б, равно единице. Так как передаточное отношение постоянных колес 17 : 17, 33 : 33 делительных головок равно единице, то за один оборот винта продольной подачи стол переместится на шаг Р, червяк головки сделает один оборот, а шпиндель головки повернется на 1/40 оборота. Следовательно, шпиндель головки сделает полный оборот, когда винт подачи стола совершит 40 оборотов, а стол станка переместится на величину, равную произведению частоты вращения винта 40 на его шаг 6 мм, т.е. 40 x 6 = 240 мм. Таким образом, за один оборот шпинделя делительной головки при принятом допущении iсм = 1 на заготовке будет образована винтовая канавка с шагом 240 мм. Число 240 и есть характеристика станка. В общем случае характеристика универсально-фрезерного станка А определяется по формуле
A = NPB ,
где PB – шаг винта продольной подачи стола, мм.
Теперь легко получить формулу для определения передаточного отношения сменных зубчатых колес гитары. Если на станке с характеристикой 240 требуется профрезеровать винтовую канавку с шагом 120 мм, то за время перемещения стола на 240 мм обрабатываемая заготовка должна сделать два оборота. При этом передаточное отношение сменных зубчатых колес должно быть равно двум. При шаге винтовой канавки, равном 60 мм, это отношение должно быть равно 4 и т.д.
Таким образом, передаточное отношение сменных зубчатых колес, соединяющих винт продольной подачи стола и валик привода делительной головки, определяется по формуле:
где А – характеристика станка; Т – шаг винтовой канавки, мм.
Следует отметить, что установка сменных колес на гитаре при настройке делительной головки на обработку винтовой канавки – довольно сложная операция, поскольку гитара имеет несколько колес с постоянным числом зубьев.
Оптические делительные головки применяются для выполнения особо точных делений, а также для проверки правильности выполненных делений. Отсчет поворота шпинделя в таких головках ведется по круговой шкале при помощи оптической системы с точностью отсчета 1′.
Отсчет поворота шпинделя в таких головках ведется по круговой шкале при помощи оптической системы с точностью отсчета 1′.
Для установки обрабатываемых заготовок применяют принадлежности делительных головок: задняя бабка, набор оправок, поводковый центр, трехкулачковый патрон, цанговые патроны и оправки, люнет (рис. 4.24).
Рис. 4.24. Некоторые принадлежности делительных головок:
а – задняя бабка; б, в – оправки; г – центр с поводком; д – люнет
Задняя бабка (рис. 4.24, а) наиболее часто используется совместно с делительной головкой. Основанием 8 бабка крепится на столе фрезерного станка. Ориентация задней бабки по пазу стола станка осуществляется направляющими шпонками 9. В прорези основания расположен корпус 1, подъем и опускание которого происходит при вращении зубчатого колеса 7, сцепленного с валикомрейкой 6. Верхний конец этого валикрейки соединен штифтом 5 с корпусом. После установки корпуса в требуемое положение его закрепляют в основании бабки и затягивают гайками болтов 4. Перемещение пиноли 3 осуществляется вращением маховика 2.
После установки корпуса в требуемое положение его закрепляют в основании бабки и затягивают гайками болтов 4. Перемещение пиноли 3 осуществляется вращением маховика 2.
В зависимости от размера и конструкции обрабатываемые заготовки могут быть установлены и закреплены:
- в центрах делительной головки и задней бабки;
- на оправке, установленной в центрах делительной головки и задней бабки;
- на оправке, установленной в коническом гнезде шпинделя делительной головки;
- в трехкулачковом патроне, навернутом на резьбовой конец шпинделя делительной головки;
- в цанговых патронах.
Заготовки типа дисков и втулок надевают на оправки, установленные в центрах делительной головки и задней бабки, или на оправки, помещенные в коническое гнездо шпинделя делительной головки. Центровые конусные оправки устанавливают в центрах делительной головки и задней бабки. Заготовка базируется отверстием и удерживается на оправке силами трения. Центровая оправка, показанная на рис. 4.24, б, имеет заплечик 1, шпоночную канавку 2 и гайку 4. Заготовка надевается на гладкую часть оправки 3 и закрепляется гайкой. При фрезеровании с большими силами резания заготовка может быть поставлена на шпонку.
Центровая оправка, показанная на рис. 4.24, б, имеет заплечик 1, шпоночную канавку 2 и гайку 4. Заготовка надевается на гладкую часть оправки 3 и закрепляется гайкой. При фрезеровании с большими силами резания заготовка может быть поставлена на шпонку.
Оправка, показанная на рис. 4.24, в, служит для закрепления заготовок, при фрезеровании которых не применяют задний центр. Эту оправку вставляют коническим хвостовиком в коническое отверстие шпинделя делительной головки (вместо центра) и затягивают специальным винтом-затяжкой.
Заготовки типа валов устанавливают в центрах (рис. 4.24, г). Центр 4 с поводком 3 вставляют коническим хвостовиком 2 в гнездо шпинделя. На лыски, имеющиеся в центре, надевают поводок 3. Винт-затяжку 1 вставляют в задний конец шпинделя головки и ввинчивают в хвостовик центра или оправки. Хомутик, надеваемый на заготовку или оправку, своим загнутым концом 7 входит в паз поводка, и закрепляется в нем винтами 5. На заготовке хомутик крепят винтом 6.
На заготовке хомутик крепят винтом 6.
Заготовки круглой формы часто устанавливают в трехкулачковом самоцентрирующем патроне, который крепят на шпинделе делительной головки.
При обработке нежестких заготовок (при l/D > 10, где l – длина, D – диаметр заготовки) в качестве дополнительной опоры во избежание прогиба заготовки применяют люнеты (рис. 4.24, д). Обрабатываемую заготовку располагают в призматическом вырезе, сделанном в головке винта домкрата. В рабочее положение винт устанавливается вращением накатной гайки 1 и закрепляется винтом 2.
BS-1 5-дюймовая полууниверсальная делительная головка для вращающегося фрезерного станка Ta
Наведите курсор на изображение, чтобы увеличить его
Сохранить 0
Vertex Machinery WorksАртикул: 1001-051
Поделитесь этим продуктом
ПРЕДУПРЕЖДЕНИЕ : Этот продукт может содержать материалы и/или химические вещества, такие как мышьяк, свинец и другие вещества, которые, как известно в штате Калифорния, вызывают рак и/или репродуктивные проблемы.
Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov
Способы оплаты
American ExpressApple PayDiners ClubDiscoverGoogle PayMastercardPayPalShop PayVisaВаша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Служба безопасности
Страна
КанадаСоединенные ШтатыАвстралия—АргентинаАвстралияБуркина-ФасоКанадаЕгипетИндонезияМексикаНовая ЗеландияКатарСингапурСША
Почтовый индекс
От центра до земли: 5 дюймов (128 мм),
От центра к конусу Морзе №3.
Подходит для 5-дюймового патрона.
Делительная головка может делить под любым углом прямым,
непрямым или другими способами. Соотношение между теплой и теплой передачей
составляет 40:1. Косвенная индексация
Косвенная индексация
всех чисел от 2 до 50 и многих чисел до
380 возможных
Закаленный и отшлифованный шпиндель жестко удерживается в коническом роликовом подшипнике
. Червяк также закален и отшлифован.
Поворотная головка может быть заблокирована под любым углом от 10º
обеспечивает плавное вращение.
Все модели имеют носовую часть шпинделя с резьбой и разделительную пластину
с 24 отверстиями, которую можно легко преобразовать в быструю прямую индексацию
на числах 2, 3, 4, 6, 8, 12 и 24. Прочная конструкция
обеспечивает плавное вращение.
** Обратите внимание, что задняя бабка и патрон в комплект не входят
| Заказ № | А | Б | Н | я | и | б | г | ч | Конус центра | ШПИНДЕЛЬ СКВОЗНОЕ ОТВЕРСТИЕ | КОД №. |
| БС-1 | 245 | 230 | 220 | 19 | 205 | 114 | 16 | 128 | МТ-3 | 20 | 1001-051 |
BS-0 (задняя бабка) Единица измерения: мм
| Артикул № | А1 | В1 | h2 | И1 | а1 | б1 | h2 | г1 | СЗ (кг) |
| БС-1 | 170-195 | 64 | 150 | 11 | 155 | 110 | 150-115 | 16 | 5,3 |
У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы
Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Исключения/предметы, не подлежащие возврату
Определенные типы товаров не подлежат возврату, например товары, изготовленные по индивидуальному заказу (например, специальные заказы или персонализированные товары), а также товары личной гигиены (например, косметика). Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
К сожалению, мы не принимаем возврат товаров со скидкой.
Обмен
Самый быстрый способ убедиться, что вы получите то, что хотите, — это вернуть предмет, который у вас есть, и после того, как возврат будет принят, совершить отдельную покупку нового предмета.
Возврат
Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.
Плата за услугу
Обратите внимание, что если заказы размещены по ошибке, и мы обязаны вернуть сумму заказа, мы не вернем плату за платежную услугу.
VEVOR VEVOR BS-0 Прецизионная делительная головка, Горизонтальная делительная головка с 3-х кулачковым патроном, Задняя бабка MT2 BS-0 5″ Полууниверсальная делительная головка для фрезерных станков Фрезерование зуборезных станков
Прецизионная делительная головка BS-0
Делительная головка не “не только великолепно выглядит, но и позволяет вам делать больше с вашим фрезерным станком: измерять определенные углы и делить окружность на равноотстоящие дуги. Он поставляется с 3 сменными делительными пластинами и задней бабкой для обеспечения более точной и стабильной работы. Это будет вашим идеальный помощник для обработки канавок фрезы, нарезания зубьев шестерни, фрезерования криволинейных пазов или сверления отверстий под болты по окружности детали.0003
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и надежная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочный и прочный корпус
Делительная головка отличается долгим сроком службы благодаря к его жесткому качеству.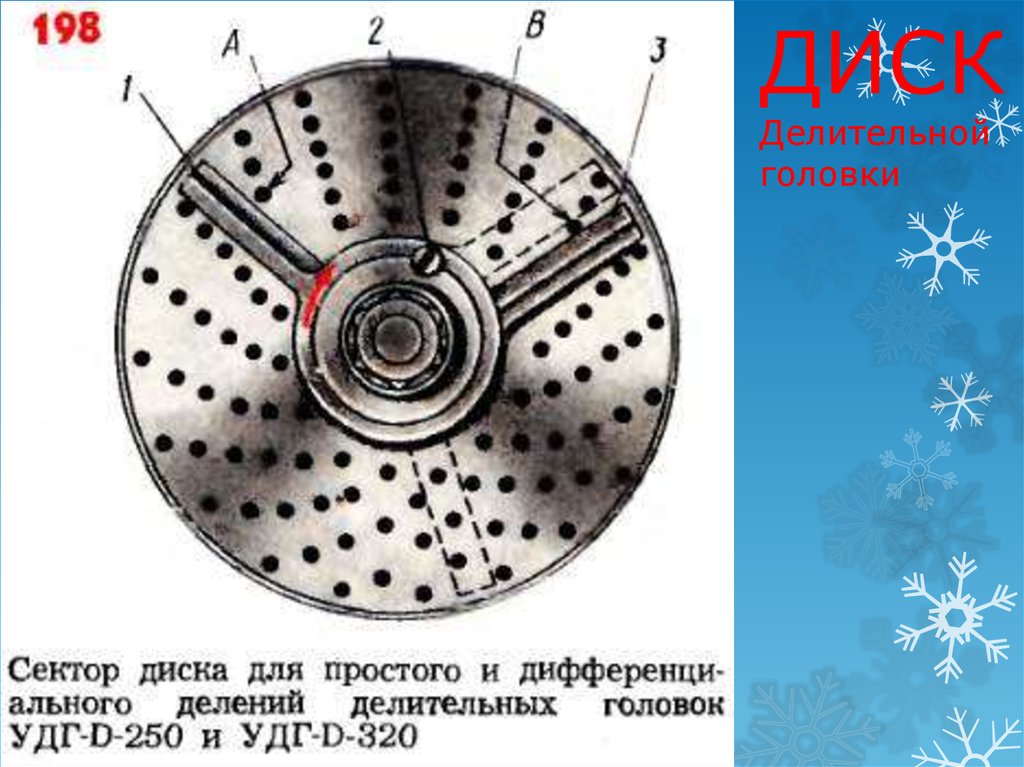 Он разработан с зеркальной отделкой, которая устойчива к износу и выглядит низкопрофильной.
Он разработан с зеркальной отделкой, которая устойчива к износу и выглядит низкопрофильной.
Регулируемая передняя бабка
Делительная головка может наклоняться от 10° по горизонтали до 90° по вертикали. И это будет удобно, если вы хотите вырезать деталь под определенным углом.
Прямая делительная пластина
При повороте 1-го уровня, который выдавливает штифт, штифт входит в пластину, и вы можете разделить полный круг на 2, 3, 4, 6, 8, 12 или 24 части. Другой уровень предотвращает вибрацию шпинделя во время обработки.
Более точные пластины
Высокая точность работы делительной головки достигается с помощью непрямых индексных пластин A, B и C. Все деления 2-50 могут быть выполнены, но некоторые от 51 до 380 не могут быть получены. Перед настройкой сверьтесь с инструкцией.
Прочная задняя бабка MT2
Задняя бабка MT2 обеспечивает надежную поддержку обрабатываемой детали. Это особенно полезно, когда заготовка относительно длинная и тонкая.
Широкое применение
Поворотный индексатор используется на столах фрезерных станков и других станков, включая сверлильные станки, шлифовальные и расточные станки.
Технические характеристики
Поворот: 6-1/2″
Центральная высота: 3-15/16″
Конус передней бабки: MT2
Вес: 23 кг (50,7 фунта)
Размеры упаковки: 410*235*205 мм (16*9*8 дюймов)
90 264
Содержимое упаковки
Прочное оборудование & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Pay Less
VEVOR — ведущий бренд, специализирующийся в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
BS-0 Precision Делительная головка
Делительная головка не только выглядит отлично, но позволяет вам делать больше с вашим фрезерным станком: измерять определенные углы и делить окружность на равноотстоящие дуги. Он поставляется с 3 сменными делительными пластинами и задней бабкой для обеспечения более точной и стабильной работы. Он станет вашим идеальным помощником для обработки канавок фрезы, нарезания зубьев шестерен, фрезерования криволинейных пазов или сверления отверстий под болты по окружности детали.
- Прочная конструкция
- Простота регулировки
- Высокая точность
- Прочная опора заготовки
Прочный и прочный корпус
Делительная головка отличается долгим сроком службы благодаря своей жесткости. Он разработан с зеркальной отделкой, которая устойчива к износу и выглядит низкопрофильной.
Регулируемая передняя бабка
Делительная головка может наклоняться от 10° по горизонтали до 90° по вертикали. И это будет удобно, если вы хотите вырезать деталь под определенным углом.
Прямая делительная пластина
При повороте 1-го уровня, который выдавливает штифт, штифт входит в пластину, и вы можете разделить полный круг на 2, 3, 4, 6, 8, 12 или 24 части. Другой уровень предотвращает вибрацию шпинделя во время обработки.
Более точные пластины
Высокая точность работы делительной головки достигается с помощью непрямых индексных пластин A, B и C. Все деления 2-50 могут быть выполнены, но некоторые от 51 до 380 не могут быть получены.![]()