Справочная информация о бесстружечных метчиках-раскатниках
ИНСТРУМЕНТ ДЛЯ ХОЛОДНОВЫСАДОЧНЫХ И РЕЗЬБОНАКАТНЫХ СТАНКОВ ПРЕСС-ФОРМЫ И ШТАМПЫ ИЗ КАРБИДА ВОЛЬФРАМА ТВЕРДОСПЛАВНЫЕ ЗАГОТОВКИ ДЛЯ ЭЭО И ТОЧНОЙ ШТАМПОВКИ ВОЛОКИ АЛМАЗНЫЕ МАТРИЦЫ ХОЛОДНОВЫСАДОЧНЫЕ ВЫСАДОЧНЫЕ ПУАНСОНЫ ДЛЯ БОЛТОВ, ГАЕК, ДЕТАЛЕЙ ВЫСАДОЧНЫЕ ПУАНСОНЫ ДЛЯ ВИНТОВ И САМОРЕЗОВ ПУАНСОНЫ ДЛЯ ГАЕК МЕТЧИКИ БЕССТРУЖЕЧНЫЕ МЕТЧИКИ РАСКАТНИКИ ДЛЯ РЕЗЬБОНАКАТНЫХ СТАНКОВ ГАЕЧНЫЕ МЕТЧИКИ ПЛАШКИ РЕЗЬБОНАКАТНЫЕ ПЛОСКИЕ МАТРИЦЫ ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА САМОРЕЗА ВЫТАЛКИВАТЕЛИ К ИНСТРУМЕНТУ ПАЛЬЦЫ ПЕРЕНОСА ДЛЯ ГАЕК РОЛИКИ РЕЗЬБОНАКАТНЫЕ РОЛИК-СЕГМЕНТЫ ДЛЯ ПЛАНЕТАРНОЙ НАКАТКИ ОТРЕЗНЫЕ НОЖИ
- Метчик раскатник
для стали - Бесструженый метчик для
стали с короткой резьбой - Бесканавочный метчик для
стали с длинной резьбой - Бесканавочный метчик
для цветных сплавов - Метчик раскатник для цветных
сплавов с короткой резьбой - Бесканавочный метчик с длинной
резьбой для цветных сплавов - Метчик раскатник
с покрытием TiN - Бесстружечный метчик с короткой
резьбой и покрытием TiN - Бесстружечный метчик с длинной
резьбой и покрытием TiN - Метчик раскатник для цветных
сплавов для IT-индустрии - Бесстружечный метчик с
покрытием TiN для IT-индустрии
Применение и преимущества метчиков-раскатников
Метчики-накатники (бесстружечные метчики, метчики раскатники) рекомендуют применять при получении резьбы методом пластической деформации (накатыванием) в деталях из цветных и черных металлов, обладающих высокой пластичностью. К таким материалам относятся: алюминий и его сплавы, медь, латунь, бронза с повышенным содержанием меди, цинк и его сплавы, низкоуглеродистые и высокопластичные нержавеющие и жаропрочные стали.
К таким материалам относятся: алюминий и его сплавы, медь, латунь, бронза с повышенным содержанием меди, цинк и его сплавы, низкоуглеродистые и высокопластичные нержавеющие и жаропрочные стали.
Профиль накатываемой резьбы образуется за счет вдавливания инструмента в материал заготовки и выдавливания части материала во впадины инструмента.
Их основным отличием от режущих метчиков является отсутствие продольных канавок, образующих режущие кромки. Кроме того, приемный конус на этих метчиках значительно короче. На конце резьбовой части бесканавочных метчиков имеются небольшие симметрично расположенные канавки для подачи СОЖ.
Использование бесстружечных метчиков даёт ряд преимуществ:
- высокая производительность труда при накатывании резьбы является главным достоинством бесканавочных метчиков, метчики-раскатники более производительны, чем обычные метчики;
- метчики-раскатники используются при нарезании резьбы не только в сквозных, но и в глухих отверстиях;
- бесстружечные метчики гораздо прочнее обычных, случаи их поломок очень редки и брак деталей из-за поломок метчиков почти не наблюдается;
- срок службы бесканавочного метчика значительно больше обычного благодаря длинной резьбовой части, которую можно перетачивать несколько раз;
- получение более точных резьб с низкой шероховатостью поверхности резьбы;
- возможность обработки резьб в отверстиях глубиной от 3,5 × D без возникновения проблем с отводом стружки;
- метчики-раскатники имеют более высокую стойкость;
- один тип метчика можно использовать для обработки различных материалов;
- гарантированное обеспечение требуемой точности резьбы;
- отсутствие образования стружки;
- до 100% более прочная резьба (более высокая прочность на смятие).

Выбор класса точности метчика
Класс точности метчика определяется допусками (1, 2, 3B, 2B и т.п.) на внутреннюю резьбу
| Спецификация | шаг | точность резьбы | |||||
|---|---|---|---|---|---|---|---|
| класс 1 внутренняя резьба | класс 2 внутренняя резьба | повышенная точность (*) | |||||
| класс 2 +0.02 ~ +0.03 | класс 2 +0.04 ~ +0.05 | ||||||
M3 M4 M4.5 M5 M5.5 M3 M3.5 | 0.5 0.35 | RH 3 3 | RH 4 4 | RH 5 5 | RH 6 6 | RH 8 7 | RH 9 8 |
M3. | 0.6 | RH 3 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 |
M4 | 0.7 | RH 4 | RH 5 | RH 6 | RH 7 | RH 9 | RH 10 |
M5 | 0.8 | RH 4 | RH 5 | RH 6 | RH 7 | RH 9 | RH 10 |
M6 M4 M4. | 1 0.75 | RH 4 4 | RH 6 5 | RH 7 6 | RH 8 7 | RH 9 8 | RH 10 9 |
M7 M8 M9 M10 M11 | 1 0.75 | RH 4 5 | RH 6 6 | RH 7 7 | RH 8 8 | RH 9 9 | RH 10 10 |
M10 M11 M12 M8 M9 M10 M12 | 1 1. | RH 5 5 | RH 6 6 | RH 7 7 | RH 8 8 | RH 9 | RH 10 10 |
M10 M11 M12 M12 | 1.5 1.75 | RH 5 5 | RH 6 7 | RH 7 8 | RH 8 9 | RH 9 10 | RH 10 11 |
M14 M15 M16 M17 M18 M20 M22 M24 | 1 1 | RH 5 5 | RH 8 8 | RH 9 9 | RH 10 10 | RH 11 11 | RH 12 12 |
M14 M15 M16 M18 M20 M22 M24 | 1. 1.5 | RH 5 6 | RH 8 9 | RH 9 10 | RH 10 11 | RH 11 12 | RH 12 13 |
M14 M16 M17 | 2 1.5 | RH 6 9 | RH 9 10 | RH 10 11 | RH 11 12 | RH 12 13 | RH 13 14 |
M18 M20 M22 M18 M20 M22 | 2 2. | RH 6 6 | RH 10 10 | RH 11 11 | RH 12 12 | RH 13 13 | RH 14 14 |
M24 M24 | 2 3 | RH 6 8 | RH 10 11 | RH 11 12 | RH 12 13 | RH 13 14 | RH 14 15 |
 5
5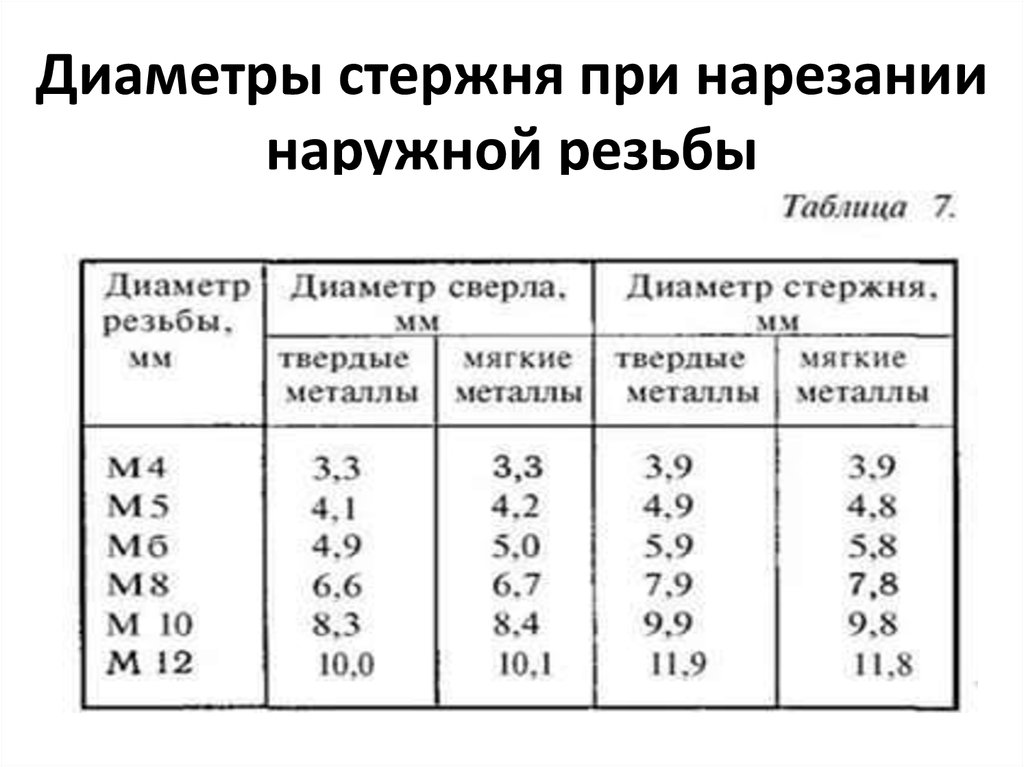 5 M6
5 M6 25
25 5
5 5
5| Спецификация | число ниток на дюйм (25.4 мм) | точность резьбы | |||||
|---|---|---|---|---|---|---|---|
| класс 3B внутренняя резьба | класс 2B внутренняя резьба | повышенная точность (*) | |||||
класс 2B +0.02 ~ +0.03 | класс 2B +0.04 ~ +0.05 | ||||||
No.5 | 44 | RH 3 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 |
No.4 No.5 No.6 | 40 | RH 3 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 |
No. | 36 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 | |
No.6 No.8 No.10 | 32 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 | |
No.10 No.12 No.12 | 24 28 | RH 4 4 | RH 5 | RH 6 5 | RH 7 6 | RH 8 8 | RH 9 9 |
U 1/ 4 | 20 28 | RH 4 4 | RH 5 | RH 6 5 | RH 7 6 | RH 8 7 | RH 9 8 |
5/16 | 18 24 | RH 5 5 | RH 6 | RH 7 6 | RH 8 7 | RH 9 8 | RH 10 9 |
3/ 8 | 16 24 | RH 5 5 | RH 6 | RH 7 6 | RH 8 7 | RH 9 8 | RH 10 9 |
7/16 | 14 20 | RH 5 5 | RH 6 6 | RH 7 7 | RH 8 8 | RH 9 9 | RH 10 10 |
1/ 2 | 13 20 | RH 6 5 | RH 7 6 | RH 8 7 | RH 9 8 | RH 10 9 | RH 11 10 |
9/16 | 12 18 | RH 8 7 | RH 9 8 | RH 10 9 | RH 11 10 | RH 12 11 | RH 13 12 |
5/ 8 | 11 18 | RH 8 7 | RH 10 8 | RH 11 9 | RH 12 10 | RH 13 11 | RH 14 12 |
3/ 4 | 10 16 | RH 9 7 | RH 11 9 | RH 12 10 | RH 13 11 | RH 14 12 | RH 15 13 |
7/ 8 | 9 14 | RH 9 8 | RH 11 10 | RH 12 11 | RH 13 12 | RH 14 13 | RH 15 14 |
1” | 8 12 | RH 10 9 | RH 12 11 | RH 13 12 | RH 14 13 | RH 15 14 | RH 16 15 |
 Американская резьба (U)
Американская резьба (U) 8
8Примечания:
(*) Повышенная точность метчиков при высоких требованиях к точности внутренней резьбы.
(*) Действительные параметры точности при обработке материалов могут отличаться от эталонных в зависимости от конкретных материалов и условий обработки.
Таблицы 1 и 2 определяют допуск метчика с дискретностью 12,7 мкм (0.0005″).
верхний предел допуска = 12,7 мкм x n (где n = номер RH допуска метчика)
нижний предел допуска = верхний предел – 12,7 мкм
Пример: класс точности RH6
верхний предел допуска:
12,7 x 6 = 77 мкм,
нижний предел допуска:
77 мкм – 12,7 мкм (округление до 13 мкм) = 64 мкм
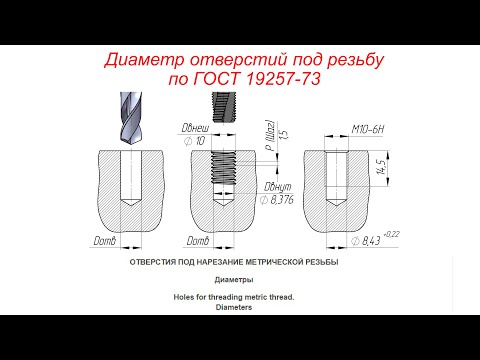
Расчёт диаметра отверстия под нарезание резьбы метчиком
Формула 1
dN = D – P х 0.45
dN – диаметр отверстия под резьбу
D – диаметр метчика
P – шаг резьбы
Формула 2
dN = D – 0.2 x P – 0.00403 х P х f1 + 0.0127 х n
dN – диаметр отверстия под резьбу
D – диаметр метчика
P – шаг резьбы
f1 = 90 % – рабочая высота профиля резьбы в процентах
n = номер RH допуска метчика
Пример – внутренняя резьба M10 х 1. 5 RH7 класс точности 2
5 RH7 класс точности 2
dN = 10-0.2×1.5-0.00403×1.5×90+0.0127×7 = 9,24 мм
Выбор смазочно-охлаждающей жидкости
| Обрабатываемый материал | Смазочно-охлаждающая жидкость для накатывания резьбы |
|---|---|
| Алюминий, литой алюминий Цинковые сплавы, цинковое литье | Водо-растворимые соли, масло-растворимая не жирная СОЖ |
| медь, латунь | содержащая масло водорастворимая СОЖ, водорастворимая СОЖ |
| мягкая и магнито-мягкая стали, автоматная сталь | водорастворимое осерненное масло, серная мазь |
| обычная сталь, мягкая сталь, нержавеющая сталь (твёрдость HRC20 или меньше) | серная мазь, водорастворимое осерненное масло и соли на основе серы |
Выбор скорости накатывания резьбы
| Материал заготовки | скорость накатывания м/мин |
|---|---|
| Алюминий, медь, латунь (мягкая) | 20 ~ 30 |
| Алюминий, литой алюминий, свинцовые сплавы, цинковое литье, мягкая сталь, латунь,бронза, магнито-мягкие стали | 12 ~ 20 |
| Обычная сталь (твердость HRC20 или меньше), мягкая сталь, нержавеющая сталь | 5 ~ 12 |
Нарезание резьбы при слесарных работах
Нарезание внутренней и наружной резьб осуществляют на станках и вручную.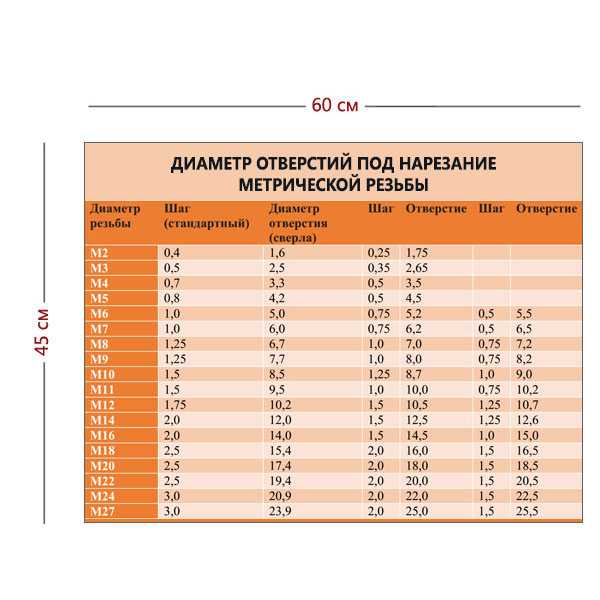 Внутреннюю резьбу в отверстиях нарезают специальными инструментами — метчиками. Метчики по назначению подразделяют на ручные, машинноручные, машинные и гаечные. Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом для воротка. Ручные метчики для метрической и дюймовой резьб изготовляют комплектами из двух или трех штук. Комплекты из двух метчиков применяют для резьб с шагом до 3 мм включительно, из трех — с шагом свыше 3 мм.
Внутреннюю резьбу в отверстиях нарезают специальными инструментами — метчиками. Метчики по назначению подразделяют на ручные, машинноручные, машинные и гаечные. Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом для воротка. Ручные метчики для метрической и дюймовой резьб изготовляют комплектами из двух или трех штук. Комплекты из двух метчиков применяют для резьб с шагом до 3 мм включительно, из трех — с шагом свыше 3 мм.
Полный профиль имеет только чистовой метчик. Черновой и средний метчики отличаются меньшими наружными диаметрами. Различна и длина заборного конуса у каждого метчика.
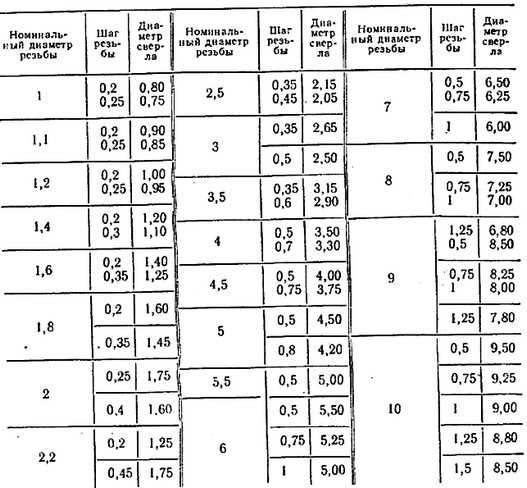
Каждый метчик в комплекте на хвостовой части имеет одну, две и три риски. В соответствующем порядке их используют при нарезании резьбы. Диаметр сверла для сверления отверстий под нарезание внутренних метрической и трубной резьб выбирают по табл. 7 и 8. Диаметр сверла для сверления отверстия под нарезание внутренней метрической резьбы приближенно можно вычислить по зависимости D = d – P, где d — диаметр резьбы; Р — шаг резьбы.
Глухие отверстия нужно сверлить глубже длины резьбы на величину l = 5…6 мм.
Нарезание резьбы вручную. После подготовки отверстия под резьбу необходимо: выбрать метчики в соответствии с требуемой резьбой; закрепить заготовку в тисках; смазать рабочую часть чернового метчика маслом и вставить его заборной частью в отверстие строго по его оси; надеть на метчик вороток и, слегка нажимая левой рукой на метчик вниз, правой вращать вороток по часовой стрелке до врезания метчика в металл на несколько ниток, пока его положение в отверстии не станет устойчивым.
Взяв вороток двумя руками, его плавно вращают по часовой стрелке. После одного-двух оборотов необходимо: сделать пол-оборота в обратную сторону для дробления стружки и продолжить нарезание резьбы до полного входа рабочей части метчика в отверстие; вывернуть метчик обратным вращением из отверстия; прорезать резьбу средним, а затем чистовым метчиком. Метчики, смазанные маслом, ввертывают в отверстие без воротка, и только после того, как метчик пройдет правильно по резьбе, на квадрат хвостовика надевают вороток и продолжают нарезание резьбы.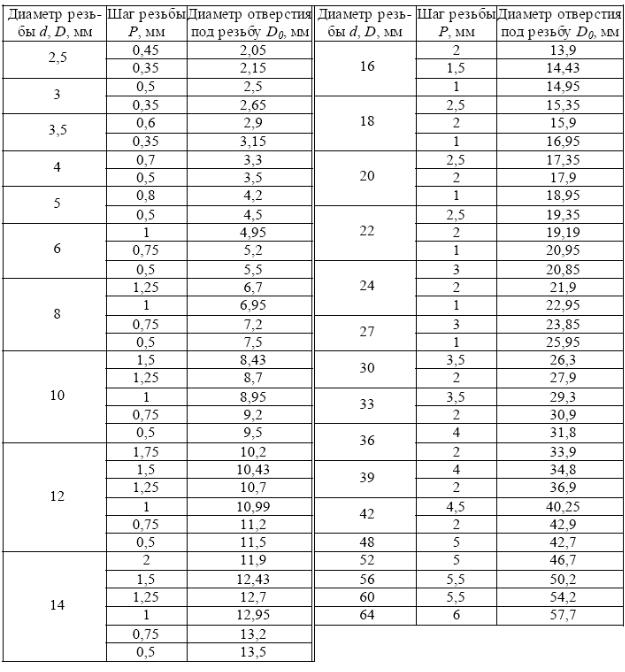
Качество резьбовой поверхности определяют внешним осмотром, а точность резьбы проверяют резьбовыми калибрами-пробками. Резьбу в глухом отверстии контролируют ввертыванием контрольного болта.
Механизированное нарезание резьбы выполняют на сверлильных станках, применяя специальные предохранительные патроны с остановом вращения метчика.
Нарезание резьбы ручными машинами. Для нарезания резьбы в глухих и сквозных отверстиях применяют ручные нарезные машины электрические и пневматические диаметром метчика соответственно до 24 и до 8 мм. По сравнению с нарезанием резьбы вручную применение резьбонарезных машин повышает производительность труда в 5–6 раз. Приемы и способы работы резьбонарезными машинами сходны с работой сверлильными машинами. Резьбонарезные машины имеют реверсивный механизм, который позволяет вывертывать метчик.
Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые (лерки) и раздвижные.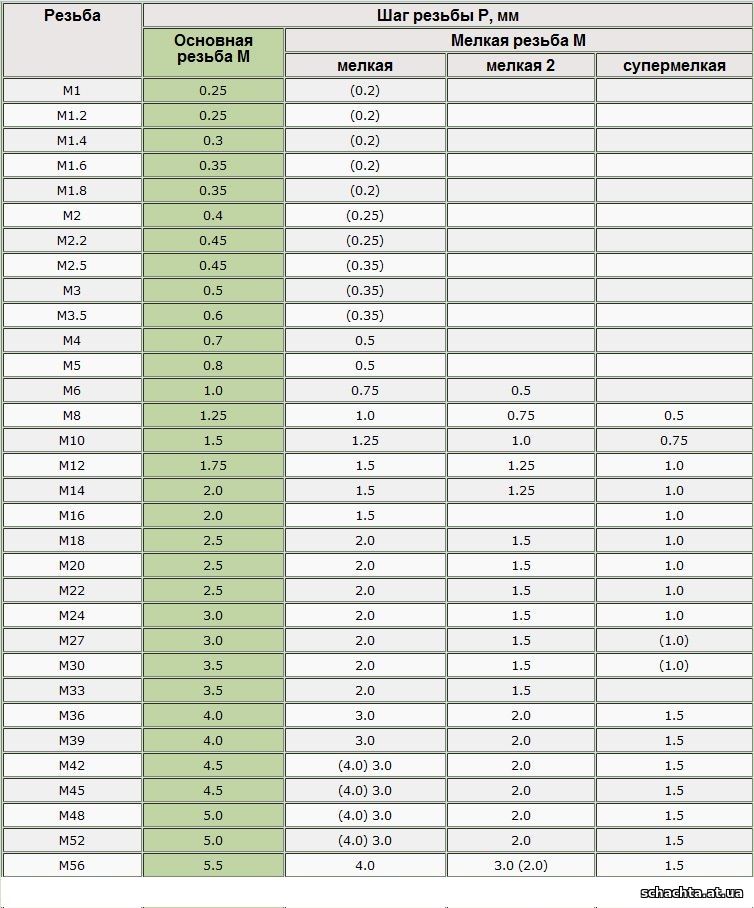 Круглые плашки изготовляют цельными и разрезными. С помощью цельных плашек можно получить резьбу только одного диаметра. Разрезные плашки имеют прорезь, позволяющую регулировать диаметр резьбы в пределах 0,1…0,3 мм. Плашку крепят в специальном воротке (плашкодержателе) с одним или двумя крепежными и тремя установочными винтами. Крайние винты служат для уменьшения, средний для увеличения размера плашки.
Круглые плашки изготовляют цельными и разрезными. С помощью цельных плашек можно получить резьбу только одного диаметра. Разрезные плашки имеют прорезь, позволяющую регулировать диаметр резьбы в пределах 0,1…0,3 мм. Плашку крепят в специальном воротке (плашкодержателе) с одним или двумя крепежными и тремя установочными винтами. Крайние винты служат для уменьшения, средний для увеличения размера плашки.
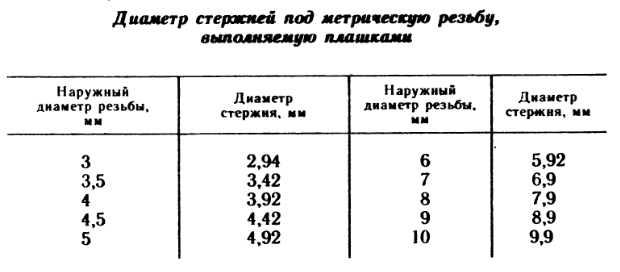
Раздвижные плашки состоят из двух половинок — полуплашек. На боковых сторонах полуплашек имеются угловые пазы, которыми они устанавливаются в направляющие выступы клупа (воротка) и поджимаются винтом. Этим же винтом можно изменять расстояние между полуплашками и обеспечивать диаметр резьбы в нужных пределах. Нарезать резьбу двумя полуплашками можно в несколько переходов, что облегчает резание. Диаметр стержня под резьбу выбирают по табл. 9; 10.
Таблица 7. Диаметры сверл для обработки отверстий под нарезание метрических резьб
| Номинальный диаметр d резьбы | Шаг Р резьбы | Диаметр сверла D | Номинальный диаметр d резьбы | Шаг Р резьбы | Диаметр сверла D |
| 6 | 0,5 | 5,50 | 24 | 0,75 | 23,25 |
| 0,75 | 5,25 | 1 | 23,00 | ||
| 1 | 5,00 | 1,5 | 23,50 | ||
| 2 | 22,00 | ||||
| 3 | 21,00 | ||||
| 8 | 0,5 | 7,50 | 30 | 0,75 | 29,25 |
| 0,75 | 7,25 | 1 | 29,00 | ||
| 1 | 7,00 | 1,5 | 28,50 | ||
| 1,25 | 6,80 | 2 | 28,00 | ||
| 3 | 27,00 | ||||
| 3,5 | 26,50 | ||||
| 10 | 0,5 | 9,5 | 36 | 1 | 35,00 |
| 0,75 | 9,25 | 1,5 | 34,50 | ||
| 1 | 9,00 | 2 | 34,00 | ||
| 1,25 | 8,80 | 3 | 33,00 | ||
| 1,5 | 8,50 | 4 | 32,00 | ||
| 12 | 0,5 | 11,5 | 42 | 1 | 41,00 |
| 0,75 | 11,25 | 1,5 | 40,50 | ||
| 1 | 11,00 | 2 | 40,00 | ||
| 1,25 | 10,80 | 3 | 39,00 | ||
| 1,5 | 10,50 | 4 | 38,00 | ||
| 1,75 | 10,20 | 4,5 | 37,50 | ||
| 16 | 0,5 | 15,50 | 48 | 1 | 47,00 |
| 0,75 | 15,25 | 1,5 | 46,50 | ||
| 1 | 15,00 | 2 | 46,00 | ||
| 1,5 | 14,50 | 3 | 45,00 | ||
| 2 | 14,00 | 4 | 44,00 | ||
| 5 | 43,00 | ||||
| 20 | 0,5 | 19,50 | 52 | 1 | 51,00 |
| 0,75 | 19,25 | 1,5 | 50,50 | ||
| 1 | 19,00 | 2 | 50,00 | ||
| 1,5 | 18,50 | 3 | 49,00 | ||
| 2 | 18,00 | 4 | 48,00 | ||
| 2,5 | 17,50 | 5 | 47,00 |
Примечание. Выделены диаметры сверл для отверстий под резьбы с крупным шагом.
Выделены диаметры сверл для отверстий под резьбы с крупным шагом.
Таблица 8. Диаметры стержней и сверл под нарезание трубной конической резьбы
| Номинальный размер резьбы, ′′ | Число ниток на 1′′ | Шаг резьбы Р | Диаметр стержня под резьбу (предельное отклонение –0,1) | Диаметр сверла или отверстия | |
| с развертыванием на конус | без развертывания на конус | ||||
| 1/8 | 28 | 0,907 | 9,67 | 8,1 | 8,3 |
| 1/4 | 19 | 1,377 | 13,08 | 10,8 | 11,1 |
| 3/8 | 16,55 | 14,25 | 14,5 | ||
| 1/2 | 14 | 1,184 | 20,85 | – | – |
| 3/4 | 26,33 | 23,25 | |||
| 1 | 11 | 2,309 | 33,11 | – | |
| 1¼ | 41,77 | 38,25 | |||
| 1½ | 47,66 | – | |||
| 2 | 59,47 | 56,00 | |||
| 2½ | 74,97 | – | |||
| 3 | 87,67 | ||||
| 4 | 112,82 | ||||
| 5 | 138,22 | ||||
| 6 | 163,62 | ||||
Нарезание наружной резьбы вручную осуществляют следующим образом. На воротке (плашкодержателе) отворачивают все винты, плашку вставляют маркировкой наружу в гнездо воротка, а углубления располагают против стопорных винтов. Плашку закрепляют в воротке стопорными винтами. Для разрезной плашки крайние регулировочные винты воротка отвертывают, а средний винт плотно завертывают, разжав плашку. Штангенциркулем проверяют диаметр стержня и наличие на его конце фаски для облегчения врезания плашки. При отсутствии фаски стержень опиливают напильником.
На воротке (плашкодержателе) отворачивают все винты, плашку вставляют маркировкой наружу в гнездо воротка, а углубления располагают против стопорных винтов. Плашку закрепляют в воротке стопорными винтами. Для разрезной плашки крайние регулировочные винты воротка отвертывают, а средний винт плотно завертывают, разжав плашку. Штангенциркулем проверяют диаметр стержня и наличие на его конце фаски для облегчения врезания плашки. При отсутствии фаски стержень опиливают напильником.
Приступая к нарезанию наружной резьбы плашками, необходимо закрепить стержень в тисках вертикально так, чтобы его конец выступал над губками тисков на 15…20 мм больше длины нарезаемой части. Конец стержня смазывают СОЖ. Плашку накладывают на конец стержня так, чтобы маркировка были снизу. Нажимая на корпус воротка ладонью правой руки, левой вращают его за рукоятку по часовой стрелке до полного врезания плашки. Взяв вороток двумя руками, плавно вращают его по часовой стрелке.
Таблица 9. Диаметры стержней и сверл под нарезание трубной цилиндрической резьбы
| Номинальный размер резьбы, ′′ | Число витков на 1′′ | Шаг резьбы Р | Диаметр стержня под резьбу | Диаметр сверла | |||
| номинальный | Предельное отклонение для классов точности | для классов точности резьбы | |||||
| А | В | А | В | ||||
| 1/8 | 28 | 0,907 | 9,67 | –0,21 | –0,32 | – | 8,7 |
| 1/4 | 19 | 1,337 | 13,10 | –0,23 | –0,35 | 11,5 | |
| 3/8 | 16,61 | 15,0 | |||||
| 1/2 | 14 | 1,814 | 20,90 | –0,24 | –0,38 | – | 18,75 |
| 5/8 | 22,86 | 20,75 | |||||
| 3/4 | 26,39 | 24,25 | |||||
| 7/8 | 30,15 | 28 | |||||
| 1 | 11 | 2,309 | 33,19 | –0,28 | –0,46 | 30,5 | |
| 11/8 | 37,84 | 35,0 | |||||
| 1¼ | 41,86 | 39,0 | |||||
| 13/8 | 44,27 | – | 41,5 | ||||
| 1½ | 47,75 | 45,0 | |||||
| 1¾ | 53,69 | 51,0 | |||||
| 2 | 59,56 | – | |||||
| 2¼ | 65,66 | –0,32 | –0,53 | ||||
| 2½ | 75,13 | ||||||
| 2¾ | 11 | 2,309 | 81,48 | ||||
| 3 | 87,83 | ||||||
| 3¼ | 93,93 | ||||||
| 3½ | 100,28 | ||||||
| 3¾ | 106,63 | ||||||
| 4 | 112,98 | ||||||
| 4½ | 125,68 | ||||||
| 5 | 138,38 | ||||||
| 5½ | 151,08 | ||||||
| 6 | 163,78 | ||||||
Таблица 10. Диаметр стержней для нарезания наружной метрической резьбы
Диаметр стержней для нарезания наружной метрической резьбы
| Номинальный размер резьбы | Шаг резьбы Р | Диаметр стержня под резьбу с полем допуска | ||
| 6h | 6g | 6h; 6g | ||
| Предельное отклонение | ||||
| 6 | 0,5 | 5,83 | 5,94 | –0,09 |
| 0,75 | 5,94 | 5,92 | –0,09 | |
| 1,0 | 5,92 | 5,89 | –0,10 | |
| 8 | 0,5 | 7,94 | 7,92 | –0,06 |
| 0,75 | 7,94 | 7,92 | –0,09 | |
| 1,0 | 7,92 | 7,89 | –0,10 | |
| 1,25 | 7,90 | 7,87 | –0,11 | |
| 10 | 0,5 | 9,94 | 9,92 | –0,06 |
| 0,75 | 9,94 | 9,92 | –0,09 | |
| 1,0 | 9,92 | 9,89 | –0,10 | |
| 1,25 | 9,90 | 9,87 | –0,11 | |
| 1,5 | 9,88 | 9,85 | –0,12 | |
| 12 | 0,5 | 11,94 | 11,92 | –0,06 |
| 0,75 | 11,94 | 11,92 | –0,09 | |
| 1,0 | 11,92 | 11,89 | –0,10 | |
| 1,25 | 11,90 | 11,87 | –0,11 | |
| 1,5 | 11,88 | 11,85 | –0,12 | |
| 1,75 | 11,86 | 11,83 | –0,13 | |
| 16 | 0,5 | 15,94 | 15,92 | –0,06 |
| 0,75 | 15,94 | 15,92 | –0,09 | |
| 1,0 | 15,92 | 15,89 | –0,10 | |
| 1,5 | 15,88 | 15,85 | –0,12 | |
| 2,0 | 15,84 | 15,80 | –0,13 | |
| 20 | 0,5 | 19,94 | 19,92 | –0,06 |
| 0,75 | 19,94 | 19,92 | –0,09 | |
| 1,0 | 19,92 | 19,89 | –0,10 | |
| 1,5 | 19,88 | 19,85 | –0,12 | |
| 2,0 | 19,84 | 19,80 | –0,13 | |
| 2,5 | 19,84 | 19,80 | –0,18 | |
| 24 | 0,75 | 23,94 | 23,92 | –0,09 |
| 1,0 | 23,92 | 23,89 | –0,10 | |
| 1,5 | 23,88 | 23,55 | –0,12 | |
| 2,0 | 23,84 | 23,80 | –0,13 | |
| 3,0 | 23,84 | 23,79 | –0,22 | |
| 30 | 0,75 | 29,94 | 29,92 | –0,09 |
| 1,0 | 29,92 | 29,89 | –0,10 | |
| 1,5 | 29,88 | 29,85 | –0,12 | |
| 2,0 | 29,84 | 29,80 | –0,13 | |
| 3,0 | 29,84 | 29,79 | –0,22 | |
| 3,5 | 29,84 | 29,79 | –0,27 | |
| 36 | 1,0 | 35,92 | 35,89 | –0,10 |
| 1,5 | 35,88 | 35,85 | –0,12 | |
| 2,0 | 35,84 | 35,80 | –0,13 | |
| 3,0 | 35,84 | 35,79 | –0,22 | |
| 4,0 | 35,84 | 35,78 | –0,32 | |
| 42 | 1,0 | 41,92 | 41,89 | –0,10 |
| 1,5 | 41,88 | 41,85 | –0,12 | |
| 2,0 | 41,84 | 41,80 | –0,13 | |
| 3,0 | 41,84 | 41,79 | –0,22 | |
| 4,0 | 41,84 | 41,78 | –0,32 | |
| 4,5 | 41,84 | 41,78 | –0,34 | |
| 48 | 1,0 | 47,92 | 47,89 | –0,10 |
| 1,5 | 47,88 | 47,85 | –0,12 | |
| 2,0 | 47,80 | 47,77 | –0,13 | |
| 3,0 | 47,79 | 47,75 | –0,22 | |
| 4,0 | 47,78 | 47,74 | –0,32 | |
| 5,0 | 47,84 | 47,77 | –0,37 | |
| 52 | 1,0 | 51,92 | 51,89 | –0,10 |
| 1,5 | 51,88 | 51,85 | –0,12 | |
| 2,0 | 51,84 | 51,80 | –0,13 | |
| 3,0 | 51,84 | 51,79 | –0,22 | |
| 4,0 | 51,84 | 51,78 | –0,32 | |
| 5,0 | 51,84 | 51,77 | –0,37 | |
Примечание. Номинальные размеры даны по ГОСТ 19258–73.
Номинальные размеры даны по ГОСТ 19258–73.
После одного-двух оборотов необходимо сделать пол-оборота обратно и продолжить нарезание резьбы, обильно смазывая стержень. Плашку снимают со стержня обратным вращением.
При нарезании резьбы разрезной плашкой необходимо прорезать стержень на требуемую длину указанным выше способом и, сняв плашку обратным вращением, проверить резьбу. Если гайка или проходное кольцо не навинчивается, следует прорезать стержень еще раз, регулируя размер резьбы плашки соответствующими винтами.
При нарезании резьбы раздвижными плашками в клуппе надо вложить в рамку клуппа последовательно полуплашки и сухарь так, чтобы маркировка на плашках была со стороны маркировки на корпусе клуппа, и слегка поджать сухарь нажимным винтом. При нарезании резьбы плашку надевают на конец стержня так, чтобы она охватывала стержень на 3/4 своей толщины; нажимной винт затягивают. Смазав плашку и конец стержня, прорезают стержень на требуемую длину способом, указанным для круглых плашек.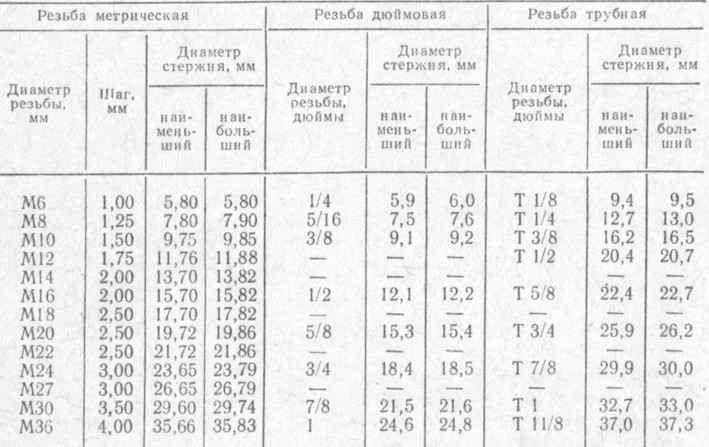 Клупп устанавливают в первоначальное положение, нажимной винт поворачивают на полоборота и снова прорезают резьбу на стержне. Нарезание в таком порядке продолжают до получения полного профиля резьбы.
Клупп устанавливают в первоначальное положение, нажимной винт поворачивают на полоборота и снова прорезают резьбу на стержне. Нарезание в таком порядке продолжают до получения полного профиля резьбы.
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек. Один из комплектов предназначен для труб диаметром 1/2…3/4′′, второй — для труб диаметром 1…1¼′′ и третий — для труб диаметром 1½…2′′. Нарезание резьбы на трубах диаметром более 1½′′ выполняют два человека. Проверяют диаметр стальной трубы и зажимают ее в прижиме. Нарезаемый конец трубы очищают стальной щеткой, заусенцы снимают напильником. Готовят клупп и подбирают необходимые плашки. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Нарезаемый конец трубы и плашки смазывают маслом или эмульсией, устанавливают клупп на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.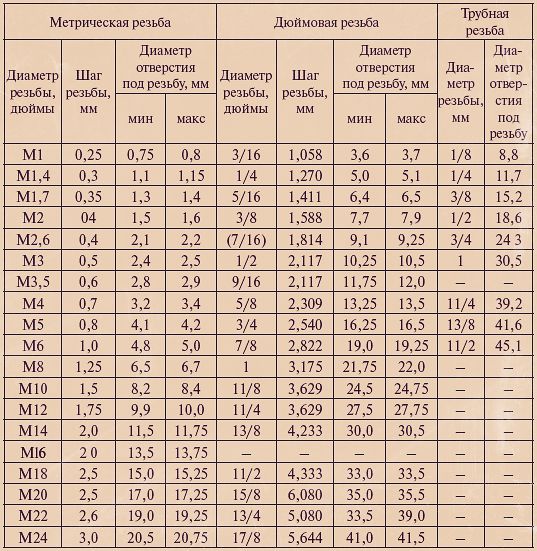
Клупп устанавливают для первого перехода так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки, чтобы они врезались в цилиндрическую поверхность трубы на 0,3…0,5 мм. Вращая клупп, выполняют первый ход на заданную нарезаемую длину; обратным вращением клуппа плашки подводят к концу трубы. Вторично сжимают плашки винтом и повторяют нарезание. Качество нарезаемой резьбы зависит от числа переходов; при диаметре труб до 1′′ применяют два перехода, а свыше 1′′ — три перехода; качество нарезания резьбы проверяют, навертывая муфту по всей нарезаемой длине.
СОТС, рекомендуемые при нарезании резьбы метчиками и плашками
Материал заготовки
Сталь:
конструкционная . . . МР-1; МР-4; РЗ-СОЖ8
инструментальная. . . МР-1; МР-4; РЗ-СОЖ1
легированная . . . . . РЗ-СОЖ8
Чугун . . . . . . . . . . . . . Керосин, эмульсия
Медь . . . . . . . . . . . . . Эмульсия, без охлаждения
. . . . . . . . . . . . Эмульсия, без охлаждения
Бронза . . . . . . . . . . . . То же
Алюминий . . . . . . . . . Эмульсия, керосин, ЛЗ-СОЖ1
Список размеров сверл и метчиков — Таблица размеров сверл и Таблица размеров метчиков отверстие, поэтому сверло и нарезной инструмент часто используются последовательно для изготовления деталей с ЧПУ с резьбовыми отверстиями. Когда дело доходит до выбора размеров сверл и размеров метчиков, для справки используется стандартная таблица размеров
сверл и метчиков .Что такое таблица размеров сверл и метчиков и зачем их использовать?
При изготовлении на заказ деталей с ЧПУ часто требуются отверстия с резьбой для крепления готовой детали или облегчения сборки. Один из самых распространенных способов изготовления отверстий под резьбу — просверлить отверстие нужного размера сверлом и нарезать его метчиком. Людям понадобится таблица размеров сверла и таблица размеров метчика, чтобы определить правильное сверло для метчика для определенного размера резьбы или подходящий метчик для существующего отверстия.
Таблица размеров сверл представляет собой таблицу с перечнем сверл стандартных размеров в нескольких системах измерения, включая дробную, метрическую, цифровую и буквенную. Дробные размеры измеряются в дюймах, а метрические размеры измеряются в миллиметрах. Калибр проволоки и буквенная система относятся к диаметру инструмента, который увеличивается по мере уменьшения калибра проволоки от № 107 до № 1, а затем продолжается от A до Z. Десятичные эквиваленты диаметров показаны как в английских, так и в метрических единицах.
Таблица размеров метчиков представляет собой таблицу, в которой перечислены метчики стандартных размеров с указанием диаметра и шага резьбы для дробных, метрических и винтовых размеров. Дробные размеры указаны в дюймах, метрические размеры указаны в миллиметрах после буквы «М». Номер размера винта соответствует диаметру, который больше для большего размера винта. Шаг резьбы может быть крупным или мелким, будет указан после диаметра. В системах с дробным размером и размером винта используется количество витков, измеряемое в витках на дюйм, например 9.0005 Резьба UNF и резьба UNC . В метрической системе используется шаг резьбы, то есть расстояние между витками, измеряемое в миллиметрах.
В системах с дробным размером и размером винта используется количество витков, измеряемое в витках на дюйм, например 9.0005 Резьба UNF и резьба UNC . В метрической системе используется шаг резьбы, то есть расстояние между витками, измеряемое в миллиметрах.
Список размеров сверл и метчиков
Размеры сверл (метрические)
Таблица размеров сверл содержит инструменты диаметром до 1,5 дюймов, но также обычно используются инструменты большего размера.
Размеры сверл (на английском языке)
Размеры метчиков (метрические)
Для каждого количества резьбы указывается эквивалентный шаг резьбы, а для метрических метчиков отображается приблизительное количество резьб в зависимости от шага. Наконец, для каждого стандартного размера метчика указан рекомендуемый размер сверла. Сверло этого размера следует использовать для сверления начального отверстия, в которое затем будет нарезана резьба.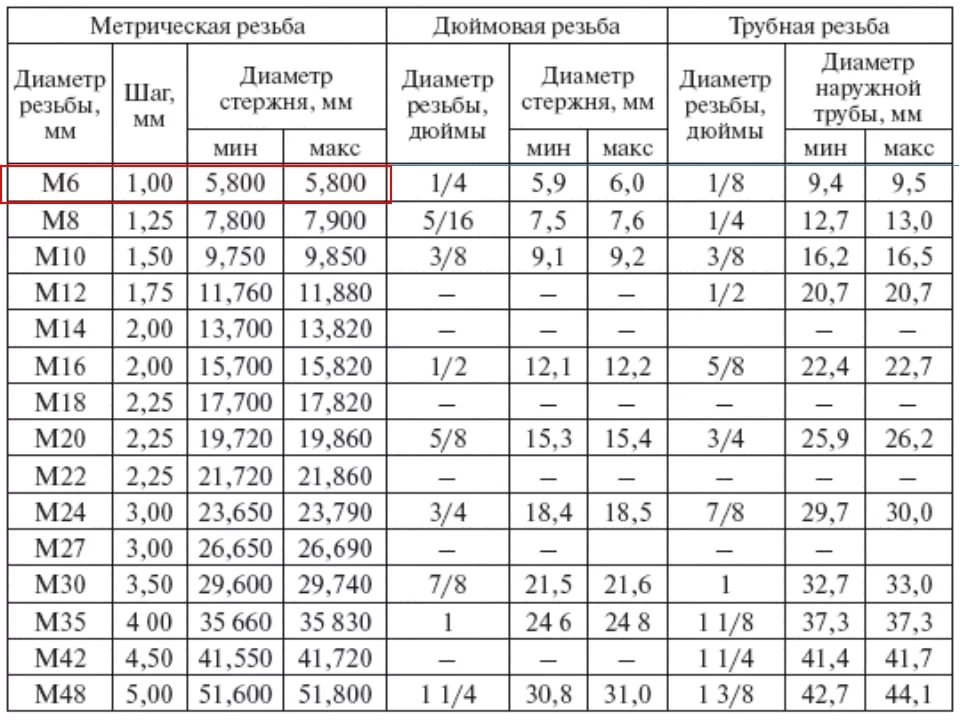
Размеры метчиков (на английском языке)
Таблица размеров сверл и таблица размеров метчиков Скачать
– Таблица размеров сверл Метрическая система
– Таблица размеров метчиков Английский
– Таблица размеров метчиков Метрическая система
– Таблица размеров метчиков Английский
Размеры метчиков 1/2-13 – Полное руководство 0023
При сверлении отверстия в металлической детали важен размер используемого сверла. Если отверстие слишком маленькое, бита может сломаться или деталь может треснуть. Если отверстие слишком большое, сверло может выскользнуть из отверстия или деталь может развалиться.
Правильный размер сверла определяется размером метчика, который будет использоваться для нарезания резьбы в отверстии. Сверло с метчиком 1/2-13 означает, что вы должны использовать сверло диаметром 1/2 дюйма и сверло с резьбой 13 ниток на дюйм (TPI).
Что такое сверло для метчика 1/2-13?
Содержимое
Размер сверла, необходимого для 1/2-дюймового метчика 13, зависит от шага резьбы метчика. Шаг резьбы – это расстояние между витками резьбы на метчике. Для стандартного метчика 1/2-13 шаг резьбы составляет 13 витков на дюйм. Это означает, что на каждую 1/13 дюйма приходится одна резьба.
Чтобы определить размер сверла, необходимо измерить наружный диаметр метчика. Главный диаметр – это самая широкая часть метчика. Для метчика 1/2-13 основной диаметр составляет 0,500 дюйма. Чтобы определить размер сверла, разделите главный диаметр на шаг резьбы. Размер сверла метчика 1/2-13 составляет 0,422 дюйма. Этот размер сверла предназначен для метчика со стандартным шагом резьбы 13, 16, 20 метчиков. Если метчик имеет другой шаг резьбы, размер сверла будет другим.
Как выбрать 1/2-дюймовый метчик 13?
При выборе сверла для метчика 1/2-13 следует учитывать несколько моментов. Во-первых, это размер и тип нити, которую нужно нарезать. Во-вторых, это материал, на котором будет использоваться кран. Третий тип – фаска.
Во-первых, это размер и тип нити, которую нужно нарезать. Во-вторых, это материал, на котором будет использоваться кран. Третий тип – фаска.
Размер и тип резьбы, которую необходимо нарезать, будут определять размер метчика. Если вы не уверены в размере резьбы, вы можете измерить его ниткомером. Материал, на котором будет использоваться кран, также будет определять размер. Метчики для стали обычно меньше, чем метчики для латуни или алюминия.
Тип фаски – это угол режущих кромок. Конические фаски являются наиболее распространенными и используются для нарезания резьбы метчиком общего назначения. Фаски пробки используются для глухих отверстий и имеют несколько меньший угол. Донные фаски применяются для сквозных отверстий и имеют наименьший угол.
При выборе 1/2-дюймового метчика 13 необходимо учитывать размер и тип резьбы, которую необходимо нарезать, материал, на котором будет использоваться метчик, и тип фаски.
Как сверлить метчиком 1/2-13
Шаг 1: Отметьте центр места сверления на заготовке.
Шаг 2: Отцентрируйте метку, чтобы предотвратить перемещение сверла.
Шаг 3: Просверлите направляющее отверстие с помощью небольшого сверла.
Шаг 4: Переключитесь на сверло для метчика 1/2-13 и просверлите отверстие достаточно глубоко для установки метчика.
Шаг 5: Поместите метчик в отверстие и поверните его по часовой стрелке до упора.
Шаг 6: Отверните метчик на несколько оборотов, чтобы разбить стружку, а затем закончите нарезать резьбу.
Часто задаваемые вопросы
Какой размер сверла для метчика 1/2 NPT?
Размер сверла для метчика 1/2 NPT составляет 23/32.
Как рассчитать средний диаметр резьбы?
Наиболее распространенным способом расчета среднего диаметра резьбы является использование резьбового калибра. Этот инструмент имеет множество отверстий разного размера, каждое из которых соответствует определенному размеру резьбы.