Нарезать резьбу метчиком на 14
Нарезание наружной резьбы плашкой
Для нарезания внешней резьбы потребуются последующие инструменты и материалы: плашка либо трубный клупп, плашкодержатель, ратфиль, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными либо разрезными. Поперечникы цельных круглых плашек стандартизированы. Это позволяет избрать подходящий вариант из огромного ряда размеров, к примеру, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать поперечник нарезаемой резьбы в границах 0,1…0,25 мм. Но они владеют пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плаSkoda подходящего размера. После чего её закрепляют с помощью винтов. В случае с внешней трубной резьбой часто употребляют плаSkoda с трещоткой. Они обеспечивают удобство работы в недоступных местах, к примеру, у стенки.
Толщину стержня выбирают на 0,1…0,25 мм меньше поперечника внешней резьбы. К примеру, для М6 с большим шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры делают при помощи штангенциркуля. Поперечникы стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
К примеру, для М6 с большим шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры делают при помощи штангенциркуля. Поперечникы стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтоб обеспечить наилучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что упрощает следующую работу и позволяет получить более доброкачественную поверхность.
Плашку накладывают на конец стержня так, чтоб её плоскость была перпендикулярна оси нарезаемого болта. Дальше с маленьким нажимом крутят плаSkoda по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нити, её следует повернуть на пол-оборота вспять для наилучшего удаления стружки. После чего опять делают 1-2 оборота по ходу резьбы и 0,5 – в оборотную сторону. Действуя по данной схеме, болт нарезают на нужную длину.
Поперечник внешней резьбы инспектируют обыкновенной гайкой либо калибром-кольцом. По мере надобности шаг держут под контролем резьбомером.
По мере надобности шаг держут под контролем резьбомером.
Как
нарезать резьбу вручнуюРезьбовые соединения обширно используются в устройстве разных устройств и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Но бывают случаи, когда требуется нарезать резьбу вручную. Отменно выполнить эту работу поможет спец инструмент.
В машиностроении выделяют три главные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её главные характеристики, поперечник и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это значит, что резьба метрическая, имеет поперечник 16 мм с большим шагом 2,0 мм. Если шаг маленький, тогда указывается его значение, к примеру, М161,5.
Поперечникы дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом нитей на дюйм. Обозначенные характеристики стандартизированы, потому всегда есть возможность подобрать нужный инструмент.
Обозначенные характеристики стандартизированы, потому всегда есть возможность подобрать нужный инструмент.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы нужны последующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- набор метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Сперва создают разметку заготовки и кернят центр грядущего отверстия. Подбирают сверло, соответственное необходимому поперечнику резьбы. Это можно сделать при помощи справочных таблиц либо приближённо по формуле d = D – P. Тут D – поперечник резьбы, P – её шаг, d – поперечник сверла. К примеру, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превосходить длину нарезаемой части. При помощи сверла поперечником огромным, чем d, на кромке отверстия делают фаску. Она служит для центрирования и наилучшего захода метчика.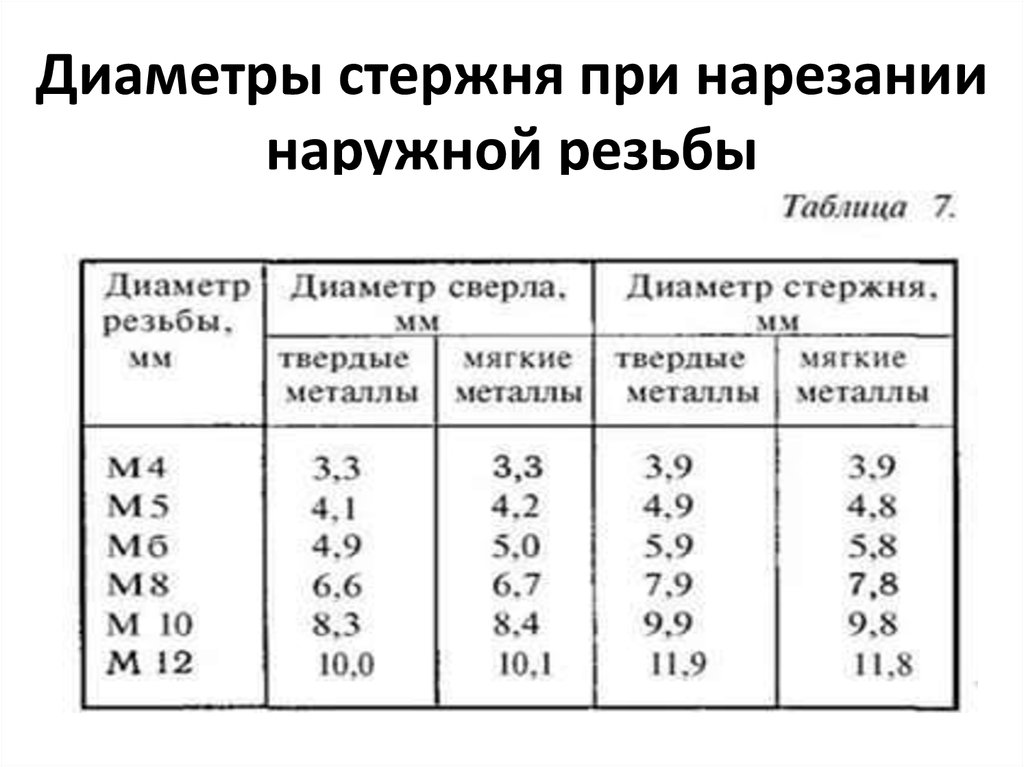
По главным характеристикам резьбы – поперечнику и шагу – подбирают режущий инструмент. Обычно, употребляют набор из 2-ух метчиков. Какой-то из них предварительный, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь накрепко закрепляют в тисках. Предварительный метчик и отверстие смазывают машинным маслом. После чего устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, крутят вороток за ручки.
Нарезав одну-две нити резьбы, делают четверть оборота в оборотную сторону. Это содействует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – вспять. При всем этом нужно смотреть за тем, чтоб не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтоб не допустить заедания, режущий инструмент временами выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на нужную глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
М 2. | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика.
 Работа обычно выполняется воротком.
Работа обычно выполняется воротком. - В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Этапы нарезания резьбы машинно-ручным метчиком
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Как правильно
нарезать резьбу метчикомМетчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Полезные советы
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
Особенности нарезания
Таблица диаметров отверстия для нарезания резьбы
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Диаметр сверла под резьбу для метчиков. Таблица
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой косильной лески.
Нарезка резьбы метчиком: таблица и правила
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Таблица резьб(UNF-UNC) | Главные и второстепенные диаметры
Переключение навигации
Поиск
- сравнить продукты
Меню
Счет
- По Ли Лехнер
- 16 мая 2022 г.
В настоящее время на выбор предлагаются различные типы и размеры резьбы. Иногда вам нужно знать размеры, связанные с этими потоками, поэтому мы разрабатываем подобные сообщения, чтобы упростить вам задачу.
В этом посте вы найдете краткую справочную таблицу для UNC/UNF — унифицированных национальных потоков. Если вы плохо знакомы с какой-либо терминологией, прокрутите таблицу вниз, и вы найдете список определений, которые помогут вам лучше. В приведенной ниже таблице основное внимание уделяется основным диаметрам наружной резьбы и вспомогательным диаметрам внутренней резьбы. Мы включили изображение ниже, чтобы лучше показать эти области.
ТАБЛИЦА РЕЗЬБЫ (UNF-UNC РЕЗЬБА)
| Обозначение резьбы | UNF/UNC | Число витков на дюйм | Основной основной диаметр (наружная резьба) | Основной малый диаметр (внутренняя резьба) |
| 0-80 | УНФ | 80 | 0,060 | 0,047 |
| 1-64 | УНК | 64 | 0,073 | 0,056 |
| 2-56 | УНК | 56 | 0,086 | 0,067 |
| 2-64 | УНФ | 64 | 0,086 | 0,069 |
| 4-40 | УНК | 40 | 0,112 | 0,085 |
| 5-40 | УНК | 40 | 0,125 | 0,098 |
| 5-44 | УНФ | 44 | 0,125 | 0,100 |
| 6-32 | УНК | 32 | 0,136 | 0,104 |
| 6-40 | УНФ | 40 | 0,136 | 0,111 |
| 8-32 | УНК | 32 | 0,164 | 0,130 |
| 8-36 | УНФ | 36 | 0,164 | 0,134 |
| 10-24 | УНК | 24 | 0,190 | 0,145 |
| 10-32 | УНФ | 32 | 0,190 | 0,156 |
| 1/4-20 | УНК | 20 | 0,250 | 0,196 |
| 1/4-28 | УНФ | 28 | 0,250 | 0,211 |
| 16-18 5/18 | УНК | 18 | 0,313 | 0,252 |
| 16/5-24 | УНФ | 24 | 0,313 | 0,267 |
| 3/8-16 | УНК | 16 | 0,375 | 0,307 |
| 3/8-24 | УНФ | 24 | 0,375 | 0,330 |
| 16-14 июля | УНК | 14 | 0,438 | 0,360 |
| 16-20 июля | УНФ | 20 | 0,438 | 0,383 |
| 1/2-13 | УНК | 13 | 0,500 | 0,417 |
| 1/2-20 | УНФ | 20 | 0,500 | 0,446 |
| 16-12 сентября | УНК | 12 | 0,563 | 0,472 |
| 16-18 сентября | УНФ | 18 | 0,563 | 0,502 |
| 5/8-11 | УНК | 11 | 0,625 | 0,527 |
| 5/8-18 | УНФ | 18 | 0,625 | 0,565 |
| 3/4-10 | УНК | 10 | 0,750 | 0,642 |
| 3/4-16 | УНФ | 16 | 0,750 | 0,682 |
| 7/8-9 | УНК | 9 | 0,875 | 0,755 |
| 7/8-14 | УНФ | 14 | 0,875 | 0,798 |
| 1-8 | УНК | 8 | 1. 000 | 0,865 |
| 1-14 | УНФ | 14 | 1.000 | 0,910 |
| 1 1/8-7 | УНК | 7 | 1,125 | 0,970 |
| 1 1/8-12 | УНФ | 12 | 1,125 | 1,035 |
| 1 1/4-7 | УНК | 7 | 1.250 | 1,095 |
| 1 3/8-6 | УНК | 6 | 1,375 | 1,195 |
| 1 1/2-6 | УНК | 6 | 1.500 | 1,320 |
| 1 3/4-5 | УНК | 5 | 1.750 | 1,534 |
| 2-4,5 | УНК | 4 1/2 | 2.000 | 1,759 |
Загрузить полную таблицу стандартных резьб
Введите адрес электронной почты ниже, чтобы получить доступ к полной стандартной резьбе в формате PDF
Основные сведения о резьбах UNF и UNC
Резьбы UNF и UNC являются наиболее распространенными типами резьб UN (Unified National).
Резьба UNC
Резьба UNC представляет собой унифицированную резьбу с крупным шагом.
- Меньше перекрестных потоков
- Более быстрая сборка и разборка (обычно используется в массовом производстве)
- Большие припуски на резьбу позволяют наносить более толстые гальванические покрытия и покрытия
- Меньшее количество витков на расстояние по сравнению с мелкой резьбой
Резьба UNF
Резьба UNF представляет собой унифицированную резьбу с мелким шагом.
- Обеспечивает более точную настройку благодаря меньшему углу подъема спирали
- Требуется меньший крутящий момент для создания эквивалентного предварительного натяга болта
- Тонкая нить прочнее как на растяжение (из-за большей площади напряжения), так и на сдвиг (больший внутренний диаметр)
- Меньшая склонность к ослаблению, так как угол наклона резьбы меньше
- Обычно используется в тех случаях, когда требуется высокая прочность крепежа
Посадка на резьбу
Посадка на резьбу является мерой ослабления или натяжения сопрягаемой резьбы. Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы:
- Классы 1A (внешняя) и 1B (внутренняя): Чрезвычайно свободный допуск резьбовой посадки. Этот класс предназначен для быстрой и легкой сборки/разборки. (не указывается обычно)
- Классы 2A (внешняя) и 2B (внутренняя): Оптимальная резьба, сочетающая в себе производительность, производство, экономичность и удобство. (Наиболее распространенный — почти 90% всех коммерческих и промышленных крепежных изделий используют этот класс резьбовой посадки .
- Классы 3A (внешний) и 3B (внутренний): Предназначен для крепежных изделий с жесткими допусками, где важна точность элементов резьбы, а безопасность является критическим фактором при проектировании
Использование таблицы для выбора маскирующих колпачков и заглушек
Существует множество различных причин, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она оказалась для вас полезной! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы. Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Заглушка
Простая версия подбора заглушки нужного размера заключается в том, что мы предлагаем найти заглушку с внутренним диаметром, который на 1-2 размера меньше основного диаметра резьбы, которую вы маскируете. . Вы хотите получить более плотное прилегание к таким процессам, как электронное покрытие.
Plug It
Для конических заглушек необходимо, чтобы малый диаметр точно соответствовал среднему диаметру заглушки (см. рисунок). Если это не точно, установите заглушку глубже в отверстие. Когда вы устанавливаете эти заглушки, вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Резьба UNF представляет собой мелкую резьбу , поэтому для затягивания дюбеля в отверстие потребуется больше оборотов. Резьба UNC представляет собой крупную резьбу , поэтому для затягивания уплотнения требуется меньше оборотов.
ВИДЕО: Как замаскировать резьбовые отверстия
О компании Echo Engineering
Компания Echo Engineering уже более 50 лет предоставляет решения для маскирования для промышленных отделочников. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из крупнейших в мире линий отделки металлов.
Если вам нужно решение для маскировки или просто у вас есть вопрос, который вы хотели бы задать нам, пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее!
Вам также может понравиться…
Потоки UNC УНФ
Поделиться:
Опубликовано в Порошковое покрытие, Маскирующие нити, Электронное покрытие и гальваническое покрытие
Категории
Последние публикации
Таблица метрических резьб — крупный шаг (M1-M68)
Преимущества крупных резьб
✅ Менее склонны к зачистке и поперечному нарезанию резьбы
✅ Менее подвержены повреждениям и могут работать с «зазубринами» на резьбе
✅ Быстрее монтируются, чем резьба с мелким шагом
Недостатки крупной резьбы
❏ Не такая прочная, как соответствующая резьба с мелким шагом
❌ Более склонна к ослаблению при вибрации
❌ Не подходит для нарезания резьбы в тонкостенных деталях
d=D: Большой диаметр
p: Pitch
R: ROOT RADIUS
D2 = D2: Диаметр шага
D3 : Незначительный диаметр мужской нить
D1: Minat Diameter Женская нить
H4: Высота. Высота внутренней резьбы
Таблица метрических резьб — крупный шаг (M1-M68)
| **Номинальный размер
** | **d=D
(мм)** | **p
(мм)** | **r
(мм)** | **d2=D2
(мм)** | **d3
(мм)** | **D1
(мм)** | **ч4
(мм)** | **h2
(мм)** | **Метчиковое сверло
(мм)** |
|——————–|—————|———— —-|—————-|—————-|———– ——|—————–|——————|——- ———-|————————|
| **М1** | 1 | 0,25 | 0,036 | 0,838 | 0,693 | 0,729 | 0,153 | 0,135 | 0,75 |
| **М1.1** | 1.1 | 0,25 | 0,036 | 0,938 | 0,793 | 0,829 | 0,153 | 0,135 | 0,85 |
| **М1.2** | 1.2 | 0,25 | 0,036 | 1.038 | 0,893 | 0,929 | 0,153 | 0,135 | 0,95 |
| **М1.4** | 1.4 | 0,3 | 0,043 | 1.205 | 1.032 | 1,075 | 0,184 | 0,162 | 1.1 |
| **M1.6** | 1,6 | 0,35 | 0,051 | 1,373 | 1.171 | 1.221 | 0,215 | 0,189| 1,25 |
| **М1.8** | 1,8 | 0,35 | 0,051 | 1,573 | 1,371 | 1.421 | 0,215 | 0,189 | 1,45 |
| **М2** | 2 | 0,4 | 0,058 | 1,74 | 1. 509 | 1,567 | 0,245 | 0,217 | 1,6 |
| **М2.2** | 2.2 | 0,45 | 0,065 | 1.908 | 1,648 | 1,713 | 0,276 | 0,244 | 1,75 |
| **М2,5** | 2,5 | 0,45 | 0,065 | 2.208 | 1,948 | 2.013 | 0,276 | 0,244 | 2,05 |
| **М3** | 3 | 0,5 | 0,072 | 2,675 | 2.387 | 2.459 | 0,307 | 0,271 | 2,5 |
| **М3,5** | 3,5 | 0,6 | 0,087 | 3.11 | 2,764 | 2,85 | 0,368 | 0,325 | 2,9 |
| **М4** | 4 | 0,7 | 0,101 | 3,545 | 3.141 | 3.242 | 0,429| 0,379 | 3.3 |
| **М4,5** | 4,5 | 0,75 | 0,108 | 4.013 | 3,58 | 3.688 | 0,46 | 0,406 | 3,8 |
| **М5** | 5 | 0,8 | 0,115 | 4,48 | 4.019 | 4.134 | 0,491 | 0,433 | 4.2 |
| **М6** | 6 | 1 | 0,144 | 5,35 | 4.773 | 4.917 | 0,613 | 0,541 | 5 |
| **М7** | 7 | 1 | 0,144 | 6.35 | 5.773 | 5.917 | 0,613 | 0,541 | 6 |
| **М8** | 8 | 1,25 | 0,18 | 7.188 | 6.466 | 6.647 | 0,767 | 0,677 | 6,8 |
| **М9** | 9 | 1,25 | 0,18 | 8.188 | 7.466 | 7,647 | 0,767 | 0,677 | 7,8 |
| **М10** | 10 | 1,5 | 0,217 | 90,026 | 8.16 | 8.376 | 0,92 | 0,812 | 8,5 |
| **М11** | 11 | 1,5 | 0,217 | 10.026 | 9.16 | 9.376 | 0,92 | 0,812 | 9,5 |
| **М12** | 12 | 1,75 | 0,253 | 10. 863 | 9.853 | 10.106 | 1.074 | 0,947 | 10.2 |
| **М14** | 14 | 2 | 0,289| 12.701 | 11.546 | 11.835 | 1.227 | 1.083 | 12 |
| **М16** | 16 | 2 | 0,289 | 14.701 | 13.546 | 13.835 | 1.227 | 1.083 | 14 |
| **М18** | 18 | 2,5 | 0,361 | 16.376 | 14.933 | 15.394 | 1,534 | 1,353 | 15,5 |
| **М20** | 20 | 2,5 | 0,361 | 18.376 | 16,933 | 17.294 | 1,534 | 1,353 | 17,5 |
| **М22** | 22 | 2,5 | 0,361 | 20.376 | 18.933 | 19.294 | 1,534 | 1,353 | 19,5 |
| **М24** | 24 | 3 | 0,433 | 22.051 | 20.319 | 20.752 | 1,84 | 1,624 | 21 |
| **М27** | 27 | 3 | 0,433 | 25.051 | 23.319| 23,752 | 1,84 | 1,624 | 24 |
| **М30** | 30 | 3,5 | 0,505 | 27.727 | 25.706 | 26.211 | 2.147 | 1,894 | 26,5 |
| **М33** | 33 | 3,5 | 0,505 | 30.727 | 28.706 | 29.211 | 2.147 | 1,894 | 29,5 |
| **М36** | 36 | 4 | 0,577 | 33.402 | 31.093 | 31,67 | 2.454 | 2.165 | 32 |
| **М39** | 39 | 4 | 0,577 | 36.402 | 34.093 | 34,67 | 2.454 | 2.165 | 35 |
| **М42** | 42 | 4,5 | 0,65 | 39.077 | 36.479 | 37.129 | 2,76 | 2.436 | 37,5 |
| **М45** | 45 | 4,5 | 0,65 | 42.