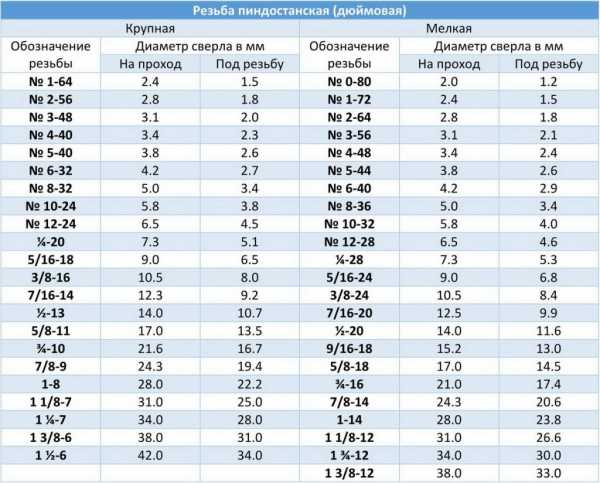
специальные таблицы и особенности резки
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
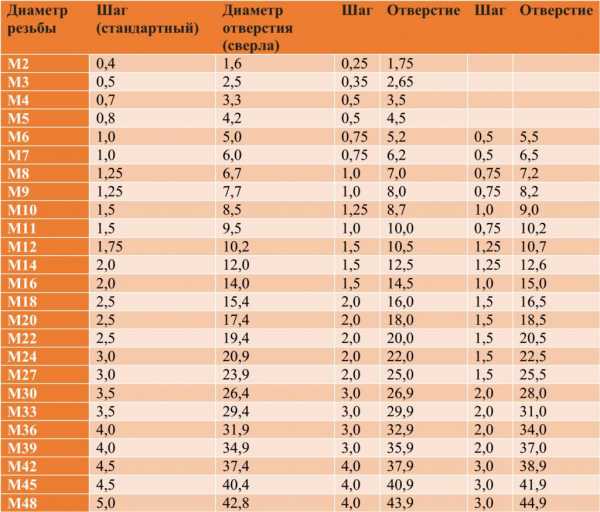
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
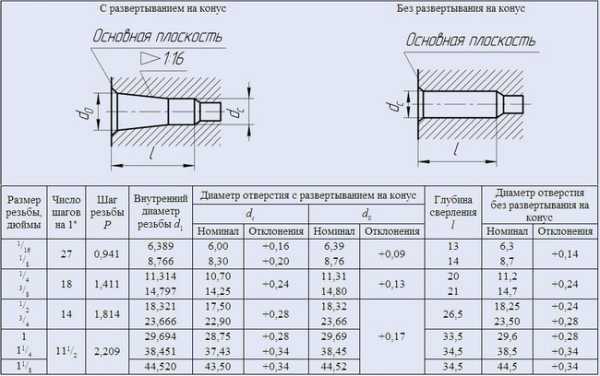
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Оцените статью: Поделитесь с друзьями!stanok.guru
В сфере машиностроения и металлообработки применяются внутренние метрические резьбы. Для молодых специалистов важно знать диаметры отверстий под резьбу, а так же допуски. При выполнении точных отверстий под резьбу молодые специалисты не только могут нарезать точную резьбу, но и возможно сократить брак. Таблица диаметров отверстий под нарезание внутренней метрической резьбы с допусками регламентированы ГОСТ 16093-81 (ГОСТ 19257-73). Таблица диаметров отверстий под нарезание внутренней метрической резьбы
Скрытый брак не допускается! | ||||||
www.tokar-work.ru
выбор сверла, порядок расчета диаметра, советы специалистов
Резьбовое сочленение – оптимальный вариант при необходимости создания разъемного соединения. Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.

Некоторые из рекомендаций по нарезке резьбы
На рынке выделяют несколько вариантов приспособлений для нанесения резьбы. Приспособления подобного рода используются везде. Это дает возможность наносить резьбу для деталей, которым характерно вращение. Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.

Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Особенности выбора сверла под метрическую резьбу
Запомните, что под нарезку М6 подходит отверстие с диаметром 0,5 см, в то время как под резьбу М3 стоит брать сверло с диаметром не больше 0,21 см.
Запомните, что для вычисления размера отверстия под резьбу используется специальная формула, но зачастую такая необходимость не возникает, так как в общем доступе полным-полно специальных таблиц, разработанных специалистами. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.

Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Как и при помощи чего можно сформировать резьбу в изделии
Для того чтобы сформировать качественную резьбу, да еще и внутри заготовки, придется вооружиться таким приспособлением, которое зовется метчиком. Внешне оно напоминает винт, обладающий некоторыми углублениями с заостренными гранями. Один из конструктивных элементов – стержень, дополняющий метчик, бывает коническим или цилиндровым. Расположение канавок – продольное, благодаря чему они разделяют резьбовые соединения на мелкие элементы, получившие название гребней – рабочих частей.
При нанесении резьбы не стоит спешить, следите за чистотой канавки и убирайте слой стали постепенно. Помните, что от этого зависит дальнейшее качество деталей и прочность их соединения.
Чтобы, подобрав размер отверстия под резьбу М6 или другого диаметра, сделать все правильно, необходимо взять приспособление с большой длиной или запастись несколькими соответствующими элементами. Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Некоторые особенности использования метчиков
Особенность метчиков в комплекте кроется в том, что первый делает углубления маленького размера, а второй используется для их очистки и увеличения уже под необходимый размер с точностью до доли миллиметра.
Интересно, что на рынке появляются и трехпроходные приспособления для формирования резьбы.
Сталкиваясь с работой, связанной со сверлами и резьбовыми соединениями, тщательно подбирайте инструмент, учитывая его качество и характеристики. Даже самое маленькое отклонение от стандарта размерной сетки может привести к некачественному результату.
Потому и предлагается перед тем, как начать работу, определить размер отверстия под резьбу М10 (0,85 мм), М12 (0,96 мм) или другой, с которым вам предстоит работать.

Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
fb.ru
Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)

Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
-
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
-
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
-
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
-
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
Таблица соответствия нарезки резьбы метчиком сверлу
|
D резьбы |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
|
2 |
0.4 |
1.6 |
0.25 |
1.75 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
0.5 |
2.5 |
0.35 |
2.65 |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
0.7 |
3.3 |
0.5 |
3.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
0.8 |
4.2 |
0.5 |
4.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
1 |
5 |
0.75 |
5.2 |
0.5 |
5.5 |
- |
- |
- |
- |
- |
- |
|
7 |
1 |
6 |
0.75 |
6.2 |
0.5 |
6.5 |
- |
- |
- |
- |
- |
- |
|
8 |
1.25 |
6.7 |
1 |
7 |
0.75 |
7.2 |
0.5 |
7.5 |
- |
- |
- |
- |
|
9 |
1.25 |
7.7 |
1 |
8 |
0.75 |
8.2 |
0.5 |
8.5 |
- |
- |
- |
- |
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9.2 |
0.5 |
9.5 |
- |
- |
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 |
- |
- |
- |
- |
|
12 |
1.75 |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1.5 |
12.5 |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14.5 |
1 |
15 |
0.75 |
15.2 |
0.5 |
15.5 |
- |
- |
|
18 |
2.5 |
15.4 |
2 |
16 |
1.5 |
16.5 |
1 |
17 |
0.75 |
17.2 |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18.5 |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2.5 |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0.75 |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1.5 |
22.5 |
1 |
23 |
0.75 |
23.2 |
- |
- |
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0.75 |
26.2 |
- |
- |
|
30 |
3.5 |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29.2 |
|
33 |
3.5 |
29.4 |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31.9 |
3 |
32.9 |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
- |
- |
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1.5 |
37.5 |
1 |
38 |
- |
- |
|
42 |
4.5 |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1.5 |
40.5 |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43.5 |
1 |
44 |
|
48 |
5 |
42.8 |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.5 |
46.5 |
1 |
47 |
kornor.ru
Диаметр сверла под резьбу: таблица
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.

Классификация резьб.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Как выбрать диаметр сверла?
Виды сверл.
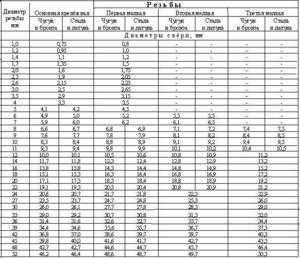
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Рисунок 1. Таблица подбора диаметра сверла под резьбу.
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Рекомендации по нарезанию резьбы
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
Устройство метчика для нарезания резьбы.
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Характеристики сверл для резьбы
Рисунок 2. Нарезание резьбы метчиком.
Подбор хорошего сверла по металлу – это не такое легкое задание, как может показаться на первый взгляд. Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.
Самый простой способ выбрать качественное сверло – ориентироваться на его визуальные характеристики. Инструменты, обрабатываемые на заключительном этапе производства перегретым паром, имеют окраску темную, вплоть до черной. Такие сверла отличаются высокой устойчивостью к износу.
Сверла с золотистым покрытием относятся к классу высококачественных и довольно дорогих инструментов. Своей окраской они обязаны тонкому слою нитрида титана, повышающего прочность и уменьшающего трение.
Не стоит забывать и о сверлах обычного, серого цвета, так как они не проходят финишную обработку, вследствие чего их цена сохраняется достаточно демократичной. Таких инструментов хватает на несколько десятков отверстий, так что, если масштаб работы небольшой, стальное сверло не подведет.
Обращать внимание стоит и на маркировку инструментов, форму их режущей кромки, название производителя и цену. Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.
Работа с метчиком
Метчик – это специальный инструмент, главное назначение которого заключается в нанесении ровной внутренней резьбы на трубе или в отверстии. Метчик состоит из металлического стержня, в котором прорезаны прямые или винтовые стружечные канавки. Острая верхушка канавок образовывает режущую кромку.
http:
Хвостовая часть метчика сделана в форме квадрата, либо затылованной (некруглой). При работе к ней крепится двухсторонний рычаг – вороток, при вращении которого метчик погружается в металл.
Если необходимо нарезать резьбу большого диаметра, одним метчиком обойтись довольно трудно. В таких случаях используют комплекты, состоящие из 2 (чернового и чистового) или 3 (чернового, среднего и чистового) метчиков. Когда работать предстоит с вязким металлами, имеющими свойство налипать на инструмент, количество метчиков может возрасти до 5. Каждый следующий при этом исправляет ошибки и недочеты предыдущего, чтобы на выходе получилась ровная резьба.
Метчики производятся из быстрорежущей стали либо твердого вольфрамового сплава. Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис.2).
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
http:
Располагая багажом знаний об основных особенностях процесса нарезки резьбы, выбора инструмента и диаметра отверстия, можно сильно облегчить предстоящую работу и добиться желанного результата.
masterinstrumenta.ru
Диаметр отверстий под трубную цилиндрическую резьбу G1/4, G3/8, G1/2, G3/4, G1
Диаметр отверстий под трубную цилиндрическую резьбу G1/4, G3/8, G1/2, G3/4, G1| Обозначение резьбы | Шаг резьбы, мм | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу, мм | ||
|---|---|---|---|---|---|---|
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0.907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7/8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1/4 | 2.309 | 11 | 39 | 39 | +0.18 | +0.36 |
| G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3/4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | – | 56.7 | +0.18 | +0.36 |
| G2 1/4 | 2.309 | 11 | – | 62.8 | +0.22 | +0.43 |
| G2 1/2 | 2.309 | 11 | – | 72.27 | +0.22 | +0.43 |
| G2 3/4 | 2.309 | 11 | – | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | – | 84.97 | +0.22 | +0.43 |
| G3 1/4 | 2.309 | 11 | – | 91.07 | +0.22 | +0.43 |
| G3 1/2 | 2.309 | 11 | – | 97.42 | +0.22 | +0.43 |
| G3 3/4 | 2.309 | 11 | – | 103.77 | +0.22 | +0.43 |
| G4 | 2.309 | 11 | – | 110.12 | +0.22 | +0.43 |
| G4 1/2 | 2.309 | 11 | – | 122.82 | +0.22 | +0.43 |
| G5 | 2.309 | 11 | – | 135.52 | +0.22 | +0.43 |
| G5 1/2 | 2.309 | 11 | – | 148.22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | – | 160.92 | +0.22 | +0.43 |
tekhnar.ru
Подбор диаметра сверла под резьбу через таблицу размеров
 Любой механизм в наше время имеет резьбовое соединение. Что бы это ни было, автомобиль или простая тележка, всё содержит резьбовые соединения. Говоря просто, резьбовое соединение — это болт или винт, вкрученный в отверстие с нарезанными витками, неважно, расположено оно непосредственно на детали или это просто обычная гайка.
Любой механизм в наше время имеет резьбовое соединение. Что бы это ни было, автомобиль или простая тележка, всё содержит резьбовые соединения. Говоря просто, резьбовое соединение — это болт или винт, вкрученный в отверстие с нарезанными витками, неважно, расположено оно непосредственно на детали или это просто обычная гайка.
Важным является то, насколько надёжным будет это соединение, а это напрямую зависит от того, правильно ли подобран диаметр сверла под резьбу. В этой статье обсудим, как правильно подобрать диаметр отверстия в соответствии с требуемой задачей.
ГОСТ 19257-73
Это документ, которым устанавливаются параметры отверстий под внутреннюю резьбу для различных видов и марок металлов, он содержит информацию для метрической резьбы. Имеет данные про диаметр сверла под резьбу, таблица удобна в использовании даже для новичков. С помощью таблицы найти правильный диаметр просто. Берёте болт или винт, замеряете штангенциркулем размер резьбы. Затем с помощью линейки замеряете шаг витков, позже обсудим как это сделать и находите данные в таблице. С помощью этих двух параметров в таблице можно легко найти правильный диаметр инструмента.
Если нет таблицы
Ну а как быть, если вы в гараже? Под рукой нет таблицы и интернета тоже нет. Что делать? В таком случае выход тоже есть. Берём болт, определяем номинал и шаг резьбы. Например: резьба М6, а шаг составляет 1 мм. Итак, наш диаметр 6 мм, а шаг витков 1 мм. Теперь решаем уравнение. От 6 мм отнимаем показание шага, то есть 1 мм и получаем 5 мм. Наш диаметр сверла составит 5 мм. Тоже ничего сложного.
Как практически нарезать внутреннюю резьбу
На самом деле это не так сложно. Давайте последовательно обсудим выполнение работы.
- Находим номинальный размер метрической резьбы. Для этого берём штангенциркуль и измеряем диаметр болта, который будем вкручивать в нашу будущую резьбу.
- Теперь замеряем шаг витков на болте. Это можно сделать приложив линейку к нарезной части болта. Берём за основу десять вершин ниток. Смотрим на линейке длину десяти витков и потом её делим на десять, получаем шаг резьбы.
- Отнимаем от номинального диаметра резьбы параметр шага резьбы и получаем диаметр фрезы.
- Размечаем на детали место отверстия и накерниваем его, чтобы сохранить точность, если будем сверлить ручной дрелью.
- Выбираем хорошее острое сверло и вставляем его в патрон. Сверлим на небольших оборотах, чтобы не перегреть и не отпустить металл. От этого зависит надёжность резьбового соединения.
- Зенкуем вход в отверстие. Это облегчит нарезку резьбы.
- Очищаем отверстие от стружки, которая образовалась во время сверления и зенковки.
- Подбираем необходимый по размеру метчик и смазываем его. Смазка необходима, чтобы продлить срок службы инструмента.
- Ставим метчик в отверстие под прямым углом и движением по часовой стрелке проворачиваем на 360 градусов, затем в обратном направлении на 180 градусов. Такими поступательными движениями нарезаем резьбу в отверстии. Если нарезать резьбу по этому правилу, вы сохраните метчик целым, а она сама будет хорошего качества.
- После нарезки резьбы очищаем отверстие от стружки и проверяем ввинчивая болт. Он должен ввинчиваться без затруднений и не болтаться в отверстии.
Зная план работы, необходимо обратить внимание на инструмент.
Инструменты для нарезания внутренней метрической резьбы
Метчики делятся на проходные, комплектные, машинные и машинно-ручные. Есть метчики для сквозных отверстий, а также для глухих. Металлы имеют разную твёрдость, поэтому есть метчики под разный металл. Подбирать метчики необходимо под металл, в котором планируется изготовление резьбы.
Важную роль в изготовлении резьбового соединения играет отверстие, в котором потом будет нарезаться резьба. Для того чтобы отверстие было гладким и соответствовало заданному диаметру, необходимо использовать свёрла хорошего качества.
Фрезы нужно подбирать под металл в котором будете делать отверстия, так, для чугуна угол заточки режущей части должен равняться 118 градусам, нержавеющей стали 120 градусам, а бронзе 140 градусам.
От инструмента тоже зависит качество отверстия. Так, если сверлить отверстия на станке, они будут качественнее, нежели от сверления ручной дрелью. Всё дело в биении. Поэтому используя ручную дрель необходимо учитывать этот факт при выборе сверла. Возьмём, например, резьбу М6. Выше мы говорили, что сверло необходимо диаметром в 5 мм. То в данной ситуации лучше использовать сверло 4,9 мм. Так, одна десятая сыграет роль буфера на биение от работы ручной дрелью. И отверстие получится идеальным для нарезания резьбы соответствующим метчиком.
Есть таблицы прописывающие параметры свёрл. Но если вы не профессионал, то лучше приобретать свёрла в специализированных магазинах там просто вам смогут помочь подобрать нужное вам сверло.
Но хорошо и самим немного понимать, что вы покупаете. Сегодня в магазинах и на рынках можно встретить свёрла разных цветов, и это не просто так. Цвет тоже может много рассказать о сверле.
- Серый стальной цвет. Это недорогое и не очень крепкое сверло. Оно не проходило какой-либо дополнительной обработки поэтому не все металлы ему по плечу. Скорее всего, такое изделие прослужит недолго.
- Есть свёрла чёрного цвета. Такой цвет изделие приобретает благодаря обработке перегретым паром, это повышает его прочность.
- Золотистый тусклый оттенок говорит о том, что к сверлу применили отпуск чтобы снять напряжение в калёном металле. Это повышает прочность сверла и позволяет быть не слишком хрупким.
- Ну и самые прочные свёрла имеют насыщенный золотистый цвет. Они покрыты нитритом титана. Такие свёрла более долговечные из-за меньшего трения и прочности. Стоят такие свёрла достаточно дорого, поэтому если вы увидели сверло такого цвета за небольшую цену, то, скорее всего, это подделка, не стоит её покупать.
 Серый стальной цвет. Это недорогое и не очень крепкое сверло. Оно не проходило какой-либо дополнительной обработки поэтому не все металлы ему по плечу. Скорее всего, такое изделие прослужит недолго.
Серый стальной цвет. Это недорогое и не очень крепкое сверло. Оно не проходило какой-либо дополнительной обработки поэтому не все металлы ему по плечу. Скорее всего, такое изделие прослужит недолго.instrument.guru