Основные части сверла
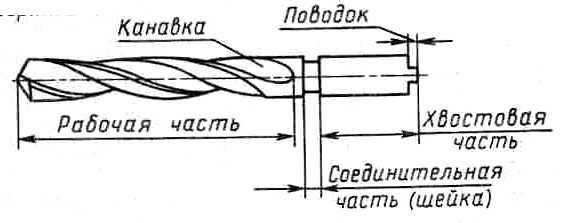
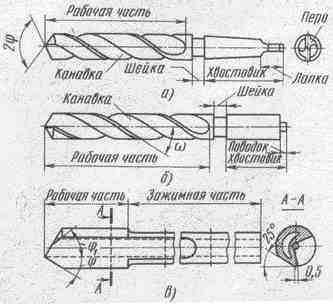
Рис. 1 Части сверла
Основные части сверла.Режущая часть (рис.1). Калибрующая (направляющая, транспортирующая) часть. Эти две части образуют рабочую часть сверла. Соединительная часть (шейка). Хвостовая часть.
Рабочая частьсовместно с режущей и калибрующей частями образует две винтовые канавки и два зуба (пера), обеспечивающих процесс резания.
Калибрующая частьсверла, предназначенная для удаления стружки из зоны резания. Калибрующая часть по всей своей длине имеет ленточку и совместно с ней служит для направления сверла в отверстии.
Шейкау сверл служит для выхода шлифовального круга, а также для маркировки сверл.
Хвостовая частьбывает цилиндрической или конической с конусом Морзе. На конце хвостовой части имеется поводок или лапка.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины.
Диаметр сверла (d).Выбор диаметра сверла зависит от технологического процесса получения данного отверстия.
Ленточка сверла.Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование.
Ш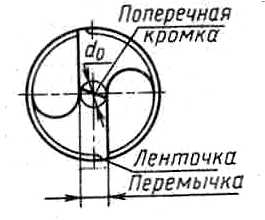 ирина
ленточки бывает от0,2–2мм в зависимости
от диаметра сверла. Ширину ленточки
выбирают:
ирина
ленточки бывает от0,2–2мм в зависимости
от диаметра сверла. Ширину ленточки
выбирают:
при обработке легких сплавов равной
f
=1,2+0,2682ln{d-18+[(d-18)2+1]1/2};при обработке других материалов
f=(0,1…0,5)d1/3.
Высота ленточки обычно составляет 0,025dмм.
Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм.
С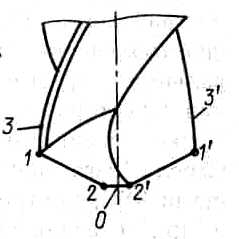 ердцевина
сверлавлияет на прочность и жесткость,
характеризуется диаметром сердцевины
–dо. Величина
диаметра сердцевины выбирается в
зависимости от диаметра сверла. Для
повышения жесткости и прочности сверла
его сердцевина утолщается к хвостовику
на 1,4-1,8 мм на каждые 100 мм длины.
ердцевина
сверлавлияет на прочность и жесткость,
характеризуется диаметром сердцевины
–dо. Величина
диаметра сердцевины выбирается в
зависимости от диаметра сверла. Для
повышения жесткости и прочности сверла
его сердцевина утолщается к хвостовику
на 1,4-1,8 мм на каждые 100 мм длины.
Перемычка сверла оказывает влияние на процесс резания.
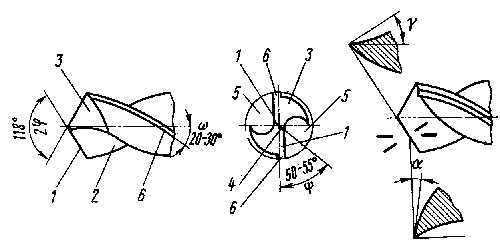
Режущие элементы сверла. Рабочая часть сверла (см. рис.) имеет шесть лезвий (режущих кромок). Двеглавные режущие кромки(1-2, 1’-2’). Двевспомогательных кромки(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Двепоперечные кромки(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’).
Геометрические параметры сверла
Угол при вершине сверла – 2.Для быстрорежущих сверл 118-120о, для твердосплавных 130-140о. Угол влияет на производительность и стойкость сверла, на силы резания, длину режущей кромки и элементы сечения стружки.
Угол наклона поперечного лезвия(перемычки)-(=50-55о).
Угол наклона винтовых канавок сверла оказывает влияние на прочность, жесткость сверла и стружкоотвод.
Рекомендуется для хрупких материалов =10-16о, для обработки материалов средней прочности и вязкости –=25-35о, для обработки вязких материалов –=35-45о.
Угол наклона винтовой канавки в данном сечении хопределяется по формуле
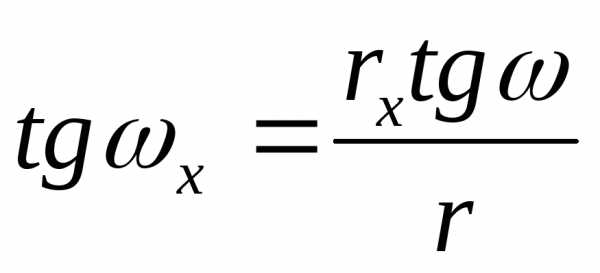
где r– радиус сверла;
rх– радиус сверла в рассматриваемой точке.
Шаг винтовых канавок р
где D– диаметр сверла.
Диаметр сердцевины сверла – do или К принимают равнымК=(0,125…0,145)D.
Для упрочнения инструмента диаметр Кувеличивается к хвостовику сверла на 1,4 – 1,8 мм на 100 мм длины.
Диаметр спинки зуба сверлаqвыбирают по зависимостиq= (0,99…0,98)D.
П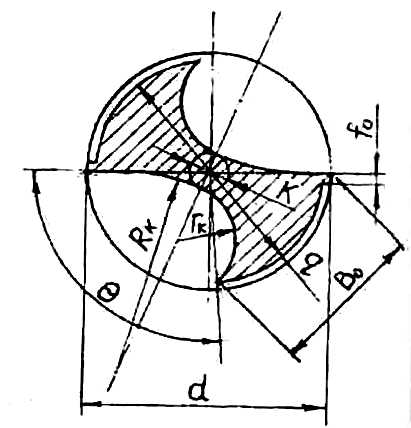 рофиль
стружечных канавок.
рофиль
стружечных канавок.
Угол стружечной канавкиθпри обработке легких сплавов равен 116о, других материалов 90…93о.
Радиусы дуг, образующих профиль винтовой канавки сверла принимаются равнымиRк =(0,75…0,9)D, rк=(0,22…0,28)D, а центры дуг лежат на прямой, проходящей через центр поперечного сечения сверла.
Ширина пера.Различают ширину пера в нормальном к оси сечениюВои в сечении, нормальном направлению стружечной канавкиВ, которую указывают на чертеже инструмента. Ширину пераВоопределяют в нормальном к оси сверла сечении по формуле:
Передний угол главных режущих кромок .Угол является величиной переменной, наибольшее его значении на периферии сверла, а наименьшее – в центре. Угол может быть определен в нормальномN–N(N)сечении. Максимальное значение находится по формуле

Передние углы на поперечной режущей кромкеимеют большие отрицательные значения (могут достигать -60о). Меняются по длине кромки. Наибольшее значение в центре сверла.
Это приводит к следующему: режущая кромка не режет, а вдавливается в металл. На это тратится 65% осевой силы резания и 15% крутящего момента. Для уменьшения осевой силы уменьшают угол при вершине сверла, при этом крутящий момент возрастает и улучшаются его режущие свойства.
Задний угол главных режущих кромок –образуется на режущей части сверла на главных и поперечных режущих кромках. Является переменным и измеряется в нормальном и цилиндрическом сечениях.
Минимальное значение принимает на периферии сверла, максимальное – в центре. Эпюра углов показана на рисунке. Для сверл из быстрорежущих сталей принимается =8-15о. Для твердосплавных=4-6о.
Изменение передних и задних углов в процессе резания. В процессе резания передние и задние углы меняются и отличаются от углов заточки. Их называют кинематическими или действительными углами резания. Наибольшее значение при сверлении имеет кинематический задний угол.
Кинематический задний угол кизменяется вдоль главной режущей кромки сверла. Зависит от подачи и радиуса рассматриваемой точки режущего лезвия. Для обеспечения достаточного значения заднего угла в процессе резания его делают переменным вдоль режущей кромки. На периферии 8-14о, а у сердцевины 20-25ов зависимости от диаметра сверла.
Ф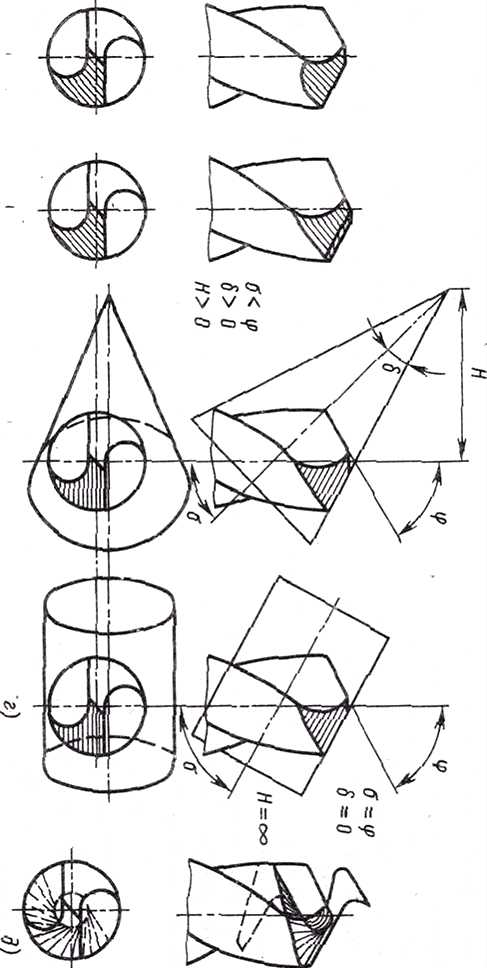 ормы
задней поверхности сверл.Различают
одноплоскостные и двухплоскостные
формы задней поверхности.
ормы
задней поверхности сверл.Различают
одноплоскостные и двухплоскостные
формы задней поверхности.
Оформление задней поверхности по плоскости. Это наиболее простой одноплоскостной способ заточки сверл, при нем необходимо иметь задние углы не менее 20 – 25°. При этом способе заточки значения заднего углаи угла наклона поперечной кромки зависят от угла при вершине сверла2 и заднего угла на периферии.
Недостатком таких сверл является прямолинейная поперечная кромка, которая при работе без кондуктора не обеспечивает правильного центрирования сверла.
К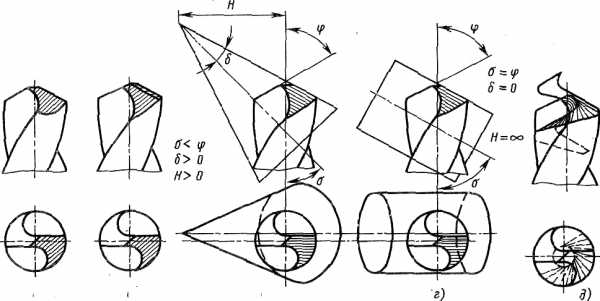 двухплоскостной форме задней поверхности
сверл относится коническая, цилиндрическая
и винтовая форма задней поверхности.
двухплоскостной форме задней поверхности
сверл относится коническая, цилиндрическая
и винтовая форма задней поверхности.
Такая форма задней поверхности позволяет получить независимые значения заднего угла на периферии , угла при вершине 2 и угла наклона поперечной кромки.
Коническая форма задней поверхности сверлаявляется участком конической поверхности.
Для образования задних углов вершина конуса смещается относительно оси сверла на величину Н, равную или больше радиуса перемычки, и ось конуса наклонена к продольной оси сверла под углом.
Цилиндрическая форма задней поверхности сверла является участком цилиндрической поверхности. Этот метод применяют редко.
Винтовая форма задней поверхности сверлаявляется развертывающейся винтовой поверхностью. Она позволяет получить рациональное распределение значений задних углови более выпуклую поперечную кромку сверла, что улучшает самоцентрирование сверла при работе.
У таких сверл увеличиваются значения задних углов на поперечной режущей кромке, что приводит к уменьшению осевых нагрузок. Большим преимуществом винтовой заточки является возможность автоматизации процесса заточки.
studfiles.net
Основные части сверла
Основные части сверла
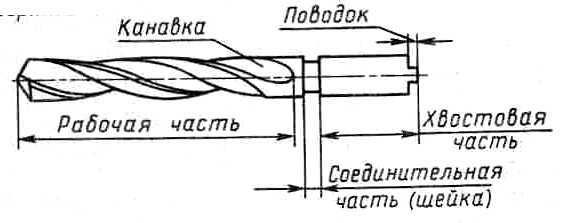
Рис. 1 Части сверла
Основные части сверла.Режущая часть (рис.1). Калибрующая (направляющая, транспортирующая) часть. Эти две части образуют рабочую часть сверла. Соединительная часть (шейка). Хвостовая часть.
Рабочая частьсовместно с режущей и калибрующей частями образует две винтовые канавки и два зуба (пера), обеспечивающих процесс резания.
Калибрующая частьсверла, предназначенная для удаления стружки из зоны резания. Калибрующая часть по всей своей длине имеет ленточку и совместно с ней служит для направления сверла в отверстии.
Шейкау сверл служит для выхода шлифовального круга, а также для маркировки сверл.
Хвостовая частьбывает цилиндрической или конической с конусом Морзе. На конце хвостовой части имеется поводок или лапка.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины.
Диаметр сверла (d).Выбор диаметра сверла зависит от технологического процесса получения данного отверстия.
Ленточка сверла.Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование.
Ш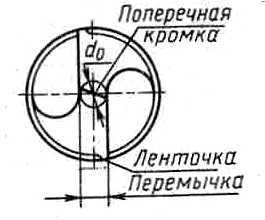 ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
при обработке легких сплавов равной
f=1,2+0,2682ln{d-18+[(d-18)2+1]1/2};
при обработке других материалов
f=(0,1…0,5)d1/3.
Высота ленточки обычно составляет 0,025dмм.
Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм.
С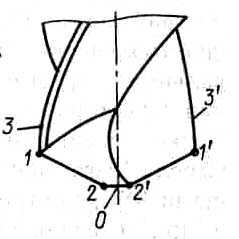 ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
Перемычка сверла оказывает влияние на процесс резания.
Режущие элементы сверла. Рабочая часть сверла (см. рис.) имеет шесть лезвий (режущих кромок). Двеглавные режущие кромки(1-2, 1’-2’). Двевспомогательных кромки(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Двепоперечные кромки(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’).
Геометрические параметры сверла
Угол при вершине сверла – 2.Для быстрорежущих сверл 118-120о, для твердосплавных 130-140о. Угол влияет на производительность и стойкость сверла, на силы резания, длину режущей кромки и элементы сечения стружки.
Угол наклона поперечного лезвия(перемычки)-(=50-55о).
Угол наклона винтовых канавок сверла оказывает влияние на прочность, жесткость сверла и стружкоотвод.
Рекомендуется для хрупких материалов =10-16о, для обработки материалов средней прочности и вязкости -=25-35о, для обработки вязких материалов -=35-45о.
Угол наклона винтовой канавки в данном сечении х определяется по формуле
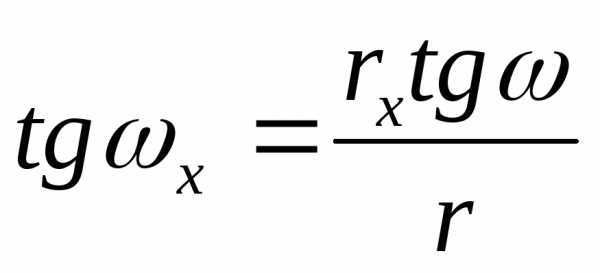
где r– радиус сверла;
rх– радиус сверла в рассматриваемой точке.
Шаг винтовых канавок р.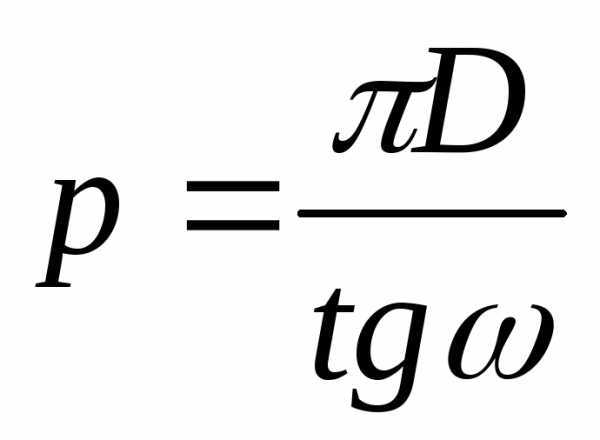
где D– диаметр сверла.
Диаметр сердцевины сверла – do или К принимают равнымК=(0,125…0,145)D.
Для упрочнения инструмента диаметр Кувеличивается к хвостовику сверла на 1,4 – 1,8 мм на 100 мм длины.
Диаметр спинки зуба сверлаqвыбирают по зависимостиq= (0,99…0,98)D.
П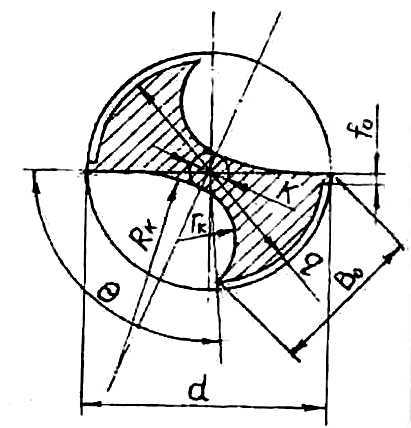 рофиль стружечных канавок.
рофиль стружечных канавок.
Угол стружечной канавкиθпри обработке легких сплавов равен 116о, других материалов 90…93о.
Радиусы дуг, образующих профиль винтовой канавки сверла принимаются равнымиRк=(0,75…0,9)D, rк=(0,22…0,28)D, а центры дуг лежат на прямой, проходящей через центр поперечного сечения сверла.
Ширина пера.Различают ширину пера в нормальном к оси сечениюВои в сечении, нормальном направлению стружечной канавкиВ, которую указывают на чертеже инструмента. Ширину пераВоопределяют в нормальном к оси сверла сечении по формуле:

Передний угол главных режущих кромок .Угол является величиной переменной, наибольшее его значении на периферии сверла, а наименьшее – в центре. Угол может быть определен в нормальномN-N(N)сечении. Максимальное значение находится по формуле

Передние углы на поперечной режущей кромкеимеют большие отрицательные значения (могут достигать -60о). Меняются по длине кромки. Наибольшее значение в центре сверла.
Это приводит к следующему: режущая кромка не режет, а вдавливается в металл. На это тратится 65% осевой силы резания и 15% крутящего момента. Для уменьшения осевой силы уменьшают угол при вершине сверла, при этом крутящий момент возрастает и улучшаются его режущие свойства.
Задний угол главных режущих кромок -образуется на режущей части сверла на главных и поперечных режущих кромках. Является переменным и измеряется в нормальном и цилиндрическом сечениях.
Минимальное значение принимает на периферии сверла, максимальное – в центре. Эпюра углов показана на рисунке. Для сверл из быстрорежущих сталей принимается =8-15о. Для твердосплавных=4-6о.
Изменение передних и задних углов в процессе резания. В процессе резания передние и задние углы меняются и отличаются от углов заточки. Их называют кинематическими или действительными углами резания. Наибольшее значение при сверлении имеет кинематический задний угол.
Кинематический задний угол кизменяется вдоль главной режущей кромки сверла. Зависит от подачи и радиуса рассматриваемой точки режущего лезвия. Для обеспечения достаточного значения заднего угла в процессе резания его делают переменным вдоль режущей кромки. На периферии 8-14о, а у сердцевины 20-25ов зависимости от диаметра сверла.
Ф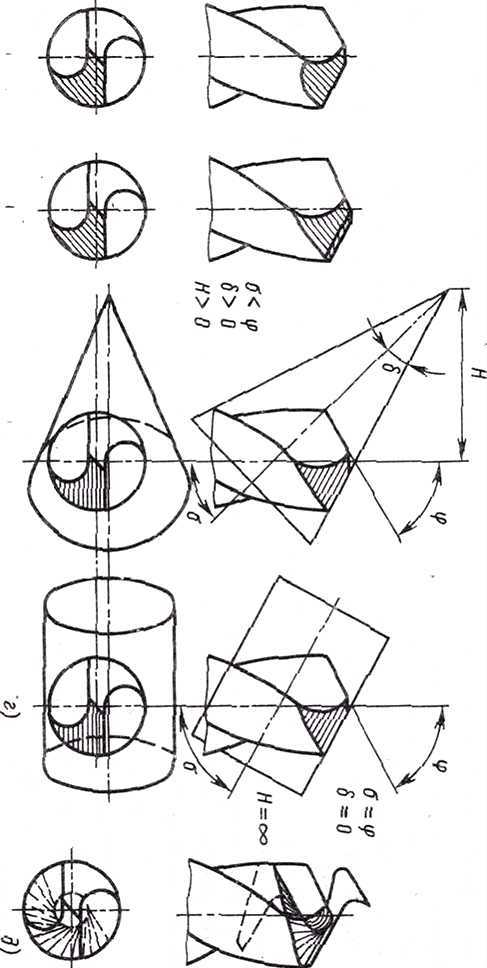 ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
Оформление задней поверхности по плоскости. Это наиболее простой одноплоскостной способ заточки сверл, при нем необходимо иметь задние углы не менее 20 – 25°. При этом способе заточки значения заднего углаи угла наклона поперечной кромки зависят от угла при вершине сверла2 и заднего угла на периферии.
Недостатком таких сверл является прямолинейная поперечная кромка, которая при работе без кондуктора не обеспечивает правильного центрирования сверла.
К двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
Такая форма задней поверхности позволяет получить независимые значения заднего угла на периферии , угла при вершине2 и угла наклона поперечной кромки.
Коническая форма задней поверхности сверлаявляется участком конической поверхности.
Для образования задних углов вершина конуса смещается относительно оси сверла на величину Н, равную или больше радиуса перемычки, и ось конуса наклонена к продольной оси сверла под углом.
Цилиндрическая форма задней поверхности сверла является участком цилиндрической поверхности. Этот метод применяют редко.
Винтовая форма задней поверхности сверлаявляется развертывающейся винтовой поверхностью. Она позволяет получить рациональное распределение значений задних углови более выпуклую
i-perf.ru
Лезвийные инструменты для обработки отверстий Виды отверстий
6
Отверстия, применяемые в деталях машин, имеют различную форму поперечного и продольного сечения: цилиндрическую, коническую, ступенчатую и фасонную. Отверстия могут быть сквозные и глухие, то есть не имеющие выхода с другой стороны детали.
Также отверстия различают по размерам, требуемой точности и качеству обработанной поверхности (параметрам шероховатости).
Методы обработки отверстий
Лезвийным инструментом отверстия можно сверлить, рассверливать, зенкеровать, развертывать, растачивать, протягивать.
Сверлениеспособ обработки сверлом глухих и сквозных отверстий в сплошном материале.
Рассверливаниеспособ обработки уже имеющихся отверстий при помощи сверл.
При сверлении и рассверливании отверстия получаются с точностью 13-12 квалитета и шероховатостью Rz=10–30 мкм.
Зенкерованиеспособ обработки:
– предварительно полученного отверстия литьем, прошивкой или сверлением;
– цилиндрических углублений с отверстиями под головки винтов, болтов и гаек;
– конических отверстий под головки винтов и заклепок;
– центровых отверстий;
– торцевых поверхностей и бобышек около отверстий и снятия фасок.
Спиральные цилиндрические зенкерыиспользуют для обработки сквозных цилиндрических отверстий.
При этом повышается точность формы отверстий, соответствующая 11 квалитету и обеспечивается шероховатость поверхности с Rz=20–40 мкм.
Конические зенкеры и зенковкииспользуют для обработки отверстий под головки винтов и заклепок, центровых отверстий и снятия фасок.
Цилиндрические зенковки с цапфой или цековкиприменяют для обработки цилиндрических углублений с отверстиями под головки винтов, болтов и гаек.
Торцевые зенковки с цапфой или цековкииспользуют для обработки торцевых поверхностей выступов и бобышек около отверстий.
Развертываниеспособ обработки отверстий развертками в материале твердостьюHRC40.
При этом повышается точность формы и размеров отверстия до 6-5 квалитетов и снижается шероховатость поверхности до Rа=2,5–0,15 мкм.
Развертывание в основном выполняют после растачивания или зенкерования отверстий, а иногда и после сверления.
Растачиваниеспособ обработки предварительно полученного отверстия литьем, сверлением либо другим каким-либо способом. При этом используются расточные резцы, блоки и головки.
Тонкое растачивание обеспечивает точность отверстий 6-5 квалитетов, шероховатость поверхности Rа=0,25–0,18 мкм, погрешность формы (овальность, конусность) составляет 0,003-0,004 мм.
Протягиваниеспособ обработки протяжками предварительно полученных отверстий, имеющих, как правило, сложную форму (цилиндрические, шлицевые, квадратные, фасонные и прочей формы отверстия) диаметром от 10 до 300 мм.
При этом отверстия получают точность 6-5 квалитетов и шероховатость Rа=0,15–0,08 мкм.
СВЕРЛА
Сверло – это осевой режущий инструмент, имеющий два зуба. Сверлом осуществляется технологическая операция сверление и рассверливание.
Классификация сверл
Спиральные сверла,самые распространенные, различают:
Сверла из легированной (9ХС) и быстрорежущей (Р6М5) сталей с коническим и цилиндрическим хвостовиком, диаметром 0,1- 80 мм.
Сверла цельные твердосплавные, диаметром 0,2 – 12 мм;
Сверла с припаянными пластинками твердого сплава (ВК6, ВК6-М, ВК-8, ВК10-М и др.), диаметром 1,2 – 12,4 мм.
Специальные сверла. В настоящее время применяют более двух тысяч типов сверл (перовые, эжекторные и центровочные сверла, сверла одностороннего резания и кольцевого сверления, комбинированные сверла и др.). Они различаются конструкцией и геометрическими параметрами, что обусловлено разнообразием конструкционных материалов, а также геометрической формой и требованиями к качеству отверстий.
Классификация сверл по их назначению. Сверла делятся на группы:
studfiles.net
Исследование конструкций сверл
Цель работы: Закрепление теоретических сведений о конструктивных элементах и геометрических параметрах сверл, элементах режима резания и срезаемого слоя при сверлении; ознакомление с методами измерения гезометрических параметров сверл и приборами, применяемыми для этой цели; приобретение навыков эскизирования сверл.
Инструмент и принадлежности к работе
Сверло спиральное.
Штангенциркуль.
Микрометр гладкий и микрометр с острыми наконечниками.
Угломеры для контроля углов заточки сверла.
Микроскоп БМИ-1.
Устройство для измерения угла заточки задней поверхности сверла.
Основные положения
Сверло – осевой режущий инструмент, применяемый для получения отверстий в различных материалах, а также для обработки (рассверливания) имеющихся отверстий.
Сверло является одним из самых распространённых металлорежущих инструментов, предназначенных для образования отверстий в сплошном материале, а так же для увеличения, методом рассверливания, диаметра предварительно подготовленного отверстия. При сверлении обеспечивают точность обработки по 11-12 квалитету и шероховатость обработанной поверхности в пределах Ra = 10-5 мкм.
В настоящее время в машиностроении применяется более 30 типов свёрл (рис. 2.1), весьма многообразных по конструктивным и геометрическим параметрам. Использование в промышленности специальных свёрл обусловлено увеличением требований к качеству отверстий и появления новых конструкционных материалов (труднообрабатываемых сталей и сплавов, пластмасс, лёгких сплавов и др.)
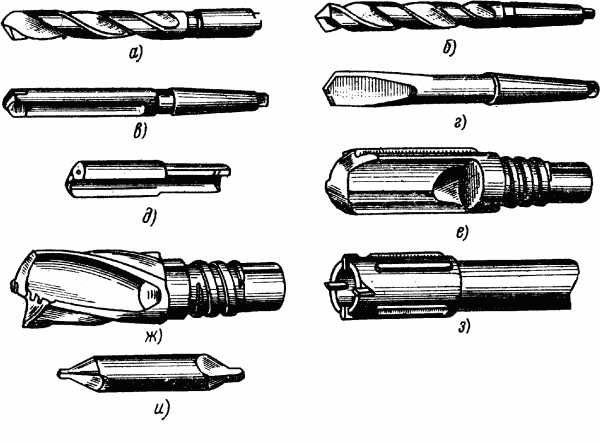
Рис. 2.1. Некоторые типы сверл: а, б – спиральное; в – с прямыми канавками; г – перовое; д – ружейное; е – однокромочное с внутренним отводом стружки для глубокого сверления; ж – двухкромочное для глубокого сверления; з – кольцевое; и – центровочное.
Главное движение резанияDГ при сверлении – вращательное, движение подачиDs – поступательное. На сверлильном станке сверло вращается и имеет движение подачи, а на станках токарного типа при обработке отверстий обычно вращается заготовка, а движение подачи сообщается сверлу.
Процесс резания при сверлении протекает принципиально так же, как и при точении, но в сравнительно более сложных условиях:
При малых передних углах у поперечного лезвия увеличиваются деформации срезаемого слоя, силы трения, а следовательно, и тепловыделение в зоне резания.
Затруднён отвод срезаемой стружки и подвод СОЖ к режущим лезвиям в зону резания.
При отводе стружки происходит трение её о поверхности канавок сверла и ленточек сверла об обработанную поверхность отверстия.
На увеличение деформации стружки влияет изменение скорости резания вдоль режущего лезвия от максимальной на периферии сверла до нулевой у центра.
Классификация свёрл
По конструктивным признакам и по назначению сверла можно классифицировать следующим образом:
спиральные;
перовые, используемые в основном для сверления отверстий мелкого диаметра в неметаллических материалах и глубоких отверстий;
для глубоких отверстий;
комбинированные;
центровочные, специальные одно- и двусторонние
Сверла для глубокого свеления по их назначению делятся на:
ружейные;
пушечные;
шпиндельные.
По конструкции сверла для глубокого сверления делятся на:
studfiles.net
3 Осевой инструмент
Сверление, зенкерование и развертывание являются основными технологическими способами обработки резанием круглых отверстий различной степени точности и с различной шероховатостью поверхности. Все перечисленные способы относятся к обработке осевым инструментом. Ее основные признаки: главным движением резания является вращательное движение инструмента, а движение подачи осуществляется вдоль оси главного движения.
3.1 Сверла
Сверлопредставляет собой режущий инструмент для обработки отверстий в сплошном материале, либо для рассверливания отверстий.
Сверла изготавливают из быстрорежущей или конструкционной стали. В последнем случае они оснащаются пластинами из твердого сплава. Наиболее широкое распространение в промышленности нашли спиральные сверла. Они используются при сверлении и рассверливании отверстий диаметром до 80 мм и обеспечивают обработку отверстий по 12–14-му квалитетам точности с шероховатостью поверхности Rz= 20…40 мкм.
3.1.1 Конструктивные элементы сверла
Спиральное сверло имеет следующие основные части (рисунок 25): режущая 3, направляющая 1 или калибрующая, хвостовик 5 и соединительная 4 (шейка). Режущая и направляющая части в совокупности составляют рабочую часть 2 сверла, снабженную двумя винтовыми канавками 8.
Режущая часть спирального сверла состоит из двух зубьев, которые в процессе сверления своими режущими кромками 9 врезаются в материал заготовки и срезают его в виде стружки, которая затем отводится по винтовым канавкам. Рабочая часть является основной частью сверла. Условия работы сверла определяются главным образом конструкцией режущей части сверла.
Передними поверхностями 10 сверла являются поверхности винтовых канавок, по которым сходит стружка. Задними поверхностями 11 сверла являются поверхности зуба сверла, обращенные к поверхности резания (по которой происходит отделение стружки от заготовки). Задние поверхности могут быть заточены как плоские, винтовые, конические или цилиндрические поверхности. Линия пересечения задних поверхностей обеих зубьев сверла образует поперечную режущую кромку 13, расположенную в центральной зоне сверла.
Направляющая часть сверла необходима для создания направления при работе инструмента. Поэтому она имеет две направляющие винтовые ленточки (спиральные фаски) 12, которые участвуют в оформлении (калибровании) поверхности обработанного отверстия. Кроме этого направляющая часть сверла служит запасом для переточек инструмента.
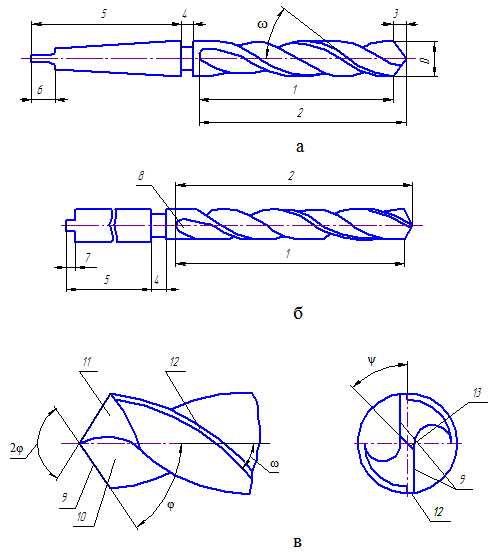
Рисунок 25 – Спиральное сверло
Хвостовик, который может быть конической (с лапкой 6) (рисунок 25, а) или цилиндрической (с поводком 7 и без поводка) (рисунок 25,б) формы, служит для закрепления сверла на станке. Он с помощью цилиндрической шейки соединяется с рабочей частью сверла. Наиболее часто рабочая часть сверла изготавливается из быстрорежущей стали, а хвостовик из стали 45. Рабочая часть и хвостовик соединяются сваркой. В промышленности используют также твердосплавные сверла. Режущая часть этих сверл оснащается пластинками твердого сплава. У твердосплавных сверл малого диаметра полностью вся рабочая часть может изготавливаться из твердого сплава.
Диаметры просверленных отверстий всегда больше диаметра сверла, которым они обработаны. Разность диаметров сверла и просверленного им отверстия называют разбивкой отверстия. Для стандартных сверл диаметром 10…20 мм разбивка составляет 0,15…0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка.
Для уменьшения разбивки и для предотвращения возможного защемления сверла в просверливаемом отверстии диаметр сверла в направлении от режущей части несколько уменьшается. Уменьшение диаметра принято называть обратной конусностьюи определять разность Δ диаметров на расстоянииl0= 100 мм длины рабочей части.
studfiles.net
Углы сверла
Угол при вершине 2φ=118° и угол наклона винтовой канавки ω=27°.
Угол при вершине 2φ — угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твердых металлов 2φ=130…140°.
Угол наклона винтовой канавки ω — угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω).
Передний угол γ определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки.
Задний угол α определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла.
Угол наклона поперечной кромки ψ расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания
Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ, и действительные углы в процессе резания будут следующими:
γкин=γ+μ
αкин=α-μ
Классификация свёрл

Некоторые виды свёрл: A — по металлу; B — по дереву; C — по бетону; D — перовое сверло по дереву; E — универсальное сверло по металлу или бетону; F — по листовому металлу; G — универсальное сверло по металлу, дереву или пластику. Хвостовики: 1, 2 — цилиндрический; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — дляшуруповёртов.
По конструкции рабочей части бывают:
Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0’=55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
Плоские (перовые) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Для глубокого сверления (L≥5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Конструкции Юдовина и Масарновского — отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
Пушечные — представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
Ружейные — применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
Кольцевые — пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
Центровочные — применяют для сверления центровых отверстий в деталях.
По конструкции хвостовой части бывают:
П Центровочное
сверло.
о способу изготовления бывают:
Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
Сварные — спиральные свёрла диаметром более 8 мм изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
Оснащённые твёрдосплавными пластинками — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
Со сменными твердосплавными пластинами — так же называются корпусными (оправку, к которой крепятся пласты, называют корпусом). В основном, используются для сверления отверстий от 12 мм и более.
Со сменными твердосплавными головками — альтернатива корпусным сверлам.
studfiles.net
Сверло. Элементы геометрии
Свёрла
 Сверление является одним из распространенных методов предварительной обработки
отверстий на токарных станках. В зависимости от конструкции и назначения
различают сверла: спиральные, перовые, для глубокого сверления, центровочные,
эжекторные и др. Наибольшее распространение получили спиральные сверла
(На рисунке сверла: а – спиральное с коническим хвостовиком, б – спиральное
с цилиндрическим хвостовиком, в – для глубокого сверления). Сверло имеет:
две главные режущие кромки, образованные пересечением передних винтовых
поверхностей канавок, по которым сходит стружка, с задними поверхностями,
обращенными к поверхности резания; поперечную режущую кромку (перемычку),
образованную пересечением обеих задних поверхностей; две вспомогательные
режущие кромки, образованные пересечением передних поверхностей с поверхностью
ленточки. Ленточка сверла – узкая полоска на его цилиндрической поверхности,
расположенная вдоль винтовой канавки и обеспечивающая направление сверла
при резании. Угол наклона винтовой канавки ω угол между осью сверла и касательной
к винтовой линии по наружному диаметру сверла (ω=20-30 градусам). Угол
наклона поперечной режущей кромки (перемычки) ψ – острый угол между проекциями
поперечной и главной режущих кромок на плоскость, перпендикулярную оси
сверла (ψ=50-55 градусам). Угол режущей части (угол при вершине) 2φ – угол
между главными режущими кромками при вершине сверла (φ=118 градусам). Передний
угол γ – угол между касательной к передней поверхности в рассматриваемой
точке режущей кромки и нормалью в той же точке к поверхности вращения режущей
кромки вокруг оси сверла. По длине режущей кромки передний угол γ является
величиной переменной. Задний угол α – угол между касательной к задней поверхности
в рассматриваемой точке режущей кромки и касательной в той же точке к окружности
ее вращения вокруг оси сверла. Задний угол сверла – величина переменная:
α=8-14 градусов на периферии сверла и α=20-26 градусов – ближе к центру
сверла.
Сверление является одним из распространенных методов предварительной обработки
отверстий на токарных станках. В зависимости от конструкции и назначения
различают сверла: спиральные, перовые, для глубокого сверления, центровочные,
эжекторные и др. Наибольшее распространение получили спиральные сверла
(На рисунке сверла: а – спиральное с коническим хвостовиком, б – спиральное
с цилиндрическим хвостовиком, в – для глубокого сверления). Сверло имеет:
две главные режущие кромки, образованные пересечением передних винтовых
поверхностей канавок, по которым сходит стружка, с задними поверхностями,
обращенными к поверхности резания; поперечную режущую кромку (перемычку),
образованную пересечением обеих задних поверхностей; две вспомогательные
режущие кромки, образованные пересечением передних поверхностей с поверхностью
ленточки. Ленточка сверла – узкая полоска на его цилиндрической поверхности,
расположенная вдоль винтовой канавки и обеспечивающая направление сверла
при резании. Угол наклона винтовой канавки ω угол между осью сверла и касательной
к винтовой линии по наружному диаметру сверла (ω=20-30 градусам). Угол
наклона поперечной режущей кромки (перемычки) ψ – острый угол между проекциями
поперечной и главной режущих кромок на плоскость, перпендикулярную оси
сверла (ψ=50-55 градусам). Угол режущей части (угол при вершине) 2φ – угол
между главными режущими кромками при вершине сверла (φ=118 градусам). Передний
угол γ – угол между касательной к передней поверхности в рассматриваемой
точке режущей кромки и нормалью в той же точке к поверхности вращения режущей
кромки вокруг оси сверла. По длине режущей кромки передний угол γ является
величиной переменной. Задний угол α – угол между касательной к задней поверхности
в рассматриваемой точке режущей кромки и касательной в той же точке к окружности
ее вращения вокруг оси сверла. Задний угол сверла – величина переменная:
α=8-14 градусов на периферии сверла и α=20-26 градусов – ближе к центру
сверла.
Элементы спирального сверла:
1 – режущая кромка, 2 – передняя поверхность, 3 – задняя поверхность, 4 – поперечная кромка, 5 – канавка, 6 – ленточка
turner.narod.ru