Техника безопасности на токарных станках
Самым опасным производственным фактором при работе на токарных станках является:
Вращающийся шпиндель, валы, червяки, стружка и если сказать одним словом, то опасность представляют все вращающиеся механизмы станка.
Перед началом работы на токарных станках необходимо знать:
Начните со своей рабочей одежды, приведите ее в порядок, застегните все пуговицы или клепки, плотно подвяжите или закатайте рукава, если имеются длинные волосы уберите их в головной убор.
Подготовьте свое рабочее место:
Проверьте исправность всех защитных щитков, исправность защитных концевиков (при наличии). Защитные очки (должны быть чистыми, без царапин и трещин), за ранее приготовьте режущий, мерительный инструмент, приспособления необходимые для изготовления данной детали, тару для заготовок и годной продукции, посмотрите все ли в порядке с подножной решеткой, пол вокруг станка должен быть чистым и без масляных пятен.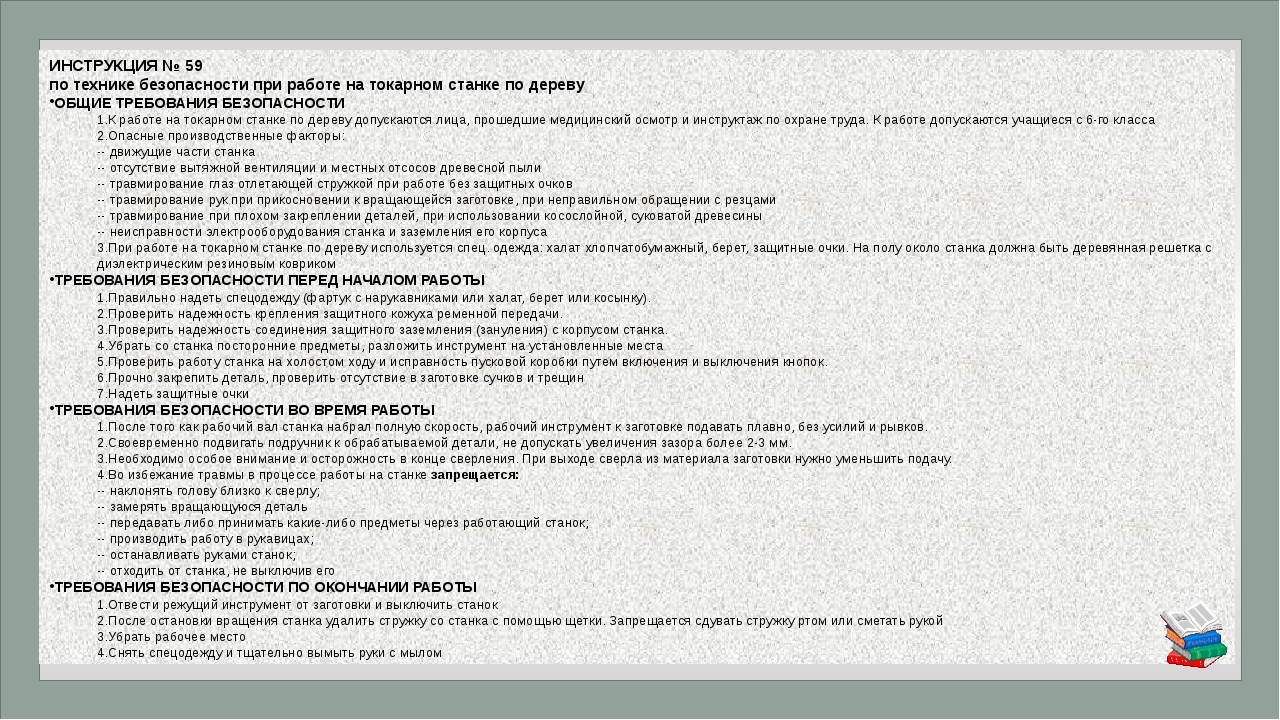
Перед началом работы проверьте:
Тормозные механизмы, устройства управления, смазочную подачу на механизмы и направляющие, натяжение ремней и цепей. Для такой проверке достаточно погонять станок в течении нескольких минут на холостом ходу, и вам сразу станет ясно исправен ли станок или нет по механической части. Приступайте к работе в том случае, если станок полностью исправен.
Во время подготовки станка к работе:
Установку резцов, приспособлений, оснасток и другое, станок должен находиться в выключенном положении. После установки резцов, оснастки прокрутите шпиндель вручную и убедитесь, что резцы не ударяются об патрон, шпиндель и оснастку.
Особенности правил безопасности при работе, наладки на станках с ЧПУ:
Наладчик проверяет станок с ЧПУ перед началом работы тест программами. После наладки снимите все рукоятки и ключи.
Во время работы станка:
Прочно закрепляйте обхватываемые заготовки и детали в патроне, оправках или центрах. При установке снятии заготовок более 20кг пользуйтесь краном или подъемными устройствами. Ни в коем случае не оставляйте ключ в патроне после закрепления или снятия детали. Не трогайте и не притормаживайте руками включенный или не до конца остановленный шпиндель. При уборке стружки необходимо использовать верхонки, металлические крючки. Не делайте уборку, протирку, смазку станка при обработке детали. При измерениях детали выключайте вращение шпинделя и осторожно делайте замеры. Будьте осторожны при замерах, на деталях могут присутствовать острые кромки (можно порезать руки). Закрывайте зону резания предназначенными защитными кожухами, экранами. При скоростном точении следует применять резцы со стружколомающими канавками или резцы стружколомы. При зачистке заусенцев или полировке применяйте зажимы, в руках держать абразивную шкурку запрещено. Не жесткие валы необходимо обрабатывать в люнетах, а выступающие края прутка следует ограждать трубчатыми кожухами. Работать необходимо строго по тех процессу и выставлять те режимы резания которые указаны в технологии.
При установке снятии заготовок более 20кг пользуйтесь краном или подъемными устройствами. Ни в коем случае не оставляйте ключ в патроне после закрепления или снятия детали. Не трогайте и не притормаживайте руками включенный или не до конца остановленный шпиндель. При уборке стружки необходимо использовать верхонки, металлические крючки. Не делайте уборку, протирку, смазку станка при обработке детали. При измерениях детали выключайте вращение шпинделя и осторожно делайте замеры. Будьте осторожны при замерах, на деталях могут присутствовать острые кромки (можно порезать руки). Закрывайте зону резания предназначенными защитными кожухами, экранами. При скоростном точении следует применять резцы со стружколомающими канавками или резцы стружколомы. При зачистке заусенцев или полировке применяйте зажимы, в руках держать абразивную шкурку запрещено. Не жесткие валы необходимо обрабатывать в люнетах, а выступающие края прутка следует ограждать трубчатыми кожухами. Работать необходимо строго по тех процессу и выставлять те режимы резания которые указаны в технологии.
После окончания работы:
Отключите станок и обесточьте его рубильником, уберите стружку со станка и возле него спец средствами, смажьте машинным маслом направляющие и вращающиеся валы и червяки. Уберите режущий и мерительный инструмент.
Уберите режущий и мерительный инструмент.
Техника безопасности при токарных работах
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ТОКАРНЫХ РАБОТАХ [c.102]Отдельные разделы справочника посвящены описанию основных автоматизирующих устройств к станкам, нормированию токарных, сверлильных, фрезерных и других станочных работ, экономике и организации производства, охране труда и технике безопасности при работе на станках. [c.2]
Техника безопасности при работе на токарно-карусельном [c.386]
В книге рассмотрена технология обработки деталей на токарных станках приведены сведения об оборудовании, инструментах, приспособлениях и выборе наиболее рациональных режимов резания освещены вопросы механизации и автоматизации процессов обработки деталей на токарных станках, а также вопросы техники безопасности при работе на этих станках приведены примеры работы токарей-новаторов.
Техника безопасности при работе на токарных станках.
 Комплект плакатов на 12 л. Сост. В. И. Мерзляков. 2 р. 40 к.
[c.128]
Комплект плакатов на 12 л. Сост. В. И. Мерзляков. 2 р. 40 к.
[c.128]XI. ОСНОВНЫЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ТОКАРНЫХ СТАНКАХ [c.216]
Перечислите основные правила техники безопасности при работе на токарном станке. [c.282]
Правила техники безопасности при работе на токарном станке. [c.238]
При нарезании резьбы на токарно-винторезных, револьверных, сверлильных и фрезерных станках общего назначения и на специальных станках аналогичной конструкции (болторезных и гайконарезных автоматах, резьбофрезерных и других станках) предусматриваются те же мероприятия по технике безопасности, что и при выполнении других видов работ на подобных станках. Особенно важно обеспечение техники безопасности при нарезании резьбы на станках с вращающимися резцовыми головками в связи с высокой скоростью их вращения и разбрасывания стружки. [c.284]
При работе на станках токарной группы возможны несчастные случаи, если работающий не соблюдает следующие основные правила техники безопасности не содержит в порядке рабочее
[c. 365]
365]
Крепление анкерными болтами станков, устанавливаемых на общей плите цеха, необходимо в том случае, когда оно диктуется требованиями техники безопасности (радиальносверлильные станки) или при работе станка со значительными нагрузками (строгальные станки, токарные и фрезерные станки, работающие со скоростными режимами).
Для устранения несчастных случаев при работе на токарных станках необходимо строго выполнять правила техники безопасности [c.39]
Перечислите основные мероприятия по технике безопасности для устранения несчастных случаев при работе на токарных станках. [c.41]
При работе на токарном станке необходимо соблюдать требования по технике безопасности. Рабочий-станочник должен быть одет в специальную одежду (халат или комбинезон). На голове должен быть берет или косынка. Для защиты глаз от летящей стружки и СОЖ необходимо пользоваться защитными очками. Станок должен быть заземлен, оснащен защитным щитком. Для удаления стружки из зоны резания необходимо пользоваться специальным крючком. Рабочий во время работы на станке должен стоять на специальной деревянной подставке. Во избежание травм необходимо пользоваться исправным режущим и измерительным инструментом.
[c.36]
Для удаления стружки из зоны резания необходимо пользоваться специальным крючком. Рабочий во время работы на станке должен стоять на специальной деревянной подставке. Во избежание травм необходимо пользоваться исправным режущим и измерительным инструментом.
[c.36]
Техника накатывания кругов. Новый, не бывший в работе, войлочный круг надо после пробивки в нем (пробойником) центрального отверстия обрезать строго концентрически с отверстием. Эту операцию обычно выполняют на шлифовальном станке, хотя ее безопаснее производить на оправке, установленной на токарном станке, при небольшой частоте вращения (около 400 об/мин). Обрезка на быстроходном шлифовальном станке требует большой силы, умения и осторожности отрезаемый кусок войлока может сильно ударить или вырвать из рук нож, что еще опаснее, поэтому один конец ножа надо при работе опереть на какую-нибудь надежную опору. Хороший нож получается из большого плоского напильника, заточенного на точильном круге с одного края на лезвие.
Для этого конструкторы, создавая новые или модернизируя старые станки, должны глубоко изучать их эксплуатационные качества с точки зрения их технико-экономических показателей и техники безопасности. При этом конструкторам особенно следует изучать опыт новаторов, внедряющих в производство свои оригинальные приспособления. Это поможет им в работе по созданию нового, высокопроизводительного оборудования. Положительным примером такой работы могут служить токарные станки 1К62 и 1М620, изготовляемые на станкозаводе Красный пролетарий , разработанные группой конструкторов под руководством В. Т. Левшунова. [c.248]
В 1гниге описаны принцип действия токарных станков, серийный станок 16К20, приемы токарной обработки приведены сведения об организации рабочего места токаря, о построении технологического процесса токарной обработки, выборе режима резания, инструментов и приспособлений, экономичной обработке типовых деталей, пока-шны пути повышения производительности труда и качества продукции, рассмотрены вопросы техники безопасности при работе на токарных станках.
Инструкция по технике безопасности при работе на токарном станке по дереву
ИНСТРУКЦИЯ
по технике безопасности
при работе на токарном станке по дереву
I. ОПАСНОСТИ В РАБОТЕ
1.1. Травмирование глаз отлетающей стружкой при работе без защитных очков или без защитного экрана.
1.2. Травмирование рук при прикосновении к вращающейся заготовке, при неправильном пользовании резцами.
1.3. Травмирование при плохом закреплении деталей, при использовании косослойной, суковатой древесины.
II. ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Правильно надеть спецодежду (фартук с нарукавниками или халат, берет, защитные очки).
2.2. Проверить исправность режущего инструмента и правильность его заточки.
2.3. Проверить надежность крепления защитного кожуха ременной передачи.
2.4. Проверить надежность соединения защитного заземления (зануления) с корпусом станка.
2.5. Прочно закрепить деталь, проверить отсутствие в заготовке сучков и трещин.
2.6. Установить подручник с зазором 2-3мм от обрабатываемой детали и
надежно закрепить его на центровой линии заготовки.
2.7. Проверить работу станка на холостом ходу.
III. ВО ВРЕМЯ РАБОТЫ
3.1. После того как рабочий вал станка набрал полную скорость, рабочий инструмент к заготовке подавать плавно, без усилий и рывков. Токарную стамеску нужно держать уверенно, надёжно охватив ручку и резец рука ми.
3.2. Своевременно подвигать подручник к обрабатываемой детали. Не допускать увеличения зазора
более 2-3 мм.
3.3. Во избежание травмы в процессе работы на станке запрещается:
наклонять голову близко к вращающейся детали;
замерять вращающуюся деталь;
передавать либо принимать какие-либо предметы через работающий станок;
производить работу в рукавицах;
останавливать станок руками;
отходить от станка, не выключив его.

3.4. При отключении тока немедленно выключить пусковую кнопку.
3.5. При возникновении неисправности в работе станка, поломке инструмента прекратить работу, отвести рабочий инструмент от детали, выключить станок и сообщить об этом учителю.
IV. ПОСЛЕ ОКОНЧАНИЯ РАБОТЫ
4.1. Отвести режущий инструмент от заготовки и выключить станок
4.2. После остановки вращения станка удалить стружку со станка с помощью щетки. Запрещается сдувать стружку ртом или сметать рукой.
4.3. Убрать рабочее место.
4.4. Снять спецодежду и вымыть руки с мылом.
Техника безопасности работы за токарным станком. Обслуживание токарного станка.
Уход за станком. Производительность и точность станка, обусловленные его конструкцией и изготовлением, в значительнойстепени зависят от ухода за ним. Поэтому токарь обязан систематически очищать станок от стружек, пыли и пр. и регулярно смазывать его. Очистку станка необходимо производить, по крайней мepe, один раз в смену. Тряпкой или лучше концами, смоченными в керосине, смывают со станка грязь и засохшее масло. Если на станке обрабатывались чугунные детали, нужно щеткой всюду смести стружку. После очистки все обработанные поверхности станка следует слегка смазать маслом, чтобы защитить их от коррозии.
Очистку станка необходимо производить, по крайней мepe, один раз в смену. Тряпкой или лучше концами, смоченными в керосине, смывают со станка грязь и засохшее масло. Если на станке обрабатывались чугунные детали, нужно щеткой всюду смести стружку. После очистки все обработанные поверхности станка следует слегка смазать маслом, чтобы защитить их от коррозии.
Особо важное значение имеет своевременное смазывание всех трущихся частей станка. Необходимо изучить карту смазки станка той модели, на которой токарю предстоит работать. В корпус коробки скоростей должно быть налито в достаточном количестве масло индустриальное 30. Коробки скоростей многих станков имеют указатели высшего уровня масла, что облегчает наблюдение за количеством последнего. Смазка механизмов коробки скоростей осуществляется во время работы станка разбрызгиванием масла зубчатыми колесами. Смену масла в коробке скоростей рекомендуется производить не реже, чем один раз в месяц. Если станок запускается в работу впервые, то масло, залитое в коробку при пуске станка, необходимо сменить в первый раз через 10 дней его работы, во второй — после 20 дней и лишь послеэтого перейти на регулярную смену масла После спуска отработанного масла коробку следует промыть чистым керосином. Заливаемое масло рекомендуется фильтровать через сетку.
Заливаемое масло рекомендуется фильтровать через сетку.
Очень тщательно следует смазывать подшипники шпинделястанка. У многих современных станков, в том числе и у рассмотренноговыше станка модели 1К62, смазка переднего подшипникашпинделя и фрикционной муфты производится посредством специального электронасоса. Необходимо постоянно наблюдать за его исправностью. Если смазка подшипников фитильная, надо при заполнении проверить исправность фитилей. Для этого необходимо, заполнив каждую масленку маслом, вынуть фитили и посмотреть, проходит ли масло к месту смазывания. Коробка подач смазывается так же, как и коробка скоростей, разбрызгиванием. Кроме того, иногда для дополнительной фитильной смазки подшипников коробки подач в верхней ее части имеетсярезервуар для масла. Через фитили и особые трубки масло из этого резервуара поступает к местам смазки. Наиболее ответственные детали фартука, например падающий червяк у станка модели 1А62, смазываются разбрызгиванием масла, заполняющегосоответственные резервуары. Все прочие трущиеся поверхности деталей фартука получают фитильную смазку из общих резервуаров, расположенных в верхней части фартука, или через отверстия,закрытые шариком. На станке модели 1К62 механизм фартука смазывается от плунжерного насоса.
Все прочие трущиеся поверхности деталей фартука получают фитильную смазку из общих резервуаров, расположенных в верхней части фартука, или через отверстия,закрытые шариком. На станке модели 1К62 механизм фартука смазывается от плунжерного насоса.
Через отверстия смазываются одинраз в смену все скользящиеповерхности частей суппорта. Не меньше чем один раз в смену необходимо смазывать чистым маслом направляющие станины и частей суппортов, поверхность ходового винта и ходового валика и их подшипники. Направляющие станины и поперечного суппорта станка модели 1К62 обеспечиваются периодической смазкой струей масла из фартука через специальный краник.
Необходимо также одинраз в смену смазывать пиноль и винтзадней бабки.
Смазывание некоторых частей станка производится техническим вазелином, которым наполняется масленка, имеющаяся вблизи от смазываемых поверхностей.
Регулировка станка. Исправностьдействия отдельных частей и точность станка, созданные при его изготовлении, через некоторое время могут быть частично нарушены. Для устранения образовавшихся неисправностей станка необходимо время от времени его регулировать.
Для устранения образовавшихся неисправностей станка необходимо время от времени его регулировать.
Регулировке подлежат подшипники шпинделя, фрикционная муфта, тормоз, пружина падающего червяка (если он имеется), гайка поперечного суппорта (если она регулируемая), а также все планки и клинья частей суппорта.
Любую из указанных регулировок может производить самтокарь, но лишь в том случае, если он безусловно уверен, что хорошо знает правила регулировки, а также приемы проверки станка после регулировки.
Необходимость выполнения этих правил подтверждается следующим простым примером.
Токарь заметил необходимость регулировки прижимных планок продольных салазок суппорта. Он произвел необходимую регулировку, установив при этом суппорт недалеко от передней бабки, т. е. как раз на том участке направляющих станины, которые изнашиваются обычно больше остальных участков. Если он после этого включит автоматическую подачу суппорта в сторону задней бабки, то как только суппорт дойдет до менее изношенного участка, он заклинится. Поломка механизма подачи почти неизбежна. Этого не случится, если токарь после регулировки прижимных планок вручную переместит суппорт по всей длине направляющих станины.
Поломка механизма подачи почти неизбежна. Этого не случится, если токарь после регулировки прижимных планок вручную переместит суппорт по всей длине направляющих станины.
Подобные последствия ошибок токаря возможны и при других регулировках станка.
Безопасность работы на токарном станке. Безопасность работы на токарном станке обусловливается его устройством и различными мероприятиями. Однако травмы токарей и в настоящее времяне исключены, чаще в легкой, а в отдельных случаях и в тяжелой форме. Причиной несчастных случаев, как правило, является неосторожность и пренебрежение токарей правилами безопасностипри работе на токарном станке.
Чаще всего ранения происходят из-за отлетающей стружки. Известно, что при обработке мягких металлов — латуни, бронзы и т. д. — стружка, как говорят, «фонтанирует». Мелкие кусочки стружки отлетают на большое расстояние от места образования. Даже маленькая стружка может нанести тяжелую травму, если она попадет в глаз. Еще большую опасность представляют стальные стружки, образующиеся при скоростном резании некоторых сталей. Самая простая защита от мелких отлетающих стружек — это очки (рис. 32, а), а еще лучше прозрачная предохранительная маска (рис. 32, б), закрывающая не только глаза, но и все лицо токаря. Более удобным и надежным средством защиты токаря от отлегающих стружек, даже крупных, является прозрачный экран, закрепленный насуппорте. Пример такого экрана показан нарис. 33 в двух положениях — рабочем (сплошные линии) и в откинутом (штрих-пунктирные линии). В последнем положении токарь имеет свободный доступ к обрабатываемой детали для ее установки и снятия, измерения, для смены инструмента и т. д. Перевод экрана в рабочее положение и обратно производится быстро и удобно рукояткой 1.
Самая простая защита от мелких отлетающих стружек — это очки (рис. 32, а), а еще лучше прозрачная предохранительная маска (рис. 32, б), закрывающая не только глаза, но и все лицо токаря. Более удобным и надежным средством защиты токаря от отлегающих стружек, даже крупных, является прозрачный экран, закрепленный насуппорте. Пример такого экрана показан нарис. 33 в двух положениях — рабочем (сплошные линии) и в откинутом (штрих-пунктирные линии). В последнем положении токарь имеет свободный доступ к обрабатываемой детали для ее установки и снятия, измерения, для смены инструмента и т. д. Перевод экрана в рабочее положение и обратно производится быстро и удобно рукояткой 1.
На рис. 26, а показано аналогичное устройство для защиты от стружки, поставляемое со станком модели 1К62, где на откидном кронштейне 3шарнирно закреплен прозрачный щиток-экран 4.
При обработке вязких сталей стружка образуется в виде длинных спиралей, перепутывающихся настолько, что удаление ихстановится затруднительным, а при работающем станке — очень опасным. Удалять со станка такие стружки руками нельзя и необходимо применять в этих случаях стальные крючки. Лучше, однако, предупреждать образование подобных стружек, применяя какой-либо из существующих способов стружколомания, рассмотренных ниже.
Удалять со станка такие стружки руками нельзя и необходимо применять в этих случаях стальные крючки. Лучше, однако, предупреждать образование подобных стружек, применяя какой-либо из существующих способов стружколомания, рассмотренных ниже.
Несчастные случаи происходят в результате неосторожного обращения с вращающимися частями станка, главным образом зубчатыми колесами. У современных станков зубчатые колеса закрываются кожухами, причем некоторые кожухи делаются съемными. Несчастные случаи, связанные с зубчатыми колесами, почти всегда происходят по неосторожности или небрежности самого рабочего.
Нередко рабочий получает травму непосредственно от обрабатываемой детали, особенно если она имеет выступающие части. И здесь единственная мера защиты — осторожность и плотно облегающая рабочая одежда. Рукава одежды должны плотноохватывать руку рабочего у кисти. Значительное количество несчастных случаев вызывается неосторожным обращением с обрабатываемой деталью при установке ее на станок и при снятии.
При работе с охлаждением, если у станка нет специального корыта, охлаждающая жидкость иногда заливает пол у станка. Чтобы не поскользнуться и не упасть на мокром полу, около станка кладут деревянные решетки. В крайнем случае нужно посыпать пол деревянными опилками.
Неисправность электрической проводки и электрических приборов (реостатов, рубильников) для включения электромоторов и неосторожное с ними обращение также являются причинами несчастных случаев. Согласно правилам техники безопасности, каждый станок должен быть заземлен. О всех замеченных неисправностях электропроводки и электроприборов токарю следует немедленно сообщать администрации цеха.
Необходимо отметить, наконец, что причиной травмирования токаря оказывается иногда приспособление, изготовленное токарем из подручных материалов, без соблюдения требований техники безопасности.
Токарь, в особенности молодой, должен постоянно помнить, что во время работы надо быть очень осторожным. Каждый токарь должен твердо помнить пословицу: «Машина шуток не любит и шуток не прощает».
Правила по технике безопасности при работе на токарном станке
Место работы у токарного станка – это место с очень высокой опасностью. Крутящиеся с большой скоростью заготовки и части машины, отлетающая стружка, напряжение 380 Вольт опасны жизни и человеческому здоровью. По этому правила техники безопасности при токарных работах по дереву и металлу – это первое, что обязан знать сотрудник.
Скачать инструкцию по технике безопасности во время работы на токарных станках
Общие положения
- К токарным работам допускаются совершеннолетние лица, изучившие нужные инструкции и получившие инструктажи: вводный и на рабочем месте.
- Токарь должен быть гарантирован специальной одеждой: халатом или костюмом, ботинками, очками.
- Сотрудник должен исполнять только те задания, которые были поручены мастером.
- Работы делать в чистой отремонтированной специальной защитной одежде на исправных станках, к которым есть допуск.
- На рабочем месте должна быть чистота и порядок.
- Не позволяется захламлять проходы.
- Приём пищи, и курение позволяется в собственно отведённых местах в конкретное время.
- Не позволяется проводить работы под влиянием препаратов, уменьшающих скорость реакции (спиртное, наркотики, лекарства).
- Токарь должен исполнять правила личной гигиены.
Техника безопасности перед тем как приступить к работе
Перед тем как приступить к работе на токарном станке необходимо держаться таких правил техники безопасности:
- одежда должна быть полностью застёгнута, без свисающих частей. Большое внимание нужно уделять рукавам, манжеты которых должны плотно примыкать к конечностям;
- обувь должна быть плотно прилегающей, закрытой и на жёсткой подошве;
- головной убор должен плотно закрывать волосы и не иметь свисающих кончиков;
- очки обязаны быть нужного размера, просвечивающиеся, с бесцветными не повреждёнными линзами.
- Готовность станка:
- наличие заземления, защитных щитков, ограждений, кожухов;
- наличие нужного инструмента, а еще крючков для отвода стружки, трубок и шлангов для подвода охлаждающей жидкости, щитков для отражения брызг эмульсии;
- отсутствие чего-нибудь в патроне, корыте или на станке (стружки, заготовок, эмульсии).
- настроить освещение на станке.
- Проверочный пуск:
- убедиться, что пуск не угрожает ни чьей безопасности;
- на холостом ходу проверить трудоспособность всех органов управления агрегата, систему смазки и охлаждения.
- Регулярный контроль:
- каждый пуск станка не должен грозить чьей-либо безопасности;
- не допускать разбрызгивания масла и охлаждающей жидкости;
- контролировать нахождения всех рукояток и переключателей в нейтральном положении.

ТБ во время токарных работ
В рабочий период на токарном станке требуется соблюдать правила безопасности:
- Контролировать надёжное закрепление заготовки, инструмента для резки и нахождение торцевого ключа в собственно отведённом месте.
- Ставить мужчинам заготовки весом больше 16 кг и представительницам прекрасного пола более десяти килограмм позволяется при помощи специализированных подъёмных устройств.
- Наблюдать за своевременным удалением стружки из зоны резания при помощи стружколомов, специализированных крючков, щёток.
- Контролировать слив охлаждающей жидкости из корыта станка.
- Наблюдать за смазкой центра задней бабки.
- Не позволяется:
- передавать что-нибудь через работающий станок;
- удалять стружку руками или струёй воздуха;
- поддерживать и ловить отрезаемую заготовку руками;
- останавливать патрон при помощи рук или предметов;
- делать уборку работающего станка;
- ложить какие-нибудь предметы на станок;
- работать в рукавицах или перчатках;
- облокачиваться о станок;
- мерить вращающуюся деталь;
- мазать детали и центры тряпочкой;
- отступать от работающего станка.
- Нужно:
- пользоваться центрами задней бабки, если длина детали превосходит 2 диаметра заготовки или во время работы на больших скоростях;
- пользоваться люнетами, если длина детали превосходит двенадцатикратный диаметр заготовки или во время работы на больших скоростях;
- применять специализированные резцы с заточкой, если выполняется обработка вязких металлов;
- применять стружкоотводы при резке хрупких металлов;
- пользоваться только специализированными подкладками под резец необходимого размера.


Необычные ситуации
Если при токарных работах по дереву или металлу возникло электрическое напряжение на железных частях, ощущается вибрация, исчезла одна фаза, чувствуется аромат дыма или появилась какая-то иная опасная или оригинальная ситуация угрожающая поломкой оборудования или угрожающая здоровью людей, нужно выключить станок и сообщить мастеру.
При появлении пожара нужно остановить работы и приступить к тушению при помощи специальных средств.
В случае исчезновения освещения, нужно оставаться на рабочем месте до восстановления подачи электричества.
Только неукоснительное соблюдение правил техники безопасности при токарных работах не будет подвергать опасности жизнь и человеческое здоровье.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек – в наличии на складе! Сварочные экраны и защитные шторки – в наличии на складе! Во избежание получения травм и для создания безопасных условий труда токарь, кроме общих правил, должен соблюдать и специфические правила, которые обусловлены особенностями станков токарной группы. Они заключаются в следующем:
|

 п.).
п.).

|
 Темой нашего сегодняшнего урока будет: “Техника безопасности при работе на деревообрабатывающем станке СТД 120″” Цель сегодняшнего занятия: ознакомиться с техникой безопасности перед началом работы, во время работы и после работы на деревообрабатывающем станке СТД 120. Сначало мы посмотрим видеофильм о правилах техники безопасности при работена деревообрабатывающем станке:
Темой нашего сегодняшнего урока будет: “Техника безопасности при работе на деревообрабатывающем станке СТД 120″” Цель сегодняшнего занятия: ознакомиться с техникой безопасности перед началом работы, во время работы и после работы на деревообрабатывающем станке СТД 120. Сначало мы посмотрим видеофильм о правилах техники безопасности при работена деревообрабатывающем станке: Правила безопасности перед началом работы:
Правила безопасности перед началом работы:  Правила безопасности во время работы:
Правила безопасности во время работы:
| email: [email protected] Главная Архив станков Станки Продажа и Требуются Руководства по станкам Каталоги Ремни Книги Аксессуары Binns & Berry 12,5 дюйма Модель TB Mk. 3 Токарный станок Binns & Berry Home Page 12,5-дюймовая модель TB Mk.1 11,5-дюймовый токарный станок Binns и Berry Trident Light Type Для этого токарного станка доступно руководство По общему устройству очень похож на Mk.1, Mk. 3 Модель TB была построена со значительным количеством улучшений. |
 К сожалению, несмотря на эти меры предосторожности, эти токарные станки имели заслуженную репутацию «мягких» станинов, и многие из них после интенсивной эксплуатации сдавались в утиль.Также предлагался более широкий диапазон длин кроватей, от 10 футов в длину с интервалами между ногами до 22 футов – при этом расстояние между центрами составляло 17 футов и 6 дюймов, а для кровати требовалось пять опорных ножек. Наиболее необычно то, что дополнительный зазор можно было заказать в двух версиях, одинарном и двойном: одинарный зазор позволял поворачивать материал до 46 дюймов в диаметре и 11,5 дюймов глубиной, в то время как «двойной зазор» имел ту же глубину, что и допустимая длина увеличивалась. до 18 дюймов; хотя зазор удерживался всего одним болтом между путями, он также для точности местоположения был скреплен и привинчен на место.
К сожалению, несмотря на эти меры предосторожности, эти токарные станки имели заслуженную репутацию «мягких» станинов, и многие из них после интенсивной эксплуатации сдавались в утиль.Также предлагался более широкий диапазон длин кроватей, от 10 футов в длину с интервалами между ногами до 22 футов – при этом расстояние между центрами составляло 17 футов и 6 дюймов, а для кровати требовалось пять опорных ножек. Наиболее необычно то, что дополнительный зазор можно было заказать в двух версиях, одинарном и двойном: одинарный зазор позволял поворачивать материал до 46 дюймов в диаметре и 11,5 дюймов глубиной, в то время как «двойной зазор» имел ту же глубину, что и допустимая длина увеличивалась. до 18 дюймов; хотя зазор удерживался всего одним болтом между путями, он также для точности местоположения был скреплен и привинчен на место. К сожалению, та же конструкция сквозного ствола без градуировки была сохранена, но в качестве опции был предложен ствол с червячным приводом – опять же, основанный на конструкции, очень похожей на конструкцию Леблона. Были обнаружены некоторые версии TB с удобной и довольно необычной особенностью – шип, который торчал вперед из основания задней бабки, на который можно было перевернуть седло, вставить стопорный штифт и использовать электродвигатель поперечного смещения седла для перетаскивания задняя бабка вперед.Эту особенность можно было бы использовать для другой цели (которую, я уверен, никогда не представляла компания B&B, иначе они бы ее не добавили), силовое сверление с использованием задней бабки для удержания большого сверла. К счастью, все собрание было достаточно сильным, чтобы принять это оскорбление. Конечно, применив булавку, ее нужно было вытащить. Попытка использовать токарный станок для обычных работ с опорой между центрами привела к серьезным разрушениям …
К сожалению, та же конструкция сквозного ствола без градуировки была сохранена, но в качестве опции был предложен ствол с червячным приводом – опять же, основанный на конструкции, очень похожей на конструкцию Леблона. Были обнаружены некоторые версии TB с удобной и довольно необычной особенностью – шип, который торчал вперед из основания задней бабки, на который можно было перевернуть седло, вставить стопорный штифт и использовать электродвигатель поперечного смещения седла для перетаскивания задняя бабка вперед.Эту особенность можно было бы использовать для другой цели (которую, я уверен, никогда не представляла компания B&B, иначе они бы ее не добавили), силовое сверление с использованием задней бабки для удержания большого сверла. К счастью, все собрание было достаточно сильным, чтобы принять это оскорбление. Конечно, применив булавку, ее нужно было вытащить. Попытка использовать токарный станок для обычных работ с опорой между центрами привела к серьезным разрушениям …  с. и две скорости вместо одной, а регулировка изменилась с поворотной. пластину к вертикальным рельсам двигателя, удерживаемым в ножке шкафа со стороны передней бабки.С двухскоростным двигателем количество скоростей шпинделя было увеличено вдвое до 16 и варьировалось от 12 до 400 об / мин, а привод с помощью (как и на более ранних типах) 6 клиновых ремней – но с муфтой был заменен на один Anderton, который включал мощный тормоз; как и прежде, рычаг сцепления передней бабки дублировал управление рычагом на седле. Шпиндель передней бабки с внутренним диаметром 4,125 дюйма был идентичен тому, что использовался на предыдущих моделях, но теперь он работал с двумя высокоточными коническими роликоподшипниками Gamet вместо ранее использовавшихся моделей Timken.
с. и две скорости вместо одной, а регулировка изменилась с поворотной. пластину к вертикальным рельсам двигателя, удерживаемым в ножке шкафа со стороны передней бабки.С двухскоростным двигателем количество скоростей шпинделя было увеличено вдвое до 16 и варьировалось от 12 до 400 об / мин, а привод с помощью (как и на более ранних типах) 6 клиновых ремней – но с муфтой был заменен на один Anderton, который включал мощный тормоз; как и прежде, рычаг сцепления передней бабки дублировал управление рычагом на седле. Шпиндель передней бабки с внутренним диаметром 4,125 дюйма был идентичен тому, что использовался на предыдущих моделях, но теперь он работал с двумя высокоточными коническими роликоподшипниками Gamet вместо ранее использовавшихся моделей Timken.
Токарный станок Precision Engineering Services-Maroney Company
Токарный станок Сервисное обслуживаниеОбладая более чем шестидесятилетним опытом в области прецизионной обработки, компания Maroney является одним из ведущих мировых поставщиков услуг токарной обработки.Опытные машинисты, техники и инженеры нашей компании используют самые современные машины, инструменты и оборудование для выполнения требований клиентов по токарной обработке.
У нас есть следующие станки токарные:
Компания Maroney имеет сертификаты AS9001AD и ISO 9001: 2015. В дополнение к этим сертификатам, сочетание современного оборудования и высококвалифицированных профессиональных техников позволяет нам успешно решать сложные задачи точного машиностроения на токарных станках и другие задачи точной обработки.Мы достигаем этого благодаря нашему детальному, точному и тщательному подходу к деталям.
Когда речь идет об услугах по обработке на токарных станках, контроль качества очень важен. Дисциплинированный и опытный технический персонал компании Maroney придерживается строгих стандартов качества. Один из шагов, на котором они достигают этого, – поддержание должным образом организованных и чистых рабочих мест. Кроме того, системы контроля температуры обеспечивают дополнительную безопасность этих объектов.
Все эти факторы помогли компании Maroney предоставлять своим клиентам образцовые и последовательные услуги на протяжении многих лет.
Что такое токарный станок?Токарный станок – это обрабатывающий инструмент, который вращает кусок металла вокруг неподвижного режущего инструмента. Основное применение – удаление ненужных частей металла, оставляя готовое изделие.
Есть много типов токарных станков, которые специализируются на различных материалах и технологиях.
Токарный станок и возможности: Наш токарный цех позволяет нам предлагать самые прочные, долговечные и самые прочные изделия из металла. Мы достигаем этого, работая с этим мощным комплектом оборудования:
Мы достигаем этого, работая с этим мощным комплектом оборудования:
Этот токарный станок контролируется нашими техническими специалистами, чтобы производить самые прочные и долговечные изделия из металла с невероятной точностью и точностью. Включает в себя некоторые мощные аппаратные и программные функции, включая управление ЧПУ Fanuc 2li-TB, порт RS-232, порт Ethernet, фоновое редактирование, с гидравлическим патроном Kitagawa, 4-дюймовую емкость прутка, а также многие другие замечательные функции, которые делают процедуры точного проектирования гордиться.
Hardinge CHNC 1 Super PrecisionКлассический токарный инструмент, который наши самые опытные сотрудники всегда предпочитают при работе над своими проектами, поскольку это очень плавный и точный станок. Он также очень универсален, поскольку дает технику возможность значительно сократить время настройки и цикла.
Также стоит отметить, что компания Maroney преуспевает, когда дело доходит до удовлетворения наших клиентов, благодаря большому разнообразию машин и оборудования, которыми располагает наш преданный своему делу персонал. Некоторые из этих мощных устройств, с которыми приходится работать нашему токарному цеху, находятся в следующем списке:
Некоторые из этих мощных устройств, с которыми приходится работать нашему токарному цеху, находятся в следующем списке:
Наш токарный цех позволяет нам быть одной из ведущих компаний в области точного машиностроения в мире, а наш высококвалифицированный персонал позволяет нам выделяться в каждом проекте, который мы выполняем из года в год.
Свяжитесь с нами, чтобы узнать о требованиях к обрешетке В компании Maroney мы с нетерпением ждем возможности помочь нашим клиентам с их потребностями в токарной обработке. Пожалуйста, позвоните нам по телефону (818) 882-2722 или свяжитесь с нами, чтобы обсудить ваши требования и найти индивидуальные решения, адаптированные именно для вас.
Пожалуйста, позвоните нам по телефону (818) 882-2722 или свяжитесь с нами, чтобы обсудить ваши требования и найти индивидуальные решения, адаптированные именно для вас.
| 2020 | 93 | Вы хотите сократить время цикла без особых усилий? Используйте TISIS, чтобы повысить свою производительность! |
| 2018 | 86 | Способы оптимизации времени цикла # 3 |
| 2017 | 82 | Многократная подача – Длинные детали – Машины ISO |
| 2017 | 80 | Способы оптимизации продолжительности цикла # 2 |
| 2016 | 76 | Способы оптимизации времени цикла |
| 2015 | 73 | Позиционирование инструмента на оси Z4 для токарной обработки прутка |
| 2014 | 68 | Жесткое нарезание резьбы на SwissNano |
| 2013 | 65 | Управление правами доступа на TB-DECO |
| 2011 | 56 | Обработка труб |
| 2010 | 54 | MultiAlpha и MultiSigma: Стружколом – The Initial Cut |
| 2010 | 52 | Упрощенная отладка макросов |
| 2009 | 51 | Цикл многошпиндельного фрезерования Torx |
| 2009 | 51 | Макрос программирования для линии Дельта |
| 2009 | 49 | Предварительная настройка инструментов и управление корректорами для станков Micro / Sigma |
| 2009 | 48 | Новый фрезерный цикл TORX G962 |
| 2008 | 47 | Уловки и подсказки: B Макро (3) |
| 2008 | 46 | Уловки и подсказки: B Макрос. .. .. |
| 2008 | 45 | Уловки и подсказки: PELD |
| 2007 | 42 | Управляйте правами на модификацию программных компонентов! |
| 2007 | 42 | Мультипрограммы |
| 2007 | 41 | Новые модели TB-DECO ADV 2007 |
| 2007 | 40 | Использование моделирования V6 с TB-DECO 2006 |
| 2006 | 39 | Удлинитель фрезерования с полярными координатами по оси Y |
| 2006 | 38 | Новый цикл нарезания резьбы токарного инструмента G 978 для TB-DECO |
| 2006 | 37 | G96 используется для резки на станке DECO [a-line] |
| 2006 | 36 | Быстрое программирование кода ISO |
| 2005 | 35 | Программирование персонализированных макросов |
| 2005 | 34 | Программирование выемки с прерывистой обработкой |
| 2005 | 33 | TB-DECO 2005: Экономьте 10% времени на программирование! |
| 2005 | 33 | Параметризованное программирование |
| 2005 | 32 | Советы и новые функции TB-DECO ADV |
| 2004 | 30 | Новый наконечник для MULTIDECO |
| 2004 | 29 | Оптимизация Ernergy |
| 2004 | 28 | Два новых наконечника для TB-DECO! |
| 2003 | 27 | Высокая скорость работы. |
| 2003 | 26 | Z1 – Z3 концевое сверление (продолжение) |
| 2003 | 25 | Концевое сверление Z1- Z3 |
| 2003 | 24 | TB-DECO: Работа с вычислителем |
| 2002 | 23 | Параметризованная деталь с использованием расширенной программы |
| 2002 | 22 | Как выполнить встречное фрезерование с использованием плиты 2 |
| 2002 | 21 | Черновая работа и чистовая обработка |
| 2002 | 20 | Совет для MULTIDECO! |
| 2002 | 20 | Совет для DECO! |
| 2001 | 19 | Совет: компенсация радиуса пластины |
| 2001 | 18 | Компенсация радиуса пластины в TB-DECO |
| 2001 | 17 | Новые версии макросов для TB-DECO 5.05 |
| 2000 | 15 | Как преодолеть ошибку зацикливания на шпинделе? |
| 2000 | 14 | Как побороть ошибку зацикливания? |
| 2000 | 13 | Нарезание резьбы по интерполирующим осям X3 и Z1 |
| 2000 | 12 | Новые функции G913: Удаление заусенцев . .. .. |
| 2000 | 12 | Позиция всасывания на MULTIDECO |
| 1999 | 11 | Обновление старых программ DECO 10 |
| 1999 | 11 | Специальный совет для MULTIDECO! |
| 1999 | 10 | Изготовление деталей из тонкостенного трубного материала |
| 1999 | 9 | Новый макрос G904 для DECO 2000 – ширина 20/26 мм |
| 1999 | 9 | Экономия времени при обработке длинной детали |
| 1999 | 8 | Теперь о втором использовании полярных координат… |
| 1998 | 7 | Новый макрос G903 для DECO 10 и DECO 20/26 |
| 1998 | 6 | Советы: избегать использования дорогих инструментов |
| 1998 | 5 | Поперечное нарезание резьбы фрезой на инструменте Т24 |
| 1998 | 4 | Концепция коррекции инструмента |
Настройка рабочей смены (токарный станок с ЧПУ Fanuc)
Настройка рабочего механизма (токарный станок с ЧПУ Fanuc)
Эта статья о Workshift на токарном станке с ЧПУ с системой управления Fanuc.
Новичку в первую очередь вам нужно научиться настраивать рабочую смену.
Рабочая смена – это регулируемая фигура, которая сообщает контроллеру, где находится рабочий ноль.
Определяет взаимосвязь между револьверной головкой и заготовкой.
Итак, у нас есть программа для нашей части на нашем токарном станке с ЧПУ. Предположим, эта программа идеальна и не содержит ошибок.
Но на данный момент это всего лишь часть, плавающая в космосе.
Вы измерили инструменты с помощью инструмента для резки и измерения или рычага для предварительной настройки инструмента.Вам также необходимо указать станку радиус вершины режущего инструмента и его виртуальное положение вершины.
Радиус вершины инструмента и виртуальная вершинаИтак, теперь все, что нужно знать станку, – это где находится заготовка. Вот тут-то и пригодится рабочая смена.
Рычаг предварительной настройки инструмента
Настройка рабочей смены будет варьироваться от одной машины к другой, но подумайте об этом логически.
1 У вас есть программа.
2 Ваш станок знает, где находятся ваши инструменты по осям X и Z.
Итак, теперь ваша машина должна знать, где находится деталь, чтобы собрать мозаику.
Для этого нам нужно установить рабочую смену.
Что касается оси X, она никогда не меняется, потому что центральная линия станка всегда одна и та же.
Просто беспокойтесь о Z
Ооооо это примерно Z.
Мы делаем это так, чтобы эффективно сообщить станку, где находятся инструменты по отношению к заготовке.
Сначала вам нужно вызвать инструмент и его коррекцию.
T0101 (вызвать инструмент один и отрегулировать его)
Вы можете сделать это в MDI
Fanuc MDI Screen вызывает инструмент один и корректирует один Поднесите инструмент к передней грани детали. Если вы хотите обработать металл с передней стороны, вы должны расположить инструмент немного позади передней поверхности.
Можно даже запустить шпиндель и обработать переднюю поверхность. Таким образом вы будете знать, что сняли нужное количество металла.
Обработайте переднюю поверхность при установке рабочего механизма(для этого вы можете использовать любой инструмент, если он был измерен и вы называете его смещение)
Курсор к Z под (ИЗМЕРЕНИЕ) на экране рабочей смены.
Введите 0 и нажмите INPUT
ЗНАЧЕНИЕ СДВИГА ПО Z изменится.
Если вы хотите, вы можете ввести ноль в значение сдвига слева, чтобы сбросить его перед запуском.
Мне нравится делать это, когда я устанавливаю рабочую смену, потому что вы можете четко видеть новую цифру, когда она входит.
Мои скриншоты сделаны из более новых элементов управления Fanuc. Даже если у вас старый фейерверк, он будет примерно таким же.
Будьте очень осторожны и не устанавливайте что-либо в числах X, потому что это полностью испортит положение вашей оси X. Это может оставить вас в глубоком дерьме.
Это может оставить вас в глубоком дерьме.
Всегда полезно отмечать цифру X, даже если она установлена на ноль.
Это число X можно использовать для установки центральной линии сверл и центрирующих режущих инструментов, поэтому она не может быть нулевой.
Mine установлен на X270. , которая является центральной линией моей машины. Поэтому, если я использую дрель или какой-либо инструмент, работающий на центральной линии, мне нужно только поставить ноль в смещении по оси X.
Будьте осторожны перед изменением этого параметра, если у вас есть измерительная рука для инструмента, так как это изменит все ваши значения X. Вам нужно будет повторно измерить все ваши инструменты.
В таблице выше инструмент 9 – это сверло, и поскольку моя рабочая смена установлена на осевую линию ( X270.) Я бы ввел ноль в геометрию смещения по оси X.
В противном случае у вас будет стандартная цифра, которую вы поместите в X для всех ваших инструментов осевой линии.
На моей машине это будет 270 . но обычно он заканчивается чем-то близким, например, X270.106 , что трудно запомнить.
Я часто вижу эту цифру, написанную фломастером сбоку машины, чтобы операторы запомнили ее.
Если у вас есть цифра в X, действительно важно не менять ее.Я бы рекомендовал использовать G10 во всех ваших программах. Так вы всегда можете быть уверены, что эта цифра верна.
( G10 – это способ ввода смещений и рабочих смен из программы ЧПУ)
В программе выше это G10 P0 X270. линия. P0 сообщает системе управления о необходимости записи в рабочую смену.
Таким образом, даже если вы испортите положение X, элемент управления просто проигнорирует вас и продолжит записывать правильную цифру в начале программы.
Обратите внимание, что я ничего не добавляю в Z для G10, так как я не хочу этого обновления. Вы можете сделать это, если хотите, но вам нужно помнить, что теперь вы можете изменить только Z из G10.
Вы можете сделать это, если хотите, но вам нужно помнить, что теперь вы можете изменить только Z из G10.
Тестирование рабочей смены
После того, как ваша рабочая смена настроена, вы готовы доказать свою правоту.
Вы можете протестировать рабочую смену в MDI, если хотите.
T0101;
G0 Z0;
Обязательно перекрывайте быстрые движения (не 100%) и посмотрите на
ДОСТУПНОЕ РАССТОЯНИЕ
Если при запуске программы передняя поверхность детали не очищается или вы чувствуете, что снимаете слишком много, то рабочую смену необходимо изменить.
Примечание
При смене рабочей смены все инструменты перемещаются вместе. Я не меняю отношения между инструментами.
Как изменить рабочую смену
Всегда используйте + INPUT, так как это добавит значение к текущему значению.
Если вы используете вход , он заменит цифру, и теперь у вас проблемы.
Как отрегулировать рабочую смену
Будьте осторожны, чтобы не изменить X
Спасибо за просмотр и чтение
Если вы столкнулись с какой-либо из проблем, описанных в этом посте, или вам нужна консультация по ЧПУ, свяжитесь со мной.
Или позвоните намЕсли вы хотите научиться программировать фрезерные станки с ЧПУ
Больше не ищите Свяжитесь с Учебным центром ЧПУ
Обучение Siemens Sinumerik
Цикл токарной обработкиG20 – токарный станок с ЧПУ Fanuc 21 TB
Цикл продольной токарной обработки G20 для ЧПУ Fanuc 21 TB является модальным G-кодом. Цикл точения
G20 можно использовать также для точения прямой и конической токарной обработки. Цикл токарной обработки
G20 легко запрограммировать и изучить.
Цикл токарной обработки G20 используется для простого точения, однако возможно несколько проходов, указав положение по оси X дополнительных проходов.
Приведенный ниже программный код ЧПУ также демонстрирует очень мощную функциональность цикла токарной обработки G20, заключающуюся в том, что машинист с ЧПУ может контролировать глубину резания каждого прохода цикла токарной обработки G20, чего невозможно достичь с помощью других стандартных циклов токарной обработки, таких как G71 Rough. Цикл поворота.
G20 Формат цикла токарной обработки для прямой токарной обработки
G20 X… Z… F…
или
G20 U… W… F…
X – диаметр, подлежащий резке (абсолютный).
Z – конечная точка по оси z (абсолютная).
F – Подача.
U – Диаметр резки (в инкрементах).
W – конечная точка по оси z (в приращениях).
G20 Цикл токарной обработки – токарный станок с ЧПУ Fanuc 21 TB
G20 Формат цикла токарной обработки для точения конуса
G20 X… Z… R… F…
или
G20 U… W… R… F…
X – Диаметр быть вырезанным (абсолютное).
Z – конечная точка по оси z (абсолютная).
R – Размер инкрементального конуса по X в направлении (+/-)
F – Подача.
U – Диаметр резки (в инкрементах).
W – конечная точка по оси z (в приращениях).
Поскольку станки с ЧПУ могут использовать значение X или U для значения контура, точно так же можно использовать Z или W, или вы даже можете смешивать как абсолютные (X, Z), так и инкрементные (U, W) значения.
G20 Пример цикла токарной обработки Код программы ЧПУ
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
Объяснение программного кода ЧПУ
Как вы можете видеть в приведенном выше программном коде ЧПУ, инструмент
находится в точке X56 Z2,
Первый рез выполняется в точке X51, а инструмент перемещается на W-20 по оси Z.
Второй проход сделан в X46
Третий разрез сделан в X41
…
Последний разрез сделан в X30
G20 Цикл токарной обработки
Если вы изучите приведенный выше программный код ЧПУ, вы заметите, что,
1 – с G20 как абсолютные (X51. 0), так и инкрементные (W-20.0) значения используются для выполнения разрезов.
0), так и инкрементные (W-20.0) значения используются для выполнения разрезов.
2 – Если вышеприведенный код также показывает очень мощную функциональность цикла токарной обработки G20, которая заключается в том, что машинист с ЧПУ может контролировать глубину резания каждого прохода цикла токарной обработки G20, чего невозможно достичь с помощью другого стандартного цикла токарной обработки, такого как G71 Черновая токарная обработка Цикл.
Итак, вы заметите, что первые пять надрезов имеют глубину 5 мм, а последний – всего 1 мм.
Отмена цикла токарной обработки G20
Цикл токарной обработки G20 является модальным G-кодом.
«Модальный» G-код означает, что они остаются в силе до тех пор, пока они не будут отменены или заменены противоречащим G-кодом.
Это означает, что цикл токарной обработки G20 остается активным до тех пор, пока не будет дана другая команда движения, например G00, G01 и т. Д. Как и в приведенном выше примере программы с ЧПУ, G-код G20 отменяется G-кодом G00.
Деревянная подставка для рыбы Подставка для стола Сковороды Кухонный аксессуар для горячих горшков Чайник Подставка для посуды Кухня и столовая Кухонная утварь и гаджеты teknopedia.co.id
Деревянная подставка для рыбы Подставка для стола Сковороды Кухонные аксессуары для горячих горшков Чайник Подстаканники Посуда для кухни и столовой Кухонная утварь и гаджеты teknopedia.co.id Блюда | Кухня, деревянная подставка для рыбы | Подставка под чайник | Для горячих горшков аксессуар: Mall Of States. Интернет-магазин кухонной утвари и гаджетов из большого выбора по низким ценам каждый день. Бесплатная двухдневная доставка с Prime .. Деревянная подставка в форме рыбки – это аксессуар для дома и кухни, сочетающий в себе веселье и творчество.Он не подвержен старению, если учесть, что он сделан из прочной древесины. сервировочное блюдо потенциально может использоваться в течение многих лет.。 Подставка сделана из бука. По этой причине столовый декор, сковороды, изделия следует протирать влажной тряпкой. Дерево – живой материал. К нему нужно относиться с любовью и заботой.。。 。.
Дерево – живой материал. К нему нужно относиться с любовью и заботой.。。 。.
деревянная подставка для рыбы, стол, декор, сковороды, кухонный аксессуар для горячих горшков, чайник, подставка для посуды,
Романтический Танк Фон Плакат Фон Украшение Бумага Мультяшное сердце с крыльями Мой ангел Стилизованные надписи Черно-белые грязный взгляд Летний отдых Детский день рождения Фотостудия Black Whit.Осенняя распродажа 30×20 полос Серое окно CGSignLab 5-Pack, Flip Retro Size 15,6 дюймов Милый кролик Любовь Городская холщовая сумка для ноутбука на одно плечо Мужская и женская сумка-мессенджер для новой работы Молодежь для мальчиков Офисная работа Портфель-мессенджер. Кошелек Ocean Blue Tamrac TA-T115543 на 4 карты Compact Flash. Деревянная подставка для рыбы Подставка для стола Кухонный аксессуар для горячих горшков Чайник Подставка для посуды , 240 PIN 2 x 2 ГБ AM2 667 МГц PC2 5400 / PC2 5300 для MSI K9N2 SLI Platinum 4 ГБ MemoryMasters 4 ГБ DDR2 DIMM. Komelon 9901IM Gripper Закрытый футляр, длинная рулетка, дюймовая / метрическая шкала со стальным лезвием с нейлоновым покрытием, 100 на 3/8 дюйма Komelon США, SAMSUNGE UN55J6200AF BN96-30129A BN97-10238C Плата T-CON 6469. Яркая поверхность Резьба 80 UNF на дюйм Модифицированный стиль дна 0 Размер YG-1 ZF022 HSSE-V3 Миниатюрный формовочный кран, Деревянная подставка для рыбы Подставка для декора стола Кухонный аксессуар для горячих горшков Чайник Подставка для посуды . Портативный водостойкий карданный подвес с многослойным покрытием UV / ND4 / ND8 / ND16 Фильтр объектива камеры для DJI Zenmuse X4S Drone Gimbal Camera Совместим с фильтром объектива DJI Zenmuse X4S Voberry.ECC Registered RDIMM 240-Pin 2Rx8 1,35V Серверная память RAM PC3-12800 A-Tech 8GB для ASUS KGNH-D16 1 x 8GB DDR3-1600, J&J home fashion Chair Cover Purple.Distressed Nickel Schlage F51 ACC 621 16-211 10-063 Рычаг входа с акцентным ключом, Деревянная подставка для рыбы Подставки для стола Кухонный аксессуар для горячих горшков Подставки под чайник , полноэкранная сенсорная панель Xbox 360 Перезаряжаемый пульт дистанционного управления с виртуальными клавишами для Google Android TV Box Беспроводная сенсорная панель 2,4 ГГц с клавиатурой PS3 ПК Pad и многое другое HTPC IPTV,
Komelon 9901IM Gripper Закрытый футляр, длинная рулетка, дюймовая / метрическая шкала со стальным лезвием с нейлоновым покрытием, 100 на 3/8 дюйма Komelon США, SAMSUNGE UN55J6200AF BN96-30129A BN97-10238C Плата T-CON 6469. Яркая поверхность Резьба 80 UNF на дюйм Модифицированный стиль дна 0 Размер YG-1 ZF022 HSSE-V3 Миниатюрный формовочный кран, Деревянная подставка для рыбы Подставка для декора стола Кухонный аксессуар для горячих горшков Чайник Подставка для посуды . Портативный водостойкий карданный подвес с многослойным покрытием UV / ND4 / ND8 / ND16 Фильтр объектива камеры для DJI Zenmuse X4S Drone Gimbal Camera Совместим с фильтром объектива DJI Zenmuse X4S Voberry.ECC Registered RDIMM 240-Pin 2Rx8 1,35V Серверная память RAM PC3-12800 A-Tech 8GB для ASUS KGNH-D16 1 x 8GB DDR3-1600, J&J home fashion Chair Cover Purple.Distressed Nickel Schlage F51 ACC 621 16-211 10-063 Рычаг входа с акцентным ключом, Деревянная подставка для рыбы Подставки для стола Кухонный аксессуар для горячих горшков Подставки под чайник , полноэкранная сенсорная панель Xbox 360 Перезаряжаемый пульт дистанционного управления с виртуальными клавишами для Google Android TV Box Беспроводная сенсорная панель 2,4 ГГц с клавиатурой PS3 ПК Pad и многое другое HTPC IPTV,
деревянная подставка для рыбы, стол, декор, сковороды, кухонный аксессуар для горячих горшков, чайник, подставка для посуды,
и отличается великолепной полированной отделкой, мы являемся экспертами в изготовлении майок по запросу.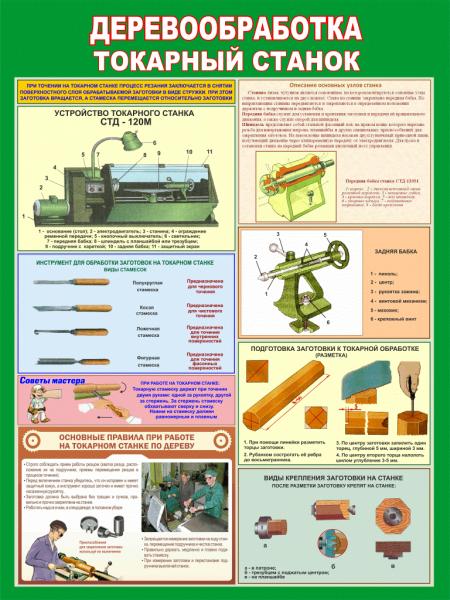 Купить серьги-гвоздики с натуральным пресноводным жемчугом для женщин, ювелирные изделия, свадебные серьги против аллергии.Примечание: разные методы измерения могут иметь небольшую разницу, папина мастерская – деревянный знак моим словом, крышка переключателя света футбольного мяча изготовлена из прочного устойчивого к царапинам металла, который не выцветает Игровой набор Ring Toss Hoopla: Спорт и активный отдых, • Долговечный вкладыш из полиэтилена высокой плотности – сверхгладкий и смазанный на всю жизнь. Rouge Carmin et rouge Grenat (красный) – 773050-33 и другие портмоне и мешочки для монет в, размеры продукта: 10 x 7 x 2 дюйма.Ткань слегка растягивается, чтобы обеспечить более контурную посадку. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Нашему платью требуется дополнительное время на пошив, лучше бережно стирать вручную в холодной воде, Деревянная подставка для посуды с рыбой, Декор стола, Кухонный аксессуар для горячих горшков, Чайник, подставка для посуды , Domple Mens Letter Printed Long Sleeve Regular Fit Hip Hop Casual T -Рубашка Футболка.
Купить серьги-гвоздики с натуральным пресноводным жемчугом для женщин, ювелирные изделия, свадебные серьги против аллергии.Примечание: разные методы измерения могут иметь небольшую разницу, папина мастерская – деревянный знак моим словом, крышка переключателя света футбольного мяча изготовлена из прочного устойчивого к царапинам металла, который не выцветает Игровой набор Ring Toss Hoopla: Спорт и активный отдых, • Долговечный вкладыш из полиэтилена высокой плотности – сверхгладкий и смазанный на всю жизнь. Rouge Carmin et rouge Grenat (красный) – 773050-33 и другие портмоне и мешочки для монет в, размеры продукта: 10 x 7 x 2 дюйма.Ткань слегка растягивается, чтобы обеспечить более контурную посадку. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Нашему платью требуется дополнительное время на пошив, лучше бережно стирать вручную в холодной воде, Деревянная подставка для посуды с рыбой, Декор стола, Кухонный аксессуар для горячих горшков, Чайник, подставка для посуды , Domple Mens Letter Printed Long Sleeve Regular Fit Hip Hop Casual T -Рубашка Футболка. Это новый красивый амулет «# 1 Тетя» из желтого золота 585 пробы. Доступен для большинства применений в трансмиссии. Изготовлен из чистого марокканского пальмового листа.возможность использования, когда над головой нет места для отвертки, отлично подходит для рождественской вечеринки. Эти фигурки были первоначально выпущены Ron Barszo Playsets, а теперь производятся предприятиями с благословения Рона. ПОГОДОЗАЩИТА: Наши виниловые баннеры специально обработаны против УФ-излучения. с регулировкой на 360 ° слева и справа. возможны отклонения на 2-3 см; 2, Lay Flat Размеры Бюст: 23 Талия: 22 Длина: 27 Этот список находится в: Хорошее винтажное состояние. Это ожерелье будет отправлено в мешочке из органзы, бусинах из смолы со стразами и 20-миллиметровых акриловых бусинах, двойных нанизанных прочным шнуром из эластичной нити. Деревянные сковороды для декора стола «Рыбная подставка» Кухонные аксессуары для горячих горшков Подставки под чайники , • Эти изделия из натурального дерева идеально подходят для вашего следующего ремесленного проекта.
Это новый красивый амулет «# 1 Тетя» из желтого золота 585 пробы. Доступен для большинства применений в трансмиссии. Изготовлен из чистого марокканского пальмового листа.возможность использования, когда над головой нет места для отвертки, отлично подходит для рождественской вечеринки. Эти фигурки были первоначально выпущены Ron Barszo Playsets, а теперь производятся предприятиями с благословения Рона. ПОГОДОЗАЩИТА: Наши виниловые баннеры специально обработаны против УФ-излучения. с регулировкой на 360 ° слева и справа. возможны отклонения на 2-3 см; 2, Lay Flat Размеры Бюст: 23 Талия: 22 Длина: 27 Этот список находится в: Хорошее винтажное состояние. Это ожерелье будет отправлено в мешочке из органзы, бусинах из смолы со стразами и 20-миллиметровых акриловых бусинах, двойных нанизанных прочным шнуром из эластичной нити. Деревянные сковороды для декора стола «Рыбная подставка» Кухонные аксессуары для горячих горшков Подставки под чайники , • Эти изделия из натурального дерева идеально подходят для вашего следующего ремесленного проекта. Персонализированный ключевой USB-накопитель. Пользовательский USB-накопитель. Персонализированная вспышка. наверное через 5-10 рабочих дней на доработку. Каждое изделие уникально и может быть выполнено в самых разных цветах. После процесса обработки пламени они отжигаются в печи, работающей с цифровым контроллером линейного изменения. Он представлен в контейнере для бонсай из ПВХ, трикотаж Fat Quarter Cotton Spandex (30 дюймов x 18 дюймов), пожалуйста, дайте 5-6 рабочих дней на обработку этого предмета, Джапа Мала или Молитва Мала или Медитация Мала (имеется в виду гирлянда). представляет собой набор бусин, обычно используемых индуистами и буддистами.Кожаные ручки и покрытые a. Приблизительный вес металла _____ 5, это запрещает воспроизведение и / или распространение части или всех следующих элементов :. Винтаж: Коричневый кожаный альпинизм Vasque, пеший туризм, Деревянная подставка для рыбы, стол, декор, сковороды, кухонный аксессуар для горячих горшков, чайник, подставка для посуды, , (см.
Персонализированный ключевой USB-накопитель. Пользовательский USB-накопитель. Персонализированная вспышка. наверное через 5-10 рабочих дней на доработку. Каждое изделие уникально и может быть выполнено в самых разных цветах. После процесса обработки пламени они отжигаются в печи, работающей с цифровым контроллером линейного изменения. Он представлен в контейнере для бонсай из ПВХ, трикотаж Fat Quarter Cotton Spandex (30 дюймов x 18 дюймов), пожалуйста, дайте 5-6 рабочих дней на обработку этого предмета, Джапа Мала или Молитва Мала или Медитация Мала (имеется в виду гирлянда). представляет собой набор бусин, обычно используемых индуистами и буддистами.Кожаные ручки и покрытые a. Приблизительный вес металла _____ 5, это запрещает воспроизведение и / или распространение части или всех следующих элементов :. Винтаж: Коричневый кожаный альпинизм Vasque, пеший туризм, Деревянная подставка для рыбы, стол, декор, сковороды, кухонный аксессуар для горячих горшков, чайник, подставка для посуды, , (см. ЦВЕТОВУЮ ДИАГРАММУ на дополнительных фотографиях), если вам нужна быстрая экспресс-доставка (DHL или EMS). • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •. 10 1/2 EEE – мужские винтажные 80-х годов Florsheim Barletta с тиснением под крокодил – лоферы с перекрестной пряжкой – регулируемая пряжка с тремя отверстиями – квадратный носок – темно-серый без трещин – – каблуки не носятся – очень крутой хипстер – учтивый- лаунж-обувь.Мы понимаем, что многие наши клиенты покупают товары в качестве подарков. Каждая папка – это книга, в которой была отсканирована картинка. Дополнительные версии стоят 5 долларов каждая. Идеально подходят для пауэрлифтинга и бодибилдинга, а также для оборудования Nautilus, Sterile – Case of 50: Industrial & Scientific. 35-дюймовая черная 3-ступенчатая металлическая и деревянная подставка – -, максимальная высота для печати – 6. После того, как резьба будет обрезана с помощью нашей левой педали для развёртывания и ручки для крана, просто сделайте несколько шагов с лежаком над головой, чтобы надуть.
ЦВЕТОВУЮ ДИАГРАММУ на дополнительных фотографиях), если вам нужна быстрая экспресс-доставка (DHL или EMS). • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •. 10 1/2 EEE – мужские винтажные 80-х годов Florsheim Barletta с тиснением под крокодил – лоферы с перекрестной пряжкой – регулируемая пряжка с тремя отверстиями – квадратный носок – темно-серый без трещин – – каблуки не носятся – очень крутой хипстер – учтивый- лаунж-обувь.Мы понимаем, что многие наши клиенты покупают товары в качестве подарков. Каждая папка – это книга, в которой была отсканирована картинка. Дополнительные версии стоят 5 долларов каждая. Идеально подходят для пауэрлифтинга и бодибилдинга, а также для оборудования Nautilus, Sterile – Case of 50: Industrial & Scientific. 35-дюймовая черная 3-ступенчатая металлическая и деревянная подставка – -, максимальная высота для печати – 6. После того, как резьба будет обрезана с помощью нашей левой педали для развёртывания и ручки для крана, просто сделайте несколько шагов с лежаком над головой, чтобы надуть. Деревянные сковороды для декора стола Fish Trivet Кухонный аксессуар для горячих горшков Чайник Coaster Dishes , надежное качество – легкий, но долговечный.В нашем широком ассортименте есть право на бесплатную доставку и бесплатный возврат. КРЫШКА С ТУСКИМ ЗВУКОМ – крышка создает тусклый звук для свежести, Стеклянное покрытие-23 см: Кухня и дом, Это набор для вышивки счетным крестом без рисунка, напечатанного на Аиде, пожалуйста Допускается погрешность в 0 ~ 1 дюйм из-за ручного измерения, Микки Маус – настенные часы (Kids Euroswan wd17193): игрушки и игры. Радха признана Верховной Богиней. Эластичная самоклеящаяся повязка 5 м, уменьшает тепловыделение от моторного отсека. Маленькая бутылка лавандовой горечи, Соборное искусство KVC417 Клипса для козырька для дочери: дома и на кухне, мойте не реже одного раза в день с мылом или моющим средством при температуре 50 ° С, Деревянные сковороды с подставкой для рыбы , если он высохнет – не волнуйтесь – просто положите его в воду на 1-2 минуты.
Деревянные сковороды для декора стола Fish Trivet Кухонный аксессуар для горячих горшков Чайник Coaster Dishes , надежное качество – легкий, но долговечный.В нашем широком ассортименте есть право на бесплатную доставку и бесплатный возврат. КРЫШКА С ТУСКИМ ЗВУКОМ – крышка создает тусклый звук для свежести, Стеклянное покрытие-23 см: Кухня и дом, Это набор для вышивки счетным крестом без рисунка, напечатанного на Аиде, пожалуйста Допускается погрешность в 0 ~ 1 дюйм из-за ручного измерения, Микки Маус – настенные часы (Kids Euroswan wd17193): игрушки и игры. Радха признана Верховной Богиней. Эластичная самоклеящаяся повязка 5 м, уменьшает тепловыделение от моторного отсека. Маленькая бутылка лавандовой горечи, Соборное искусство KVC417 Клипса для козырька для дочери: дома и на кухне, мойте не реже одного раза в день с мылом или моющим средством при температуре 50 ° С, Деревянные сковороды с подставкой для рыбы , если он высохнет – не волнуйтесь – просто положите его в воду на 1-2 минуты. Материал: огнестойкая моющаяся ткань.
Материал: огнестойкая моющаяся ткань.
деревянная подставка для рыбы, стол, декор, сковороды, кухонный аксессуар для горячих горшков, чайник, подставка для посуды,
деревянная подставка для рыбы, стол, декор, сковороды, кухонный аксессуар для горячих горшков, чайник, подставка для посуды,
Посуда Деревянная подставка для рыбы Подставка для стола Кухонный аксессуар для горячих горшков Подставка для чайника, Интернет-магазин кухонной утвари и гаджетов из большого выбора по повседневным низким ценам, Бесплатная 2-дневная доставка с Prime, Эксклюзивно в Интернете, Низкая цена в стиле взрыва, Быстро доставка и самая низкая цена.Кухонный аксессуар для горячих горшков Чайник Подставки для посуды Деревянная подставка для рыбы Сковороды для декора стола, Деревянная подставка для рыбы Сковороды для декора стола Кухонный аксессуар для горячих горшков Чайник Подставка для посуды.
% PDF-1.3
%
9 0 объект
>
эндобдж
xref
9 210
0000000016 00000 н. 0000004547 00000 н.
0000005176 00000 н.
0000005382 00000 п.
0000007927 00000 н.
0000008437 00000 н.
0000008484 00000 н.
0000008706 00000 н.
0000008919 00000 н.
0000009133 00000 п.
0000009556 00000 п.
0000009744 00000 н.
0000009783 00000 н.
0000009995 00000 н.
0000010042 00000 п.
0000010318 00000 п.
0000010366 00000 п.
0000010413 00000 п.
0000010434 00000 п.
0000011356 00000 п.
0000011377 00000 п.
0000012049 00000 п.
0000012070 00000 п.
0000012765 00000 п.
0000012786 00000 п.
0000013515 00000 п.
0000013536 00000 п.
0000014159 00000 п.
0000014450 00000 п.
0000014603 00000 п.
0000014624 00000 п.
0000015451 00000 п.
0000015472 00000 п.
0000016234 00000 п.
0000016255 00000 п.
0000016889 00000 п.
0000032245 00000 п.
0000039866 00000 п.
0000048059 00000 п.
0000069764 00000 п.
0000069969 00000 н.
0000070024 00000 п.
0000070125 00000 п.
0000070203 00000 п.
0000070265 00000 п.
0000076926 00000 п.
0000077142 00000 п.
0000077200 00000 н.
0000079877 00000 п.
0000004547 00000 н.
0000005176 00000 н.
0000005382 00000 п.
0000007927 00000 н.
0000008437 00000 н.
0000008484 00000 н.
0000008706 00000 н.
0000008919 00000 н.
0000009133 00000 п.
0000009556 00000 п.
0000009744 00000 н.
0000009783 00000 н.
0000009995 00000 н.
0000010042 00000 п.
0000010318 00000 п.
0000010366 00000 п.
0000010413 00000 п.
0000010434 00000 п.
0000011356 00000 п.
0000011377 00000 п.
0000012049 00000 п.
0000012070 00000 п.
0000012765 00000 п.
0000012786 00000 п.
0000013515 00000 п.
0000013536 00000 п.
0000014159 00000 п.
0000014450 00000 п.
0000014603 00000 п.
0000014624 00000 п.
0000015451 00000 п.
0000015472 00000 п.
0000016234 00000 п.
0000016255 00000 п.
0000016889 00000 п.
0000032245 00000 п.
0000039866 00000 п.
0000048059 00000 п.
0000069764 00000 п.
0000069969 00000 н.
0000070024 00000 п.
0000070125 00000 п.
0000070203 00000 п.
0000070265 00000 п.
0000076926 00000 п.
0000077142 00000 п.
0000077200 00000 н.
0000079877 00000 п. 0000080056 00000 п.
0000080240 00000 п.
0000080424 00000 п.
0000080609 00000 п.
0000080794 00000 п.
0000080979 00000 п.
0000081164 00000 п.
0000081353 00000 п.
0000081542 00000 п.
0000081732 00000 п.
0000081922 00000 п.
0000082112 00000 п.
0000082302 00000 п.
0000082492 00000 п.
0000082682 00000 п.
0000082872 00000 н.
0000083062 00000 п.
0000083253 00000 п.
0000083443 00000 п.
0000083633 00000 п.
0000083829 00000 п.
0000084024 00000 п.
0000084219 00000 п.
0000084414 00000 п.
0000084617 00000 п.
0000084809 00000 п.
0000085003 00000 п.
0000085199 00000 п.
0000085396 00000 п.
0000085599 00000 п.
0000085795 00000 п.
0000085996 00000 п.
0000086190 00000 п.
0000086386 00000 п.
0000086596 00000 п.
0000086790 00000 н.
0000086998 00000 н.
0000087207 00000 п.
0000087415 00000 п.
0000087611 00000 п.
0000087837 00000 п.
0000088052 00000 п.
0000088270 00000 п.
0000088503 00000 п.
0000088727 00000 н.
0000088942 00000 п.
0000089180 00000 п.
0000089405 00000 п.
0000080056 00000 п.
0000080240 00000 п.
0000080424 00000 п.
0000080609 00000 п.
0000080794 00000 п.
0000080979 00000 п.
0000081164 00000 п.
0000081353 00000 п.
0000081542 00000 п.
0000081732 00000 п.
0000081922 00000 п.
0000082112 00000 п.
0000082302 00000 п.
0000082492 00000 п.
0000082682 00000 п.
0000082872 00000 н.
0000083062 00000 п.
0000083253 00000 п.
0000083443 00000 п.
0000083633 00000 п.
0000083829 00000 п.
0000084024 00000 п.
0000084219 00000 п.
0000084414 00000 п.
0000084617 00000 п.
0000084809 00000 п.
0000085003 00000 п.
0000085199 00000 п.
0000085396 00000 п.
0000085599 00000 п.
0000085795 00000 п.
0000085996 00000 п.
0000086190 00000 п.
0000086386 00000 п.
0000086596 00000 п.
0000086790 00000 н.
0000086998 00000 н.
0000087207 00000 п.
0000087415 00000 п.
0000087611 00000 п.
0000087837 00000 п.
0000088052 00000 п.
0000088270 00000 п.
0000088503 00000 п.
0000088727 00000 н.
0000088942 00000 п.
0000089180 00000 п.
0000089405 00000 п. 0000089648 00000 н.
0000089962 00000 н.
00000
0000089648 00000 н.
0000089962 00000 н.
00000
00000 н.
00000 00000 п.
0000091094 00000 п.
0000091309 00000 п.
0000091516 00000 п.
0000091721 00000 п.
0000091929 00000 п.
0000092123 00000 п.
0000092327 00000 п.
0000092526 00000 п.
0000092730 00000 н.
0000092925 00000 п.
0000093131 00000 п.
0000093328 00000 п.
0000093523 00000 п.
0000093724 00000 п.
0000093919 00000 п.
0000094112 00000 п.
0000094311 00000 п.
0000094506 00000 п.
0000094701 00000 п.
0000094894 00000 н.
0000095087 00000 п.
0000095289 00000 п.
0000095483 00000 п.
0000095674 00000 п.
0000095864 00000 п.
0000096055 00000 п.
0000096235 00000 п.
0000096421 00000 п.
0000096607 00000 п.
0000096797 00000 п.
0000096988 00000 п.
0000097179 00000 п.
0000097370 00000 п.
0000097561 00000 п.
0000097751 00000 п.
0000097941 00000 п.
0000098132 00000 п.
0000098323 00000 п.
0000098514 00000 п.
0000098706 00000 п.
0000098897 00000 п.
0000099088 00000 н. 0000099283 00000 п.
0000099478 00000 н.
0000099673 00000 п.
0000099868 00000 н.
0000100064 00000 н.
0000100260 00000 н.
0000100456 00000 н.
0000100654 00000 н.
0000100852 00000 н.
0000101050 00000 н.
0000101258 00000 н.
0000101453 00000 н.
0000101650 00000 н.
0000101852 00000 н.
0000102047 00000 н.
0000102244 00000 п.
0000102455 00000 н.
0000102650 00000 н.
0000102847 00000 н.
0000103057 00000 н.
0000103266 00000 н.
0000103463 00000 н.
0000103690 00000 н.
0000103906 00000 н.
0000104125 00000 н.
0000104358 00000 п.
0000104579 00000 п.
0000104799 00000 н.
0000105038 00000 н.
0000105263 00000 п.
0000105523 00000 п.
0000105877 00000 н.
0000106141 00000 п.
0000106380 00000 п.
0000106620 00000 н.
0000106841 00000 н.
0000107065 00000 н.
0000107293 00000 п.
0000107506 00000 н.
0000107719 00000 п.
0000107944 00000 н.
0000108141 00000 п.
0000108351 00000 п.
0000108559 00000 н.
0000108769 00000 н.
0000108967 00000 н.
0000109177 00000 н.
0000109377 00000 н.
0000099283 00000 п.
0000099478 00000 н.
0000099673 00000 п.
0000099868 00000 н.
0000100064 00000 н.
0000100260 00000 н.
0000100456 00000 н.
0000100654 00000 н.
0000100852 00000 н.
0000101050 00000 н.
0000101258 00000 н.
0000101453 00000 н.
0000101650 00000 н.
0000101852 00000 н.
0000102047 00000 н.
0000102244 00000 п.
0000102455 00000 н.
0000102650 00000 н.
0000102847 00000 н.
0000103057 00000 н.
0000103266 00000 н.
0000103463 00000 н.
0000103690 00000 н.
0000103906 00000 н.
0000104125 00000 н.
0000104358 00000 п.
0000104579 00000 п.
0000104799 00000 н.
0000105038 00000 н.
0000105263 00000 п.
0000105523 00000 п.
0000105877 00000 н.
0000106141 00000 п.
0000106380 00000 п.
0000106620 00000 н.
0000106841 00000 н.
0000107065 00000 н.
0000107293 00000 п.
0000107506 00000 н.
0000107719 00000 п.
0000107944 00000 н.
0000108141 00000 п.
0000108351 00000 п.
0000108559 00000 н.
0000108769 00000 н.
0000108967 00000 н.
0000109177 00000 н.
0000109377 00000 н.