Полипропиленовые трубы — пайка своими руками, сварочные аппараты
Содержание
- Методы соединения
- Сварочные аппараты
- Технологии
- Подготовительные работы
- Температура пайки
- Как правильно паять?
- Как долго греть?
- Пошаговое проведение работ
- Пайка на сложных участках
Изделия из этого материала давно пришли на смену металлическим система отопления. Водопроводы из пластика устанавливаются в частных домах, квартирах. Многие не знают, как паять полипропиленовые трубы. Освоив этот процесс, можно дополнительно удешевить монтаж трубопровода.
Пайка полипропиленовых трубМетоды соединенияПластик — это термопластичный полимер, который размягчается при нагревании. Если после разогрева, соединить две детали из этого материала равномерно между собой, произойдет процесс полифузии — взаимопроникновение материала.
Существует два способа соединения труб из полипропилена:
- Пайка встык.
 Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.
Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру. - Муфтовая спайка. Для изготовления прочного соединения применяется отдельная деталь. Разогревается внешняя сторона трубки, внутренний диаметр муфты. Детали соединяются между собой.
 Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.
Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.Сварочные аппаратыМуфта позволяет получить наиболее герметичное соединение, но ее применение ограничивается диаметром труб — до 63 мм. Для стыковки больших элементов трубопровода необходимо применять технологию пайки встык.
Сварка труб из полипропилена выполняется с помощью специального паяльника. В магазинах можно купить два вида нагревательного оборудования для пластика:
- Цилиндрические нагреватели. Удобны для проведения пайки в труднодоступных местах.
- Плоские нагреватели. На разогревающейся плите закрепляются насадки разных диаметров, с помощью которых спаиваются трубки, муфты.
Для выполнения сварки аппарат должен комплектоваться набором насадок разного диаметра. Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Независимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на соседнюю разогретую насадку.
- Подождать 4–6 секунд, одновременно соединить детали между собой.
Дождаться остывания шва.
Резка труб ножницамиПодготовительные работыПеред монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Температура пайкиЧтобы соединить трубы, нужно знать температуру плавления полипропилена. Для этого можно воспользоваться готовой таблицей в интернете, в которой указываются температурные режимы зависимо от диаметра, толщины стенок трубок. Процесс нагревания зависит от нескольких факторов:
Процесс нагревания зависит от нескольких факторов:
- Проводить нагрев пластиковых деталей нужно быстро, чтобы они не успели полностью расплавиться. Для этого аппарат нагревают заранее.
- Нельзя выполнять работы на очень высоких температурах. Это приведет к разрушению материала, изменению формы изделия.
- Тефлоновое покрытие на насадках для разогрева трубок, держится длительное время, если рабочий температурный режим не превышает 260 градусов. Это оптимальный показатель для того чтобы плавился пластик. Повышение температуры приведет к порче полипропилена, разрушению тефлонового покрытия.
Перед монтажом трубопровода нужно изучить правила и пошаговую инструкцию по спайке полипропиленовых труб домашних условиях для начинающих:
- Нагревать детали одновременно.
- Предварительно нагревать аппарат, а потом приступать к работе. Не выключать оборудования после изготовления первого шва, если нужно сделать еще несколько соединений. Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
- После нагревания пластика, соединения деталей нужно дать готовому шву остыть. В этом время нельзя пытаться повернуть или сильнее сдавить изделия. Это приведет к образованию наплывов пластика внутри трубопровода, ухудшению герметичности.
 Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.Выполнять работы используя перчатки из термоустойчивого материала.
Cпайка полипропиленовых трубКак долго греть?Чтобы узнать оптимальное время пайки полипропиленовых труб, можно воспользоваться готовой таблице из интернета. В ней указывается промежуток времени для нагревания зависимо от диаметра трубы. Например, для трубок сечением 16 мм, достаточно 4 секунд, а для деталей диаметром 160 мм — 16 секунд.
Пошаговое проведение работПайка полипропиленовых труб своими руками:
- Трубки обрезаются по требуемым размерам.
- Снимаются фаски, шейфером очищается армирующий слой.
- Соединяемые края очищаются от грязи, обезжириваются.
- Паяльник нагревается до 260 градусов. Перед его включением необходимо закрепить насадки с тефлоновым покрытием на нагревательные элементы.
- Одновременно надеть соединяемые детали на разогретые насадки.
- Подождать требуемый промежуток времени, соединить элементы трубопровода.

Дождаться остывания шва. Если образовались наплывы пластика снаружи трубок, выровнять их можно с помощью мелкой наждачной бумаги.
Пайка на сложных участкахДалеко не всегда при сборке трубопровода все работы можно провести на удобных участках. Сварка труб ПП в труднодоступных местах имеет определенные особенности. Если трубопровод новый, в первую очередь собираются его участки, которые будут расположены в неудобных местах. После этого монтируются остальные части. Если нужно заменить отдельную часть старого трубопровода, нужно воспользоваться муфтами с накидной гайкой или электро-муфтой.
Сантехника: TechCorner – Пайка и пайка, объяснение
В течение многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти испытанные и надежные методы во многом похожи, но есть и несколько явных отличий, которые отличают их друг от друга. В этом документе объясняются сходства и выделяются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения является наиболее желательным.
Эти испытанные и надежные методы во многом похожи, но есть и несколько явных отличий, которые отличают их друг от друга. В этом документе объясняются сходства и выделяются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения является наиболее желательным.
Обзор
Наиболее распространенным методом соединения медных труб является использование фитинга раструбного типа из меди или медного сплава, в который секции трубы вставляются и крепятся с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное соединение или соединение внахлестку, потому что раструб фитинга перекрывает конец трубы, и между трубой и фитингом образуется пространство. Это пространство называется капиллярным пространством. Поверхности фитинга и трубы, которые перекрываются, образуя соединение, известны как поверхности сопряжения. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который вплавляется в капиллярное пространство и прилипает к этим поверхностям.
Присадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления трубы или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1981°F/1082°C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой заключается в температуре, необходимой для плавления присадочного металла. Эта температура определена Американским обществом сварщиков (AWS) как 842ºF/450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется процесс пайки. Выше этой температуры происходит процесс пайки.
Припои для припоя
Основным элементом, используемым в припоях, является олово (Sn), поскольку олово имеет сродство с медью и должно прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) привело бы к очень слабому соединению, и с ним, как и с любым чистым металлом, было бы очень трудно работать. Поэтому в сплав с оловом добавляются другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn/Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений при пайке. Они состоят из сплавов, которые по-прежнему в основном состоят из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Однако использование чистого олова (Sn) привело бы к очень слабому соединению, и с ним, как и с любым чистым металлом, было бы очень трудно работать. Поэтому в сплав с оловом добавляются другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn/Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений при пайке. Они состоят из сплавов, которые по-прежнему в основном состоят из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные материалы: припои
Паяные соединения обычно используются для достижения более высокой прочности соединения или сопротивления усталости.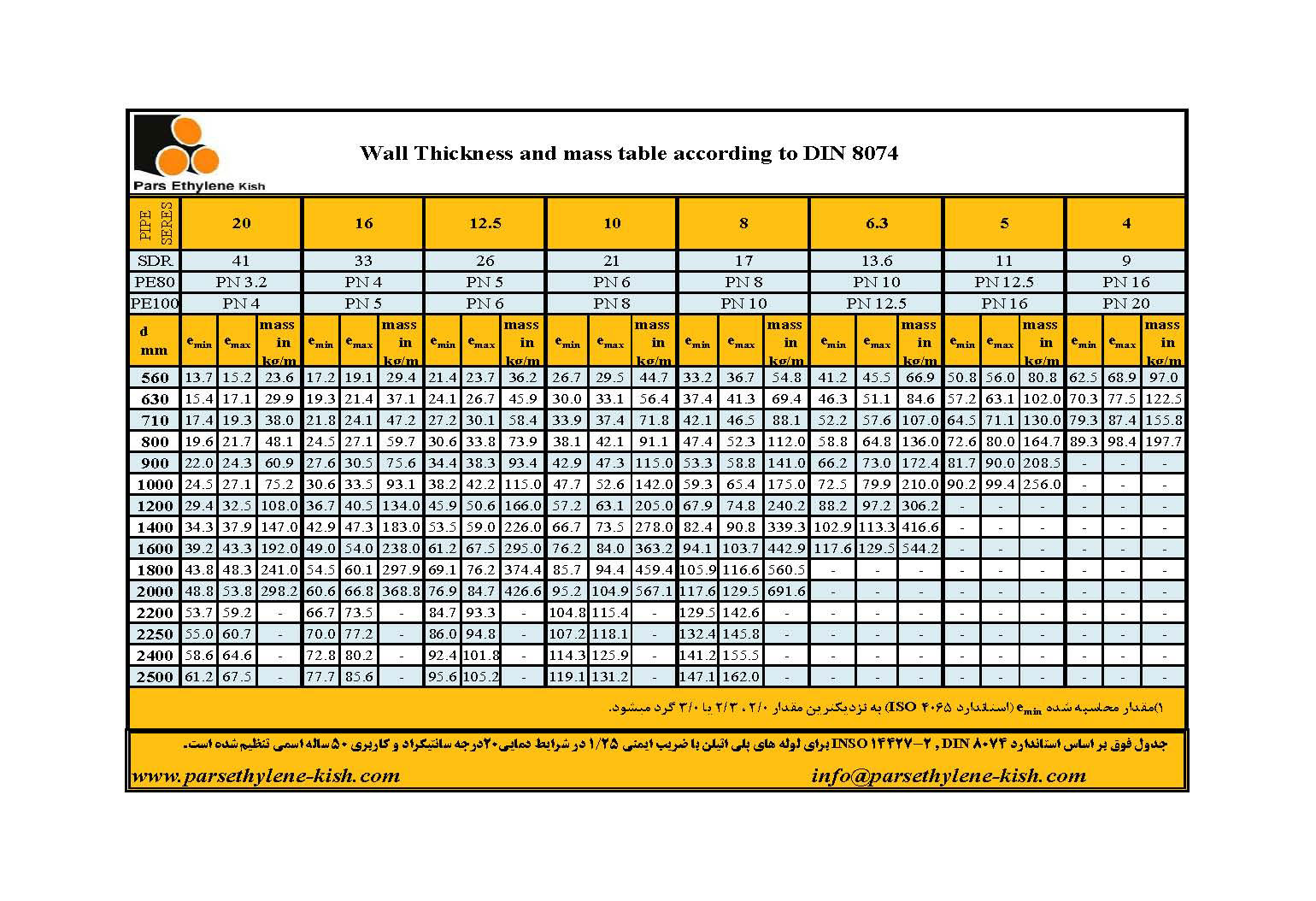
Наиболее часто используемые типы припоя, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- BCuP Alloy (произносится как b-cup) — где B обозначает пайку, Cu — химический символ меди, а P — химический символ фосфора. Таким образом, припой BCuP представляет собой в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
 3%.
3%.Совместные требования и сильные стороны
Независимо от того, используется ли процесс соединения пайка или пайка, существуют определенные основные этапы, которые следует выполнять для последовательного получения прочных соединений. Эти основные шаги описаны в стандарте установки (ASTM B828). Этот стандарт и его процедуры относятся к подготовке концов, очистке и надлежащему нанесению тепла и присадочного металла. Более подробно они объясняются в Справочнике по медным трубам CDA.
Независимо от используемого процесса соединения: пайки или пайки, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рис. 2. Деталь трубного соединения Глубина перекрытия или глубина раструба в фитингах с соединением внахлестку или с капиллярным соединением указана в производственных стандартах ASME/ANSI B16.18 и B16.22 для фитингов под давлением припоя. Это важный размер, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве так, чтобы он полностью перетекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом. Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве нахлестов или заполнений, необходимых для достижения полной прочности соединения. В паяном соединении по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого суставного пространства по всей длине не обязательно для достижения полной прочности соединения. По данным Американского общества сварщиков (AWS), предполагается, что твердый припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое относительно небольшое проникновение наполнителя приведет к правильно изготовленному паяному соединению, более прочному, чем сама труба и/или фитинг. Однако, в отличие от паяного соединения, где заглушка или закругление обеспечивают минимальную дополнительную прочность, паяное соединение должно быть изготовлено таким образом, чтобы между трубой и фитингом на лицевой стороне фитинга было предусмотрено хорошо развитое закругление или «заглушка» из присадочного металла. . Эта галтель или колпачок, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности галтели. В паяном соединении, изготовленном без хорошо развитого вогнутого галтеля, все напряжения будут сосредоточены в острой точке контакта между трубой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубе.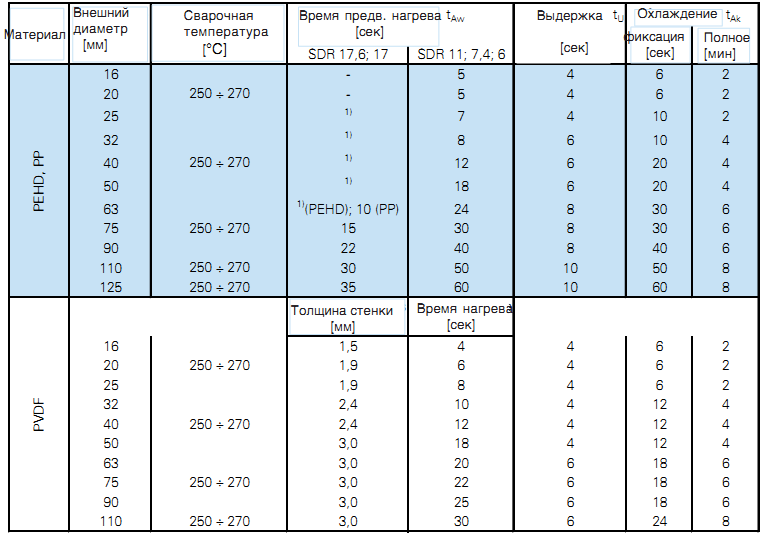 в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
Помимо прочности присадочного металла в соединении, общая прочность соединения или узла (трубы, фитинга и соединения) после операции соединения также должна учитываться при выборе того, следует ли использовать паяные или паяные соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет примерно 840°F/449°C. Эта температура гораздо важнее, чем просто произвольный определяющий порог. Это важно, потому что 700°F/371°C — это температура, при которой медь начинает отжигаться или переходить из твердого состояния (жесткого) в отожженное состояние (мягкое). С этим изменением состояния происходит неотъемлемая потеря прочности – медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общее количество происходящего отжига и, следовательно, потеря прочности определяются температурой и временем, которое материал проводит при этой температуре.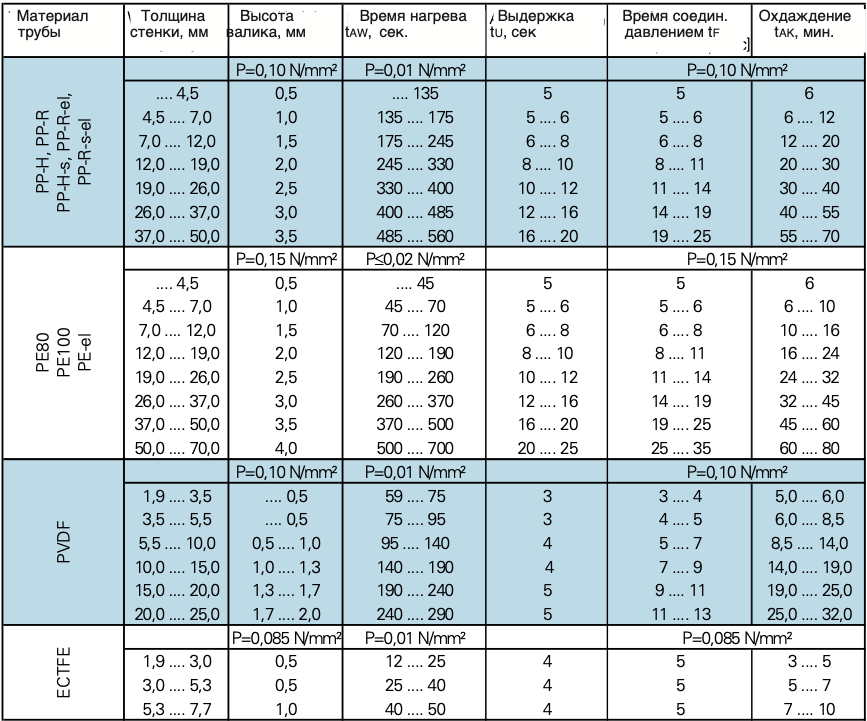 Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоя, то есть от 1150°F/621°C до 1550°F/843°C, в процессе паяного соединения основные металлы отжигаются или размягчаются, что приводит к снижение общей прочности конструкции. В то время как паяное соединение очевидно прочнее паяного соединения, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы 3a–3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. В то время как паяные соединения прочнее и в целом более устойчивы к усталости (вибрация, тепловое движение и т. д.), рабочие давления в системе должны соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварщиков: Справочник по пайке — 3-е издание
- Американское общество сварщиков: Справочник по пайке – 4-е издание
- AWS A5. 8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкой
- ASTM B32-04: Стандартные технические условия для припоя
 8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкой
8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкойТребуется припой для медных труб в условиях обычной опасности?
18.01.2023 5 комментариев Для незащищенных медных труб в местах с обычными опасностями можно ли припаивать (потить) стыки вместе или их необходимо припаивать? Отправлено анонимно для обсуждения. Нажмите Заголовок, чтобы просмотреть | Отправьте свой вопрос | Подписаться 5 комментариев | Почему спонсор? ПОЛНЫЙ ДОСТУППОЛУЧИТЕ ВСЕ НАШИ ИНСТРУМЕНТЫПОДПИСАТЬСЯПодпишитесь и узнавайте что-то новое каждый день: СООБЩЕСТВОЛучшие участники за апрель 2023 г. СМОТРЕТЬ ТАБЛИЦУ ЛИДЕРОВВАШ ПОСТЗАДАТЬ ВОПРОСЭКЗАМЕНПолучите 100 дней бесплатных пробных вопросов прямо к вам!
ЗАПИШИТЕ МЕНЯ! ФИЛЬТРЫ Все АРХИВ май 2023 г. |
 1
1 
