Литература по ремонту станков / Stanok-online.ru
Рубрикатор
Разделы документации
Документация по ремонту консольно-фрезерного станка 6Н80
Литература по ремонту станков
Альбом сменных деталей фрезерного станка модели 6Н80 разработан Центральным проектно – конструкторским бюро автоматизации и модернизации действующего металлообрабатывающего оборудования – ЦПКБАМ. Он издается в помощь ремонтным службам предприятий и является справочным материалом для инженерно – технических работников и рабочих, занимающихся ремонтом и эксплуатацией указанного станка…..
Документация по ремонту консольно-фрезерного станка 6Н80Г
Литература по ремонту станков
Альбом сменных деталей фрезерного станка модели 6Н80Г разработан Центральным проектно – конструкторским бюро автоматизации и модернизации действующего металлообрабатывающего оборудования – ЦПКБАМ.


Документация по ремонту консольно-фрезерного станка 6Н80Ш
Литература по ремонту станков
Альбом сменных деталей фрезерного станка модели 6Н80Ш разработан Центральным проектно – конструкторским бюро автоматизации и модернизации действующего металлообрабатывающего оборудования – ЦПКБАМ. Он издается в помощь ремонтным службам предприятий и является справочным материалом для инженерно – технических работников и рабочих, занимающихся ремонтом и эксплуатацией указанного станка…..
Документация по ремонту консольно-фрезерного станка 6Н10
Литература по ремонту станков
Альбом сменных деталей фрезерного станка модели 6Н10 разработан Центральным проектно – конструкторским бюро автоматизации и модернизации действующего металлообрабатывающего оборудования – ЦПКБАМ.
Он издается в помощь ремонтным службам предприятий и является справочным материалом для инженерно – технических работников и рабочих, занимающихся ремонтом и эксплуатацией указанного станка…..
 Он издается в помощь ремонтным службам предприятий и является справочным материалом для инженерно – технических работников и рабочих, занимающихся ремонтом и эксплуатацией указанного станка…..
Он издается в помощь ремонтным службам предприятий и является справочным материалом для инженерно – технических работников и рабочих, занимающихся ремонтом и эксплуатацией указанного станка…..Документация по ремонту токарно-винторезного станка 16К20
Техническая документация на ремонт токарно–винторезного станка модели 16К20 издается в помощь ремонтным службам предприятий. Для которых ремонт станков представляет известную трудность и может служить руководством для ремонтных рабочих и ИТР…..
Документация по ремонту токарно-винторезного станка 163
Литература по ремонту станков
Настоящее издание альбома технической документации по капитальному ремонту токарно–винторезного станка модели 163 Рязанского станкостроительного завода переработан и дополнено на основании замечаний и предложений, полученных от предприятий, которые использовали в работе первое издание альбома.
….
 ….
….Ремонт металлорежущих станков технология и организация
Литература по ремонту станков
Книга предназначается в качестве учебного пособия для курсов повышения квалификации слесарей – ремонтников и бригадиров. Она будет полезна и для других работников, работающих в ремонтной системе завода. Книга обобщает опыт передовых заводов. Приемы и технология ремонтных работ, описанные в книге, проверены заводской практикой…..
Исходные данные: — Студопедия
Поделись с друзьями:
Материал заготовки: Сталь 45 ГОСТ 1050-88
Шероховатость поверхности после обработки: Rа 6,3
Тип производства: среднесерийный
Оборудование: токарно-винторезный станок 16К20
Режущий инструмент: резец проходной упорный правый
Материал режущей части: Т15К6
Порядок расчета:
1. определить глубину резания: t = , мм
определить глубину резания: t = , мм
2. назначить подачу S (таблица 6.1), мм/об
Таблица 6.1
Подачи при черновом наружном точении резцами с пластинами из твердого сплава и быстрорежущей стали
| Диаметр детали, мм | Размер державки резца, мм | Обрабатываемый материал | |||||||||
| Сталь конструкционная углеродистая, легированная и жаропрочная | Чугун и медные сплавы | ||||||||||
| Подача s, мм/об, при глубине резания t, мм | |||||||||||
| До 3 | Св. 3 до 5 | Св. 5 до 8 | Св.8 до 12 | Св. 12 | До 3 | Св. 3 до 5 | Св. 5 до 8 | Св. 8 до 12 | Св. 12 | ||
| До 20 Св. 20 до 40 » 40» 60 » 60» 100 » 100» 400 » 400» 500 » 500» 600 » 600» 1000 » 1000» 2500 | От 16 х 25 до 25 х 25 От 16 х 25 до 25 х 25 От 16 х 25 до 25 х 40 От 16 х 25 до 25 х 40 От 16 х 25 до 25 х 40 От 20 х 30 до 40 х 60 От 20 х 30 до 40 х 60 От 25 х 40 до 40 х 60 От 30 х 45 до 40 х 60 | 0,3-0,4 0,4-0,5 0,5-0,9 0,6-1,2 0,8-1,3 1,1-1,4 1,2-1,5 1,2-1,8 1,3-2,0 | - 0,3-0,4 0,4-0,8 0,5-1,1 0,7-1,2 1,0-1,3 1,0-1,4 1,1-1,5 1,3-1,8 | - 0,3-0,7 0,5-0,9 0,6-1,0 0,7-1,2 0,8-1,3 0,9-1,4 1,2-1,6 | - 0,4-0,8 0,5-0,9 0,6-1,2 0,6-1,3 08-1,4 1,1-1,5 | - 0,4-1,1 0,1-1,2 0,7-1,3 1,0-1,5 | - 0,4-0,5 0,6-0,9 0,8-1,4 1,0-1,5 1,3-1,6 1,5-1,8 1,5-2,0 1,6-2,4 | - 0,5-0,8 0,7-1,2 0,8-1,9 1,2-1,5 1,2-1,6 1,3-1,8 1,6-2,0 | - 0,4-0,7 0,6-1,0 0,8-1,1 1,0-1,2 1,0-1,4 1,0-1,4 1,4-1,8 | - 0,5-0,9 0,6-0,9 0,7-0,9 0,9-1,2 1,0-1,3 1,3-1,7 | - 0,8-1,0 0,9-1,2 1,2-1,7 |
3. скорректировать подачу S по данным станка (таблица 6.2)
скорректировать подачу S по данным станка (таблица 6.2)
4. назначить период стойкости резца Т, мин (при одноинструментной обработке составляет 30-60мин).
5. определить скорость главного движения резца V= , м/мин (где T – период стойкости резца, t – глубина резания, S – подача, значения коэффициента Cv, показатели степеней m, x, y приведены в таблице 6.3, а Kv»1)
Таблица 6.2
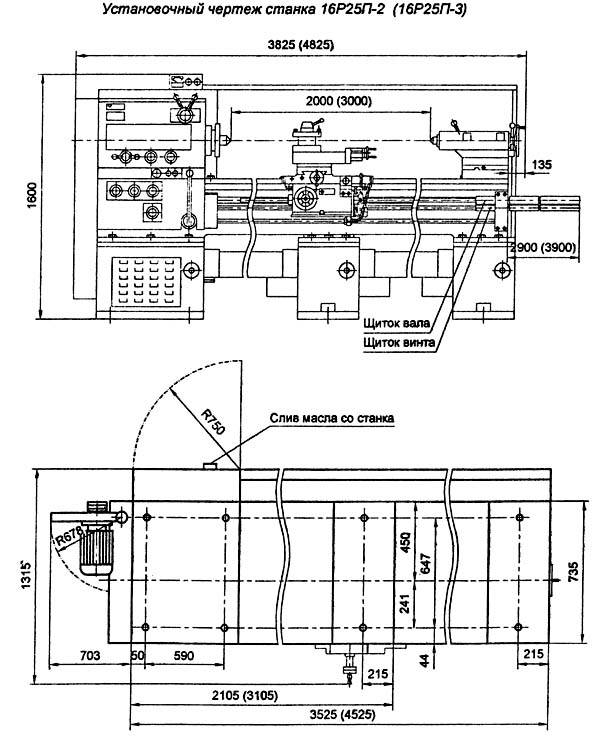
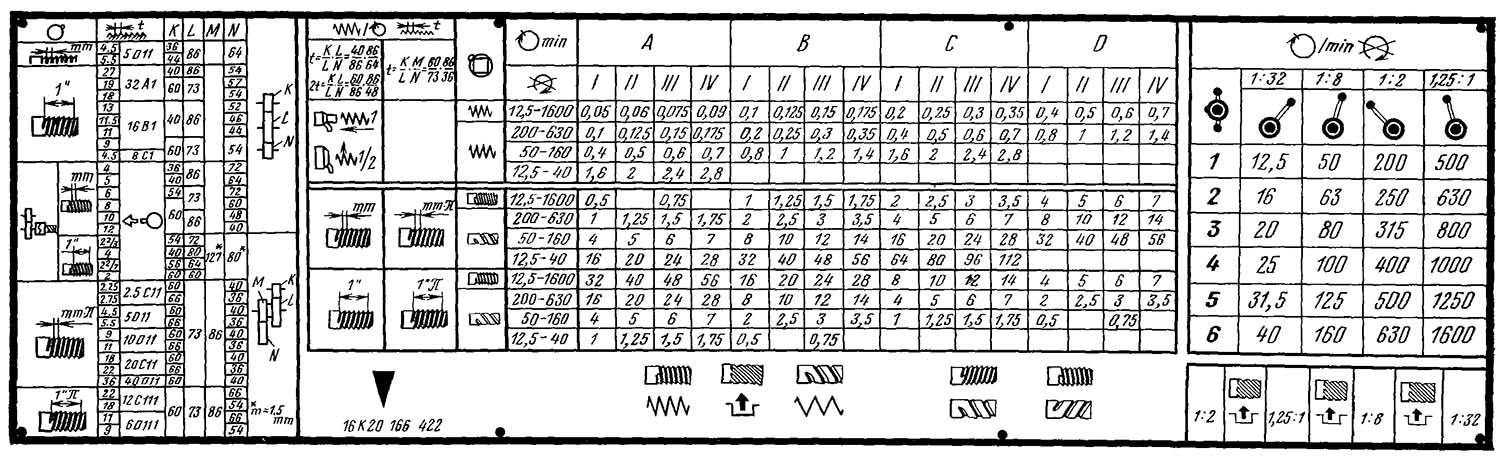
Техническая характеристика токарно-винторезного станка 16К20
| Частота вращения шпинделя, об/мин | 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 |
| Подача на один оборот шпинделя, мм/об | 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,6; 2; 2,4; 2,8 |
| Мощность электродвигателя, кВт |
Таблица 6.3.
Значения коэффициента Cv и показателей степени в Формулах скорости резания при обработке резцами
| Вид обработки | Материал режущей части резца | Характеристика подачи | Коэффициент и показатели степени | |||
| CV | x | у | т | |||
| Обработка конструкционной углеродистой стали, σв = 750 МПа | ||||||
| Наружное продольное точение проходными резцами | Т15К6* | S до 0,3
S св. 0,3 до 0,7
S>0,7 0,3 до 0,7
S>0,7
| 0,15 | 0,20 0,35 0,45 | 0,20 |
6. определить частоту вращения шпинделя станка: , об/мин
7. скорректировать частоту вращения шпинделя n, об/мин по паспорту станка (таблица 6.2)
Рис.6.1. Схема обработки
8. определить скорость резания через паспортную частоту вращения: , м/мин
9. определить главную составляющую силы резания Pz=10CptxsyVnKp, Н (где t – глубина резания, S – подача, V – скорость резания и значение коэффициента Cp, показатели степеней x, y, n приведены в таблице 6.4; Kp=KмpKjpKgpKlp, значения коэффициентов приведены в таблице 6.5, Kмp»1).
10. определить мощность, затрачиваемую на резание
Таблица 6. 4.
4.
Значения коэффициента Сp и показателей степени, в формулах силы резания при точении
| Обрабатываемый материал | Матери-ал рабочей части резца | Вид обработки | Коэффициент и показатели степени в формулах для составляющих | |||||||||||
| тангенциальной Pz | радиальной Ру | осевой Рх | ||||||||||||
| СР | x | y | n | Сp | x | y | n | Ср | x | y | n | |||
| Конструкционная сталь и стальные отливки, σв= 750 МПа | Твердый сплав | Наружное продольное и поперечное точение и растачивание | 1,0 | 0,75 | -0,15 | 0,9 | 0,6 | -0,3 | 1,0 | 0,5 | -0,4 |
11. определить достаточно ли мощности станка для обработки: Nр£Nдвh,
определить достаточно ли мощности станка для обработки: Nр£Nдвh,
Nдв определяется по таблице 6.2, h=0,75
12. определить длину рабочего хода: Lр, (см. схему обработки).
Lр=lвр+l1+lпер, где lвр=lпер= 2мм, l1= (b-a)+(c-b)+(D2-d3)/2;
13. определить основное время То = , мин
где S – подача, n – частота вращения по паспорту станка;
14. определить вспомогательное время Тв,мин(вспомогательное время складывается из времени на установку детали, на управление станком и подвод инструмента, на измерение поверхностей детали см. таблицы 6.5, 6.6, 6.7)
15. определить оперативное время Топ= То+ Тв, мин
Таблица 6.5
Вспомогательное время на установку детали в центрах и снятие ее (вручную), мин
Содержание работы: взять деталь (оправку с деталями), установить в центрах, закрепить центром задней бабки; отвести центр задней бабки, снять деталь оправку с деталями) и отложить. Способ подвода центра задней бабки и крепления пиноли Способ подвода центра задней бабки и крепления пиноли
| Масса детали (оправка с деталями) до кг | |||||||
| 0,5 | ||||||||
| Отводной пружинной рукояткой с креплением пиноли рукояткой | 0,07 | 0,08 | 0,10 | 0,12 | 0,15 | 0,18 | 0,23 |
Таблица 6.6
Вспомогательное время на приемы управления станком
| Содержание приема управления | Время, мин |
| Включить или выключить станок или его узлы: кнопкой рычагом | 0,01 0,02 |
| Подвести или отвести инструмент к детали при обработке: резец | 0,025 |
16. определить время обслуживания Тобс = Ттех + Торг = 0,03 Топ, мин
17. определить время на перерывы и личные надобности: Тпер =0,05 Топ, мин
определить время на перерывы и личные надобности: Тпер =0,05 Топ, мин
18. определить штучное время: Тшт= Топ+ Тобс+Тпер, мин
19. определить подготовительно заключительное время Тп-з, мин по таблице 6.8
Таблица 6.7
Вспомогательное время на контрольные промеры универсальным инструментом с установкой его на размер в процессе измерения, мин
| Измерительный инструмент | Точность измерения | Измеряемый размер, мм | Измеряемая длина (мм) до | ||||
| Штангенциркуль | До 0,1 мм | 0,12 0,13 0,16 0,22 | 0,15 0,16 0,17 | 0,18 0,19 0,21 | 0,2 0,22 0,23 | 0,24 0,24 0,25 | |
| Микрометр | 6. .. 7 .. 7
| 0,22 0,27 | 0,22 0,27 | 0,23 0,28 | 0,28 0,29 | 0,33 0,33 |
Таблица 6.8
Подготовительно-заключительное время для токарных станков
| Подготовительно-заключительное время | Токарные, лоботокарные, многоцелевые токарные станки | ||||||||||
| I. На организационную подготовку | |||||||||||
| № Пози-ции | Содержание работы | Наибольший диаметр изделия, устанавливаемого над станиной, мм до | |||||||||
| Время, мин | |||||||||||
| Получить наряд, чертеж, технологическую документацию, режущий и вспомогательный инструмент, контрольно-измерительный инструмент, приспособление, заготовки исполнителем до начала и сдать их после окончания обработки партии деталей. | На рабочем месте | ||||||||||
| В инструменталь-нораздаточной кладовой | |||||||||||
| Ознакомиться с работой, чертежом, технологической документацией, осмотреть заготовки | 2,0 | 2,0 | 3,0 | 3,0 | 3,0 | ||||||
| Инструктаж мастера | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | ||||||
II. На наладку станка, приспособлений, инструмента, программных устройств На наладку станка, приспособлений, инструмента, программных устройств
| |||||||||||
| Устано-вить и снять | патрон трехкулачковый | 2,5 | 4,0 | 4,0 | 5,0 | 6,5 | |||||
| оправку или | центр | 0,8 | 1,2 | 1,5 | 1,8 | 2,5 | |||||
| патрон инерционный поводковый (с регулировкой) | 6,5 | 7,0 | 8,0 | - | - | ||||||
| Сместить заднюю бабку | рукояткой | 0,3 | 0,4 | 0,5 | - | - | |||||
| ключем | - | 3,0 | 4,0 | 5,0 | - | ||||||
Установить исходные режимы работы станка (число оборотов, подачу и т. д) Время на одно изменение. д) Время на одно изменение.
| 0,15 | 0,2 | 0,25 | 0,3 | 0,4 | ||||||
| Установить и снять режущий инструмент | в резцедержателе | 0,5 | 0,8 | 1,0 | 1,5 | 2,0 | |||||
20. результаты расчета представить в виде таблицы:
| t, мм | S, мм/об | n, об/мин | V, м/мин | Pz, H | Nр, кВт | То, мин | Тшт, мин | Тп-з, мин |
Список литературы:
1. Трухачев А.В. Методические указания «Технологичность конструкции деталей, изготавливаемых механической обработкой», Ижевск 1990.
Трухачев А.В. Методические указания «Технологичность конструкции деталей, изготавливаемых механической обработкой», Ижевск 1990.
2. Учебное пособие под редакцией Горбацевича А.Ф. «Курсовое проектирование по технологии машиностроения» Минск 1983., с. 256
3. Руденко П.А. и др. Проектирование и производство заготовок в машиностроении – К.: Выща шк., 1991. – 247с.
4. Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов/А.А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др. – М.: Машиностроение, 1986. – 480с.
5. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещеряковой, А.Г. Суслова. – 5-е изд., исправл. – М.: Машиностроение, 2003г.
Приложение 1. СТРУКТУРА КУРСОВОГО ПРОЕКТА
Графическая часть
1. чертеж детали (исходное задание)
2. чертеж заготовки – формат А2-А3
3. маршрутный технологический процесс с эскизами (в виде таблицы) – формат А1
4. наладку на 1-2 операции – обе наладки на одном листе формат А2-А3
наладку на 1-2 операции – обе наладки на одном листе формат А2-А3
Пояснительная записка
Введение
1. Служебное назначение детали
2. Отработка на технологичность
3. Расчет типа производства
4. Расчет и проектирование заготовки
5. Расчет режимов резания и норм времени
Заключение
Список литературы
Приложение 2. КОДЫ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ОБРАБОТКИ РЕЗАНИЕМ
4110 Токарная
4120 Сверлильная
4130 Шлифовальная
4260 Фрезерная
4114 Токарно-винторезная
4121 Вертикально-сверлильная
4123 Радиально-сверлильная
4131 Круглошлифовальная
4151 Зубошлифовальная
4153 Зубофрезерная
4156 Зубозакругляющая
4261 Вертикально-фрезерная
4269 Фрезерно-центровальная
4280 Отрезная
Приложение 3. РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ С ПЛАСТИНАМИ
ИЗ ТВЕРДОГО СПЛАВА ГОСТ18879-73 РАЗМЕРЫ В мм
| Обозначение резцов | Сечение резца hxb | L | m | R |
| 2103-0017 | 16×10 | 0,4 | ||
| 2103-0003 | 20×12 | 0,4 | ||
| 2103-0007 | 25×16 | 0,4 |
Пример условного обозначения резца
Резец 2103-0007 Т15К6 ГОСТ 18877-73
Приложение 4. ПРИСПОСОБЛЕНИЯ
ПРИСПОСОБЛЕНИЯ
4.1 Центры станочные вращающиеся по ГОСТ 8742-75
| d | D | L | l | l1 |
4.2 Центры упорные по ГОСТ 13214-79
| обозначение | L | D | D1 | l | a |
| 7032-0020 | 17,18 | 60˚ | |||
| 7032-0041 | 44,399 | 44,7 |
4.3.Патроны поводковые по ГОСТ 2571-71 (рис. а) 4.4 Хомутики поводковые по ГОСТ
2578-70 (рис. б)
а б
| D | D1 | d1 | d2 | l3 | H | h2 | h3 |
| 79,6 | |||||||
| 103,2 | |||||||
| 136,2 |
| Диаметр зажимаемого изделия | D1 | D2 | L1 | L2 | |
| min | max | ||||
Приложение 5
ЦЕНТРОВЫЕ ОТВЕРСТИЯ (ГОСТ 14034-74) РАЗМЕРЫ, ММ
| Форма А Форма В Форма Т *Размеры для справок | |||||||||
| D | d | d1 | d2 | d3, h24 | l, не менее | l1 | l2, h22 | l3, не менее | |
| номинал | предельное отклонение | ||||||||
| 1,0 (1,25) 1,6 2,0 2,5 3,15 (5) 6,3 (8) | 2,12 2,65 3,35 4,25 5,30 6,70 8,5 10,60 13,20 17,00 21,20 25,40 | 3,15 4,00 5,00 6,30 8,00 10,00 12,50 16,00 18,00 22,40 28,00 33,00 | - - - 7,0 9,0 12,0 16,0 20,0 25,0 32,0 36,0 - | 1,3 1,6 2,0 2,5 3,1 3,9 5,0 6,3 8,0 10,1 12,8 14,6 | 0,97 1,21 1,52 1,95 2,42 3,07 3,90 4,85 5,98 7,79 9,70 11,60 | Н11 | 1,27 1,60 1,99 2,54 3,20 4,03 5,06 6,41 7,36 9,35 11,66 13,80 | - - - 0,6 0,8 0,9 1,2 1,6 1,8 2,0 2,5 - | |
| Н12 | |||||||||
Примечания. ГОСТ предусматривает также D=2…3 мм и D=160…360 мм. Размеры в скобках применять не рекомендуется. Размеры D рекомендуемые. Пример обозначения центрового отверстия формы А диаметром d=1 мм: Отв. центр. А1 ГОСТ 14034-74 ГОСТ предусматривает также D=2…3 мм и D=160…360 мм. Размеры в скобках применять не рекомендуется. Размеры D рекомендуемые. Пример обозначения центрового отверстия формы А диаметром d=1 мм: Отв. центр. А1 ГОСТ 14034-74
|
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ (ГОСТ 14034-74) РАЗМЕРЫ, ММ
| Форма F Форма H *Размеры для справок | ||||||||||
| D для формы | d | d1, Н14 | d2 | d3, | l, не менее | l1, h22 | l2, не более | l3, h22 | α | |
| F | H | |||||||||
| 12,5 | - | М3 М4 М5 М6 М8 М10 М12 М16 М20 М24 М30 | 3,2 4,3 5,3 6,4 8,4 11,0 13,0 17,0 21,0 25,0 31,0 | 5,0 6,5 10,0 12,5 15,6 18,0 22,8 28,0 36,0 44,8 | - 8,2 11,4 13,3 16,0 19,8 22,0 28,7 33,0 43,0 51,8 | 2,8 3,5 4,5 5,5 7,0 9,0 10,0 11,0 12,5 14,0 18,0 | 1,56 1,90 2,30 3,00 3,50 4,00 4,30 5,00 6,00 9,50 12,00 | - 4,0 5,5 6,5 8,0 10,2 11,2 12,5 14,0 16,0 20,0 | - 2,4 3,3 4,0 4,5 5,2 5,5 6,5 7,5 11,5 14,0 | 60° |
Примечания. ГОСТ предусматривает также отверстия с углом конуса 75°. Пример обозначения центрового отверстия формы F с диаметром резьбы d=М3 мм: Отв. центр. F М3 ГОСТ 14034-74 ГОСТ предусматривает также отверстия с углом конуса 75°. Пример обозначения центрового отверстия формы F с диаметром резьбы d=М3 мм: Отв. центр. F М3 ГОСТ 14034-74
|
Приложение 6. НАЛАДКА НА ТОКАРНУЮ ОПЕРАЦИЮ
Приложение 7. ЧЕРТЕЖ ДЕТАЛИ ВАЛ
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
▷ Бывшие в употреблении Токарные станки STANKO на продажу
Найдите 24 предложения подержанных Токарные станки STANKO на продажу или на аукционах по всему миру на TradeMachines.co.in. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
предлагает 24
Сортировка по наиболее соответствующей PRICE ASCENGENTEWSONEST ENDING
- RU | 1994 км
Вертикальный токарный станок 1525
Цена по запросу
Вертикальные револьверные станки
Сертифицированный продавецДетали
Станок предназначен для различных токарно-расточных работ:
– точение цилиндрических и конических поверхностей– расточка
– торцевание
– снятие фасок
– отсечка
– переработка обработки деталей с криволинейной поверхностью (совместно согласованных по двум осям)
– нарезание резьбы – вариант ЧПУ
Станок предназначен для обработки металлических и неметаллических материалов с высокой точностью и постоянной скоростью резания.
Учитывая легкость и простоту обслуживания, машина имеет высокий ре…
Подробнее на сайте продавцаПоделись предложением
Дополнительные предложения по STANKO 1525
Все предложения от Exapro 900 03
Подробнее
Продам станок токарный универсальный Модель 1М63
Год выпуска. 1970
Люнет
Дюйм
Метрическая
Модульная резьба
Модель 1M63 Универсальный токарный станок на продажу
Год выпуска. 1970
Люнет
Дюйм
Метрическая
Модульная резьбаapro
Детали
Год ревизии: 2012
Рабочий диапазон Диаметр платформы: 4500 мм
Макс. диаметр заготовки: 5000 мм
Макс. высота обточки: 2500 мм
Макс. нагрузка: 100.000 кг
ЧПУ ЧПУ: SIEMENS 840DSL
Приводы: SIEMENS
Примечания: Shopturn package
Главный шпиндель Диаметр платформы: 4500 мм
Максимальная скорость вращения: 0,34–31,2 об/мин
Полезная нагрузка: 100 000 кг
Опора: гидростатическая
Максимальная мощность: 132 кВт
Максимальный крутящий момент: 250 000 Нм
Каретка Вертикальный ход (з. ..
Подробнее на сайте продавцаПоделись этим предложением
Все предложения от Exapro
- LT | 900 15 2181 км
Токарный станок СТАНКО 16К25
Цена по запросу
Токарные станки
Сертифицированный продавецПодробнее
Станок в хорошем состоянии. Станок под напряжением.
Диаметр заготовки
мм
500
Длина заготовки
мм
1000
Скорость вращения шпинделя
об/мин
12,5 1600
Диаметр отверстия шпинделя
мм
53 9 0036 Метрическая резьба
мм
0,5 112
Дюймовая резьба
Резьба /дюйм
56-0,5
Модуль с резьбой
Модуль
0,5-112
Шаг резьбы
Диаметральный шаг
56 0,5
Мощность двигателя
кВт
11
…
Подробнее на сайте продавцаШа по этому предложению
Все предложения от Exapro
Оповещения по электронной почте для “Токарные станки/СТАНКО”
Получайте оповещения по электронной почте о предложениях, соответствующих этому поиску.
Просто подпишитесь здесь:- DE | 2625 км
Станко 16к20
Цена по запросу
Токарно-центровые станки
Сертифицированный продавец 900 02 Поделись этим предложениемДругие предложения для STANKO 16 K 20
Все предложения от ZOMA Werkzeugmaschinen
Детали
Металлообработка – Вертикальный обрабатывающий центр
Бывшее в употреблении промышленное оборудование Stanko – DMF 250 Linear с 2008 года, расположенное в Испании. Этот вертикальный револьверный токарный станок имеет диаметр стола 1120 мм
Наибольший диаметр поворота 1250 мм и общая потребляемая мощность 30 кВт.
____
* Обратите внимание, что это описание может быть переведено автоматически. Информация в этом объявлении является ориентировочной и может быть изменена без предварительного уведомления! GLOMACHT рекомендует проверить д…
Подробнее на сайте продавцаПоделись этим предложением
Дополнительные предложения для STANKO 1512
Все предложения от Glomacht BV
Поделись этим предложением
Все предложения Gamba Giovanni Srl
- CZ | 2448 км
Токарный станок STANKO 16K20
Цена по запросу
Токарно-центровые станки
Сертифицированный продавецДетали
Тип:16К20
Производитель:СТАНКО
Год изготовления:1979
Характеристика:
Максимальная длина обточка: 570 мм
Диаметр обточки над станиной (макс. ): 400 мм
Диаметр поворота над поперечными суппортами (макс.): 220 мм
Отверстие шпинделя: 52 мм
Минимальная скорость вращения шпинделя: 9 1/мин
Максимальная скорость вращения шпинделя: 1600 1/мин
Длина: 2210 мм
Ширина: 1020 мм
Высота: 1350 мм
Вес: 2800 кг
Оснащение:
Аксессуары
…
Подробнее на сайте продавцаПоделись предложением
НКО 16 К 20
Все предложения Exapro
- DE | 3000 км
СТАНКО 1525 / 2008
Цена по запросу
Вертикальные токарно-револьверные станки
Сертифицированный продавец 9 0003Поделись этим предложением
Другие предложения для STANKO 1525
Все предложения от Markus Hirsch GmbH
- NL | 3128 км
СТАНКО – 1М63Н
Цена по запросу
Токарные станки
Сертифицированный продавецПоделись предложением
900 07 Все предложения от H.
Friebel Machines - BE | 3212 км
Станко Ø 2500 мм
Цена по запросу
Токарные станки
Сертифицированный продавец 90 002 ДеталиТип: Stanko 1525
Максимальная высота заготовки: 1600 мм
Вертикальный суппорт
Максимальный ход по горизонтали: 1390 мм
Максимальный ход по вертикали: 1200 мм
Ригель
Максимальный ход: 1240 ммПоделись этим предложением 0062
- БЭ | 3212 км
Станко Ø 1600 мм
Цена по запросу
Токарные станки
Сертифицированный продавец 90 002 ДеталиТип: Stanko 1516
Максимальная высота заготовки: 1000 мм
Вертикальный штангенциркуль
макс. перемещение по горизонтали: 950 мм
макс. перемещение по вертикали: 700 мм
Горизонтальный штангенциркуль
макс. перемещение по горизонтали: 630 мм
макс. перемещение по вертикали: 1000 мм
Ригель
макс. перемещение: 660 ммПоделитесь этим предложением
Все предложения от APT International
Подробнее
Тип/модель: Ø 500 x 1000 мм
Поделиться этим предложением
Все предложения от APT International 9 0003
- БЭ | 3212 км
Станко Ø 1250 мм
Цена по запросу
Токарные станки
Сертифицированный продавец 90 002 ДеталиТип: Stanko 1512
Максимальная высота заготовки: 1000 мм
Вертикальный штангенциркуль
Максимальный горизонтальный ход: 775 мм
максимальный вертикальный ход: 700 мм
Горизонтальный суппорт
максимальный горизонтальный ход: 630 мм
максимальный вертикальный ход: 1000 мм
Ригель
максимальный ход: 660 ммПоделись этим предложением
Все предложения от APT International
Детали
Расстояние между центрами
850 мм
Поворот над кроватью
360 мм
Поворот над поперечными салазками
190 мм
Диаметр отверстия главного шпинделя
46 мм
Мощность главного шпинделя
7,5 л. с.
Расстояние между центрами
850 мм
Поворот над станиной
360 мм
Поворот над поперечными салазками
190 мм
Диаметр отверстия основного шпинделя
46 мм
Мощность главного шпинделя
7,5 л.с.Поделись предложением
3
Все предложения Exapro
Детали
Тип: 16B16P
Поделись этим предложением
Все предложения от APT International
Поделиться этим предложением
Все предложения от APT International
Подробнее
Тип: 1516
Реконструирован и модернизирован в 2009 г.
Диаметр листа: 1400 мм
Макс. обрабатываемый диаметр: 1600 мм
Допустимая высота под поперечиной: 1000 мм
Ход: X = 1150 мм
Z = 540 мм
Y = 700 мм
Револьверная головка 5 инструментов VDI включает важный набор держателей инструментов
Множество бит
ЧПУ HEIDENHAIN 4110 MANUAL PLUS скорость вращения шпинделя X / Z
Полная документация
Тип: 1516
. ..
Подробнее на сайте продавцаПоделись этим предложением 03
Детали
Тип: Станко 1516
Макс. высота заготовки: 1000 мм
Вертикальный штангенциркуль
Максимальное горизонтальное перемещение: 950 мм
Максимальное вертикальное перемещение: 700 мм
Горизонтальный штангенциркуль
Максимальное горизонтальное перемещение: 630 мм
Максимальное вертикальное перемещение: 1000 мм
Ригель
макс. ход: 660 мм
Тип: Stanko 1516
Макс. высота заготовки: 1000 мм
Вертикальный суппорт
макс. горизонтальный ход: 950 мм
макс. вертикальный ход: 700…
Подробнее на сайте продавца9 0007 Поделитесь этим предложением
Все предложения от Exapro
Детали
Макс. высота заготовки: 1000 мм
Вертикальный штангенциркуль
макс. горизонтальный ход: 775 мм
макс. вертикальный ход: 700 мм
Горизонтальный штангенциркуль
макс. горизонтальный ход: 630 мм
макс. вертикальный ход: 1000 мм
Ригель
макс. ход: 660 мм
Макс. высота заготовки: 1000 мм 0036 макс. вертикальный ход: 700 мм
Горизонтальный суппорт
макс…
Подробнее на сайте продавцаПоделись этим предложением
Все предложения от Exapro
Детали
Диаметр патрона
2250 мм
Макс. диаметр поворота — проход
2500 мм
Мощность на шпинделе
40 кВт
Макс. высота заготовки по оси Z
1600 мм
Количество скоростей
1 >
80 об/мин
Вертикальная калибровка iper
максимальное горизонтальное перемещение: 1390 мм
макс. вертикальный ход: 1200 мм
Ригель
макс. ход: 1240 мм
Диаметр патрона.
2250 мм
Макс. диаметр поворота — проход
2500 мм
Мощность на шпинделе
40 кВт
Макс…
Подробнее на сайте продавцаПоделись предложением
Все предложения от Exapro
90 014 ЕС | 3759 кмПодробнее
900 02 Вертикально-цилиндрический токарный станок 4000×700 мм. с управлением PLC
Диаметр листа 1400 мм
Обрабатываемая высота 700 мм
Максимальный вес детали 8000 кг
Скорость вращения стола 250 об/мин
Двигатель 55 кВт
Напряжение 400 вольт 50 Гц.
С аксессуарами.
Вертикально-цилиндрический токарный станок 4000×700 мм. с управлением ПЛК
Диаметр листа 1400 мм
Обрабатываемая высота 700 мм
максимальный вес детали 8…
Подробнее на сайте продавцаПоделись предложением
Все предложения от Exapro
900 62Поделиться это предложение
Все предложения от Surplex

 ..
..  Просто подпишитесь здесь:
Просто подпишитесь здесь: ): 400 мм
): 400 мм  Friebel Machines
Friebel Machines перемещение: 660 мм
перемещение: 660 мм с.
с. 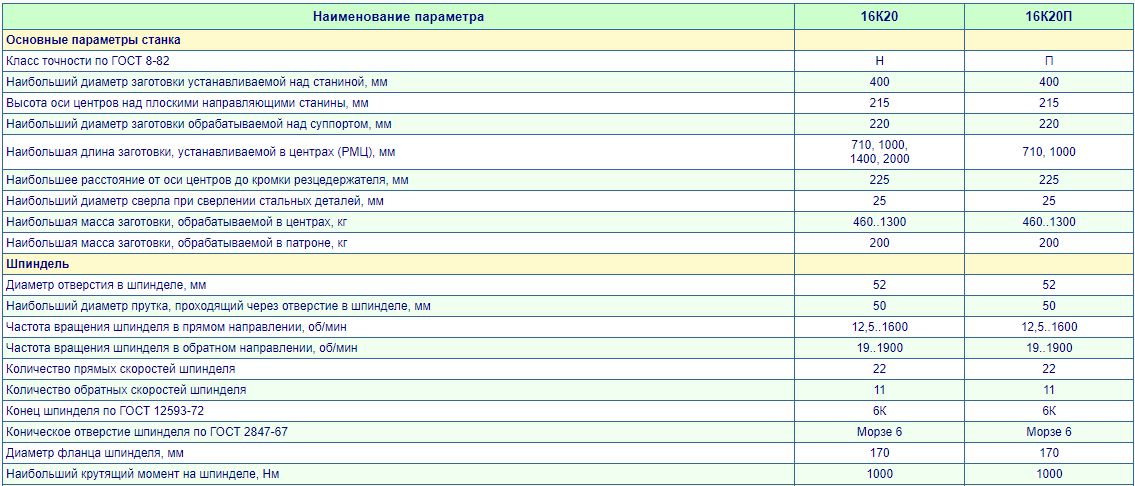 ..
..  вертикальный ход: 1000 мм
вертикальный ход: 1000 мм STANKO
Цена по запросу
Вертикальные револьверные станки
Сертифицированный продавецПодробнее s
Вертикальный токарный станок STANKO 1525 был произведен в 19 году. 72 в России. Станок имеет максимальный диаметр обработки 2500 мм.
72 в России. Станок имеет максимальный диаметр обработки 2500 мм.
Поделись этим предложением
Дополнительные предложения для STANKO 1525
Все предложения от GINDUMAC GmbH
TYDEX Facility
Производственные помещения Tydex занимают 1500 квадратных метров и состоят из следующих отделов: производство оптических компонентов, оптическое покрытие, производство устройств и исследования и разработки.
Исследования и разработки сосредоточены в двух ключевых областях: производство и исследование оптических компонентов, разработка и производство терагерцовых приборов, устройств и компонентов.
Оптическое производство является основным отделом, подразделяющимся на несколько участков.
Металлообрабатывающий участок состоит из двух участков. Первый отвечает за изготовление специальной оснастки для производства оптических компонентов (рис. 1, 2). Второй изготавливает различные детали и узлы приборостроения из различных металлов (титан, нержавеющая и инструментальная сталь, латунь, дюралюминий, неметаллические материалы). В парк оборудования входят токарные и фрезерные станки производства JET, ИЖ350 и 16К20 российского производства, обеспечивающие возможности резки металла (до 200 мм), токарной обработки (до 350 мм), сферической токарной обработки (до 250 мм), фрезерной обработки. (до 250 мм) и бурение. Профиль соответствует следующим требованиям точности: допуск на линейные размеры ±10 мкм, допуск на угловые размеры ±20′, шероховатость поверхности Ra 0,8.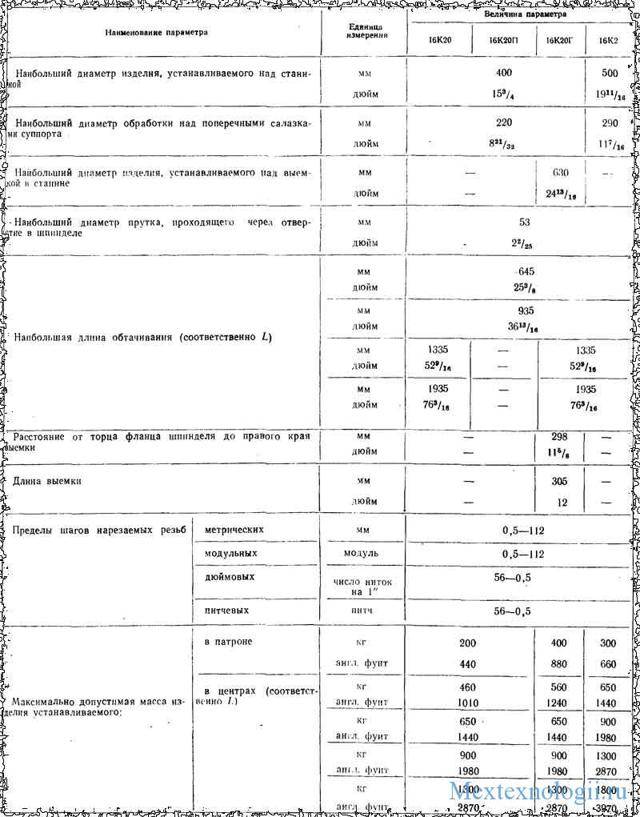
Рис.1
Рис.2
Участок подготовки оптических заготовок выполняет резку (рис. 3, 4) шлифовку (рис. 5), округление и галтовку оптических материалов, решая большинство задач подготовки к последующее изготовление призм, линз, клиньев, зеркал размером от 2 до 220 мм, а также шаровидных линз с минимальным диаметром менее 1,5 мм. Кристаллические материалы режут на кольцевой отрезной машине Алмаз-6М, а стекло – на периферийно-ножевых. Заготовки шлифуют плоскошлифовальными машинами с использованием либо рыхлого абразива (карбида кремния или карбида бора), либо алмазного инструмента. Сферическое шлифование производят на шлифовальных станках АШС-35 и АШС-70. Закругление производится круглошлифовальными машинами: бесцентровой БШС10 и центровой 3А-110. Степень точности округления до 20 мкм. Сферические заготовки изготавливаются на собственном оборудовании.
Рис. 3
Рис. 002
002
Рис. 5
Полировальная секция оснащена различными полировальными и отделочными станки и инструменты, способные обрабатывать сферические детали до 200 мм и плоские детали до 250 мм (рис. 6-9). Обработка оптических компонентов может быть достигнута со следующей точностью длины волны при 633 нм: внеплоскостная погрешность L/10, локальная погрешность L/20 для плоских поверхностей и L/5 для сферических поверхностей, качество поверхности 10/5scr/dig MIL (класс 2 по ГОСТ 11141-84). Подробное описание наших возможностей по материалам, формам, точности и качеству поверхности смотрите в нашем каталоге продукции. Детали размером более 250 мм изготавливаются в сотрудничестве с нашими субподрядчиками. Разработаны процессы химико-механической обработки различных кристаллических материалов (Ge, Si, ZnSe, ZnS, CaF 2 , BaF 2 и др.) и серийное производство шаровидных линз из этих материалов являются нашими ключевыми конкурентными преимуществами, как по качеству изготовления, так и по срокам изготовления.
Рис. 6
Рис. 27 Рис. 8
Рис. 9
Секция контроля качества оптики оборудована с помощью различных инструментов, необходимых для проверки соответствия всех характеристик изготовленных компонентов с соответствующей точностью (рис. 10-13).
Рис. 10
Рис. 003 Рис. 13
Например, угловые размеры оптических деталей можно проверить в пределах 3 -5 угловых секунд спецификации (по Г5М), линейные размеры до 0,2 мкм (по ИЗВ-5), качество поверхности до 1/10 длины волны при 633 нм (по интерферометру). Интерферометрические измерения плоских поверхностей до 200 мм производятся двумя модифицированными интерферометрами ИТ-200 (рис. 15-17), а также ИТ-70 и нашим фирменным ИФЛ-200 (рис. 13). Все приборы проходят метрологическую аттестацию в РосТест и имеют необходимые сертификаты. Сферические поверхности проверяются на месте с использованием 2500 плоскостей. Окончательный контроль проводят интерферометром FTI-100 (ЗАО «Дифракция») с использованием стандартных объективов фирмы MPF (Германия).
Окончательный контроль проводят интерферометром FTI-100 (ЗАО «Дифракция») с использованием стандартных объективов фирмы MPF (Германия).
Также в состав производства входит участок изготовления оптических деталей из кристаллов соли. Линзы, призмы, клинья и окна могут изготавливаться из KBr, NaCl и KCl со следующими техническими характеристиками:
– точность отделки – 2L@633,
– качество поверхности 5 класс по ГОСТ 11141-84,
– допуск на габаритные и линейные размеры ± 0,1 мм,
– допуск на угловой размер 5′.
Рис. 14
Рис. 15
Рис. 16
Рис. комплектуется вакуумными установками ВУ-1АИ и ВУ-2МИ белорусского производства (рис. 18-21) , BAK-750 (Швейцария) и UVP-3 (собственная), которые можно использовать для нанесения диэлектрических и металлических покрытий в диапазоне длин волн от 190 нм до 3000 мкм. В установках используется очистка поверхности ионным распылением и осаждение с помощью ионного луча. Спектральные параметры покрытий проверены на спектрофотометре Photon RT (EssentOptics (Беларусь)) в диапазоне длин волн 0,19.-1,1 мкм (рис. 22) и фурье-спектрометр Vertex 70 (Bruker) в диапазоне 0,9-700 мкм (рис. 23). Измерения выполняются в геометрии пропускания и отражения, включая, помимо прочего, поляризованный свет. Эти же приборы используются для входного спектрального контроля оптических материалов и готовых изделий без покрытия. Отдел также проводит экологические испытания покрытий, испытания на стойкость к истиранию, адгезию и т. д. (рис. 24).
Спектральные параметры покрытий проверены на спектрофотометре Photon RT (EssentOptics (Беларусь)) в диапазоне длин волн 0,19.-1,1 мкм (рис. 22) и фурье-спектрометр Vertex 70 (Bruker) в диапазоне 0,9-700 мкм (рис. 23). Измерения выполняются в геометрии пропускания и отражения, включая, помимо прочего, поляризованный свет. Эти же приборы используются для входного спектрального контроля оптических материалов и готовых изделий без покрытия. Отдел также проводит экологические испытания покрытий, испытания на стойкость к истиранию, адгезию и т. д. (рис. 24).
Рис. 18
Рис. 036 Рис. Второе ключевое направление нашей компании включает отделы исследований и разработок и устройств.
Отдел исследований и разработок разрабатывает новые компоненты, блоки и приборы для приложений терагерцовой фотоники. Он оснащен различными исследовательскими приборами, такими как специализированный терагерцовый ТДС-спектрометр К-15 фирмы Menlo Systems (Германия) (рис. 25), ИК-спектрометр Bruker Vertex 70 (Германия) (рис. 23), фемтосекундный ИК-импульсный лазер фирмы Avesta (рис. 23). Россия) и спектрофотометр Photon RT производства EssentOptics (Беларусь) (рис. 22). Указанные приборы обеспечивают возможность проведения спектроскопических исследований в широком диапазоне длин волн (19от 0 нм до 3000 мкм) в поляризованном и неполяризованном свете, под разными углами и геометрией (пропускание, отражение). При разработке прототипов сектор использует почти производственные возможности TYDEX. Для получения более подробной информации обратитесь в отдел исследований и разработок.
25), ИК-спектрометр Bruker Vertex 70 (Германия) (рис. 23), фемтосекундный ИК-импульсный лазер фирмы Avesta (рис. 23). Россия) и спектрофотометр Photon RT производства EssentOptics (Беларусь) (рис. 22). Указанные приборы обеспечивают возможность проведения спектроскопических исследований в широком диапазоне длин волн (19от 0 нм до 3000 мкм) в поляризованном и неполяризованном свете, под разными углами и геометрией (пропускание, отражение). При разработке прототипов сектор использует почти производственные возможности TYDEX. Для получения более подробной информации обратитесь в отдел исследований и разработок.
Рис. клетки), электрооптические детекторы терагерцовых импульсов, сканирующие терагерцовые интерферометры Фабри-Перо, предназначенные для измерения длины волны и интенсивности узкополосного терагерцового излучения, терагерцовые аттенюаторы и другие приборы и устройства, работающие в терагерцовом диапазоне длин волн. Более подробный обзор наших ТГц продуктов см.