Основные характеристики сварочных аппаратов
Для многих, кто выбирает сварочный аппарат, его параметры ничего не могут пояснить. Ниже мы попробуем объяснить что значит каждый из параметров и как их понимать.
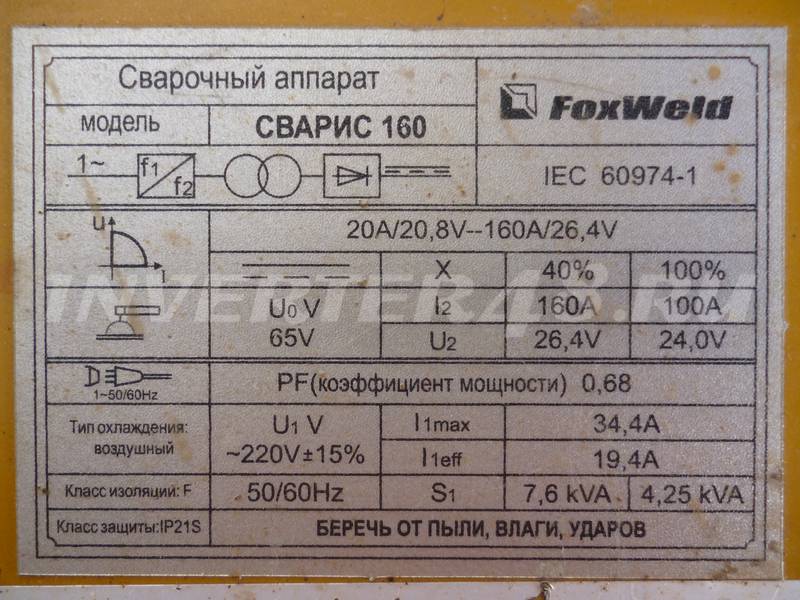
Напряжение питающей сети: напряжение сети, необходимое для работы сварочного аппарата. Бытовые используют однофазные сети с напряжением 220 В, професиональные – трехфазные с напряжением 380 В.
Частота питающей сети: требования по частоте к сети электропитания.
Потребляемая мощность: мощность, которая потребляется сварочным аппаратом, в Ваттах.
Напряжение холостого хода: минимальная сила тока на зажимах сварки без присутствия дуги. Чем выше этот показатель – тем проще поджечь электрическую дугу. На всех электродах всегда указывается тип тока (переменный или постоянный) и минимально требуемый для поджига уровень напряжения холостого хода.
Диаметр сварочного электрода: минимальный и максимальный диаметр сварочного электрода который допускается использовать на данном аппарате при сварке.
ПН (полезная нагрузка), ПВ (период включения), Рабочий цикл: зачастую указывается двумя цифрами – процент и сила тока (а). В процентном соотношении показывает, сколько времени за 10 минутный интервал он может работать и сколько аппарату необходимо охладиться после работы. Например: “70% 160А “- при силе тока 160А он может работать 7 минут (70%) и 3 минуты необходимо для охлаждения.
Коэффициент полезного действия (КПД): отношение полезной мощности сварочного аппарата к потребляемой.
Класс изоляции: предел стойкости изоляционных материалов по нагреву: F – до 155 градусов Цельсия, H – 180 градусов, C – свыше 180 градусов.
Степень защиты IP: степень защищенности аппарата от пыли и влаги. Определить ее у сварочного аппарата можно на глаз: Если все вентиляционные щели полностью открыты – IP21, прикрыты сверху закрывающими козырьками – IP22, почти полностью закрыты – IP23. Более высокие показатели степени защиты затруднены в техническом исполнении и не имеют смысла.
Более высокие показатели степени защиты затруднены в техническом исполнении и не имеют смысла.
Пределы регулирования тока: минимальный и максимальный предел силы тока. Настраивается исходя из толщины металла и толщины электрода.
Номинальное напряжение: Минимальное напряжение присутствующее в дуге. Данный показатель в среднем в 2-2,5 раза меньше напряжения холостого хода. Низкие показатели данного параметра полезны при сварке тонких металлических деталей.
Типы сварки:
- MMA (Manual Metal Arc) – ручная дуговая сварка осуществляющаяся исключительно одним электродом.
- TIG (Tungsten Inert Gas) – ручная дуговая сварка неплавящимся электродом в среде инертного газа.
- MIG/MAG (Metal Inert/Active Gas) — дуговая сварка плавящимся металлическим электродом в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки.
Если у вас еще остались вопросы, вы можете задать их нашим консультантам по телефонам +7 (8452) 46-16-26, +7 (927) 051-23-08.
Технические характеристики – инверторный сварочный аппарат Ресанта САИ-190К (MMA)
MMA аппараты ручной дуговой сварки
Характеристики инверторный сварочный аппарат Ресанта САИ-190К (MMA)
Арт. X131102296
- -997 ₽
Арт. X131102296
Характеристики
Производитель | |
Мин. температура эксплуатации, °С | -10 |
Степень защиты | IP 21 |
Сварочный провод | DX25 |
Длина силовых кабелей, м | 1.8 |
Класс товара | бытовой |
Форсаж дуги | Да |
Антизалипание | Да |
Все характеристики
- -997 ₽
С этим товаром смотрят
899 ₽
1 080 ₽
Маска сварщика Start Black Mask 51ST301, смотровое окно 90х35 мм
-181 ₽
Смазка для буров Gazpromneft, 100 г.
691 ₽
820 ₽
Сварочная маска Ресанта МС-6 65/60, смотровое окно 90х35 мм
-129 ₽
Спилковые краги РосМарка, пятипалые, без подкладки (пара)
Отрезной круг (125×1,2×22 мм)
Краги спилковые с подкладкой красные РосМрака 004 КЕ1470 (пара)
Отрезной круг (125x1x22 мм)
1 150 ₽
Сварочные электроды Esab ОК 46.00 3.0мм (2.5кг)
3 089 ₽
3 490 ₽
Угловая шлифмашина Stanley STGS9125D + 5 отрезных кругов
-401 ₽
Нет в наличии
Угловая шлифмашина DeWalt DWE4151D4 + Набор дисков
Смотреть
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Нет в наличии
Многофункциональная автомобильная смазка WD-40 200мл
Смотреть
Описание Характеристики и комплектация Документы Рейтинги и отзывы Где купить Статьи и обзоры
Производитель
Мин.
 температура эксплуатации, °С
температура эксплуатации, °С-10 Степень защиты
IP 21 Сварочный провод
DX25 Длина силовых кабелей, м
1.8 Класс товара
бытовой Форсаж дуги
Да Антизалипание
Защита от перегрева
Да Макс. температура эксплуатации, °С
40 КПД, %
80 Класс изоляции
H Производительность, %
80 Коэффициент мощности
0.7 Тип охлаждения
принудительное Вес, кг
4. 3Частота, Гц
50 Допустимое отклонение напряжения, %
10 Напряжение сети, В
220 Мин. диаметр электрода MMA, мм
1.6 Макс. диаметр электрода MMA, мм
5 Режим работы ПН % на макс. токе
70 Особенности
наличие сетевой вилки Макс. рабочее напряжение ММА, В
27.6 Мин. рабочее напряжение ММА, В
20.4 Напряжение холостого хода MMA, В
80 инвертор Тип сварки
MMA (дуговая, электродом) Макс. сварочный ток MMA, А
190 Мин.
сварочный ток MMA, А10 Страна производства
Китай Родина бренда
Латвия Нашли неточность в описании?
В комплекте
Инвертор
1 шт. Кабель с электрододержателем
1 шт. Кабель с клеммой заземления
1 шт. Инструкция
1 шт. Упаковка
1 шт.
 температура эксплуатации, °С
температура эксплуатации, °С 3
3 сварочный ток MMA, А
сварочный ток MMA, А5 параметров сварки (аббревиатура CLAMS)
Создание наплавленного валика нужного размера, формы и глубины зависит от многих факторов.
Студенты, изучающие электродуговую сварку, запоминают большинство из них, повторяя аббревиатуру CLAMS, поскольку каждая буква обозначает параметр сварки.
5 параметров сварки
Вот список 5 параметров сварки:
- C текущий
- L Длина дуги
- А угол
- M манипуляция
- S пед
Ток
Сила тока, как правило, определяет размер и проплавление наплавленного валика, когда вы перемещаете горелку с нужной скоростью.
Сварщики обращаются к таблицам от производителей сварочных аппаратов и электродов или к спецификациям процедур сварки (WPS) для своих текущих настроек или пробуют сварку на образцах листов одинаковой толщины, чтобы увидеть, что работает лучше всего.
Длина дуги
То, насколько близко сварщик держит дугу проволоки или сварочного электрода к рабочим пластинам, может влиять на количество тока и тепла, поступающих в соединение.
При приближении к рабочим пластинам ток и тепло в сварном шве остаются высокими. Если держать дальше, электрод выделяет меньше тепла и больше брызг.
Как правило, при сварке электродом длина дуги должна соответствовать диаметру металла электрода.
Другими словами, если вы используете 1/8-дюймовый стержень, держите его на расстоянии 1/8 дюйма от поверхности сустава. Вы можете увеличить длину дуги, чтобы уменьшить нагрев сварочной ванны или ограничить отложение металла сварного шва.
При работе с подачей проволоки (например, при сварке MIG или порошковой проволокой) проволочный электрод держится на большем расстоянии от соединения, чем при сварке электродом.
Это потому, что дуга более концентрированная и, следовательно, способна прожигать металл.
По этой причине учащиеся также изучают разницу между вылетом электрода (длина провода от контактного наконечника) и расстоянием от контакта до рабочего места.
Изменения в ESO или CTWD влияют на ток, поступающий в соединение, независимо от настройки скорости проволоки на машине.
Угол
При сварке необходимо помнить о двух углах горелки:
- Рабочий угол
- Угол перемещения
Рабочий угол
Рабочий угол, представляющий собой отношение между соединением и горелкой (или стержнем).
В идеале вы должны держать горелку перпендикулярно или под углом 90 градусов к стыку. Большим исключением из правил являются Т-образные соединения, где рабочий угол варьируется от 30 до 50 градусов.
Угол хода
Угол перемещения — это отношение между резаком и линией перемещения. Чтобы увидеть стык и ванну, сварщик может наклонить стержень до 10 градусов по направлению движения или иногда против направления движения.
Как вы можете видеть на первой диаграмме, угол резака по отношению к заготовке (слева) составляет 90 градусов, что позволяет максимальному нагреву и току сфокусироваться на стыковом соединении с открытой канавкой. (Думайте об этом как о виде спереди на рабочие пластины.)
На диаграмме справа угол перемещения показывает наклон вдоль соединения на 5-10 градусов. Это дает сварщику лучший обзор того, что происходит в ванне.
Когда вы перетаскиваете горелку или электрод, наклон направляется в сторону лужи, что способствует проникновению и получению толстого валика. Когда вы толкаете, наклон происходит в сторону от лужи, что ограничивает проникновение тепла в основной металл.
Манипуляции
Это относится к движению руки сварщика, направляющей электрод вдоль соединения.
Достижение врезки в пальцах имеет первостепенное значение, но также важно контролировать проникновение и нагрев.
Как описано в статье о типах бусин, переплетение, взмахивание, перетаскивание или толкание являются примерами манипуляций.
Скорость
Если двигаться слишком быстро, размер сварного шва будет маленьким, и провар будет недостаточным.
Двигайтесь слишком медленно, и в итоге вы получите толстый сварной шов и, вероятно, слишком много тепла попадет на ваши рабочие пластины.
На следующей диаграмме показано, как некоторые переменные CLAMS влияют на сварной шов:
В последних двух примерах «WFS» означает скорость подачи проволоки, с помощью которой аппараты для сварки MIG и порошковой проволокой регулируют ток.
Обратите внимание, что при слишком высоком напряжении буртик становится широким и плоским. Кроме того, при слишком низком уровне напряжения сварной шов располагается поверх основного металла, а не проникает в него. Таким образом, напряжение определяет общий профиль или геометрию сварного шва.
При сварке электродом сварщик напрямую устанавливает напряжение, но не ток, поэтому аппараты называются постоянным током (CC).
При сварке MIG/флюсовой проволокой аппараты обеспечивают постоянное напряжение (CV), поэтому сварщик обычно только устанавливает ток.
Некоторые машины с палочками также имеют настройку, известную как Dig. Этот параметр позволяет увеличить ток сверх установленной выходной силы, если дуга начинает гаснуть.
Хотя на приведенных выше фотографиях этого не видно, слишком длинная дуга может вызвать пористость (пузырьки воздуха) внутри сварного шва, брызги на основной металл и подрезы на концах шва. Дополнительную информацию по этому вопросу см. в статье «Дефекты сварки».
Другие переменные, которые необходимо учитывать
Помимо CLAMS, при планировании операции сварки следует учитывать еще несколько переменных:
Проектирование и сборка соединений
Способ подготовки рабочих плит (или стационарной конструкции) к сварке может повлиять на результат операции больше, чем что-либо другое.
Соединения, скошенные кромки, шлифованные приповерхностные поверхности и поверхности должны быть гладко и однородно совмещены перед началом сварки. Не должно быть никаких заусенцев, зазоров или ровности.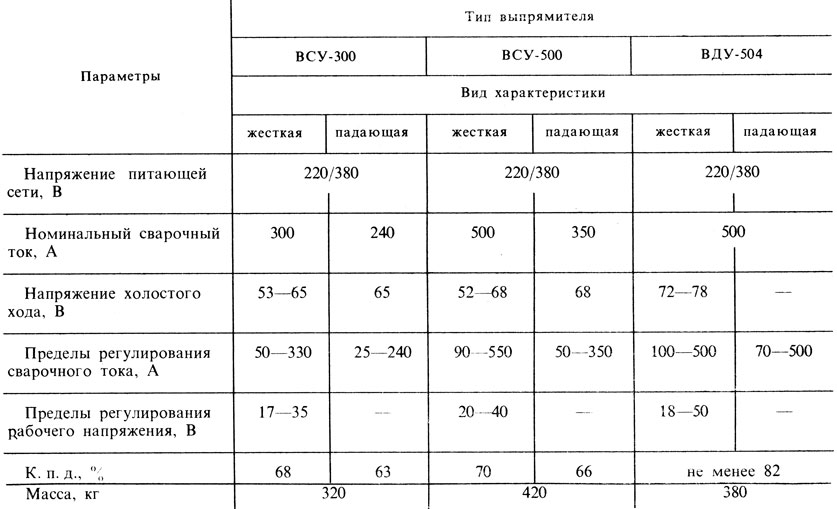
Будучи студентом, легко предположить, что как только металл нагреется, все ляжет естественным образом, и все маленькие шероховатости исчезнут, как по волшебству.
На самом деле, вы можете усугубить ситуацию, если не потратите время на правильную примерку.
Излишне говорить, что угол скошенных сторон должен соответствовать толщине металла и используемому процессу сварки. (При сварке MIG возможны более крутые углы, чем при сварке электродом.)
Вы также должны прихватить свои листы и использовать зажимы, если это необходимо, чтобы предотвратить смыкание соединения перед сваркой или другие деформации, вызванные теплом.
Заблаговременная очистка кромок сварных швов также важна. Хотя некоторые стержневые электроды предназначены для проникновения через ржавчину и прокатную окалину, эти примеси все же могут вызывать проблемы. И хотя с низкоуглеродистой сталью работать намного легче, чем с другими металлами, вам все же следует взять за привычку очищать или шлифовать участки, которые вы планируете сваривать.
Размер
Толщина основного металла должна учитываться при принятии решения о том, какой диаметр электрода, стержня, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения, скорости проволоки и/или тока.
Существует множество других факторов размера, которые следует учитывать, но обычно на первом месте стоит толщина металла.
Рассеивание тепла
Различные металлы по-разному рассеивают тепло. Масса ваших заготовок также оказывает влияние: более мелкие заготовки нагреваются намного быстрее, чем большие и тяжелые.
Низкоуглеродистая сталь может быть очень щадящей при перегреве, но другие металлы могут потерять прочность на растяжение или другие качества, если вы не контролируете тепло, входящее и выходящее из пластин или трубы.
По мере того, как вы будете больше узнавать о химических и механических свойствах различных металлов и сплавов, вы, возможно, решите включить предварительную или последующую термообработку ваших деталей в сварочную операцию.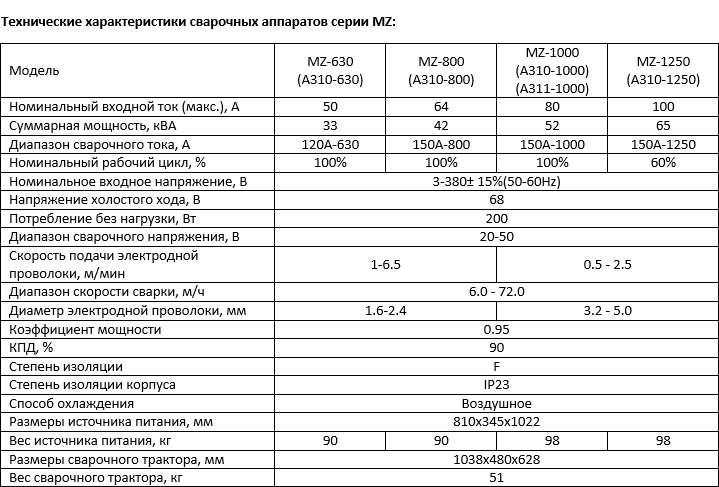
Закалка пластин после сварки (для их охлаждения) — это практика, которая обычно не одобряется после первого семестра школы сварщиков. Это связано с тем, что закалка оказывает своего рода травмирующее воздействие на металл и может сделать его хрупким.
Класс металлургии знакомит сварщиков со многими формами термической обработки и их преимуществами, такими как закалка, отпуск и отжиг.
Характеристики и принципы работы аппарата для лазерной сварки
Перейти к основному содержанию
Характеристики и принципы работы аппарата для лазерной сварки
Лазерная сварка является одним из важных аспектов применения технологии лазерной обработки. Лазерное излучение нагревает поверхность заготовки, а поверхностное тепло диффундирует внутрь за счет теплопроводности. Управляя параметрами ширины лазерного импульса, энергии, плотности мощности и частоты повторения, заготовка расплавляется, образуя определенную расплавленную ванну. Благодаря своим уникальным преимуществам он успешно используется при сварке микро- и мелких деталей. Появление мощных CO2-лазеров и мощных YAG-лазеров открыло новые области лазерной сварки. Получена сварка с глубоким проплавлением, основанная на эффекте малого отверстия, которая все чаще используется в таких промышленных секторах, как машиностроение, автомобили и сталь.
Благодаря своим уникальным преимуществам он успешно используется при сварке микро- и мелких деталей. Появление мощных CO2-лазеров и мощных YAG-лазеров открыло новые области лазерной сварки. Получена сварка с глубоким проплавлением, основанная на эффекте малого отверстия, которая все чаще используется в таких промышленных секторах, как машиностроение, автомобили и сталь.
Характеристики лазерной сварки
Лазерная сварка позволяет сваривать труднодоступные детали и выполнять бесконтактную сварку на большие расстояния, обладающую большой гибкостью. Лазерная технология YAG использует технологию передачи по оптическому волокну, что делает технологию лазерной сварки более широко используемой. Лазерный луч легко реализует разделение луча во времени и пространстве и может обрабатывать несколько лучей одновременно, что обеспечивает условия для более точной сварки. Например, его можно использовать для герметизации таких устройств, как автомобильные пластины кузова, автомобильные детали, литиевые аккумуляторы, кардиостимуляторы, герметичные реле и различные устройства, не допускающие загрязнения и деформации при сварке.
Принцип лазерной сварки
Технология лазерной сварки обеспечивает очистку расплавленной ванны, может очищать металл сварного шва и подходит для сварки между одинаковыми и различными металлическими материалами. Лазерная сварка имеет высокий уровень энергии, что особенно полезно для сварки металлов с высокой температурой плавления, высокой отражательной способностью, высокой теплопроводностью и физическими свойствами, которые сильно различаются.
Преимущества лазерной сварки
Основными преимуществами лазерной сварки являются высокая скорость, большое проплавление и небольшая деформация. Можно сваривать при комнатной температуре или в особых условиях. Лазерный луч проходит через электромагнитное поле и не смещается; лазером можно сваривать в воздухе и определенной газовой среде, а можно сваривать стекло или материалы, прозрачные для луча. После того, как лазер сфокусирован, плотность мощности высока, а соотношение сторон во время сварки может достигать 5: 1, до 10: 1.
Ручной лазерный сварочный аппарат
385 подписчиков
+ Подписаться
Почему солнечная энергетика предпочитает литий-ионные батареи, а не свинцово-кислотные?
3 февраля 2023 г.
Что такое литиевая батарея 26650, параметры и преимущества и недостатки литиевой батареи 26650
1 февраля 2023 г.
Как насчет цилиндрических литий-железо-фосфатных аккумуляторов? Объяснены преимущества и недостатки цилиндрических литий-железо-фосфатных аккумуляторов.
30 января 2023 г.
Сколько существует способов сварки литиевых аккумуляторов?
14 января 2023 г.
Анализ лазерной сварки при производстве литиевых аккумуляторов
12 января 2023 г.
Применение лазерной сварки в области литиевых аккумуляторов
11 января 2023 г.
Основные трудности при сварке силовых литиевых аккумуляторов заключаются в следующем.
9 января 2023 г.
Требования к процессу лазерной сварки полюсов литиевой батареи
6 января 2023 г.