Токарный станок 16К20: технические характеристики и аналоги
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.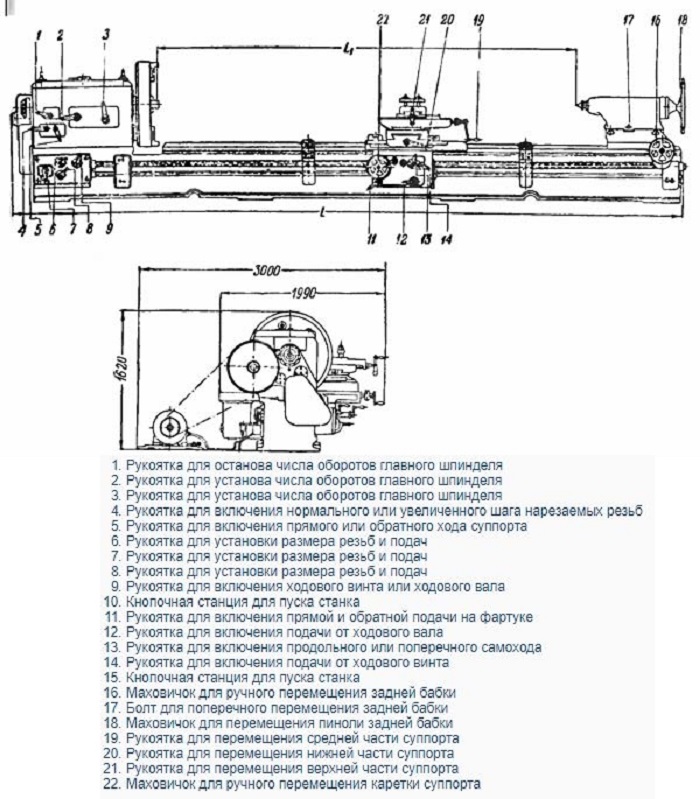
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.

- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.

Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
Число ступеней вращения шпинделя, шт. |
23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 – 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 – 2 420 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0.7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Аналоги станка
Токарно-винторезный станок 16К20 пришел на смену модели 1К62, превосходя его по всем качественным показателям. После снятия его с производства отечественные и зарубежные производители выпустили многочисленные аналоги станка 16К20 с различными дополнениями. Это МК6056, МК6057 и МК6058 (Красный пролетарий, Москва), 16ВТ20 и 16ВТ20П (Вистан, Витебск), 16Б16, 16Б16П, 16Б16В и 16Б16А (СВЗС, г. Самара) и многие другие модели. Благодаря многим аналогам и высокой унификации деталей нет недостатка в запасных частях и оснастке для обеспечения бесперебойной работы станка 16К20.
Токарный станок 165: технические характеристики, схемы, паспорт
Универсальные токарные станки из серии 165 относились к самому распространённому оборудованию на советских заводах и других промышленных предприятиях.
Главными рекомендациями стала высокая степень надёжности и неприхотливости. Установка не требует повышенного внимания, что подтвердил экспорт токарного станка 165 за рубеж.
Технические характеристики
Оборудование обладает следующими характеристиками технического плана:
- Общая масса до 12 800 килограмм.
- Габаритные размеры: 6140 на 2200 на 1770 миллиметров.
- В центрах максимальный размер для обрабатываемых деталей – 8000 килограмм.
- 22 кВт-ный электрический двигатель.
- Перемещение суппорта с ускорением в поперечном направлении составляет 1 метр в минуту.
- В случае с перемещением вдоль показатель равен 3 метрам.

Габариты станка
- Пределы частот для шпинделя – 5-500 оборотов в минуту.
- Всего имеется 24 ступени частот вращения шпинделя.
- Диаметр, равный 128 мм – у отверстия в форме цилиндра внутри шпинделя.
- По DIN размер конца шпинделя передней бабки равен 2-15.
- Расстояние от одного центра до другого – 3 тысяч до 10 тысяч миллиметров.
- Диаметр обработки над суппортами – 650 мм.
- Наибольший диаметр обработки над станиной – 1000 мм.
Паспорт станка
Так называется документ, где описаны основные габариты инструмента. Помогает разобраться в том, где какая часть или деталь находится. Но некоторые сведения могут не соответствовать реальности. Например – информация относительно скоростей.
Назначение
Токарно винторезные станки созданы для обработки деталей, чья длина средняя, либо большая. Представители объектов с мелкосерийным и единичным производством оценили преимущества оборудования. Станок позволяет выполнять:
Станок позволяет выполнять:
- Внутреннее сечение.
- Наружное сечение.
- Точение корпусов.
- Растачивание.
- Сверление.
- Нарезание резьб.
Даже высокие скорости не должны доставлять хлопот при использовании оборудования.
Особенности конструкции
Любой станок включает в себя некоторые типовые компоненты. Они определяют, какой функциональностью обладает та или иная разновидность оборудования.
Станина
Станина выполняет роль несущего элемента. Остальные детали крепятся к этой части. Конструктивно данная часть выглядит как две стенки, которые соединяются друг с другом. Жёсткость в определённой степени ей придают поперечные элементы, организующие соединение. Станок снабжается отдельными частями, двигающимися по станине.
Для решения данного вопроса и предусмотрены специальные направляющие.
- Сечение в форме призмы есть у трёх из направляющих.
- Одна деталь – плоская.
Бабка передняя
Передняя бабка нужна для одновременного выполнения двух функций:
- Заготовка полностью поддерживается, пока идёт обработка.
- Чтобы деталь определённым образом вращалась.
Лицевая часть данного оборудования также вмещает рукоятки, отвечающие за управление скоростями. Благодаря этому шпиндель может вращаться с определённой частотой.
Рядом с рукояткой обычно располагают специальную схему. Её достаточно изучить один раз, чтобы понять, когда и какая деталь включается.
Бабка впереди вмещает в себя скоростную коробку, дополненную вращательным шпиндельным узлом. Внутри этой части конструкции можно использовать специальные подшипники для качения или скольжения. На конце шпинделя фиксируют патрон устройства, в процессе обязательно используется соединение с резьбами. Данный узел способствует тому, что деталь вращается определённым образом, пока идёт обработка.
Для перемещения каретки у станка применяются направляющие станины, у которых сечение призматическое. Эта деталь должна соблюдать некоторые свойства вроде точности, прямолинейности. Пренебрежение подобными условиями не позволит получить качественную работу в итоге.
Бабка задняя
В станках помещаются задние бабки, выпускаемые в разных вариантах. Она тоже необходима для решения нескольких задач:
- Фиксировать детали со значительной длиной.
- Закрепить различные инструменты вроде метчиков, свёрл, развёрток далее.
Бабка спереди фиксирует дополнительный центр, в передней части. Бывает вращающейся, либо неподвижной.
Если детали надо обрабатывать быстро – актуально решение с вращающимся задним центром. То же касается снятия стружки со значительным сечением. Такие обстоятельства приводят к следующему виду конструкции задних бабок:
- В отверстии пиноли помещаются два подшипника.
- Один из них – передний упорный, а второй – задний радиальный.
- Имеется втулка. У неё внутренняя часть растачивается под конус.

Упорный шарикоподшипник принимает часть осевых нагрузок, с которыми связан процесс обработки. Задний центр фиксируется при участии конусного отверстия у втулки. Можно использовать стопор для жёсткой фиксации втулки. Это актуально при необходимости закрепления других инструментов. Тогда инструмент и другие детали не будут двигаться, владелец забывает о проблемах.
В некоторых случаях задний центр бабок остаётся неподвижным – при закреплении пользуются специальными плитами, за движение которых отвечает направляющая часть. В такую бабку устанавливают пиноль, которой при перемещении требуется специальная гайка. Внутри пиноли – отверстие, с формой конуса. Здесь место расположения и двух других компонентов:
- Центр станка.
- Хвостовик от осевого инструмента.
Энергия переходит к пиноли и гайке, когда начинает движение специальный вид маховика, соединённый с винтом. Поперечное движение пиноли тоже допустимо, что позволяет обрабатывать детали, с корпусом пологого типа.
Поперечное движение пиноли тоже допустимо, что позволяет обрабатывать детали, с корпусом пологого типа.
Суппорт и каретка
Суппорт делает так, что резцедержатели двигаются в любой плоскости – наклонной, поперечной или продольной. Токарные станки позволяют сообщать движение механически, либо ручным образом. Изучение чертежей суппортов даёт понять, как проходит перемещение инструмента вместе с заготовкой:
- Направление продольного типа предполагает использование таких же салазок. Ещё эта часть станка носит название каретки.
- Соответственно, поперечное движение осуществляется на основе поперечных салазок. Поворотная составляющая у конструкции монтируется с этой целью. Установка не доставит проблем при соблюдении указанных условий.
Резцедержатель должен располагаться над суппортом. Части разрабатываются для одного места, либо сразу для нескольких. Обычные разновидности резцедержателей – это корпус с прорезью, выполненный в форме цилиндра. В прорезь устанавливается рабочий инструмент. После этого проводится закрепление, с помощью болта.
После этого проводится закрепление, с помощью болта.
Головка с резцом внизу выполнена по форме как буква Т. Благодаря такому виду деталь без проблем входит в паз. Крепление резцедержателя может существовать в нескольких вариантах.
Фартук станка
В фартуке размещают две муфты, мелкозубого типа, за счёт которых в каждой из осей двигаются комплекты кареток с суппортами. Каждый вид хода – вдоль или поперёк, управляется отдельной рукояткой. При включении рукоятки поворачиваются на себя, при выключении – от себя.
Фартук снабжается дополнительным устройством блокировки, которое предотвращает одновременное включение подачи от валика и ходового винта. Когда нарезается резьба из зацепления с рейкой рабочая шестерня должна быть выведена.
Коробка подач
Передвижение скоростей вала с ходовым винтом – вот зачем нужна коробка подач. Выбор конкретных цифр зависит от обрабатываемых заготовок, их собственных характеристик. Конструкцию можно описать следующим образом:
- Внутри находится редуктор.
- В самом редукторе несколько передач, переключаемых друг с другом.
- Крутящий момент от шпинделя передаётся входному валу коробки подач, через сменные зубчатые колёса, которые ещё называются гитарой.
- Обычное место размещения ходового вала – на коробке передач. То же самое касается винта.
- Фартук передаёт крутящий момент от предыдущих деталей.

Благодаря механизму передачи можно допускать несколько вариантов работы:
- Можно вручную двигать резец по отношению к заготовке.
- Регулирование по величине подачи.
- Реверсирование у шпинделя с подачей проходит одновременно.
- Реверсирование подачи, при сохранении у шпинделя прежнего положения.
- Подача включается и выключается, а пользователь не затрагивает шпиндель.
Для подач шпиндельные механизмы становятся главными источниками движения.
Сменные шестерни
Выходной вал передней бабки не передаст движение входному валу коробки передач без сменных шестерней. Используя различные комбинации с шестернями, легко проводить настройку по различным резьбам. Для получения основного результата используется несколько видов подач:
Используя различные комбинации с шестернями, легко проводить настройку по различным резьбам. Для получения основного результата используется несколько видов подач:
- Метрическая.
- Дюймовая.
- Питчевая.
- Модульная.
У каждого из вариантов свои особенные положения.
Шестерни закрепляются при помощи гаек, через шайбу. Количество зубьев вместе с модулем отображаются за счёт торцевой части сменных деталей. Они могут иметь различные зазоры в зависимости от результатов, которых необходимо добиться. Главное – регулярно смазывать шестерни и втулки, тогда они прослужат максимально долго. Через колпачковую маслёнку удобно обслуживать любые варианты конструкции.
Патроны
При токарных работах скорость вращения детали очень большая. Потому патроны должны соблюдать особые требования по эксплуатации. У станка их монтируют на передней шпиндельной бабке. Последняя соединяется с электродвигателем при помощи коробки передач и раздаточной коробки.
Изучение технических параметров у патронов обязательно, чтобы сделать правильный выбор для каждого конкретного случая. Во многом сами параметры определяются токарным станком и операциями, которые проводятся в настоящее время.
При подборе стоит обращать внимание на следующие показатели:
- Пределы вращательной частоты для патронов.
- Диаметр корпусного отверстия. В него устанавливаются прутки.
- Характеристики изделия, подвергаемого обработке. Способы фиксации – с прямыми или обратными кулачками – определяет размерный диапазон по максимуму и минимуму. Надо учитывать, какой может быть масса заготовки.
- Диаметры для выполнения работы. Это касается наружного показателя, для присоединительного пояска, расположения, размеров отверстий для крепежа.
- Конструкция. От неё зависит, как будет фиксироваться заготовка, какое количество зажимных элементов используется, как располагаются детали, можно ли установить сразу несколько.

Патроны – это сложные технологические конструкции.
Люнеты
Люнетом называют дополнительное приспособление у станков. Это основная или второстепенная опора для работы с заготовками. Инструмент придаёт устойчивости, обеспечивает дополнительную защиту от повреждений.
Составные части
Органы управления
Кинематическая схема
Скачать схему в полном размере
Электрическая схема
Скачать схему в полном размере
Заключение
Токарные станки стали незаменимыми помощниками для промышленных объектов в различных сферах. Особенно важно подобрать составные части, включая и электродвигатель. Только функционируя в комплексе, все элементы позволяют добиться бесперебойной работы, высокой точности обработки. Эффективность и качество выполнения операций повышается, владельцам становится проще управлять процессом, контролировать конкретные показатели.
Технические характеристики токарных станков – Энциклопедия по машиностроению XXL
Технические характеристики токарных станков [c. 210]
210]В табл. 2 приведены технические характеристики токарных станков, выпускаемых в настоящее время. [c.246]
Технические характеристики токарных станков, выпускаемых отечественной промышленностью [c.45]
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНЫЕ СТАНКИ [c.239]
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Токарные станки [c.12]
Технические характеристики токарных станков приводятся в каталогах, технические характеристики машин для сварки трением приведены в табл. 10.11. [c.340]
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНЫХ СТАНКОВ, ВЫПУСКАЕМЫХ ПРОМЫШЛЕННОСТЬЮ СССР [c.41]
Технические характеристики токарных станков отечественного производства даны в табл. 25. [c.41]
Основными показателями технической характеристики токарных станков являются следующие наибольший диаметр обрабатываемой детали над станиной, наибольшая длина обрабатываемой детали, наибольшая частота вращения шпинделя наименьшая частота вращения шпинделя тш пределы продольных подач, нарезаемые резьбы (пределы шагов резьб), диаметр отверстия в шпинделе, размер конуса для центров в шпинделе (номера конусов Морзе для О до 800 лмощность электродвигателей, установленных на станок, сечение державки резца, вес станка без электрооборудования. [c.180]
[c.180]
Основные технические характеристики токарных станков малых и средних размеров [c.351]
Краткая техническая характеристика токарных станков для обработки труб и изделий нефтяного и геологоразведочного назначения представлена в табл. 1.12.12. [c.391]
Технические характеристики токарных станков приведены в табл. 2. [c.11]
Технические характеристики токарный станков [c.11]
Технические характеристики металлорежущих станков Одношпиндельные токарно-револьверные автоматы [c.223]
В табл. 2.1 приведены основные технические характеристики токарных, токарно-винторезных, токарно-карусельных, токарно-револьверных и токарно-затыловочных станков с ручным и числовым программным управлением. В этой таблице не приводятся данные по токарным прутковым и патронным автоматам, так как их обслуживает не токарь-универсал, а наладчик. В таблицу занесены основные характеристики станков мощность двигателя главного движения, скорость главного движения и движения подачи (или подача на оборот шпинделя), габаритные размеры, масса станка, а также максимальные размеры (диаметр и длина) обрабатываемой заготовки.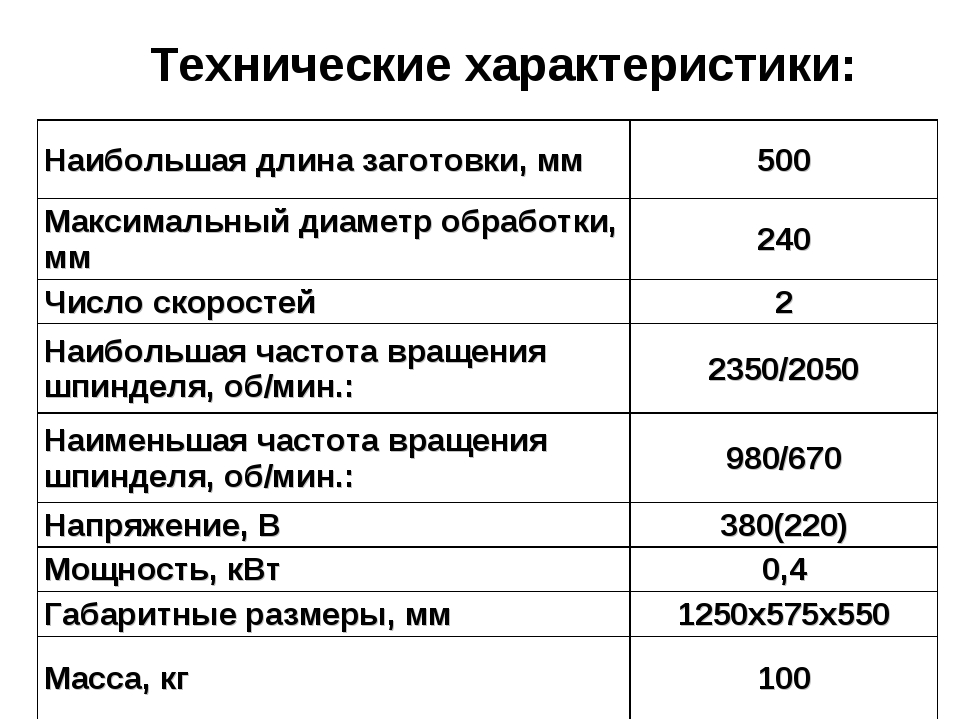 По этим данным можно сделать предварительный выбор модели станка для конкретной обрабатываемой детали.
[c.45]
По этим данным можно сделать предварительный выбор модели станка для конкретной обрабатываемой детали.
[c.45]
Главные технические характеристики токарных, токарно-винторезных, токарно-карусельных, токарно-затыловочных и токарно-револьверных станков [c.46]
Технические характеристики токарно-револьверного станка мод. 1341 [c.94]
Краткая техническая характеристика токарно-револьверных автоматов Ленинградского завода станков-автоматов [c.242]
Технические характеристики токарно-карусельных станков [c.62]
Технические характеристики токарных патронно-центровых станков [c.64]
Наиболее широкое применение в промышленности получили токарные, фрезерные и многоцелевые станки с ЧПУ. Технические характеристики этих станков и используемых в них устройств программного управления приведены в табл.
 1 — 7. На рис. 1 показаны последовательность мероприятий по непосредственному внедрению станка с ЧПУ (поз. А, Б,. .., К), а также последовательность и взаимные связи мероприятий по технологической подготовке внедрения (поз. 1.1 — 1.3) и подготовке производства в цехе (поз. 2.1 — 2.4).
[c.879]
1 — 7. На рис. 1 показаны последовательность мероприятий по непосредственному внедрению станка с ЧПУ (поз. А, Б,. .., К), а также последовательность и взаимные связи мероприятий по технологической подготовке внедрения (поз. 1.1 — 1.3) и подготовке производства в цехе (поз. 2.1 — 2.4).
[c.879]Вследствие этого вопросы жесткости, износостойкости, точности и виброустойчивости становятся основными, от которых будет зависеть прогресс металлообработки. При этом необходимо подчеркнуть, что резкое повышение этих технических характеристик токарных полуавтоматов и автоматов диктуется не только увеличивающимися требованиями в отношении точности обработки, но и надежности работы станков. [c.581]
В настоящее время в Советском Союзе создано значительное количество токарных автоматов, которые могут встраиваться в автоматические линии. Технические характеристики этих станков разные не только по размерам обрабатываемых деталей, технологическим возможностям, по производительности, ио и по вспомогательному времени, которое необходимо в цикле работы.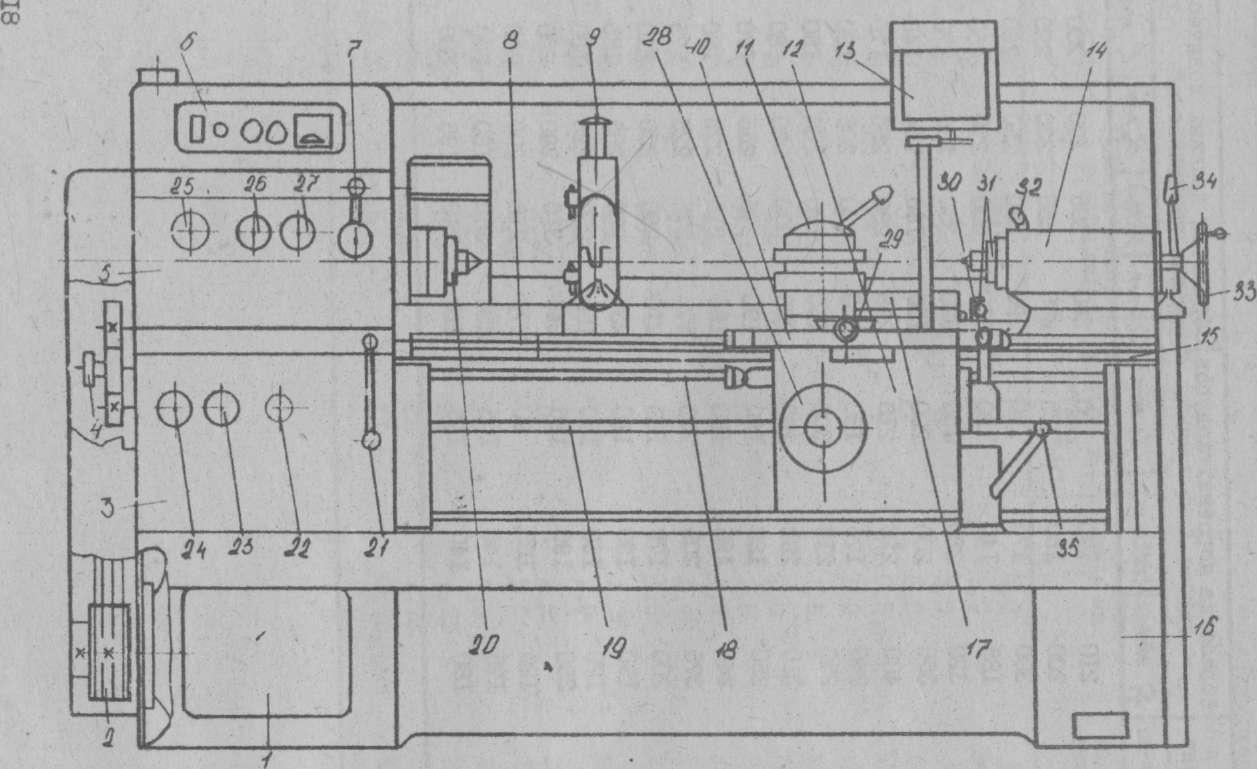 [c.585]
[c.585]
Основные технические характеристики токарно-револьверных станков приведены в табл. 15. [c.376]
Основные технические характеристики токарно-револьверных станков [c.377]
Основные технические характеристики токарно-карусельных станков приведены в табл. 23. [c.397]
РАЗДЕЛ ОДИННАДЦАТЫЙ ТОКАРНЫЕ СТАНКИ I ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ, [c.227]
Технические характеристики токарно-винторезных станков [c.186]
Альбом содержит кинематические схемы, рисунки общих видов и чертежи узлов шести групп металлорежущих станков токарных, сверлильных, фрезерных, строгальных, шлифовальных, зубо- и резьбообрабатывающих. В нем даны описания и технические характеристики этих станков, перечень основных узлов и органов управления. Поясняется принцип работы станков и приводятся описания их кинематических и гидравлических схем, а также отдельных узлов. Освещаются вопросы модернизации станков.
[c.2]
Освещаются вопросы модернизации станков.
[c.2]
Подача осуществляется кривошипно-коро-мысловыми и храповыми устройствами — периодически или механизмами непрерывной подачи, как на обычных токарных станках. Ускоренные перемещения супортов осуществляются от индивидуальных электродвигателей. Техническая характеристика колесотокарных станков приведена в табл 21. [c.350]
Технические характеристики токарно-винторезного станка мод. 16К20 [c.68]
Характерным примером повышения мощности и быстроходности станков модернизацией могут служить токарно-винторезные станки 1Д62 и 1Д62М, выпускавшиеся в прошлом московским заводом Красный пролетарий . По своей технической характеристике эти станки не удовлетворяют современным требованиям высокопроизводительной обработки металлов -резанием. У них предельная скорость вращения шпинделя 600 обЬшн, мощность мотора составляет всего 4,3 кет. [c.338]
В табл. 1-34—1-36 приведены назначения и технические характеристики токарных и круглопалочных станков, серийно выпускаемых отечественной станкостроительной промышленностью.
[c.40]
1-34—1-36 приведены назначения и технические характеристики токарных и круглопалочных станков, серийно выпускаемых отечественной станкостроительной промышленностью.
[c.40]
Для сравнения в табл. 4 приведены основные технические характеристики токарно-винторезных станков, выпущенных заводом Красный Пролетарий , начиная с модели ТН-20 до современного токарно-винторезного станка модели 1К62 [c.431]
Техническая характеристика токарно-винторезного станка 16К20 [c.46]
Основные технические характеристики станков с ЧПУ
Числовое программное управление (ЧПУ) активно внедряется в современные производственные процессы. Создано разнообразное оборудование, обеспечивающее высокоточную скоростную обработку. Основные технические характеристики станков с ЧПУ помогают ориентироваться в потоке информации и делать правильный выбор.
- Основные технические характеристики станков с ЧПУ
Основные технические характеристики станков с ЧПУ
Станки с ЧПУ, прежде всего, классифицируются по своему назначению. Выделяются такие разновидности: токарные, фрезерные, сверлильные, расточные, а также оборудование для проведения специальных работ. Кроме того, выпускаются универсальные станки, способные выполнять разнообразные функции, — многоцелевые обрабатывающие центры.
Выделяются такие разновидности: токарные, фрезерные, сверлильные, расточные, а также оборудование для проведения специальных работ. Кроме того, выпускаются универсальные станки, способные выполнять разнообразные функции, — многоцелевые обрабатывающие центры.
Каждый тип станка имеет свои специфические параметры, но можно отметить и общие для всех разновидностей критерии: класс точности, тип устройства ЧПУ, число управляемых координат, т. е. количество плоскостей, в которых обрабатывается заготовка. Основные рабочие характеристики и оснащение оборудования зависят от его назначения и технологических возможностей.
Токарный
Токарные станки с ЧПУ предназначены для изготовления деталей сложной формы из цилиндрических заготовок в автоматическом режиме. Они способны обеспечить до 6 управляемых осей обработки с использованием до 6 разных рабочих инструментов. К данной категории оборудования относятся непосредственно токарные станки целевого назначения, универсальные, карусельного и лоботокарного типа, токарно-фрезерные обрабатывающие центры.
Токарные станки могут оснащаться головкой револьверного типа с приводом для специальных приспособлений, контршпинделем со специальным зажимом цангового типа, задним суппортом для обработки заготовок с обратной стороны. Универсальные аппараты обеспечивают выполнение любых токарных операций. В них могут закладываться такие особенности: приводной инструмент, головки для сверления, фрезерования и шлифования, система автоматической смены инструмента.
Технические характеристики, на которые следует обратить особое внимание:
- Скорость обработки. Она зависит от скорости вращения шпинделя и линейного перемещения суппорта. Скорость вращения, как правило, составляет 4000–10000 об/мин, а при горизонтальной станине — до 20000 об/мин. Ускоренное линейное перемещение может достигать 10–12 м/мин.
- Мощность двигателя шпинделя. Она определяет эффективность работы. Токарные станки с ЧПУ могут иметь мощность 45–50 кВт и более.
- Размеры обрабатываемой заготовки. Лимитируется максимальный диаметр и наибольшая длина. Эти параметры связаны с габаритами и мощностью. Диаметр может находиться в диапазоне от 40 до 150 см, а стандартная длина — до 100–150 см, но есть станки, где она превышает 10 м.
- Точность позиционирования. Она определяет класс точности обработки и точность повторений. В токарных станках с ЧПУ она достигает 0,003–0,005 мм.
 Эти параметры связаны с габаритами и мощностью. Диаметр может находиться в диапазоне от 40 до 150 см, а стандартная длина — до 100–150 см, но есть станки, где она превышает 10 м.
Эти параметры связаны с габаритами и мощностью. Диаметр может находиться в диапазоне от 40 до 150 см, а стандартная длина — до 100–150 см, но есть станки, где она превышает 10 м.При выборе оборудования следует обращать внимание на номенклатуру обрабатываемых материалов. Чаще всего они используются для металлообработки. Обеспечивают черновую и чистовую обработку с точностью до 7-го квалитета. Для деревообработки можно использовать менее мощные станки с меньшим классом точности.
Расточный
Расточные станки с ЧПУ выпускаются с горизонтальным или вертикальным расположением шпинделя. Многоцелевой вариант с горизонтальным расположением шпинделя или горизонтально-расточной станок предназначен для обработки крупногабаритных изделий. Он оснащается измерительными датчиками, обеспечивающими высокую точность обработки. Многоцелевой с вертикальным шпинделем или координатно-расточной станок может иметь до 5 управляемых осей. Трехкоординатная модель оснащается двухповоротным столом. Высокоточное перемещение рабочего инструмента обеспечивается шариковыми винтовыми парами. Современные станки обеспечивают выполнение такие операций: растачивание, зенкерование, сверление, нарезка резьбы, обтачивание; торцевое и цилиндрическое фрезерование, подрезка торцов.
Основной параметр расточных станков — диаметр шпинделя. По нему определяется тип оборудования: малый (диаметр 50–130 мм), средний (90–200 мм) и тяжелый (свыше 200 мм). Диаметр шпинделя может достигать 350 мм. Другие важные характеристики:
- Мощность. Для горизонтальных станков она составляет 20–40 кВт, а вертикальных — до 10–15 кВт.
- Размеры рабочего стола. Они определяют габариты обрабатываемой заготовки. Могут находиться в диапазоне от 100 × 50 см (для малого класса) до 200 × 180 см (тяжелые станки).
- Скорость вращения шпинделя. Она регулируется в широком диапазоне и зависит от мощности двигателя. В станках с ЧПУ может достигать 1500–2000 об/мин.
Оборудование предназначено для обработки разнообразных материалов. Способны работать со сталью, чугуном, цветными металлами.
Сверлильный
Сверлильные станки с ЧПУ способны обрабатывать изделия фланцевого, корпусного и плоскостного типа с использованием разного инструмента (сверла, развертки, зенкеры и т. п.). Они выпускаются нескольких разновидностей:
- вертикально- и горизонтально-сверлильного типа;
- с одним или несколькими шпинделями;
- с ручной и автоматической сменой инструмента.
Предлагаются также многооперационные сверлильно-фрезерные аппараты.
Функциональные способности станков расширяются за счет дополнительной оснастки:
- поворотные, наклонные и маятниковые рабочие столы;
- навесные кондукторы;
- патроны для нарезания резьбы;
- револьверные головки;
- патроны быстросъемного типа.
Особой конструкцией отличаются радиально-сверлильные станки с возможностью поворота колонны на 360 °. Они имеют цифровую индикацию и систему коррекции по длине инструмента. Точность позиционирования стола составляет 0,05 мм, а установки координат на радиально-сверлильном станке — 0,001 мм. Количество управляемых координат 3. Одновременно можно управлять двумя координатами.
Основные технические характеристики:
- Максимальный диаметр сверления. Определяет возможности оборудования. Наиболее распространены станки, способные сверлить отверстия до 80 мм.
- Скорость вращения шпинделя и ее регулировка. Частота вращения может достигать 2000–3000 об/мин.
- Размеры рабочего стола. Они зависят от габаритов самого станка. Ширина обычно составляет 40–60 см, а длина может достигать 1,5–2 м и более.
Важно! Сверлильные станки с ЧПУ работают с любым материалом, но наиболее востребовано оборудование для обработки черных и цветных металлов.
Фрезерный
Группа фрезерных станков с ЧПУ включает несколько типов специфического оборудования: трехкоординатные фрезерные станки, многофункциональные станки с вертикальным шпинделем, наклонно-поворотным столом и горизонтальным шпинделем и наклонно-поворотным столом, многоцелевые станки с универсальной фрезерной головкой, продольно-фрезерные станки для обработки панелей, лонжеронов с горизонтальным и вертикальным расположением стола, а также столом адаптивного типа.
Наиболее востребованы трехкоординатные станки, способные выполнять такие операции: сверление, зенкерование, развертка, растачивание, нарезание резьбы, фрезерование плоскостей, карманов, отверстий, контуров и т. п. В современных станках обеспечивается автоматическая смена инструмента по программе, обратная связь через измерительные датчики, коррекция инструмента.
Основные технические характеристики:
- Размеры рабочего стола. Они определяют габариты заготовок, которые можно обработать на станке. Выпускаются мини-варианты с максимальной длиной заготовки 50–60 см до крупногабаритных станков, где можно устанавливать детали 10 и более м.
- Материал портала. От него зависит качество обработки. Лучший вариант – чугун. В бюджетных моделях используется алюминий.
- Параметры шпинделя. Скорость его вращения зависит от расположения. При горизонтальном расположении она может достигать 20000–22000 об/мин. Наиболее часто параметр регулируется в пределах 3000–8000 об/мин.
- Наличие автоматической смены инструмента. В дешевых конструкциях она остается ручной.
- Управление. Оно может осуществляться через компьютер или с использованием специальных стоек.
Важное значение придается обслуживанию оборудования. В современных станках предусмотрен простой ввод программ и система коррекции. Настройка вполне доступна любому оператору.
Станки с ЧПУ выпускаются разного типа с целевым назначением. Можно подобрать и многоцелевые, универсальные обрабатывающие центры. Важно правильно оценить технические характеристики оборудования и определить целесообразность внедрения такой техники. При правильном выборе достигается заметная экономическая выгода.
- 23 ноября 2020
- 3414
Токарный станок 1М95: технические характеристики
Комбинированный токарный станок 1м95 стоял на производстве с 1966 по 1977 года на Алма-Атинском станкостроительном заводе. В 1977 году завод отказался от выпуска данных устройств, заменив их на более перспективную разработку – станок 1д95. Конструкторы считали, что данное устройство лучше всего подойдет для небольших передвижных или стационарных мастерских.
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
- метрическую;
- модульную;
- дюймовую;
- питчевую.
Кроме перечисленных функций, на станке выполняют несложные работы по затачиванию. Класс точности устройства – Н. Эксплуатировать станок лучше всего в помещениях закрытого типа с регулируемым температурным режимом.
Технические показатели
Станок имеет хорошие габаритные характеристики. Его высота – 1,67 м, ширина – 1,25 м, длина – 2, 75 м. Общий вес устройства в базовой комплектации – 2170 кг.
Другие ключевые показатели токарного станка 1м95:
- Максимальный диаметр заготовки над станиной – 50 см.
- Максимальная масса заготовки в патроне и центрах – 100 кг.
- Максимальная длина обрабатываемой детали – 1 кг.
- Диапазон скоростей шпинделя – от 28 до 1250 оборотов в минуту.
- Диаметр сквозного отверстия в шпинделе – 3,5 см.
Более детальные характеристики станка можно посмотреть в приведенных ниже таблицах:
Система управления и строение
Детального описания требуют ключевые узлы устройства.
Станина с двумя направляющими– для передвижения каретки и для передвижения задней бабки. В одной из тумб, на которых крепится станина, находится главный электродвигатель станка.
Коробка подачи. Благодаря установленным в ней механизмам, оператор станка имеет возможность изготовлять четыре типа резьбы. Система коробки подач приводится в действие коробкой скоростей. Необходимые подачи активируются при помощи ручек управления, которые находятся на данном узле.
Суппорт. Конструкция данного узла позволяет ему осуществлять продольные и поперечные движения. В первом случае суппорт двигается по станине, а во втором – по каретке. Приводит в действие данный механизм можно вручную или при помощи механического привода. Верхняя часть узла может двигаться отдельно от всего суппорта в продольном направлении. Задняя бабка двигается в вертикальном и поперечном направлениях.
Фартук. На данном узле установлены две муфты, при помощи которых оператор приводит в движение суппорт. Конструкция муфт позволяет в автоматическом режиме прерывать подачу, если рабочие узлы станка перегружены. Недостатком установки можно назвать отсутствие у фартука функции автоматического передвижения суппорта. Зато на нем предусмотрена блокировка от одновременной активации ходового винта и ходового валика.
Коробка скоростей. Данный узел оператор может перемещать в вертикальном направлении по специальной стойке. Коробка передач приводится в движение электромотором при помощи клиноременных передач. При прямом и обратном вращении двигателя у шпинделя будет шесть скоростных режимов.
Узел для сверления имеет отдельный привод и может работать автономно от токарно-фрезерного узла, а его скорость регулируется при помощи специального шкива. Также устройство имеет 2 люнета и 2 патрона.
Видео: краткий обзор универсального токарного станка 1М95.
Схема управления
Republished by Blog Post Promoter
Описание, технические характеристики, схемы токарного станка ИЖ 1И611П
Просмотров 78 Опубликовано Обновлено
Токарный станок 1И611П позволяет обрабатывать детали как в патронах, так и в центрах. Он больше пятидесяти лет эффективно применяется на множестве производств. Данный аппарат стал настолько популярен благодаря тому, что он надежен, универсален, способен осуществлять высокоточное обрабатывание деталей.
Предназначение
Невзирая на тот факт, что 1И611П станок был изготовлен еще в шестидесятых годах прошлого столетия, его эксплуатационные показатели дают возможность применять для выполнения разнообразных операций. На станке возможно производить работы, связанные с обрабатыванием металлических деталей, например:
- точение в кулачках, цангах, центрах;
- фрезерование;
- шлифовка внешних и внутренних участков;
- обработка концевым инструментом, зафиксированным в патроне для сверления.
Параметры станочного устройства данной модели дают возможность осуществлять обработку деталей, имеющих форму цилиндра, конуса, выполнять нарезку разнообразной резьбы: метрической, дюймовой, модульной.
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
- Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
- Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
- Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
- Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
- Направляющие аппарата достаточно прочны, предельно точны и долговечны. Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
- Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
- Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
- Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
- Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
- В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
- Есть предохранитель, который препятствует перегрузкам механизма подач.
- Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.
- Скоростями устройства можно управлять мнемонически.
- Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
- Ходовой винт автоматически смазывается при формировании нарезки.
- Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.
Рекомендуем изучить видео обзор по рукояткам управления:
Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Ключевые характеристики:
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
Шпиндель:
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
Коробка скоростей:
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.
Электрическое оснащение:
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
Кинематическая схемаКонструкция
В 1И611П есть 4 основных конструктивных узла:
1. Передняя бабка. В середине ее располагается шкив, посаженный на гильзу. Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару.
Редуктор. От него зависит частота кручения узла шпинделя. Заключает в себе четыре оси, на которых установлены шестеренки различного размера. Редукторным приводом является основной электродвижок станка, который соединен с редуктором посредством фланцев. Благодаря плоским направляющим редуктор передвигается по тумбе. Он фиксируется на ней посредством болтов. Ременное натяжение возможно изменять. За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком.
Гитара. Монтируется на левой стороне коробки подач. Для формирования большей части видов нарезки заменять шестеренки гитары не нужно. Если нужно создать нарезку увеличенной точности, монтируют сменные шестеренки, дающие возможность обрабатывать детали, не используя коробку подач. Для того чтобы правильно установить показатели гитары, необходимо изучить паспорт оборудования.
Коробка подач. Данная часть аппарата конструктивно закрыта. Характеристики коробки подач предоставляют все возможности создавать метрическую нарезку с шагом 0,02-4,8 см без применения комплекта сменных шестеренок.
Подробный разбор устройства в видео:
Электрическое оснащение
Изучая схемы 1И611П, стоит упомянуть об электрооборудовании аппарата. От него зависит функционирование станка. Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
Все моторы асинхронного типа питаются от электросети тремя фазами. Электрическое оснащение подключается к электроснабжению при помощи пакетного выключателя.
Запуск движка, включающего насос для подачи смазки к частям станка, осуществляется посредством магнитного пускателя. Лишь после запуска мотора и насосного устройства можно запускать движок основного перемещения. Для этого применяется рукоять валика, который связан с конечным выключателем. Рукоять возможно установить в положение «Вперед» либо «Назад».
Электромотор насосного привода охлаждающей системы возможно запустить, если работает смазочный комплекс. Движок запускается посредством выключателя с маркировкой «ВН». В электрической схеме 1И611П предусмотрено 2 выключателя. «ВО» позволяет локально освещать область обрабатывания, «КТ» – притормаживать основной электродвижок при переключении редукторных шестеренок.
1И611П представляет собой распространенный на вторичном рынке аппарат. Это недорогой станок, посредством которого возможно производить множество токарных работ. Прекрасные характеристики эксплуатации, отличная надежность, точность обрабатывания – ключевые достоинства данного оборудования.
Скачать паспорт
Паспорт токарно-винторезного станка 1И611П
1601 Станок токарный настольный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1601
Производителем токарного станка 1601 являет Одесский опытно-механический завод , основаный в 1946 году.
Разработчик токарного станка 1601 – Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом
1601 Настольный токарный станок. Назначение, область применения
Настольный токарный станок модели 1601 предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применения токарного станка 1601 – школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок 1601 позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
1601 Общий вид токарного настольного станка
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601
1601 Конструкция токарного станка
Станина токарного станка 1601
Станина представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
Призматические направляющие станины обеспечивают совпадение оси шпинделя передней бабки с осью пиноли задней бабки. Вертикальная направляющая (место I) служит для установки суппорта.
Передняя бабка крепится на направляющих станины. В качестве передней опоры шпинделя применены два радиальных упорных шарикоподшипника № 46205. Задняя опора представляет собой радиальный шарикоподшипник № 205. Сборка деталей передней бабки производится в корпусе (дет. 0211) и затягивается гайкой (дет 0216).
Передняя бабка токарного станка 1601
Суппорт токарного станка 1601
Суппорт крестовый устанавливается и крепится при помощи болта и гайки на станине станка. Перемещение нижних и верхних салазок суппорта производится с помощью ходовых винтов и бронзовых гаек по направляющим оснований типа ласточкин хвост.
Резьба продольного и поперечного ходовых винтов дает возможность на сравнительно малом диаметре лимбов получить цену деления 0,05 мм.
На верхних салазках имеются Т-образные пазы для крепления резцедержателя. Для обработки конусных поверхностей необходимо поворотную часть суппорта установить на нужный угол. Для этого следует ослабить сухарики поворотом эксцентриков и повернуть верхнее основание на угол совмещением риски верхнего основания с риской шкалы на нижних салазках и снова затянуть сухарики эксцентриками. Цена деления шкалы нижних салазок °.
При установке суппорта на станине необходимо упереть планку суппорта в узкий прилив станины и затем затянуть гайку. Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку можно переставлять, ослабив рукояткой крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Задняя бабка токарного станка 1601
Задняя бабка служит для обработки деталей в центрах, упором при обработке длинных деталей в патроне и сверления отверстий с помощью сверлильного патрона и сверл.
Пиноль задней бабки перемещается винтом от маховичка Конус пиноли выполнен конусом Морзе КМ 1 под центр и оправку для сверлильного патрона.
Для зажима пиноли передней части корпуса имеется разрез с зажимной рукояткой Закрепление задней бабки на станине станка в нужном положении производится с помощью сухарика и эксцентрика с рукояткой. Пружина под сухариком служит для выталкивания сухарика во время перестановки задней бабки.
Стол и привод токарного станка 1601
Станок устанавливается на стол и крепится двумя шпильками, шайбами и гайками. Для привода шпинделя применяется однофазный электродвигатель марки мощностью 600 Вт оборотами об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив.
Натяжение ремня осуществляется перестановкой двигателя. При этом нужно ослабить гайки, натянуть ремень и снова затянуть гайки. Перебрасыванием ремня с одной ступени шкивов на другую можно получить на шпинделе три скорости об/мин.
Читайте также: Производители токарных станков в России
Маленький токарный станок по металлу. Видеоролик
Основные технические характеристики станка 1601
| Наименование параметра | 1600 | 1601 | 1603 | 1604 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | П | П | П | |
| Наибольший диаметр заготовки над станиной, мм | 100 | 125 | 160 | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 50 | 60 | 80 | 110 |
| Высота центров над плоскими направляющими станины, мм | 55 | 85 | 108 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 125 | 185 | 250 | 350 |
| Наибольшая высота резца, мм | 6 | 10 | 12 х 12 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 10,2 | 20 | ||
| Конус Морзе шпинделя | Морзе 0 | Морзе 3 | ||
| Число ступеней частот вращения шпинделя | 6 | Б/с | Б/с | 14 |
| Частота вращения шпинделя, об/мин | 600, 950, 1500, 2360, 3750, 6000 | 530..5300 | 70..4000 | 44..3000 |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта (без переустановки), мм | 53 | 250 | 350 | |
| Наибольшее поперечное перемещение суппорта, мм | 55 | 95 | 115 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | ||
| Наибольшее перемещение верхних (резцовых) салазок, мм | 60 | 78 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | ||
| Угол поворота верхней каретки суппорта, град | ±90° | ±45° | ||
| Продольные подачи, об/мин | – | – | 0,01..03 | 14..190 (18) |
| Шаг нарезаемой метрической резьбы, мм | – | – | 0,2..3 (18) | 0,2..3 (18) |
| Шаг нарезаемой дюймовой резьбы, число ниток на дюйм | – | – | 40..8 | 40..8 (13) |
| Шаг нарезаемой модульной резьбы, мм | – | – | 0,3..1 | 0,3..1 (7) |
| Задняя бабка | ||||
| Конус Морзе задней бабки | Морзе 0 | Морзе 2 | Морзе 2 | |
| Наибольшее перемещение пиноли, мм | 40 | 55 | 70 | |
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 0,12 | 0,6 | 1 | 1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 560 х 475 х 210 | 880 х 595 х 1270 | 1130 х 590 х 1170 | 1310 х 690 х 1280 |
| Масса станка, кг | 25 | 210 | 420 | 465 |
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
ProtoTRAK CNC Model | ELX | RLX | RLX | RLX | RLX | RLX | |
|---|---|---|---|---|---|---|---|
Вместимость | |||||||
| Высота центров | 7 ″ | 8 ″ | 8 ″ | 9 ″ | 12 ″ | 16.5 ″ | |
| Расстояние между центрами | 40 ″ | 30 ″ | 30 ″ | 45 ″ | 70 ″ | 118 ″ | |
| Качели над станиной | 14 ″ | 16 ″ | 16 ″ | 18,1 ″ | 24 ″ | 33 ″ | |
| Поворотные опоры над седлом | 14 ″ | 16 ″ | 16 ″ | 17 ″ | 24 ″ | 33 ″ | |
| Поворотная поперечная направляющая | 7 ″ | 8.6 ″ | 8,6 ″ | 9,13 ″ | 14,5 ″ | 21,2 дюйма | |
| Поперечное смещение | 8 ″ | 8,5 ″ | 8,5 ″ | 10,6 дюйма | 12,5 ″ | 20,5 ″ | |
| Макс.сечение инструмента | 3/4 ″ | 3/4 ″ | 3/4 ″ | 1 ″ | 1 ″ | 1.5 ″ | |
| Емкость резервуара для охлаждающей жидкости | 3 галлона | 8 галлонов | 8 галлонов | 13 галлонов | 15 галлонов | 48 галлонов | |
| Масляный насос – смазка путей | – | 2 л | 2 л | 2 л | 2 л | 2 л | |
| Смазка головной части | – | 1.5 галлонов | 1,5 галлона | 1,85 галлона | 5,3 галлона 6,3 галлона с дополнительным маслоохладителем | 10 галлонов | |
| Быстрые скорости | 100 IPM по оси Z 100 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | 400 IPM по оси Z 200 IPM по оси X | |
Кровать | |||||||
| Ширина кровати | 8.1 ″ | 12,6 дюйма | 12,6 дюйма | 13,4 дюйма | 14,57 ″ | 19,69 ″ | |
| Высота кровати | 10,6 дюйма | 12,6 дюйма | 12,6 дюйма | 12,4 ″ | 15 ″ | 18,7 ″ | |
Передняя бабка | |||||||
| Носик шпинделя | Д1-4 | D1-6 | A2-4 | D1-6 | Д1-8 | A2-11 | |
| Шпиндель со сквозным отверстием | 1.56 ″ | 2,12 дюйма | 1,57 ″ | 2,36 ″ | 4,09 ″ | 6,30 ″ | |
| Конус шпинделя | MT № 5 | MT № 6 | MT № 5 | MT № 6 | MT № 8 | Конус без MT | |
| Конус в переходной втулке | 3 | н / д | н / д | MT № 4 | MT № 5 | MT № 6 | |
| Диаметр шпинделя на переднем подшипнике | 2.36 ″ | 3,15 ″ | 2,56 ″ | 3,35 ″ | 5,51 ″ | 7,87 ″ | |
| Количество подшипников | 2 | 2 | 5 | 2 | 2 | 2 | |
| Количество скоростей | 12 | 1 | 1 | 2 | 2 | 2 | |
| Диапазон скорости вращения шпинделя | об / мин60–2400 | 150–2500 | 150–4 000 | 80-850, 250-2,500 | 40–670, 100–1800 | 20-415, 40-1300 | |
| ID шпинделя Резьба (конец шпинделя) | н / д | M56 x 2 мм Шаг | M56 x 2 мм Шаг | н / д | н / д | M185 x 3.0 | |
Задняя бабка | |||||||
| Quill Travel | 5 ″ | 5,75 ″ | 5,75 ″ | 6 ″ | 8,5 ″ | 8 ″ | |
| Диаметр иглы | 1,575 ″ | 2,36 ″ | 2,36 ″ | 2,56 ″ | 3,5 ″ | 4.13 ″ | |
| Пиноль с коническим отверстием | MT № 3 | MT № 4 | MT № 4 | MT № 4 | MT № 5 | MT № 6 | |
Двигатель шпинделя | |||||||
| Мощность | 5 л.с. | 7,5 л.с. | 7,5 л.с. | 10 л.с. | 15 л.с. | 30 л.с. | |
Требования к питанию, машина | |||||||
| Напряжение | Управление: 110 В Машина: 200 В – 240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | 480 В +/- 10% (от 432 В до 528 В) | |
| А, ток полной нагрузки | Управление: 8A Станок: 15A | 44A | 44A | 54A | 73A | 62A | |
| Фаза / Гц | Управление: 1/60 Станок: 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | |
Размеры | |||||||
| Нетто (Д x Ш x В), фунт. | 73 ″ x 44 ″ x 57 ″ 1800 фунтов | 82 ″ x 45 ″ x 72 ″ 2750 фунтов | 82 ″ x 45 ″ x 72 ″ 2750 фунтов | 88 ″ x 55 ″ x 70 ″ 3285 фунтов | 129 ″ x 84 ″ x 79 ″ 6 500 фунтов | 212,6 ″ x 86,61 ″ x 79,53 ″ 18 920 фунтов | |
| В упаковке (Д x Ш x В), фунты. | 78 ″ x 49 ″ x 67 ″ 2200 фунтов | 87 ″ x 45 ″ x 70 ″ 3420 фунтов | 87 ″ x 45 ″ x 70 ″ 3420 фунтов | 91 ″ x 52 ″ x 79 ″ 3 800 фунтов | 134 ″ x 65 ″ x 79 ″ 6900 фунтов | 222.44 ″ x 90,55 ″ x 110,23 ″ 19 270 фунтов | |
Прочие | |||||||
| Двигатель насоса охлаждающей жидкости, л.с. * | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/4 л.с. | |
| Тормоз двигателя шпинделя | Магнитный | динамический | динамический | динамический | динамический | динамический | |
| Твердость поверхности пути | 400-450 HB | 400-450 HB | 400-450 HB | 480-560 HB | 480-560 HB | 480-560 HB | |
| Смазка головной части | Смазка для брызг | Масляная ванна | Смазка | Масляная ванна | Масляная ванна | Масляная ванна | |
Опции | |||||||
| Набор инструментов | 3/4 ″ | 3/4 ″ | 3/4 ″ | 3/4 ″ или 1 ″ | 1 ″ | 1-1 / 4 ″ | |
| Патрон | 6 ″, D1-4 | 8 ″, D1-6 | 6 ″, A2-4 | 8 ″, D1-6 | 12 ″, D1-8 | 20 ″, A2-11 | |
| 5C Цанговый доводчик | Д1-4 | D1-6 | A2-4 | D1-6 | н / д | н / д | |
| Вариант револьвера | н / д | 3/4 ″, 8 позиций 3/4 ″, 4 позиции | 3/4 ″, 8 позиций 3/4 ″, 4 позиции | 3/4 ″ или 1 ″, 8 позиций 3/4 ″ или 1 ″, 4 позиции | 1 ″, 8 позиций 1 ″, 4 позиции | н / д |
% PDF-1.3 % 16 0 объект > эндобдж xref 16 883 0000000016 00000 н. 0000018009 00000 п. 0000019481 00000 п. 0000019711 00000 п. 0000029864 00000 п. 0000029915 00000 н. 0000029966 00000 н. 0000030017 00000 п. 0000030068 00000 п. 0000030119 00000 п. 0000030170 00000 п. 0000030221 00000 п. 0000030272 00000 п. 0000030323 00000 п. 0000030374 00000 п. 0000030425 00000 п. 0000030476 00000 п. 0000030527 00000 п. 0000030578 00000 п. 0000030629 00000 п. 0000030680 00000 п. 0000030731 00000 п. 0000030782 00000 п. 0000030833 00000 п. 0000030884 00000 п. 0000030935 00000 п. 0000030986 00000 п. 0000031037 00000 п. 0000031088 00000 п. 0000031139 00000 п. 0000031190 00000 п. 0000031241 00000 п. 0000031292 00000 п. 0000031343 00000 п. 0000031394 00000 п. 0000031445 00000 п. 0000031496 00000 п. 0000031547 00000 п. 0000031598 00000 п. 0000031649 00000 п. 0000031700 00000 п. 0000031751 00000 п. 0000031802 00000 п. 0000031853 00000 п. 0000031904 00000 п. 0000031955 00000 п. 0000032006 00000 п. 0000032057 00000 п. 0000032108 00000 п. 0000032159 00000 п. 0000032210 00000 п. 0000032261 00000 п. 0000032312 00000 п. 0000032363 00000 п. 0000032414 00000 п. 0000032465 00000 п. 0000032516 00000 п. 0000032567 00000 п. 0000032618 00000 п. 0000032669 00000 п. 0000032720 00000 п. 0000032771 00000 п. 0000032822 00000 н. 0000032873 00000 п. 0000032924 00000 п. 0000032975 00000 п. 0000033026 00000 п. 0000033077 00000 п. 0000033128 00000 п. 0000033179 00000 п. 0000033230 00000 н. 0000033281 00000 п. 0000033332 00000 п. 0000033383 00000 п. 0000033434 00000 п. 0000033485 00000 п. 0000033536 00000 п. 0000033587 00000 п. 0000033638 00000 п. 0000033689 00000 п. 0000033740 00000 п. 0000033791 00000 п. 0000033842 00000 п. 0000033893 00000 п. 0000033944 00000 п. 0000033996 00000 п. 0000034048 00000 п. 0000034363 00000 п. 0000034550 00000 п. 0000034948 00000 н. 0000035139 00000 п. 0000058383 00000 п. 0000058589 00000 п. 0000059207 00000 п. 0000059398 00000 п. 0000059450 00000 п. 0000059502 00000 п. 0000059554 00000 п. 0000059606 00000 п. 0000059922 00000 н. 0000060117 00000 п. 0000060298 00000 п. 0000060775 00000 п. 0000060827 00000 п. 0000060879 00000 п. 0000060931 00000 п. 0000060983 00000 п. 0000061035 00000 п. 0000061087 00000 п. 0000061139 00000 п. 0000061191 00000 п. 0000061243 00000 п. 0000061295 00000 п. 0000061347 00000 п. 0000061399 00000 н. 0000061451 00000 п. 0000061503 00000 п. 0000061555 00000 п. 0000061607 00000 п. 0000061659 00000 п. 0000061711 00000 п. 0000061763 00000 п. 0000061815 00000 п. 0000061867 00000 п. 0000061919 00000 п. 0000061971 00000 п. 0000062023 00000 п. 0000062075 00000 п. 0000062127 00000 п. 0000062179 00000 п. 0000062231 00000 п. 0000062283 00000 п. 0000062335 00000 п. 0000062387 00000 п. 0000062439 00000 п. 0000062491 00000 п. 0000062543 00000 п. 0000062595 00000 п. 0000062647 00000 п. 0000062699 00000 н. 0000062751 00000 п. 0000062803 00000 п. 0000062855 00000 п. 0000062907 00000 н. 0000062959 00000 п. 0000063011 00000 п. 0000063063 00000 п. 0000063115 00000 п. 0000063167 00000 п. 0000063219 00000 п. 0000063271 00000 п. 0000063323 00000 п. 0000063375 00000 п. 0000063427 00000 п. 0000063479 00000 п. 0000063531 00000 п. 0000063583 00000 п. 0000063635 00000 п. 0000063687 00000 п. 0000063739 00000 п. 0000063791 00000 п. 0000063843 00000 п. 0000063895 00000 п. 0000063947 00000 п. 0000063999 00000 н. 0000064051 00000 п. 0000064103 00000 п. 0000064155 00000 п. 0000064207 00000 п. 0000064259 00000 п. 0000064311 00000 п. 0000064363 00000 п. 0000064415 00000 п. 0000064467 00000 п. 0000064519 00000 п. 0000064571 00000 п. 0000064623 00000 п. 0000064675 00000 п. 0000064727 00000 н. 0000064779 00000 п. 0000064831 00000 н. 0000064883 00000 п. 0000064935 00000 п. 0000064987 00000 п. 0000065039 00000 п. 0000065091 00000 п. 0000065143 00000 п. 0000065195 00000 п. 0000065247 00000 п. 0000065299 00000 п. 0000065351 00000 п. 0000065403 00000 п. 0000065455 00000 п. 0000065507 00000 п. 0000065559 00000 п. 0000065611 00000 п. 0000065663 00000 п. 0000065715 00000 п. 0000065767 00000 п. 0000065819 00000 п. 0000065871 00000 п. 0000065923 00000 п. 0000065975 00000 п. 0000066027 00000 п. 0000066050 00000 п. 0000067685 00000 п. 0000067708 00000 п. 0000068789 00000 п. 0000068812 00000 п. 0000070052 00000 п. 0000070075 00000 п. 0000071176 00000 п. 0000071199 00000 п. 0000072677 00000 п. 0000072981 00000 п. 0000076626 00000 п. 0000076805 00000 п. 0000084139 00000 п. 0000084315 00000 п. 0000084520 00000 п. 0000084728 00000 п. 0000085020 00000 н. 0000085440 00000 п. 0000085629 00000 п. 0000085652 00000 п. 0000087375 00000 п. 0000087398 00000 п. 0000089221 00000 п. 0000089244 00000 п. 0000091544 00000 п. 0000091758 00000 п. 0000092002 00000 н. 0000092243 00000 п. 0000092456 00000 п. 0000092679 00000 п. 0000092916 00000 п. 0000093096 00000 п. 0000093313 00000 п. 0000093565 00000 п. 0000093743 00000 п. 0000093968 00000 п. 0000094197 00000 п. 0000094428 00000 п. 0000094616 00000 п. 0000094859 00000 н. 0000095054 00000 п. 0000095267 00000 п. 0000095491 00000 п. 0000095675 00000 п. 0000095892 00000 п. 0000096070 00000 п. 0000096222 00000 п. 0000096445 00000 п. 0000096690 00000 н. 0000096833 00000 п. 0000097094 00000 п. 0000097344 00000 п. 0000097493 00000 п. 0000097642 00000 п. 0000097821 00000 п. 0000097960 00000 п. 0000098128 00000 п. 0000098306 00000 п. 0000098532 00000 п. 0000098700 00000 п. 0000098937 00000 п. 0000099189 00000 н. 0000099364 00000 н. 0000099543 00000 н. 0000099723 00000 п. 0000099946 00000 н. 0000100176 00000 п. 0000100319 00000 н. 0000100487 00000 н. 0000100715 00000 н. 0000100848 00000 н. 0000101079 00000 п. 0000101258 00000 н. 0000101398 00000 п. 0000101546 00000 н. 0000101689 00000 н. 0000101851 00000 н. 0000101985 00000 н. 0000102167 00000 п. 0000102323 00000 п. 0000102463 00000 н. 0000102677 00000 н. 0000102810 00000 н. 0000102956 00000 н. 0000103119 00000 п. 0000103360 00000 н. 0000103518 00000 н. 0000103660 00000 н. 0000103807 00000 н. 0000104030 00000 н. 0000104208 00000 н. 0000104404 00000 н. 0000104584 00000 н. 0000104780 00000 н. 0000104980 00000 н. 0000105219 00000 п. 0000105365 00000 н. 0000105597 00000 п. 0000105819 00000 п. 0000105989 00000 п. 0000106156 00000 п. 0000106319 00000 п. 0000106439 00000 н. 0000106588 00000 н. 0000106734 00000 н. 0000106899 00000 н. 0000107067 00000 п. 0000107263 00000 н. 0000107450 00000 н. 0000107634 00000 н. 0000107798 00000 п. 0000107932 00000 п. 0000108075 00000 н. 0000108254 00000 н. 0000108430 00000 н. 0000108610 00000 п. 0000108762 00000 н. 0000108910 00000 п. 0000109061 00000 н. 0000109201 00000 н. 0000109381 00000 п. 0000109558 00000 п. 0000109713 00000 п. 0000109884 00000 н. 0000110045 00000 н. 0000110268 00000 н. 0000110494 00000 п. 0000110709 00000 н. 0000110863 00000 н. 0000111010 00000 н. 0000111187 00000 н. 0000111340 00000 н. 0000111486 00000 н. 0000111699 00000 н. 0000111851 00000 н. 0000112071 00000 н. 0000112208 00000 н. 0000112345 00000 н. 0000112507 00000 н. 0000112637 00000 н. 0000112770 00000 н. 0000112925 00000 н. 0000113065 00000 н. 0000113192 00000 н. 0000113348 00000 п. 0000113487 00000 н. 0000113635 00000 н. 0000113770 00000 н. 0000113916 00000 н. 0000114059 00000 н. 0000114180 00000 п. 0000114326 00000 н. 0000114466 00000 н. 0000114624 00000 н. 0000114777 00000 н. 0000114929 00000 н. 0000115059 00000 н. 0000115195 00000 н. 0000115334 00000 п. 0000115478 00000 н. 0000115643 00000 п. 0000115802 00000 н. 0000115942 00000 н. 0000116130 00000 н. 0000116292 00000 н. 0000116529 00000 н. 0000116663 00000 н. 0000116806 00000 н. 0000116978 00000 н. 0000117136 00000 н. 0000117289 00000 н. 0000117440 00000 н. 0000117644 00000 н. 0000117779 00000 п. 0000117911 00000 п. 0000118046 00000 н. 0000118285 00000 н. 0000118499 00000 н. 0000118645 00000 н. 0000118875 00000 н. 0000119021 00000 н. 0000119181 00000 п. 0000119425 00000 н. 0000119560 00000 н. 0000119728 00000 н. 0000119869 00000 н. 0000120053 00000 н. 0000120197 00000 н. 0000120432 00000 н. 0000120660 00000 н. 0000120899 00000 н. 0000121091 00000 н. 0000121255 00000 н. 0000121503 00000 н. 0000121730 00000 н. 0000121888 00000 н. 0000122117 00000 н. 0000122292 00000 н. 0000122524 00000 н. 0000122692 00000 н. 0000122873 00000 н. 0000123042 00000 н. 0000123213 00000 н. 0000123394 00000 н. 0000123550 00000 н. 0000123729 00000 н. 0000123859 00000 н. 0000124081 00000 н. 0000124260 00000 н. 0000124435 00000 н. 0000124611 00000 н. 0000124794 00000 н. 0000124974 00000 н. 0000125159 00000 н. 0000125342 00000 н. 0000125525 00000 н. 0000125710 00000 н. 0000125892 00000 н. 0000126077 00000 н. 0000126259 00000 н. 0000126442 00000 н. 0000126628 00000 н. 0000126814 00000 н. 0000126997 00000 н. 0000127195 00000 н. 0000127379 00000 н. 0000127563 00000 н. 0000127763 00000 н. 0000127963 00000 н. 0000128156 00000 н. 0000128358 00000 н. 0000128553 00000 н. 0000128757 00000 н. 0000128949 00000 н. 0000129148 00000 н. 0000129350 00000 н. 0000129551 00000 н. 0000129755 00000 н. 0000129970 00000 н. 0000130169 00000 н. 0000130368 00000 н. 0000130561 00000 п. 0000130759 00000 н. 0000130960 00000 н. 0000131153 00000 н. 0000131352 00000 н. 0000131551 00000 н. 0000131758 00000 н. 0000131960 00000 н. 0000132163 00000 н. 0000132364 00000 н. 0000132570 00000 н. 0000132772 00000 н. 0000132967 00000 н. 0000133168 00000 н. 0000133372 00000 н. 0000133563 00000 н. 0000133743 00000 н. 0000133953 00000 н. 0000134155 00000 н. 0000134375 00000 н. 0000134597 00000 н. 0000134807 00000 н. 0000135019 00000 н. 0000135234 00000 п. 0000135450 00000 н. 0000135669 00000 н. 0000135889 00000 н. 0000136103 00000 п. 0000136334 00000 н. 0000136567 00000 н. 0000136797 00000 н. 0000137039 00000 н. 0000137299 00000 н. 0000137547 00000 н. 0000137811 00000 п. 0000138079 00000 п. 0000138340 00000 н. 0000138605 00000 н. 0000138869 00000 н. 0000139148 00000 н. 0000139409 00000 н. 0000139671 00000 н. 0000139931 00000 н. 0000140192 00000 н. 0000140450 00000 н. 0000140726 00000 н. 0000140982 00000 п. 0000141218 00000 н. 0000141451 00000 н. 0000141687 00000 н. 0000141924 00000 н. 0000142160 00000 н. 0000142407 00000 н. 0000142641 00000 п. 0000142859 00000 н. 0000143077 00000 н. 0000143300 00000 н. 0000143525 00000 н. 0000143757 00000 н. 0000143980 00000 н. 0000144199 00000 п. 0000144414 00000 н. 0000144627 00000 н. 0000144836 00000 н. 0000145028 00000 н. 0000145224 00000 н. 0000145418 00000 н. 0000145616 00000 н. 0000145811 00000 н. 0000146024 00000 н. 0000146217 00000 н. 0000146416 00000 н. 0000146618 00000 н. 0000146812 00000 н. 0000147010 00000 н. 0000147214 00000 н. 0000147397 00000 н. 0000147590 00000 н. 0000147785 00000 п. 0000147983 00000 н. 0000148167 00000 н. 0000148353 00000 п. 0000148552 00000 н. 0000148732 00000 н. 0000148915 00000 н. 0000149096 00000 н. 0000149282 00000 н. 0000149464 00000 н. 0000149646 00000 н. 0000149829 00000 н. 0000150011 00000 н. 0000150191 00000 н. 0000150373 00000 п. 0000150559 00000 н. 0000150745 00000 н. 0000150925 00000 н. 0000151109 00000 н. 0000151292 00000 н. 0000151472 00000 н. 0000151658 00000 н. 0000151843 00000 н. 0000152026 00000 н. 0000152214 00000 н. 0000152407 00000 н. 0000152589 00000 н. 0000152770 00000 н. 0000152968 00000 н. 0000153170 00000 н. 0000153367 00000 н. 0000153559 00000 н. 0000153751 00000 н. 0000153941 00000 н. 0000154143 00000 н. 0000154342 00000 н. 0000154540 00000 н. 0000154745 00000 н. 0000154939 00000 н. 0000155133 00000 н. 0000155336 00000 н. 0000155532 00000 н. 0000155728 00000 н. 0000155936 00000 н. 0000156137 00000 н. 0000156336 00000 н. 0000156533 00000 н. 0000156730 00000 н. 0000156933 00000 н. 0000157131 00000 н. 0000157331 00000 н. 0000157529 00000 н. 0000157725 00000 н. 0000157927 00000 н. 0000158123 00000 н. 0000158345 00000 н. 0000158546 00000 н. 0000158763 00000 н. 0000158975 00000 н. 0000159188 00000 н. 0000159405 00000 н. 0000159625 00000 н. 0000159846 00000 н. 0000160072 00000 н. 0000160292 00000 н. 0000160527 00000 н. 0000160763 00000 н. 0000160994 00000 н. 0000161237 00000 н. 0000161502 00000 н. 0000161750 00000 н. 0000162013 00000 н. 0000162281 00000 н. 0000162542 00000 н. 0000162809 00000 н. 0000163072 00000 н. 0000163351 00000 н. 0000163612 00000 н. 0000163876 00000 н. 0000164132 00000 н. 0000164392 00000 н. 0000164655 00000 н. 0000164926 00000 н. 0000165184 00000 н. 0000165414 00000 н. 0000165643 00000 н. 0000165876 00000 н. 0000166108 00000 н. 0000166340 00000 н. 0000166580 00000 н. 0000166811 00000 н. 0000167029 00000 н. 0000167245 00000 н. 0000167465 00000 н. 0000167686 00000 н. 0000167912 00000 н. 0000168127 00000 н. 0000168341 00000 п. 0000168554 00000 н. 0000168763 00000 н. 0000168972 00000 н. 0000169164 00000 н. 0000169355 00000 н. 0000169545 00000 н. 0000169738 00000 н. 0000169936 00000 н. 0000170131 00000 п. 0000170331 00000 п. 0000170528 00000 н. 0000170723 00000 н. 0000170921 00000 п. 0000171115 00000 н. 0000171313 00000 н. 0000171497 00000 н. 0000171695 00000 н. 0000171878 00000 н. 0000172063 00000 н. 0000172245 00000 н. 0000172428 00000 н. 0000172612 00000 н. 0000172794 00000 н. 0000172984 00000 н. 0000173176 00000 н. 0000173368 00000 н. 0000173560 00000 н. 0000173746 00000 н. 0000173932 00000 н. 0000174118 00000 н. 0000174301 00000 н. 0000174490 00000 н. 0000174680 00000 н. 0000174869 00000 н. 0000175056 00000 н. 0000175246 00000 н. 0000175432 00000 н. 0000175622 00000 н. 0000175825 00000 н. 0000176022 00000 н. 0000176222 00000 н. 0000176422 00000 н. 0000176626 00000 н. 0000176829 00000 н. 0000177031 00000 н. 0000177232 00000 н. 0000177437 00000 н. 0000177642 00000 н. 0000177843 00000 н. 0000178050 00000 н. 0000178251 00000 н. 0000178450 00000 н. 0000178650 00000 н. 0000178875 00000 н. 0000179093 00000 н. 0000179308 00000 н. 0000179524 00000 н. 0000179745 00000 н. 0000179969 00000 н. 0000180186 00000 н. 0000180400 00000 н. 0000180618 00000 н. 0000180835 00000 н. 0000181060 00000 н. 0000181305 00000 н. 0000181535 00000 н. 0000181770 00000 н. 0000182004 00000 н. 0000182234 00000 н. 0000182476 00000 н. 0000182749 00000 н. 0000183009 00000 н. 0000183266 00000 н. 0000183534 00000 н. 0000183801 00000 н. 0000184063 00000 н. 0000184323 00000 н. 0000184576 00000 н. 0000184837 00000 н. 0000185035 00000 н. 0000185304 00000 н. 0000185563 00000 н. 0000185819 00000 н. 0000186076 00000 н. 0000186346 00000 н. 0000186593 00000 н. 0000186829 00000 н. 0000187064 00000 н. 0000187300 00000 н. 0000187536 00000 н. 0000187773 00000 н. 0000188007 00000 н. 0000188231 00000 н. 0000188452 00000 н. 0000188674 00000 н. 0000188899 00000 н. 0000189130 00000 н. 0000189365 00000 н. 0000189591 00000 н. 0000189810 00000 н. 00001
L1017 Micro Lathe II – TAIG Tools
Описание
MicroLathe II – это станок, который вам не нужен.Это прочная и точная машина. MicroLathe II имеет обработанную, отшлифованную и стабилизированную стальную станину. Он имеет два герметичных шарикоподшипника в шпинделе в сочетании с шестиступенчатым клиноременным приводом с положительным приводом. Скорость вращения шпинделя задается в геометрической прогрессии от 525 до 5200 об / мин. Прецизионный станок, способный выполнять резку «HOG» 1/8 дюйма в мягкой стали, но при этом «пылить» на несколько десятых долей, делает MicroLathe II очень универсальным станком.
Некоторые большие особенности токарного станка включают большие 0,001 дюйма деления на шкале поперечных салазок, регулируемый резцедержатель и ограничитель глубины каретки.Благодаря регулируемым латунным клинкам, обеспечивающим полную компенсацию износа каретки и поперечных суппортов, все это обеспечивает НАИЛУЧШУЮ ЦЕННОСТЬ для малых токарных станков!
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНОГО СТАНКА
ОБЩИЕ
Общая рабочая точность 0,0005 дюйма
Макс. нормальность передней бабки относительно станины 0,0004 дюйма
Макс. коническая кровать «ласточкин хвост» над штифтами 0,0001 дюйм.
Винт с поперечным скольжением 1/4 – 20
Макс. рекомендуемая частота вращения шпинделя 7000 об / мин
Длина передней бабки на направляющих 2,625 дюйма
Ширина поперечного суппорта на каретке 2.000 дюйма
Максимальное биение подшипника 0,0004 дюйма
Макс. Нормальность поперечного суппорта относительно станины 0,0004 дюйма
Градуировка шкалы поперечного суппорта 0,001 дюйма
Ход каретки 0,600 дюйма на 1 оборот маховика.
Тип шкива std. Многоступенчатый клиновидный ремень с отверстием 5/8 дюйма.
Длина каретки по направляющим 3,250 дюйма.
Станина «ласточкин хвост» 45 град.
ОБЪЕМ
Макс. поворотный диам. 4,5 дюйма (с возможностью увеличения до 6,5 дюйма)
Поворот через поперечный суппорт 2.375 дюймов
Общая длина станины 15,5 дюйма
Общая длина токарного станка 16,5 дюйма
Стандартный размер резцов 1/4 дюйма
Макс.датчик сверлильного патрона 1/2 дюйма
Расстояние между центрами 9,75 дюйма (с задней бабкой) .
Ход каретки 9,0 дюйма
Поперечный ход суппорта 1,75 дюйма
ШПИНДЕЛЬ
Прецизионный шарикоподшипник с уплотнением )
Макс.диаметр цанги 9/32 дюйма.
Размер шкива 5/8 дюйма, внутреннее отверстие.
Токарный станок с ЧПУ и терминология
При покупке токарного станка с ЧПУ вы должны задать себе несколько вопросов, прежде чем начать процесс. Некоторые из этих вопросов будут совершенно очевидными: сколько перемещения оси мне нужно? Патрон какого размера мне следует искать? Сколько инструментальных станций на револьверной головке? Какой размер отверстия шпинделя? И т.д. … Однако есть и другие характеристики, которые не менее важны, но не всегда так очевидны: Какое максимальное расстояние поворота потребуется для моей работы? Какой максимальный диаметр точения необходим для моего семейства деталей? Какую мощность и крутящий момент шпинделя будет потреблять мой тип работы? На первый набор вышеупомянутых вопросов относительно легко ответить, но вторая группа требует лучшего понимания токарных станков в целом.
Меня часто удивляет количество высококвалифицированных станков с ЧПУ и операторов, которые могут сделать почти все на фрезерном станке, но которые очень неловко и напуганы токарным станком, потому что они действительно не понимают смысла базовой терминологии токарного станка. Это цель данной статьи. Я попытаюсь прояснить значение и преимущества некоторых «не столь очевидных» функций, которые присутствуют в типовой спецификации токарного станка, и попытаюсь уточнить их определение и объяснить, почему они могут быть важным фактором при покупке ЧПУ. токарный станок.
Максимальный диаметр поворота : это просто указывает на самый большой размер детали, которую можно повернуть на станке – с использованием инструментов стандартной длины – без столкновения или столкновения с ограждением или другими компонентами станка. Если ось X полностью втянута в положительное положение, детали какого размера можно безопасно обрабатывать … поскольку это связано с перемещениями станка по оси X. Например: если вы смотрите на станок с максимальным диаметром обточки 16 дюймов, а детали, которые вы используете на регулярной основе, имеют диаметр 15 дюймов или больше, то вы, вероятно, захотите взглянуть на станок с больший максимальный диаметр поворота.Несмотря на то, что в нашем примере выше, деталь технически «подходит» в этом случае, вы должны понимать, что вы бежите по самому краю конверта … и если бы вам пришлось вывесить инструмент из револьверной головки дальше, чем в норме – по той или иной причине – у вас, скорее всего, НЕ будет достаточно хода по оси X для размещения детали.
Максимальный поворот : относится к детали наибольшего диаметра, которая может вращаться в патроне без механического столкновения с ограждением, поперечным суппортом или другими компонентами станка, расположенными рядом с зоной зажима.В зависимости от стиля и конструкции рассматриваемого станка это значение может быть больше, чем максимальный диаметр точения, упомянутый выше … однако это НЕ означает, что вы можете повернуть деталь больше, чем указано в спецификации максимального диаметра точения. .
Мощность и крутящий момент : мощность и крутящий момент являются очевидными соображениями при покупке новой машины, но их необходимость может быть не так очевидна во всех случаях. Если вы выполняете такие работы, как литье и поковки, сверление отверстий большого диаметра в стали или в целом токарные детали на деталях большого диаметра, то мощность и крутящий момент будут для вас очень важны…и вы должны быть уверены, что на данной машине достаточно для вашего приложения. Однако, если вы больше сосредоточены на высокопроизводительной или общей токарной обработке деталей малого и среднего размера, то в вашем случае частота вращения шпинделя может стать более важной, чем мощность.
Как мы видели на фрезерной арене за последние несколько лет, высокоскоростная обработка быстро превращается в токарную. По мере того, как технология токарного инструмента становится все более распространенной и все более распространенными становятся варианты подачи СОЖ для инструмента, все более распространенными становятся принципы более мелкой, но быстрой резки…и скорость шпинделя, ускоренный ход и максимальная программируемая скорость подачи становятся гораздо важнее, чем просто мощность и крутящий момент.
Максимальная длина обточки : очень похожа на максимальный диаметр обточки, в этой спецификации указывается самая длинная деталь, которую можно обточить, исходя из механических ограничений и перемещений оси станка. Имейте в виду: эффективная максимальная длина поворота для конкретной детали может быть меньше указанной при использовании более крупных или более глубоких патронов или инструмента, который выступает с торца револьверной головки дальше, чем считается «нормальным».В обоих случаях вы представляете возможность механических столкновений, которые ограничивают длину обрабатываемой детали, даже если физические перемещения и пределы станка не изменились.
Покупка токарного станка: основы
Это сообщение в блоге адаптировано из статьи, опубликованной в приложении для печати Machine / Shop за февраль 2018 г. к Modern Machine Shop .
Одной из ключевых характеристик токарного станка, в отличие от вертикального или горизонтального фрезерного станка, является то, что деталь вращается, в отличие от инструмента.Таким образом, токарные работы часто называют токарными. Таким образом, токарная обработка – это процесс механической обработки, используемый для изготовления круглых цилиндрических деталей. Токарные станки обычно используются для уменьшения диаметра заготовки до определенного размера и получения гладкой поверхности. В основном режущий инструмент приближается к вращающейся заготовке, пока она не начнет отслаивать поверхность, когда он движется линейно поперек стороны (если деталь представляет собой вал) или поперек поверхности (если деталь имеет форму барабана).
Очень немногие токарные станки сегодня не управляются ЧПУ, хотя вы все еще можете купить токарный станок с ручным управлением.Токарный станок с ЧПУ, оснащенный средствами автоматической смены инструмента, например револьверной головкой, правильнее называть токарным центром. Токарные центры с ЧПУ доступны в широком диапазоне размеров и возможностей: от простых двухкоординатных токарных станков, которые перемещаются только по осям X и Y, до более сложных многоосевых токарных центров, способных выполнять сложные четырехосные токарные операции, фрезерование и т. Д. сверление, нарезание резьбы и растачивание отверстий – все за одну операцию.
Базовая конфигурация токарного станка
Базовый двухосевой токарный станок состоит из передней бабки со шпинделем, патрона для удержания детали, станины токарного станка, каретки и поперечных суппортов, револьверной головки и задней бабки.Хотя у большинства токарных станков есть подвижная задняя бабка для поддержки заготовки в конце, вдали от патрона, не все станки поставляются с этой функцией в стандартной комплектации. Однако задняя бабка особенно полезна, когда заготовка относительно длинная и тонкая. Если в этом случае не использовать заднюю бабку, это может вызвать «дребезжание», которое оставляет характерные следы на поверхности детали. Без опоры деталь может стать конической, так как она может чрезмерно изгибаться под давлением инструмента во время резки.
Рассматривая возможность добавления задней бабки в качестве опции к токарному станку, обратите внимание не только на текущую выполняемую работу, но и на размер будущей работы.В случае сомнений включите заднюю бабку при первоначальной покупке машины. Эта рекомендация, вероятно, избавит от головной боли и сэкономит средства на ее установке позже.
Технические характеристики машины
Независимо от того, сколько осей движения требуется, при оценке покупки любого токарного станка мастерская сначала должна учитывать размер, вес, геометрическую сложность, требуемую точность и материал обрабатываемых деталей. Также следует учитывать ожидаемое количество деталей в каждой партии.
Общим для всех покупок токарных станков является вопрос о размере патрона, который может удерживать предполагаемые детали. Для токарных центров патроны обычно имеют диаметр от 5 до 66 дюймов или даже больше. Когда детали или стержень должны выходить через заднюю часть патрона, важна максимальная пропускная способность шпинделя или стержня. Машины, разработанные с опциями «большого диаметра», доступны, если стандартный размер сквозного отверстия недостаточно велик.
Следующим важным параметром является диаметр поворота или максимальный диаметр поворота.Эта цифра указывает на деталь наибольшего диаметра, которая может поместиться в патрон и при этом качаться над станиной, не задевая за нее. Не менее важна максимальная требуемая длина точения. Этот размер заготовки определяет необходимую длину станины станка. Обратите внимание, что максимальная длина поворота не совпадает с длиной станины. Например, если обрабатываемая деталь имеет длину 40 дюймов, станина станка должна быть намного длиннее, чтобы эффективно поворачивать эту деталь по всей длине.
Наконец, количество обрабатываемых деталей и требуемая точность являются основными факторами, определяющими возможности и качество станка.Для станков с высокой производительностью требуются высокоскоростные оси X и Y с соответствующей скоростью перемещения. Машины для работы с жесткими допусками предназначены для контроля теплового дрейфа ШВП и ключевых компонентов. Конструкция машины также может быть спроектирована так, чтобы минимизировать тепловое расширение.
Это первая часть из четырех статей о покупке токарных станков.
Узнайте больше о приобретении нового обрабатывающего центра, посетив Центр знаний Techspex, « Руководство по покупке станков .”
| Модель | Блок | 2СП-2500Н (л) | 2СП-2500Н (М) | |
|---|---|---|---|---|
| Вместимость | Стандартный размер патрона | 8 [10] | ||
| Путешествия | Ось X / Z | мм (дюйм.) | 210 (8,27) / 200 (7,87) | |
| Угол поворота оси C | град | – | 360 (минимальный угол поворота 0,001) | |
| Шпиндели | Скорость шпинделя | мин. -1 | от 45 до 5 000 | |
| Диапазон частоты вращения шпинделя | 2 автоматических диапазона (переключение обмотки 2-скоростного двигателя) | |||
| Тип конца шпинделя | JIS A2-6 | |||
| Диаметр отверстия шпинделя / Диаметр подшипника шпинделя | мм (дюйм.) | ø62 (2,44) / ø100 (3,94) | ||
| Револьверы | Тип башни | V12 + V12 | Многозадачность V12 + Многозадачность V12 | |
| Количество револьверных инструментов | инструментов | 12 + 12 | Для обоих L, M 12 + 12 | |
| Внешний диаметр хвостовика инструмента | мм (дюймы) | & Квадрат; 25 (0.98) | ||
| ID диаметр хвостовика инструмента | мм (дюймы) | ø40 (1,57) | ||
| Фрезерный инструмент | Число оборотов шпинделя фрезерного инструмента | мин. -1 | – | от 45 до 6000 |
| Диапазон скоростей фрезерного инструмента | – | Бесступенчатая | ||
| Подача | Быстрая подача X, ось Z | м / мин (фут / мин) | X: 25 (82), Z: 25 (82) | |
| Быстрая подача Ось C | мин. -1 | – | 200 | |
| Подача резания X, ось Z | мм / об | 0.001 до 1 000 000 | ||
| Двигатели | Мотор-шпиндель | кВт (л.с.) | 15 (20) / 11 (15) (20 мин / продолж.) | |
| Двигатель шпинделя фрезерного инструмента | кВт (л.с.) | – | OSP: 7,1 (9) / 4,1 (5) (25 мин / продолж.) FANUC: 5,5 (7,5) (продолж.) | |
| Осевые приводные двигатели (X / Z) | кВт (л.с.) | OSP: 3.0 (4) / 2,8 (4) FANUC: 2,7 (3,6) / 4,5 (6) | ||
| Двигатель охлаждающей жидкости (50/60 Гц) | кВт (л.с.) | 0,55 (0,7) / 0,75 (1) | ||
| Размер машины | Высота машины | мм (дюймы) | 3259 (128,31) (максимальная высота погрузчика) | |
| Требуемая площадь пола: длина × ширина (включая резервуар) | мм × мм (дюймы × дюймы) | 2200 × 2734 (86.61 × 107,64) (без погрузчика) | ||
| Вес станка | кг (фунт) | 8000 (17600) (с погрузчиком) | ||
| ЧПУ | OSP-P300LA / FANUC 0i-TF [Характеристики двойного загрузчика: FANUC 31i-B] | |||
| Модель | Блок | 2СП-2500Н (л) | 2СП-2500Н (М) | |
| Погрузчик | Размер переносных частей (диаметр × длина) | мм (дюйм.) | Технические характеристики 4 кг: ø200 × 125 (7,87 × 4,92) [Технические характеристики 8 кг: ø250 × 80 (9,84 × 3,15)] | |
| Вес переносных частей × номер | кг (ib) × баллы | 4 (8,8) × 2 [8 (17,6) × 2] | ||
| Перемещение по оси X (ось перемещения) | мм (дюймы) | 2838 (111,73) (с рабочими столами справа и слева) | ||
| Перемещение по оси Y (вертикальная ось) | мм (дюйм.) | 750 (29,53) | ||
| Ход по оси Z (передняя / задняя ось) | мм (дюймы) | 290 (11,42) | ||
| Быстрая подача X, Y, ось Z | м / мин (фут / мин) | X: 180 (591), Y: 110 (361), Z: 48 (157) | ||
| Ручной | Двухручный поворотный, 3-кулачковый пневмопресс | |||
| Ход открытия / закрытия захвата | мм (дюйм.) | ø32 (1,26) (эффективный ход: ø24 (0,94)) | ||
| Рабочий стол | Диаметр загруженной детали | мм (дюймы) | Отø40 (1,57) до ø250 (9,84) | |
| Масса загруженной детали | кг (фунт) | 50 (110) / 1 станция | ||
| Высота в штабеле | мм (дюймы) | 450 (17,72) | ||
| №станций | 16 | |||
LOGAN 2557V ДВИГАТЕЛЬ С ПЕРЕМЕННОЙ СКОРОСТЬЮ ТОКАРНЫЙ СТАНОК
Описание продукта
LOGAN 2557V СТАНОК ДВИГАТЕЛЬ С ПЕРЕМЕННОЙ СКОРОСТЬЮ
Марка: Logan
Страна происхождения: США
Состояние: хорошее
LOGAN 2557V ДВИГАТЕЛЬ С ПЕРЕМЕННОЙ СКОРОСТЬЮ Характеристики:
- L00 Носик шпинделя.
- Трехкулачковый патрон, 6 дюймов.
- Бесступенчатая регулировка скорости шпинделя.
LOGAN 2557V СТАНОК ДВИГАТЕЛЬ С ПЕРЕМЕННОЙ СКОРОСТЬЮ Технические характеристики:
Вместимость:
Поворотная направляющая над кроватью: 12 дюймов
Поворотная поперечная направляющая: 7 ″
Поворотная суппортная направляющая: 1-1 / 2 ″
Расстояние между центрами: 36 ″
Шпиндель:
Сквозное отверстие: 1-3 / 8 ″
Высота от пола до центра: 45-1 / 2 ″
Число скоростей: бесступенчатая
Диапазон скоростей: от 40 до 1400 об / мин
Каретка:
Поперечное смещение: прибл. 10 дюймов.
Ход суппорта: 4 ″ прибл.
Резьба:
Дюйм: от 4 до 224
Задняя бабка:
Конус шпинделя: Конус Морзе № 2
Диаметр шпинделя: 1-3 / 8 ″
Ход шпинделя: 3-1 / 2 ″
Кровать:
Ширина: 7 ″
Длина: 55 ″
Общий:
Двигатель: 1 л.с., 220/440 В, 1800 об / мин, 3 / 1,5 А, 60 Гц
Электрический: 220/440 В, трехфазный
Габаритные размеры: 71 ″ x 23 ″ x 50 ″ высокий ‘
LOGAN 2557V СТАНОК ДВИГАТЕЛЬ С ПЕРЕМЕННОЙ СКОРОСТЬЮ Поставляется, как показано на рисунках.
ГАРАНТИЯ: Если какая-либо машина, гарантированная нами, не окажется удовлетворительной механически, Покупатель может вернуть ее с предоплатой фрахта в течение 14 дней с даты отгрузки, и мы полностью вернем покупную цену. Это не относится к машинам, проданным «как есть» или «подлежащим проверке». Эта гарантия распространяется только на машины, которыми мы владеем. Машину необходимо вернуть в том же состоянии, в котором она покинула наш склад. MachineStation не несет ответственности за любой ущерб, нанесенный водителями грузовиков, монтажниками или другими сторонами.На машину, поврежденную при транспортировке, не распространяется право на возврат.
ГАРАНТИЯ: Продавец не дает никаких гарантий, явных или подразумеваемых. Все характеристики и описания указанных товаров являются приблизительными, не являются обязательными и предназначены только для ознакомления. Покупатель несет ответственность за осмотр товаров и выяснение, соответствуют ли спецификации, описание и состояние товаров требованиям Покупателя.
ИСПОЛЬЗОВАНИЕ МАШИНЫ И БЕЗОПАСНОСТЬ: Покупатель признает, что описанные здесь товары являются бывшими в употреблении товарами, которые не были разработаны или изготовлены Продавцом, и что Продавец не знает или не контролирует предыдущее использование или неправильное использование указанных товаров: а также Продавец не знает и не контролирует применение этих товаров Покупателем.Покупатель (пользователь) несет ответственность за обеспечение надлежащих защитных устройств, оборудования и инструкций для любого конкретного использования, а также за принятие всех необходимых мер для подтверждения всех федеральных, государственных или местных государственных стандартов безопасности, включая OSHA.![]()