Виды сверл – iambuilding.ru
Сверла предназначены для создания отверстий в материале – как сквозных, так и несквозных (углублений). Выпускаются сверла для самых различных материалов, которые используются в производстве и быту: для древесины и ее композитов, металла, бетона, пластика, камня и пр.
Сверление происходит в результате поступательного (вдоль оси) и вращательного движения сверла. Срез материала производится режущими кромками, которые могут иметь различную конфигурацию и углы заточки. К подвидам сверления относят засверливание (выполнение глухого отверстия) и рассверливание (расширение имеющегося отверстия до большего диаметра).
Существует множество видов сверл, различающихся назначением, конфигурацией рабочей поверхности, способом изготовления, видом материала, для которого они предназначены, и пр.

Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.

Плоское или перьевое. Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.

Сверло для глубокого сверления. Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.

Сверло одностороннего реза. Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.

Коронка или кольцевое сверло. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.

Центровочное сверло. С его помощью выполняется засверливание (наметка) центра.

Ступенчатое сверло. Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.

По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Типы хвостовиков
В зависимости от формы и способа крепления в патроне или шпинделе хвостовики бывают:
- цилиндрические – наружная поверхность имеет форму цилиндра;
- конические – поверхность выполнена в виде конуса;
- граненые – на наружной поверхности имеются 3, 4 или 6 граней;
- типа SDS – хвостовик для крепления в патроне с особым фиксирующим механизмом.
Крепление самых распространенных в быту цилиндрических сверл производится в обычном патроне. Инструменты с коническим хвостовиком предназначены для использования на станках. Хвостовик типа SDS рассчитан на закрепление в перфораторе.
Технология изготовления сверл
Сверла относительно небольших диаметров (до 8-10 мм) обычно изготавливают из цельного прутка стали или сплава. Чаще всего используется быстрорежущая сталь марок Р9, Р9К15, Р18. Сверла больших диаметров изготавливают с помощью сварки; режущая часть выполняется из быстрорежущей стали, а хвостовик – из обычной углеродистой.
Для сверления твердых материалов – закаленной и легированной стали, камня, бетона – применяют сверла, которые на конце имеют припаянные твердосплавные пластины из победита или другого твердого сплава. Режущие кромки пластин могут иметь различную конфигурацию: винтовую, скошенную или прямую.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.

Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.

Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.

Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Сверла для металла
Для сверления металлов (стали, чугуна, цветных сплавов) обычно применяют спиральные сверла. Их продольные канавки хорошо справляются с отведением стружки, образующейся при сверлении.
Обрабатываемые материалы имеют различную твердость. Поэтому для их сверления должны использоваться сверла с разной твердостью рабочей части. Для обработки закаленных, легированных, жаропрочных сталей необходимо применять цельные твердосплавные сверла или те, которые имеют на кончике припаянные пластины из твердого сплава.

Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла. Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины. Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.

Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.

Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть. Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более. В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.

Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.

Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.

Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.

Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона. Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.

Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.

Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.

Универсальные сверла
Кроме вышеперечисленных специализированных сверл, есть еще универсальные. Ими можно обрабатывать практически любые материалы – кирпич с бетоном, плитку, дерево, пластик, алюминий, сталь. Универсальные сверла имеют хитроумную заточку, которая способна резать любой материал. Это очень удобно в тех случаях, когда приходится работать одновременно с разными материалами. Например, при ремонте квартиры.

iambuilding.ru
Классификация сверл:
По конструкции рабочей части бывают:
Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0‘=55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
Плоские (перовые; жарг. пёрки) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Для глубокого сверления (L≥5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Конструкции Юдовина и Масарновского — отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
Пушечные — представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
Ружейные — применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
Кольцевые — пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
Центровочные — применяют для сверления центровых отверстий в деталях.
По конструкции хвостовой части бывают:
Центровочное сверло. |


По способу изготовления бывают:
Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
Сварные — спиральные свёрла диаметром более 8 мм изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
Оснащённые твёрдосплавными пластинками — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
Со сменными твердосплавными пластинами — так же называются корпусными (оправку, к которой крепятся пласты, называют корпусом). В основном, используются для сверления отверстий от 12 мм и более.
Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По форме обрабатываемых отверстий бывают:
По обрабатываемому материалу бывают:
Универсальные
Для обработки металлов и сплавов
Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава предназначенный для бурения твёрдых материалов с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик.
Для сверления деталь зажимают в приспособление, а сверлу сообщают два движения: поступательное и вращательное.
T=d/2-глубина резания
V=ndn/1000
При сверлении:
Необходимо правильно устанавливать, надежно закреплять заготовку
Нельзя устанавливать ключ в сверлильном патроне после установки режущего инструмента
Нельзя опираться на станок во время его работы
После выключения необходимо дождаться полной остановки
Изучение особенностей техники безопасности при сверлении
Необходимо правильно устанавливать, надежно закреплять заготовку на столе станка. Категорически запрещается удерживать руками обрабатываемую деталь.
Нельзя оставлять ключ в сверлильном патроне после установки режущего инструмента.
Нельзя опираться на станок во время его работы.
После выключения станка следует дождаться его полного останова, затем разрешается производить замеры, раскрепление заготовки, уборку станка и т. д. Категорически запрещается работать на сверлильном станке в рукавицах и без головного убора.
Самостоятельная работа студента
Студент должен ознакомиться и освоить различные приемы сверления сквозных, глухих и неполных отверстий, а также выполнить работу с применением операции сверления.
Студенту необходимо следующее:
получить от мастера заготовку для сверления;
произвести подготовительные работы;
при сверлении отверстий по разметке предварительно наносят осевые риски, затем кернят углубление в центре отверстия. Керновое отверстие делается так, чтобы дать предварительное направление сверлу;
при сверлении неполных отверстий (когда отверстие расположено у края детали) к обрабатываемой заготовке приставляют пластинку из такого же материала, зажимают в тисках и сверлят полное отверстие, затем пластинку отбрасывают;
при сверлении отверстий на цилиндрической поверхности предварительно перпендикулярно к оси сверления делают площадку, накернивают центр, после чего сверлят отверстие обычным путем;
при сверлении полых деталей полость обычно забивают деревянной пробкой и др.;
выполнить операцию сверления;
предъявить деталь для контроля мастеру; убрать свое рабочее место и сдать его мастеру.
Содержание отчета
Эскиз обрабатываемой детали и применяемого режущего инструмента.
Описание последовательности обработки детали, включая подготовительные работы.
Вопросы программированного контроля
Правила техники безопасности при сверлении.
Виды сверл.
Приспособления, используемые для закрепления сверла в шпиндель сверлильного станка.
Режим резания при сверлении.
studfile.net
Виды сверл по металлу и дереву: назначения и особенности
Человечество обрабатывает материалы уже десятки тысяч лет. Одним из первых инструментов, изобретенных доисторическим человеком, был сверло-инструмент для сверления отверстий в деревянных, каменных, костяных изделиях, а позже — в металлические. К сегодняшнему дню сверла усовершенствовались и приобрели множество различных видов.
 Виды сверл
Виды сверлВиды сверл в зависимости от формы рабочего органа
Виды сверл и их назначение тесно связаны между собой. По виду рабочего органа различают следующие виды:
- Винтовое, или спиральное. Это одна из самых широко распространенных форм сверла. Ее применяют работы с самыми разными веществами. Универсальные сверла также имеют спиральный вид. Размеры их колеблются от десятых миллиметра до десятков сантиметров.
- Плоское или перьевое. Используется для отверстий в мягких веществах, дереве, пенобетоне. Рабочий орган — заточенная лопатка, в середине ее находится острый выступ для центровки.
- Глубокого сверления. Используются, если глубина отверстия больше диаметра, по меньшей мере, в пять раз. В теле сверла есть две винтовые полости, по ним в зону сверления подается смазочно-охлаждающая жидкость
- Одностороннего реза. Используется для мехобработки повышенной точности. Имеют опорную плоскость и пару рабочих кромок, находящихся по одну строну от продольной оси.
- Коронка. По форме представляет собой полый цилиндр, рез проводится нижней кромкой. В результате в материале прорезается кольцо, а внутри него располагается керн – цельный цилиндрический кусок материала. По окончании операции его требуется вытряхнуть из коронки.
- Центровочное. Для предварительного засверливания — наметки центра.
- Ступенчатое. Представляет собой ступенчатую цилиндрическую пирамиду. Прогрессивный вид оснастки, используется по листовому прокату для больших диаметров. При постепенном увеличении диаметра не деформируется лист.

- Перьевое сверло

- Сверло-коронка

Виды сверл также подразделяются по форме получающегося отверстия:
- конические виды — диаметр плавно уменьшается с глубиной;
- ступенчатые виды – диаметр уменьшается скачками;
- цилиндрические виды — диаметр постоянный по всей глубине.
Существуют и другие виды. Они используются для узкоспециальных случаев.
Типы хвостовиков
По конструкции сверло делится на рабочую часть и хвостовик. Хвостовик зажимается в патроне станка или дрели. Они бывают:
- Цилиндрические.
- Конические. Предназначены для фиксации в специальных зажимных устройствах.
- Граненые. Имеют 3, 4 или 6 граней. Последние получили широкое распространение в бытовых шуруповертах и позволяют быстро сменить инструмент.
- Быстросъемные (тип SDS и другие) Хвостовик имеет специальные впадины, которые надежно фиксируются выступами патрона. Применяются в перфораторах.

Хвостовик граненый
Сверла для металла
Для сверления металлических заготовок чаще всего применяют сверла в виде восходящей спирали. Боковые продольные канавки отводят возникающую стружку. Для металлов и сплавов разной твердости применяют различные виды инструментальной стали для рабочей части. Ее делают целиком твердосплавной либо припаивают на конец одну или несколько твердосплавных пластин.
Сверла для древесины
Отверстия малых диаметров (до 15 мм) в дереве, фанере , OSB можно спокойно проделывать и сверлом по металлу. Если же требуются повышенная точность и гладкость поверхности, применяют специальные сверла из углеродистой стали, обладающие особыми конструктивными элементами и не подходящие для обработки металлических деталей. Различают следующие виды:
- Спиральные. Обладают специфической заточкой, позволяющей получить лучшее качество поверхности.
- Винтовые. Обладают острой режущей гранью и сделаны в виде шнека. Это облегчает удаление стружки из отверстий большой глубины.
- Перьевые. Позволяют работать по большим диаметрам — до 50 мм. Дешевы и просты по конструкции. Качество поверхности и точность соблюдения размеров ниже, чем у винтовых.
- Корончатые. Имеют вид коронки. Диаметр достигает 150 мм.

Сверла для древесины
Сверла для каменных материалов
Обычные сверла не подходят, чтобы сверлить как бетон, кирпич или камень. Они быстро тупятся об имеющие абразивные свойства песчинки и частички камня. Кроме того, перед сверлом создается уплотненный слой из мельчайших частичек материала. По действием нагрева от трения этот слой спекается. Поэтому и само сверло, и технология сверления имеют свои особенности. К вращению инструмента добавляют возвратно-поступательное движение, дробящее материал. Так работают и ударная дрель, и более мощный перфоратор, и проходческий бур. В головку инструмента вплавляется чуть большая по диаметру пластина из особо твердого сплава (например, победита). Для больших диаметров и глубин применяют коронку с твердосплавными зубами или с вплавленными техническими алмазами.

Сверло по бетону
Сверла для керамики и стекла
Обработка керамики и стекла имеет свои особенности, обуславливаемые высокой хрупкостью материала. Наконечник из карбида вольфрама делают в форме копья с четырьмя остро заточенными режущими гранями. Применяют также и коронки с покрытием из алмазной пыли.
Для больших диаметров применяют специальное устройство — балеринку. Она напоминает циркуль. Работают ею с изнаночной стороны материала на особо малых оборотах.
Универсальные сверла
Этим видом сверл можно обрабатывать что угодно — от дерева до бетона. Их применяют, когда нужно просверлить небольшое количество отверстий в разнородных материалах, поскольку производительность и качество поверхности у них ниже, чем у специализированных.
Рекомендации по выбору
Чтобы правильно подобрать инструмент, обеспечивающий наилучшую производительность и качество поверхности, нужно учитывать:
- характеристики материала детали;
- диаметр;
- глубину.
Важнейшими параметрами сверла являются:
- диаметр;
- длина;
- конструктивные особенности;
- вид и остроту заточки;
- материал рабочей части;
- цвет рабочей поверхности;
- баланс;
- назначение;
- совместимое оборудование.
Так, для хвостовика SDS потребуется соответствующий патрон, а для сверления большого диаметра в металлических заготовках необходим мощный низкооборотистый станок или дрель с высоким моментом.
Цвет поверхности сверла
По цвету поверхности можно многое сказать о материале, из которого изготовлен инструмент.
- Серый. Это просто сталь, причем недорогая. Такой вид сверла не подвергают дополнительной обработке, улучшающей режущие или прочностные свойства. Их имеет смысл использовать только тогда, когда требуется просверлить пару отверстий раз в две недели.
- Черный. Это результат упрочнения перегретым паром. Приличные, достаточно прочные массовые инструменты для бытового применения. Сохраняют доступность по цене
- Светло- золотистый. Такие инструменты прошли термообработку отпуском, которая существенно повышает прочность и снимает внутренние напряжения. Стоят заметно дороже, но цену свою оправдывают за счет долгого срока службы.
- Ярко- золотистый. В сплав добавлен титан. Это лучший вид сверл, доступных для домашнего применения. Титан снижает показатели трения, и, следовательно, нагрев. Это позволяет обеспечить отличный срок службы. Но соответственно растет и цена. Приобретение экономически оправдано при больших объемах работ.

Виды сверл по цвету поверхности
Общая закономерность – более дорогие сверла приходится реже менять. Если объем предстоящих работ существенный, то лучше не экономить и не закупать потом десятками дешевые сверла. Кроме экономии средств, будет сэкономлено бесценное время и заметно снижен риск порчи материала при поломке сверла.
Классификация по размерам
На рынке представлены самые разнообразные размеры, как по диаметру, так и по глубине сверления. В соответствии с ГОСТами 4010-77, 10902-77, 886-77 различают:
- короткие общая длина от 20 до 130 мм, диаметр от 0,2 до 20;
- удлиненные — от 19 до 205 мм;
- длинные — 56 до 255 мм, диаметр- 1-20 мм
У иностранных изготовителей применяются собственные системы классификации инструмента по размерам, таблицы соответствия можно получить, обратившись к региональным представителям.
Как разобраться в маркировке
Маркировка может рассказать все о размете, типе и материале, из которого сделано сверло. Для малых диаметров (до 2 миллиметров) обозначения на сам инструмент не наносятся, маркируются коробочки, в которых он хранится.
Сверла от 2 до 3 мм имеют на хвостовике обозначение диаметра с точностью до десятых долей и о марке сплава, из которого они сделаны
Сверла толще 3 мм маркируются диаметром, обозначением материала и логотипом завода-изготовителя.

Расшифровка маркировки сверла NHD
К надписи могут добавлять дополнительные символы:
- Р — это быстрорежущие инструментальные сплавы;
- М — добавки молибдена;
- К — кобальтовые присадки;
- и т.д.
Многие иностранные изготовители наносят на хвостовик более подробные сведения:
- страна происхождения;
- лейбл производителя;
- марка инструментального сплава;
- диаметр;
- максимальный класс точности, достижимый этим инструментом;
- перечень материалов, рекомендованных для сверления.
Популярные марки инструментов от зарубежных производителей
Чтобы правильно подобрать импортное сверло для своих материалов, следует понять их систему обозначений. Наиболее распространены следующие виды обозначения:
HSS-R и HSS-G
Ими можно сверлить:
- стальные отливки, углеродистые и низколегированные сплавы;
- сплавы цветные;
- чугунные детали.
HSS-G Co 5
Для среднепрочных сталей:
- высокоуглеродистых;
- нержавейки;
- термически упрочненных;
- стойких к агрессивным средам;
- высоколегированных.
HSS-G TiAN/TiN
Сверла с титановым напылением и добавками соединений алюминия и азота. Отличаются высокой износостойкостью и защитой от коррозии.

Сверла марки HSS-G TiAN
Рекомендованы для работы с высокопрочными материалами
- чугуны с углеродом в шаровидной форме;
- высокопрочные бронзы и латуни;
- отливки под давлением
Существуют и другие виды инструментальной стали. Они служат для промышленных и узкоспециальных применений
Лучшие производители
Репутация фирмы–изготовителя – весьма важный критерий при подборе сверла. Многие компании гордятся столетней и двухсотлетней историей безупречного качества.

Сверла Bosch
Многие эксперты — технологи сходятся на том, что наилучшим соотношением цена/производительность на сегодняшнем рынке обладают:
- Предприятия стран СНГ. Их продукция традиционно, со времен СССР, отличалась прочностью и долговечностью при низкой цене. К сожалению, они постепенно уходят с рынка
- Ruko при доступной цене обеспечивает достойное качество и широкий ассортимент конструкций, напыления, диаметров, длинны и заточек.
- Bosh. Стоит дороже, но обладает существенно большим ресурсом. Выгоден при больших объемах работ.
- Зубр. Достойная попытка возрождения славы советских инструментальщиков. Сочетает высокое качество и надежность с разумными ценами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сверло, что мы знаем о нем? Классификация сверл. Назначение сверл
11 Января 2012 г.
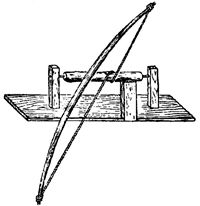
С развитием современных технологий производства, а особенно в связи с широким применением токарных станков, одним из самых универсальных инструментов стало сверло. За несколько тысячелетий оно превратилось из деревянного стержня, который приводился в движение руками, тетивой лука или коловоротом (кстати, последний появился еще в древнем Египте), в привычный инструмент для сверления отверстий во всевозможных материалах – от дерева и пластика до чугуна, стали, бетона и стекла.
Если в начале ХХ века практически все сверла изготавливались из инструментальной стали и сфера их применения определялась в основном углом заточки рабочего наконечника, то со временем для их изготовления стали применять специальные тугоплавкие вставки из твердых металлов, алмазное покрытие, нитрид титана, карбид вольфрама, добавки кобальта, а также твердосплавные стали. Несмотря на разнообразие видов самыми универсальными и сегодня остаются спиральные сверла. Их с одинаковым успехом применяют в заводских цехах и домашних мастерских.
Как правило, это цилиндрический стержень с винтообразной канавкой с острой кромкой. Его вершина имеет заточенные режущие кромки, которые при вращении врезаются в обрабатываемый материал, боковые заточенные кромки формируют боковую поверхность отверстия, а канавки отводят стружку из зоны обработки.
С ростом мощностей станочного парка и ручного электроинструмента претерпели изменения и хвостовики сверл. Круглые хвостовики проскальзывали в трехкулачковых патронах дрелей и электрических перфораторов, поэтому появились сверла с хвостовиками специальной формы. Для работы с ними используются специальные патроны, позволяющие быстро и без больших усилий крепить сверло в токарном станке или перфораторе.
Сверло — это режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения несквозных углублений.
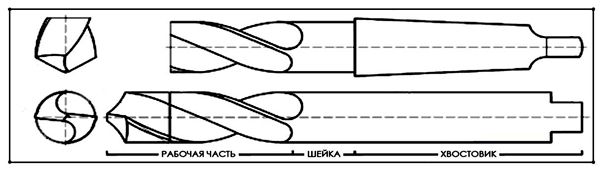
Элементы спирального сверла
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов.
– Рабочая часть:
– Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей.
– Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
– Хвостовик — для закрепления сверла на станке или в ручном инструменте.
– Поводок для передачи крутящего момента сверлу или лапка для выбивания сверла из конусного гнезда.
– Шейка, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла
Угол при вершине сверла (угол между режущими кромками) выбирается в зависимости от обрабатываемого материала и составляет:
– для сверления мягких металлов | 80…90°;
– для сверления стали и чугуна средней твердости | 116…118°;
– для сверления очень твердых металлов, кирпича, бетона, камня | 130…140°.
Классификация сверл
По конструкции рабочей части бывают:
– Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм. Они широко применяются для сверления различных материалов.
– Плоские (перовые) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
– Для глубокого сверления (L ? 5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
– Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
– Кольцевые — пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
– Центровочные — применяют для сверления центровых отверстий в деталях
По конструкции хвостовой части бывают:
– Цилиндрические.
– Конические.
– Четырехгранные.
– Шестигранные.
– Трехгранные.
– SDS.
По способу изготовления бывают:
– Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
– Сварные — спиральные свёрла диаметром более 8 мм изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
– Оснащённые твёрдосплавными пластинками — бывают с прямыми, косыми и винтовыми канавками (в том числе с ?=60° для глубокого сверления). Более эффективны при обработке хрупких материалов.
По форме обрабатываемых отверстий бывают:
– Цилиндрические.
– Конические.
– Ступенчатые.
– Квадратные.
По обрабатываемому материалу бывают:
– Универсальные.
– Для обработки металлов и сплавов.
– Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
– Для обработки стекла, керамики.
– Для обработки дерева.
Покрытие сверл:
– Чёрная оксидная плёнка это недорогое покрытие. Такая пленка обеспечивает термостойкость и защиту от коррозии. Сверла с таким покрытием служат дольше, чем обычные сверла.
– Нитрид титана (TiN) это очень твердый керамический материал, использование которого в качестве покрытия для спиральных сверл увеличивает срок службы сверла в три и более раза. Сверло с таким покрытием не подлежит заточке, поскольку новая кромка уже не будет содержать покрытие, и не будет иметь соответствующих преимуществ.
– Титано-алюминиевый нитрид (TiAlN). Это покрытие также широко используется. Считается лучшим, чем (TiN) и увеличивает срок службы инструмента в пять и более раз.
– Титановый карбонитрид (TiCN) это еще одно покрытие которое считается лучшим, чем (TiN).
– Сверла с алмазным покрытием используются для сверления керамической плитки, камня и других очень твердых материалов. При таком сверлении выделяется большое количество тепла и сверла с алмазным покрытием нужно часто охлаждать водой, чтобы избежать поломки сверла, либо порчи объекта обработки.
– Нитрид циркония также применяется для покрытия головок некоторых сверл.

Некоторые виды сверл:
A — для обработки металла;
B — для обработки дерева;
C — для обработки бетона;
D — перовое сверло для обработки дерева;
E — многоцелевое сверло;
F — для быстрого засверливания по металлу;
G — универсальное сверло для обработки металла, дерева или пластика.
Хвостовые части:
1, 2 — цилиндрические;
3 — SDS-plus;
4 — шестигранник;
5 — четырёхгранник;
6 — трёхгранник;
7 — шестигранник 1/4”.
intertool.ua
Классификация сверл
По конструкции рабочей части:
Спиральные (винтовые) сверла
стержень с двумя спиральными канавками, которые служат для отвода стружки и как режущие элементы. Конец сверла имеет конусообразную форму, при этом наклон канавок составляет от 10 до 45 градусов. Самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
Плоские (перовые) сверла
недорогие, но прочные сверла не чувствительные к перекашиванию. Перовые сверла бывают односторонние и двусторонние, в зависимости от формы заточки. Перовые сверла имеют плоскую режущую часть и две режущих кромки, которые располагаются симметрично относительно оси сверла. Существуют несколько недостатков перовых сверл: у них нет отвода для стружки, поэтому приходится часто вынимать сверло из отверстия, также из-за этого кромка отверстия становится зазубренной. Кроме того при работе сверла могут менять диаметр и направление. Диаметр такого сверла от 3 до 16 мм, измеряют его по размеру лопатки. Плоские сверла используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Сверла для глубокого сверления (длинные)
удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Сверла одностороннего резания
применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
Кольцевые фрезы (корончатые сверла)
Кольцевые алмазные сверла (трубчатые) применяются для сверления отверстий в изделиях из камня керамики. Алмазное покрытие выполнено «спечным» методом. При сверлении отверстий с использованием данных сверл, все работы производятся только с охлаждением, путем подачи в рабочую область воды или другой СОЖ. Также важно помнить о том, что работы выполняются под углом 90 гр.
Корончатые сверла (кольцевые) как правило по металлу, превращают в стружку только узкую кольцевую часть материала. Корончатые сверла(кольцевые фрезы), могут быть как отдельными, так и встроенными в сверлильный станок, расположенными сверлом вниз или вверх, в зависимости от типа оборудования. Корончатые сверла (Кольцевые фрезы) используются при сверлении металла и металлоконструкций в переносных сверлильных станках на магните. Главное назначение корончатого сверла — сверление отверстий диаметром 12-150мм.
Корончатое сверло:
- легко и удобно в использовании;
- не затрагивает сердцевины отверстия, проходя лишь по периферии;
- обеспечивает высокую производительность при маленьком потреблении мощности.
Использование кольцевых фрез при различных видах работ обеспечивает экономию не только времени, но и бюджета.
Центровочные сверла
Центровочное сверло представляет собой очень короткое сверло с толстым хвостовиком. Центровочные свёрла предназначены прежде всего для сверления центровочных отверстий в деталях для их последующей обработки. Центровочными сверлами сверлят неглубокие отверстия, так как отвод стружек затруднен. Основные диаметры сверл: 12–50 мм, длинна 120-150мм.
Конические сверла
Представляют собой идеальный инструмент для общей обработки листового металла с максимальной толщиной 4 мм. Применяются при сантехнических и отопительных работах, в электропромышленности, машиностроении и при монтаже распределительных шкафов. Конические сверла используют для сверления стекла, а также при работе с термопластичными и термореактивными пластмассами.
Ступенчатые сверла
Ступенчатое свело — идеальный инструмент для обработки листового металла (подходит для всех материалов: любая листовая сталь толщиной до 6 мм, специальная листовая сталь, цветные металлы, термопласты, термореактивная пластмасса).Эти сверла были разработаны для высверливания безупречно круглых по форме, цилиндрических и одновременно очищенных от стружки отверстий. Ступенчатые сверла по металлу предназначены для центрирования, сверления и снятия грата в один прием.
rukoyat.ru
Виды свёрл по металлу
Какие же бывают виды сверл?
Данная статья наиболее кратко описывает все виды металлорежущих свёрл.
Сверло – металлорежущий инструмент, насчитывающий 5 режущих кромок (2 ленточки, перемычка, 2 режущих кромки), используемый для сверления и рассверливания отверстий в заготовках из металла.
Главное движение резания при сверлении это вращение с определенной скоростью сверла относительно его оси, вспомогательное движение резания это подача сверла в осевом направлении.
рис. 1 – сверление отверстия в металле
Как же правильно подобрать сверло?
Для правильного подбора сверла под определенную операцию, нужно учитывать следующие факторы:
1. Модель станка.
2. Состояние станка и вспомогательной оснастки (жесткость системы СПИД, мощность, крутящий момент, максимальные обороты и подача, биение максимальное, подвод СОЖ).
3. Партийность заготовок (единичная, серийная, массовая).
4. Материал заготовки (сталь, нержавейка, титан, пластмасса, цветной сплав и т.д.).
5. Метод получения заготовки (отливка, прокат, штамповка, вырезка)
6. Точность получаемого отверстия (допуск, шероховатость, прямолинейность, округлость и т.д.).
7. Глубина обрабатываемого отверстия.
8. Технические требования к заготовке (термообработка, покрытие, упрочнение поверхностного слоя и т.д.).
9. Конструкцию и технологичность детали (тонкостенная, пересекающиеся отверстия, поверхности входа и выхода сверла из отверстия и т.д.).
Виды свёрл
1) цельные (монолитные) сверла
рис. 2 – цельнотвердосплавные сверла
Данный тип сверл в основном изготавливают из быстрорежущих сталей, а также из твердого сплава. Сверла из монолитного твердого сплава характеризуются высокой точностью изготовления, минимальным биением и возможностью получать отверстия 8,9 класса точности, с шероховатостью до 1,6 Ra (6-й класс чистоты) мкм, без дополнительной операции зенкерования и развёртывания отверстий.
Также существуют современные сверла, получаемые за счет метода порошковой металлургии из быстрорежущей стали с добавлением легирующих элементов (кобальта, молибдена), данные сверла имеют высокую износоустойчивость, точность и значительно лучше твердосплавных сверл работают на изгиб.
Конструкция сверл может быть как с внутренним подводом СОЖ в зону резания, так и с наружным. Данные сверла допускают переточку, а также имеют различные износостойкие покрытия CVD или PVD методом. Имеют различную длину хвостовика, длину режущей части. Монолитные сверла изготавливают с цилиндрическим хвостовиком, а также с хвостовиком с лыской (тип WELDON) для предотвращения проворота сверла в цанговом патроне. Монолитные сверла имеют высокую жесткость и способны работать с большими подачами без ущерба качеству и стойкости сверла.
Основные конструктивные элементы спирального сверла
рис. 3 – элементы конструкции сверла
- Двойной угол в плане или угол при вершине сверла
- Диаметр режущей части сверла
- Общая длина сверла
- Длина стружечной канавки сверла
- Длина хвостовика сверла
- Длина режущей части сверла или максимальная глубина сверления
- Поперечная кромка
- Диаметр хвостовика
Примечание: режущая часть сверла имеет небольшой обратный конус для исключения возможности заклинивания стружки и повторного резания стружки.
Монолитные спиральные сверла имеют различные хвостовики
рис. 4 – виды хвостовиков сверл
Сверла различают по глубине резания:
- Короткие сверла (короткой серии) до 5D
- Сверла средней длины (средней серии) до 10D
- Сверла длинные (длинной серии) до 15D
- Сверла удлиненные (удлиненной серии) до 30D
Ссылка на видео http://www.youtube.com/watch?v=PjqJmT-pcGQ&feature=youtu.be
2) сверла с напаянными пластинами
рис. 5 – сверло с напайной твердосплавной пластиной
Сверла с напайной пластиной обеспечивают повышенную износостойкость при обработке труднообрабатываемых материалов, а также экономическую целесообразность применения для обработки отверстий большого диаметра, так как их стоимость значительно ниже твердосплавных или сверл с СМП.
Информацию о конических хвостовиках инструмента вы можете почитать здесь:
http://ru.wikipedia.org/wiki/Конус_инструментальный
3) сверла со сменными пластинами
рис. 6 – свёрла с СМП (модульные, перовые)
Сверла с СМП применяют для обработки отверстий в деталях массового и серийного производства, они характеризуются быстрой сменой пластины, что значительно облегчает труд оператору-наладчику станка, за счёт того, что сверло не нужно перетачивать и заново привязывать. Также их используют для обработки глухих отверстий с плоским дном, отверстий с невысокими требованиями по точности.
Виды сверл со сменными пластинами:
а) с несколькими твердосплавными пластинами (периферийной и центральной) – рис. 7
рис. 7 – сверла с СМП
Свёрла со сменными многогранными пластинами применяют для обработки отверстий среднего и большого диаметра небольшой глубины. Также они подходят для плунжерной обработки и некоторых токарных работ (но не все виды сверл): подрезка торца, растачивание отверстий, обтачивание наружной поверхности. Сверла считаются не очень производительными за счет невозможности использовать большую подачу на зуб при сверлении, из-за недостаточной жесткости сверла. Способны обрабатывать неглубокие отверстия глубиной до 5D сверла.
б) с одной пластиной (перовые сверла) – рис. 8
рис. 8 – сверла перовые со сменной пластиной из твердого сплава или HSS
Данный тип сверл является современным аналогом спиральных цельных сверл, они имеют преимущества над спиральными:
1. Один корпус сверла для различных диаметров сверления.
2. Не требует переточки сверла (экономия времени машинного, ресурсов человеческих, расходных материалов для заточного станка и электроэнергии и зарплаты заточника).
3. Большой выбор сплавов, геометрий и износостойких покрытий под различные материалы.
4. Имеют различные типы хвостовиков (WELDON или Конус МОРЗЕ), возможно, закреплять на различных станках.
Данные сверла способны сверлить отверстия глубиной до 32D сверла, но при этом необходимо:
- просверлить пилотное отверстие глубиной до 1-2D сверла такого же диаметра.
- угол при вершине центровочного сверла должен быть равен или чуть больше, чем длинного сверла.
- засверливание производить на пониженной подаче и оборотах для наименьшего увода сверла.
- должно осуществляться увеличенное давление СОЖ через инструмент, для наилучшей эвакуации стружки из зоны резания, в противном случае необходимо производить сверление с отскоком.
Применять твёрдый сплав при глубинах больше 7 диаметров не рекомендуется. Дело в том, что при больших глубинах сверления неизбежно возникают повышенные нагрузки на режущую кромку и вибрации. Твёрдый сплав в силу своей большей хрупкости по сравнению с HSS может не выдержать этих нагрузок и есть риск выкрашивания пластины или её поломки.
в) модульные сверла со сменной пластиной из твердого сплава или HSS
рис. 9 – модульное сверло со сменной головкой из твердого сплава
Модульные свёрла имеют сменную твердосплавную головку, которая по мере износа меняется, также имеют хороший подвод СОЖ через инструмент прямо в зону резания и специальные канавки для эвакуации стружки из зоны резания и отвода тепла от инструмента и заготовки. По своей конфигурации данные сверла можно сравнить с цельными сверлами, они способны обрабатывать отверстия по 9-10 классу точности и с хорошей шероховатостью поверхности (Ra 3,2-6,3 мкм). Сверла работают практически с теми же подачами на зуб, что и монолитные сверла, отличаются высокой производительностью, а также не требуют переточки, что значительно сокращает время на смену инструмента. Данные сверла не способны засверливаться в наклонные поверхности и неровные.
Максимальная глубина обработки данными сверлам до 8D сверла.
4) Сверла для глубокого сверления
Глубокая обработка отверстий до 100D может вестись несколькими инструментам:
а) Эжекторное сверло
Ссылка на видео: http://www.youtube.com/watch?v=Elen711kPwM&feature=youtu.be
Этот вид сверления наиболее предпочтителен при сверлении отверстий на станках с горизонтальной компоновкой шпинделя (токарные станки и обрабатывающие центры).
Эжекторное сверло состоит:
- режущей головки
- наружная штанга
- внутренняя штанга
- патрон
- цанга
- уплотнительная втулка
рис. 10 – эжекторная система сверления
Эжекторное сверление является наиболее современной технологией обработки глубоких отверстий.
Стружка отводится через отверстие штанги и поэтому на сверле нет стружечных канавок, что позволяет, увеличит жесткость инструмента.
Эжекторное сверление рекомендуется применять:
- при обработке материалов, имеющих хорошую обрабатываемость резанием
- станки с горизонтальной компоновкой шпинделя (токарные)
- для крупносерийного и массового производства
Точность отверстия при эжекторном сверлении достигает 9-10 класса и чистота обработанной поверхности 2-3 Ra мкм.
б) Пушечное сверло
Ссылка на видео: http://www.youtube.com/watch?v=t597JqeN_T8&feature=youtu.be
Сверление пушечными сверлами является устаревшим методом обработки глубоких отверстий. Стружка удаляется через V-образную канавку на сверле, поэтому площадь поперечного сечения сверла уменьшается и это влияет на жесткость инструмента.
рис. 11 – сверление пушечным сверлом
Точность отверстия при сверлении пушечными сверлами достигает 9 класса и чистота обработанной поверхности 0,1-3,2 Ra мкм.
Сверление пушечными сверлами рекомендуется применять:
- Обработка отверстий небольшого диаметра
- При возникновении сложности образовании стружки
- Обрабатывающие центры с высокой подачей СОЖ
- Токарные станки с ЧПУ с высокой подачей СОЖ
Другие виды сверл согласно российскому стандарту
рис. 12 – Сверла спиральные из быстрорежущей стали с цилиндрическим хвостовиком по ГОСТ:
4010-77 – короткая серия
10902-77 – средняя серия
886-77 – длинная серия
12122-77 – длинная серия с коротким хвостовиком
8034-76 – малоразмерная серия
рис. 13 – Сверла спиральные из быстрорежущей стали с конусом МОРЗЕ по ГОСТ:
10903-77 – нормальная серия
2092-77 – удлиненная серия
12121-77 – длинная серия
Сверла спиральные из быстрорежущей стали для труднообрабатываемых материалов по ГОСТ:
20697-75 – с коническим хвостовиком средняя серия
20696-75 – с коническим хвостовиком короткая серия
20695-75 – с цилиндрическим хвостовиком средняя серия
Сверла спиральные из быстрорежущей стали для обработки легких сплавов по ГОСТ:
19543-74 – с цилиндрическим хвостовиком средняя серия
19544-74 – с цилиндрическим хвостовиком длинная серия
19545-74 – с цилиндрическим хвостовиком левые сверла
19546-74 – с коническим хвостовиком
19547-74 – с коническим хвостовиком удлиненные
рис. 14 – Сверла шнековые по ТУ:
2-035-948-84 – с цилиндрическим хвостовиком
2-035-426-75 – с коническим хвостовиком
рис. 15 – Сверла спиральные конические с конусностью 1:50 по ГОСТ:
18201-72 – с цилиндрическим хвостовиком
18202-72 – с коническим хвостовиком
рис. 16 – Сверла сборные перовые:
ГОСТ 25524-82 – с цилиндрическим хвостовиком
ТУ 2-035-741-81 – с коническим хвостовиком
рис. 17 – Сверла центровочные комбинированные по ГОСТ 14952-75
рис. 18 – Сверла кольцевые со вставными ножами из быстрорежущей стали по ТУ 2-035-524-76
Сверла твердосплавные по ГОСТ:
22735-77 – спиральные с цилиндрическим хвостовиком
17273-71 – спиральные укороченные
17274-71 – спиральные короткие
17275-71 – спиральные средняя серия
20694-75 – спиральные для труднообрабатываемых материалов короткая серия с цил. хв.
22736-77 – спиральные для труднообрабатываемых материалов с коническим хвостовиком
рис. 19 – Спиральные для сверления отверстий в печатных платах по ГОСТ:
22093-76 – короткая серия
22094-76 – длинная серия
Спиральные для обработки термореактивных пластмасс по ГОСТ:
21418-75 – с цилиндрическим хвостовиком
21419-75 – с коническим хвостовиком
21420-75 – перовые с цилиндрическим хвостовиком
www.dominik-chel.ru
Назначение и виды сверл по металлу
 Потребность в обработке тех или иных металлических изделий появляется и у профессионалов, и у обыкновенных мастеров. Для исполнения такого рода обработки нужны специальные приспособления и инструменты, к которым относится сверло.
Потребность в обработке тех или иных металлических изделий появляется и у профессионалов, и у обыкновенных мастеров. Для исполнения такого рода обработки нужны специальные приспособления и инструменты, к которым относится сверло.
Современный рынок предлагает своим потребителям готовые комплекты, в которые входят изделия с различной длиной и различного диаметра. Также можно найти единичный экземпляр, подобрав его по механическим свойствам и геометрическим характеристикам. В обеих ситуациях встает вопрос о том, каким образом можно отличить высококачественную продукцию от сомнительной и подобрать приспособление, которое прослужит максимально долго и не будет тупиться.
Сверление металлических сплавов — крайне сложный и трудоемкий процесс, который требует максимально ответственного и внимательного отношения к подбору инструмента.
Классификация и особенности конструктивного плана
Есть несколько разновидностей такого инструмента. Друг от друга они отличаются функциональными и конструктивными особенностями. Стоит отметить и то, что посредством изделий, которые предназначены для обработки металла, можно сверлить и другие материалы, к которым относятся:
- дерево и материалы, выполненные на его основе;
- разные типы полимеров;
- керамика;
- бетон;
- кирпич.
Конструкция таких приспособлений разрабатывается специально для полноценного решения целого ряда задач технологического плана, учитывая свойства материала, который будет подвергаться обработке. Именно по этой причине специалисты советуют перед выбором получить хотя бы малейшее представление об особенностях этого режущего инструмента.
Итак, конструкции для сверления включают в себя следующие составляющие:
- Режущий элемент, который отвечает за сам процесс обработки.
- Хвостик, который позволяет закреплять инструмент в патроне оборудования.
- Рабочая зона, которая обеспечивает удаление оставшейся стружки из района обработки.
По характеру конструкции принято различать следующие типы сверл:
- спиральные;
- плоские;
- корончатые;
- конусные.
Плоские
Конструкции с плоской рабочей частью иногда именуют перовыми. Среди преимуществ таких изделий следует выделить:
- нечувствительность к скосам;
- простое исполнение;
- дешевизна.
К недостаткам нужно отнести:
- невозможность создания больших отверстий;
- отсутствие автоматизированного отвода опилок из рабочей зоны (геометрические свойства и устройство данной разновидности сверл не подразумевают такой функции).
Спиральные
Конструкции спирального типа считаются самыми распространенными изделиями, применяемыми для обработки металлических изделий. Конструкция таких сверл выполнена в виде цилиндрического стержня, с боку которого находятся канавки спиралевидной формы. Именно они отвечают за отвод стружки. Также спиральные сверла могут относиться к следующим группам:
- Изделия общего назначения. Диаметр такого инструмента достигает 80 миллиметров. Спиральные изделия общего назначения используются как в промышленности, так и в быту.
- Левосторонние. Без таких изделий невозможно обойтись в таких ситуациях, когда из отверстия нужно высверлить поломанный крепеж или болт.
- Высокоточные сверла. Такие приспособления используются настоящими профессионалами или умельцами, которым требуется превосходный результат от обработки. Эти сверла, как правило, имеют обозначение «А 1». С их помощью можно делать отверстия с точным диаметром.
 Изделия общего назначения. Диаметр такого инструмента достигает 80 миллиметров. Спиральные изделия общего назначения используются как в промышленности, так и в быту.
Изделия общего назначения. Диаметр такого инструмента достигает 80 миллиметров. Спиральные изделия общего назначения используются как в промышленности, так и в быту.Корончатые
Форма корончатых сверл напоминает стакан из металла, с торца которого расположены режущие зубчики. Именно они и применяются для сверления отверстий в материале. Зубчики могут быть сделаны из какого-нибудь очень твердого металлического сплава или иметь особое алмазное напыление.
Эта разновидность сверл создана для кольцевой методики сверления, при которой подбирается лишь контур будущего отверстия.
Конусные
 К конусным сверлам относятся приспособления со ступенчатой и гладкой поверхностью. Применяемые для созданий отверстий в изделиях из металла, такие изделия обеспечивают простую центровку в начале процесса, чего нельзя сказать о цилиндрических конструкциях. Но самое главное преимущество конусных сверл состоит в том, что с их помощью можно делать отверстия самых различных диаметров.
К конусным сверлам относятся приспособления со ступенчатой и гладкой поверхностью. Применяемые для созданий отверстий в изделиях из металла, такие изделия обеспечивают простую центровку в начале процесса, чего нельзя сказать о цилиндрических конструкциях. Но самое главное преимущество конусных сверл состоит в том, что с их помощью можно делать отверстия самых различных диаметров.
Среди широкого разнообразия сверл можно выделить изделия, предназначенные для создания отверстий в материалах высокой прочности, к примеру, кобальтовые сверла.
Данные приспособления сделаны из быстрорежущего стального сплава, который легирован кобальтом. Он существенно повышает прочность детали. Благодаря таким свойствам кобальтовые инструменты с успехом применяются для создания отверстия в высокопрочных материалах. Высокая цена таких изделий целиком оправдана их качествами.
Как выбрать хорошее сверло по металлу
Подбирая деталь, вам нужно знать не только виды сверл и их назначение, но и понимать, для каких именно задач они будут применяться. Для этого следует обратить внимание на следующие характеристики:
- оттенок поверхности;
- уровень качества заточки;
- симметричность конструкции;
- диаметр;
- соответствие стандартным параметрам;
- материал, из которого сделано приспособление;
- функционал и назначение;
- репутация изготовителя.
 оттенок поверхности;
оттенок поверхности;Подбирая инструмент, нужно обратить внимание и на характеристики имеющегося оборудования.
Так, если вам нужно высверлить довольно большое отверстие в металлическом изделии с помощью мощной дрели, понадобится приспособление, которое входит в ее комплектацию.
О чем говорит цвет изделия
 Цвет поверхности сверла — это именно та характеристика, которая показывает уровень качества изделия.
Цвет поверхности сверла — это именно та характеристика, которая показывает уровень качества изделия.
Серый цвет имеют детали, которые обладают низким качеством и, следовательно, имеют небольшую цену. Серые поверхности не проходят никакой дополнительной обработки. Стоит уяснить, что при работе оно быстро придет в негодность.
Черный инструмент получается после обработки перегретым паром. В итоге изделия получаются очень износостойкими и прочными.
Золотистые изделия, как правило, проходят особую процедуру отпуска. Эта обработка с помощью термической методики способствует повышению прочности изделия.
tokar.guru