Устройство слесарных тисков схема – Telegraph
Устройство слесарных тисков схема
====================================
>> Перейти к скачиванию
====================================
Проверено, вирусов нет!
====================================
Схема устройства слесарных тисков. В соответствии с заданными габаритами резьбы, дистанция между держателями губок равна 75-80 мм. Эти габариты подойдут для устройства личного производства.
Устройство слесарных тисков. Кроме них в конструкцию могут входить и другие элементы, которые будут менять модификацию и специализацию устройства.
Устройство и назначение настольных слесарных тисков.Из великого множества слесарных тисков, рекомендуемых к изготовлению своими руками, мы выбрали вариант наиболее близкий к классической схеме, но по некоторым параметрам превосходящий тиски заводского.
Именно эта особенность труб позволяет использовать их для такого устройства, как самодельные слесарные тиски. Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме.
Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме.
Тиски механическое устройство, которое используется для фиксации заготовок.При ослаблении винтов кольцо снимает блокировку подвижности. По ГОСТ 4045-75 типы слесарных тисков отличаются от представленных.
Тиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначений.Работа по изготовлению слесарных тисков в домашних условиях.Схемы, чертежи, советы по подбору материалов + 66 фото.
Город:УКРАИНА.Донецкая область. Харцызский район. Слесарные тиски.Слесарные тиски. Ремонт. Проторцевать – имеется ввиду – как на этой картинке – обозначено красным.
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении.Рис. 2. Стуловые тиски: а общий вид; б схемы закрепления заготовок.
Рис. 2. Стуловые тиски: а – общий вид, б – схемы закрепления заготовок.Устройство и действие различных видов механизированных инструментов рассматриваются при описании слесарных операций, в которых они применяются.
Как сделать тиски своими руками? Смотрите фото и видео самостоятельного изготовления слесарных тисков. Чертежи самодельных тисков.
Тески различаются как по устройству внешней конструкции, так и по силе зажима детали. Самыми популярными являются обычные слесарные тиски с размерами от 300 (мм) до 400 (мм). Размеры слесарных тисков
Тиски – это незаменимый инструмент в любой мастерской. Благодаря ему можно обрабатывать любые детали, не прибегая к помощи других людей. Это объясняется тем, что устройство обеспечивает надежную фиксацию различных изделий.
Существует много видов зажимных устройств, но для небольшой мастерской или рабочего стола вУстановка слесарных тисков. Хороший пример, как установить слесарные тиски на деревянный стол.Автор этого проекта решил сделать съемные губки и набросал такую схему.
Все детали зажимного устройства стальные. Чугун из-за своей хрупкости используется намного реже. Особенно, когда слесарные тиски используют как наковальню.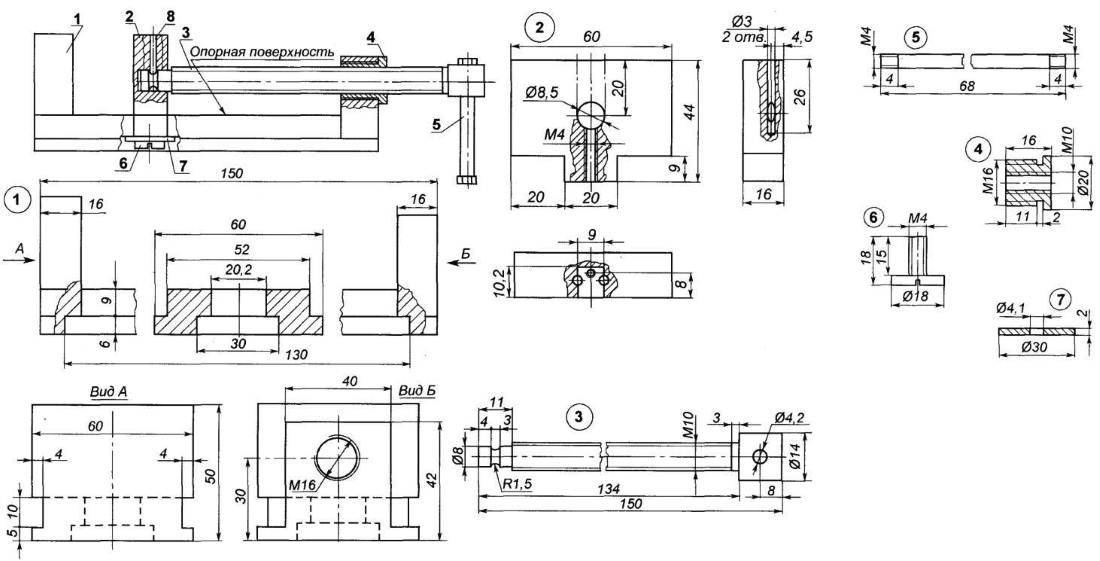 Как правильно подключить УЗО и автоматы в квартире (доме) видео и схема.
Как правильно подключить УЗО и автоматы в квартире (доме) видео и схема.
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении.Параллельные тиски по устройству разделяются на поворотные и неповоротные, губки у этих тисков перемещаются параллельно.
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении.Параллельные тиски (ГОСТ 4045-57) по устройству разделяются на поворотные и неповоротные, губки у этих тисков перемещаются.
Классицикация и назначение слесарных тисков, их общее устройство и отличительные признаки.Рисунок 4 – стуловые тиски: а – общий вид, б – схемы закрепления заготовок. 9. Тиски с параллельными губками и ручным приводом.
Рис. 2. Стуловые тиски: а – общий вид, б – схемы закрепления заготовок.Рис. 5. Закрепление деталей в ручных тисках и струбцинах: а, б – ручные слесарные тиски, в – использование косогубых тисков, г – применение струбцины.
Виды тисков слесарных. Все тиски можно подразделить на две большие группы: станочные и слесарные, которые в свою очередь подразделяются на статичные и поворотные.
В слесарном деле употребляют тиски стуловые, параллельные и ручные.Надобность в подставках и подкладках отпадает, если сами верстаки имеют устройство для регулирования их высоты.Схема наиболее простых рычажных тисков дана на рис. 6, а. Через корпус.
Тиски слесарные поворотные с трубоприжимом. Паспорт
Содержание
- 1 Назначение.
- 2 Технические характеристики.
- 3 Условия эксплуатации.
- 4 Комплектность.
- 5 Требования безопасности.
- 6 Сведения о консервации.
- 7 Гарантийные обязательства.
Назначение.
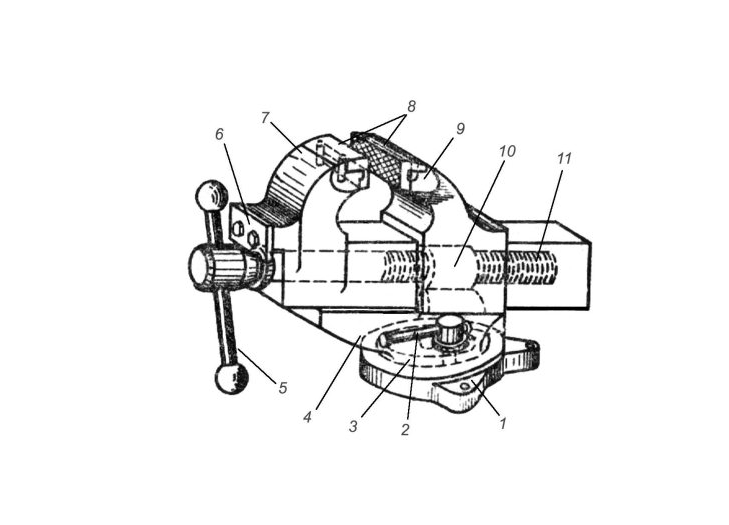
Тиски слесарные поворотные в двух плоскостях с наковальней и трубоприжимом предназначены для закрепления деталей при их слесарной (ручной) обработке при проведении ремонтно-наладочных и различного рода слесарных работ. Наличие призм со ступенчатым профилем на нижней стороне, противоположной плоским губкам, позволяет зажимать круглые заготовки (например, трубы).
Технические характеристики.
2.1. Тиски изготавливаются в соответствии с ISO 9001. Корпусные детали изготавливаются из чугуна марки СЧ25.
Установка и крепление тисков на верстаке осуществляется с помощью болтов.
2.2. Основные параметры и размеры тисков:
Ширина губок – 140мм
Высота губок – 22 мм
Ход губок – 5¼’ (130мм)
Дискретность шкалы линейки хода губок – 1/16’ (1,25 мм)
Крепление – 4 болта
Размер зажимаемой трубы – ½’ — 3½’
Диапазон поворота тисков:
- по вертикали -90˚ – +90˚
- по горизонтали 0 — 360˚
Дискретность шкалы поворота закрепленной детали в вертикальной плоскости — 1˚.
Габаритные размеры:
Длина – 410 мм
Ширина – 150 мм
Высота – 240 мм
Масса – 18 кг.
Условия эксплуатации.
3.1. Перед установкой тисков на верстак, их необходимо расконсервировать.
3.2. Установить тиски на верстак, тиски закрепить четырьмя болтами Ø10мм по ГОСТ 13152..jpg)
Рис.1 — Схема крепления тисков
3.3. Закрепить заготовку в тисках, перемещая подвижную губку с помощью ходового винта.
3.4. Смазку направляющих винтовой пары и других трущихся поверх-ностей производить раз в смену с предварительной очисткой этих мест от стружки, пыли, грязи.
3.5. Осевой люфт ходового винта устраняется регулировочным вин-том.
3.6. Условия эксплуатации тисков – ГОСТ 15150 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию тисков.
3.7. Конструкция основания позволяет поворачивать тиски в горизонтальной плоскости диапазоне 0 — 360˚. Имеется возможность зафиксировать тиски, повернув их на требуемый угол, с помощью двух винтов. Также, зафиксированную деталь можно повернуть в вертикальной плоскости с точностью до 1˚, также зафиксировав с помощью двух винтов.
3.8. Для закрепления в тисках круглых заготовок применяются призмы со ступенчатым профилем.
Комплектность.
В комплект входят:
- тиски в сборе;
- паспорт.


Требования безопасности.
5.1. Рукоятка тисков и накладные губки не должны иметь забоин и заусенцев.
5.2. Тиски должны иметь устройство, предотвращающее полное вывинчивание ходового винта из гайки.
5.3. Отверстие головки винта должно иметь с двух сторон фаски для предохранения рук рабочего от защемления.
5.4. Крепление тисков должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
5.5. Запрещается применять ударную нагрузку на рукоятку тисков при зажиме и удлинении рукоятки.
5.6. Тиски должны выдерживать проверку на прочность с превышением усилия зажима на 25%.
Сведения о консервации.
6.1. Тиски подвергнуты консервации в соответствии с требованиями
ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
6.2. Срок хранения тисков без переконсервации – 2 года, при условии
хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) тисков, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Вверх
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Пожалуйста, введите Ваш E-mail, чтобы получить ссылку для скачивания этого файла
Справочник по кодовым машинам
Слесари изготавливают ключи, используя различные типы кодовых машин, как ручные, так и электрические. К ним относятся микрометрические машины с электроприводом, «карточный тип» и компьютеризированные модели, которые создают коммерческие, бытовые, служебные ключи, автомобили и т. Д. Они создают ключи, используя информацию о пространстве и глубине выреза, а также зная конкретные требуемые биты. В зависимости от кодовой машины может потребоваться один или несколько фрез для создания плоскости или радиуса и прилежащего угла.
В этой статье мы обсудим машины для создания ключей, предназначенные для цилиндрических ключей.
Новаторской запатентованной машиной для изготовления ключей является моторизованная машина для изготовления ключей Ilco Universal, также известная как «Дисковая машина».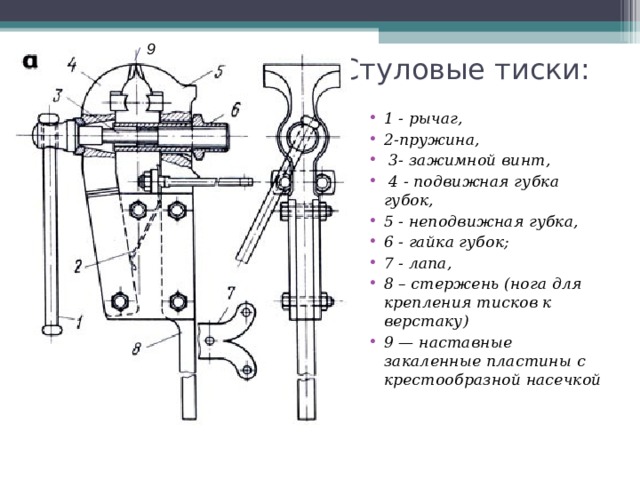 Патент № 1 750 218 был выдан Моррису Фальку 11 марта 1930 года. В этой машине для создания ключей используются съемные и съемные диски, один для глубины, а другой для пробелов. Каждый диск имеет ряд отверстий, пронумерованных в соответствии со спецификациями производителя замка. Клавиши пробела и глубины были предоставлены для установки интервала и глубины выреза перед созданием ключей. За прошедшие годы для Universal Code Machine было доступно более 150 комплектов дисков. Ilco прекратила выпуск универсальной кодовой машины, когда были разработаны более эффективные методы создания ключей, включая электронные кодовые машины и универсальную кодовую машину II.
Патент № 1 750 218 был выдан Моррису Фальку 11 марта 1930 года. В этой машине для создания ключей используются съемные и съемные диски, один для глубины, а другой для пробелов. Каждый диск имеет ряд отверстий, пронумерованных в соответствии со спецификациями производителя замка. Клавиши пробела и глубины были предоставлены для установки интервала и глубины выреза перед созданием ключей. За прошедшие годы для Universal Code Machine было доступно более 150 комплектов дисков. Ilco прекратила выпуск универсальной кодовой машины, когда были разработаны более эффективные методы создания ключей, включая электронные кодовые машины и универсальную кодовую машину II.
Дополнительные машины для создания ключей производятся компаниями Bianchi, CodePro Manufacturing, Framon, ITL и Laser Key Products. Производители замков, такие как Medeco и Mul-T-Lock, также предлагают создание ключей.
При покупке машины для создания ключей вы должны остаться с режущими инструментами для этой машины. Большинство кодовых машин специализированы, так как в машине Framon заготовка ключа вставляется справа, а Ilco – слева. Это приводит к тому, что асимметричные фрезы зависят от станка.
Большинство кодовых машин специализированы, так как в машине Framon заготовка ключа вставляется справа, а Ilco – слева. Это приводит к тому, что асимметричные фрезы зависят от станка.
Чтобы правильно вырезать ключи, на некомпьютеризированных машинах для создания ключей использовались и сегодня используются резцы различной формы. Правильный резак необходим для изготовления ключей, которые находятся в пределах допусков по сравнению с ключами оригинального оборудования для правильной работы замка. Для компьютеризированных станков для изготовления ключей один резец может делать пластины разной ширины как часть программирования. В машинах для создания ключей ITL используется только один резак. Резак имеет минимальную плоскость около 0,010 дюйма. Полностью автоматические машины выполняют регулировку плоскостей для замков каждого производителя. ITL9Полуавтоматические станки серии 50 имеют кривошипную рукоятку для регулировки расстояния. Кривошипная рукоятка перемещает заготовки ключей от дужки (головки) к наконечнику, разрезая плоские поверхности по мере разрезания лезвия.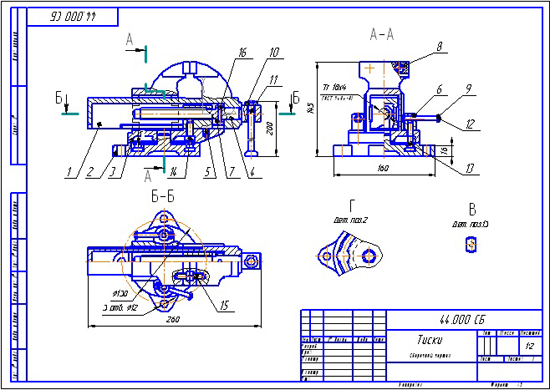
Для машин ручной генерации ключей используются два метода. Во-первых, выбрать правильный резак. Общая форма, прилежащий угол, толщина фрезы и размер плоскости определяют ключи, которые могут быть созданы. От производителей доступны фрезы разного размера для изготовления ключей для производителей замков.
Твердосплавные фрезы доступны для некоторых станков, производящих ключи. Твердосплавные фрезы дольше сохраняют остроту по сравнению с фрезами из инструментальной стали. Однако твердосплавные фрезы подвержены поломке зубьев из заготовки ключа при слишком быстром контакте с вращающимся режущим диском. Для получения дополнительной информации обратитесь к своему дистрибьютору слесарей за рекомендациями по вашему конкретному кодовому ключу.
Производители замков предоставляют спецификации, включая включенный угол вырезов и ширину плоскости. Некоторые компании, занимающиеся изготовлением ключей, имеют стандартный цилиндрический или симметричный кулачковый нож большого диаметра, который имеет 9Угол прилегания 0–100 градусов и ширина плоской поверхности приблизительно 0,045 дюйма.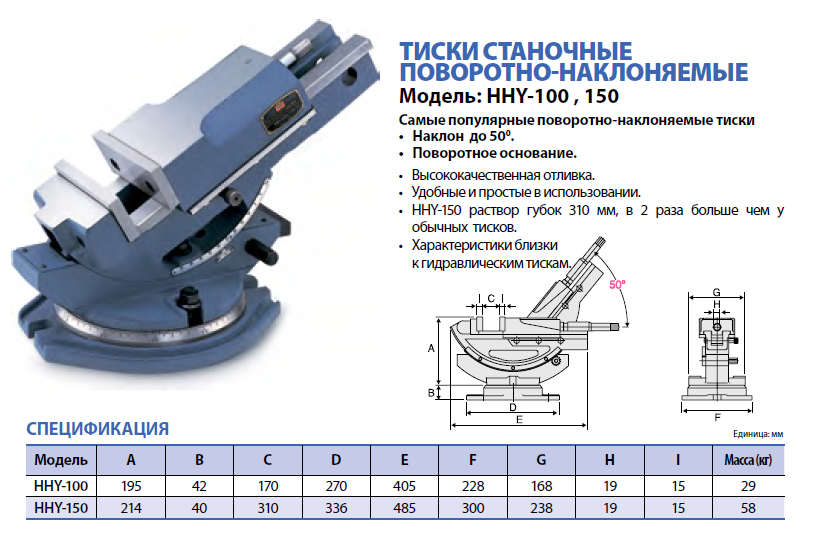 Этот резак можно использовать для изготовления ключей с закругленным нижним штифтом или наконечником. Для замков Kwikset дистанционное колесо необходимо поворачивать в обоих направлениях, чтобы увеличить ширину плоскость по крайней мере до 0,088 дюйма, чтобы вместить плоские скошенные нижние штифты. Резец должен соответствовать форме нижних штифтов.
Этот резак можно использовать для изготовления ключей с закругленным нижним штифтом или наконечником. Для замков Kwikset дистанционное колесо необходимо поворачивать в обоих направлениях, чтобы увеличить ширину плоскость по крайней мере до 0,088 дюйма, чтобы вместить плоские скошенные нижние штифты. Резец должен соответствовать форме нижних штифтов.
Дополнительная асимметричная фреза имеет более узкую сторону для автомобильных работ, потому что уступ ключа находится слишком близко, чтобы использовать стандартную фрезу для замка с более глубокой первой глубиной прорези.
Эмпирические правила выбора фрез
За прошедшие годы были разработаны два «эмпирических правила» выбора фрез. К ним относятся:
- Отрез к отрезу: В большинстве штифтовых замков расстояние от отреза до отреза превышает 0,140 дюйма. Это минимальное расстояние от отреза до отреза для использования симметричного стандартного резака.
- Расстояние: Если расстояние от уступа до центра первого пропила меньше 0,100 дюйма, используйте специальные или асимметричные фрезы. General Motors и Mitsubishi используют 0,09.Расстояние от уступа до первого пропила 8 дюймов. Если глубина пропила больше двух, стандартная фреза врежется в уступ заготовки ключа.
 General Motors и Mitsubishi используют 0,09.Расстояние от уступа до первого пропила 8 дюймов. Если глубина пропила больше двух, стандартная фреза врежется в уступ заготовки ключа.
General Motors и Mitsubishi используют 0,09.Расстояние от уступа до первого пропила 8 дюймов. Если глубина пропила больше двух, стандартная фреза врежется в уступ заготовки ключа.Станки для изготовления ключей с ручным управлением имеют два метода определения интервала и глубины резания. Машины для создания ключей «типа карты», включая Ilco Universal II, используют специализированные карты, которые предоставляют информацию о пространстве и глубине по производителю замка или серии кода. Карта также будет включать в себя соответствующий резак для создания ключа. Станок Universal II поставляется с фрезами T14MC и TCW-1011.
Примечание. Кодовые карты и резаки взаимозаменяемы между Ilco Universal II и кодовыми машинами “Card Type” других производителей. Однако фреза «47» имеет больший диаметр, а расстояние между ними и угол прилегания смещены на 0,032 дюйма по сравнению с симметричными фрезами (например, 1011, 14 и т. д.). Симметричные фрезы нельзя использовать вместо фрезы «47».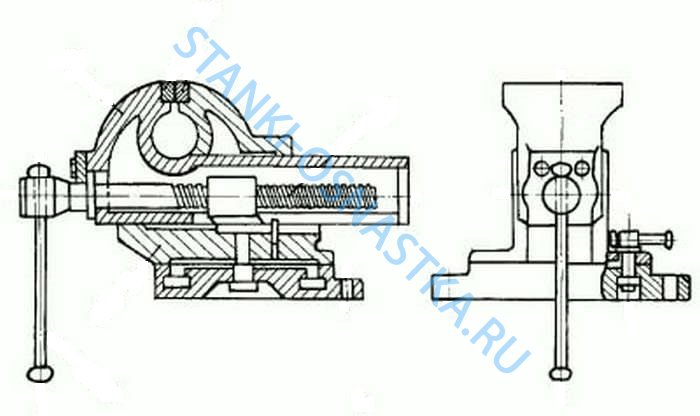
Кодовые станки Framon 1 и 2 используют дистанционные блоки для позиционирования между пропилами и микрометр для определения глубины. доступны для цилиндрических, автомобильных и плоских стальных ключей.
Рукоятка глубины имеет циферблат с шагом 0,001 дюйма. При вращении диска указатель перемещается по шкале с индикаторами, начинающимися с 0,100 дюйма до 0,350 дюйма с шагом 0,050 дюйма. Как только глубина достигает нужного положения, тиски для прямой подачи располагают лезвие ключа перпендикулярно отрезному кругу, обеспечивая ровный срез.
Кодовая машина Framon 2 поставляется с тремя резаками: стандартным резаком FC8445, резаком для иностранных автомобилей FC8735 и резаком FC8615 Medeco. Номера деталей фрез Framon указывают угол среза и плоскость. Например, фреза FC8445 имеет угол среза 84 градуса и площадь поверхности 0,045 дюйма. Все фрезы имеют внешний диаметр 2,375 дюйма с допуском 0,0005 дюйма.
Большинство современных кодовых машин предварительно установлены. Они зависят от того, что все фрезы имеют одинаковый диаметр. Когда первая фреза затупится, необходимо принять решение о покупке новой фрезы или затачивании всех фрез одновременно. (За исключением асимметричной фрезы TCW-47MC.)
Они зависят от того, что все фрезы имеют одинаковый диаметр. Когда первая фреза затупится, необходимо принять решение о покупке новой фрезы или затачивании всех фрез одновременно. (За исключением асимметричной фрезы TCW-47MC.)
При заточке фрез внешний диаметр становится меньше, что приводит к необходимости регулировки станка по глубине. Если фрезы имеют разный диаметр, станок необходимо регулировать при каждой замене фрезы. Об этом часто можно забыть, что приведет к неправильной нарезке ключа.
Изготовление определенных заготовок ключей с помощью машины для изготовления дисковых ключей может быть проблемой, если только машина не имеет многопозиционных тисков или модифицированных тисков, предназначенных для определенных заготовок ключей. Например, Framon предлагает автомобильные/сменные тиски, артикул F2SH050.
Если лезвие ключа неправильно удерживается в губках тисков, то при затягивании тисков лезвие может погнуться или перекрутиться, что приведет к неправильному вырезанию ключа.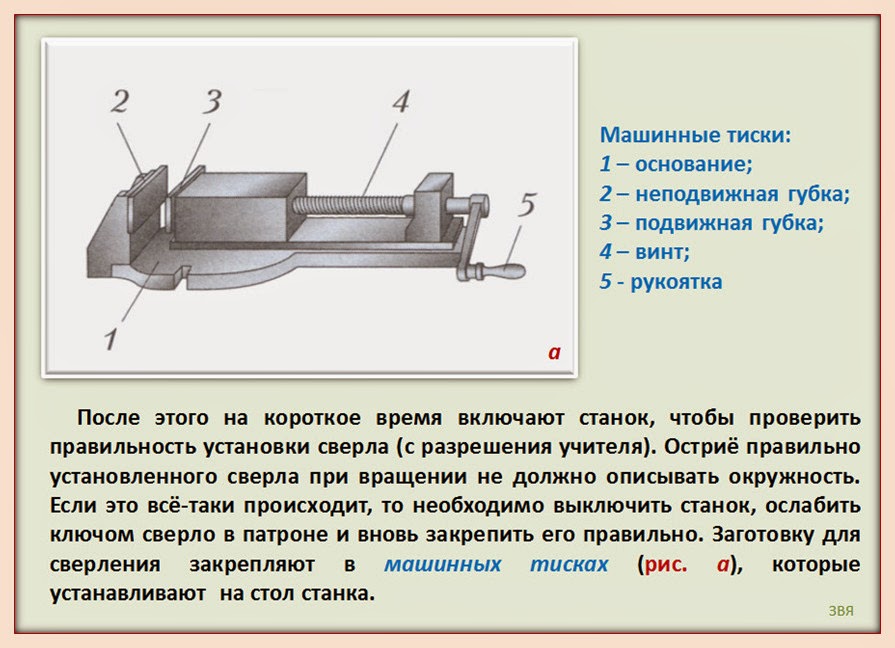 Это более вероятно, если лезвие ключа относительно тонкое.
Это более вероятно, если лезвие ключа относительно тонкое.
Если заготовка ключа не входит должным образом в губки тисков, могут возникнуть проблемы, поскольку заготовка ключа будет наклонена в губках, не соприкасаясь с фрезой в надлежащем положении, имея угол среза. Большинство заготовок для ключей со сменными сердечниками Best Keyway имеют неровное основание лезвия. Такое положение под углом и угол резца поворотной машины могут привести к тому, что шпонка выйдет за пределы заводских допусков. Для создания ключей Best style лучшим выбором может быть использование специального перфоратора.
Машины для вырубки ключей
Машины для вырубки ключей изготавливают ключи путем пробивки отверстий одной глубины за одну операцию. Эти машины имеют фиксированный пуансон, установленный в рукоятке, который входит в матрицу, установленную в каретке. Большинство станков имеют треугольный пуансон с гнездом для штифта на конце. Две стороны пуансона имеют скользящую посадку внутри матрицы для обеспечения точности ключей.
Заготовка ключа помещается в делительные тиски, которые перемещаются из положения в положение при каждом нажатии на ручку. Глубина резания определяет положение пуансона по отношению к основанию лезвия. В зависимости от производителя глубина резания регулируется вращающейся ручкой или кодовой полосой. Когда разрез сделан, перфоратор должен удалить лишний материал между разрезами. Если есть чрезмерные выступы или выступы, это может привести к тому, что ключ будет с трудом входить в замок или выходить из него.
Машины Keypunch варьируются от специализированных производителей или взаимозаменяемых основных приложений до коммерческих / жилых и автомобильных, жилых домов и мотоциклов. Некоторые перфорационные машины предназначены для создания ключей для определенного набора глубин и пространств, таких как система со сменным сердечником A2 или специальная система ключей производителя замков. К ним относятся перфораторы Pro-Lok Blue. Другие имеют взаимозаменяемые компоненты и могут создавать ключи для нескольких замков и производителей замков.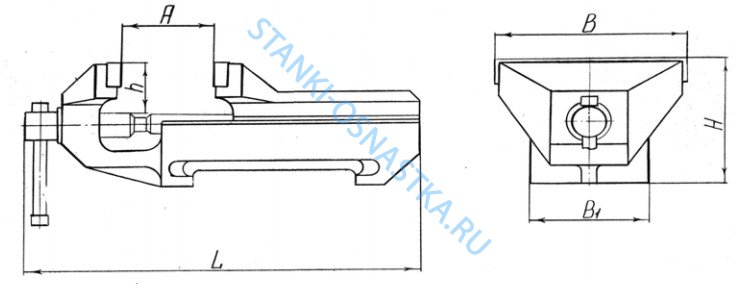 Примерами являются A1 Mean Green Machine и Pak-A-Punch, а также Rytan RY2000 и перфорационные машины Card Type.
Примерами являются A1 Mean Green Machine и Pak-A-Punch, а также Rytan RY2000 и перфорационные машины Card Type.
Машины для вырубки ключей используют различные методы для обеспечения надлежащего расстояния между самоиндексируемыми тисками. В A1 Pak-A-Punch используется шариковый фиксатор для установки расстояния. В Rytan RY2000 используется скользящая клавиша пробела, которая указывает на следующий шаг каждый раз, когда выполняется разрез. В некоторых машинах используется держатель пуансона с установочным штифтом и отверстиями в каретке штампа, в которые штифт должен сначала входить для каждого реза.
При изготовлении мастер-ключей с помощью машины для изготовления ключей, либо дискового резака, либо пробойника, ключи будут соответствовать спецификациям производителя, а ваши клиенты получат ключи с плавным ходом.
FMI
В этой статье обсуждались следующие ключевые производители машин:
- A1 Security: www.demanda1.com
- Бьянки: www. bianchi1770usa.com
- КодПро Производство: www.codepro4500.com
- Фрамон: www.framon.com
- Каба Илько: www.kaba-ilco.com
- ИТЛ: www. intralocktools.com
- Продукция Laser Key: www. Laserkeyproducts.com
- Медеко: www.medeco.com
- Mul-T-Lock: www.mul-t-lockusa.com
- Pro-Lok: www.pro-lok.com
- Райтан: www.rytan.com
 bianchi1770usa.com
bianchi1770usa.comДля получения более полного списка, Руководство покупателя Locksmith Ledger, посетите http://tinyurl.com/keymachines.
Основы создания ключей | Locksmith Ledger
Кодовые машины — один из самых важных инструментов, которыми может владеть слесарь. Несмотря на то, что за прошедшие годы были созданы десятки вариаций конструкции кодовой машины, базовая конструкция остается неизменной. Регулируемая глубина и пространственное расположение позволяют слесарю изготовить рабочий ключ с общим контуром выреза, идентичным оригинальному заводскому ключу.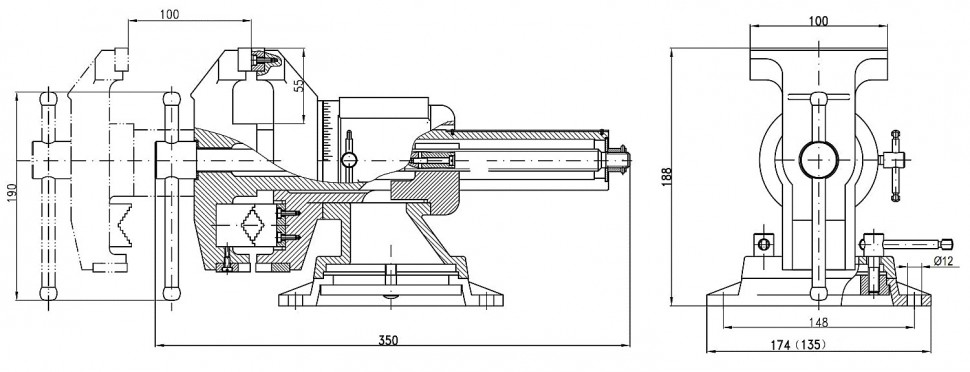
Ключи устанавливаются на ровную поверхность в тисках для ключей, которые служат точкой нулевой глубины. Большинство заготовок для ключей имеют прямую плоскую поверхность вдоль нижней части лезвия ключа. Когда заготовка ключа вставляется в тиски для ключа, прямая поверхность тисков для ключа обеспечивает сопряжение с плоской поверхностью заготовки ключа. Когда губка тисков для ключей затянута, ключ удерживается параллельно губкам тисков для подготовки к процедуре резки.
Ключевые тиски в кодовых станках перемещаются влево и вправо (ось X), а также вперед и назад (ось Y). Измерение глубины и пространства было усовершенствовано с годами до такой степени, что слесарная промышленность имеет общее соглашение об измерениях почти для всех известных отдельных типов ключей. Несмотря на то, что существует множество различных кодовых машин, и каждая машина имеет уникальную систему для перемещения ключа в каждое необходимое положение, результатом должен быть ключ, вырезанный в соответствии со строгими оригинальными заводскими спецификациями.
Большинство конструкций замков можно разделить на два типа: вафельные замки и штифтовые тумблерные замки. Вафельные тумблеры обычно имеют толщину примерно 0,025 дюйма. Популярные размеры штифтовых тумблеров включают диаметры 0,095 или 0,115. 0,083 и 0,098. Расстояние между пропилами для замков с использованием штифтовых тумблеров диаметром 0,095 обычно устанавливается между 0,109 и 0,140. .160. Нарезание плоских пазовых ключей будет рассмотрено в следующей статье.0003
