точечная, рельефная, стыковая, шовная, технология и характеристики
Контактная сварка представляет собой процесс получения прочного соединения металлических частей протекающим по ним электрическим током направленного действия. В результате детали нагреваются и плавятся, в процессе плавления происходит соединение. После чего идет охлаждение участка сварки. Работы проводятся в соответствии с ГОСТ 15878-79, который определяет размеры и конструкции соединений.
Содержание
- 1 Точечная
- 2 Рельефная
- 3 Стыковая
- 4 Шовная
- 5 Электрооборудование для контактной сварки
Точечная
Этот вид, в свою очередь, подразделяется на такие виды:
- одноточечную;
- двухточечную;
- многоточечную.
Процесс происходит между плотно зажатыми между электродами элементами, диаметр точки соединения равен диаметру электрода. Нагревание металла с последующим его плавлением происходит только в месте касания с электродом. После получения неразъемного стыка детали охлаждают.
После получения неразъемного стыка детали охлаждают.
Данный вид работ применяется во время обработки сеток, каркасов, арматур. Также возможно скрепление деталей электроники, которые размером не превышают 0.02 мм. Точечная сварка применяется в том числе и для сваривания изделий из листовой стали с толщиной листа не более 20 мм, а также на предприятиях, выпускающих технику для производства.
На качество выполнения влияют такие факторы, как:
- размер электрода;
- сила тока;
- форма электрода;
- сила, с которой происходит давление на свариваемые элементы;
- длительность процесса;
- насколько очищены свариваемые поверхности деталей.
Современные аппараты могут выполнять до 600 соединений в минуту, что позволяет быстро и качественно скреплять большое количество элементов, тем самым повышая объемы производства на предприятии.
Рельефная
В отличие от предыдущего вида соединение между деталями фиксируется формой их поверхности, в то время как в точечной – формой рабочей части применяемых электродов.
Такой тип работ применяется при креплении опорных элементов к листовым деталям, для скрепляющих деталей. Также рельефную сварку можно встретить в радиотехнике.
Это оптимальный вид в случае, когда необходимо присоединить деталь неправильной формы к плоской поверхности или скрепить два рельефных элемента. Может применяться в сочетании с точечной и самостоятельно.
Стыковая
Во время данного вида работ в отличие от рельефной и точечной детали свариваются по всей поверхности их соприкосновения. Стыковая сварка имеет две разновидности:
- сопротивлением, при котором соединение нагретых практически до температуры плавления стыков деталей производится путем сильного сжатия деталей, в результате которого элементы соединяются в твердой фазе;
- оплавлением, которое, в свою очередь, имеет тоже два вида:
- непрерывное оплавление, при котором сближение деталей происходит во время работы сварочного трансформатора.
 При сжатии элементов возникает контакт, и происходит нагрев стыка протекающим электрическим током. При снижении силы сжатия контактное сопротивление увеличивается, и за счет этого происходит снижение сварочного тока. Сплошное касание деталей заменяет точечное соприкосновение. При этом участки соединения выступают и оплавляются за счет повышения эффективности нагрева в них. Процесс оплавления продолжается до появления прослойки из жидкого металла, который образует сплошное соединение, а его излишки выдавливаются из пространства между деталями;
При сжатии элементов возникает контакт, и происходит нагрев стыка протекающим электрическим током. При снижении силы сжатия контактное сопротивление увеличивается, и за счет этого происходит снижение сварочного тока. Сплошное касание деталей заменяет точечное соприкосновение. При этом участки соединения выступают и оплавляются за счет повышения эффективности нагрева в них. Процесс оплавления продолжается до появления прослойки из жидкого металла, который образует сплошное соединение, а его излишки выдавливаются из пространства между деталями; - стыковая сварка оплавлением с подогревом представляет собой процесс, при котором нагрев соединяемых элементов происходит путем кратковременных замыканий торцов деталей, после чего они оплавляются. Преимущества данного вида заключаются в более прочном соединении элементов, экономии электроэнергии, в возможности сваривать различные по составу детали, её часто можно встретить в кораблестроении. не требует большой механической обработки.
- непрерывное оплавление, при котором сближение деталей происходит во время работы сварочного трансформатора.
 При сжатии элементов возникает контакт, и происходит нагрев стыка протекающим электрическим током. При снижении силы сжатия контактное сопротивление увеличивается, и за счет этого происходит снижение сварочного тока. Сплошное касание деталей заменяет точечное соприкосновение. При этом участки соединения выступают и оплавляются за счет повышения эффективности нагрева в них. Процесс оплавления продолжается до появления прослойки из жидкого металла, который образует сплошное соединение, а его излишки выдавливаются из пространства между деталями;
При сжатии элементов возникает контакт, и происходит нагрев стыка протекающим электрическим током. При снижении силы сжатия контактное сопротивление увеличивается, и за счет этого происходит снижение сварочного тока. Сплошное касание деталей заменяет точечное соприкосновение. При этом участки соединения выступают и оплавляются за счет повышения эффективности нагрева в них. Процесс оплавления продолжается до появления прослойки из жидкого металла, который образует сплошное соединение, а его излишки выдавливаются из пространства между деталями;
Шовная
В процессе элементы соединяются при помощи вращающихся роликов. При этом ток пропускается через место, где происходит сварка. Принцип действия аналогичен точечной. Этот вид соединения имеет следующие режимы:
- постоянное движение роликов с постоянной подачей тока;
- непрерывное кручение роликов с переменной подачей;
- периодические движение роликов с периодической подачей тока.
Режим непрерывного действия применяется при скреплении листов, суммарная толщина которых не превышает 1,5 мм. Выбор более толстых элементов может привести к их расслоению. Минус этого метода заключается в том, что в процессе листы могут покоробиться.
Из трех режимов наиболее популярный второй. При таком воздействии возникает меньше дефектов поверхности и экономится электроэнергия.
При таком воздействии возникает меньше дефектов поверхности и экономится электроэнергия.
Шовную сварку можно встретить в производстве сосудов с тонкими стенками, сварных трубах и других похожих изделиях.
Электрооборудование для контактной сварки
Аппараты, используемые в сварочных работах, подразделяются на оборудование общего пользования и специализированное, выпускаемое под конкретный вид изделий.
Эти агрегаты, в свою очередь, по виду преобразования, накопления и роду электрического тока подразделяются:
- на машины однофазного тока;
- на аппараты постоянного тока;
- на низкочастотные машины трехфазного тока с тиристорным преобразователем;
- с возможностью накопления электрической энергии.

Таким образом, контактная сварка обладает рядом преимуществ: при правильном выборе оборудования и типа соединения сварные работы не приведут к большому расходу электроэнергии и позволят при этом получать качественные изделия.
Аппараты контактной сварки: основные виды и отличия
Технология контактной сварки используется для создания различных металлических изделий — при таком методе соединения деталей создается монолитный сварной шов. Метод чаще всего применяют в тяжелой промышленности. Технология предусматривает использование сварочных аппаратов точечной сварки.
Преимущества:
- высокая производительность — на создание сварной точки требуется не больше секунды;
- стабильная работа;
- невысокие расходы на обслуживание — в качестве расходников используют контактные электроды.
Для работы со сварочными аппаратами не требуется высокая квалификация.
Виды и применение
Приборы для сварки делятся на два вида в зависимости от рода тока — конденсаторные и трансформаторные. По способу работы сварочные аппараты бывают точечными, шовными, стыковыми и рельефными.
Точечная. Контактная сварка в данном случае осуществляется за счет создания давления между двумя электродами на локальной площади соединяемых деталей. Площадь сварочной поверхности в этом случае обычно равна площади контактов. На качество шва влияют форма и размеры электродов, сила тока, уровень давления.
Рельефная. В этом случае на соединяемых поверхностях подготавливают выпуклости, которые по форме и размеру соответствуют пятну контакта (чаще всего — путем штамповки). Сжатие и подвод сварочного тока можно проводить одновременно по всем точкам или последовательно. Этот вид сварки применяют для крепления кронштейнов и опорных деталей с плоскими заготовками.
Стыковая. Предназначена для соединения стыков различных деталей — электроды повторяют конфигурацию этих стыков. Чаще всего данный метод сварки применяют для соединения участков трубопровода, а также длинномерных прутков и металлических рельсов.
Чаще всего данный метод сварки применяют для соединения участков трубопровода, а также длинномерных прутков и металлических рельсов.
Шовная. Оптимально подходит для создания однородных и герметичных сварочных швов. Часто используется при создании баков, баллонов и других емкостей.
Конструкция
Аппарат контактной точечной сварки состоит из трех компонентов — электрической системы, механической части и системы водяного охлаждения.
Электрическая часть позволяет контролировать рабочие циклы сварки, отвечает за расплавление деталей. Механика — пневматическая или гидравлическая система, дополненная приводами. Если в аппарате предусмотрен только привод сжатия, это точечная модель. В шовных моделях есть специальные прижимные ролики, конструкция стыковых предусматривает систему сжатия и осадки.
Электроды используют для замыкания электрического контура, отведения тепла от сварных соединений и передачи механической нагрузки. В некоторых случаях они также помогают перемещать заготовки. В зависимости от вида свариваемых металлов и типа оборудования размер и форма электродов для сварки могут быть различными. Чаще всего главным компонентом является бронза с разными добавками.
В зависимости от вида свариваемых металлов и типа оборудования размер и форма электродов для сварки могут быть различными. Чаще всего главным компонентом является бронза с разными добавками.
Современные сварочные аппараты имеют высокую производительность. Их можно использовать для работы с деталями высокоточной электроники, при создании автомобильных кузовов, а также в производстве сельхозтехники, самолетов и других машин.
Топ 5 типов машин для точечной сварки (со схемой)
РЕКЛАМА:
Эта статья проливает свет на пять основных типов машин для точечной сварки. Типы: 1. Машина «пьедесталного типа» 2. Стыковая сварка сопротивлением или сварка с осадкой 3. Стыковая сварка оплавлением 4. Шовная сварка 5. Сварка с выступом.
Аппарат для точечной сварки: Тип #
1. Аппарат «пьедесталного типа»: В этом типе есть фиксированная вертикальная рама пьедестала и встроенный трансформатор и шкаф управления. Нижний рычаг закреплен на раме и неподвижен во время сварки, он принимает на себя вес заготовки. Верхний рычаг может быть шарнирным, чтобы двигаться вниз по дуге окружности или двигаться вниз по прямой линии.
Верхний рычаг может быть шарнирным, чтобы двигаться вниз по дуге окружности или двигаться вниз по прямой линии.
При точечной сварке давление между электродами сохраняется еще некоторое время. Затем электроды автоматически расходятся. На этом операция точечной сварки заканчивается. Лист или пластину следует тщательно очистить наждачной бумагой или стальной проволочной щеткой или протравить серной кислотой. При точечной сварке температура может достигать 500°С.
РЕКЛАМА:
Прочность точечной сварки зависит от диаметра электрода или контактной поверхности, рабочей толщины, давления электрода, сварочного тока и времени протекания тока. Когда сварочный ток низкий, а время сварки короткое, пятно будет очень слабым.
Итак, следует принять во внимание некоторые соображения — время сварки будет установлено в пределах 0,25–1,5 секунды. Это зависит от толщины металла. Во-вторых, низкоуглеродистая сталь толщиной до 5 мм может быть сварена точечной сваркой как с коротким, так и с большим временем сварки за счет хорошей прочности сварного шва. В-третьих, секции толщиной более 5 мм желательно соединять с длительным временем сварки.
В-третьих, секции толщиной более 5 мм желательно соединять с длительным временем сварки.
Слегка взявшись за изделие, пропускают сильный ток низкого напряжения через локализованный электродами участок металла. Напряжение может быть 2-4 вольта, а температура 3000-5000°С и более в зависимости от класса работы.
Машина для точечной сварки: Тип #
2. Стыковая сварка сопротивлением или сварка с осадкой :Машина для стыковой сварки сопротивлением состоит в основном из станины, столешницы и направляющих; подвижная и неподвижная плита; хомут или хомуты; механизм подачи и осадки; трансформатор; переключатель РПН и другие переключатели и т. д. Этот метод аналогичен точечной сварке. В этом процессе два конца подготавливаются лицом к лицу в губках машины, так что они соприкасаются встык с хорошим контактом.
РЕКЛАМА:
Два электрода плотно прижимаются друг к другу, и таким образом они механически соединяются после того, как в точке контакта выделяется максимальное количество тепла. Два конца нагревают до белого каления металла до пластического состояния.
Два конца нагревают до белого каления металла до пластического состояния.
При контактной стыковой сварке металлические поверхности достаточно плоские и параллельные при зажиме. Этот процесс применим для соединения круглых стержней и стержней диаметром до 25 мм. Зажимные плашки из медного сплава, которые передают ток к компонентам и удерживают их во время стыковки под высоким давлением, должны захватывать как можно большую площадь, чтобы уменьшить искажения.
Машина для точечной сварки: Тип #
3. Стыковая сварка оплавлением :РЕКЛАМА:
При стыковой сварке оплавлением детали легко соединяются вместе при протекании тока, а затем слегка разъединяются, чтобы создать «вспыхивание» в точке соединения. По мере продолжения оплавления металл на стыке достигает очень высокой температуры, пока не достигнет состояния плавления, а прилегающий металл не достигнет соответствующей температуры пластичности.
Стыковая сварка оплавлением может быть как непрерывной, так и прерывистой.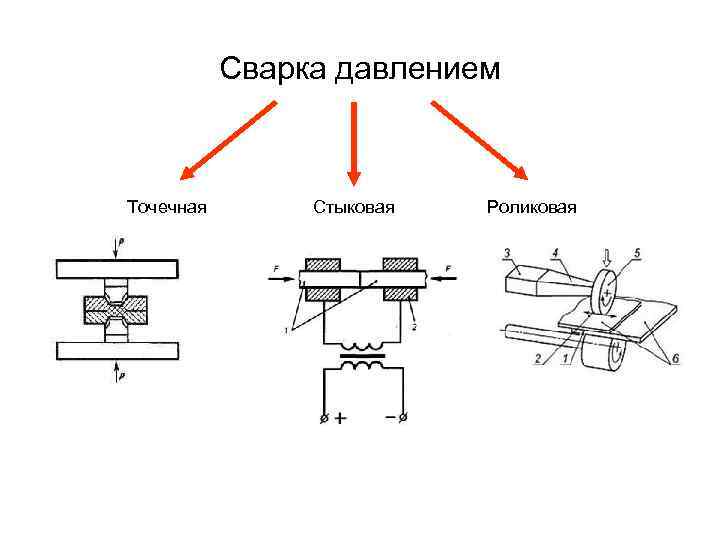 Для установления прерывистого мигания концы, подлежащие сплавлению, на короткое время сводят вместе, а затем разводят на небольшое расстояние. При непрерывном оплавлении свариваемые детали медленно сближаются. Сначала они соприкасаются лишь на нескольких выступах концов, где ток быстро возрастает.
Для установления прерывистого мигания концы, подлежащие сплавлению, на короткое время сводят вместе, а затем разводят на небольшое расстояние. При непрерывном оплавлении свариваемые детали медленно сближаются. Сначала они соприкасаются лишь на нескольких выступах концов, где ток быстро возрастает.
очень широко используется для сварки железнодорожных путей в непрерывные отрезки. Рельс зажимается двумя вертикально и горизонтально действующими цилиндрами, которые выравнивают каждый рельс относительно общей точки отсчета; устройство против скручивания устраняет осевое скручивание. Таким образом, на этой машине можно сваривать длинные рельсы. Машины для стыковой сварки оплавлением должны быть прочными и жесткими, так как при сварке тяжелых профилей оказывается значительное давление.
Аппарат для точечной сварки: Тип №
4. Шовная сварка :РЕКЛАМА:
Машины для шовной сварки такие же, как и для точечной сварки, и принцип этой сварки также аналогичен. Машины для точечной и шовной сварки состоят из станины, трансформатора и прижимного механизма с выключателем с блокировкой. Кроме того, машина для шовной сварки включает в себя систему привода роликового электрода.
Машины для точечной и шовной сварки состоят из станины, трансформатора и прижимного механизма с выключателем с блокировкой. Кроме того, машина для шовной сварки включает в себя систему привода роликового электрода.
В этом процессе соединяемые детали зажимаются между двумя системами привода медных роликов или колесных электродов, которые давят на свариваемую «изделие». Либо один, либо оба приводятся в движение, и ток передается на колеса через вращающиеся подшипники.
Более обычная карданная передача позволяет легко устанавливать различные типы колес. При использовании более сложных электромеханических подшипниковых узлов можно выполнять продольные и кольцевые сварные швы. Пистолеты для сварки швов чрезвычайно полезны для изготовления всех типов баков, выхлопных систем, бочек, отливов на листах кузова автомобиля и т. д.
РЕКЛАМА:
Имеют привод электрода, который автоматически перемещает горелку вдоль шва, так что для этого требуется только руководство — они работают так же, как и горелки для точечной сварки.
Аппарат для точечной сварки: Тип #
5. Выступающая сварка :Проекционные машины в основном представляют собой прессы, электроды с наконечниками точечной сварки заменены плоскими пластинами с Т-образными пазами для крепления специальных инструментов. Выступающая сварка выполняется для различных компонентов, таких как стальные соединительные элементы радиатора, тормозные колодки, ручки баков из жести и горлышки и т. д.
Заготовки загружаются в пресс для рельефной сварки, в котором электрод представляет собой прочную пластину. При включении тока на каждом выступе создается локализованное тепло, и металл на выступах быстро нагревается до температуры пластичности.
Выступающая сварка особенно применима в массовом производстве. Низкоуглеродистая низкоуглеродистая сталь, низкоуглеродистая сталь с медным покрытием, латунь, нержавеющая сталь, низкоуглеродистая сталь и проволока из оцинкованной стали — все они могут быть сварены этим процессом.![]()
Что такое машина для точечной сварки и как она работает?
Основы
В машинах для точечной сварки используется метод, называемый сопротивлением.
точечная сварка для соединения металлов внахлест между двумя электродами с использованием электрического сопротивления.
Сжатие заготовок между электродами оказывает давление, и проход сварки
ток через резистивные металлы выделяет тепло. Это позволяет материалам связываться
вместе и образуют сварочный шов. Точечная сварка получила свое название из-за того, что применяется ток.
именно на небольшом участке поверхности металла.
Трехфазный инвертор постоянного тока Стационарная точка Сварщик
Принцип точечной сварки
Точечная сварка сопротивлением — это вид сварки,
генерирует тепло на границе раздела двух металлических листов за счет электрического сопротивления. Жара
создаваемое сопротивлением потоку электричества расплавляет металл и образует сварной шов
где два листа соприкасаются.
Принцип точечной сварки
Несмотря на концентрацию тепла в месте соединения детали
(который создает точечный сварной шов) имеет решающее значение для процесса, чрезмерные тепловые следы на
контакт электрод-заготовка контрпродуктивны. В результате очень важно, чтобы
система охлаждения максимально эффективно отводит тепло от точки, в которой находится заготовка
контактирует с электродом. Эффективная система охлаждения будет держать электроды на месте для контроля
плотность тока.
В результате очень важно, чтобы
система охлаждения максимально эффективно отводит тепло от точки, в которой находится заготовка
контактирует с электродом. Эффективная система охлаждения будет держать электроды на месте для контроля
плотность тока.
Преимущества и области применения точечной сварки
Преимущество точечной сварки в том, что она является быстрой и
Эффективный способ соединения двух металлических листов вместе. Процесс может быть автоматизирован, что позволяет
высокая производительность и надежность сварки. Кроме того, точечная сварка является чистой и простой
процесс, который помогает уменьшить образование сварочного дыма и других загрязняющих веществ. Как
В результате, это отличный выбор для использования в средах, где качество воздуха является проблемой. Поскольку точечная сварка является недорогим сварочным процессом, она нравится многим производителям.
Еще одним преимуществом является то, что тепло, выделяемое электрическим током, можно контролировать.
что исключает риск перегрева. Кроме того, зона сварки, созданная точками
не будет сжигать ненужные части заготовок, обеспечивая оптимальное качество продукции. Место
сварочные аппараты — отличный выбор для производителей, которые хотят максимизировать производительность.
1/4 дюйма и одновременное подключение нескольких тонких пластин.
Поскольку точечная сварка является недорогим сварочным процессом, она нравится многим производителям.
Еще одним преимуществом является то, что тепло, выделяемое электрическим током, можно контролировать.
что исключает риск перегрева. Кроме того, зона сварки, созданная точками
не будет сжигать ненужные части заготовок, обеспечивая оптимальное качество продукции. Место
сварочные аппараты — отличный выбор для производителей, которые хотят максимизировать производительность.
1/4 дюйма и одновременное подключение нескольких тонких пластин.
Однако только металл определенной толщины (от 5 до 50
дюймов) может выполняться конкретным точечным сварщиком. Большинство держателей электродов допускают только
для минимального движения после установки электрода. Размер и форма его непосредственно
влияют на прочность и размер самого сварного шва. Только когда электрод входит в контакт
с металлом формируются отношения. Точечная сварка будет слабой, если ток
недостаточно высокий или горячий, или если металл не удерживается вместе с достаточной силой.
эффективность процесса определяется используемой интенсивностью и температурой, а также
чистота электродов и металла. Использование компактного аппарата для точечной сварки устраняет
сложность приклеивания электродов к металлам неправильной формы. Электроды прикреплены.
длинные кабели для доступа в труднодоступные места.
Размер и форма его непосредственно
влияют на прочность и размер самого сварного шва. Только когда электрод входит в контакт
с металлом формируются отношения. Точечная сварка будет слабой, если ток
недостаточно высокий или горячий, или если металл не удерживается вместе с достаточной силой.
эффективность процесса определяется используемой интенсивностью и температурой, а также
чистота электродов и металла. Использование компактного аппарата для точечной сварки устраняет
сложность приклеивания электродов к металлам неправильной формы. Электроды прикреплены.
длинные кабели для доступа в труднодоступные места.
Сварочное оборудование, такое как аппараты для точечной сварки, часто
в автомобильной, нефтяной и энергетической, транспортной и аэрокосмической отраслях, где
они используются для соединения деталей автомобилей, изготовления бочек и труб для газа или воды, или
строительство железных дорог.
Стационарные, настольные и портативные
Основное различие между настольными и Стационарные аппараты для точечной сварки – это их портативность и габариты. Настольный точечный сварочный аппарат представляет собой небольшой, портативный сварочный аппарат, который можно использовать на верстаке или столе. Он обычно используется для небольшие сварочные работы или когда сварщику необходимо легко перемещать машину.
Стационарный аппарат для точечной сварки, напротив, больше, более мощный сварочный аппарат, который стационарно устанавливается в мастерской или на заводе. Это обычно используется для больших сварочных работ или когда сварщику требуется более мощная машина выполнить сварочное задание.
Стационарные, настольные и переносные
Стационарные машины для точечной сварки в основном ножные
с педалью, но они также могут запускаться двумя ладонями из соображений безопасности. Место скамейки
сварочные аппараты широко используются для сварки тонких листов и мелких предметов, таких как электрические
разъемы, контакты или клеммы.
Место скамейки
сварочные аппараты широко используются для сварки тонких листов и мелких предметов, таких как электрические
разъемы, контакты или клеммы.
В целом, лучший тип точечной сварки для данного Ситуация будет определяться поставленной задачей сварки, а также размером сварщика и Требования к переносимости. Как настольные, так и стационарные аппараты для точечной сварки имеют свои сильные стороны. и возможности, а также выбор соответствующего типа сварочного аппарата может помочь обеспечить сварочные работы выполняются качественно и эффективно.
Портативный сварочный пистолет — это тип сварочного оборудования.
что легкий и портативный. Обычно у него есть ручка или захват, за который сварщик может держаться.
к, а также пистолетообразное сопло, через которое подается сварочная проволока. Сопло направлено
на заготовке, и сварщик запускает процесс сварки с помощью триггера. Портативный
сварочные пистолеты часто используются для сварки на месте или в больших стационарных условиях.
сварочный аппарат нецелесообразен. Они обычно используются при сварке металлов, таких как
как сталь и алюминий. Dahching предлагает широкий выбор размеров ружья, доступных для покупки.
от пистолетов до роботов. Все наши портативные сварочные пистолеты имеют хорошо продуманную конструкцию.
контур охлаждения, который устраняет проблемы перегрева.
Сопло направлено
на заготовке, и сварщик запускает процесс сварки с помощью триггера. Портативный
сварочные пистолеты часто используются для сварки на месте или в больших стационарных условиях.
сварочный аппарат нецелесообразен. Они обычно используются при сварке металлов, таких как
как сталь и алюминий. Dahching предлагает широкий выбор размеров ружья, доступных для покупки.
от пистолетов до роботов. Все наши портативные сварочные пистолеты имеют хорошо продуманную конструкцию.
контур охлаждения, который устраняет проблемы перегрева.
Теперь рассмотрим более специализированные оборудование для точечной сварки.
Оборудование для точечной сварки специального назначения
Dahching также предлагает оборудование для точечной сварки,
отвечает особым производственным требованиям. Одним из примеров является наша серия многоточечных сварочных аппаратов. А
Многоточечный сварочный аппарат — это тип сварочного аппарата, который может выполнять несколько точечных сварок в одном месте.
в то же время. Он выполняет несколько сварных швов одновременно, используя несколько сварочных электродов.
расположены по образцу. За один проход можно выполнить несколько сварных швов, что позволяет ускорить и
более эффективная сварка.
Одним из примеров является наша серия многоточечных сварочных аппаратов. А
Многоточечный сварочный аппарат — это тип сварочного аппарата, который может выполнять несколько точечных сварок в одном месте.
в то же время. Он выполняет несколько сварных швов одновременно, используя несколько сварочных электродов.
расположены по образцу. За один проход можно выполнить несколько сварных швов, что позволяет ускорить и
более эффективная сварка.
Многоточечный сварочный аппарат
Многоточечные сварочные аппараты обычно используются в
автомобильной и аэрокосмической промышленности, где требуется высокоскоростная, высокоточная сварка.
Многоточечные сварочные аппараты или аппараты для точечной сварки с несколькими пистолетами могут выполнять прямую сварку, параллельную сварку,
серийная сварка или непрямая сварка. Вы можете связаться с нашей командой, чтобы обсудить индивидуальный дизайн
для ваших конкретных приложений.
Вы можете связаться с нашей командой, чтобы обсудить индивидуальный дизайн
для ваших конкретных приложений.
Другим типом сварочного аппарата, изготовленного по индивидуальному заказу, является так называемый сварочный аппарат с осью XY. Этот тип машины автоматически подает детали из стопки магазина. к месту сварки и, таким образом, устраняет необходимость в ручной сварке. В зависимости на модели он может подходить для точечной сварки панелей из листового металла или проволочной сетки к раме или сварка кронштейнов или коробов с разными размерами.
Аппарат для точечной сварки с осью XY
Передовые решения для точечной сварки от Dahching
Как клиент Dahching, вы сможете воспользоваться нашими
опыт сварки, независимо от того, какой тип сварочного аппарата вы ищете.