Сварочные электроды ТМЛ-3У: характеристики, назначение, применение, аналоги
Сварочные электроды ТМЛ-3У: характеристики, назначение, применение, аналогиРаздел: ТМЛ
Тип: Э-09Х1МФ Покрытие: Основное (Б)
Назначение: Для сварки легированных теплоустойчивых сталей
Сварочный ток: Постоянный, обратная полярность (+)
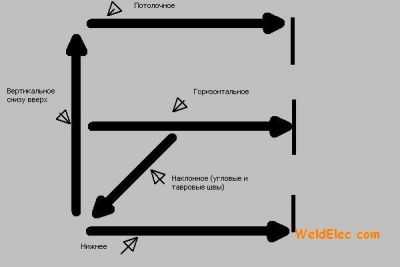
Пространственное положение при сварке: Все, кроме вертикального сверху вниз (2)
Применение: для ответственных конструкций, постоянного тока, Электроды для сварки труб
В разделах продавцов: ТМЛ
Выпускается производителями: Волгодонские, Волгодонский электродный завод, Зеленоградский электродный завод (Зеленоград), Кировский завод, ЛЭЗ, Лосиноостровский Электродный Завод, МЭЗ (Магнитогорский электродный завод), Промтехсервис (Украина, Днепропетровск), РОТЕКС (Кострома, Москва), СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), Фрунзе, Сумы-Электрод (Сумы, Украина), ХОБЭКС (Волгоград), Шадринск, Шадринский электродный завод, Ярославское электродно-метизное производство (Ярославль)Электроды ТМЛ-3У обладают следующими техническими характеристиками:
- Покрытие — основное.
- Коэффициент наплавки — 9,5 г/А•ч.
- Производительность наплавки (для диаметра 4,0 мм) — 1,4 кг/ч.
- Расход электродов на 1 кг. наплавленного металла — 1,5 кг.
- Сварка производится постоянным током обратной полярности во всех положениях, за исключением вертикального «сверху-вниз».
Химический состав (%) наплавленного металла:
| C | Mo | Si | V | Mn | Cr | S | P |
| 0,06-0,12 | 0,4-0,7 | 0,15-0,4 | 0,1-0,3 | 0,5-0,9 | 0,8-1,2 | 0,025 | 0,03 |
Технологические особенности сварки:
- Перед сваркой необходима прокалка электродов. Каждый производитель рекомендует отдельный режим прокалки.
- Сварка ведется короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С.
Особые свойства:
- Допускается сварка в узкую разделку с углом скоса кромок до 15°.
- Механические свойства наплавленного металла обеспечиваются после отпуска 740°С, 3 ч.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
Поиск по сайту
Марки
МаркиВыберите рубрикуZELLERВСЦЗИОИТСКТИЛЭЗМРМТГНИАТНИИОборудование ТруборезыОЗАОЗАНАОЗБОЗИОЗЛОЗНОЗРОЗСОЗЧОЗШОК ОК 46ПрочиеРОТЭКССварщику Сварочный пост Сварочный стол СИЗ МаскиСЛТТМЛТМУУОНИУПЦЛЦНЦТЦУЭАweldelec.com
ЗАО «Электродный завод» | ТМЛ-3У

Для сварки оборудования и трубопроводов, работающих при температурах до 570 °С
Электрод ТМЛ–3У
| Э–09Х1МФ–ТМЛ–3У–Ø–ТД E–16–Б20 | Обозначения по международным стандартам | |||||||||||||||||
| ГОСТ 9466–75 ГОСТ 9467–75 ТУ 34 10.10174–90 | EN ISO 3580–А | E CrMoV1 B22 | ||||||||||||||||
| Область применения | Положение свариваемых швов | |||||||||||||||||
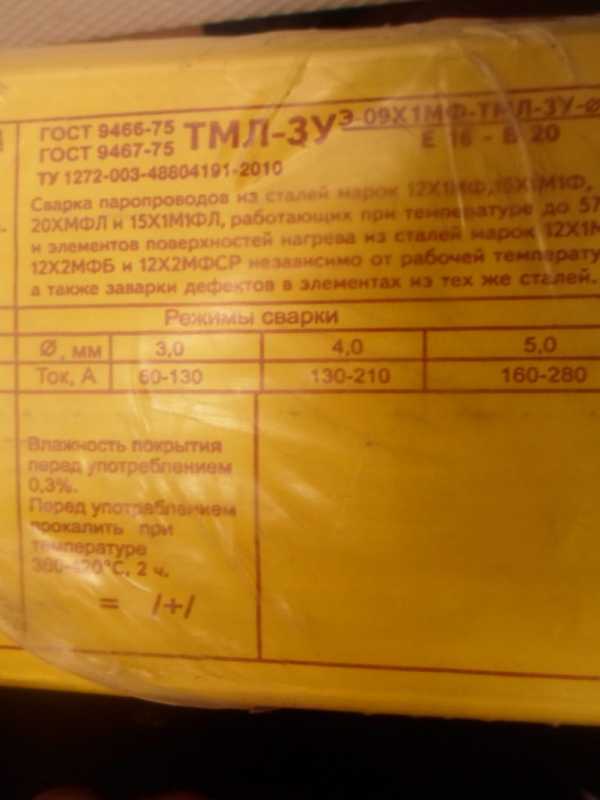
| Для сварки оборудования и трубопроводов из сталей марок 12МХ, 15ХМ, 20ХМЛ, 12Х2М1, 12Х1МФ, 12Х2МФБ, 12Х2МФСР, 20ХМФЛ, 15Х1М1Ф и 15Х1М1ФЛ, работающих при температурах до 570 0C. | ||||||||||||||||||
| Вид покрытия | основное | |||||||||||||||||
| Рекомендуемый режим сварки | ||||||||||||||||||
| Ток, А Постоянный обратной полярности | ||||||||||||||||||
| Положение швов | ||||||||||||||||||
| Диаметр, мм | Нижнее | Вертикальное | Потолочное | |||||||||||||||
| 3,0 4,0 5,0 | 90–115 130–170 170–200 | 75–100 140–170 | 60–90 100–120 – | |||||||||||||||
| Химический состав наплавленного металла, % | ||||||||||||||||||
| Углерод | Кремний | Марганец | Хром | Молибден | Ванадий | Сера | Фосфор | |||||||||||
| 0,08–0,12 | 0,15–0,40 | 0,5–0,9 | 0,80–1,25 | 0,4–0,7 | 0,15–0,30 | не более | ||||||||||||
| 0,025 | 0,030 | |||||||||||||||||
| Механические свойства металла шва (не менее) | ||||||||||||||||||
| Вид т/о | Температура испытаний, 0C | Временное сопротивление разрыву, МПа | Относит. удлинение, % | Ударная вязкость, Дж/см2 | ||||||||||||||
| Высокий отпуск 735±15 0C 1+0,5 ч. Охлаждение в печи | 20 | 490 | 16 | 78,5 | ||||||||||||||
| Сертификация | ||||||||||||||||||
| Сертификат ГОСТ Р. Свидетельства НАКС об аттестации по требованиям РД 03–613–03 для групп технических устройств КО, МО, ОТОГ, ОХНВП. | ||||||||||||||||||
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
elz.spb.ru
Сварочные электроды ТМЛ 3У
Сварочные электроды «ТМЛ 3У» применяются на особых предприятиях, где производимым конструкциям и изделиям, предъявляются высокие требования устойчивости к большим температурам. Главное назначение “ТМЛ-3У” — это сварка сталей, с содержанием хрома и молибдена. В большинстве случаев такие материалы используются в трубопроводах.

Данные электроды производятся большим количеством заводов: Шадринский электродный, Фрунзе, Хобэкс, Лосиноостровский, Зеленоградский и т. д.
Содержание статьи:
Параметры и особенности электродов
Химический состав и покрытие стержней позволяют создавать надежное соединение, имеющее устойчивость к коррозии и другим внешним воздействиям. Вот какой химический состав имеют электроды:
- хром;
- молибден;
- кремний;
- ванадий;
- марганец;
- углерод;
- сера;
- фосфор.
Такой набор элементов дает возможность сделать надежный и прочный шов, который прослужит долгие годы и позволит безопасно эксплуатировать изделие.
“ТМЛ-3У” создаются в полном соответствии с параметрами и требованиями ГОСТа Э-09Х1МФ. Продукция имеет все необходимые сертификаты качества, соответствующие сварочному оборудованию такого типа.
Давайте рассмотрим технические характеристики стержней:
- покрытие основное;
- наплавка: 9,5 г/Ач;
- производительность: 1,4 кг;
- расход: 1,5 кг на 1 кг металла;
- сопротивление: 570 МПа;
- текучесть: 480 МПа;
- удлинение: 20 %;
- вязкость: 180 Дж/кв. см.
Сварка данными электродами может производиться в различных пространственных положениях. Для работы необходим постоянный источник напряжения обратной полярности.
Эксплуатация и хранение
Перед проведением работ, необходимо провести подготовку. В первую очередь это касается свариваемых поверхностей. Кромки должны быть зачищены. На них не должно быть грязи, ржавчины, масла и т. д. В противном случае соединение получится неровным и может быстро начать разрушаться.
Подготовительные работы нужны также для электродов. Их необходимо прокалить в специальной печи, чтобы выпарить из них лишнюю влагу. Печь должна быть разогрета до 370°С. Время прокалки регламентируется производителями и указывается на упаковках со стержнями. В среднем на прокалку требуется не больше часа.
Печь для прокалки электродов не стоит воспринимать как лишнюю трату денег. Она позволяет проводить сварочные работы качественно и надежно. С ее помощью вы можете избавиться от лишней влаги в покрытии электрода, улучшив тем самым его сварочные характеристики.
Важно не только правильно пользоваться электродами, но и правильно их хранить. Вне зависимости от того, где они будут находиться — на складе или в подсобном помещении, температура воздуха должна быть не меньше 15°С. Уровень влажности должен быть как можно ниже. Проследите за тем, чтобы защитить электроды от механического воздействия. Это может повредить покрытие и ухудшить качество работ.

Заключение
Электроды “ТМЛ-3У” являются специализированным оборудованием, которое имеет большой спрос на особых предприятиях по выпуску конструкций и изделий, работающих при больших температурах. Купить такие расходники можно в разных интернет магазинах, ведь их выпускает много заводов.
Отзывы об этих электродах, говорят что они вполне надежны и удобны в использовании. Опытные мастера считают, что стержни имеют оптимальное сочетание цены и качества.
instrument-blog.ru
Сварочные электроды тмл-3у
Узко-специализированные электроды ТМЛ-3У для теплоустойчивых сталей на основе хрома. Это относится к паропроводам, конструкциям, поверхностям которые подвергаются температуре 570 градусов. Ниже перечислены все марки сталей перлитного типа прошедшие обработку.
- 12МХ, 15ХМ, 20ХМЛ, 12Х2М1, 12Х1МФ, 12Х2МФБ, 12Х2МФСР, 20ХМФЛ, 15Х1М1Ф, 15Х1М1ФЛ ГОСТ 20072-74.
Другие марки ими нет смысла варить. Условное обозначение металла стержня электрода св 09Х1МФ. Легированная теплоустойчивая сталь с меньшим содержания углерода.
Химический состав наплавленного металла электрода в %
| Fe | C | Mn | Si | Cr | V | Mo | S | P |
| Основа | 0,09 | 0,9 | 0,4 | 0,8-1,25 | 0,15-0,3 | 0,4-0,7 | 0,025 | 0,03 |
В основном эти стали проходят термообработку и отпуск со швом. После чего набирают нужную крепость. Предусматривается заварка дефектов литья изделий, деталей. Предусмотрено так же сварка в узкую разделку с суммарным углом 15`. Нужно учитывать в таком случае зазор между кромками как при сварке труб и листового металла. Швы получаются качественные за счет основного покрытия электрода. Обладает такая обмазка низкой ионизацией при этом исключается магнитное дутьё. Правда приходится работать с короткой дугой, обводить контуры кромок соблюдая дистанцию. При остановке сварки, электрод перед повторным чирканием придется ударить что бы отбить козырек.
Переменным током запрещено только постоянный с обратной полярностью. Также желательно очищать сварочное место от пыли и грязи полностью до металла. Движения плавные и без рывков. Когда будете накладывать коренной шов в вертикальном положении ведите его снизу вверх. Обратно поступательными движениями. При правильном подборе тока шлак хорошо отлетает. Если все правильно сделаны то получите примерно такие технические данные сварочного шва.
Механические свойства шва после термообработки.
| Временное сопротивление МПа | Предел текучести МПА | Относительное удлинение % | Ударная вязкость Дж/см2 |
| 570 | 480 | 20 | 180 |
Пометка что термообработку делают с соответствием заваренного металла. Имеется так же расход электродов для упрощенного подсчета одного килограмма наплавленного металла понадобится 1,4кг электродов. Самый хороший показатель среди других. Коэффициент сварки на часы составляет 9,5г/А*ч медленно но уверенно, спешка не к чему. Про напряжение на выходе история умалчивает. Учитывая что металл используется легированный а электропроводность низкая,то примерно на выходе должно быть 80V для поддержания дуги. Иначе электрод прилипнет даже если амперы есть. Просто расплавится весь и обмазка стечет. На собственном опыте проверил. Так что ни все сварочные аппараты их потянут. Ниже приведу сколько нужно амперов на электроды.
| Диаметр электрода mm | Нижнее | вертикальное | потолочное |
| 3 | 95-115А | 75-100А | 60-90А |
| 4 | 130-170А | 110-140А | 100-120А |
| 5 | 170-200А | 140-170А |
Прокаливать электроды перед сваркой необходимо. Температура в печи должна составлять 350 градусов с допуском 25 `C d в течении часа. Выпускаются с соответствием ГОСТ 9467-75 но по своим ТУ. От этого показатели технических характеристик металла наплавленного меняются. Так же они соответствуют многим стандартам.
- Американский стандарт AVS E-7015-G.
- Международный ISO E-1CrMoV-B20
- Немецкий DIN E-Kb-CrMoV-120
На фотографии фирма СпецЭлектрод с маркой паспорта электрода ТМЛ-3У
weldingmedia.ru
Сварочные электроды тмл-3у
Для сваривания паропроводов, а также сталей марок 12Х1МФ, 15Х1М1Ф и подобным и по свойствам, многие опытные сварщики используют сварочные электроды ТМЛ-3У. Изделия, сваренные электродами ТМЛ-3У, могут работать при температуре до 570 градусов по Цельсию.
Также электродами ТМЛ-3У можно производить сваривание сталей, которые, независимо от своей рабочей температуры, могут полноценно функционировать. Еще с помощью электродов ТМЛ-3У многие сварщики производят заварку дефектов литья, которые могут образовываться во многих видах сталей. Однако чтобы Вы могли получить наибольшую пользу от электродов ТМЛ-3У, Вам нужно знать их основные характеристики.
Основное покрытие сварочных электродов ТМЛ-3У позволяет Вам производить сваривание во всех пространственных положениях с использованием постоянного тока обратной полярности. Коэффициент наплавки электродов ТМЛ-3У составляет 9,5 г/Ач. Производительность наплавки электродов ТМЛ-3У составляет 1,4 килограмма в час. Расход ТМЛ-3У для наплавки 1 килограмма металла составляет 1,5 кг.
В химический состав электродов ТМЛ-3У входят такие элементы, как карбон, ванадий, фосфор, хром, марганец, молибден, сульфур и силиций. Если наплавленный металл имеет такой химический состав, то у Вас есть долгосрочная гарантия того, что Ваше изделие будет долговечным и будет устойчиво к воздействию коррозии и других разрушающих факторов окружающей среды.
Электроды ТМЛ-3У бывают только диаметром 3, 4 и 5 миллиметров. Для электродов ТМЛ-3У диаметром 5 миллиметров не предусмотрена возможность сваривания в потолочном положении шва. При этом сваривание может допускаться к узкой разделке с углом скоса кромки около 15 градусов.
Сваривание электродами ТМЛ-3У производится по очищенным кромкам с использованием короткой сварочной дуги. Также возможно удлинение дуги на небольшой период времени без образования пор в свариваемом металле. Перед свариванием Вам нужно обязательно прокалить сварочные электроды ТМЛ-3У при температуре не более 400 градусов по Цельсию.
Прокаливание не стоит производить более 1 часа. Заводы-изготовители электродов и сварочного оборудования настоятельно рекомендуют всем сварщикам иметь в своем распоряжении специальную печь для прокалки электродов. Такая печь не приносит ущерба Вашему кошельку, наоборот, она способствует тому, что Ваше изделие сваривается высококачественными электродами. Специальная печь для прокалки электродов позволяет Вам избавиться от излишка влаги в покрытии электродов.
Таким образом, Вы можете быть полностью уверенными в том, что Ваше изделие будет прочным и долговечным. Для того чтобы приобрести сварочные электроды ТМЛ-3У Вы можете воспользоваться специальной страницей нашего сайта «Контакты». Перейдя на нее, Вы увидите краткое описание нескольких ведущих заводов-изготовителей в нашей стране. Кликнув по ссылке на сайт одного из них, Вы сможете сделать покупку прямо сейчас.
elektrod-3g.ru
ТМЛ-3У
| ТМЛ-3У Тип Э-09Х1МФ | ||
| ГОСТ 9466-75 ГОСТ 9467-75 ТУ 1272-001-50133500-2009 | ISO 3580 E 1 CrMoV B20 | Э-09Х1МФ-ТМЛ-3У-Ø-ТД Е-16-Б20 |
Электроды МЛ-ЗУ применяются для ручной дуговой сварки оборудования и трубопроводов из сталей марок 12МХ, 15ХМ, 20ХМЛ, 12Х2М1, 12Х1МФ, 12Х2МФБ, 12Х2МФСР, 20ХМФЛ, 15Х1М1Ф и 15Х1М1ФЛ, работающих при температурах до 570 °С.
Сварка может производится во всех положениях, за исключением вертикального сверху вниз, постоянным током обратной полярности.
Допускается сварка в узкую разделку с общим углом скоса кромок 15°.
Рекомендуемое значение тока (А)
| Диаметр, мм | Положение шва | ||
| нижнее | вертикальное | потолочное | |
| 3.0 | 95-115 | 75-100 | 60-90 |
| 4.0 | 130-170 | 110-140 | 100-120 |
| 5.0 | 170-200 | 140-170 | |
Характеристики плавления электродов
| Коэффициент наплавки, г/Ач | 9,5 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,6 |
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 |
| не менее | |||||
| 490 | 400 | 16 | 20 -20 | KCU KCV | 78 20 |
Химический состав наплавленного металла, %
| Массовая доля элементов, % | |||||||
| углерод | марганец | кремний | хром | ванадий | молибден | сера | фосфор |
| не более | |||||||
| 0,08 – 0,12 | 0,50 – 0,90 | 0,15-0,40 | 0,80-1,25 | 0,15 – 0,30 | 0,40 – 0,70 | 0,025 | 0,030 |
Технологические особенности сварки: сварку производят на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 350±25 °С, 1 час.
tehmet.su
Сварочные электроды ТМЛ-3У (НАКС)
Заказать
Электроды для сварки ТМЛ-3У предназначены для ручной дуговой сварки паропроводов из теплоустойчивых сталей марок: 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ и др., работающих под давлением при температуре до 540 С, и элементов поверхностей нагрева из сталей марок 12Х1МФ, 12Х2МФБ и 12ХМФСР, независимо от рабочей температуры, а также для заварки дефектов в элементах из тех же сталей. Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
| ТМЛ-3У | Тип Э-09Х1МФ |
| ГОСТ 9466-75 ГОСТ 9467-75 ТУ 1272-014-00187240-2003 | Э09Х1МФ-ТМЛ-3У -Ø-ТД Е 16 -Б20 |
Рекомендуемые значения тока (А)
| Диаметр, мм | Пространственное положение сварки | ||
| нижнее | вертикальное | потолочное | |
| 3,0 | 80-110 | 60-90 | 60-90 |
| 4,0 | 130-170 | 100-140 | 100-140 |
| 5,0 | 170-200 | 140-160 | 140-160 |
Род тока — постоянный обратной полярности (на электроде плюс)
Длина дуги — короткая, предельно короткая
Характеристики плавления электродов
| Коэффициент наплавки, г/Ач | 9,0 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,7 |
Химический состав наплавленного металла
| Массовая доля элементов,% | |||||||
| углерод | марганец | кремний | хром | молибден | ванадий | сера | фосфор |
| Не более | не более | ||||||
| 0,06-0,12 | 0,5-0,9 | 0,4 | 0,8-1,25 | 0,4-0,7 | 0,10-0,30 | 0,025 | 0,035 |
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, σв, Н/мм2 | Относительное удлинение, δ5, % | Ударная вязкость, КСU, Дж/см2 |
| не менее | ||
| 490 | 16 | 78 |
tehmet.su