Токарно-винторезный станок с ЧПУ АС16К25Ф3/1000 (Российский аналог 16А20Ф3) – цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок с ЧПУ АС16К25Ф3/1000 является по сути единственным российским аналогом снятого с производства станка 16А20Ф3. Станок относится к универсальному технологическому металлорежущему оборудованию, используемому на различных металлообрабатывающих предприятиях в условиях мелкосерийного и серийного производства.
АС16К25Ф3/1000 Станок применяется для токарной многооперационной обработки в замкнутом полуавтоматическом цикле наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, а также для нарезания левых и правых резьб: фронтальных, цилиндрических, конических, цилиндрическо-конических с постоянным и переменным шагом как в патроне, так и в центрах.
| Характеристики | Значение | ||||
|---|---|---|---|---|---|
Система ЧПУ | БАЛТСИСТЕМ NC-201М | ||||
Основные параметры | |||||
Max диаметр устанавливаемый над станиной | мм | 500 | |||
Max диаметр устанавливаемый над суппортом | мм | 300 | |||
Шпиндель | |||||
Тип привода |
| ременный | |||
Мощность главного двигателя | кВт | 7,5 | |||
Частота вращения шпинделя | об/мин | 21 – 1500 | |||
Регулировка частоты вращения |
| бесступенчато, в пределах выбранного диапазона | |||
Количество диапазонов оборотов |
| 3, переключаются вручную | |||
I-диапазон | об/мин | 21 – 150 | |||
II-диапазон | об/мин | 66 – 500 | |||
III-диапазон | об/мин | 162 – 1500 | |||
Диаметр обрабатываемого прутка | мм | 52 | |||
Перемещения | |||||
По оси Х поперечное | мм | 250 | |||
По оси Z продольное | мм | 900 | |||
Рабочая подача | мм/мин | 0 – 2500 | |||
Быстрые перемещения по осям Х / Z | м/мин | 6 / 10 | |||
Инструментальная головка | |||||
Тип |
| вертикальная ось вращения | |||
Количество инструментов | шт | 4 | |||
Время смены инструмента | сек | 1,5 | |||
Максимальное время смены инструмента | сек | 3,5 | |||
Сечение резца | мм | 25х25 | |||
Диаметр инструмента с цилиндрическим хвостовиком | мм | 32 | |||
Задняя бабка | |||||
Ход пиноли | мм | 150 | |||
Диаметр пиноли | мм | 75 | |||
Конус пиноли | МТ# | 5 | |||
Габаритные размеры | |||||
Длина / ширина / высота | мм | 2690х1260х1700 | |||
Масса | кг | 2240 | |||
Отзывы о АС16К25Ф3/1000:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
1М95 станок токарно-винторезный комбинированный Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1М95
Разработчик и изготовитель токарно-винторезного станка 1М95 – Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.С апреля 1942 года после объединения с литейно-механическим заводом “20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинскии станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95.
Станки завода Алма-Атинский станкостроительный завод им.
 20-летия Октября
20-летия Октября 1М95 станок токарно-винторезный комбинированный. Назначение и область применения
Универсальный комбинированный токарно-винторезный станок 1М95 предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Комбинированный станок модели 1М95 предназначен для работы в передвижных и стационарных мастерских.
Токарный станок модели 1м95 производился с 1966 года, снят с производства в 1977 году и заменен более совершенной моделью 1Д95.
Особенности конструкции и принцип работы станка
Станок состоит из 2-х основных агрегатов:
- токарно-фрезерного
- сверлильного
каждый с самостоятельным приводом.
Благодаря переменной высоте центров и наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка.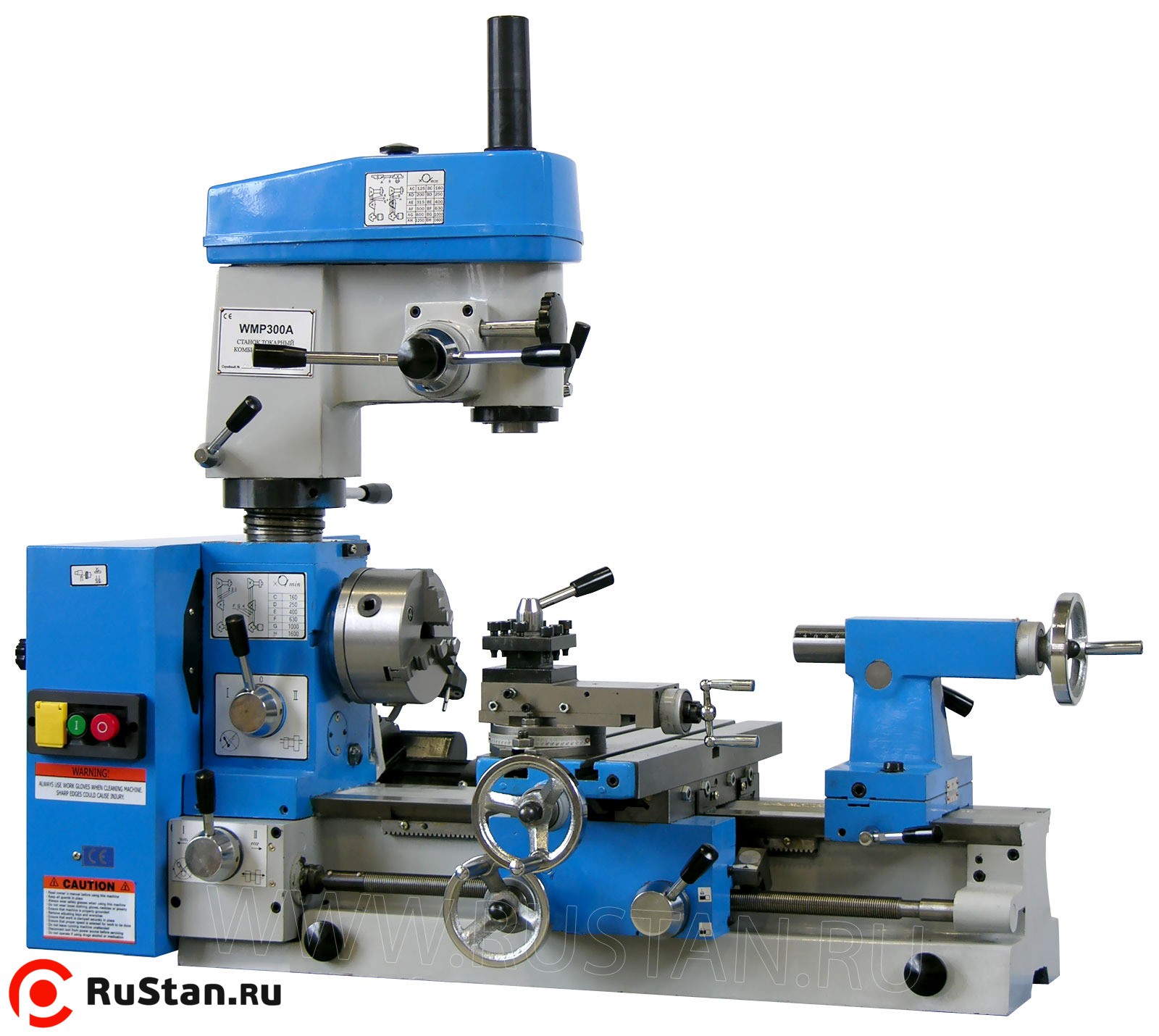 На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы. Заточное приспособление рекомендуется устанавливать отдельно от станка.
На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы. Заточное приспособление рекомендуется устанавливать отдельно от станка.
Станок сертифицирован на соответствие требованиям безопасности.
Исполнение и категория размещения станков в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69 (Для эксплуатации во всех климатических районах стран ближнего зарубежья в закрытых отапливаемых (охлаждаемых) и вентилируемых производственных помещениях).
Класс точности станков — Н по ГОСТ 8—82Е.
Габариты рабочего пространства станка 1М95. Суппорт
Габариты рабочего пространства токарного станка 1м95
Посадочные и присоединительные базы станка 1М95. Шпиндель
Посадочные и присоединительные базы токарного станка 1м95
Общий вид универсального токарно-винторезного станка 1М95
Фото токарно-винторезного станка 1м95
Расположение органов управления токарно-винторезным станком 1М95
Расположение органов управления токарно-винторезным станком 1м95
Расположение органов управления токарно-винторезным станком 1М95.
Перечень органов управления токарно-винторезного станка 1М95
Стол сверлильного агрегата
- Гайка для крепления кронштейна сверлильного стола
- Червяк для вертикального перемещения сверлильного стола
- Рукоятка для закрепления сверлильного стола
Коробка подач
- Рукоятка для включения ходового валика или винта
- Накидная рукоятка конуса шестерен
- Рукоятка механизма подач
- Рукоятка механизма подач
- Рукоятка переключения
Коробка скоростей
- Валик для вертикального перемещения коробки скоростей
- Винт для крепления коробки скоростей
- Рукоятки для установки числа оборотов шпинделя токарно-фрезерного агрегата или числа двойных ходов ползуна долбежного приспособления
- Рукоятки для установки числа оборотов шпинделя токарно-фрезерного агрегата или числа двойных ходов ползуна долбежного приспособления
- Рукоятка переключения трензеля
- Рукоятка переключения фрикционной муфты коробки скоростей
- Винты для крепления коробки скоростей на стойке
Сверлильный агрегат
- Маховичок ручного замедленного перемещения шпинделя сверлильного агрегата
- Винт для регулирования натяжения ремня
- Рукоятка для переключения скоростей вращения шпинделя
- Рукоятка для включения сверлильного агрегата и реверсирования электродвигателя
- Рукоятки для ускоренной подачи шпинделя вручную
- Рукоятка для переключения с ускоренной на замедленную подачу шпинделя и наоборот
- Рукоятка для крепления электролампы
- Рукоятка крана системы охлаждения сверлильного агрегата
Фартук и суппорт-стол
- Маховичок для перемещения суппорт-стола вручную
- Рукоятка включения для автоматического продольного перемещения суппорт-стола
- Рукоятка для поперечной подачи суппорт-стола вручную
- Рукоятка для крепления резцедержателя
- Рукоятка для автоматической поперечной подачи суппорт-стола
- Рукоятка для реверса продольных и поперечных подач суппорта
- Рукоятка для перемещения верхней части суппорта вручную
- Рукоятка для включения гайки ходового винта
Задняя бабка
- Винт для вертикального перемещения каретки задней бабки
- Рукоятка для крепления пиноли
- Винт для крепления каретки задней бабки
- Маховичок для перемещения пиноли задней бабки
Электрооборудование станка
- Вводный выключатель
- Штепсельная розетка для заточного приспособления
- Выключатель насоса охлаждения
- Выключатель освещения
- Кнопочный пост пуска и остановки главного привода
- Рукоятка для реверсирования электродвигателя главного привода
- Выключатель заточного приспособления
Кинематическая схема токарно-винторезного станка 1М95
Кинематическая схема токарно-винторезного станка 1м95
Схема кинематическая токарно-винторезного станка 1М95. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Описание комбинированного токарно-винторезного станка 1М95
Комбинированный станок с переменной высотой центров от 235 до 355 мм выполняется с расстоянием между центрами 1000 мм.
Станина станка коробчатой формы с поперечными ребрами имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя — перемещения задней бабки.
Станина устанавливается на две пустотелые тумбы. В левой тумбе смонтирован электродвигатель главного движения.
Коробка скоростей крепится и может передвигаться по вертикальным направляющим стойки, прикрепленной к левой головной части станины. Движение коробки скоростей передается от индивидуального электромотора, помещенного в левой тумбе станка, через клиноременную передачу.
Внутри коробки движение идет через валик фрикциона и шестеренный механизм к шпинделю и цепи подач. Переключением соответствующих рукояток коробки скоростей предоставляется возможность получить 6 различных скоростей вращения шпинделя при прямом вращении электродвигателя и 6 скоростей при обратном вращении.
Все шестерни выполнены из углеродистой стали с соответствующей термообработкой. Во избежание поломки зубцов шестерен не следует производить изменение скорости шпинделя на ходу. Пуск, останов и включение обратного хода производится рукояткой 14 (см. схему управления), управляющей фрикционной пластической муфтой.
Коробка подачи получает движение от коробки скоростей через сменные шестерни приклона. Механизм коробки подач дает возможность получить необходимые подачи и следующие виды резьб:
- метрические
- дюймовые
- модульные
- питчевые
Получение необходимых подач и резьб достигается переключением соответствующих рукояток коробки подач согласно таблицы, укрепленной на щитке коробки подач. Фартук снабжен 2-мя фрикционными муфтами, позволяющими осуществлять ход суппорта в продольном и поперечном направлениях. Фрикционные муфты дают возможность автоматически отключать подачу при перегрузках. Управление перемещением каретки и нижней части суппорта осуществляется рукоятками 25—29 (см. схему управления фиг. 3).
Управление перемещением каретки и нижней части суппорта осуществляется рукоятками 25—29 (см. схему управления фиг. 3).
Механизма быстрого автоматического перемещения суппорта фартук не имеет. Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика. Верхнее положение рукоятки 32 соответствует выключенному положению гайки ходового винта и дает возможность рукоятке 30 включать продольные и поперечные подачи. Нижнее положение рукоятки 32 соответствует включенному положению гайки ходового винта.
На оси XXIX смонтирован лимб продольной подачи с ценой деления 1 мм.
Суппорт, благодаря крестовой конструкции, имеет возможность перемещаться в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Оба эти перемещения могут быть осуществлены как от механического привода с реверсом, так и от руки. Кроме того верхняя часть суппорта, несущая на себе 4-х гранную резцовую головку имеет независимое ручное продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 45° в ту и другую сторону. Задняя бабка крепится к задней стойке, по которой она может перемещаться в вертикальной плоскости. Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
Задняя бабка крепится к задней стойке, по которой она может перемещаться в вертикальной плоскости. Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
При точении конуса корпус задней бабки перемещается в поперечном направлении.
Сверлильный агрегат установлен на стойке передней бабки, имеет отдельный привод и может работать независимо от токарно-фрезерного агрегата.
Для получения необходимого числа оборотов сверла нужно установить клиновой ремень на соответствующую ступень шкива, согласно таблицы и рукоятку 18 (фиг. 3) переместить в нужное положение.
Охлаждение
Подача охлаждающей жидкости из эмульсионного бака, расположенного под корытом к месту резания осуществляется электронасосом, производительностью 22 л в минуту.
Патроны
Станок снабжен 3-х кулачковым самоцентрирующим патроном диаметром 250 мм; 4-х кулачковым патроном и поводковой планшайбой. Патроны, посредством фланцев, и поводковая планшайба навертываются на резьбу шпинделя до упора.
Люнеты
К станку прилагаются два люнета: подвижный и неподвижный.
Смазка станка 1М95
Места смазки или заливки мест маслом, нормы и периоды смазки, наименование смазочных масел указаны в схемах мест смазки (фиг. 6 и 7).
Смазка механизма передней бабки осуществляется за счет масляной ванны. Разбрызгиванием масло попадает в лоток, откуда происходит смазка переднего подшипника. Кроме того, задний подшипник шпинделя получает дополнительную смазку, заливкой через специальную пробку. Смазка механизма коробки подач осуществляется за счет масляной ванны. Смазка механизма фартука, направляющих каретки и суппорта осуществляется централизованным путем от плунжерного насоса, установленного в фартуке.
Все остальные места, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
Перед пуском станка наполняются резервуары передней бабки, сверлильного агрегата, коробки подач, фартука до рисок «Уровень масла» и масленки маслом «Индустриальное 20».
В период эксплуатации станка необходимо следить за работой масляного насоса и за наличием смазочного материала в резервуарах через маслоуказатель.
Электрическая схема токарно-винторезного станка 1М95
Электрическая схема токарно-винторезного станка 1м95
Электрооборудование. Параметры электрических цепей токарно-винторезного станка 1М95
- Питающая сеть: напряжение – 380 В, ток – трехфазный, частота – 50 Гц
- Цепь местного освещения: напряжение – 36 В, ток – переменный
Описание электросхемы токарно-винторезного станка 1М95
Перед началом работы на станке необходимо его электрическую часть подключить к электросети посредством пакетного выключателя «ВП-1», который производит общее включение станка.
Нажатием на кнопку «ПУСК» замыкается цепь катушки магнитного пускателя, силовые контакты которого подают напряжение на пусковую аппаратуру электродвигателей, а блок-контакт блокирует пусковую кнопку, что исключает дальнейшее нажатие кнопки «ПУСК».
Снятие напряжения от всех электродвигателей производится нажатием на кнопку «СТОП».
Выбор направления вращения электродвигателя «1Д» производится при помощи барабанного переключателя «1БП», а включение и отключение — кнопками «ПУСК» и «СТОП».
Включение, отключение и выбор направления вращения электродвигателя «2Д» осуществляется барабанным переключателем «2БП».
Электродвигатель «ЗД» включается и отключается пакетным выключателем «ВП-2». Напряжение к пакетному выключателю «ВП-2» подается при помощи гибкого шланга через 3-х полюсную розетку «РШ».
Электродвигатель «4Д» включается пакетным выключателем «ВП-3».
Включение местного освещения осуществляется пакетным выключателем «ВП-4».
Общее отключение станка от сети осуществляется переводом рукоятки пакетного выключателя «ВП-1» в положение «ОТКЛЮЧЕНО».
Защита
- Защита от токов коротких замыканий производится предохранителями
- Защита электродвигателей от перегрузок осуществляется тепловыми реле
- Нулевая защита электродвигателя осуществлена катушками пускателей, которые при понижении напряжения до 85%, от номинального автоматически отключают электродвигатели
Перечень элементов
На станке 1М95 установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
- 1Д электродвигатель привода токарно-фрезерного агрегата А02-41-4, 4,0 кВт, 1450 об/мин, 220/380 В
- 2Д электродвигатель привода сверлильного агрегата А02-21-4, 1,1 кВт, 1400 об/мин, 220/380 В
- 3Д электродвигатель заточного приспособления АОЛ2-11-2, 0,8 кВт, 2800 об/мин, 220/380 В
- 4Д электродвигатель насоса охлаждения ПА-22, 0,125 кВт, 2800 об/мин, 220/380 В
- 1БП, 2БП Барабанный переключатель БП1-432 – 2 шт.
 Подлежит замене на новую серию
Подлежит замене на новую серию - КУ Кнопки управления КУ-1 – 2 шт
- ВП-1 Вводный выключатель ВП 3×25 – 1 шт. Подлежит замене на новую серию
- ВП-2 Выключатель заточного приспособления ВП 3х10 – 1 шт
- ВП-3 Выключатель охлаждения ВП 3×10 – 1 шт
- ВП-4 Выключатель освещения ВП 3х10 – 1 шт
- К Магнитный пускатель ПМИ-211 – 1 шт
- К-1 Кронштейн местного освещения К-1 – 1 шт
- РШ Штепсельная розетка РШ 2823 – 1 шт
- ЛО Лампа местного освещения на 36 Вольт МО-14 – 1 шт
- ТП Трансформатор понижающий ТПБ-50 – 1 шт. Подлежит замене на ТБС-2
- ПР Предохранитель ПР-60 1 шт
- РТ-1 Тепловое реле ТРН-10 Iн=8А – 1 шт
- РТ-2 Тепловое реле ТРН-10 Iн=3,2А – 1 шт
- РТ-3 Тепловое реле ТРН-10 Iн=2А – 1 шт
- КН-1 Клеммный набор КН 1010 – 1 шт
- КН-2 Клеммный набор КН 1015 – 1 шт
 Подлежит замене на новую серию
Подлежит замене на новую сериюНастройка токарного станка 1М95
Натяжение ремня сверлильного агрегата станка 1М95
Натяжение ремня сверлильного агрегата станка 1м95
Настройка на сверление сверлильного агрегата станка 1М95
Настройка на сверление сверлильного агрегата станка 1м95
Подача сверла производится замедленно или ускоренно, вручную. Замедленная подача осуществляется через червячную пару маховичком 1, при включенной кулачковой муфте 2 (фиг. 17), а ускоренная подача осуществляется рычагами 3 при выключенной муфте 2.
Замедленная подача осуществляется через червячную пару маховичком 1, при включенной кулачковой муфте 2 (фиг. 17), а ускоренная подача осуществляется рычагами 3 при выключенной муфте 2.
Настройка на горизонтальное фрезерование станка 1М95
Настройка на горизонтальное фрезерование станка 1м95
Настройка на горизонтальное фрезерование производится по фиг. 16.
Для этого устанавливается кронштейн 1.
В конусное отверстие пиноли задней бабки вставляется центр 3, а в конусное отверстие шпинделя вставляется оправка 4, с переходной втулкой 5 и одетой фрезой 6. Оправка крепится шомполом 7 и гайкой 2.
Для предотвращения биения оправки 4 необходимо обеспечить точное совпадение оси отверстия в подвеске 8 с осью шпинделя еще до закрепления подвески 8 на своей направляющей, путем выверки центров контрольной оправкой с индикатором,
Рекомендуется подпирать оправку с фрезой центром задней бабки. При настройке передняя и задняя бабки закрепляются зажимами 10, 15, 35 (фиг. 3), а подвеска 8-винтами 9 на направляющей (фиг. 16).
3), а подвеска 8-винтами 9 на направляющей (фиг. 16).
Нужная глубина фрезерования достигается путем опускания передней и задней бабок.
Настройка на вертикальное фрезерование станка 1М95
Настройка на вертикальное фрезерование станка 1м95
Настройка на вертикальное фрезерование заключается в том, что над закрепленной на суппорт-столе деталью устанавливается к торцу коробки скоростей вертикально-фрезерная головка с фрезой, укрепленной на шпинделе шомполом, (фиг. 15).
В зависимости от высоты фрезеруемой детали коробка скоростей с задней бабкой и вертикально-фрезерной головкой с фрезой поднимаются над столом на нужную высоту и закрепляются на передней и задней стойках с помощью зажимов 15, 35 и отдельным зажимом 10 (фиг. 3).
Установка на необходимую глубину фрезерования производится каждый раз ослаблением зажимов 10, 15, 35 с отводом пиноли задней бабки от вертикально-фрезерной головки, с опусканием на глубину врезания, передней и задней бабок. После чего, подвести пи-ноль задней бабки к вертикально-фрезерной головке, закрепив переднюю и заднюю бабки зажимами 10, 15, 35.
После чего, подвести пи-ноль задней бабки к вертикально-фрезерной головке, закрепив переднюю и заднюю бабки зажимами 10, 15, 35.
Следует напомнить, что при фрезеровании гитара должна свободно скользить между корпусом и шайбой (см. фиг. 14 литер «С»).
Настройка на долбление станка 1М95
Настройка станка 1м95 на долбление
Настройку на долбление следует производить согласно фигуры 18. При установке долбежного приспособления необходимо следить, чтобы ползун в крайнем положении не ударял о деталь, или резцом о стол станка. Перед долблением закрепить коробку скоростей зажимами 10, 15, 35 (фиг. 3). Пользуясь лимбом продольных перемещений суппорта, подачу осуществляют вручную, на глубину 0,07-— 0,1 мм.
Читайте также: Производители токарных станков в России
1М95 Станок токарно-винторезный комбинированный. Видеоролик.
 youtube.com/embed/XTZLZlgGJy4?ecver=2″ frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/XTZLZlgGJy4?ecver=2″ frameborder=”0″ allowfullscreen=””/>
Технические характеристики станка 1М95
| Наименование параметра | 1М95 | 1Д95 | 1Е95 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 500 | 400 | 400 |
| Наибольший диаметр заготовки над выемкой станины (по заказу), мм | – | 550 | 570 |
| Наибольший диаметр заготовки над суппортом, мм | 420 | 210 | 210 |
| Высота центров над направляющими станины, мм | 235..355 | 210 | 210 |
| Высота оси шпинделя над суппорт-столом, мм | 125..245 | ||
| Наибольшая длина заготовки (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обтачивания, мм | 820 | 950 | 950 |
| Наибольшая масса заготовки в патроне, кг | |||
| Наибольшая масса заготовки в центрах, кг | 100 | ||
| Передняя бабка | |||
| Наибольшее вертикальное перемещение передней бабки, мм | 120 | нет | нет |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 52 | 52 |
| Наибольший диаметр прутка, мм | 32 | 50 | 50 |
| Число ступеней частот прямого вращения шпинделя | 12 | 16 | 16 |
| Частота прямого вращения шпинделя, об/мин | 28. .1250 .1250 | 16..1250 | 20..1600 |
| Число ступеней частот обратного вращения шпинделя | 12 | 16 | 16 |
| Частота обратного вращения шпинделя, об/мин | 28..1250 | 16..1250 | 20..1600 |
| Размер внутреннего конуса в шпинделе | №5 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | |
| Торможение шпинделя | нет | Электрическое | Электрическое |
| Суппорт-стол. Подачи | |||
| Размеры рабочей поверхности стола, мм | 280 х 700 | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 820 | 950 | 950 |
| Наибольшее поперечное перемещение суппорта, мм | 320 | 300 | 275 |
| Наибольшее поперечное перемещение верхнего суппорта (резцовые салазки), мм | 110 | 100 | 130 |
| Число ступеней продольных/ поперечных подач | 24/ 24 | 16/ 16 | 48/ 48 |
| Пределы скорости продольных подач, мм/об | 0,13. .1,87 .1,87 | 0,0028..0,078 | 0,03..4,21 |
| Пределы скорости поперечных подач, мм/об | 0,072..1,016 | 0,0014..0,039 | 0,015..2,1 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | 4/ 2 | 4/ 2 |
| Продольное перемещение на одно деление лимба, мм | 1,0 | ||
| Продольное перемещение на одно деление нониуса, мм | |||
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Количество нарезаемых резьб метрических | 23 | 18 | 26 |
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 0,5..14 | 0,5..56 |
| Количество нарезаемых резьб дюймовых | 24 | 35 | 39 |
| Пределы шагов нарезаемых резьб дюймовых | 3. .28 .28 | 60..3,5 | 56..0,5 |
| Количество нарезаемых резьб модульных | 13 | 18 | 22 |
| Пределы шагов нарезаемых резьб модульных | 0,25..35 | 0,5..7 | 0,5..28 |
| Количество нарезаемых резьб питчевых | 24 | 35 | 32 |
| Пределы шагов нарезаемых резьб питчевых | 8..112 | 56..2,0 | |
| Предохранитель от перегрузки | есть | ||
| Блокировка продольных и поперечных подач | есть | ||
| Выключающие продольные упоры | нет | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | Ra 2.0 | ||
| Задняя бабка | |||
| Наибольшая длина перемещения задней бабки вдоль станины, мм | 820 | ||
| Наибольшая длина вертикального перемещения задней бабки, мм | 120 | нет | нет |
| Наибольшая длина перемещения пиноли задней бабки, мм | 165 | 120 | 120 |
| Наибольшее перемещение задней бабки, мм | ±20 | ||
| Размер внутреннего конуса | №4 | Морзе 4 | Морзе 5 |
| Сверлильный агрегат | |||
| Наибольший диаметр сверления, мм | 25 | 25 | |
| Наибольший ход шпинделя, мм | 80 | 80 | |
| Вылет оси сверлильного шпинделя, мм | 210 | 210 | |
| Диаметр сверлильного стола, мм | 320 | 280 х 280 | |
| Вертикальное перемещение сверлильного стола, мм | 465 | ||
| Размер внутреннего конуса сверлильного шпинделя | №3 | Морзе 3 | |
| Расстояние от конца шпинделя до сверлильного стола, мм | 40. .540 .540 | 400 | |
| Количество скоростей шпинделя | 6 | ||
| Частота прямого вращения шпинделя, об/мин | 11..78 | ||
| Вертикально-фрезерная головка | |||
| Вылет оси шпинделя фрезерной головки, мм | 380 | ||
| Расстояние от конца шпинделя до суппорт-стола, мм | 120..240 | ||
| Наибольшее продольное перемещение суппорт-стола, мм | 320 | ||
| Размер внутреннего конуса фрезерной головки | №3 | ||
| Шлифовальное приспособление | |||
| Диаметр шлифуемой заготовки при наружном шлифовании , мм | 25..210 | 20..210 | |
| Диаметр шлифуемой заготовки при внутреннем шлифовании , мм | 30..300 | 30. .300 .300 | |
| Частота вращения шпинделя при наружном шлифовании , мм | 4400 | 4400 | |
| Частота вращения шпинделя при внутреннем шлифовании , мм | 11000 | 11000 | |
| Долбежное приспособление | |||
| Длина хода долбяка, мм | 100 | ||
| Вылет суппорта долбяка, мм | 310 | ||
| Наибольшая высота долбления, мм | 80 | ||
| Наибольшая длина долбления, мм | 280 | ||
| Наибольшая ширина хода долбления, мм | 320 | ||
| Электрооборудование | |||
| Количество электродвигателей на станке | 4 | 6 | |
| Электродвигатель главного привода, кВт | 4 | 4 | 5,5 |
| Электродвигатель привода ускоренных перемещений, кВт | – | 0,4 | 0,55 |
| Электродвигатель привода сверлильного агрегата, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатель заточного приспособления , кВт | 0,8 | 0,75 | 0,75 |
| Электродвигатель шлифовального приспособления , кВт | – | 0,27 | 0,27 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,125 | 0,125 |
| Суммарная мощность, кВт | |||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) (РМЦ 1000), мм | 2750 х 1255 х 1670 | 3000 х 1200 х 1610 | 3000 х 1200 х 1640 |
| Масса станка (РМЦ 1000), кг | 2170 | 2030 | 2475 |
- Комбинированный станок 1М95. Руководство по уходу и обслуживанию, 1966
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство по уходу и обслуживанию, 1966
Руководство по уходу и обслуживанию, 1966Связанные ссылки. Дополнительная информация
ООО “Мегаполис” – B2B-Center
Основная номенклатура продукции и услуг
Предлагаемая
Прессы
Машина листогибочная гидравлическая с поворотной балкой ИВ 2144
Машина листогибочная И 2116 (4х2000)
Машина листогибочная с поворотной гибочной балкой ИВ 2144П
Машина листогибочная трехвалковая ИБ 2216
Пресс К-8344
Пресс однокривошипный простого действия открытый КГ2132 1990г
Пресс П-6324 1979г
Пресс гидравлический HKS-250
Пресс гидравлический для изготовления изделий из пластмасс ДЕ2432 1991г
Пресс гидравлический для изготовления изделий из пластмасс ПД476 1986г
Пресс гидравлический запрессовочный одностоечный П 6328 1985г
Пресс гидравлический запрессовочный одностоечный ПА6332
Пресс гидравлический одностоечный без гидроподушки П6330 1978г
Пресс гидравлический одностоечный без гидроподушки П6332
Пресс гидравлический П6320 1980г
Пресс гидравлический П6324 1982г
Пресс гидравлический ПД-476
Пресс гидравлический РУЕ 25 1977г
Пресс гидровличесский одностоечный без гидроподушки П6326 1981г
Пресс гидровличесский одностоечный без гидроподушки П6326 1978г
Пресс гидровличесский одностоечный без гидроподушки П6326 1983г
Пресс ДБ2432
Пресс двухкривошипный К3034
Пресс двухкривошипный простого действия закрытый К3540
Пресс К-3732
Пресс К9534
Пресс КО-05
Пресс КО5105
Пресс кривошипный К2540
Пресс кривошипный двойного действия К5535
Пресс кривошипный КА3539 1979г
Пресс кривошипный КД2124 1983г
Пресс кривошипный КД2128 1978г
Пресс кривошипный листо-штамповочный К4039
Пресс кривошипный обрезной обрезной простого действия закрытый КА2536
Пресс кривошипный РК1250
Пресс ЛИ-160 1982г
Пресс листогибочный кривошипный И1330А
Пресс механический двухкривошипный простого действия закрытый КА3534 1978г
Пресс механический КЕ2130 1978г
Пресс механический однокривошипный открытый КЕ2130
Пресс монтажно запрессовочный П632 1978г
Пресс обрезной К-2538
Пресс однокривошипный закрытый простого действия К2542
Пресс однокривошипный К2132 1979г
Пресс однокривошипный К2232 1978г
Пресс однокривошипный обрезной простого действия закрытый КА2534 1979г
Пресс однокривошипный обрезной простого действия закрытый КА9536 1979г
Пресс однокривошипный обрезной простого действия закрытый КБ9534 1979г
Пресс однокривошипный открытый КД2128 1979г
Пресс однокривошипный открытый КД2128 1982г
Пресс однокривошипный открытый простого действия КД 2330 1979г
Пресс однокривошипный открытый простого действия КД 2330 1980г
Пресс однокривошипный открытый простого действия КД2122 1976г
Пресс однокривошипный простого действия закрытый К2538
Пресс однокривошипный простого действия открытый наклоняемый КД2330 1984г
Пресс однокривошипный простого действия открытый двухстоечный наклоняемый К2324
Пресс однокривошипный простого действия открытый К0134 1984г
Пресс однокривошипный простого действия открытый К1430 1979г
Пресс однокривошипный простого действия открытый КД2328 1983г
Пресс однокривошипный простого действия открытый ненаклоняемый К2130В 1982г
Пресс П6320 1983г
Пресс-ножницы комбинированные Н5222 1977г
Пресс-ножницы комбинированные НБ5224
Пресс-ножницы комбинированные НГ-5223 1995г
Пресс-ножницы комбинированные НГ5222 1977г
Станки сверлильные
Cверлильный станок 2А-534 1980г
Cверлильный станок К2С32А 1991г
Вертикально сверлильный станок 27135 1996г
Вертикально сверлильный станок 2А-135 1979г
Вертикально сверлильный станок 2Н125 1975г
Вертикально сверлильный станок 2Н125 1978г
Вертикально сверлильный станок 2Н125 1979г
Вертикально сверлильный станок 2Н135 1976г
Вертикально сверлильный станок 2Н135 1978г
Вертикально сверлильный станок 2Н135 1979г
Вертикально сверлильный станок 2Н135 1980г
Вертикально сверлильный станок 2Н135 1981г
Вертикально сверлильный станок 2С132 1993г
Вертикально сверлильный станок 2С132 1995г
Настольный сверлильный станок 2М112 1976г
Настольный сверлильный станок 2М112 1981г
Настольный сверлильный станок 2М112 1993г
Радиально сверлильный станок 2М57 1977г
Радиально сверлильный станок 2053У
Радиально сверлильный станок 2АБ-34 1981г
Радиально сверлильный станок 2И-55
Радиально сверлильный станок 2М55 1978г
Радиально сверлильный станок 2М55 1979г
Радиально сверлильный станок 2М55 1981г
Радиально сверлильный станок 2М55 1982г
Радиально сверлильный станок 2М55 1983г
Радиально сверлильный станок 2М57 1975г
Станок вертикально-сверлильный 2Н118 1980г
Станок вертикально-сверлильный универсальный 2Н150 1979г
Станок сверлильный 2Н-735
Универсальный вертикально-сверлильный станок модель 2А125
Станки шлифовальные
Координатно расточной станок 2Д450АФ 1976г
Круглошлифовальный универсальный станок высокой точности 3У142
Абразивно отрезной станок 8А240 1976г
Автомат отрезной круглопильный станок 8Г622 1980г
Алмазно доводочный станок 3622Д
Вертикальный консольный шпоночнофрезерный станок 692Р 1978г
Внутришлифовальный станок ЗК228В
Внутришлифовальный станок 3А228 1979г
Горизонтально-протяжной станок 7Б55
Долбежный станок с механическим приводом 7А420М 1979г
Долбёжный станок 7А420 1974г
Заточной станок 3Е692 1991г
Заточный полуавтомат для червячных фрез 3А662
Зубострогальный станок 5А250П
Зубофрезерный станок 5К310
Зубофрезерный станок для цилиндрических колес 5В-312
Карусельно фрезерные ЛГ-22 1991г
Координатно расточной станок 2Д450 1973г
Координатно расточный станок 2В440А 1974г
Круглопильные станки Ц6-2 1995г
Круглопильный отрезной станок 8Г661 1976г
Круглошлифовальный станок 3Е12 1976г
Круглошлифовальный станок 3М151 1984г
Круглошлифовальный станок 3У131 1976г
Круглошлифовальный станок 3У131 1980г
Круглошлифовальный станок 3У144. 1997г
1997г
Намоточный станок СРН-05-М3 1977г
Намоточный станок ТТ-20 1976г
Намоточный станок ТТ-23 1977г
Обдирочно шлифовальный станок 3Б632 1979г
Обдирочно шлифовальный станок 3Б634 1973г
Обдирочно шлифовальный станок 3Б634 1975г
Обдирочно шлифовальный станок 3Б634 1976г
Обдирочно шлифовальный станок 3Б634 1987г
Оптико шлифовальный станок 395М 1976г
Отрезной (ножовочный) станок 8Б72 1977г
Отрезной (ножовочный) станок 8Б72 1979г
Отрезной станок 8Г662
Плоскошлифовальный станок 3Г71 1976г
Плоскошлифовальный станок 3Г71М 1980г
Плоскошлифовальный станок 3Е711В 1987г
Плоскошлифовальный станок ЗЕ711А
Плоскошлифовальный станок с УЦИ модель ОШ-424Ф11 1991г
Плоскошлифовальный универсальный станок 3Л722В
Полировально шлифовальный двусторонний станок 3Б853
Резьбонакатный станок А2528 1979г
Резьбонакатный станок А2528 1981г
Резьбошлифовальный универсальный станок 5822М 1975г
Спецыальный станок 8Г663-100 1993г
Станок для заточки протяжек модели 360М
Станок ножовочный 8725 1995г
Станок полуавтомат зубодолбежный вертикальный 5122 1979г
Стенд испытательный СИП-800 1980г
Строгальный станок 7Д36
Термо станок Д3132
Точильно шлифовальный настольный двусторонний станок 3К631А 1976г
Точильно шлифовальный станок 332Б
Точильно шлифовальный станок 3Б633 1977г
Точильно шлифовальный станок 3Б633 1981г
Трубоотрезной станок 91А11
Универсально заточной станок 3В642 1974г
Универсально заточной станок 3В642 1980г
Универсально заточной станок 3М642 1980г
Универсально заточный станок 3Е642 (3Е642Е) 1995г
Шлифовально-полировальный многопозиционный двухшпиндельный станок для шлифов 3881 1978г
Шлифовальный станок 3Д725 1993г
Электроимпульсный станок 4б723 1975г
Станки токарные
Токарно винторезный станок 16К20 1977г
Токарно винторезный станок 16К20 1980г
Токарно винторезный станок 16К20 1983г
Токарно винторезный станок 16К20 ПФ1
Токарно винторезный станок 16К20П 1981г
Токарно винторезный станок 16К20ПФ-1 1981г
Токарно винторезный станок 16К25
Токарно винторезный станок 1А616 1978г
Токарно винторезный станок 1И611П
Токарно винторезный станок 1К62
Токарно винторезный станок 1К62Д 1992г
Токарно винторезный станок ТС 75020 1992г
Токарно винторезный станок ТС7502
Токарно винторезный универсальный станок 1М61
Токарно карусельный вертикальный одностоечный станок 1512
Токарно настольный станок 16ТО2П
Токарно револьверный станок 1Е365БП 1992г
Токарно револьверный универсальный стаанок АТ-7 1980г
Токарно-винторезный станок 16А20ФЗС15
Токарный автомат ДАМ 6/63
Токарный полуавтомат 1H 25
Токарный полуавтомат 1Б240
Токарный полуавтомат 1Б240 1982г
Токарный станок 1Н-63Ф
Токарный станок 16К30 1987г
Токарный станок 16Т02П 1976г
Токарный станок 1А240П
Токарный станок 1Б240Б 1983г
Токарный станок 1Б290
Токарный станок 1К-282 1982г
Токарный станок 1К341 1979г
Токарный станок 1М-616
Токарный станок 1М63 1976г
Токарный станок 1М63 1978г
Токарный станок 1М63М 1978г
Токарный шестишпиндельный горизонтальный автомат 1Б290П-6К
Станки фрезерные
Полуавтомат зубо фрезерный станок 5В312
Вертикально консольно фрезерный станок 6Р12 1976г
Вертикально фрезерный станок 6P10
Вертикально консольно фрезерный станок 6Р12 1980г
Вертикально консольно фрезерный станок 6Р12Б
Вертикально консольно фрезерный станок 6Р13 1975г
Вертикально консольно фрезерный станок 6С12
Вертикально фрезерный станок 654Ф3 1975г
Вертикально фрезерный станок 6560 1979г
Вертикально фрезерный станок 6Р11
Вертикально фрезерный станок с крестовым столом 6540
Вертикальный консольно фрезерный станок ВМ-127М
Горизонтально консольно фрезерный универсальный станок 6Р83
Горизонтально консольно фрезерный станок 6Р83Г 1978г
Горизонтально фрезерный станок 6Р81
Горизонтально фрезерный станок 6Р81Г
Горизонтально фрезерный станок 6Р82 1978г
Горизонтально фрезерный станок 6Р82 1985г
Горизонтальный консольно фрезерной станок 6Р83Г 1978г
Горизонтальный консольно фрезерный станок 6Р83 1978г
Горизонтальный консольно фрезерный станок 6Р83Г 1976г
Гравировальный копировально фрезерный станок 6Л463
Зубофрезерный станок для цилиндрических колес 5К310 1978г
Универсально фрезерный станок 6Т82
Фрезерно отрезной станок 8А68 1979г
Фрезерный станок 6P13 1975г
Фрезерный станок 6P13 1978г
Фрезерный станок FSS-400
Широкоуниверсально фрезерный станок 6Р82Ш
Широкоуниверсально фрезерный станок 6Р83Ш
Широкоуниверсально фрезерный станок 6Т83Ш (6Р83Ш)
Ножницы
Ножницы гильотинные кривошипные с кулачковой муфтой Н3118 1975г
Ножницы гильотинные кривошипные Н3121 1976г
Ножницы гильотинные кривошипные с пневматической муфтой-тормозом НА3121
Ножницы гильотинные НД3316Г
Ножницы гильотинные НД3318
Ножницы гильотиновые 3150-10 1977г
Ножницы гильотиновые НБ-478
Ножницы кривошипные закрытые для резки заготовок Н1534
Ножницы кривошипные листовые с наклонным ножом Н3222
Ножницы листовые кривошипные с наклонным ножом Н481А 1978г
Автотранспорт
Полуприцеп бортовой-938503 2004г
ЗИЛ-130 бортовои 1991г
ЗИЛ-138 бортовои 1985г
КАМАЗ-4308 2006г
КАМАЗ-5410 тягач седельный 1985г
КАМАЗ-5410 тягач седельный 1991г
КАМАЗ-65115 (017) 2006г
ЛИАЗ-677 1989г
Прицеп КАМАЗ-9385 1992г
Прицеп КАМАЗ-9385 1995г
Прицеп-8994401 2005г
Продажа Камаз 5410 (тягач седельный) 1985г.
УАЗ-3909 (специальный) 2001г.
Недвижимость
Канск, Красноярский край (Бизнес)
Канск, Красноярский край (Производственная база)
Красноярск (нежилое помещение)
Красноярск (нежилое помещение) 375,80 кв.м.
Приморск, Красноярский край (Объект незавершенного строительства)
Сосновоборск,Красноярский край (Нежилое помещение) 10 300,20 кв.м.
Сосновоборск,Красноярский край (Нежилое помещение) 10 514,60 кв.м.
Сосновоборск,Красноярский край (Нежилое помещение) 11 671,0 кв.м.
Сосновоборск,Красноярский край (Нежилое помещение) 16 299,50 кв.м.
Сосновоборск,Красноярский край (Нежилое помещение) 42760,10 кв.м.
Сосновоборск,Красноярский край (Часть нежилого помещения) 1443,16 кв. м.
Шарыпово,Красноярскии край (Нежилое помещение) 174,60 кв.м.
| Характеристика | ТВ-114 |
|---|---|
| Класс точности | Н по ГОСТ 8-82. |
| Комплектация ЧПУ | KTGSK980TDb, |
| Насос подачи СОЖ,Вт | 40 |
| Показатели силовых характеристик | |
| Общая потребляемая мощность | 6,5 кВт |
| Мощность главного привода (шпинделя) | 3 кВт |
| Мощность привода подач оси Z | 1,6 кВт |
| Мощность привода подач оси Х | 1. 0 кВт 0 кВт |
| Крутящий момент привода шпинделя | 15 Нм |
| Крутящий момент привода оси Y, Нм | 6,0 Нм |
| Крутящий момент привода оси X, Нм | 3.3 Нм |
| Параметры питающей электросети | |
| Частота | 50 Гц |
| Напряжение | 380 В |
| Потребляемый ток | перем. |
| Показатели основных и вспомогательных движений станка | |
| Пределы частот вращения шпинделя: | 80 – 2000 об/мин |
| Скорость перемещения по оси Х | 6 м/мин. |
| Скорость перемещения по оси Z | 10 м/мин. |
| Перемещение суппорта продольное | 750 мм |
| Перемещение суппорта поперечное | 170 мм |
| Перемещение пиноли задней бабки | 110 мм |
| Показатели технического совершенства | |
| Конус шпинделя | Морзе 3 |
| Конус пиноли задней бабки | Морзе2 |
| Наибольшее усилие, допускаемое механизмом подач, кгс: | |
| продольное | 100 |
| поперечное | 140 |
| Сечение устанавливаемого резца | 16х16 мм |
| Диаметр трехкулачкового токарного патрона | 160 мм |
| Параметры устанавливаемого изделия | |
| Наибольший диаметр, устанавливаемый над станиной | 300 мм |
| Наибольший диаметр, устанавливаемый над поперечной салазкой | 160 мм |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе | 26 мм |
| Наибольшая длина обрабатываемой детали, мм | 650 |
| Максимально допустимая масса изделия, устанавливаемого, кг: | |
| в патроне | 20 |
| в центрах | 25 |
| Точность обработки изделий после чистовой обточки | |
| Овальность, не более | 0,01 мм |
| Конусность, не более | 0,01 мм |
| Плоскостность торцевой поверхности, не более (только в сторону выпуклости) | 0,015 мм на o 160 |
| Точность шага резьбы (наклонная погрешность на длине 300 мм) | 0,04 мм |
| Показатели габаритов и массы | |
| Габаритные размеры, в кабинете, мм (Д х Ш х В) | 2110х1140х1750 |
| Масса станка, кг | 665 |
|
Расстояние между центрами |
1000/1500 мм |
|
Высота центров |
250 мм |
|
Максимальный диаметр обработки над станиной |
502 мм |
|
Максимальный диаметр обработки над выемкой |
700 мм |
|
Максимальный диаметр обработки над суппортом |
440 мм |
|
Максимальный диаметр обработки над поперечным суппором |
310 мм |
|
Длина выемки в станине |
160 мм |
|
Ширина станины |
300 мм |
|
Поперечное перемещение суппорта |
250 мм |
|
Перемещение резцевой каретки |
130 мм |
|
Максимальное сечение резца |
25 x 25 мм |
|
Диаметр отверстия в шпинделе |
58 мм |
|
Тип крепления патрона на носок шпинделя |
A2-6 / Camlock № 6 |
|
Метрический конус в шпинделе |
MT-4 |
|
Диапазон скорости вращения шпинделя |
Ι 40–310 об/мин Ι Ι 310–840 об/мин Ι Ι Ι 840–2300 об/мин |
|
Количество резьб |
44 |
|
Продольные подачи |
0,044–0,662 |
|
Поперечные подачи |
0,020–0,296 |
|
Метрические резьбы |
0,5–7,5 |
|
Резьба витворта |
60– 4 |
|
Модульная резьба |
0,25–3,75 |
|
Диметральный шаг |
120–8 |
|
Шаг винта |
6 |
|
Диаметр пиноли задней бабки |
68 мм |
|
Ход пиноли задней бабки |
200 мм |
|
Внутренний конус пиноли задней бабки |
MT-4 |
|
Мощность главного привода |
5,5 кВт |
|
Мощность привода подачи СОЖ |
0,1 кВт |
|
Длина станка |
2350/2850 мм |
|
Ширина станка |
925 мм |
|
Высота станка |
1785 мм |
|
Вес станка |
1650/1800 кг |
Токарная обработка и растачивание: сравнение двух процессов обработки
Токарная обработка и растачивание – это два распространенных процесса обработки, используемых в обрабатывающей промышленности. Оба они требуют использования станка для удаления материала с заготовки. Независимо от того, сделана ли заготовка из металла или дерева, ее, вероятно, можно изменить с помощью токарной обработки или растачивания. Хотя оба этих процесса обработки предназначены для удаления материала с деталей, они не обязательно одинаковы.
Оба они требуют использования станка для удаления материала с заготовки. Независимо от того, сделана ли заготовка из металла или дерева, ее, вероятно, можно изменить с помощью токарной обработки или растачивания. Хотя оба этих процесса обработки предназначены для удаления материала с деталей, они не обязательно одинаковы.
Что крутится?
Токарная обработка – это процесс обработки, который характеризуется использованием неподвижного невращающегося режущего инструмента для удаления материала с внешней поверхности заготовки.Хотя токарная обработка может выполняться вручную, токарная обработка обычно выполняется на токарном станке. Заготовка закрепляется на токарном станке, после чего она вращается, прижимаясь к режущему инструменту. Как показано выше, режущий инструмент, используемый при токарных операциях, обычно состоит из небольшого лезвия. Когда заготовка вращается против лезвия, режущий инструмент удаляет равномерное количество материала, тем самым уменьшая размер и меняя форму заготовки.
Существует несколько различных подтипов токарной обработки, включая коническую, сферическую и твердую.Однако все они требуют использования режущего инструмента для удаления материала с заготовки. В частности, они удаляют материал с внешней поверхности заготовки.
Что скучно?
Растачивание – это еще один процесс обработки, в котором, как и при токарной обработке, используется стационарный невращающийся режущий инструмент для удаления материала с заготовки. В чем разница между точением и растачиванием? При токарной обработке режущий инструмент удаляет материал с внешней поверхности заготовки.При растачивании режущий инструмент удаляет материал с внутренней поверхности заготовки. Другими словами, растачивание, по сути, включает сверление отверстий в заготовке с использованием режущего инструмента, напоминающего сверло.
В то время как токарные операции выполняются почти исключительно на токарном станке, расточные операции выполняются на токарном станке, обычном фрезерном станке или расточно-фрезерном станке.
Заключение
Токарная обработка и растачивание – это аналогичные процессы обработки, в которых станок, такой как токарный или фрезерный станок, использует стационарный режущий инструмент для удаления материала с вращающейся детали.Разница между ними заключается в площади заготовки, с которой снимается материал. Токарная обработка предназначена для удаления материала с внешней поверхности заготовки, тогда как расточка предназначена для удаления материала с внутренней поверхности заготовки.
Вертикально-расточные станки и токарные станки
Описание
Характеристики Summit
® Сверхмощные вертикально-расточные и фрезерные станки (VBM) Summit ® Вертикально-расточные станки и фрезерные станки для тяжелых условий эксплуатации (VBM) обеспечивают плавный ход, превосходный контроль скорости и максимальную надежность при экономичном решении.Вертикальные расточные станки Summit 48 ″ и 60 ″ (одинарная) и 80 ″ – 120 ″ (двойная колонна) имеют отливку с закрытым зерном, которая обеспечивает практически такой же коэффициент теплового расширения, что и сталь.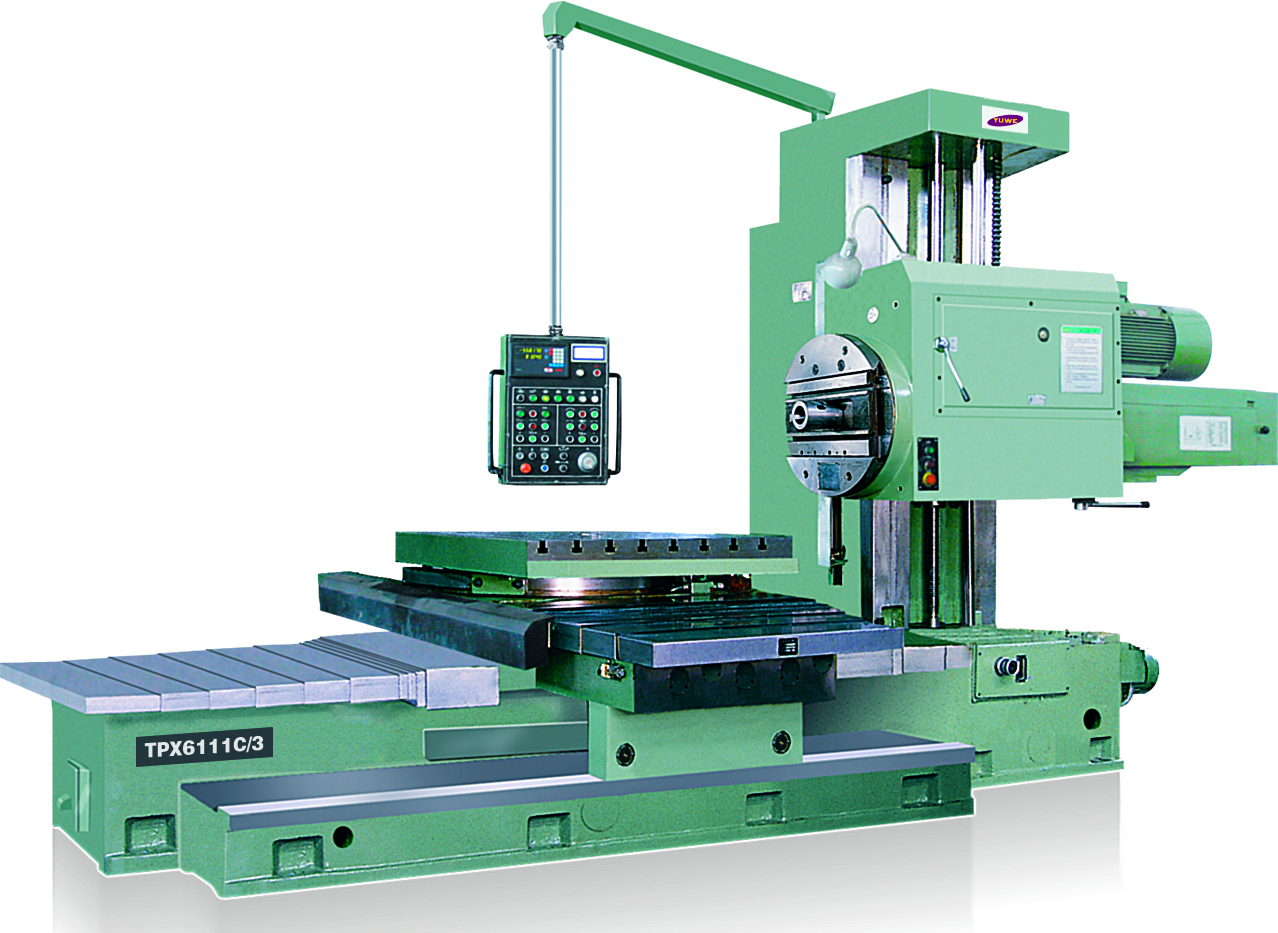 Кроме того, поддержание отличных характеристик демпфирования обеспечивает повышенную точность размеров деталей и постоянное качество поверхности. Вертикально-расточный станок Summit для тяжелых условий эксплуатации использует новейшие технологии для обеспечения высокой производительности. Эти фрезы удовлетворяют постоянно растущий спрос на повышение производительности в обрабатывающей промышленности.Машины Summit всегда учитывают необходимость универсальности, простоты обслуживания и экономичных производственных затрат.
Кроме того, поддержание отличных характеристик демпфирования обеспечивает повышенную точность размеров деталей и постоянное качество поверхности. Вертикально-расточный станок Summit для тяжелых условий эксплуатации использует новейшие технологии для обеспечения высокой производительности. Эти фрезы удовлетворяют постоянно растущий спрос на повышение производительности в обрабатывающей промышленности.Машины Summit всегда учитывают необходимость универсальности, простоты обслуживания и экономичных производственных затрат.
Расточные станки, вертикально-расточные или горизонтально-расточные, работают аналогично токарно-токарным станкам. Вертикально-расточные станки позволяют расширить или закончить просверленное отверстие в металле. Они работают аналогично фрезерному станку, в котором заготовка остается неподвижной, а фреза вращается с высокой скоростью. Основная функция и использование вертикально-расточного станка узкоспециализированы в промышленном оборудовании.
Ключевым отличием традиционных расточных и фрезерных станков от токарно-револьверных станков является поворотно-карусельный станок со сменными пластинами. Обе конструкции станков имеют вращающийся стол, который поддерживает обрабатываемую деталь, и использует мостовидную конструкцию с осью X. Плунжер пересекает направляющую оси X и отправляет резак, что полезно для обработки больших, тяжелых или коротких заготовок. Вертикально-расточные станки с опорными расточными оправками. Он также имеет оправку для увеличения и точной обработки большого отверстия, ранее сформированного литьем.
Обе конструкции станков имеют вращающийся стол, который поддерживает обрабатываемую деталь, и использует мостовидную конструкцию с осью X. Плунжер пересекает направляющую оси X и отправляет резак, что полезно для обработки больших, тяжелых или коротких заготовок. Вертикально-расточные станки с опорными расточными оправками. Он также имеет оправку для увеличения и точной обработки большого отверстия, ранее сформированного литьем.
Станки вертикально-расточные выполняют 3 штуки:
- правильный размер
- прямолинейность
- соосность
Вертикально-расточные станки можно настроить на любой диаметр в пределах рабочего диапазона станка. Обычно эта зона намного больше, чем может быть обработана другими станками. Вертикально-расточные станки обеспечивают соосность внутренней и внешней частей. Вертикально-расточные станки и фрезы – это прежде всего сверлильные или обрабатывающие цилиндры.
Сверлильные фрезы и фрезы могут нарезать, растачивать, торцевать, конусность, а также нарезать внутреннюю и внешнюю резьбу.
Свяжитесь с нами!
Если вы предпочитаете вертикально-расточные или фрезерные станки, вертикально-расточные станки Summit для тяжелых условий эксплуатации могут вам подойти. Свяжитесь с нами сегодня, чтобы получить дополнительную информацию о нашем ассортименте расточных станков и фрезерных принадлежностей.
| Диаметр цельного сверления | 60-190 мм 2.36–7,5 дюймов |
| Диаметр трепанации | 300 мм 11,8 дюйма |
| Диаметр расточки зенковки | 300 мм 11,8 дюйма |
| Глубина бурения | 6000 мм 236,2 “ |
| Количество шпинделя | 1 1 |
| Скорость шпинделя | 390 об / мин 390 об / мин |
| Скорость передней бабки | 40 – 120 об / мин 40 – 120 об / мин |
| Ось Z Rapid | 3000 мм / мин 118. |
| Скорость подачи | 0 – 1000 мм / мин 0 – 39,4 дюймов в минуту |
| Наружный диаметр заготовки | 2500 мм 98,43 “ |
| Длина заготовки | 1,500 – 6,000 мм 59 “- 236.2 “ |
| Масса заготовки | 30 000 кг 66139 фунтов |
| Размер патрона – головка штока | 2032 мм 80 “ |
| Размер патрона – напорная головка | 1,651 мм 65 “ |
| Давление насоса охлаждающей жидкости для BTA | 250 литров 250 литров |
| Емкость насоса охлаждающей жидкости для BTA | 50 л / мин x 3 500 л / мин x 3 |
| Передняя бабка двигателя постоянного тока | 110 кВт 148 л. |
| Шпиндель двигателя постоянного тока | 110 кВт 148 л.с. |
| Серводвигатель оси Z | 100 / 2500i (100 Нм) 100 / 2500i (100 Нм) |
| Двигатель с высокой охлаждающей жидкостью | 37 кВт, 4P x 3 комплекта 50 л.с., 4P x 3 комплекта |
| Двигатель гидравлического насоса | 5.5 кВт x 4P 7 л.с. x 4P |
| Ход оси Z | 6000 мм 236,2 “ |
| Источник питания | 380 В 380 В |
| Управляющая мощность | 220 В 220 В |
| Приблизительный вес машины | 65000 кг 143 300 фунтов | Что такое Сверлильный станок ?
 1 IPM
1 IPM с.
с. Это одна из самых полезных машин, которая используется для обработки тяжелых предметов, таких как
двигатели, рамы, цилиндры, земля и т. д., на которых работает токарный станок и
сверлильный станок невозможен.
Это одна из самых полезных машин, которая используется для обработки тяжелых предметов, таких как
двигатели, рамы, цилиндры, земля и т. д., на которых работает токарный станок и
сверлильный станок невозможен. Это означает позиционирование
инструментов управления и размещения рабочего элемента.
Это означает позиционирование
инструментов управления и размещения рабочего элемента.
 Колонна поддерживающая сбоку или направляющая
способов размещается у кровати.
Колонна поддерживающая сбоку или направляющая
способов размещается у кровати. Д.
Д. org/ListItem”>
Станки
org/ListItem”>
Станки , LTD Все права защищены
, LTD Все права защищены  Это ведущие мировые машины.
Диаметр сверления до 1000 мм, длина сверления и растачивания до 20000 мм и более.
Модель GGB с ЧПУ особенно подходит для растачивания бутылок.
Это ведущие мировые машины.
Диаметр сверления до 1000 мм, длина сверления и растачивания до 20000 мм и более.
Модель GGB с ЧПУ особенно подходит для растачивания бутылок. Особенности расточных станков 2. Типы расточных станков 3. Время обработки при растачивании 4. Инструмент.
Особенности расточных станков 2. Типы расточных станков 3. Время обработки при растачивании 4. Инструмент. Он имеет прочную конструкцию и является полым, чтобы вмещать противовесы, которые уравновешивают переднюю бабку и облегчают ее перемещение. Колонны крепятся шпонками, шпонками и болтами к основанию. Некоторые колонны неподвижны, тогда как другие движутся вместе со своими основаниями.
Он имеет прочную конструкцию и является полым, чтобы вмещать противовесы, которые уравновешивают переднюю бабку и облегчают ее перемещение. Колонны крепятся шпонками, шпонками и болтами к основанию. Некоторые колонны неподвижны, тогда как другие движутся вместе со своими основаниями.
 Он содержит все необходимые механизмы подачи для стола, а также резервуар для охлаждающей жидкости.
Он содержит все необходимые механизмы подачи для стола, а также резервуар для охлаждающей жидкости.
 Настольный станок:
Настольный станок:  Этот тип похож на настольный, но механизм поддержки работы другой. Он имеет возвратно-поступательный стол, очень похожий на строгальный станок, что делает его наиболее подходящим для больших и длинных работ.
Этот тип похож на настольный, но механизм поддержки работы другой. Он имеет возвратно-поступательный стол, очень похожий на строгальный станок, что делает его наиболее подходящим для больших и длинных работ. Он используется для обработки внутренних и внешних диаметров и облицовки крупных деталей, которые более или менее симметричны, таких как большие заготовки зубчатых колес, отливки паровых турбин, рабочие колеса гидротурбин, шины локомотивов, столы для станков, фланцы для больших труб и сосудов высокого давления. . Размер такого станка определяется диаметром самой большой обрабатываемой детали.
Он используется для обработки внутренних и внешних диаметров и облицовки крупных деталей, которые более или менее симметричны, таких как большие заготовки зубчатых колес, отливки паровых турбин, рабочие колеса гидротурбин, шины локомотивов, столы для станков, фланцы для больших труб и сосудов высокого давления. . Размер такого станка определяется диаметром самой большой обрабатываемой детали. Типичные операции, которые могут быть обработаны, включают растачивание и точение железнодорожных колес, траверсов локомотивов, больших поршней, колец и заготовок шестерен, чаш и многих других подобных круглых и симметричных деталей.
Типичные операции, которые могут быть обработаны, включают растачивание и точение железнодорожных колес, траверсов локомотивов, больших поршней, колец и заготовок шестерен, чаш и многих других подобных круглых и симметричных деталей.
 Обычно диаметр расточной оправки принимается равным 0.7 x диаметр отверстия. Он должен иметь минимальный свес.
Обычно диаметр расточной оправки принимается равным 0.7 x диаметр отверстия. Он должен иметь минимальный свес.