Токарно-винторезный станок 16К20 – презентация онлайн
1. Токарно-винторезный станок 16К20
Производительтокарно-винторезного
станка
16К20
–
Московский
станкостроительный завод «Красный пролетарий» им. А.И. Ефремова , основанный в
1857 году. В 1971 году была изготовлена опытная партия станков 16К20 в 1972 году
на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали. К концу 1973
года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется
около 10 процентов.
Производство станка модели 16к20 прекращено в середине 80-х, на смену ему
пришла модель токарно-винторезного станка МК6056. На рынке оригинальные
станки 16к20 можно встретить только б/у.
Многие специалисты знают, что токарно-винторезный станок 16К20 был одним из
самых популярных в Советском Союзе среди устройств подобного рода. Причинами
такой популярности являются универсальность и технические характеристики станка
данной модели.

Сферы использования и модификации станка 16К20
Токарно-винторезный станок 16К20 принадлежит к категории универсального
оборудования для обработки деталей из металла (нарезание резьбы различного типа
(метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие
виды токарной обработки.
С его помощью можно обрабатывать заготовки и из горячекатаного, и из
холоднокатаного проката. Так, к преимуществам токарно-винторезного станка 16К20
(по сравнению с прежней моделью) можно отнести:
безопасность эксплуатации;
-высокую надежность;
-возможность обрабатывать детали с высокой точностью;
-простоту и удобство обслуживания;
-исключительную долговечность даже при активной эксплуатации;
-высокую производительность.
Применяют станки 16К20 на предприятиях, выпускающих продукцию единично
или мелкими сериями, а также в инструментальных цехах, где такое оборудование
может использоваться для выполнения как получистовых, так и чистовых работ.

На основе базовой модели токарно-винторезного станка 16К20 было изготовлено
множество модификаций, в том числе: 16К20М, 16К20П, 16К25, 16К20В, 16К20Г,
16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и станки с ЧПУ 16К20Ф3, 16К20Ф3С32,
16А20Ф3, 16К20Т1 и др.
Технические возможности и характеристики 16К20
Наименование параметра
16К20
Суппорт. Подачи
Основные параметры станка
Класс точности по ГОСТ 8-82
Н
Наибольший диаметр заготовки устанавливаемой над станиной, мм
400
Высота оси центров над плоскими направляющими станины, мм
215
Наибольший диаметр заготовки обрабатываемой над суппортом, мм
220
Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм
710, 1000,
1400, 2000
Наибольшее расстояние от оси центров до кромки резцедержателя,
мм
225
Наибольший диаметр сверла при сверлении стальных деталей, мм
25
Наибольшая масса заготовки, обрабатываемой в центрах, кг
460..1300
Наибольшая масса заготовки, обрабатываемой в патроне, кг
200
Шпиндель
Диаметр отверстия в шпинделе, мм
52
Наибольший диаметр прутка, проходящий через отверстие в
шпинделе, мм
50
Частота вращения шпинделя в прямом направлении, об/мин
12,5.
 .1600
.1600Частота вращения шпинделя в обратном направлении, об/мин
645, 935, 1335, 1935
Наибольшая длина поперечного перемещения, мм
300
Скорость быстрых продольных перемещений, мм/мин
3800
Скорость быстрых поперечных перемещений, мм/мин
1900
Максимально допустимая скорость перемещений при работе по
упорам, мм/мин
250
Минимально допустимая скорость перемещения каретки
(суппорта), мм/мин
10
Цена деления лимба продольного перемещения, мм
1
Цена деления лимба поперечного перемещения, мм
0,05
19..1900
Количество прямых скоростей шпинделя
22
Количество обратных скоростей шпинделя
11
Конец шпинделя по ГОСТ 12593-72
6К
Коническое отверстие шпинделя по ГОСТ 2847-67
Наибольшая длина продольного перемещения, мм
Морзе 6
Диаметр фланца шпинделя, мм
170
Наибольший крутящий момент на шпинделе, Нм
1000
Диапазон продольных подач, мм/об
0,05..2,8
Диапазон поперечных подач, мм/об
0,025.
 .1,4
.1,4Количество подач продольных
42
Количество подач поперечных
42
Пределы шагов метрических резьб, мм
0,5..112
Пределы шагов дюймовых резьб, ниток/дюйм
56..0,5
Пределы шагов модульных резьб, модуль
0,5..112
Пределы шагов питчевых резьб, питч диаметральный
56..0,5
Наибольшее усилие, допускаемое механизмом подач на резце продольное, Н
Наибольшее усилие, допускаемое механизмом подач на резце поперечное, Н
Электрооборудование
Электродвигатель главного привода, кВт
Электродвигатель привода быстрых перемещений, кВт
0,12
Электродвигатель насоса СОЖ, кВт
0,125
5884
3530
Резцовые салазки
Габариты и масса станка
Габариты станка (длина ширина высота) РМЦ=1000, мм
Наибольшее перемещение резцовых салазок, мм
150
Перемещение резцовых салазок на одно деление лимба, мм
0,05
Наибольший угол поворота резцовых салазок, град
±90°
Масса станка, кг
Цена деления шкалы поворота резцовых салазок, град
Наибольшее сечение державки резца, мм
1°
25 х 25
Высота от опорной поверхности резца до оси центров (высота резца),
мм
25
Число резцов в резцовой головке
4
Задняя бабка
Диаметр пиноли задней бабки, мм
Конус отверстия в пиноли задней бабки по ГОСТ 2847-67
11
Морзе 5
Наибольшее перемещение пиноли, мм
150
Перемещение пиноли на одно деление лимба, мм
0,1
Величина поперечного смещения корпуса бабки, мм
±15
2795 х 1190 х
1500
3010
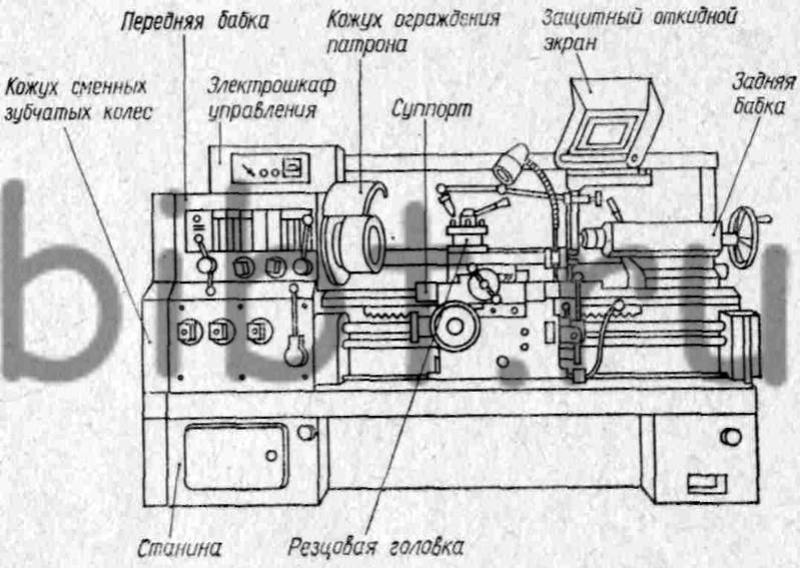
Общий вид токарно-винторезного станка 16К20
Конструктивные особенности станка 16К20
Из конструктивных особенностей можно отметить следующие:
– Станина оборудования выполнена в коробчатой форме и установлена на массивное
монолитное основание, что придает высокую жесткость всей конструкции.
 Точность
Точностьпередвижения по станине суппорта и подвижной задней бабке обеспечивают
надежные направляющие, которые подвергнуты термообработке и шлифованию.
– В зависимости от типа обработки и конфигурации заготовки могут фиксироваться
в патроне или зажиматься в
центрах.
– Устройство держателя для
резца
разработано
таким
образом,
чтобы
обеспечить
надежную
фиксацию
инструмента.
– Для установки шпинделя
используются
высокоточные
(прецизионные)
подшипники
качения,
необходимые
для
точности его расположения и
вращения.
– В конструкции станка 16К20 предусмотрен целый ряд блокировочных и
ограждающих технических элементов, обеспечивающих безопасность работы на нем.
– Для обеспечения точности обработки на станке установлены линейки с визирами, по
которым можно контролировать продольные, а также поперечные перемещения
инструмента.
– Экстренно отключить подачу суппорта станка 16К20 можно при помощи
специального устройства, установленного на фартуке станка.

Резцедержатель 16К20 на суппорте станка
выглядит следующим образом:
На станках 16К20 может использоваться люнет,
который призван предотвращать прогибание
заготовки в ходе работы, а также помогает
зафиксировать ее, тем самым повышая точность
обработки.
Схема кинематическая токарно-винторезного станка 16К20
На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число
заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Шпиндельная бабка токарно-винторезного станка 16К20
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как
разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение
подачи от шпинделя передается валу трензеля и далее — на механизм подач.Числа оборотов
шпинделя в минуту – прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250315-400-500-630-800-1000-1250-1600.Числа оборотов шпинделя в минуту – обратное вращение (11
шт): 19-30-48-75-120-190-300-476-753-1200-1900.

Коробка подач токарно-винторезного станка 16К20
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания
осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля)
и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько
валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые
муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как
показано на рисунке) через муфту обгона вращается ходовой вал.
.
Фартук токарно-винторезного станка 16К20
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От
ходового вала через ряд передач получает вращение червячное колесо и связанное с
ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на
колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми
зубьями, которыми включается подача суппорта в одном из четырех направлений.

Суппорт токарно-винторезного станка 16К20
Задняя бабка токарно-винторезного станка 16К20
Электрическая схема токарно-винторезного станка 16К20
Пуск электродвигателя гл.
привода M1 и гидростанции
М4
осуществляется
нажатием кнопки S4, которая
замыкает
цепь катушки
контактора К1, переводя его
на самопитание.
Останов электродвигателя
осуществляется
нажатием
кнопки S3.
Управление электр-лем
быстрого
перемещения
каретки и суппорта М2
осуществляется
нажатием
толчковой кнопки,
встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем гл. привода M1, и включение
его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя гл. привода в схеме имеется реле
времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной
муфты главного привода замыкается нормально закрытый контакт конечного
выключателя S6 и включается реле времени КЗ, которое через установленную
выдержку времени отключит своим контактом электродвигатель главного привода.

Производить перестройку выдержки времени в рабочем состоянии реле категорически
запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения
каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких
замыканий
производится
автоматическими
выключателями
и
плавкими
предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок
осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного
включения электропривода при восстановлении подачи электроэнергии после
внезапного ее отключения, осуществляется катушками магнитных пускателей.
В электросхеме предусмотрена блокировка, отключающая вводный автоматический
выключатель при открывании двери шкафа управления.
При открывании кожуха сменных шестерен срабатывает микропереключатель S5,
отключая электродвигатель главного привода.
Аналоги токарно-винторезного станка 16К20
МК6056, МК6057, МК6058 – Ø 500 – производитель Красный пролетарий г.
 Москва
Москва16ВТ20, 16ВТ20П – Ø 500 – производитель Витебский станкостроительный завод
Вистан
16В20, 16В20П – Ø 445 – производитель Астраханский станкостроительный завод
16Б16, 16Б16П, 16Б16В, 16Б16А – Ø 360 – производитель Средневолжский
станкостроительный завод СВЗС, г. Самара
Samat 400L, Samat 400M, Samat 400S – Ø 400 – производитель Средневолжский
станкостроительный завод СВЗС, г. Самара
МСТ1620М – Ø 400 – производитель Минский станкостроительный завод им.
Октябрьской революции МЗОР
КА-280 – Ø 400 – производитель Киевский станкостроительный завод Веркон
ЖА-805 – Ø 400 – производитель Житомирский завод станков автоматов
ВерстатУниверсалМаш
CA6140A, CA6140B, CA6240A, CA6240B, – Ø 400 – производитель Shenyang Machine
Tool (Group) Co., Ltd. SMTCL Китай
CD6140A, CD6240A – Ø 400 – производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD – Ø 400 – производитель
Bochi Machine Tool Group Co.
 ,ltd. Китай
,ltd. КитайC6240 – Ø 400 – производитель Anhui Chizhou Household Machine Tool Китай
GH-1840 ZX – Ø 460 – производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
C11MS – Ø 510 – производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 – Ø 400 – производитель ZMM Vratsa, ЗММ Враца, Болгария
Содержание
Введение ……………………………………………………………………………3
1. Назначение и техническая характеристика станка 16К20……………………4
1.1 Назначение станка …………………………………………………………….4
1.2 Технические характеристики токарно-винторезного станка 16К20……….5
2. Схема станка, устройство и органы управления……………………………..6
2.1 Устройство токарно-винторезного станка 16к20……………………………6
2.2 Общий вид и размещение органов управления токарно-винторезного станка 16К20………………………………………………………………………6
3. Кинематическая схема станка, устройство и органы управления…………..8
3.1 Кинематическая схема станка 16К20………………………………………..8
3. 2
Расчёт кинематической схемы станка
16К20……………………………….8
2
Расчёт кинематической схемы станка
16К20……………………………….8
3.3 Наладка станка на различные операции……………………………………13
4. Эксплуатация и обслуживание оборудования………………………………18
4.1 Эксплуатация оборудования………………………………………………..18
4.2 Обслуживание станка 16к20…………………………………………………20
5. Используемая литература…………………………………………………….23
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, и их техническая оснащенность в значительной степени характеризуют производственную мощь страны.
Металлорежущие
станки в зависимости от обработки
делятся на несколько групп. Обозначение
модели станка состоит из сочетания трёх
или четырёх цифр или букв. Первая цифра
означает номер группы, вторая – номер
подгруппы, а последние одна или две
цифры – наиболее характерные параметры
станка. Для каждого станка разрабатывается
руководство по его эксплуатации, в
котором указываются общие сведения по
станку, основные технические данные,
меры безопасности, состав станка и т.д.
\
Для каждого станка разрабатывается
руководство по его эксплуатации, в
котором указываются общие сведения по
станку, основные технические данные,
меры безопасности, состав станка и т.д.
\
Надежность работы станка в значительной степени зависит от систематической и своевременной смазки всех трущихся поверхностей, качества смазочных материалов, состояния рабочих элементов системы смазки, в особенности фильтров.
Во время эксплуатации станка необходимо тщательно и регулярно следить за наличием масла в резервуарах станины, ваннах редукторов и коробок подач. Не допускается падение уровня масла ниже той величины, при которой возможно засасывание воздуха через фильтры в систему смазки. Масло обязательно должно касаться поверхностей разбрызгивающих элементов передач.
Необходимо соблюдать общие правила техники безопасности при работе на металлорежущих станках.
К
работе на станке допускаются лица,
знакомые с общими положениями условий
техники безопасности при фрезерных
работах, а также изучившие особенности
станка и меры предосторожности,
приведенные в данном руководстве и
руководстве по эксплуатации
электрооборудования станка.
1. Назначение и техническая характеристика станка 16к20
1.1 Назначение станка
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания, и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки
оснащены механическим фрикционом,
приводом быстрых перемещений суппорта,
задняя бабка имеет аэростатическую
разгрузку, направляющие станины закалены
HRCэ 49. ..57.
..57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм.
Наибольшая
длина L обрабатываемой детали определяется
расстоянием между центрами станка.
Выпускаемые станки при одном и том же
значении D могут иметь различные значения
L. По массе токарные станки делятся на
легкие – до 500 кг (D = 100 – 200 мм), средние –
до 4 т (D = 250 – 500 мм), крупные – до 15 т (D = 630
– 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000
мм).
Легкие токарные станки применяются
в инструментальном производстве,
приборостроении, часовой промышленности,
в экспериментальных и опытных цехах
предприятий.
Что искать в новом токарном станке
26 февраля 2021 г.
Что искать в новом токарном станке
Покупка нового токарного станка для вашей мастерской является сложной задачей для многих профессионалов. Хотя в прошлом вы могли обойтись другими инструментами, это изменится, когда объем станет проблемой. Токарный станок ускоряет производственный процесс в вашем механическом цехе и обеспечивает соответствие каждого продукта стандарту.
Но найти подходящий токарный станок для вашего бизнеса может быть проблемой. Есть много различных факторов, касающихся вашей компании, мастерской и продукции, которые необходимо учитывать, прежде чем вы сможете решить, какой продукт купить. Поскольку очень многие покупатели не знают, что искать в новом токарном станке, мы собрали все, что вам нужно знать, прежде чем вы примете решение.
Определите потребность
Решение сделать решительный шаг и купить новый токарный станок может оказаться более сложным процессом, чем может показаться на первый взгляд. Один только ценник делает покупку хлопотной для оправдания. Затем вы должны подумать, как часто инструмент будет использоваться.
Но тот факт, что вы даже рассматриваете возможность покупки, является достаточным основанием, чтобы изучить детали того, что вы можете сделать с ним. Токарный станок является одним из самых универсальных инструментов, которые вы можете приобрести, потому что вы можете использовать его для токарной обработки, расточки, шлифовки, торцевания и нарезания резьбы на предметах со скоростью, которую невозможно воспроизвести вручную. Покупка одного из них в вашем магазине — отличная инвестиция, если использование оправдывает покупку.
На что обратить внимание
Перед покупкой токарного станка необходимо учесть множество факторов, касающихся вашей текущей ситуации. Запишите список ваших желаний и потребностей от нового инструмента. Список облегчает последующее сравнение моделей, чтобы найти идеальную посадку. Вот несколько факторов, которые вы должны учитывать.
Запишите список ваших желаний и потребностей от нового инструмента. Список облегчает последующее сравнение моделей, чтобы найти идеальную посадку. Вот несколько факторов, которые вы должны учитывать.
Пробел
Недвижимость — это все в этом мире, как на улицах, так и в магазинах. Прежде чем совершать покупку, подумайте, где потенциально может разместиться ваше новое оборудование. Чем больше у вас свободного места, тем больше машина вам нужна. Больший размер помогает создать лучшую основу, уменьшая отскоки и другие колебания.
Требования к работе
Еще одним фактором, который следует учитывать при покупке токарного станка, будут требования к работе. Доступны различные варианты в зависимости от материала, с которым вы работаете, размера заказа и размеров объектов.
Доступность
Зубчатая передача, которую часто можно найти в больших токарных станках, делает их односкоростными, в то время как меньшие машины часто допускают переменную скорость. Более крупные машины также обычно медленнее, чем модели меньшего размера, но гораздо точнее. Начинающим инженерам может быть полезно сначала попробовать модель с переменной скоростью, чтобы почувствовать все возможности токарного станка.
Более крупные машины также обычно медленнее, чем модели меньшего размера, но гораздо точнее. Начинающим инженерам может быть полезно сначала попробовать модель с переменной скоростью, чтобы почувствовать все возможности токарного станка.
Бюджет
Подумайте, сколько денег у вас есть в бюджете на всю мастерскую, прежде чем тратиться на новый токарный станок. Иметь модель мирового класса прекрасно, но она окажется бесполезной, если вы не можете позволить себе инструменты или расходные материалы, чтобы воспользоваться преимуществами оборудования. Помимо токарного станка и расходных материалов, вам также необходимо учитывать другие факторы, такие как транспортировка станка и варианты поддержки клиентов после покупки.
Физические характеристики
Когда дело доходит до физических характеристик вашего нового токарного станка, существуют различные уровни качества, которые следует учитывать перед покупкой. Вот дополнительная информация о том, что искать в элементах дизайна нового токарного станка.
Строительство
В идеале ваш инженерный токарный станок должен быть из стали и чугуна. Эти материалы обеспечивают вес и устойчивость машины, с которыми другие не могут сравниться. Дополнительная устойчивость за счет дополнительного веса предотвращает вибрации от двигателя и силы, прилагаемой вращающимся объектом.
Дизайн
В инженерных токарных станках обычно используются две конструкции станины: плоскостная и V-образная. V-образные кровати, как правило, жесткие и более прочные, чем их планшетные аналоги. Они также позволяют различным частям оставаться параллельными, что обычно невозможно с планшетами.
Передняя бабка
В основе каждого токарного станка лежит передняя бабка, часть станка, отвечающая за обеспечение мощности вращения, необходимой для работы. Передняя бабка также управляет подшипником, который позволяет токарному станку вращаться против насадки инструмента. Для металлообработки обычно требуется не менее двух лошадиных сил.
Возможности
Последний набор информации, который необходимо рассмотреть, — это то, что каждая машина может делать по сравнению с другими. На этом этапе вы берете список функций, которые вам нужны в токарном станке, и начинаете сопоставлять их. Очевидно, что цель состоит в том, чтобы найти как можно больше ваших «желаний» по разумной цене. Вот некоторые особенности, на которые следует обращать внимание при сравнении новых инженерных токарных станков.
Нарезание резьбы и шурупов
Нарезание резьбы и нарезание резьбы — это две функции, на которые обращают внимание многие профессионалы при покупке нового токарного станка. Нарезание резьбы — это когда вы вырезаете канавки внутри детали, с которой работаете. Нарезание шурупов похоже на нарезание резьбы, но вы используете свое оборудование для создания дорожек на внешней стороне детали, а не на внутренней. Этот метод позволяет двум компонентам скручиваться друг с другом, обеспечивая плотное соединение.
Электропитание
Еще одна опция, которую часто можно найти в инженерных токарных станках, — это силовая подача для ваших проектов.