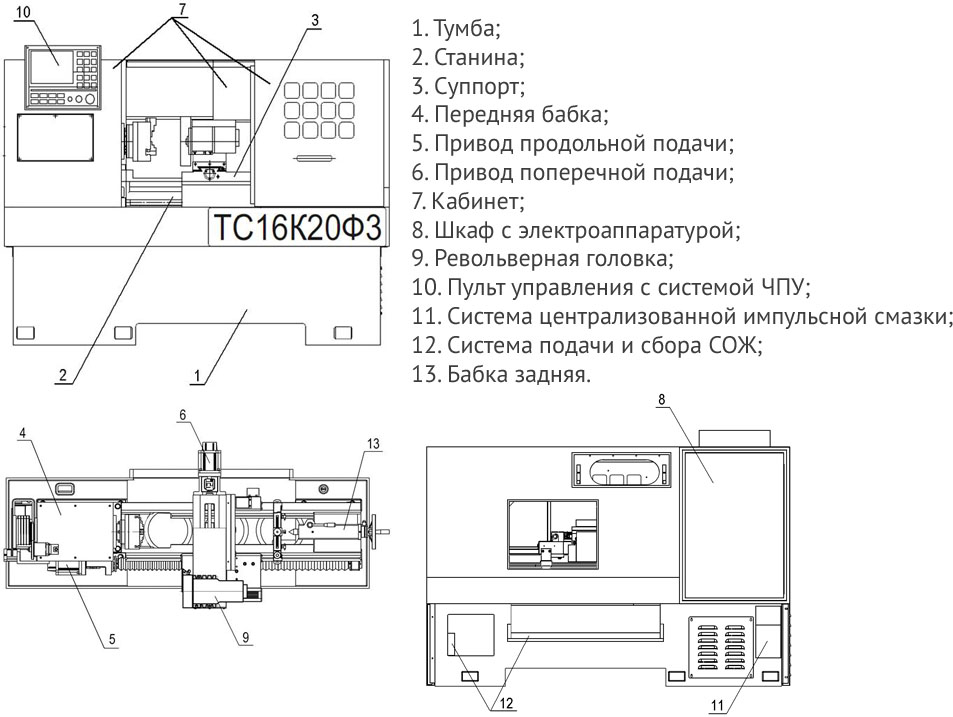
Токарно винторезный станок 16К20
Токарно винторезный станок 16К20 обладает характеристиками, которые позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг. Форма заготовок может быть как цилиндрическая, так и конусная формы. Также токарный станок 16К20 может применяться для отрезания заготовок, подготовки отверстий, подготовки различных резьб: метрическая, дюймовая, модульная и питчевая.
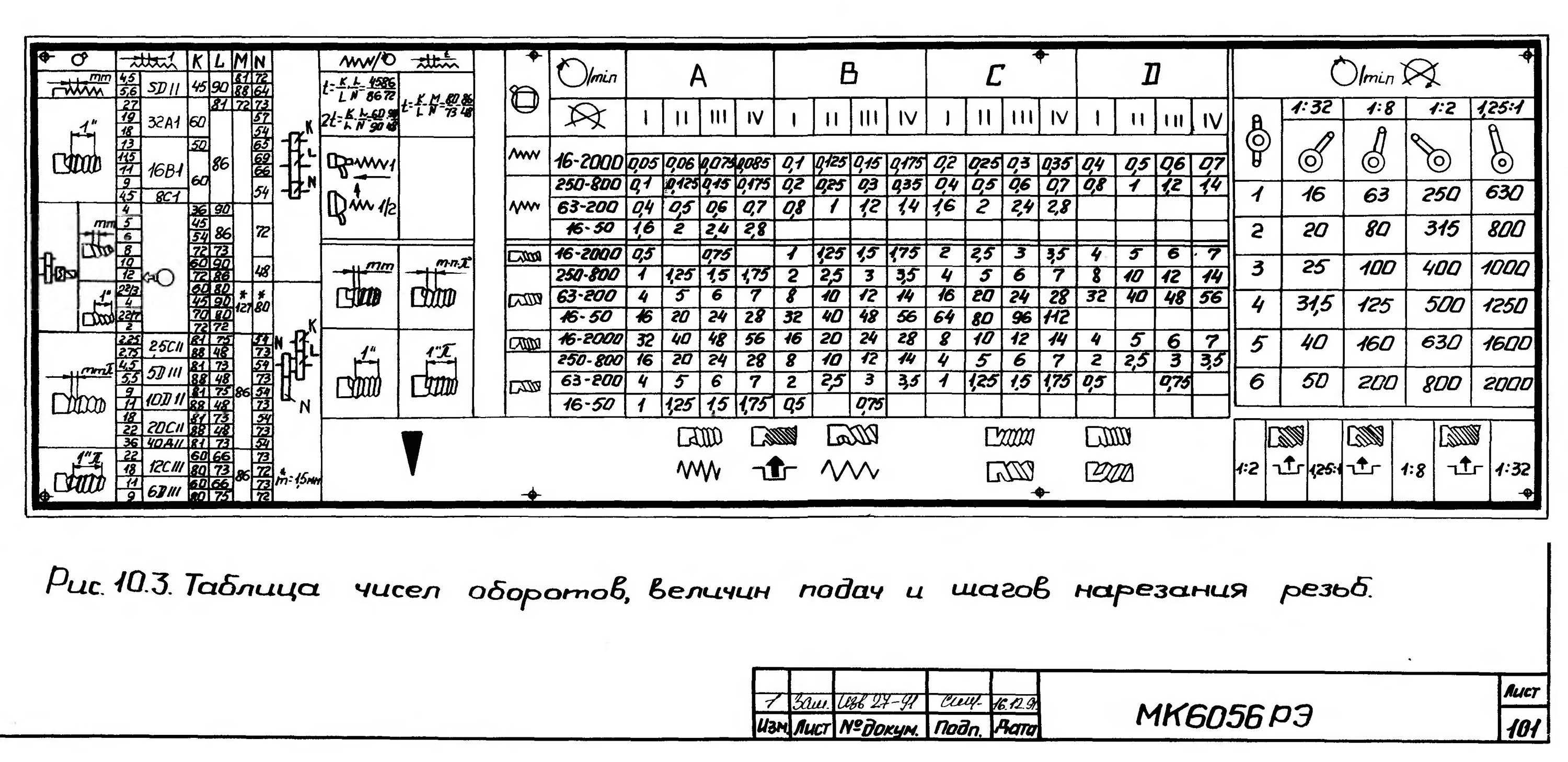
Возможности токарного станка 16К20 позволяют нарезать резьбы с различным шагом. Так, возможна нарезка модульных и питчевыхрезьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок 16К20 имеет класс точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Технические характеристики
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0.7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемыхпитчевыхрезьб | 37 |
| Число нарезаемыхрезьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Особенности токарного станка 16К20
- высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
- высокая точность перемещения суппорта и подвижной задней бабки благодаря надежным направляющим.
- есть возможность фиксации заготовки в патроне или при помощи зажима в центрах.
- надежная фиксация резца обеспечивается благодаря конструкции держателя.
- механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- высокоточные подшипники качения шпинделя обеспечивают высокоточное позиционирование и вращение, они не требуют регулировки в процессе эксплуатации.

- высокая безопасность токарного станка, благодаря ряду элементов ограждения и блокировки.
- экстренное отключение суппорта.
- выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- коробчатая станина, которая размещается на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
Токарно-винторезный станок 16к20 | ИП Юлдашева Т.А.
Технические характеристики
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025. .1,4 .1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
О станке
Станок токарно-винторезный 16К20 универсальный предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Обрабатываемые детали устанавливаются в центрах или патроне.
Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Механизм шпиндельной бабки станка позволяет получить 4 ряда чисел оборотов шпинделя: два ряда с пределами 12 40 и 50 160 об/мин, при включенных переборах 1:32 и 1:8 и два ряда с пределами 200 630 и 500 1600, при включенных переборах 1:2 и 1,25:1. В этом случае переборы 1:32 и 1:8 выключаются.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.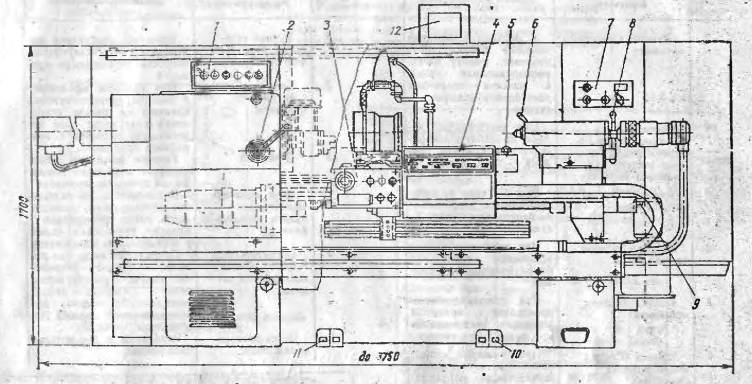
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Обозначение универсального токарно-винторезного станка 16К20
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – токарно-винторезный станок (номер подгруппы по классификации ЭНИМС)
К – поколение станка или обозначение завода — производителя:
А, К — Станкостроительный завод Красный Пролетарий
Б — Средневолжский станкостроительный завод
В — Астраханский станкостроительный завод
ВТ — Витебский станкостроительный завод
Д — Алма-Атинский станкостроительный завод им. 20-летия Октября
Е, Л- Ереванское станкостроительное ПО
20 – высота центров над станиной (220 мм)
Буквы в конце обозначения модели
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Модификации токарного винторезного станка 16К20
1Д62М – первая модель серии станков с высотой центров 200 мм ДИП200
1А62 – следующая модель серии, станок выпускался на поточной линии с 1949 по 1956 год.
1А625 — станок с увеличенным диаметром обработки (500 мм), выпускался Фрунзенским машиностроительным заводом В.И. Ленина, г. Фрунзе (в настоящее время г.Бишкек)
1Б62 — следующая модель серии, станок выпускался в 60-е годы
1К62 — станок заменил модель 1А62 и выпускался с 1956 года по 1971 год. Выпускался, также, Челябинским станкостроительным заводом им. Орджоникидзе
1К625 — станок с увеличенным диаметром обработки (500 мм)
16К20, 16К25 — следующее поколение серии, станок заменил модели 1К62 и 1К625, выпуск станков начался в 1971 году. В связи с выпуском новой модели в 1972—73 проводилась реконструкция завода. Производство станков модели 16к20 прекращено в середине 80-х.
16Л20, 16Л20П, 16Л20К — станок выпускался Ереванским станкостроительным заводом им. Дзержинского
16К20М — станок токарный механизированный продукционный
Начал выпускаться с 1975 года. Станок предназначен для обработки при помощи гидрокопировального устройства наружных, внутренних и торцовых поверхностей ступенчатого и криволинейного профиля в центрах или патроне, а также для нарезания резьб.
Станок применяется в серийном и крупносерийном производстве на предприятиях машиностроения, точного машиностроения, приборостроения, централизованного ремонта техники и выпуска запчастей, специализированных инструментальных производств.
Станок обладает возможностями высокопроизводительной пооперационной и окончательной обработки в полуавтоматическом цикле широкой номенклатуры деталей нормальной точности.
Станок создан на базе серийно выпускаемого станка модели 16К20 с высокой степенью унификации функциональных узлов и деталей и обладает жесткостью, устойчивостью, точностью, безопасностью работы и долговечностью.
Наличие гидрокопировального устройства заднего расположения и нормального переднего суппорта расширяет технологические возможности станка. Первую деталь можно изготовить как на обычном универсальном станке и использовать ее в качестве образца или плоского шаблона.
В зависимости от наладки на станке устанавливается поводковый патрон с плавающим центром или с электромеханическим зажимом.
Задняя бабка с зажимом пиноли при помощи электромеханического привода и патроны с электромеханическим зажимом позволяют повысить производительность труда в 1,6 раза по сравнению с базовой моделью за счет сокращения вспомогательного времени.
16К20Г — станок нормальной точности с выемкой в станине
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
16К20ВФ1 — станок высокой точности с цифровой индикацией
Станок предназначен для выполнения разнообразных чистовых токарных работ с обеспечением высокой точности геометрической формы и шероховатости обработанной поверхности детали, а также нарезания метрической, дюймовой, модульной и питчевой резьб.
Область применения станка — единичное, мелкосерийное и серийное производство с мелкими повторяющимися партиями деталей.
Класс точности станка — В, достигаемая шероховатость поверхности Ra 0,32 мкм.
Гидростатические опоры шпинделя обеспечивают стабильность точностных параметров обработанного изделия и длительную стойкость режущего инструмента. Плавность перемещения каретки при минимальной подаче обеспечивается с помощью поддува сжатого воздуха под направляющие каретки.
Механизированное перемещение верхней части суппорта повышает производительность труда, точность и чистоту обработки. На станке с использованием устройства цифровой индикации улучшены условия настройки на диаметральный размер.
Устройство цифровой индикации контролирует перемещение поперечного суппорта и на цифровом табло показывает его положение относительно произвольно выбранного станочником начала координат.
Основные преимущества устройства цифровой индикации
отсчет показаний с круговых лимбов и линейных шкал заменяется фиксированием размеров на одной цифровой шкале;
устраняется необходимость в проведении рабочим арифметических расчетов, которые обычно выполняются в уме, либо на бумаге при выборе начального положения;
устраняется необходимость в проведении интерполяции.
Средний уровень звука А не превышает 80 дБА.
Корректированный уровень звуковой мощности рА не превышает 96 дБА.
Российские и зарубежные аналоги токарного станка 16К20
МК6056, МК6057, МК6058 — Ø 500 — производитель Красный пролетарий г. Москва
16Б16, 16Б16П, 16Б16В, 16Б16А — Ø 360 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
Samat 400L, Samat 400M, Samat 400S — Ø 400 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В20, 16В20П — Ø 445 — производитель Астраханский станкостроительный завод
МСТ1620М — Ø 400 — производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
16ВТ20, 16ВТ20П — Ø 500 — производитель Витебский станкостроительный завод Вистан
КА-280 — Ø 400 — производитель Киевский станкостроительный завод Веркон
ЖА-805 — Ø 400 — производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
CA6140A, CA6140B, CA6240A, CA6240B, — Ø 400 — производитель Shenyang Machine Tool (Group) Co. , Ltd. SMTCL Китай
, Ltd. SMTCL Китай
CD6140A, CD6240A — Ø 400 — производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — Ø 400 — производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 — Ø 400 — производитель Anhui Chizhou Household Machine Tool Китай
GH-1840 ZX — Ø 460 — производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
CU400, CU400M, C400TM — Ø 440 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
C11MS — Ø 510 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 — Ø 400 — производитель ZMM Vratsa, ЗММ Враца, Болгария
Обрабатывающий участок | PK MS
Токарный центр QUICK TURN 250
QUICK TURN 250 — токарный центр с ЧПУ мирового класса. Он оснащен передовыми технологиями, которые удовлетворяют потребности современного завода. Система ЧПУ MAZATROL SmoothC делает эту машину стабильной, безопасной и простой в обслуживании. Разнообразие интеллектуальных функций обеспечивает простоту использования и высокую производительность.
Токарный центр Mazak QUICK TURN 100
Конструкция этого станка исключает вибрацию при высоких скоростях токарной обработки. Это продлевает срок службы фрезы и гарантирует более гладкие обрабатываемые поверхности. Непрерывная серийная обработка возможна благодаря способности этого станка передавать детали от одного шпинделя к другому.
Токарные станки с ЧПУ Pinacho ST225-1000
Основными особенностями этих станков являются прямой привод шпинделя и система ЧПУ с диалоговым режимом программирования. Все станки оснащены автоматическими 8-позиционными револьверными головками и задними бабками с ручным управлением.
Прядильный станок с ЧПУ STG-800
Прядильный станок с ЧПУ имеет большой потенциал в производстве некоторых сложных деталей, таких как цилиндры, конусы, параболы, трубы и т. д. Каждое изделие изготавливается в течение 1 цикла, поэтому возможно массовое производство. Эта машина тестирует готовые изделия, обрезает и закругляет края, прижимает изделие. Его блок ЧПУ обеспечивает максимальную точность как внутренних, так и внешних размеров изделия.
Его блок ЧПУ обеспечивает максимальную точность как внутренних, так и внешних размеров изделия.
Токарный станок с ЧПУ SAK 6150
Токарный станок SAK 6150 подходит для широкого спектра операций, таких как автоматическая токарная обработка цилиндрических, конических, сложных и угловых поверхностей и сужение. Другое использование – нарезание метрической, дюймовой, модульной и шаговой резьбы. Он также может сверлить и канавки.
DMTG CKE 6136 Токарный станок с ЧПУ
Станки серии CKE обеспечивают точную ступенчатую или криволинейную токарную обработку наружного и внутреннего диаметров. Им также нарезают, сверлят, зенкуют. Могут использоваться различные металлы: сталь, чугун, нержавеющая и высоколегированная сталь, цветные металлы и легкие сплавы.
Первый вертикальный обрабатывающий центр MCV 300
Этот станок предназначен для мелкосерийного производства. Это компактный, но жесткий инструмент для обработки всех металлов. Это очень простая и продуманная машина, надежная и долговечная. Быстрая замена фрезы сокращает время и затраты, обеспечивая максимальную производительность.
Это очень простая и продуманная машина, надежная и долговечная. Быстрая замена фрезы сокращает время и затраты, обеспечивая максимальную производительность.
MY-TURN 42 Токарный станок для коробчатого сечения с ЧПУ
Эти токарные станки для коробчатого сечения оснащены тайваньскими системами ЧПУ и предназначены для токарной обработки прутков диаметром до 42 мм. Для серийного производства можно подключить автоматический податчик прутка.
JMD-26X2 XY универсальный фрезерный станок
Этот уникальный фрезерный станок может использоваться на больших и малых фабриках, в мастерских и студиях промышленного дизайна. JMD-26X2 может использовать плитные фрезы диаметром до 125 мм или торцевые фрезы диаметром до 25 мм. Он также может использовать сверла до 40 мм в ручном режиме работы и до 16 мм в автоматическом режиме работы.
Устройство подачи прутка Fedek DH65S2
Устройство подачи прутка DH65S2 крепится к токарным станкам с ЧПУ, чтобы сделать производственный процесс полностью автоматическим. Подает прутки по программе ЧПУ токарного станка.
Подает прутки по программе ЧПУ токарного станка.
Радиально-сверлильный станок 2К52
Радиально-сверлильный станок 2К52 предназначен для сверления отверстий в средних и крупных деталях как в штучном, так и в серийном производстве. Он может выполнять сверление, развертывание, зенкерование, развертывание, нарезание резьбы и растачивание.
Болгария Токарный станок ZZ CU630
Токарный станок CU630 производства ZMM BULGARIA HOLDING является копией очень популярных российских токарных станков 1М63Н и 1М63Н-1. Подходит для токарной обработки металлических и неметаллических деталей диаметром до 630 мм, в отдельных случаях до 830 мм. Этот станок позволяет выполнять широкий спектр операций, таких как точение, растачивание, осевое сверление, развертывание и нарезание метрической, дюймовой, шаговой резьбы с помощью фрез или метчиков.
Станки вертикально-фрезерные 6Д91Ш
Станки вертикально-фрезерные 6Д91Ш предназначены для фрезерования плоских или криволинейных поверхностей и различных деталей из стали, чугуна, цветных металлов. Они могут использовать плитные, концевые, пустотелые, эвольвентные, черновые концевые, шаровые, специальные формы и другие типы мельниц как в штучном, так и в серийном производстве.
Они могут использовать плитные, концевые, пустотелые, эвольвентные, черновые концевые, шаровые, специальные формы и другие типы мельниц как в штучном, так и в серийном производстве.
6Т82Г Горизонтально-фрезерный станок
Фрезерный станок работает со сталью, чугуном, цветными сплавами. Он использует плитные, концевые, полые, эвольвентные, черновые концевые, шаровые, специальные формы и другие типы мельниц как в штучном, так и в серийном производстве.
7А420 Станок долбежный электрический
Станок предназначен для долбления плоских и фасонных поверхностей, проделывания пазов в различных деталях (как и во всех видах штампов), устанавливаемых непосредственно на столе или в специальных приспособлениях. Вращение стола позволяет нам обрабатывать круглые детали, такие как шкивы и шестерни. Эта машина известна как надежная, эффективная, безопасная и простая в использовании и обслуживании.
7305 Строгальный станок
7305 Строгальный станок предназначен для резки вертикальных, горизонтальных, наклонных плоских и фасонных поверхностей различных деталей. Он также может прорезать пазы и пазы в металлических деталях длиной до 500 мм.
Он также может прорезать пазы и пазы в металлических деталях длиной до 500 мм.
Токарные станки 16К20
Токарные станки 16К20 подходят для обработки цилиндрических, конических или сложных форм внутри или снаружи обрабатываемой детали. Он также выполняет нарезку. Эти станки могут использовать различные фрезы, сверла, развертки, зенкеры, резьбовые плашки и метчики.
Станки токарные Иж-250
Станки токарные Иж-250 предназначены для обработки деталей токарных станков, патронов и цанг. Они также могут нарезать метрическую, дюймовую, модульную или шаговую резьбу на заводах мелкосерийного или массового производства. Токарные станки Иж-250 имеют высокий класс точности и используются для точных операций.
Сверло настольное JET IDP-15BV
Сверло настольное JET IDP-15BV предназначено для сверления отверстий в металлических, деревянных, пластиковых деталях. Эта дрель профессиональна; он может сверлить сталь диаметром до 16 мм и чугун диаметром до 20 мм. Скорость шпинделя плавно регулируется от 450 до 2000 об/мин.
Скорость шпинделя плавно регулируется от 450 до 2000 об/мин.
Ленточная пила Pilous ARG 300 plus F
Универсальная ленточная пила, предназначенная в основном для массового производства, но также широко используемая в штучном производстве и ремонтных мастерских.
Сверло 2М112
Настольный сверлильный станок раньше был самым распространенным сверлом на российских заводах. Он предназначен для использования сверл диаметром до 12 мм и работы со сталью, чугуном, цветными металлами, пластиком и деревом в условиях массового производства.
Сверлильный станок 2Н135
Сверлильный станок 2Н135 позволяет использовать широкий спектр сверл и материалов. Этот станок часто используется для специальных сверл: высокоуглеродистых, высокоскоростных, твердосплавных и т. д.
Bomar Ergonomic 275.230 Ленточнопильный станок DG
Ручной ленточнопильный станок, используемый в производстве заготовок как в малом, так и в крупном бизнесе. Его конструкция позволяет резать прутки в диапазоне углов от −45º до +60º.
Его конструкция позволяет резать прутки в диапазоне углов от −45º до +60º.
36К634 Станки шлифовальные
36К634 Станки шлифовальные двухдисковые предназначены для заточки различных резцов, в том числе инструментов с твердосплавными пластинами высотой до 100 мм, заточки сверл диаметром до 60 мм, заточки различного инструмента, удаления заусенцев, снятия фаски, шлифования, полирования и т.п.
Промышленный пылесос Dustin Tank WDSE 240M
Этот пылесос используется для сбора пыли и жидкости. Эта модель идеально подходит для промышленных помещений, так как может одновременно собирать стружку, пыль, масла и охлаждающую жидкость. Его маневренность и небольшой размер позволяют разместить его буквально везде, что экономит много времени и усилий. Так что это чрезвычайно выгодное устройство.
РЯЗАНСКАЯ МОДЕЛЬ RT317-8 Ручной токарный станок
Связаться с продавцом
По запросу
Свяжитесь с этим продавцом для точной цены
Состояние:
Новый
Год:
Не указано
Make:
Ryazan
Модель:
RT317-8
Расстояние между центрами (мм):
317-8
.
Этот станок имеет гораздо более тяжелую конструкцию, чем предыдущие перечисленные токарные станки с более широкой станиной. Максимальный диаметр 1700 мм над станиной, 1200 мм над кареткой и 8000 мм между центрами. Эта модель включает в себя понижающую ведущую шестерню и зубчатый венец на патроне для тяжелых работ по резанию.
ХАРАКТЕРИСТИКИ
Станок предназначен для выполнения различных токарных операций, включая точение конуса и нарезание метрической, дюймовой и модульной резьбы. По сравнению с другими станками своего класса токарный станок отличается повышенной жесткостью, виброустойчивостью и неподверженностью тепловым воздействиям. Эти особенности позволяют обрабатывать с большей точностью.
Большая мощность главного привода, широкий диапазон изменения частоты вращения шпинделя и скорости подачи позволяют целесообразно использовать инструмент с напайками из быстрорежущей стали и твердого сплава для обработки черных и цветных металлов.
Этот токарный станок для очень тяжелых условий эксплуатации изготовлен в соответствии со стандартами инструментального цеха.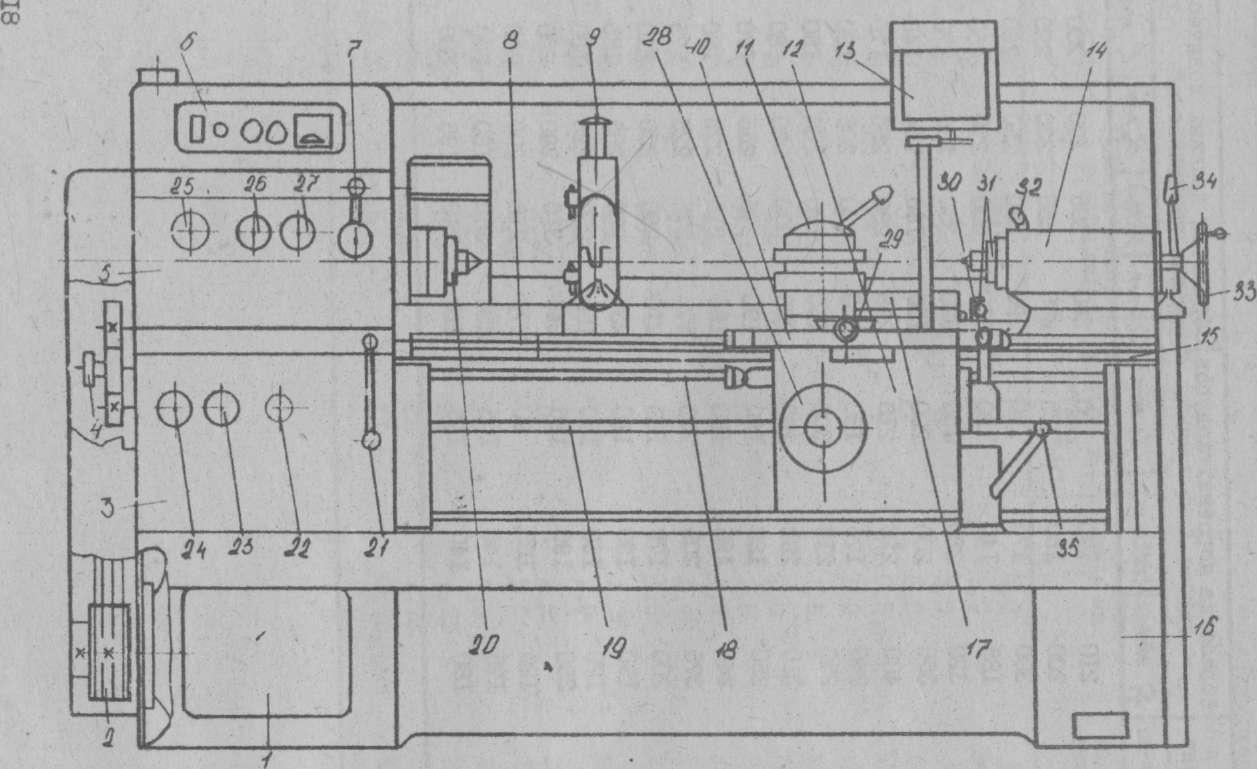 Основная коробка передач имеет 24 скорости в диапазоне от 5 500 об/мин. Это полностью закрытый редуктор с собственной системой смазки, питаемой насосом плунжерного типа, кулачковым приводом от промежуточного вала редуктора. Передняя бабка вообще не имеет муфт и должна запускаться вперед и назад из положения упора. При использовании низких скоростей (5 63 об/мин) стальной 4-х кулачковый патрон диаметром 1250 мм, поставляемый со станком, приводится в действие посредством шестерни, находящейся в зацеплении с внутренним зубчатым венцом на задней части патрона. Это обеспечивает достаточную мощность при повороте на малых скоростях на больших диаметрах, поставляется электромагнитный тормоз.
Основная коробка передач имеет 24 скорости в диапазоне от 5 500 об/мин. Это полностью закрытый редуктор с собственной системой смазки, питаемой насосом плунжерного типа, кулачковым приводом от промежуточного вала редуктора. Передняя бабка вообще не имеет муфт и должна запускаться вперед и назад из положения упора. При использовании низких скоростей (5 63 об/мин) стальной 4-х кулачковый патрон диаметром 1250 мм, поставляемый со станком, приводится в действие посредством шестерни, находящейся в зацеплении с внутренним зубчатым венцом на задней части патрона. Это обеспечивает достаточную мощность при повороте на малых скоростях на больших диаметрах, поставляется электромагнитный тормоз.
Коробка подачи установлена на передней части машины непосредственно под коробкой скорости и имеет собственную систему смазки с аналогичным насосом плунжерного типа, работающим на подающем валу, все шестерни и шлицевые валы изготовлены из легированной стали, закалены и земля, в коробке подачи и коробке скорости.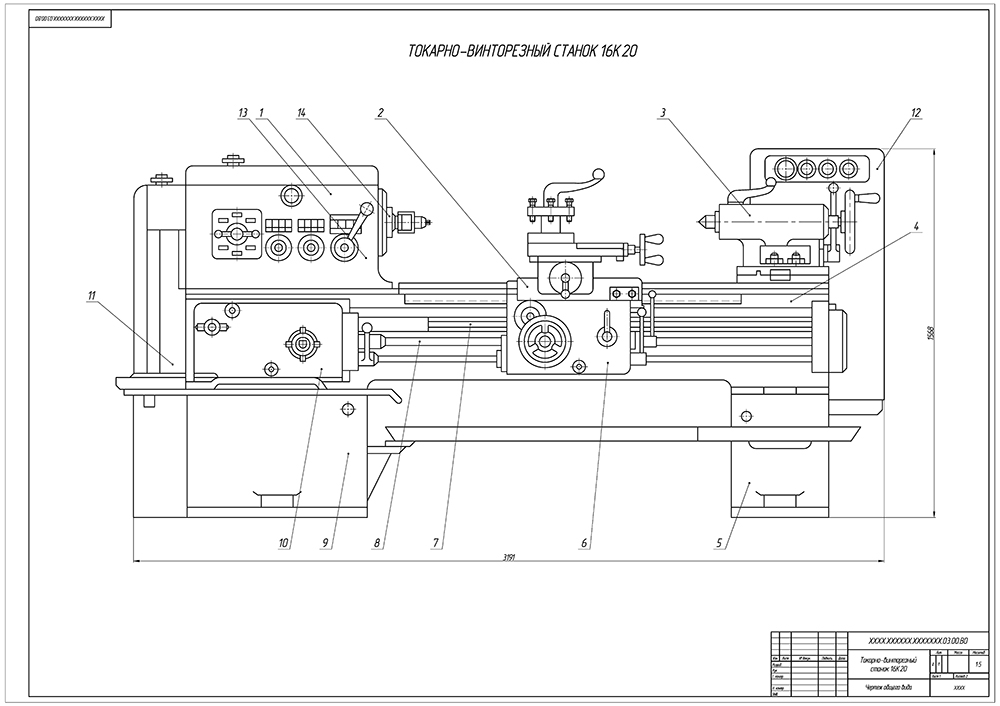 Все подачи и скорости нарезания резьбы можно легко изменить без необходимости использования дополнительных сменных шестерен. Амперметр расположен на панели рядом с передней бабкой, которую хорошо видно с седла.
Все подачи и скорости нарезания резьбы можно легко изменить без необходимости использования дополнительных сменных шестерен. Амперметр расположен на панели рядом с передней бабкой, которую хорошо видно с седла.
Седло снабжено устройством быстрого перемещения, которое приводится в действие отдельным двигателем, установленным на правом нижнем конце седла, и обеспечивает привод через редуктор и две электромагнитные муфты, которые имеют отдельную систему смазки для привода быстрого перемещения, продольного и поперечного направления. Ускоренный ход управляется четырехпозиционным переключателем (джойстиком), установленным на панели непосредственно над электродвигателем быстрого хода. Быстрый ход просто выбирается нажатием четырехпозиционного переключателя в нужном направлении, что автоматически включает подачу, а нажатие кнопки, расположенной в верхней части четырехпозиционного переключателя, включает быстрый ход в том же направлении. Рабочий фонарь установлен на седле.
Все станки серии RT317 оснащены дополнительной направляющей, которая устанавливается на передней поверхности под фартуком.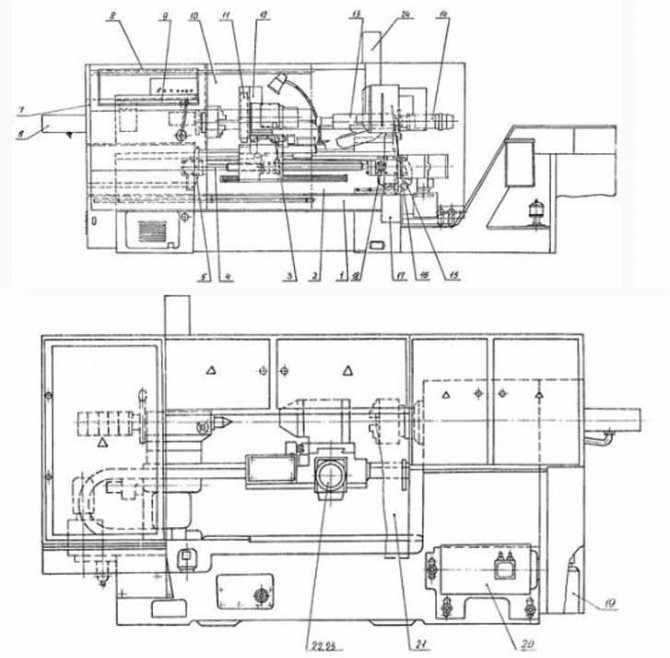 Эта направляющая воспринимает нагрузку на инструмент, когда инструмент обрабатывает большие диаметры.
Эта направляющая воспринимает нагрузку на инструмент, когда инструмент обрабатывает большие диаметры.
Все токарные станки RT317 оснащены инструментальным суппортом, который располагается поверх составного суппорта. Инструментальная направляющая имеет перемещение примерно на 150 мм и не имеет подачи энергии на эту направляющую.
Выключатель насоса охлаждающей жидкости установлен под переключателем быстрого хода. На конце седла слева от переключателя быстрого хода находятся три переключателя – один для аварийной остановки, один для направления вперед и другой для направления назад. Эти переключатели также установлены на передней бабке. Непосредственно под этими переключателями находится рычаг для включения и выключения ходового винта. Рукоятка с поперечным скольжением и продольная рукоятка снабжены предохранительным устройством, чтобы она не проворачивалась при быстром перемещении.
Подвижный люнет крепится сзади поперечного суппорта на седле. Подвижная люлька и монтажная рама представляют собой две отдельные детали и позволяют регулировать положение подвижной люнеты примерно на 300 мм в продольном направлении. Это означает, что подвижный люнет может быть закреплен как позади, так и перед инструментом. Емкость передвижной опоры составляет приблизительно 250 мм в диаметре.
Это означает, что подвижный люнет может быть закреплен как позади, так и перед инструментом. Емкость передвижной опоры составляет приблизительно 250 мм в диаметре.
Станки оснащены усиленной задней бабкой, оснащенной собственным приводом быстрого хода, и эти токарные станки способны перемещать заготовки весом до 10 000 кг между центрами. Задняя бабка имеет чрезвычайно тяжелую конструкцию и оснащена встроенным вращающимся центром, просто вставив мертвую точку. При сверлении живой центр становится мертвым. 9№ 0005
Цилиндр задней бабки оснащен как обычной рукояткой подачи на конце, так и сбоку от нее редукционным устройством подачи, что значительно облегчает тяжелое сверление. Задняя бабка перемещается по длине станины с помощью ведущей шестерни, зацепляющейся с перевернутой рейкой на нижней боковой передней кромке станины, и перемещается кривошипной рукояткой. При блокировке задней бабки имеется штифтовое устройство, которое входит в зацепление с выступами на самой станине, комбинация блокировки задней бабки на этом выступе станины и четырех стопорных винтов обеспечивает абсолютную надежную фиксацию при выполнении тяжелой работы.
Неподвижный люнет имеет максимальный диаметр 500 мм и поставляется с закаленными роликами на концах, а также с двумя наборами роликовых направляющих для полного перемещения. Существует также люнет открытого типа диаметром от 600 мм до 950 мм.
Станина станка состоит из одной или двух частей, в зависимости от длины, с очень широкими продольными направляющими и толстостенной конструкцией, позволяющей легко удалять стружку с задней части станка. Направляющие закалены и отшлифованы, а в основании станка находится бак с охлаждающей жидкостью и насос.
Безопасная работа на станке обеспечивается за счет предохранения патрона и зоны резания, механизмов отключения маховичков продольного и поперечного перемещения, использования низкого напряжения в цепях управления.
СПЕЦИФИКАЦИИ
Максимальный диаметр над станиной 1700 мм
Максимальный диаметр над станиной 1300 мм
Максимальное расстояние между центрами 8000 мм
Максимальный диаметр обрабатываемой поверхности над станиной 1300 мм
Максимальный диаметр обрабатываемой поверхности над тележкой 1300 мм
Максимальная длина обработки 7700 мм
Максимальная длина обработки конуса с использованием приспособления для обточки конуса 700 мм
Максимальный угол обработки с использованием приспособления для обточки конуса +/-10°
Максимальный вес заготовки, удерживаемой между центрами 10000 кг
Высота набора режущих инструментов в резцедержателе 50 мм
Внутренний конус шпинделя передней бабки Метрическая система 140
Отверстие шпинделя 128 мм
Конус задней бабки Морзе 6
Носик шпинделя, DIN 15
Максимальный ход каретки — продольный 7700 мм
Максимальный ход каретки — поперечный 750 мм
Максимальный ход каретки – Составные суппорты 240 мм
Диапазон скоростей вращения шпинделя 5-500 об/мин
Диапазоны подач, мм/мин – Продольные 0,06-2,27
Диапазоны подач, мм/мин – Поперечные 0,022-0,825
Диапазоны подач, мм/мин – Составные суппорта 0,022 -0,825
Шаг нарезки – Метрическая резьба 1-96мм
Шаг нарезки – Английская резьба 24-¼TPI
Шаг нарезки – Модульная резьба 0,5-24мм
Шаг нарезки – Шаг, диаметральный 96-1
Номер диапазонов резьбы – метрическая 45
Количество диапазонов резьбы – английский 34
Количество диапазонов резьбы – модуль 33
Количество диапазонов резьбы – шаг 38
Количество диапазонов подачи – продольная 64
Количество диапазонов подачи – поперечная 64
Количество диапазонов подачи – составная 64
Скорость ускоренного хода – продольная 3000 мм/мин
Скорость ускоренного хода – поперечная 1000 мм/мин
Скорость ускоренного хода – составная каретка 1000 мм/мин
Мощность привода главного двигателя 30 кВт
Суммарная установленная мощность 32,76 кВт
Габаритные размеры – длина 11200 мм
Габаритные размеры – ширина 2275 мм
Габаритные размеры – Высота 2450 мм
Габаритные размеры – Вес 26000 кг
Точность – обработка поверхности, цилиндрическая 2,5 мкм
Точность – обработка поверхности, коническая 20 мкм
СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ
Электрооборудование (один комплект)
Система охлаждения (один комплект) 901 Передвижная подставка (70–250 мм)
Стационарная подставка (100–500 мм)
Неподвижная подставка открытого типа (600–950 мм)
Центры (2 шт.