| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
| Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 – 2500 |
| Скорость быстрых перемещений суппорта – поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Электроник – Токарный станок 16К20Ф3
Станок 16К20Ф3 является наиболее массовой моделью отечественного токарного станка. Станок 16К20Ф3 предназначен для выполнения патронных и центровых токарных работ, на нем в полуавтоматическом цикле могут быть обработаны разнообразные наружные и внутренние цилиндрические, конические и криволинейные поверхности, а также нарезаны резьбы.
Станок 16К20Ф3 предназначен для выполнения патронных и центровых токарных работ, на нем в полуавтоматическом цикле могут быть обработаны разнообразные наружные и внутренние цилиндрические, конические и криволинейные поверхности, а также нарезаны резьбы.
В зависимости от комплектования устройством ЧПУ модификации станка имеют следующие обозначения: 16К20Ф3С1 – с устройством ЧПУ “Контур 2ПТ”, 16К20Ф3С2 – с устройством СС221-02Р фирмы Alcatel (Франция), 16К20Ф3С4 – с устройством ЭМ907, 16К20Ф3С5 – с устройством Р22-1М, 16К20Ф3С6 – с устройством 1Н22-62, 16К20Т1 – с устройством “Электроника НЦ-31”.
Техническая характеристика станка 16К20Ф3С5 приведена в табл. 35. В шпиндельной бабке станка 16К20Ф3 предусмотрено переключение вручную с помощью рукоятки трех диапазонов скоростей, что вместе с девятискоростной АКС с учетом перекрытия некоторых ступеней обеспечивает получение 22 частот вращения шпинделя в диапазоне 12,5 – 200; 50 – 800; 125 – 2000 об/мин.
На рис. 84 графически представлены технологические возможности станка 16К30Ф3 исходя из взаимного положения рабочих органов в конечных рабочих положениях. Шпиндель имеет фланцевый конец с условным размером 6 по ГОСТ 12593-72 (с поворотной шайбой) и отверстие с конусом Морзе 6. Наибольший диаметр прутка, проходящего через шпиндель, равен 50 мм. Максимальная высота державки резца равна 25 мм. Повторная шестипозиционная револьверная головка станка 16К20Ф3 с горизонтальной осью поворота, параллельной оси шпинделя, имеет на поперечных салазках два смещенных на 75 мм вдоль оси одно относительно другого рабочих положения, в каждое из которых она может быть переставлена по мере необходимости.
Инструментальный диск 9 (рис. 85), на лицевой стороне которого имеются пазы для крепления шести резцов-вставок или резцовых блоков, съемный, он смонтирован на коническом выступе вала 1 и прижат к задней торцовой поверхности подвижного плоскозубчатого колеса 2 полумуфты с выпуклыми круговыми зубьями. В свою очередь, полумуфта жестко скреплена с валом 1. Неподвижная полумуфта 3 с вогнутыми круговыми зубьями скреплена с корпусом головки 4.
Неподвижная полумуфта 3 с вогнутыми круговыми зубьями скреплена с корпусом головки 4.
Момент достижения револьверной головки требуемой позиции фиксируется срабатыванием герметезированных электрических кантактов 7 (герконов) шестипозиционного командоаппарата 5, на которые воздействует вращающийся синхронно с валом 1 магнит 6. При достижении заданной позиции включается реле совпадения, которое дает команду на реверс двигателя, но подвижное плоское колесо 2 вместе с инструментальным диском 9 удерживается от поворота фиксатором 8. По окончании зажима сигнал реле максимального тока отключает электродвигатель поворота и дает команду в устройство ЧПУ на продолжение автоматического цикла.
Важное значение для нормальной эксплуатации и сохранения долговечности станка имеет правильное и регулярное смазывание, которое необходимо производить строго в соответствии с картой (табл. 41) и схемой смазывания (рис. 86) станка 16К20Ф3.
Система смазывания шпиндельной бабки станка 16К20Ф3 – автоматическая. Шестеренный насос, приводимый во вращение через ременную передачу от электродвигателя главного привода, всасывает масло из резервуара и подает его через сетчатый фильтр к подшипникам шпинделя и зубчатым колесам. Примерно через минуту после включения электродвигателя главного привода начинает вращаться диск маслоуказателя 4. Его постоянное вращение свидетельствует о нормальной работе системы смазывания. При прекращении вращения диска необходимо тут же отключить станок и очистить фильтр, промыв его элементы в керосине. Фильтр следует очищать не только при его засорении, но и регулярно не реже 1 раза в месяц. Из шпиндельной бабки масло через сетчатый фильтр 9 с магнитным патроном сливается в резервуар. Ежедневно перед началом работы необходимо проверять по риске маслоуказателя уровень масла и при необходимости доливать его.
Смазывание направляющих суппорта и станины станка 16К20Ф3 осуществляется автоматически от станции смазывания, установленной в основании. Шестеренный насос станции включается одновременно с включением станка и в дальнейшем периодически по команде от моторного реле времени, с помощью которого устанавливается промежуток времени 10 – 240 мин между подачами масла.
Гидрооборудование станка 16К20Ф3 состоит из следующих элементов: гидростанции 7,5/1500 Г48-44, в которую входят резервуар для масла, регулируемый насос с приводным электродвигателем, элементы фильтрации и охлождения рабочей жидкости, контрольно-регулирующая аппаратура; гидропривода продольного хода каретки Э32Г18-23; гидропривода поперечного хода ссупорта Э32Г18-22; магистральных трубопроводов, соеденяющих между собой гидравлические узлы и аппаратуру.
41. Карта смазывания и расхода смазочных материалов станка 16К20Ф3| Смазываемый механизм | Способ смазывания | Марка смазочного материала | Периодичность замены или смазывания при ручном способе | Количество заливаемого масла, л |
| Шпиндельная бабка и АКС | Централизованный | Индустриальное И-20А | 1 раз в 6 месяцев | 20 |
| Каретка | – | Индустриальное И-30А | 2 раза в 6 месяцев | 10 |
| Редуктор продольной и поперечной подачи | Разбрызгивание | Индустриальное И-20А | 1 раз в 6 месяцев | 2 |
| Редуктор поворота револьверной головки | – | Индустриальное И-30А | 1 раз в месяц | 0,5 |
| Винтовые пары | Ручной | ЦИАТИМ 201 | 1 раз в 6 месяцев | 0,5 |
| Задняя бабка | – | Индустриальное И-30А | Ежедневно | 0,5 |
| Правая опора продольного винта | – | Индустриальное И-20А | 1 раз в 6 месяцев | 2 |
| Левая опора продольного винта | – | ЦИАТИМ 201 | 1 раз в 6 месяцев | 0,5 |
Станок 16К20Ф3 устанавливают на бетонном полу цеха (без специального фундамента) и закрепляют четырьмя фундаментными болтами. Выверку станка с точностью 0,02 мм на 1000 мм следует производить с помощью клиньев или башмаков по уровням, расположенным на суппорте параллельно и перпендикулярно оси центров, перемещения суппорт на всю длину хода.
Выверку станка с точностью 0,02 мм на 1000 мм следует производить с помощью клиньев или башмаков по уровням, расположенным на суппорте параллельно и перпендикулярно оси центров, перемещения суппорт на всю длину хода.
Пусковые работы выполняют в соответствии с общими указаниями. Устройство ЧПУ необходимо соеденить со станком с помощью кабелей, входящих в комплект станка. Для устройства Н22-1М таких кабелей семь.
На включенном станке в режиме “Ручное управление” с помощью тумблеров осуществить перемещения по осям X и Z в обоих направлениях по всей возможной длине хода на быстром ходу и рабочих подачах. От кнопок пульта управлением станком проверить работу остальных механизмов и систем станка: подачу масла в шпиндельную бабку, в АКС и к направляющим, переключение скоростей шпинделя, работу поворотной револьверной головки, работу аварийных и блокировочных выключателей, подачу охлождающей жидкости. Обкатать шпиндель станка на минимальной скорости в течение 30 мин, а затем последовательно кратковременно на всех остальных частотах вращения.
Проверить работу станка в режиме ручного ввода. Завершаются пусконаладочные работы проверкой геометрической точности станка, работой по тест-программе и обработкой образцов.
Токарный станок с ЧПУ 16К20Ф3: технические характеристики, паспорт
Содержание статьи:
Токарно-патронный станок с ЧПУ 16К20Ф3 был разработан на заводе «Красный пролетарий». Основой для оборудования послужила модель 16К20. Они имеют практически идентичные узлы и агрегаты. Разница заключается в наличии числового программного управления.
Особенности конструкции и функционала
Внешний вид
Этот станок предназначен для различных типов токарной обработки заготовок. Ограничения по диаметру составляют 40 см при наружном обтачивании. При внутреннем точении длина заготовки не должна превышать 100 см.
Главным преимуществом является возможность установки различных типов ЧПУ – замкнутые, разомкнутые и СТС. Для этого в конструкции предусмотрены контактные разъемы. Число управляемых координат при выполнении формообразования ограничено двумя.
Для этого в конструкции предусмотрены контактные разъемы. Число управляемых координат при выполнении формообразования ограничено двумя.
Дополнительно наличие автоматического управления позволяет выполнять следующие операции на токарном станке 16К20Ф3, указанные в паспорте:
- автоматический контроль за значением подачи;
- изменение количества оборотов вращения шпинделя;
- возможность формирования резьбы согласно составленной программе.
К этим качествам стоит добавить высокую точность выполняемых работ и хорошие эксплуатационные характеристики. Согласно классификации ГОСТ 8-82 станок 16К20Ф3 имеет показатель точности «П». Для адаптации к конкретному типу выполняемых операций токарное оборудование этого типа может комплектоваться дополнительными модулями и расширенным диапазоном настроек.
В качестве дополнительных компонентов станки могут поставляться с транспортером стружкоудаленеия или без него. Для этого необходимо специальное основание, параметры которого указаны в паспорте.
Основные технические характеристики
Кинематическая схема
Эксплуатационные параметры и паспорт этого станка полностью соответствуют аналогу без ЧПУ. Поэтому анализ конструкции следует начать со свойств механической части – основных характеристик и шпинделя.
Общая масса станка составляет 5000 кг вместе с блоком ЧПУ. В зависимости от серии станка возможно несколько вариантов комплектации блоков электронного управления — 2Р22, Н22-1М или 2Н22-61. При этом основные паспортные технические параметры остаются неизменными:
- шпиндель. У него диаметр отверстия составляет 5,3 см;
- число рабочих скоростей составляет 12;
- пределы оборотов варьируются от 12,5 до 2000 об/мин;
- автоматических скоростей – 9;
- диапазон переключений – 12;
- конец по ГОСТ 12593-72 соответствует номеру «6К».
Следующим узлом для анализа возможностей станка 16К20Ф3 являются технические характеристики подачи. Они определяют степень точности положения резца и как следствие — качество обработки.
Они определяют степень точности положения резца и как следствие — качество обработки.
Параметры суппорта:
- смещение (продольное/поперечное). Составляет 90/25 см;
- скорость подачи, необходимой для максимально быстрого нарезания резьбы – 2000 мм/мин;
- пределы шагов для резьбы – от 0,1 до 39,999;
- оптимальная высота резца – 2,5 см;
- число позиций для державки, установленной в резцедержатель – 6.
Также необходимо знать основные параметры различных типов ЧПУ станка 16К20Ф3, указанные в паспорте. Они отличаются незначительно, но это может быть важно для выполнения конкретного вида операции.
Характеристики блока управления:
- количество координат, по которым выполняется обработка деталей – 2;
- дискретность смещения по осям X и Y составляет 0,001 мм;
- наличие датчика нулевого уровня. Он присутствует во всех типах, кроме 2Р22;
- датчик обратной связи. Отсутствует в модели Н22-1М;
- номинальная мощность электродвигателя главного привода – 11 кВт;
- суммарная мощность оборудования составляет 22 кВт.
Для обеспечения безопасности в конструкции предусмотрен механизм принудительной остановки при открытии дверей управляющих блоков. При проведении ремонтных или пуско-наладочных работ переключатель БУ2 должен быть поставлен в положение «дверь открыта». Это подробно описано в паспорте токарного оборудования.
Для предотвращения самопроизвольного включения в схеме станка 16К20Ф3 есть нулевая защита. При снижении напряжения до 80% от номинальной она автоматически отключает оборудование.
Электрооборудование станка
Габариты рабочего пространства
Бесперебойную работу токарного станка обеспечивает набор специального электрооборудования. Оно необходимо для нормального функционирования блока ЧПУ, электродвигателей и других компонентов станка. Важно, чтобы их исходные паспортные характеристики сохранились в течение всего периода функционирования оборудования.
Для активации определенного скоростного режима движения шпинделя соответствующие сигналы от электронного блока управления поддаются на кодовые реле. При этом включается выбранная электромагнитная муфта. Каким образом можно выбрать одну из девяти скоростей.
Изменение положения резцедержателя происходит по такому же принципу. После подачи управляющего сигнала на станок 16к20ф3 происходит смещение до того момента, пока не совпадет команда от ЧПУ с позицией реле. В этот момент активируется реверс.
В Видеоматериале показан пример модернизации станка 16К20Ф3:
Токарный станок с ЧПУ 16К20Ф3
Токарный станок с ЧПУ 16К20Ф3 предназначен для обработки наружных и внутренних поверхностей деталей тел вращения из различных материалов в полуавтоматическом режиме в условиях единичного, серийного и массового производства.
Технологические и конструктивные особенности:
- повышенный класс точности
- обработка в замкнутом полуавтоматическом цикле
- установка системы ЧПУ различных производителей по выбору заказчика
- на станке 16К20Ф30 используется 3-х кулачковый патрон 200, 250 мм
- предусмотрена возможность установки 6-ти или 8-ми позиционной револьверной головки с горизонтальной осью вращения
- задняя бабка жесткой конструкции
- централизованная смазка передней бабки
- система блокировки предотвращает авариные ситуации
- допускается комплектация станка транспортером сбора стружки
- вид климатического исполнения – УХЛ4.
Точность станка 16А20Ф3:
- отклонение от цилиндричности – 7 мкм,
- конусность на длине 300 мм – 20 мкм ,
- отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мкм.


Технические характеристики
| Наибольший диаметр обработки над станиной, мм | 400 |
| Наибольший диаметр обработки над суппортом, мм | 220 |
| Отверстие в шпинделе, мм | 53 |
| Длина оборабатываемой детали, мм | 1000 |
| Диапазон скоростей вращения шпинделя, об/мин | 12,5…2000 |
| Конец шпинделя | 6К |
| Наибольшее перемещение суппорта, мм: | |
| продольное | 900 |
| поперечное | 250 |
| Пределы рабочих подач (продольных, поперечных), мм/мин | 3…2000 |
| Ускоренные перемещения продольные, мм/мин | 7000 |
| Ускоренные перемещения поперечные, мм/мин | 4000 |
| Количество координат | 2 |
| Число одновременно управляемых координат | 2 |
| Мощность главного двигателя, кВт | 11 |
| Габаритные размеры, мм | 3360х2160х1750 |
| Общая масса, кг | 4000 |
Комплектация токарного станка 16К20Ф3
| Стандартная | Опции |
|
|
Стоимость
Узнать стоимость и условия покупки токарного станка с ЧПУ 16К20Ф3 можно по телефону +7(4852) 66-40-25 или через электронную почту: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Производим пусконаладочные работы и доставку оборудования. Гарантия на станки токарные с ЧПУ 16К20Ф3 составляет 12 месяцев.
У вас должен быть включен JavaScript для просмотра.. Производим пусконаладочные работы и доставку оборудования. Гарантия на станки токарные с ЧПУ 16К20Ф3 составляет 12 месяцев.
Модернизация токарного станка с ЧПУ 16К20Ф3 и разработка оснастки для фрезерования винтов
Please use this identifier to cite or link to this item: http://earchive.tpu.ru/handle/11683/27084
| Title: | Модернизация токарного станка с ЧПУ 16К20Ф3 и разработка оснастки для фрезерования винтов |
| Authors: | Телегина, Татьяна Михайловна |
| metadata.dc.contributor.advisor: | Охотин, Иван Сергеевич |
| Keywords: | Токарный станок; Фрезерование винтовых поверхностей; Поворотное устройство; Модернизация станка; Шнеки; Lathe; Milling helical surfaces; Rotator; Modernization of machine; The augers |
| Issue Date: | 2016 |
| Citation: | Телегина Т. М. Модернизация токарного станка с ЧПУ 16К20Ф3 и разработка оснастки для фрезерования винтов : дипломный проект / Т. М. Телегина ; Национальный исследовательский Томский политехнический университет (ТПУ), Институт кибернетики (ИК), Кафедра технологии автоматизированного машиностроительного производства (ТАМП) ; науч. рук. И. С. Охотин. — Томск, 2016. |
| Abstract: | Выпускная квалификационная работа с., 25 рис., 25 табл., 19 источников, 5 прил.
Ключевые слова: токарный станок, фрезерование винтов, поворотное устройство, модернизация станка.
Объектом исследования являются: токарный станок с ЧПУ 16К20Ф3, детали типа «шнек».
Цель работы – модернизация токарного станка с ЧПУ 16К20Ф3 и разработка оснастки для фрезерования винтов.
В процессе исследования проводились: расчеты режимов резания обработки деталей типа «шнек», разработка компоновки специального приспособления. В результате исследования подобраны оптимальные режимы резания, разработана оснастка для фрезерования деталей типа «шнек».
Основные конструктивные, технологические и технико-эксплуатационные характеристики: параметры разработанной оснастки полностью соответствует техническим требованиям В результате исследования подобраны оптимальные режимы резания, разработана оснастка для фрезерования деталей типа «шнек».
Основные конструктивные, технологические и технико-эксплуатационные характеристики: параметры разработанной оснастки полностью соответствует техническим требованиямFinal qualifying work with., 25 fig., 25 tab., 19 sources, 5 adj. The object of the study are: CNC lathe 16K20F3, the details of the “auger.” Objective – modernization of CNC lathe 16K20F3 and development of tooling for cutting screws. The study was conducted with the calculations “screw” the parts of the cutting type, design the layout of the special adaptation. The study selected the optimum cutting data, developed equipment for the milling of the “auger” parts. The basic constructive, technological and technical and operational characteristics: parameters developed equipment fully meets the technical requirements of the job. The degree of implementation of 100%. Scope: engineering, machine tools. Cost-effectiveness / value of work: improving productivity and quality. Planned modernizati |
| URI: | http://earchive.tpu.ru/handle/11683/27084 |
| Appears in Collections: | Выпускные квалификационные работы (ВКР) |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Паспорт 16К20Ф3 Патронно-цифровой токарный станок с ЧПУ (Москва)
Наименование издания:
Книга 1: Руководство и паспорт к станку (16К20Ф3.000.000РЭ) – 102 Страницы
Книга 2: Электрооборудование станка (16К20Ф.000.000РЭ1) – 124 Страницы
Выпуск издания: Московский станкостроительный завод
Год выпуска издания: 1976
Кол-во книг (папок): 2
Кол-во страниц: 226
Стоимость: Договорная
Описание: Полный комплект документации
Книга 1: Руководство и паспорт к станку (16К20Ф3. 000.000РЭ)
000.000РЭ)
Содержание:
1. Введение
2. Состав станка
– Схема расположения составных частей станка
3. Распаковка и транспортирование
– Схема транспортировки станка
4. Расконсервация станка
5. Установка станка
– Установочный чертёж станка
6. Подготовка станка к пуску
7. Смазка станка
– Схема смазки станка
Общие указания
Карта смазки станка и расход масла и смазочных материалов
Описание системы смазки шпиндельной бабки
Описание системы смазки направляющих каретки и станины
Описание системы смазки автоматической коробки скоростей
Перечень рекомендуемых смазочных материалов
8. Гидрооборудование
– Принципиальная схема гидропривода
Первоначальный пуск гидропривода
Работа гидропривода
Работа гидроусилителей моментов
Обслуживание гидропривода
9. Органы управления станка
– Органы управления расположенные на станке чертёж
10. Пуск станка
– Установка патронов чертёж
11. Указание по установке и использованию патронов
12. Механика станка
13. Описание основных узлов
– Датчик резьбонарезания чертёж
– Привод продольной подачи чертёж
– Привод поперечной подачи чертёж
– Привод продольного перемещения станка чертёж
– Поворотная резцедержка чертёж
– Задняя бабка чертёж
14. Регулирование узлов
– Регулировка натяжения ремней схема
Регулировка натяга в винтовой шариковой паре продольного перемещения
Регулировка натяга в винтовой шариковой паре поперечного перемещения
Регулировка положения бабки задней в поперечном перемещении
Регулировка положения путевых кулачков на продольной и поперечной линейках
15. Кинематическая схема станка
– Кинематическая схема приводов подач станка
16. Схема расположения подшипников на станке
Схема расположения подшипников на станке
Спецификация подшипников качения
17. Паспорт станка
Общие сведения
Техническая характеристика станка
Характеристика системы числового программного управления
Характеристика электрооборудования
Комплект поставки
Книга 2: Электрооборудование станка (16К20Ф.000.000РЭ1)
1. Общие сведения
2. Первоначальный пуск станка
3. Описание работы электросхемы
4. Блокировка, защита, меры безопасности
5. Инструкция по эксплуатации электрооборудования станка
6. Перечень технической документации
Схемы электрические:
– Схема электрическая принципиальная токарного станка (16К20Ф.000.000Э3)
Перечень элементов схемы электрической принципиальной (16К20Ф.000.000ПЭ3)
– Схема электрическая соединений токарного станка (16К20Ф.000.000Э4)
– Схема электрическая принципиальная (16К20Ф.290.000Э3)
Перечень элементов схемы электрической принципиальной
– Схема электрическая соединений (16К20Ф.290.000Э4)
Описание станка:
Токарный станок с числовым программным управлением под принятой в промышленной среде классификацией 16К20Ф3 обладает современными особенностями и параметрами. Безусловно, он предназначается для токарной обработки металла посредством вращения, что позволяет реализовать универсальный подход к работе с заготовками из металла цилиндрического типа. Производство станка осуществлял Московский станкозавод, что являлся одним из передовых предприятий, связанных с производственным направлением по станочным позициям, запчастям, деталям и прочей оснастке. Подобные токарные станки активно применялись и применяются в самых разнообразных производственных или промышленных объединениях, предприятиях и прочих технологических участках, так или иначе связанных с реализацией оборудования. При этом, расстояние между центрами, что позволяет обрабатывать ту или иную деталь на станке будет не очень большим.
 Всего порядка одной тысячи миллиметров в длину, но вместе с этим, эта единица оборудования весьма и весьма универсальна, что определяет его положительные качества в индивидуальном конструкторском подходе. Но этот факт доступен с той особенностью, что станок всё же базируется и обладает общими конструкторскими особенностями с базовой моделью.
Всего порядка одной тысячи миллиметров в длину, но вместе с этим, эта единица оборудования весьма и весьма универсальна, что определяет его положительные качества в индивидуальном конструкторском подходе. Но этот факт доступен с той особенностью, что станок всё же базируется и обладает общими конструкторскими особенностями с базовой моделью.Речь идёт о токарном станке 16К20 особенности которого вобрал в себя станок 16К20Ф3. По этой причине, возможности, запчасти и оснастка, конструкторские элементы на этих моделях оборудования одинаковы. Но, как бы то ни было, паспорт станка 16к20ф3 всё же обладает своими индивидуальными особенностями позволяющими эксплуатировать, обслуживать станок при наиболее детальном подходе и конечно, в эффективном ключе. К тому же, подчёркивая его универсальность, стоит отметить, что эту единицу промышленного оборудования можно наделить различными системами или моделями, типами числового программного управления. Здесь всё будет зависеть непосредственно от задач, которые будет решено реализовать на оборудовании в процессе его работы в том или ином предприятии или же учитывая особенности производства. И безусловно, этот немаловажный факт напрямую ещё раз подчёркивает универсальность разработки Московских конструкторов станкозавода. Мы же от себя можем предложить приобрести у нас документацию к представленной станочной модели. Ведь, как известно, кто обладает технической информацией, тот сможет работать на станке в наиболее продуктивном варианте, что зачастую важно.
Документация к станку в нашем архиве есть в электронном виде и в хорошем, читаемом качестве, что позволит без труда распечатать её на обычном стационарном принтере или же сделать ксерокопию нужных страниц. При этом, технический паспорт является копией с оригинала и отличается по своему содержанию от базовой модели, в частности паспорт станок винторезный 16к20. Объём документации порядка двухсот листов, которые мы предпочитаем переводить в формат А4, так наиболее удобно задействовать распечатку или ксерокопию. В комплект входят две полноценные книги, это руководство по эксплуатации, что в классическом восприятии содержит все разделы и моменты связанные с механикой, как в теоретической направленности, так и в представленных чертежах различных узлов токарного станка. И вторая часть обладает не менее нужной, а так же востребованной информацией. Она связана с электрооборудованием станка, что подано в теории и конечно практике, которую есть возможность перенести из книги на реальную единицу оборудования. Здесь можно найти несколько электросхем с присущей им спецификацией и конечно изображения их на листах технического издания.
В комплект входят две полноценные книги, это руководство по эксплуатации, что в классическом восприятии содержит все разделы и моменты связанные с механикой, как в теоретической направленности, так и в представленных чертежах различных узлов токарного станка. И вторая часть обладает не менее нужной, а так же востребованной информацией. Она связана с электрооборудованием станка, что подано в теории и конечно практике, которую есть возможность перенести из книги на реальную единицу оборудования. Здесь можно найти несколько электросхем с присущей им спецификацией и конечно изображения их на листах технического издания.
Станки токарные патронно-центровые с ЧПУ 16К20Ф3, 16А20Ф3 — ООО “Будкомплект,ЛТД”
Установленные устройства ЧПУ:
Электроника НЦ-31-02 с платой автоматики
Электроника МС2101 (НЦ80)
2Р22
Варианты модернизации УЧПУ и платы автоматики:
1.Модуль программного управления НЦ31 совместно с модулем автоматики М16АК20.
При замене УЧПУ Электроника НЦ-31-02 на «живом» станке этот вариант модернизации является самым быстрым и такую модернизацию без труда осуществит обслуживающий станок электронщик, поскольку сама модернизация сводится к демонтажу клавиатуры УЧПУ Электроника НЦ-31-02, корзины УЧПУ Электроника НЦ-31-02, платы автоматики и монтажу модуля программного управления НЦ31 совместно с модулем автоматики М16АК20. Также возможна поэтапная модернизация, т.е. возможна замена только проблемного модуля, только УЧПУ или только платы автоматики. Данная модернизация
2.
окарные станки Для модернизации токарного станка 16А20 или 16К20 мы используем УЧПУ:
ировать УЧПУ данных станков мы предлагаем с использованием модуля программного управления НЦ31, стойки НЦ31.10 производства ЧФ Амадеус, г.Днепропетровск, стойки WL4T производства НПФ «Вест Лабс Лтд», г.Харьков, стойки NC-201M или стойки NC-210 производства ООО «Балт-Систем», г. Санкт-Петербург.
Санкт-Петербург.
Сравнительную таблицу отличий, возможностей и ограничений этих УЧПУ Вы можете посмотреть на страничке Модернизация станков — УЧПУ.
Минимальная модернизация электронной части токарно-винторезных станков 16А20, 16К20 предполагает замену самой стойки УЧПУ. Данная модернизация возможна с использованием модуля программного управления НЦ-31. Остальные стойки предполагают замену и стойки и платы электроавтоматики.
Модернизация УЧПУ НЦ-31 станка с использованием стойки НЦ31.10
Это самая экономичная по затратам и быстрая по времени модернизация УЧПУ на станках 16А20, 16К20, призвана исключить простои станка по причине поломок стойки УЧПУ. Ориентировочная стоимость модернизации УЧПУ станка не имеющего других проблем, кроме проблем с УЧПУ НЦ-31, составляет 16000грн. без НДС + транспортные расходы. В эту сумму входит демонтаж старой системы и платы электроавтоматики станка, монтаж УЧПУ НЦ31.10, монтаж контроллера электроавтоматики станка, монтаж блока питания УЧПУ, пусконаладка модернезированного станка, стоимость самой УЧПУ, стоимость контроллера электроавтоматики и стоимость блока питания УЧПУ. Срок проведения модернизации — 1 день. Срок получения УЧПУ НЦ31.10 от производителя — от 2 до 14 дней (в основном 3-5 дней).
Поскольку программное обеспечение НЦ31.10 это практически полная копия программного обеспечения «старой» НЦ-31, что в свою очередь переносит все ограничения и недостатки «старой» НЦ-31 на модернизированную НЦ31.10 то такая модернизация целесообразна если:
- необходимо максимально быстро заменить УЧПУ и ввести в эксплуатацию без переучивания обслуживающего персонала
- возможностей и памяти УЧПУ НЦ-31 до модернизации было достаточно
- не критично отсутствие сетевого интерфейса
- не предполагается модернизация программы электроавтоматики станка
НЦ31.10 изготовлена с использованием новейшей элементной базы, что позволило минимизировать количество элементов, печатных плат и соответственно максимально исключить отказы стойки.
На фото основные компоненты УЧПУ НЦ31.10. На фото слева пульт УЧПУ, на среднем фото непосредственно плата модернизированной УЧПУ НЦ31.10 и блок питания УЧПУ, а на фото справа — модернизированная плата контроллера автоматики, заменившая плату БУ (блока управления).
Навигация по записям
| Наименование характеристики | Шт. | Значение |
| Заготовка качели | мм | 500 |
| Наибольшая длина устанавливаемого изделия в центрах | мм | 900 |
| Максимальный диаметр заготовки над станиной | мм | 320 |
| Максимальный диаметр заготовки над опорой | мм | 200 |
| Наибольший ход суппортов по оси / по оси Z | мм | 210/905 |
| Максимальная скорость быстрых перемещений: | мм / мин | |
| – продольный | 5000 | |
| – поперечный | 3000 | |
| Минимальная / максимальная скорость рабочих подач: | мм / мин | |
| – продольный | 1. | |
| – поперечный | 0,5 … 1500 | |
| Регулирование частот вращения шпинделя | ступенчатое управление | |
| Количество ступеней регулирования частот вращения шпинделя | 3 | |
| Скорость шпинделя на шаге I / II / III (с двигателем 1500 об / мин) | об / мин | 80/220/660 |
| Количество управляемых / одновременно действующих координат | 2/2 | |
| Количество входных / целевых сигналов | 32/16 | |
| Количество корректоров | 6 | |
| Исполнительная память программ | байт | 7900 |
| Память архива исполнительной программы | килобайт | 16 |
| Максимальное количество сотрудников действующих программ | 254 | |
| Габаритные размеры станка: | мм | |
| – длина | 3700 | |
| – ширина | 2260 | |
| – высота | 1650 | |
| Вес станка | кг | 3 800 |
 ..2000
..2000Станок 16К20Ф3: технические характеристики и описание
Станок токарно-винторезный 16К20Ф3, технические характеристики которого будут рассмотрены ниже, создан на базе агрегата 16К20, применяется в основном в мелкосерийном производстве. Обе машины имеют единую конструктивную часть и общий принцип работы. Установка позволяет обрабатывать внешние и внутренние поверхности деталей длиной до 1000 миллиметров. Цифровое программное обеспечение предоставляет дополнительные функции и облегчает обслуживание устройства.
Обе машины имеют единую конструктивную часть и общий принцип работы. Установка позволяет обрабатывать внешние и внутренние поверхности деталей длиной до 1000 миллиметров. Цифровое программное обеспечение предоставляет дополнительные функции и облегчает обслуживание устройства.
Из чего он состоит?
Технические характеристики 16К20Ф3 обусловлены конструкцией и кинематической схемой станка. Агрегат выполнен в традиционной компоновке, что соответствует универсальным стандартам, а также позволяет производить широкий спектр операций.
Комплектующие:
- Рама (рама).
- Рама.
- Каретка опоры.
- Державка поворотная.
- Задняя и шпиндельная головка.
- Коробка автоматическая.
- Элементы направляющие.
- Муфты электромагнитные.
- Приводы поперечные и продольные.
- Гидравлический усилитель мощности.
Принцип действия
Станок 16К20Ф3, технические характеристики которого позволяют выбрать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая часть установлена в шпиндель с приводом от клиноременной передачи от электродвигатель.
- Скорость обработки корректируется с помощью автоматической коробки и шпиндельного узла.
- Коробка автомат оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать необходимую скорость.
- Для увеличения или уменьшения пульсации используются шестерни шпиндельной головки. Управляются вручную, регулируются до 12 позиций.
- Каретка агрегата приспособлена к продольному перемещению с помощью электромагнитного привода.
- Поперечное скольжение суппорта и резцедержателя осуществляется через привод, зубчатое колесо и ходовой винт.
- Поворотный держатель долота может быть установлен в шести положениях с изменением углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях крепится поперечная опора.
- Резцедержатель располагается на держателе инструмента, рассчитан на использование не более шести резцов, обрабатывающих заготовку по программе.
Гидравлический привод
Данный узел токарного станка 16К20Ф3, технические характеристики это подтверждают, обеспечивает все основные процессы, связанные с функционированием рабочих органов.Гидравлический привод состоит из следующих частей:
- Пары гидроусилителя.
- Управляющий насос.
- Привод.
- Бак с маслом.
- Аппаратура управления.
Маркировка
Обозначен агрегат токарный 16К20Ф3, технические характеристики которого будут рассмотрены далее. Его расшифровка следующая:
- Индекс «1» – токарный.
- 6 – винторезный.
- К – производство.
- 20 – указатель роста по центрам в сантиметрах.
- F3 – Оборудование с ЧПУ.
Оборудование данной категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТ 8-82-П.
Станки с ЧПУ 16К20Ф3: ТУ
Параметры рассматриваемого оборудования:
- Габаритные размеры – 3,7 / 2,2 / 1,65 м.
- Масса – 400 кг.
- Количество скоростей -22.
- Диаметр отверстия 53 мм.
- Центр пера – Морзе 5.
- Рабочий диапазон от 12.От 5 до 2000 об / мин, в зависимости от выбранной скорости.
- Размер шага 0,01-40 мм.
- Высота инструмента 25 мм.
- Ход продольный / поперечный – 5000/7500 мм / мин.
Описание
Токарный станок 16К20ФЗ, технические характеристики которого указаны выше, оснащен чугунной станиной, которая подвергается шлифованию, что обеспечивает длительный срок эксплуатации. Главный привод – электродвигатель мощностью 11 кВт. Гарантирует крутящий момент до 800 Нм.Это позволяет с максимальной точностью подогнать обработку детали под требуемые размеры.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью крепления штифтов различного диаметра. Специальные револьверные головки используются для специальных операций, что значительно расширяет возможности токарного оборудования. Этот агрегат наиболее подвержен износу, так как планетарный редуктор деформируется по мере выбивания зубьев или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль за состоянием механизмов и своевременные профилактические работы.Смазка деталей осуществляется при включении оборудования на разные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазки к узлам оборудования. Эту операцию можно запустить вручную. Запрограммированный цикл не нарушен.
Специальные револьверные головки используются для специальных операций, что значительно расширяет возможности токарного оборудования. Этот агрегат наиболее подвержен износу, так как планетарный редуктор деформируется по мере выбивания зубьев или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль за состоянием механизмов и своевременные профилактические работы.Смазка деталей осуществляется при включении оборудования на разные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазки к узлам оборудования. Эту операцию можно запустить вручную. Запрограммированный цикл не нарушен.
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для следующих операций:
- Сверление отверстий разного диаметра.
- Обработка заготовок с торцевых частей.
- Зенковка.
- Нарезание резьбы.
- Растачивание и чистовая обработка поверхностей конического и фасонного типа.
В качестве защиты для резьбовых пар действуют специальные ограничители, предотвращающие преждевременный выход из строя механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении станков с ЧПУ отечественного и зарубежного производства сменным электрооборудованием. Переоборудование дает возможность увеличить мощность в 2-3 раза в зависимости от состояния агрегатов.Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Желательно проводить модернизацию одновременно с капитальным ремонтом.
Какое улучшение?
Станок токарно-винторезный 16К20Ф3, технические характеристики которого могут быть улучшены путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшенные узлы и рабочие инструменты.
- Реорганизация тягового оборудования.
Модернизация дает возможность увеличить количество диапазонов обработки деталей, а также точность манипуляций.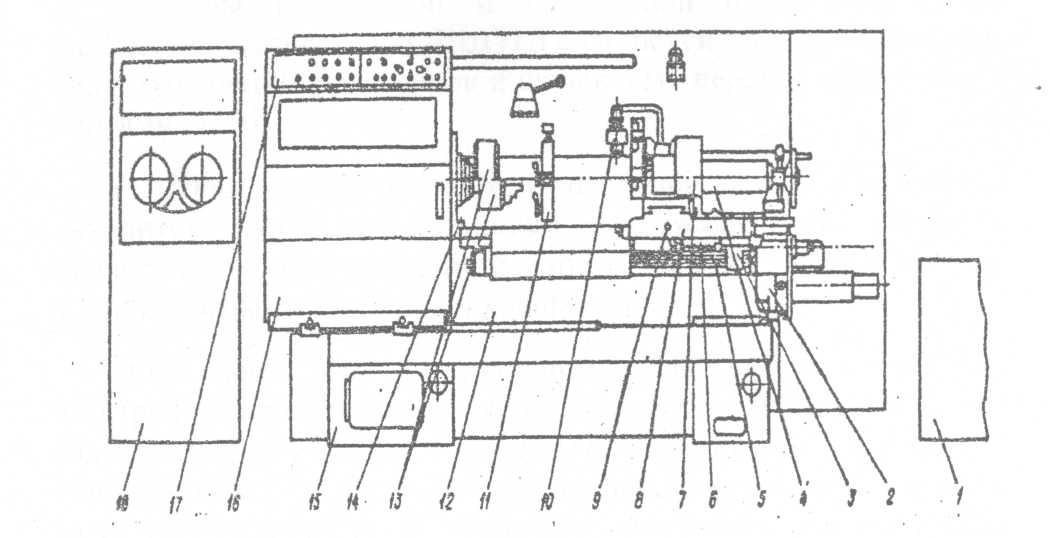
Для максимального увеличения срока службы оборудования используйте адаптивную систему управления. Это позволяет отключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Уменьшение периода доводки деталей.
- Увеличение срока службы комплектующих.
- Уменьшение выхода из строя инструмента.
- Повышение эффективности работы оборудования.
Характеристики токарного станка 16K20F3 с ЧПУ позволяют изменять нагрузку на шпиндель.В этом случае можно отрегулировать подачу используемого инструмента с учетом типа материала обрабатываемой детали. Это способствует увеличению срока службы всех частей агрегата.
ЧПУ
При использовании числового программного обеспечения Обработка заготовок осуществляется с помощью предустановленных программ. Они позволяют корректировать информацию, поступающую с пульта оператора, а также использовать внешние кассеты памяти. Окончательные данные выводятся на специальный дисплей, проанализировав который, можно принять решение о корректировке последующего процесса.
Автоматизация процесса сопровождается 6, 8 или 12 позициями, позволяющими изменять диаметр обработки или ось вращения по горизонтали. Рабочая головка оснащена диском, на котором могут быть установлены три осевых и шесть радиальных элементов. Кроме того, он может работать с 8-12 единицами для различных инструментов.
Повышение КПД станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать, изменив кинематическую схему или установив современную энергосберегающую конструкцию.Комплекс ЧПУ значительно расширяет функционал рассматриваемого агрегата. Благодаря этому повышаются точность и скорость обработки деталей, а также режим чистовой обработки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметра соответственно.
Типовые проекты по переоснащению и модернизации станков и прессов
Опыт сотрудников ООО ПК «СтанкоПресс» в области переоборудования и модернизации технологического оборудования позволяет считать ряд оборудования стандартным для Компании. В этом списке лишь некоторые из них.
В этом списке лишь некоторые из них.
Группа токарных
- 16Б16 – станок токарный
- 16К20Ф3 – токарно-револьверный станок (с добавлением револьверной головки на 8 позиций с 3 позициями приводных инструментов)
- 16К30Ф3 – станок токарно-револьверный
- 1К62 – станок токарно-винторезный
- 1М63Н – станок токарно-винторезный
- ДЛЗ – 190 – станок токарный (превращение универсального токарного станка в 5-осевой токарный обрабатывающий центр с ЧПУ)
- ENN – 320 – станок токарный
- ENN – 400 – станок токарный
- MD5S – токарный обрабатывающий центр
- MDW-10F – обрабатывающий центр токарный
- Pittler NF-160/400 – станок токарный
- SDNC-610 – станок токарный
- TPK 125 – станок токарный
- СТП-220АП – станок токарный
- Heinemann MS3-200 – станок токарный
Фрезерно-расточная группа
- 2А622 – станок горизонтально-расточной
- 2А622Ф2-1- станок горизонтально-расточной
- 2Х636ГФ1 – горизонтально-расточной станок (модернизация в горизонтально-расточной обрабатывающий центр с ЧПУ)
- 2637ГФ1 – горизонтально-расточной станок (модернизация в горизонтально-расточной станок с УЦИ).
- 2Х637ГФ1 – горизонтально-расточной станок (модернизация в горизонтально-расточной обрабатывающий центр с ЧПУ).
- 2А450 – станок координатно-расточный (модернизация на базе УЦИ или ЧПУ)
- 2Е450 – станок координатно-расточной
- 6К12 – станок фрезерный с ЧПУ
- 6М13ГН1 – станок фрезерный с ЧПУ
- 6Н13Ф3 – станок фрезерный с ЧПУ
- 2204VMF4 – фрезерный обрабатывающий центр
- 245VMF – фрезерно-координатно-расточный центр
- 2623ПМФ4 – 5-ти координатно-фрезерный обрабатывающий центр
- 6520Ф3 – станок фрезерный с ЧПУ
- MAHO MC5-HS – фрезерный обрабатывающий центр
- ВМ12-500 – обрабатывающий центр фрезерный (с добавлением 4-й координаты и высокоскоростного шпинделя)
- IR800 – фрезерный обрабатывающий центр
- KMTS 600 – фрезерный обрабатывающий центр (модернизация 4-х осевого обрабатывающего центра в 5-ти осевой с высокоскоростным шпинделем)
- КС12-500 – координатно-фрезерный (модернизация координатно-фрезерного станка в 5-осный обрабатывающий центр с шарнирным столом)
- LR395PMF4 – 5-осевой фрезерный обрабатывающий центр
- ОС1И-22 – фрезерный обрабатывающий центр
- Micromate 9S – фрезерный обрабатывающий центр
- MS12-250 – фрезерный обрабатывающий центр (модернизация 3-х осевого обрабатывающего центра в 5-ти осевой с высокоскоростным шпинделем)
- ФП-17 / ФП-17М8П / ФП-17ММН5 – станки фрезерные с ЧПУ
- Olivetti HORIZON4 – фрезерный обрабатывающий центр
- Olivetti HORIZON21 – фрезерный обрабатывающий центр
- Olivetti HORIZON23 – фрезерный обрабатывающий центр
- Olivetti HORIZON24 – фрезерный обрабатывающий центр
Тяжелые токарные и вертикально-токарные станки
- 1Б502 – станок токарный вертикальный
- 1512 – станок токарный вертикальный
- 1512Ф3 – станок токарный вертикальный с ЧПУ
- 1516 – станок токарный вертикальный
- 1532Т – станок токарный вертикальный
- 1540Ф1 – станок токарный вертикальный
- 1К540Ф1 – станок токарный вертикальный
- 1К540Ф3 – станок токарный вертикальный с ЧПУ
- 1Л532 – станок токарный вертикальный
- 1Н532 – станок токарный вертикальный
- 1Н557 – станок токарный вертикальный
- 1550 – станок токарный вертикальный
- 1563 – станок токарный вертикальный
Уникальная группа
- 2A (B, G) 660F1 / F2 – станки горизонтально-расточные (в т. ч. тяжелые поворотные столы NS3)
- NS66F1 / F2 – станки горизонтально-расточные (в т.ч. тяжелые поворотные столы NS3)
- КУ1563 – станок токарный вертикальный
- КУ-250 – станок зубофрезерный вертикальный (максимальный диаметр обработки 8000 мм)
- PT503 – слиткорезной станок
- CFP-1R – станок фрезерно-отрезной
- KG9901B – машина прядильная
- КГ1836 – станок токарно-колесный
- 25DSC200 – станок токарный вертикальный
- SKODA W160 G / NR – станок горизонтально-расточной
- SKODA W200 – горизонтально-расточной станок
- HOESCH D1400 FN-VF-1 – уникальный токарный станок
- TOSHIBA BSF-32 / 21V – уникальный горизонтальный обрабатывающий центр
 ч. тяжелые поворотные столы NS3)
ч. тяжелые поворотные столы NS3)Кузнечно-прессовое оборудование
- D (А) 2238 – пресс гидравлический (630 тн)
- D1143К – пресс гидравлический для спекания металлокерамики (20 МН).
- P814 – пресс специальный для уплотнения сыпучих материалов
- П272 – пресс ковочный (3150 тн, модернизация с развитием индивидуального гидропривода)
- УЗТМ 1000 (П4611) – пресс гидравлический (на 1000 тн)
- HVO-400 – пресс гидравлический (на 400 тн)
- ХВО-2-400 – пресс гидравлический (на 400 тн)
- HVO-500 – пресс гидравлический (на 500 тн)
По указанным станкам и прессам технические и коммерческие предложения могут быть предоставлены в кратчайшие сроки.Стоит учесть, что компонентная база постоянно развивается, а имеющийся опыт будет дополняться современными компонентами, использование которых будет учтено при предоставлении технико-коммерческого предложения. Также возможно предоставление предложений по переоснащению и модернизации станков с учетом списка производителей комплектующих, составленного Заказчиком. Такая практика становится все более популярной в связи с желанием Заказчиков ограничить и унифицировать ассортимент оборудования, обслуживаемого модернизирующими и обслуживающими подразделениями.
Задайте вопросы и обсудите возможные варианты сотрудничества, обратившись в коммерческое управление ООО ПК «СтанкоПресс».
ТОП 6 покупателей токарных станков в 🇨🇫 республика конго
Показать все Торговля Производство
Станки токарные оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, покупающих станки оптом
Ste A One Builderes S.a.r.l.
- Всех остальных токарные станки EXCL центра токарных станков езки расточной и резьбовое toolsdtls как ре г и (17)
- Всех прочих токарные станков без центра Токарные Stea д отдыха, последующий отдыха и лиц platedtls согласно и (12)
- Всех других токарных станков без центровочных токарных станков набор инструментов dtls согласно inv
- Все остальные токарные станки, кроме центровых токарных станков 10 00 gmt, делают сверхмощные токарные станки inedtls согласно inv
Министерство планирования и
Оборудование для технического обслуживания мастерских Токарный станок длина станины 4800 мм x ширина станины 600 мм поворотная тележка 76 мм x 50 мм
Marsavco S.а.
Токарный станок / модель bhavya No 3050/2 (станки bhavya)
Metssa Congo S.a.r.l.
Токарный станок, белый размер резца: 1/2 x 4 дюйма (поставщик inv-143 dt-20/02/2019, gst-09alwpt0588m1zv)
Conplas Industrial Plc
Токарно-механические станки для тяжелых условий эксплуатации
Ets Sembo Kinshasa I
Токарный станок 6 футов
Импорт в Азию, ЕС, Африку
Финансы, контракт, импорт
электронная почта: [электронная почта защищена]
менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие производители и экспортеры токарных станков
| # | Компания (размер) | Продукт | Страна | ||||
| 1 | Star Micronics Mfg. (15) (15) | АВТОМАТИЧЕСКИЙ ТОКАРНЫЙ СТАНОК С ЧПУ DA DA DA DA DA ПОЛНЫЙ АВТОМАТИЧЕСКИЙ СТАНОК С ЧПУ | испания | ||||
| 2 | Win Ho Technology Industries Co. (11) | ВЫСОКОСКОРОСТНЫЕ СТАНКИ | Star Micronics (10) | АВТОМАТИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | Нидерланды | ||
| 4 | Jtc Srl (9) | ТОКАРНЫЕ СТАНКИ, ВКЛЮЧАЯ ПОВОРОТНЫЕ ДЕТАЛИ ДЛЯ УДАЛЕНИЯ ИСПОЛЬЗУЕМЫХ ПОВОРОТНЫХ ДЕТАЛЕЙ CE NG. W MW DP / S: ГОЛОВНЫЕ ТОКАРНЫЕ СТАНКИ, ВКЛЮЧАЯ ТОКАРНЫЕ ЦЕНТРЫ ДЛЯ REMOVI NG ME ИСПОЛЬЗУЕМЫЕ ТОКАРНЫЕ СТАНКИ WMW | италия | ||||
| 5 | Myday Machine Inc.(9) | ТОКАРНЫЙ СТАНОК И ДЕТАЛИ PKGS PLT PCS + PLT UNIT. ТОКАРНЫЙ СТАНОК И ДЕТАЛИ PKGS PLT UNIT + W / CASE | taiwanchina |
- Банги
- Мбайки
- Босангоа
- Бамбари
- Берберати
Образование: МГУ
Не говорите людям, как надо делать, говорите им, что делать, и позвольте им удивить вас своими результатами
Станок токарный с ЧПУ ИТ-42, 1И611ПМФ3, 16Б16Т1, 16К20Ф3, 16К20Т1, 16А20Ф3, 16К30Ф3, 16М30Ф3
Тип предложения: продажаОпубликовано: 11.09.2019
Компания продает группу токарных станков с ЧПУ следующих моделей:
ИТ-42, 1И611ПМФ3, 16Б16Т1, 16К20Ф3, 16К20Т1, 16А20Ф3, 16К30Ф3, 16М30Ф3
- Машины в отличном / хорошем / под рекавери, подключены / не подключены. Есть разные варианты.
- Дополнительная информация по каждой модели, а также фотографии, цена и расположение по запросу.
- Варианты оплаты: наличными или безналичным расчетом, возможна комбинированная оплата.
- Поданы все документы.
- Разборка, погрузка – бесплатно!
- Организуем транспортировку, оплату в одну сторону.

- It 42 Токарный станок с ЧПУ. Диаметр заготовки над станиной – 320 мм. Длина заготовки в центрах – 400 мм.
- 1И611ПМФ3 Станок токарный с ЧПУ. Диаметр заготовки над станиной – 320 мм. Длина заготовки в центрах – 500 мм.
- 16Б16Ф3, 16Б16Т1 станок токарный, патронно-центрирующий. Диаметр заготовки над станиной – 320 мм. Длина заготовки в центрах – 750 мм.
- 16К20Ф3 станок токарный, патронно-центрирующий. Диаметр заготовки над станиной – 400 мм. Длина заготовки в центрах – 1000 мм.
- 1 6К20Т1 Станок токарный, патрон-Центральная система оперативного управления (ВАСП). Диаметр заготовки над станиной – 500 мм.Длина заготовки в центрах – 1000 мм.
- 16А20Ф3 станок токарный, патронно-центрирующий. Диаметр заготовки над станиной – 320 мм. Длина заготовки в центрах – 1000 мм.
- 16К30Ф3, 16М30Ф3 станок токарный, патронно-центрирующий. Диаметр заготовки над станиной – 630 мм. Длина заготовки в центрах – 1400 мм.
Что такое cookie?
Файл cookie – это небольшой текстовый файл, который сохраняется на вашем компьютере / мобильном устройстве, когда вы посещаете веб-сайт.В этом текстовом файле может храниться информация, которую веб-сайт сможет прочитать, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы предложить вам оптимальный доступ к нашему сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться вам каждый раз, когда вы повторно посещаете веб-сайт.Файлы cookie также могут помочь оптимизировать работу веб-сайта.