16М05А Станок токарно-винторезный особо высокой точности. Паспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16М05А
Производителем токарно-винторезного станка 16М05А был Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
- 1П611 – станок токарно-винторезный повышенной точности, Ø 250
- 16Б05А – станок токарно-винторезный особо высокой точности, Ø 250
- 16Б05П – станок токарно-винторезный повышенной точности, Ø 250, Кировакан
- 16М05А – станок токарно-винторезный особо высокой точности, Ø 250
- 1601 – станок токарный настольный Ø 125
- 1604 – станок токарно-винторезный повышенной точности, Ø 200
- 1613Д – станок токарно-винторезный прецизионный, Ø 240 х 270
- OT-4 – станок токарно-винторезный повышенной точности облегченный, Ø 250
- OT-5 – станоктокарно-винторезный повышенной точности облегченный, Ø 250
16М05А токарно-винторезный станок особо высокой точности.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок особо высокой точности модели 16М05А с наибольшим диаметром обработки над станиной 250мм, предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок токарный модели 16М05А обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров и геометрических форм) высокого класса.
Применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Токарно-винторезный станок особо высокой точности 16М05А изготовлен на базе токарно-винторезного станка повышенной точности 16Б04П.
Основные конструктивные особенности. Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.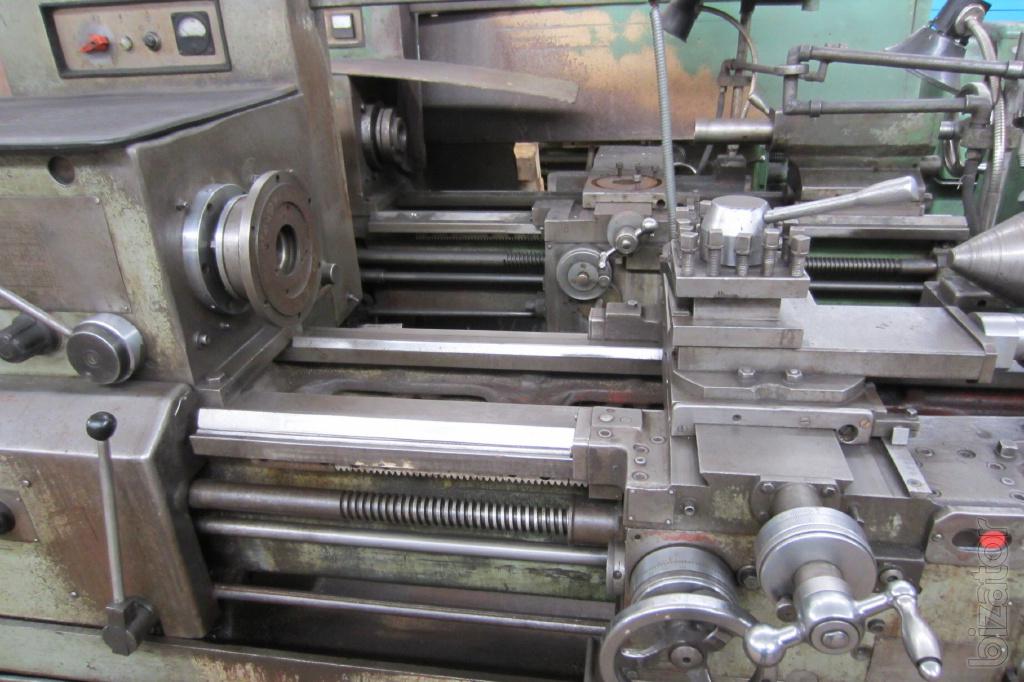
Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
Станок предназначен для использования в климатических условиях УХЛ4.1 по ГОСТ 15150-69.
В автоматическую линию не встраивается.
Класс точности станка — А по ГОСТ 8—82Е (особо высокой точности).
Разработчик — Одесское СКБ специальных станков.
Изготовитель – Одесский станкостроительный завод.
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
М – поколение станка (А, Б, В, Д, К, Л, М, Р) или обозначение завода – производителя
05 – высота центров над станиной
Буквы в конце обозначения модели:
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
16М05А Габаритные размеры рабочего пространства токарно-винторезного станка
Габаритные размеры рабочего пространства токарного станка 16м05а
16М05А Посадочные и присоединительные базы токарно-винторезного станка.
 Шпиндель
ШпиндельПосадочные и присоединительные базы токарного станка 16м05а
16М05А Общий вид токарно-винторезного станка
Фото токарно-винторезного станка 16м05а
16М05А Расположение составных частей токарно-винторезного станка
Расположение составных частей токарно-винторезного станка 16м05а
Перечень составных частей токарно-винторезного станка 16М05А
- Станина – 16M05A.111.000
- Тумба – 16M05A.121.000
- Бабка передняя – 16M05A .221.000
- Гитара – 16M05A.311.000
- Суппорт – 16М05А.341.000
- Агрегат гидростатики – 16М05A.071.000
- Гидрокоммуникация – 16M05A.721.000
- Электрооборудование станка – 16М05А.811.000
- Охлаждение – 16Б04П.511.000
- Ограждение – 16Б04П.611.000
- Вариатор – 16Б05А.212.000
- Бабка задняя – 16Б05А.231.000
- Коробка подач – 16Б05А.321.000
- Фартук – 16Б03А.331.000
- Щит* – 16Б05А.
 621.000
621.000 - Переключатель – 16Б05А.822.000
 621.000
621.00016М05А Расположение органов управления токарно-винторезным станком
Расположение органов управления токарно-винторезным станком 16м05а
Перечень органов управления токарно-винторезным станком 16М05А
- 1. Винт зажима верхней каретки
- 2. Винт зажима поворотной части суппорта
- 3. Лампа сигнальная “Фильтр засорен”
- 4. Лампа сигнальная “Осевая перегрузка шпинделя”
- 5. Лампа сигнальная “Гидростатика включена”
- 6. Лампа сигнальная “Сеть”
- 7. Кнопка “Пуск гидростатики”
- 8. Кнопка “Всё стоп”
- 9. Кнопка “Разжим цанги”
- 10. Кнопка “Зажим цанги”
- 11. Рукоятка реверса подачи и резьбы
- 12. Рукоятка звена увеличения шага резьбы
- 13. Рукоятка переключения перебора
- 14. Рукоятка переключения подач и резьб
- 15. Рукоятка переключения подач и резьб
- 16. Рукоятка переключения подач и резьб
- 17. Рукоятка переключения подач и резьб
- 18. Рукоятка включения ходового винта или валика
- 20. Рукоятка управления вариатором
- 21. Рукоятка реверса чистовых подач
- 23. Маховик ручного продольного перемещения суппорта
- 24. Маховичок изменения частоты вращения шпинделя
- 25. Рукоятка включения прямого, обратного вращения шпинделя и торможения
- 31. Рукоятка включения и выключения сети
- 33. Переключатель охлаждения
- 35. Кнопка включения маховичка и лимба продольной подачи
- 36. Рукоятка включения предохранительного устройства
- 38. Кнопка переключения продольной и поперечной подач суппорта
- 39. Рукоятка настройки тягового усилия
- 42. Рукоятка включения маточной гайки
- 43. Рукоятка ручного поперечного перемещения
- 44. Винт зажима суппорта на станине
- 45. Винт поперечного смещения задней бабки
- 46. Рукоятка перемещения верхней каретки
- 47. Маховичок перемещения пиноли задней бабки
- 48. Рукоятка зажима пиноли задней бабки
- 49. Рукоятка зажима задней бабки
- 50. Кран подачи охлаждающей жидкости
- 51. Рукоятка зажима трубы охлаждения
- 52. Рукоятка зажима резцедержателя
- 53. Рукоятке зажима клеммы ограждения
- 54. Выключатель освещения
 Рукоятка переключения подач и резьб
Рукоятка переключения подач и резьб Рукоятка перемещения верхней каретки
Рукоятка перемещения верхней каретки16М05А Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 16м05а
Схема кинематическая токарно-винторезного станка 16М05А. Смотреть в увеличенном масштабе
Кинематическая схема станка позволяет осуществлять следующие операции:
- вращение шпинделя – привод главного движения
- перемещение резца – привод резьб и нормальных подач, привод тонких подач
- вращение насоса смазки
Привод главного движения
Электродвигатель 1 при помощи муфты 2 вращает вал 1 с ведущим шкивом вариатора 3.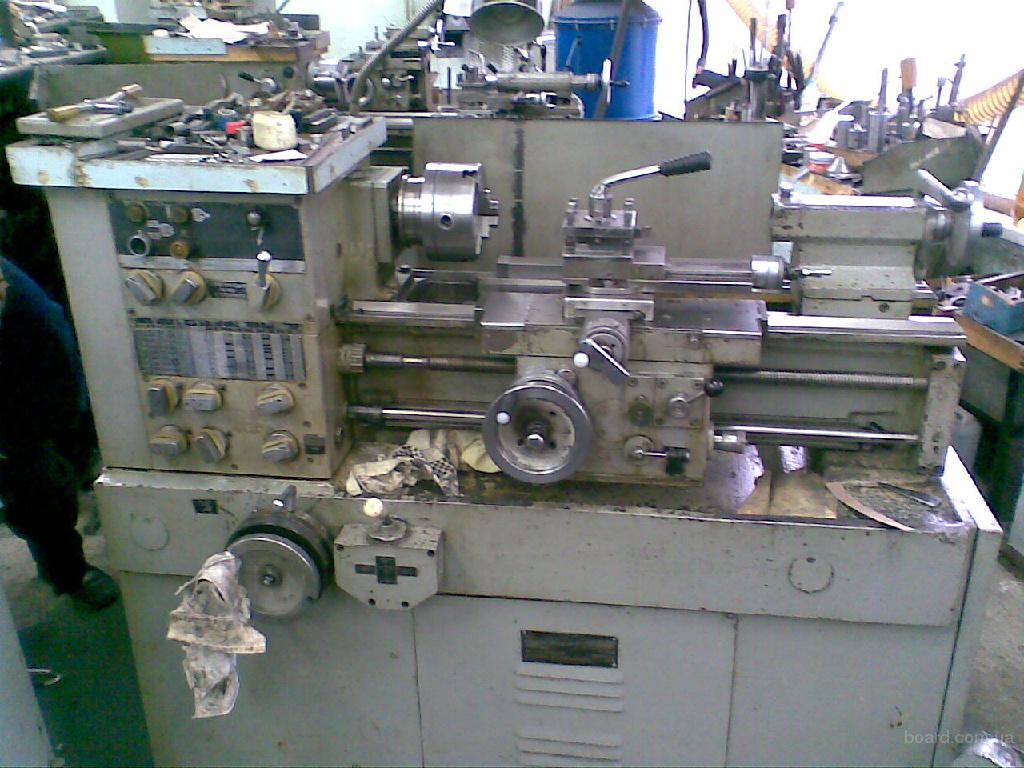 Вращение от ведущего шкива ведомому 4 передаётся широким клиновым ремнем. Изменение частоты вращения ведомого вала II обеспечивается изменением рабочих диаметров шкивов вариатора при перемещении управляемой части ведомого шкива и соответствующего перемещения подпружиненной части ведущего шкива.
Вращение от ведущего шкива ведомому 4 передаётся широким клиновым ремнем. Изменение частоты вращения ведомого вала II обеспечивается изменением рабочих диаметров шкивов вариатора при перемещении управляемой части ведомого шкива и соответствующего перемещения подпружиненной части ведущего шкива.
Вращение валу III, шкиву 9 передается при помощи зубчатого блока 5, 7 и зубчатых колёс 6, 8. Шкив 9 соединён со шкивом 17 клиновыми ремнями. Вращение от втулки V передаётся шпинделю VII либо непосредственно при включении муфты 22, либо через перебор, состоящий из зубчатого колеса 18, соединенного со втулкой V зубчатых колёс 19, 20, установленных на валу VI, зубчатого колеса 21, установленного на шпинделе.
Привод резьб и нормальных подач
При нарезании резьб вращение от шпинделя VII передаётся на вал VIII при помощи зубчатых колёс 23, 24 либо, при включённом переборе (зубчатые колёса 18, 19, 20, 21), при помощи зубчатых колёс 18,24.
Вал IX получает вращение в прямом направлении при помощи зубчатых колёс 25, 27, в обратном направлении при помощи зубчатых колёс 25, 26, 27. Сменные шестерни гитары а, б, в, г передают вращение валу XI коробки подач. Коробка подач содержит следующие механизмы:
Сменные шестерни гитары а, б, в, г передают вращение валу XI коробки подач. Коробка подач содержит следующие механизмы:
- механизм смещения ряда зубчатых колес 30, 31, 32, 33
- механизм основного ряда – зубчатые колёса 33, 34, 31, 35, 36, 37, 38, 39
- множительный механизм – зубчатые колёса 40, 42, 43,45, 51, 44, 46
После указанных механизмов, вращение передаётся либо ходовому винту 81 для нарезания резьб при отключении кулачковой муфты на зубчатом колесе 47 и на валу ХVI, либо ходовому валику XIX при помощи зубчатых колёс 47, 48, 49, 51.
От ходового валика вращение при помощи муфты 54 передается червяку 55 фартука станка. Далее вращение при помощи червячного колеса 56, планетарного редуктора, состоящего из зубчатых колёс 57, 58, 59, 60 и зубчатых колёс 61, 62 передаётся валу XXI. От вала XXI вращение передаётся либо реечной шестерне 65 при помощи зубчатых колёс 63,64 (продольное перемещение резца), либо винту 83 при помощи зубчатых колёс 62, 70 (поперечное перемещение резца)
Привод тонких (чистовых) подач
Вращение механизма коробки подач передаётся от вала III вариатора при помощи зубчатых колёс 10, 11, клиноременной передачи, шкивы 12, 28, на вал ХХV коробки подач и далее зубчатое колесо 28 передает вращение зубчатому колесу 33 механизма изменения шага коробки подач.
Изменение направления продольной или поперечной подачи обеспечивается передачей вращения ходовому валу XIX от вала ХV коробки подач через трензель, состоящий из зубчатых колёс 49, 50, 51 при переключении зубчатого колеса 49.
Планетарный механизм
Зубчатые колеса 13, 14, 15, 16 образуют планетарный механизм, обеспечивающий при перенастройке частоты вращения вариатора поворот шкалы отсчёта частот вращения шпинделя.
Схема электрическая принципиальная токарно-винторезного станка 16М05А
Электрическая схема токарно-винторезного станка 16м05а
Схема электрическая принципиальная токарно-винторезного станка 16М05А. Смотреть в увеличенном масштабе
Схема гидравлическая принципиальная токарно-винторезного станка 16М05А
Гидравлическая схема токарно-винторезного станка 16м05а
Схема гидравлическая принципиальная токарно-винторезного станка 16М05А. Смотреть в увеличенном масштабе
Возможности токарно-винторезных станков
Возможности токарно-винторезного станка 16м05а
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструментов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
16М05А установочный чертеж токарно-винторезного станка
Установочный чертеж токарно-винторезного станка 16м05а
Читайте также: Производители токарных станков в России
16М05А Станок токарно-винторезный особо высокой точности универсальный. Видеоролик.
Основные технические характеристики станка 16М05А
| Наименование параметра | 16М05А | 16Б05А |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | А | А |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 135 |
| Диаметр заготовки, устанавливаемой в патроне, мм | 5. .160 .160 | |
| 4..28 | ||
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | |
| Показатели точности обработки образцов: круглость, мкм | 1,2 | |
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | |
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | |
| Коэффициент повышения производительности по сравнению со станком модели 16Б05А | 1,2 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 32 | 26,5 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 26 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 5 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 25. .2500 .2500 | 25..2500 |
| Торможение шпинделя | есть | есть |
| Блокировка рукояток | ||
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 520 | 520 |
| Наибольшее поперечное перемещение суппорта, мм | 160 | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 |
| Количество подач суппорта поперечных | 28 | |
| Пределы подач суппорта продольных (в скобках – при использовании звена увеличения шага), мм/об | 0,01..0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) |
| Пределы подач суппорта поперечных (в скобках – при использовании звена увеличения шага), мм/об | 0,005. .0,175 (0,005..1,4) .0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 |
| Скорость быстрых перемещений, мм/мин | нет | нет |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | 16 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | |
| Перемещение пиноли на одно линейки, мм | 1 | 1 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей, установленных на станке | 3 | 3 |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,75 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 2,37 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1530 х 910 х 1385 |
| Масса станка, кг | 1400 | 1365 |
- Станок токарно-винторезный особо высокой точности 16М05А. Руководство по эксплуатации 16М05А.000.000 РЭ, 1989
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство по эксплуатации 16М05А.000.000 РЭ, 1989
Руководство по эксплуатации 16М05А.000.000 РЭ, 1989Связанные ссылки. Дополнительная информация
Станок токарный патронно-центровой особо высокой точности 16М05А
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Станок токарный патронно-центровой особо высокой точности 16М05А
Для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических , дюймовых и модульных резьб
Технические характеристики станка 16М05А
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | А |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 270 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 139 |
| Наибольшая длина обрабатываемой детали, мм | 500 |
| ЧПУ | – |
Пределы частот вращения шпинделя Min/Max, об/мин. |
25 – 2500 |
| Мощность, кВт | 1.5 |
| Габариты, мм | 1530_910_1385 |
| Масса, кг | 1140 |
| Начало серийного выпуска, год | 1988 |
| Завод-производитель | Одесский станкостроительный завод |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарный патронно-центровой особо высокой точности 16М05А по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 16М05А производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок токарный патронно-центровой особо высокой точности 16М05А составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарный патронно-центровой особо высокой точности 16М05А звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.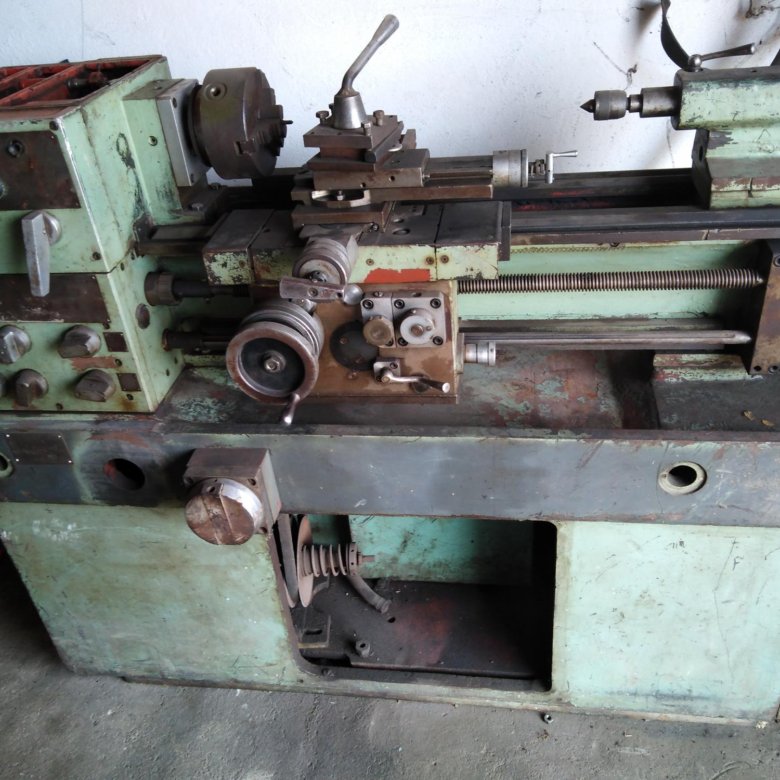
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарный патронно-центровой особо высокой точности 16М05А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Популярные модели
Generic USA HK16MA050 Переходная пластина токарного патрона — модель MA050
Бренд: Generic USA
Артикул: FTS-HK16MA050
MPN: MA0 50
- 1 486,73 $ 1486,73 долларов США
Цена за единицу за
- Сэкономьте $32,52
Стоимость доставки рассчитывается при оформлении заказа.
Название по умолчанию — 1 486,73 долларов США. Осталось всего 0!
*Изображения продуктов могут отличаться от реальных приобретенных товаров.*
** Пожалуйста, свяжитесь с [email protected], чтобы узнать все сроки выполнения заказа, прежде чем размещать заказ. После оплаты за любую отмену будет взиматься плата за отмену в размере 4%. **
Краткое описание
Стандартная переходная пластина патрона токарного станка MA050 США — модель MA050 — для патронов 12 1/2 дюйма; крепление A–6Полное описание
| Тип | Пластина адаптера токарного патрона | Толщина листа | 1 1/2 дюйма |
| Крепление | А-6 | Модель № | МА050 |
| Для размера патрона | 12 1/2″ |
• Обработанные переходные пластины американского стандарта типа «A-1»
1-ДЮЙМОВАЯ ОПРАВКА С ХВОСТОВИКОМ 3/4
Артикул: FTS-GP25SA1000
MPN: SA-1000
Цена продажи 94,16 $ $ 94,16 Список цен 96,47 $ $ 96,47
Сэкономьте $2,31
Пильная оправка 1/2 дюйма — хвостовик 1/2 дюйма
Артикул: FTS-GP25SA500
MPN: SA-500
Цена продажи 74,25 $ $74,25 Список цен 76,07 $ $76,07
Сэкономьте $1,82
Набор оправок 1/4, 3/8, 1/2 дюйма
Артикул: FTS-GP25SA3S
MPN: SA-3S
Цена продажи 210,64 $ 210,64 доллара США Список цен 215,83 $ $215,83
Сэкономьте $5,19
Пильная оправка 11/4″ — хвостовик 3/4″
Артикул: FTS-GP25SA1250
MPN: SA-1250
Цена продажи 95,09 $ $95,09 Список цен 97,43 $ $97,43
Сэкономьте $2,34
Пильная оправка 3/8 дюйма — хвостовик 1/2 дюйма
Артикул: FTS-GP25SA375
MPN: SA-375
Цена продажи $69,78 $69,78 Список цен 71,50 $ $71,50
Сэкономьте 1,72 $
Высокоскоростной прецизионный токарный станок Acra Magnum-Cut, 16″ x 40″, с 2-осевым УЦИ Newall NMS-300 — FEL-1640GCY
| Размер | 16 x 40 дюймов |
| Цифровой считыватель | 2-осевой Newall NMS-300 |
Добавление в корзину… Товар добавлен
Высокоскоростной прецизионный двигатель Acra Magnum-Cut
Токарный станок, 16″ x 40″, с 2-осевым Newall NMS-300 DRO
FEL-1640GCY
Характеристики: 902 04
- Цельное чугунное основание с повышенной жесткостью
- Шестерни передней бабки закалены и отшлифованы
- Все направляющие станины закалены и отшлифованы
- 3 Подшипниковая опора шпинделя для плавного вращения на высокой скорости
- Высокая скорость шпинделя 33~2000 об/мин (16 шагов)
- Двигатель шпинделя 7,5 л. с.
- Фартук и направляющие смазываются однократным лубрикатором
- Шпиндель Camlock D1-6 с отверстием 52 мм (2-1/32″) 90 022
- 3-кулачковый спиральный патрон: 200 мм (8 дюймов)
- 4-кулачковый независимый патрон: 250 мм (10 дюймов)
- Люнет (5 дюймов)
- Следящий люнет
- Мертвые центр: MT #4
- 4-позиционный упор длины
- Полноразмерный брызговик
- Система охлаждения
- Подвижный центр MT #4
- Центральная втулка
- Защита патрона
- Руководство по эксплуатации и список деталей
- Инструменты и ящик для инструментов
- Галогенный рабочий фонарь
- 2-Axis Newall NMS- 300 Цифровой индикатор
- Приспособление для точения конуса
- Лицевая пластина: 400 мм (15-3/8″)
- Ограничитель револьверной каретки
- Микроограничитель седла
- Быстросменный резцедержатель
- Нормы CE
 с.
с.Стандартные принадлежности:
Дополнительные принадлежности:
FEL-1640GCY Вместимость Поворот над кроватью 410 мм (16,1″) Поворот над кареткой 258 мм (10,2″) Поворот над зазором 580 мм (22,8″) Ширина зазора 250 мм (9,8″) Расстояние между центрами 1000 мм (39,4″) Ширина станины 900 46 274 мм (10,8″) Передняя бабка Шпиндель отверстие 52 мм (2-1/32″) Носок шпинделя D1-6 Конус отверстия и центра шпинделя MT #6 Количество скоростей шпинделя 16 шаги Скорость шпинделя 33 – 3000 об/мин Нарезание резьбы и подача Диапазон продольных подач 0,08 – 1,15 мм/об (0,003–0,452 дюйма/об) Диапазон поперечной подачи 0,06–0,92 мм/об (0,002–0,036 дюйма/об) Диаметр ходового винта 28 мм (1,1 дюйма) Шаг ходового винта 900 46 6 мм (метрическая система), 4 TPI (дюймовая система ) Диапазон шагов в дюймах 4–56 TPI Диапазон шагов в метрах 0,5–7 мм Задняя бабка 90 047 Ход пиноли 100 мм (3,94″) Диаметр пиноли 52 мм (2″) Конус пиноли MT #4 Двигатель Главный двигатель 7,5 л. 
![]()