Токарный станок 1а62: технические характеристики, схемы, паспорт
Токарно-винторезный станок 1А62 является одним из продолжателей знаменитого семейства ДИП-200, первые станки которого были изготовлены в 1932 году на Московском станкостроительном . Его предшественником был 1Д62, сменивший название ДИП-200 на новое цифробуквенное обозначение, разработанное ЭНИМСом в 1937 году.
1Д62 был запущен в производство в 1937 году и выпускался на протяжении одиннадцати лет. В 1948 году ему на смену пришел токарный станок модели 1А62, у которого были улучшены рабочие характеристики, а также модернизирована система управления и усовершенствована эргономика. Он выпускался в течение восьми лет — вплоть до 1956 года. В производственной линейке его сменил знаменитый 1К62, производившийся на протяжении 18 лет.
Назначение и область применения
Технические характеристики токарно-винторезного станка 1А62 позволят выполнять практически всю традиционную номенклатуру токарных работ: обточку и расточку поверхностей с разными образующими, резьбонарезание резцами и резьбовым инструментом, обработку торцевых поверхностей, а также сверление, зенкеровку, развертку.
1А62 используется для получистовой и чистовой обработки различных металлов и сплавов при единичном и мелкосерийном выпуске продукции. Основные потребители этого станка — инструментальные производства и ремонтные подразделения предприятий энергетики, металлургии, автомобильной отрасли, машиностроения, горнодобывающей промышленности сельхоз предприятий. В пятидесятые годы прошлого века это был один из самых массовых токарных станков данного типоразмера, и он до сих пор используется на небольших производствах и частными лицами.
Назначение оборудования
Назначение 1А62 соответствует другим универсальным станкам токарно-винторезной группы. С его помощью выполняется точение, сверление, нарезание резьбы и другие токарные операции. Исходная заготовка может устанавливаться как в патроне, так и в центрах. Качество токарной обработки позволяет использовать станок в составе чистовой и получистовой групп оборудования. Руководство по эксплуатации, рекомендует использовать данную модель при изготовлении единичной или мелкосерийной продукции.
Специфика модели и технические характеристики
По сравнению с предыдущей моделью, которая выпускалась без значительных изменений более десяти лет, у токарно-винторезного станка 1А62 были улучшены следующие технические характеристики:
- скорость шпинделя повысилась на 300 об/мин (до 1200), а количество ступеней увеличилось до 21 при прямом вращении и до 12 — при обратном;
- установлен электродвигатель мощностью 7 киловатт;
- вместо плоского ремня главного привода используется клиноременная передача;
- применена более мощная фрикционная муфта;
- установлен механизм реверса для изменения направления подачи при резьбонарезании;
- усилена конструкция задней бабки;
- увеличен диаметр пиноли до 70 мм;
- добавлен электронасос для подачи СОЖ из резервуара, расположенного в задней ножке;
- система смазки орошением заменена на циркуляционную.
Существенным изменениям подверглись также и органы управления, что заметно повысило удобство работы станочника:
- для установки числа оборотов шпинделя используются три рукоятки: одна круговая (с диском с делениями) и две позиционные;
- ниже суппорта размещен лимб продольной подачи;
- новый быстродействующий поворотный резцедержатель позволяет одной рукой выполнять позиционирование на любой угол;
- коробка скоростей модернизирована в целях удобства управления (уменьшено количество рукояток).


Параметры
Основные размерные параметры станок 1А62 унаследовал от предыдущей модели, в том числе и максимальный диаметр обточки над суппортом в 210 мм. Основные технические характеристики станка приведены ниже.
Габариты обработки (мм):
- максимальный диаметр обточки над станиной — 400;
- максимальная длина обрабатываемой заготовки — 1500;
- диаметр проходного отверстия шпинделя — 36.
Шпиндель (об/мин):
- диапазон скоростей шпинделя — 12÷1200;
- реверсная скорость шпинделя — 18÷1520;
- конус шпинделя — М5.
Суппорт (мм):
- максимальный продольный ход — 1400;
- максимальное поперечный ход — 280;
- максимальный ход резцовых салазок — 110.
Пиноль задней бабки (мм):
- диаметр — 70;
- максимальный ход — 150;
- конус — М4.
На станке установлены два электродвигателя: системы СОЖ (0,125 кВт) и главного привода (7 кВт).
Основной двигатель и коробка скоростей
Для привода валов коробок скоростей и подач используется один двигатель. Он смонтирован на раме внутри передней тумбы станины и развивает до 10 кВт при максимальной частоте вращения вала 2000 об/мин. Большая мощность мотора обеспечивает высокие технические характеристики токарному станку по металлу 1К62. Опционально станок мог оснащаться главным приводом с уменьшенными мощностью и частотой вращения (7,5 кВт и 1460 оборотов соответственно).
Он смонтирован на раме внутри передней тумбы станины и развивает до 10 кВт при максимальной частоте вращения вала 2000 об/мин. Большая мощность мотора обеспечивает высокие технические характеристики токарному станку по металлу 1К62. Опционально станок мог оснащаться главным приводом с уменьшенными мощностью и частотой вращения (7,5 кВт и 1460 оборотов соответственно).
Крутящий момент от двигателя передается на входящий вал коробки перемены скоростей с помощью ременной передачи. Поскольку мощность двигателя большая, то в приводе применяются пять (или четыре — для менее мощной версии) параллельных ремней. На входном валу коробки установлена фрикционная муфта, позволяющая осуществлять вращение шпинделя в обе стороны.
Направление вращения задается рукоятками, расположенными на уровне поддона для стружки. Поднятием рукоятки вверх задается прямое вращение, при опускании – обратное. В среднем положении включается ленточный тормоз шпинделя. Коробка скоростей имеет 23 передачи с частотами вращения выходного вала в широком диапазоне оборотов 12,5…2000 (1460) об/мин.
Для смазки узлов установлен отдельный масляный насос, подающий смазку к высоконагруженным узлам. Насос плунжерного типа приводится от эксцентрика на входном валу коробки. Запас масла в составляет 3,7 литра и находится в основном бачке на дне корпуса передней бабки. Для контроля исправности системы смазки в верхней крышке коробки скоростей есть смотровой глазок. При исправной системе через глазок видна струйка масла. Для очистки масла в конструкции станка имеется пластинчатый фильтр.
Организация управления станком
Управление станком 1А62 — полностью ручное, поэтому все органы управления обработкой расположены непосредственно на его основных узлах и агрегатах. На фронтальной части передней бабки вверху находятся рукоятки переключения режимов работы коробки скоростей, а чуть ниже — рукоятки коробки подач. Под коробкой скоростей установлены три кнопки для включения и выключения освещения рабочей зоны, общего электропитания станка и электронасоса системы СОЖ. Справа от коробки подач находится кнопочный блок для включения и выключения главного двигателя.
Ниже суппорта на фартуке расположены рукоятки управления и маховичок ручного передвижения суппорта. На самом суппорте находится рукоятки перемещения и фиксации резцедержателя. Задняя бабка оснащена маховичком перемещения пиноли и рукояткой для ее фиксации.
Суппорт и резцовые салазки
Суппорт служит для продольной и поперечной подачи режущего инструмента, на его верхней части крепится токарный резец. Основные сборочные единицы в его составе — это:
- нижние салазки;
- нижняя часть;
- поворотная часть;
- резцовые салазки с резцедержателем.
Движение нижних салазок осуществляться параллельно оси станка и производится или вручную, или от ходового винта через привод фартука. Нижняя часть расположена на верхних направляющих нижних салазок. Ее поперечное перемещение осуществляется или вручную или от привода фартука. Поворотная часть суппорта может вращаться влево и вправо на угол 45°. Резцовые салазки перемещаются вручную по продольным направляющим средней части.
Для управления механическими перемещениями составных частей суппорта используют четыре поворотные рукоятки, расположенные на фартуке. Эти органы управления включают и выключают следующие виды движений:
- реверс суппорта;
- механическое движение;
- продольную или поперечную подачу;
- гайку ходового винта.
Для ручного управление механизмами суппорта используют маховичок ручного перемещения каретки, расположенный на фартуке станка, а также три рукоятки на самом суппорте, которые выполняют следующие функции:
- поперечное позиционирование суппорта;
- фиксация резцедержателя;
- перемещение резцовых салазок.
Настройка видов резьб и подач, передаваемых к механизму фартука, производится органами управления, расположенными на коробке подач.
Шпиндельный узел станка
Шпиндельный узел станка 1А62 расположен в передней бабке и включает в себя, помимо самого шпинделя, коробку скоростей, с помощью которой производят изменение его скорости и направления, а также коробку передач, подающую требуемый тип подачи и заданную скорости вращения к суппорту станка. Коробка скоростей получает вращение от главного электродвигателя станка посредством ременной передачи.
Коробка скоростей получает вращение от главного электродвигателя станка посредством ременной передачи.
Схема станка 1А62. Токарно-винторезного. Кинематическая
Кинематическая схема — это графическая схема отображения рабочих узлов и блоков механизма конструкции. Принципиальная кинематическая схема показывает последовательность передачи движения от двигателя через промежуточный механизм к рабочим органам изделия и их взаимосвязь. В кинематических схемах изображают конкретно только те элементы сборочной конструкции, которые принимают участие в передаче движения, к ним относятся промежуточные шестерни, ходовые тяги и фиксаторы, валы, шкивы приводов, муфты и др. Конструкцию какого либо сборочного механизма, имеющей движущие части, наносят в виде графики на схему сплошными линиями, чередующимися пунктиром, соответственно маркируя каждый элемент цифрами с последующей расшифровкой. Существуют пространственные кинематические схемы механизмов, которые изображают обычно в виде развернутых схем. Они получаются путем совмещения всех осей в одной плоскости с последующим проецированием на плоскость. Такие схемы позволяют уяснить последовательность передачи движения. На кинематической схеме допускается отображать отдельные элементы схем другого вида, непосредственно влияющие на ее работу, например, электрические. Читать кинематическую схему начинают от двигателя, являющегося источником движения всех деталей механизма. Устанавливая последовательно по условным обозначениям каждый элемент кинематической цепи, изображенный на схеме, выявляют его назначение и характер передачи движения.
Они получаются путем совмещения всех осей в одной плоскости с последующим проецированием на плоскость. Такие схемы позволяют уяснить последовательность передачи движения. На кинематической схеме допускается отображать отдельные элементы схем другого вида, непосредственно влияющие на ее работу, например, электрические. Читать кинематическую схему начинают от двигателя, являющегося источником движения всех деталей механизма. Устанавливая последовательно по условным обозначениям каждый элемент кинематической цепи, изображенный на схеме, выявляют его назначение и характер передачи движения.
Скачать бесплатно схему кинематическую станка 1А62 с большим разрешением можно по ссылке расположенной ниже:
Правила эксплуатации
Соблюдение правил эксплуатации и выполнение текущего технического обслуживания гарантируют работоспособность и стабильность рабочих характеристик токарно-винторезного станка 1А62 в периоды между плановыми ремонтами. Уход за оборудованием включает в себя как поддержание чистоты и порядка непосредственно на станке и в рабочей зоне станочника, так и контроль за состоянием его узлов и агрегатов. Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
После окончания рабочей смены станочник должен отключить его от электросети, убрать со станка инструмент, приспособления и оснастку, очистить его стружки и провести наружный визуальный осмотр механизмов на предмет их исправности. Также необходимо проверить состояние заземления и защитных элементов: ограждений, кожухов и экранов.
Перед началом рабочей смены выполняется визуальный контроль в том же порядке. После чего необходимо проверить уровни масла во всех механизмах станка и только после этого выполнять проверку станка на холостом ходу.
Особого контроля требует система смазки движущихся частей станка. В Руководстве перечислены контрольные и технические мероприятия, которые должны выполняться в начале каждой смены для обеспечения смазкой всех движущихся механизмов станка. В системе смазки токарно-винторезного станка 1А62 применяется один вид промышленной смазки — машинное масло «Л» (по современной классификации — индустриальное масло И-30А).
Проверка масла
Проверка и заливка масла в основные узды и агрегаты станка производится в следующем порядке:
- Коробка скоростей. Уровень масла проверяется по указателю на горловине (норма — верхний уровень). Перед началом работ необходимо прочистить пластинчатый фильтр, повернув специальную рукоятку, расположенную на корпусе коробки. Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
- Коробка подач. Масло заливается до верхнего уровня маслоуказателя. Периодичность замены масла такая же, как и у коробки скоростей.
- Фартук. Для смазки червяной передачи необходимо залить масло через отверстие на фланце до его нижнего края.
- Суппорт. На нижней и верхней частях суппорта находятся девять масленок, смазывающих все движущиеся части суппорта. Масло в них нужно добавлять ежесменно. Кроме этого каждую смену необходимо смазывать направляющие верхней части.
- Задняя бабка. Смазка пиноли, винта и подшипника осуществляется двумя масленками, которые должны наполняться маслом каждую смену.
- Гитара. В корпусе гитары предусмотрен резервуар для масла, которое заливается в него до уровня маслоуказателя. Сроки замены масла такие же, как и у коробки скоростей.
- Ходовой винт. Перед началом рабочей смены его необходимо смазать машинным маслом по всей его длине. Для смазки опор ходового винта, а также опор валика, предусмотрены три масленки, которые должны заполняться маслом каждую смену. Подшипник вертикального валика получает смазку посредством отдельной масленки, в которую масло добавляется один раз в неделю.

Тонкости работы с фасонными заготовками и деталями конической формы
Технические характеристики модификации 1К62Д позволяют выполнять обтачку и нарезание необходимой резьбы на деталях конической формы, а также фасонных болванках. Обработка этих заготовок выполняется по двум методикам.
Необходимо добиться смещения корпуса задней бабки в поперечной плоскости. При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
Использование для работы копировального модуля, который закрепляется на задней части станины кронштейнами.
Кронштейн для закрепления копировального модуля
Правильно подбирая угол закрепления легко добиться идеальной конусообразной формы детали.
Такой способ обработки позволяет получить универсальный конус, деталь будет любой допустимой длинны. Такой вид обработки позволяет получить конус правильной формы.
Если заменить копировальную конусную линейку фасонной, то функциональность станка еще больше расширяется. Специалисты могут обрабатывать фасонные поверхности заготовок ступенчатого вала.
Станок модификации 1К62Д поддерживает режим максимальных нагрузок, обработку деталей ударным способом. Большим преимуществом является неприхотливость выбора материалов заготовок, несложно работать даже со стальными, чугунными прочными деталями.
Габарит рабочего пространства
Пространство обработки металлорежущего оборудования зависит от типа, компоновки и геометрических размеров станка. Его габариты ограничивают предельные размеры заготовки, которую можно поместить в рабочую зону станка. Помимо технических параметров оборудования эти ограничения также зависят от формы детали и расположения на ней обрабатываемых поверхностей. Для горизонтальных токарных станков рабочее пространство обычно делится на два вида: для деталей типа «вал» и для деталей типа «диск».
Токарный станок 1А62 имеет традиционную компоновку и относится к универсальным. Для него предельные размеры детали типа «вал» составляют 220 мм в диаметре и 1400 мм в длину. Деталь типа диск может иметь следующие габариты: 400 мм в диаметре и 100 мм в высоту. Габаритные размеры являются не единственным ограничениям при выполнении токарных операций и напрямую связаны с массой заготовки. Так предельный вес изделия при обточке в патроне токарного станка составляет 500 кг, а между центрами — 1500 кг.
Характеристика деталей
Шпиндель
Необходим для того, чтобы фиксировать используемую деталь. Через встроенную коробку передач проходит момент, который вращается от силовой установки самого станка.
Параметры шпинделя:
Шпиндель токарного станка 1А62
- Диаметр и размер сквозной формы будет 36 мм.
- Допустимый размер прутка, не выше 38 мм, так как он проходит через этот шпиндель.
- Имеется несколько ступеней вращения (при прямой передаче – 21, а при реверсивном вращении где-то 12).
Расположен показатель, который определяет, насколько вращается головка шпинделя. Для прямой она проходит варьирование от 11, 5 до 1200 оборотов за минуту. В случае обратного вращения значение будет составлять 18-1500 об/ мин.
Суппорт
Расположен для того, чтобы смещался резец под заготовку. Именно он определяет работу станка, ведь от этого зависит точность и качество изготовления деталей.
Параметры суппорта таковы:
Суппорт токарного станка 1А62
- Продольная каретка смещена где-то на 65, 9 –140 сантиметров.
- Подпольная каретка максимально сдвигается до 28 сантиметров.
- Имеет несколько ступеней передач, поперечный и продольный, диаметры которых будут 35 сантиметров.
- Существует несколько значений для передач (продольная 0,08–1,59 оборота в минуту, поперечная от 0,027 до 0,522 оборота в минуту).
- Выставленные параметры резьбы – нарезных будет 19, а дюймовых 20. Диапазон и замеры шагов от 1–

Резцовые салазки
Резцовые салазки токарного станка 1А62
Необходимы для того, чтобы резцовая головка равномерно смещалась и попадала в резьбовую нитку. Именно они оказывают влияние на качество операций и изготовление самих деталей. Для того чтобы резцовые салазки смещались, достаточно нажать маховички и рычаги, которые равномерно расположены на станке.
Параметры резцовых салазок:
- Наибольшее смещение будет составлять приблизительно 113 миллиметров.
- Деление будет составлять ровно 0,05 миллиметров.
- Допустимый угол поворота до 90 градусов.
- Сечение державки резца допускается по значению ровно 25*25.

Задняя бабка
Такая деталь необходима для того, чтобы заготовка стабильно фиксировалась. Еще добавлены специальные механизмы, которые помогают фиксации установленного конуса, относящегося к центру шпиндельной бабки. Токарная бабка смещается только вдоль оси установленной детали.
Параметры задней бабки:
- Диаметр и размер пиноли составляет приблизительно 70 миллиметров.
- Установлены отверстия – Морзе 4.
- Максимально допускается смещение пиноли на 150 миллиметров.
- Деление будет составлять около 0,1.
Сведения о производителе
Токарно-винторезный станок 1А62 производился с 1948 по 1956 годы на Московском станкостроительном им. А.И. Ефремова. До революции это предприятие принадлежало братьям Бромлеям и занималось выпуском различных металлоизделий. Завод был национализировано и в 1918 году, а четыре года спустя по просьбе трудового коллектива переименован в «Красный пролетарий». Вместе с новым именем предприятие получило и новую специализацию: производство станков для металло- и деревообработки. На заводе началась реконструкция и строительство новых производственных площадей. А в 1923 году было выпущено первое токарное оборудование — станки серии «ТН» трех типоразмеров.
Вместе с новым именем предприятие получило и новую специализацию: производство станков для металло- и деревообработки. На заводе началась реконструкция и строительство новых производственных площадей. А в 1923 году было выпущено первое токарное оборудование — станки серии «ТН» трех типоразмеров.
Ключевым для «Красного пролетария» стал 1930 год, когда началось проектирование более мощного стандартизованного станка под названием ДИП («Догоним и перегоним»). Уже через два года был изготовлен и испытан первый станок, а концу 1932 года предприятие произвело первые 25 ДИП-200. На следующий год предприятие выпускало уже по 300 станков в месяц, а в 1934 году был начат выпуск ДИПов большего габарита с индексами 300, 400, 500. В конце тридцатых годов ДИП-200 в соответствии с вновь принятой классификацией ЭНИМСа получил новое обозначение — 1Д62. Во время войны «Красный пролетарий» выпускал станки (в том числе и специализированные для нужд оборонной промышленности) и производил артиллерийские снаряды.
После войны «Красный пролетарий» не только выпускал новые типы токарных станков, но и проектировал их для других заводов, став, таким образом, головным предприятием отрасли по токарному оборудованию. В 1948 году завод начинает выпуск станка 1А62, пришедшего на смену легендарному ДИП-200, а на следующий год осваивает их поточное производство. В 1951 предприятию присвоено имя А.И. Ефремова — министра станкостроения СССР в 1941—1949 годах. В 1951 году был создан опытный экземпляр ставшего знаменитым 1К62. Через два года эта модель пошла в серию и выпускалась вплоть до 1971 года. Всего за этот период было произведено более двухсот тысяч таких станков. В шестидесятые годы на предприятии был освоен выпуск специализированных станков и токарного оборудования с ЧПУ.
С 1971 года «Красный пролетарий» начинает производить станки 16К20, а через два года переходит к их массовому выпуску, причем в различных комплектациях: с копирами, индикацией, ЧПУ и пр. В семидесятые годы завод имел самые большие объемы производства за всю свою историю и поставлял станки не только в страны СЭВ, но в дальнее зарубежье. С 1983 на предприятие было начат массовый выпуск станков с ЧПУ. В это же время завод прекратил производство станков 16К20 и перешел к выпуску токарно-винторезного станка МК6056.
С 1983 на предприятие было начат массовый выпуск станков с ЧПУ. В это же время завод прекратил производство станков 16К20 и перешел к выпуску токарно-винторезного станка МК6056.
В начале 90-х у предприятия наступают трудные времена. Сначала практически до нуля упал спрос на станки с ЧПУ, затем и на универсальные станки, а к середине 90-х «Красный пролетарий» выпускает всего несколько сот станков в год. 1999 год – завод переместился на новую производственную площадку, но только лишь с частью прежнего оборудования.
В течение последующих десяти лет завод предпринимал усилию вернуть себе хотя бы часть внутреннего рынка, который за это время заполнился зарубежной продукцией, но в целом его усилия так и не увенчались успехом. В 2011 году предприятие прекратило производство станков, а его новые собственники объявили основным направлением деятельности сдачу производственных и офисных площадей в аренду. В 2016 году было объявлено о возобновлении выпуска токарного оборудования (в том числе и с ЧПУ), но каких-то значительных успехов завода в этом деле пока не отмечено.
Конструкция и характеристика работы основных узлов станка
Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
технические характеристики, назначение и устройство, руководство по эксплуатации
Назначение и область применения
Благодаря своей универсально, токарные станки 1А62 можно использовать в выполнении заготовок, имеющих цилиндрическую, коническую и фасонную конфигурацию. И нарезать резьбу разного вида – метрическую, дюймовую, модульную и питчевую.
Опытные работники различают токарные станки по одному лишь фоту, но более полную информацию о станке можно узнать, посмотрев на цифры в названии.
- «1» – обозначение группы, в которую входит токарный станок.
- «А» – обозначение поколения станка.
- «6» – обозначение принадлежности к винторезной группе.
- «2» – данная цифра позволяет поделиться высотой центра (над станиной), для этого станка 22 см.

Отличительно от других станков, 1А62 имеет расширенный функционал и улучшенные характеристики.
А главными улучшениями можно назвать:
- Увеличение скорости шпиндельного узла до 1200 об/мин, плюс возможность выбора из двадцати одной скорости вращения по прямой и двенадцать по обратной.
- Установка более мощного двигателя на семь киловатт.
- Главный привод станка использует надежное клиновое оборудование.
- Фрикционная муфта агрегата имеет усиленную конструкцию.
- Установка надежного роликового подшипника в шпиндельном узле.
- Для предотвращения самопроизвольного отсоединения патронов от шпиндельного узла, что происходит во время прекращения вращательных движений в двигателе, предусмотрено наличие специальной канавки, дабы разместить предохранители.
- Точную резьбу гарантирует коробка передач с прямым включением работы ходового винта.
- Лицевая часть фартука станка располагает лимб, который отвечает за проведение продольной подачи через суппорт.
- Имеет усиленную заднюю бабку.
- Усовершенствованная конструкция резцедержателя позволяет повернуть его в любую сторону, с любым углом не за действуя вторую руку.
- Станок имеет улучшенную систему охлаждения, с электрическим насосом и резервуаром, находящимся сзади устройства.
- Установка люнет возможна, чтобы достичь требуемую жесткость при использовании длинных деталей на токарном станке 1А62.

Особенности станка
Инструмент обладает главной особенностью, заключающейся в специальной выемке, которой снабжается станина. Специальный съёмный мостик используется, чтобы деталь оставалась закрытой. Если мостик убирается – появляется возможность обрабатывать детали, имеющие различную форму. Общий допустимый диаметр – до 62 сантиметра.
При изготовлении станины применяется жёсткая коробочная форма. Характерно сохранения достаточного уровня у механических направляющих. Схема шпинделя с подшипниками качения оказывает влияние на точность обработки.
Характерно сохранения достаточного уровня у механических направляющих. Схема шпинделя с подшипниками качения оказывает влияние на точность обработки.
Можно выделить не только основные параметры, но и следующие особенности конструкции станка:
- Конфигурация, характерная для резцедержателя. Резец стабильно фиксируется вне зависимости от созданных условий.
- Основной суппорт отключается уникальным механизмом, поставленным на фартук.
- Использование повышенных мер для повышения безопасности труда. Блокирующие и ограждающие устройства подобраны правильно, насколько это возможно.
- Зажим, обладающий уникальной конструкцией. Благодаря этому можно крепить различные типы патронов, используя шпиндельный узел.
Комплектация мелкосерийных производств, частных мастерских – сферы применения, для которых станок оказывается особенно эффективным.
Технические возможности
Токарный станок отвечает стандартам категории «H», можно выделить основные технические характеристики устройства:
- Идет с максимальным диаметром для заготовок – на суппорте -21 см, над станиной 40 см.
- С максимальной длиной заготовок, которая может обрабатываться на токарно-винторезном станке в 75, 100 и 150 см.
- С максимально доступной массой для обработки заготовок, при обработке в патроне – 500 кг, при обработке с использованием центра – 1500 кг.

Параметры
Станок 1А62 идет со следующими рабочими параметрами:
- С расстоянием между центрами – 75, 100 и 150 см.
- С наибольшим диаметром точения на станине – 40 см.
- С наибольшим диаметров точения на суппорте – 21 см.
- С наибольшим диаметром обрабатывания прутка – 3.6 см.
- С наибольшей длиной точения – 65, 90 и 140 см.
- С отверстием в шпиндере – 3,8 см.
- С конусом Морзе 5.
- С рабочими скоростями в количестве — 21 шт.
- С рабочими обратными скоростями – 12 шт.
- С продольными и поперечными подачами в количестве – 35 шт.
- Модульные резьбы – 10.
- С мощностью электродвигателя в 7 киловатт.
- С числом оборотов шкива – 730 в минуту.
- С величиной модульной резьбы – 3.

Какие главные отличия модели 1а62?
До изготовления станка 1а62г существовали и другие модели, однако, в новой модели станка доступно больше функций и операций. Модель 1а62, отличается от раннего выпуска модели 1Д62М, следующими доступными функциями:
- Максимальная скорость вращения шпинделя увеличена приблизительно до 1200 оборотов в минуту.
- Доступна скорость в прямом и в обратном обороте.
- Мощность и сила электродвигателя максимально улучшена до 7 кВт.
- Передача пропорционально заменена клиноременной вместо стандартного плоского ремня.
- Число и количество оборотов можно легко установить с помощью трех рукояток.
- Передний шпиндель расположен в специальном двухрядном подшипнике, который способен регулироваться.
- Чтобы коробка передач и другие механизмы не загрязнялись, паз закрыт специальным приспособлением, который помогает улучшить смазку.
- Работа задней бабки улучшена, а благодаря этому качество производства на высшем уровне.
- На специальном фартуке установлен лимб, который стабилизирует продольную подачу и улучшает качество ее функциональности.
- Коробка передач стабильно допускает прямое включение, благодаря этому нарезка проводится точно и практически без промахов.
- Неподвижный упор укреплен намного мощнее и сильнее, то есть вероятность повреждений и поломок низка.
- В задней части станка установлен охладитель, который охлаждает оборудование и улучшает качество резьбы и производства в целом.

Еще на станке расположена специальная канавка для предохранителя, которая не позволяет спадать патрону даже в том случае, если останавливается само оборудование.
Габарит рабочего пространства
Габаритные размеры станка предполагают:
- Высоту – 121 см.
- С площадью устройства при РМЦ 750 – 251 на 158 см.
- С площадью устройства при РМЦ 1000 – 265 на 158 см.
- С площадью устройства при РМЦ 1500 – 317 на 158 см.
- Весит станок, не считая электрооборудование при РМЦ 750 – 2, 045 тонн.
- Масса при РМЦ 1000, не считая электрооборудование – 2,105 тонн.
- Весит станок, не считая электрооборудование при РМЦ 1500 – 2, 370 тонн.

Органы управления
Лицевая панель устройства располагает следующие органы управления агрегатом:
- Рукоятку устанавливающую необходимую скорость вращения шпинделя.
- Рукоятку, увеличивает резьбу обрабатываемой детали.
- Рукоятку, устанавливающую левое или правое направление для резьбы.
- Рукоятку, регулирующую подачу и шаг резьбы.
- Рукоятку, включающую в работу ходовой винт или ходовой валик, которые используются только при тихом ходе.
- Рукоятку, регулирующую прямой или обратный вал вращения мотора на главном приводе.
- Рукоятку, изменяющую направление суппорта при обтачивании детали, переключающую между продольным и поперечным направлением подачи.
- Орган, управляющий фартуком.
- Рукоятку, включающую и выключающую режим механической подачи, для использования маховика, задействуя ходовой винт и перемещения продольных салазок.
- Рукоятку, которая управляет ручной подаче на суппорте, фиксирует резцовые головки, перемешает часть шпинделя.
- Рукоятку, которая фиксирует заднюю бабку, вместе с маховиком, обеспечивающим плавный ее ход.

Важно!
Также, наличие электрических выключателей, для освещения рабочего места. Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя.
Коробка скоростей
Для коробки скоростей было предусмотрено 30 возможных скоростей, но в связи с совпадением, с числом оборотов в шпиндельном узле их число сократилось до 21 различных типов.
Рукоятка на коробке скоростей содержит информацию о числе оборотов шпиндельного узла, поворачивается в разные стороны в зависимости от типа работы, до тех пор, пока указатель не покажет требуемое число оборотов.
Реверс
Используется для фиксации деталей.
Параметры:
- Идет с диаметром и размером, имеющими сквозную форму – 3,6 см.
- С допустимым размером прутка, не более 3,8 см.
- С несколькими ступенями вращения (21 при прямом вращении и 12 в реверсивной передаче).
- С двусторонней фрикционной муфтой.

Реверс определяющий инструмент для вращения головки шпинделя. В прямом режиме скорость варьируется от 11, 5 до 1200 оборотов за минуту. При обратном вращении 18–1500 об/ мин.
Коробка подач
Коробка подач обеспечивает, нарезку метрическим, дюймовым, модульным и питчевым способом, не применяя при этом сменные шестерни.
- Резьбу с метрическим шагом от 1 до 12 мм (19 ступеней).
- Резьбу с дюймовым шагом от 2 до 24 ниток на 1 дюйм (20 ступеней).
- Резьбу с модульным шагом от 0,50 до 3 модулей (10 ступеней).
- Резьба с питчевым шагом от 7 до 96 питчей (24 ступени).
Фартук
Фартук отвечает за преобразование вращательных движений ходового винта или валика в поступательные для суппорта (подачу) вдоль направления станины.
Располагается фартук в корпусе станка, стандартно повернут к суппортам.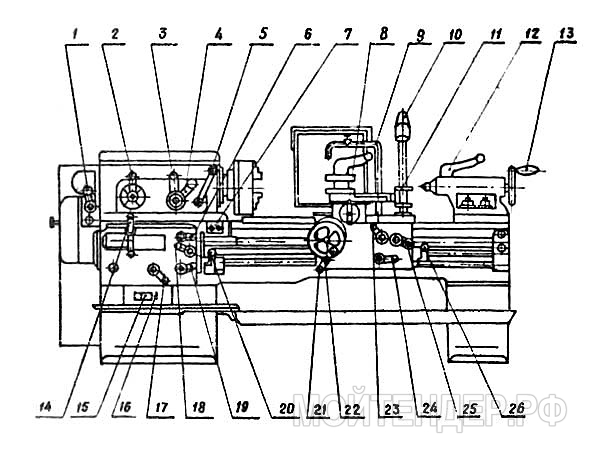 Обеспечивает вращение червячного колеса.
Обеспечивает вращение червячного колеса.
Суппорт
Суппорты 1А62, как и на других схожих моделях отвечают за перемещение режущих инструментом относительно обрабатываемых заготовок. Состояние этой части агрегата, напрямую влияет на точное выполнение работы и функционирование станка.
Суппорт 1А62 имеет следующие технические возможности:
- Перемешает продольную каретку на 65, 90 и 140 см, поперечную – на 28 см.
- Имеет продольные и поперечные подачи в количестве – 35 шт.
- Подачу совершает в пределах 0,082–1,59 мм/об для продольных, и 0,027–0,522 мм/об для поперечных.
- Нарезаемая резьба: металлическим способом 19 (шаг от 1 до 12 мм), дюймовым – 20 (шаг – 2–24 ниток/дюйм), модульным – 10 (шаг – 0,5–3 модуля), питчевым – 24 (шаг – 7–95).
Важно!
Резцовую салазку, токарный станок использует для измерения точности в перемещении резцовых головок, чем управляют несколько маховиков и специальные рычаги.
Что положительно сказывается на характеристиках работы:
- Максимальное перемещение увеличивается до 11,3 см.
- С максимальным углом перемещения в 90 градусов, а шкала одного деления указывает на один градус.
- С максимальным сечением державки 2,5 на 2,5 см.

Назначение и устройство задней бабки
Задняя бабка устройство, надежно закрепляет деталь при обработке в центре или при установке резца.
Задняя бабка имеет характеристики:
- с диаметром пиноли, закрепляющим режущий инструмент, – 70 мм;
- с внутренним посадочным конусом категории «Морзе 4»;
- с величиной максимального перемещения – 15 см, при этом на одно
- деление лимба пиноль перемещается на 0,1 мм;
- с максимальной величиной поперечного смещения (в обе стороны) – 15 мм.
Управление электроаппаратурой
Рычаги электроаппаратуры служат в качестве включателя и выключателя от сети. Также включают освещение рабочего места. Отвечают за работу насоса. Контролируют кнопочную станцию, для включения и выключения главного двигателя станка.
Расположение, специфика основных узлов
В число основных узлов входят следующие части конструкции:
- Задняя бабка.
- Ограждающая часть суппорта.
- Фортук.
- Карета, вместе с суппортом.
- Станина.
- Часть с ограждением у патрона.
- Передняя бабка.
- Коробка подач.
- Электрический шкаф.
- Коробка передач.

Они все находятся на главном корпусе, друг рядом с другом. Управляются рукоятками и различными рычагами.
Рекомендации по эксплуатации оборудования
Для того, чтобы работать на агрегате было эффективно, а производимые детали отличались высоким качеством и соответствовали параметрам, следует правильно настроить станок.
Установка происходит на специально подготовленной платформе, которая сможет заглушить вибрации от нагрузки и выдержать массу станка.
Окончательная настройка режимов работы и правила использования указаны в инструкции, идущей в комплекте со станком. Основываясь, на опыте работников с такими типами оборудования, сопроводительная документация дает четкий порядок действий и инструкцию по эксплуатации агрегата.
Том 26 Указатель и оглавление PDF
B Sherline, хвостовик 3/8″, керамический
БЭЙЛИ, РОБЕРТ Л. Патрон для токарного станка S/O 72
Shopsmith Adventures — Преобразование новых 54 000 оборотов в минуту Sherline
Мастер по резке металла Пневматическая гравировальная головка J/F 75
Часть первая M/J 10 Tormach выпускает новый дизайн
Часть вторая J/A 46 Контроллер машины 1/A 78
Часть третья S/O 54 Инструменты для ремонта сварочной проволоки,
Часть четвертая N/D 48 Штампы и пресс-формы N/D 74
БАКСТЕР, ДЖЕРАЛЬД ФОСТЕР, КРЕЙГ
Заметки о создании девятицилиндрового домашнего цеха, который празднует слесарь
День рождения радиального двигателя N/D 36, 25 дюймов, J/F 71
BEECROFT, BOB Четырехдюймовый двигатель, The
Переключатель SateStop J/F 66 Часть первая 1/A 10
Настольный ленточнопильный станок M/A10 Часть вторая S/O 42
БЕРГМАНН, ДЖОН К. Часть третья N/D 42
Отрезной инструмент для 6″ FRIESTAD, ROLAND
Atlas Lathe S/O 10 Компьютеры в магазине
БРЭДЛИ, ДЭВИД Модернизация ЧПУ для Grizzly
Микрометрический упор для настольной мельницы Grizzly G1006
Токарный станок 4000 S/O 34 Часть первая M/A66
Build the Snow – тандем, часть вторая M/] 66
Двигатель двустороннего действия Часть третья 1/A 70
Часть вторая 1/F 50 Модернизация настольного токарного станка
Быстротвердеющий Precote 85
Часть третья M/A24 с шарико-винтовой передачей
Тром Найлок J/F 78
Часть четвертая M/J 44 Фонд Джо Мартина объявляет о выпуске первой части N/D 66
БАТЦ, ДЖЕК Стипендия для молодых мастеров Третий ежегодный семинар по ЧПУ S / O 66
Программа линейного растачивания South Bend S/O 72 Universal CNC Controller
Передняя бабка токарного станка J/F 32 Lincoln Electric Publishs Revisited.

 .. Понимание
Часть вторая J/F 50
Заточка сверл S/O 18
Часть третья М/А24
Часть четвертая М/] 44 РОБИНСОН, ДЖОН
КИЛЬДЕ, МОГЕНС Настройка токарного станка
Удобный инструмент для нарезки винтов ROEMMICH, CLIF
к длине, J/F 42 Машинист Бескривошипный двигатель Michell, M/A36
Малый съемник для демонтажа роликовых блоков люнета J/A 42
Миниатюрный паровозик, N/D 22 RUSSEL, MATTHEW J.
КНОПФ, НЕЙЛ На переднем крае… Понимание
От редактора -~N/D4 Заточка сверл S/O 18
Л С
LIBUSE, CRAIG SateStop Switch 1/F 66
Икбал Ахмед утверждает, что настраивает токарный станок J/A 32
Первое место в S/O 70 Shopsmith Adventures — Преобразование
Пьер Шерри побеждает Джо Мартина, мастера по резке металла
«Выдающийся» металл Foundation — часть первая M/J 10
Награда рабочего мастера M/J 33 Часть вторая 1/A 46
Стив Пирс делает это из двух частей, третьей, S / O 54
в ряд /F 38 Часть четвертая н/д 48
Линия расточки токарного станка South Bend ШОШ, РОБЕРТ
Передняя бабка \/F 32 Восстановленное рабочее колесо
М Корпус I/F 46
MATERNA, CHUCK Маленький съемник для разборки a
Установка питания на миниатюрный двигатель Burke p N/D 30
Powermatic Millrite Mill 1/A 62
Пьер Шерри стал лауреатом премии Фонда Джо Мартина
«Выдающаяся металлообработка SileaEe es ada say2 ао Brhgs S Careeo oesera eS? : e a YoEsARS O ,i i4g eee:eeeS Se MPYoii S e ¥ae ahBrSn eee eeMee ar l a SEEw oikE neee pigO ee ytee” eees os) eR |S ers aaa 4T e ae PSMi es neareas hytesB es , I Ael,
ПОНТЦИРУАСФ,ц мЯЭНР” РЯ палата 2007 М/Ю 33 б4 ааее, 5 а’.
.. Понимание
Часть вторая J/F 50
Заточка сверл S/O 18
Часть третья М/А24
Часть четвертая М/] 44 РОБИНСОН, ДЖОН
КИЛЬДЕ, МОГЕНС Настройка токарного станка
Удобный инструмент для нарезки винтов ROEMMICH, CLIF
к длине, J/F 42 Машинист Бескривошипный двигатель Michell, M/A36
Малый съемник для демонтажа роликовых блоков люнета J/A 42
Миниатюрный паровозик, N/D 22 RUSSEL, MATTHEW J.
КНОПФ, НЕЙЛ На переднем крае… Понимание
От редактора -~N/D4 Заточка сверл S/O 18
Л С
LIBUSE, CRAIG SateStop Switch 1/F 66
Икбал Ахмед утверждает, что настраивает токарный станок J/A 32
Первое место в S/O 70 Shopsmith Adventures — Преобразование
Пьер Шерри побеждает Джо Мартина, мастера по резке металла
«Выдающийся» металл Foundation — часть первая M/J 10
Награда рабочего мастера M/J 33 Часть вторая 1/A 46
Стив Пирс делает это из двух частей, третьей, S / O 54
в ряд /F 38 Часть четвертая н/д 48
Линия расточки токарного станка South Bend ШОШ, РОБЕРТ
Передняя бабка \/F 32 Восстановленное рабочее колесо
М Корпус I/F 46
MATERNA, CHUCK Маленький съемник для разборки a
Установка питания на миниатюрный двигатель Burke p N/D 30
Powermatic Millrite Mill 1/A 62
Пьер Шерри стал лауреатом премии Фонда Джо Мартина
«Выдающаяся металлообработка SileaEe es ada say2 ао Brhgs S Careeo oesera eS? : e a YoEsARS O ,i i4g eee:eeeS Se MPYoii S e ¥ae ahBrSn eee eeMee ar l a SEEw oikE neee pigO ee ytee” eees os) eR |S ers aaa 4T e ae PSMi es neareas hytesB es , I Ael,
ПОНТЦИРУАСФ,ц мЯЭНР” РЯ палата 2007 М/Ю 33 б4 ааее, 5 а’.


 .. $140
Лента 2 — Токарный станок: Охватывает настройки и операции, почтовое отделение прямо из цикла.
нарезка резьбы, 4-х кулачковый патрон, прижимная пластина, опора толкателя Thread Diai или Mic Stop
устойчивый люнет и т. д. -6 0 мин до Саут-Бенд 9″/10K…S100 Таким образом, вас не будут прерывать
Лента 3 — Инструменты проверки: обзор труднодоступных инструментов: 3AT, 3C, доставка вашей подписки —
прецизионные инструменты торговли. Как использовать и интерпретировать 2МТ. 3МТ. Б&С 7, Б&С 9
их показания и т. д. —4 0 мин. SV Collet Sets для Van Norman старый друг в вашем новом
«34,95 КАЖДЫЙ + 4,95 долл. США S.H. Лопе… район за 175 долларов.
‘84,95 FOR ALL3 + $9,95S.H Следуйте отдыху для South Bend: 9 дюймов |Хорошо или
1-800-988-0764 Heavy 10…$120 Спасибо!
Видео мастер-механика Набор метрических шестерен для South Bend 9A. 1LOK… $200 Стив Смит
ПО Box 4942 ¢ Акрон, Огайо 44310 Джефф Бек: (978) 621-1979 Гарвард, Массачусетс
Директор по публикациям, Village Press, Inc.
Электронная почта www.
.. $140
Лента 2 — Токарный станок: Охватывает настройки и операции, почтовое отделение прямо из цикла.
нарезка резьбы, 4-х кулачковый патрон, прижимная пластина, опора толкателя Thread Diai или Mic Stop
устойчивый люнет и т. д. -6 0 мин до Саут-Бенд 9″/10K…S100 Таким образом, вас не будут прерывать
Лента 3 — Инструменты проверки: обзор труднодоступных инструментов: 3AT, 3C, доставка вашей подписки —
прецизионные инструменты торговли. Как использовать и интерпретировать 2МТ. 3МТ. Б&С 7, Б&С 9
их показания и т. д. —4 0 мин. SV Collet Sets для Van Norman старый друг в вашем новом
«34,95 КАЖДЫЙ + 4,95 долл. США S.H. Лопе… район за 175 долларов.
‘84,95 FOR ALL3 + $9,95S.H Следуйте отдыху для South Bend: 9 дюймов |Хорошо или
1-800-988-0764 Heavy 10…$120 Спасибо!
Видео мастер-механика Набор метрических шестерен для South Bend 9A. 1LOK… $200 Стив Смит
ПО Box 4942 ¢ Акрон, Огайо 44310 Джефф Бек: (978) 621-1979 Гарвард, Массачусетс
Директор по публикациям, Village Press, Inc.
Электронная почта www.
2007·1,3 МБ·Английский
#periodicals #sim_microfilm #pub_home-shop-machinist
Проверка работоспособности файла…
Предварительный просмотр Том 2
The Home Shop0 Index Machinist Содержание B Sherline Хвостовик 3/8 дюйма, керамика
БЭЙЛИ, РОБЕРТ Л. Патрон для токарного станка S/O 72
Shopsmith Adventures — Преобразование новых 54 000 оборотов в минуту Sherline
Мастер по резке металла Пневматическая гравировальная головка J/F 75
Часть первая M/J 10 Tormach выпускает новый дизайн
Часть вторая J/A 46 Контроллер машины 1/A 78
Часть третья S/O 54 Инструменты для ремонта сварочной проволоки,
Часть четвертая N/D 48 Штампы и пресс-формы N/D 74
БАКСТЕР, ДЖЕРАЛЬД ФОСТЕР, КРЕЙГ
Заметки о создании девятицилиндрового домашнего цеха, который празднует слесарь
День рождения радиального двигателя N/D 36, 25 дюймов, J/F 71
BEECROFT, BOB Четырехдюймовый двигатель, The
Переключатель SateStop J/F 66 Часть первая 1/A 10
Настольный ленточнопильный станок M/A10 Часть вторая S/O 42
БЕРГМАНН, ДЖОН К. Часть третья N/D 42
Отрезной инструмент для 6″ FRIESTAD, ROLAND
Atlas Lathe S/O 10 Компьютеры в магазине
БРЭДЛИ, ДЭВИД Модернизация ЧПУ для Grizzly
Микрометрический упор для настольной мельницы Grizzly G1006
Токарный станок 4000 S/O 34 Часть первая M/A66
Build the Snow – тандем, часть вторая M/] 66
Двигатель двустороннего действия Часть третья 1/A 70
Часть вторая 1/F 50 Модернизация настольного токарного станка
Быстротвердеющий Precote 85
Часть третья M/A24 с шарико-винтовой передачей
Тром Найлок J/F 78
Часть четвертая M/J 44 Фонд Джо Мартина объявляет о выпуске первой части N/D 66
БАТЦ, ДЖЕК Стипендия для молодых мастеров Третий ежегодный семинар по ЧПУ S / O 66
Программа линейного растачивания South Bend S/O 72 Universal CNC Controller
Передняя бабка токарного станка J/F 32 Lincoln Electric Publishs Revisited… И снова
Часть четвертая И/Ф 68
C Руководство по сварке MIG |/F 74
От редактора
Chips ’n Sparks MDA Precision — новый дистрибьютор
(см. КНОПФ, НЕЙЛ)
Заменитель цангового блока \/F 73 для станков Prazi
Дополнение Handy Spring Arm M/J 75 В США и Канаде J}/F 74 G
КЛАРК, ТЕОДОР М.
Часть третья N/D 42
Отрезной инструмент для 6″ FRIESTAD, ROLAND
Atlas Lathe S/O 10 Компьютеры в магазине
БРЭДЛИ, ДЭВИД Модернизация ЧПУ для Grizzly
Микрометрический упор для настольной мельницы Grizzly G1006
Токарный станок 4000 S/O 34 Часть первая M/A66
Build the Snow – тандем, часть вторая M/] 66
Двигатель двустороннего действия Часть третья 1/A 70
Часть вторая 1/F 50 Модернизация настольного токарного станка
Быстротвердеющий Precote 85
Часть третья M/A24 с шарико-винтовой передачей
Тром Найлок J/F 78
Часть четвертая M/J 44 Фонд Джо Мартина объявляет о выпуске первой части N/D 66
БАТЦ, ДЖЕК Стипендия для молодых мастеров Третий ежегодный семинар по ЧПУ S / O 66
Программа линейного растачивания South Bend S/O 72 Universal CNC Controller
Передняя бабка токарного станка J/F 32 Lincoln Electric Publishs Revisited… И снова
Часть четвертая И/Ф 68
C Руководство по сварке MIG |/F 74
От редактора
Chips ’n Sparks MDA Precision — новый дистрибьютор
(см. КНОПФ, НЕЙЛ)
Заменитель цангового блока \/F 73 для станков Prazi
Дополнение Handy Spring Arm M/J 75 В США и Канаде J}/F 74 G
КЛАРК, ТЕОДОР М. Новые ключи от патронов для ГЭВИНА, ДЖИМА
Модернизация станины сверлильного станка — сверлильный станок M/J 78 с микрометрическим упором для
стиль Тиски Precision New DRO trom DRO PROS’ N/D 74 Торцовочная пила M/A54
Формование и фрезерование }/F 26 Новый генератор G-кода }/F 74 GENEVRO, GEORGE
Модернизация ЧПУ для Grizzly Новые жидкости для металлообработки Крепления для модельных двигателей }/F 60
G1006 Настольная мельница
Часть первая M/A66 Трибологи и смазка
Часть вторая M/] 66 Engineers (STLE) M/J 78 THE HOME SHOP
Часть третья }/A 70 Новый микроскоп и штатив
Бескривошипный двигатель Michell, M/A36 для токарных станков Sherline }/A 78 1N1St
Отрезной инструмент для 6-дюймового нового инструмента с ЧПУ Satety
Чехлы для токарных станков Atlas S/O 10
Нарезание метрической резьбы N/D 22 Отделение неотложной помощи M/A78
Новая защита для глаз Sound Vision
E Otters Комфорт и устраняет
Easy Rotary Table Утечка шума M/A78
Часть первая Электронный микрометр J/F 16 New Starrett
Часть вторая M/A42 устойчива к охлаждающей жидкости, воде и магазину
Часть третья M/J 22 Загрязнения во время
Расширение возможностей нарезания резьбы при сохранении точности M/A78
Токарные станки с быстросменными шестернями M/J 36 Новый трехкулачковый патрон «Бизон»
Предлагается Tor Sherline
Ф
Владельцы токарных станков S/O 72
Первый взгляд
Новые Т-образные гайки и Т-образный паз Tutf Nuts
DMT представляет революционный
Очистители от A2Z CNC 1/A 78
Dia-Sharp Steel Waterstone S/O 72
Теперь есть более разумный способ
Enco запускает мастер-каталог 2007 года
Прокат DVD-дисков с инструкциями J/F 74
с 5000 новых предметов M/] 78
МАРТ / АПРЕЛЬ 2008 г.
Новые ключи от патронов для ГЭВИНА, ДЖИМА
Модернизация станины сверлильного станка — сверлильный станок M/J 78 с микрометрическим упором для
стиль Тиски Precision New DRO trom DRO PROS’ N/D 74 Торцовочная пила M/A54
Формование и фрезерование }/F 26 Новый генератор G-кода }/F 74 GENEVRO, GEORGE
Модернизация ЧПУ для Grizzly Новые жидкости для металлообработки Крепления для модельных двигателей }/F 60
G1006 Настольная мельница
Часть первая M/A66 Трибологи и смазка
Часть вторая M/] 66 Engineers (STLE) M/J 78 THE HOME SHOP
Часть третья }/A 70 Новый микроскоп и штатив
Бескривошипный двигатель Michell, M/A36 для токарных станков Sherline }/A 78 1N1St
Отрезной инструмент для 6-дюймового нового инструмента с ЧПУ Satety
Чехлы для токарных станков Atlas S/O 10
Нарезание метрической резьбы N/D 22 Отделение неотложной помощи M/A78
Новая защита для глаз Sound Vision
E Otters Комфорт и устраняет
Easy Rotary Table Утечка шума M/A78
Часть первая Электронный микрометр J/F 16 New Starrett
Часть вторая M/A42 устойчива к охлаждающей жидкости, воде и магазину
Часть третья M/J 22 Загрязнения во время
Расширение возможностей нарезания резьбы при сохранении точности M/A78
Токарные станки с быстросменными шестернями M/J 36 Новый трехкулачковый патрон «Бизон»
Предлагается Tor Sherline
Ф
Владельцы токарных станков S/O 72
Первый взгляд
Новые Т-образные гайки и Т-образный паз Tutf Nuts
DMT представляет революционный
Очистители от A2Z CNC 1/A 78
Dia-Sharp Steel Waterstone S/O 72
Теперь есть более разумный способ
Enco запускает мастер-каталог 2007 года
Прокат DVD-дисков с инструкциями J/F 74
с 5000 новых предметов M/] 78
МАРТ / АПРЕЛЬ 2008 г. ГЬЕРТСЕН, ДЖОН У. МАЙКЛС, ЯН
Настольная ленточная пила M/A10 Новые циферблаты для старых станков 1/A 22
Микрометрический упор для гризли
H Машинист
4000 Lathe S/O 34 ПРЕДНАЗНАЧЕН ДЛЯ ТОЧНОЙ МЕТАЛЛООБРАБОТКИ: NG
Удобный инструмент для резки винтов
Остановка микрометра на
к Длина, А/Ф 42
Главная Магазин Слесарь празднует торцовочную пилу M/A54; эээ
МУР, АЛЛАН
его 25-дюймовый День Рождения, / F 71
HUBBELL, JAMES Роликовые опоры для люнета J/A 42 .%b&e i ‘4
Шпилька для Hurricane 3 ‘
Нарезание метрической резьбы N/D 22
Фанера М/А52
сосиска кома
I My Universal Pillar Tool N/D 10 ‘6″ Токарный станок Atlas
Улучшенное дышло для
Н
RF 30 Фрезерно-сверлильный станок M/] 56
НЕЙДОРФ, ЛПП
Установка Power Feed на Burke
Модернизация плосколенточной шлифовальной машины
Мельница Powermatic Millrite J/A 62
с B-ремнем Привод 1/A 56
Икбал Ахмед претендует на первое место S/O 70
Новые циферблаты для старых машин 1/A 22
K Notes trom Building a Nine-
KELLEY, цилиндр DOUG Радиальный двигатель N/D 36
Построй Снег – Тандем,
0
Двигатель двойного действия
На переднем крае.
ГЬЕРТСЕН, ДЖОН У. МАЙКЛС, ЯН
Настольная ленточная пила M/A10 Новые циферблаты для старых станков 1/A 22
Микрометрический упор для гризли
H Машинист
4000 Lathe S/O 34 ПРЕДНАЗНАЧЕН ДЛЯ ТОЧНОЙ МЕТАЛЛООБРАБОТКИ: NG
Удобный инструмент для резки винтов
Остановка микрометра на
к Длина, А/Ф 42
Главная Магазин Слесарь празднует торцовочную пилу M/A54; эээ
МУР, АЛЛАН
его 25-дюймовый День Рождения, / F 71
HUBBELL, JAMES Роликовые опоры для люнета J/A 42 .%b&e i ‘4
Шпилька для Hurricane 3 ‘
Нарезание метрической резьбы N/D 22
Фанера М/А52
сосиска кома
I My Universal Pillar Tool N/D 10 ‘6″ Токарный станок Atlas
Улучшенное дышло для
Н
RF 30 Фрезерно-сверлильный станок M/] 56
НЕЙДОРФ, ЛПП
Установка Power Feed на Burke
Модернизация плосколенточной шлифовальной машины
Мельница Powermatic Millrite J/A 62
с B-ремнем Привод 1/A 56
Икбал Ахмед претендует на первое место S/O 70
Новые циферблаты для старых машин 1/A 22
K Notes trom Building a Nine-
KELLEY, цилиндр DOUG Радиальный двигатель N/D 36
Построй Снег – Тандем,
0
Двигатель двойного действия
На переднем крае. .. Понимание
Часть вторая J/F 50
Заточка сверл S/O 18
Часть третья М/А24
Часть четвертая М/] 44 РОБИНСОН, ДЖОН
КИЛЬДЕ, МОГЕНС Настройка токарного станка
Удобный инструмент для нарезки винтов ROEMMICH, CLIF
к длине, J/F 42 Машинист Бескривошипный двигатель Michell, M/A36
Малый съемник для демонтажа роликовых блоков люнета J/A 42
Миниатюрный паровозик, N/D 22 RUSSEL, MATTHEW J.
КНОПФ, НЕЙЛ На переднем крае… Понимание
От редактора -~N/D4 Заточка сверл S/O 18
Л С
LIBUSE, CRAIG SateStop Switch 1/F 66
Икбал Ахмед утверждает, что настраивает токарный станок J/A 32
Первое место в S/O 70 Shopsmith Adventures — Преобразование
Пьер Шерри побеждает Джо Мартина, мастера по резке металла
«Выдающийся» металл Foundation — часть первая M/J 10
Награда рабочего мастера M/J 33 Часть вторая 1/A 46
Стив Пирс делает это из двух частей, третьей, S / O 54
в ряд /F 38 Часть четвертая н/д 48
Линия расточки токарного станка South Bend ШОШ, РОБЕРТ
Передняя бабка \/F 32 Восстановленное рабочее колесо
М Корпус I/F 46
MATERNA, CHUCK Маленький съемник для разборки a
Установка питания на миниатюрный двигатель Burke p N/D 30
Powermatic Millrite Mill 1/A 62
Пьер Шерри стал лауреатом премии Фонда Джо Мартина
«Выдающаяся металлообработка SileaEe es ada say2 ао Brhgs S Careeo oesera eS? : e a YoEsARS O ,i i4g eee:eeeS Se MPYoii S e ¥ae ahBrSn eee eeMee ar l a SEEw oikE neee pigO ee ytee” eees os) eR |S ers aaa 4T e ae PSMi es neareas hytesB es , I Ael,
ПОНТЦИРУАСФ,ц мЯЭНР” РЯ палата 2007 М/Ю 33 б4 ааее, 5 а’.
.. Понимание
Часть вторая J/F 50
Заточка сверл S/O 18
Часть третья М/А24
Часть четвертая М/] 44 РОБИНСОН, ДЖОН
КИЛЬДЕ, МОГЕНС Настройка токарного станка
Удобный инструмент для нарезки винтов ROEMMICH, CLIF
к длине, J/F 42 Машинист Бескривошипный двигатель Michell, M/A36
Малый съемник для демонтажа роликовых блоков люнета J/A 42
Миниатюрный паровозик, N/D 22 RUSSEL, MATTHEW J.
КНОПФ, НЕЙЛ На переднем крае… Понимание
От редактора -~N/D4 Заточка сверл S/O 18
Л С
LIBUSE, CRAIG SateStop Switch 1/F 66
Икбал Ахмед утверждает, что настраивает токарный станок J/A 32
Первое место в S/O 70 Shopsmith Adventures — Преобразование
Пьер Шерри побеждает Джо Мартина, мастера по резке металла
«Выдающийся» металл Foundation — часть первая M/J 10
Награда рабочего мастера M/J 33 Часть вторая 1/A 46
Стив Пирс делает это из двух частей, третьей, S / O 54
в ряд /F 38 Часть четвертая н/д 48
Линия расточки токарного станка South Bend ШОШ, РОБЕРТ
Передняя бабка \/F 32 Восстановленное рабочее колесо
М Корпус I/F 46
MATERNA, CHUCK Маленький съемник для разборки a
Установка питания на миниатюрный двигатель Burke p N/D 30
Powermatic Millrite Mill 1/A 62
Пьер Шерри стал лауреатом премии Фонда Джо Мартина
«Выдающаяся металлообработка SileaEe es ada say2 ао Brhgs S Careeo oesera eS? : e a YoEsARS O ,i i4g eee:eeeS Se MPYoii S e ¥ae ahBrSn eee eeMee ar l a SEEw oikE neee pigO ee ytee” eees os) eR |S ers aaa 4T e ae PSMi es neareas hytesB es , I Ael,
ПОНТЦИРУАСФ,ц мЯЭНР” РЯ палата 2007 М/Ю 33 б4 ааее, 5 а’. ‘ iG, xb’ означает ee : ai 7 . 3 а”ие т < 3 сра: мса * саут, г" 4-
Четырехдюймовый двигатель MMETesbbentse, The
- ТОЧНАЯ МЕТАЛЛООБРАБОТКА BEBICATED Eh
Часть первая 1/А 10
Часть вторая С/О 42
Часть третья N/D42
ПРЕСТРИДЖ, ФРЕД
Легкий поворотный стол
Часть первая / Ф 16
Часть вторая М/А42
Часть третья М/Д 22
My Universal Pillar Tool N/D 10
р
Восстановленное рабочее колесо
Корпус J/F 46
Модернизация настольного токарного станка
с шариковыми винтами
Часть первая Н/Д 66
Модернизация плосколенточной шлифовальной машины
с клиноременной передачей 1/A 56
МАШИНИСТ ДОМАШНЕГО МАГАЗИНА
СПАРБЕР, Р.Г. п
Улучшенное дышло для торжественного открытия пневматических силовых форм
RF 30 Фрезерно-сверлильный станок M/] 56 Музей машиностроения листового металла
ШТАЙНЕР, КИМ С
В течение
Расширение возможностей нарезания резьбы SCHULZ, KARL H.
на токарных станках с быстросменным сварочным столом с Т-образными пазами, 35-дюймовый годовой Tuckahoe Steam
Gears M/J 36 SOKOL, JERRY и выставка газовой ассоциации
Стив Пирс делает двойку в сварочном приспособлении для установки
a Ряд 1/F 38 Правильный угол ножек стола, A
Стад Драйвер для Hurricane T
Сварочный стол с Т-образными пазами M/A52 из фанеры, A
Сварка TIG с проволокой
рай
Сварщик подачи
Третий ежегодный семинар по ЧПУ M/J 66 TYNAN, TERRY
Искусство металлического прядения, The
У Вв
Универсальный контроллер ЧПУ ВИДЕО ОБЗОР
10 — 13 июля 2008 г.
‘ iG, xb’ означает ee : ai 7 . 3 а”ие т < 3 сра: мса * саут, г" 4-
Четырехдюймовый двигатель MMETesbbentse, The
- ТОЧНАЯ МЕТАЛЛООБРАБОТКА BEBICATED Eh
Часть первая 1/А 10
Часть вторая С/О 42
Часть третья N/D42
ПРЕСТРИДЖ, ФРЕД
Легкий поворотный стол
Часть первая / Ф 16
Часть вторая М/А42
Часть третья М/Д 22
My Universal Pillar Tool N/D 10
р
Восстановленное рабочее колесо
Корпус J/F 46
Модернизация настольного токарного станка
с шариковыми винтами
Часть первая Н/Д 66
Модернизация плосколенточной шлифовальной машины
с клиноременной передачей 1/A 56
МАШИНИСТ ДОМАШНЕГО МАГАЗИНА
СПАРБЕР, Р.Г. п
Улучшенное дышло для торжественного открытия пневматических силовых форм
RF 30 Фрезерно-сверлильный станок M/] 56 Музей машиностроения листового металла
ШТАЙНЕР, КИМ С
В течение
Расширение возможностей нарезания резьбы SCHULZ, KARL H.
на токарных станках с быстросменным сварочным столом с Т-образными пазами, 35-дюймовый годовой Tuckahoe Steam
Gears M/J 36 SOKOL, JERRY и выставка газовой ассоциации
Стив Пирс делает двойку в сварочном приспособлении для установки
a Ряд 1/F 38 Правильный угол ножек стола, A
Стад Драйвер для Hurricane T
Сварочный стол с Т-образными пазами M/A52 из фанеры, A
Сварка TIG с проволокой
рай
Сварщик подачи
Третий ежегодный семинар по ЧПУ M/J 66 TYNAN, TERRY
Искусство металлического прядения, The
У Вв
Универсальный контроллер ЧПУ ВИДЕО ОБЗОР
10 — 13 июля 2008 г.18-03-2022-8-31.jpeg) Еще раз… Снова секреты механического цеха
Часть четвертая J/F 68 Вт Включая
Оперативный рубанок
Модернизация сварочного приспособления в виде люльки сверлильного станка для настройки
Тиски для точного формирования правильного угла для ножек стола, A BI 28 1923 Вертикальный револьверный токарный станок
и фрезерный станок J/F 26 WHITE, KENT 1880-х гг.
Пневматическая мощность формирует большинство машин с приводом от линейного вала
Бонусный выпуск Index Sheet Metal BI 6
Один из крупнейших операционных
Вертушка для барашковых гаек BI 30
Механические цеха Дисплеи в
Искусство металлического прядения, BI 39 Z
Б ЗЕЛЛМАН, Р.А. Америка
БЛАЙСДЕЛЛ, РОНАЛЬД Ф. Перевернутый вверх дном и расположенный в 5 милях к северу от Истона, штат Мэриленд.
Крыльчатая гайка Spinner Backwards BI 39 на трассе 50
Для получения дополнительной информации позвоните
Д
ДИРРИМ, ДЬЮИ 410-822-9868 или
Более эффективная установка для машиниста Sherline www.tuckahoesteam.org
Резьбовая насадка, A BI 26
Ф
От редакции Вы переезжаете?
isee KNOPF, NEIL) Пневматическая мощность
G Shapes Sheet Metal ~ Если вы планируете переехать, пожалуйста,
ГЕРИНГЕР, ФРАНК дайте нам ваш новый адрес.
Еще раз… Снова секреты механического цеха
Часть четвертая J/F 68 Вт Включая
Оперативный рубанок
Модернизация сварочного приспособления в виде люльки сверлильного станка для настройки
Тиски для точного формирования правильного угла для ножек стола, A BI 28 1923 Вертикальный револьверный токарный станок
и фрезерный станок J/F 26 WHITE, KENT 1880-х гг.
Пневматическая мощность формирует большинство машин с приводом от линейного вала
Бонусный выпуск Index Sheet Metal BI 6
Один из крупнейших операционных
Вертушка для барашковых гаек BI 30
Механические цеха Дисплеи в
Искусство металлического прядения, BI 39 Z
Б ЗЕЛЛМАН, Р.А. Америка
БЛАЙСДЕЛЛ, РОНАЛЬД Ф. Перевернутый вверх дном и расположенный в 5 милях к северу от Истона, штат Мэриленд.
Крыльчатая гайка Spinner Backwards BI 39 на трассе 50
Для получения дополнительной информации позвоните
Д
ДИРРИМ, ДЬЮИ 410-822-9868 или
Более эффективная установка для машиниста Sherline www.tuckahoesteam.org
Резьбовая насадка, A BI 26
Ф
От редакции Вы переезжаете?
isee KNOPF, NEIL) Пневматическая мощность
G Shapes Sheet Metal ~ Если вы планируете переехать, пожалуйста,
ГЕРИНГЕР, ФРАНК дайте нам ваш новый адрес. рассказывая
Сварка TIG с проволокой Почтовое отделение, которое вы хотите
Сварщик подачи
почта пересылается слишком часто не
К
сделать работу.
КНОПФ, НИЛ
От редакции БИ 4 Почтовая служба перешлет
Видеообзор BI 40 Ваша первоклассная почта, но без «мусорной почты».
M mail», сроком на один год,
Более эффективная установка для Sherline
Насадка для резьбы, БОНУСНЫЙ ВЫПУСК BI 26, но ваши журналы будут только
переадресовано на 60 дней. После этого,
они возвращаются к нам с
www.tools4cheap.net почтовый ярлык помечен
Видео механических цехов
Телескопические люнеты для: Юг «невозможно доставить».
Учитесь у мастера-инструментальщика
Изгиб 9″, 1ОК, Тяжелый 10, Логан 9, 10,
Лента | Фрезерный станок: Охватывает настройки и sf. 2 Atlas 10, 12 дюймов… 150 долларов Позвоните по телефону 800-447-7367, чтобы сообщить нам
операции, фрезерование, сверление, нарезание резьбы, расточная головка,
делительная головка, поворотный стол и др. – 90 мин. 3c Collet Closers для вашего нового адреса и возьмите
Саут-Бенд/Атлас.
рассказывая
Сварка TIG с проволокой Почтовое отделение, которое вы хотите
Сварщик подачи
почта пересылается слишком часто не
К
сделать работу.
КНОПФ, НИЛ
От редакции БИ 4 Почтовая служба перешлет
Видеообзор BI 40 Ваша первоклассная почта, но без «мусорной почты».
M mail», сроком на один год,
Более эффективная установка для Sherline
Насадка для резьбы, БОНУСНЫЙ ВЫПУСК BI 26, но ваши журналы будут только
переадресовано на 60 дней. После этого,
они возвращаются к нам с
www.tools4cheap.net почтовый ярлык помечен
Видео механических цехов
Телескопические люнеты для: Юг «невозможно доставить».
Учитесь у мастера-инструментальщика
Изгиб 9″, 1ОК, Тяжелый 10, Логан 9, 10,
Лента | Фрезерный станок: Охватывает настройки и sf. 2 Atlas 10, 12 дюймов… 150 долларов Позвоните по телефону 800-447-7367, чтобы сообщить нам
операции, фрезерование, сверление, нарезание резьбы, расточная головка,
делительная головка, поворотный стол и др. – 90 мин. 3c Collet Closers для вашего нового адреса и возьмите
Саут-Бенд/Атлас. .. $140
Лента 2 — Токарный станок: Охватывает настройки и операции, почтовое отделение прямо из цикла.
нарезка резьбы, 4-х кулачковый патрон, прижимная пластина, опора толкателя Thread Diai или Mic Stop
устойчивый люнет и т. д. -6 0 мин до Саут-Бенд 9″/10K…S100 Таким образом, вас не будут прерывать
Лента 3 — Инструменты проверки: обзор труднодоступных инструментов: 3AT, 3C, доставка вашей подписки —
прецизионные инструменты торговли. Как использовать и интерпретировать 2МТ. 3МТ. Б&С 7, Б&С 9
их показания и т. д. —4 0 мин. SV Collet Sets для Van Norman старый друг в вашем новом
«34,95 КАЖДЫЙ + 4,95 долл. США S.H. Лопе… район за 175 долларов.
‘84,95 FOR ALL3 + $9,95S.H Следуйте отдыху для South Bend: 9 дюймов |Хорошо или
1-800-988-0764 Heavy 10…$120 Спасибо!
Видео мастер-механика Набор метрических шестерен для South Bend 9A. 1LOK… $200 Стив Смит
ПО Box 4942 ¢ Акрон, Огайо 44310 Джефф Бек: (978) 621-1979 Гарвард, Массачусетс
Директор по публикациям, Village Press, Inc.
Электронная почта www.
.. $140
Лента 2 — Токарный станок: Охватывает настройки и операции, почтовое отделение прямо из цикла.
нарезка резьбы, 4-х кулачковый патрон, прижимная пластина, опора толкателя Thread Diai или Mic Stop
устойчивый люнет и т. д. -6 0 мин до Саут-Бенд 9″/10K…S100 Таким образом, вас не будут прерывать
Лента 3 — Инструменты проверки: обзор труднодоступных инструментов: 3AT, 3C, доставка вашей подписки —
прецизионные инструменты торговли. Как использовать и интерпретировать 2МТ. 3МТ. Б&С 7, Б&С 9
их показания и т. д. —4 0 мин. SV Collet Sets для Van Norman старый друг в вашем новом
«34,95 КАЖДЫЙ + 4,95 долл. США S.H. Лопе… район за 175 долларов.
‘84,95 FOR ALL3 + $9,95S.H Следуйте отдыху для South Bend: 9 дюймов |Хорошо или
1-800-988-0764 Heavy 10…$120 Спасибо!
Видео мастер-механика Набор метрических шестерен для South Bend 9A. 1LOK… $200 Стив Смит
ПО Box 4942 ¢ Акрон, Огайо 44310 Джефф Бек: (978) 621-1979 Гарвард, Массачусетс
Директор по публикациям, Village Press, Inc.
Электронная почта www. mastermachinistvideos.com: hsm @tools4cheap.net
Март / апрель 2008 г.
mastermachinistvideos.com: hsm @tools4cheap.net
Март / апрель 2008 г.
См. Подробнее
Аналогичный домашний магазин Machinist 2007: Vol 26 Index & Table of Tablec УСТРОЙСТВО Мод. МиниМакс Т 124С
ТЕЛ +39.85.95449 / +39.329.2736832 – ЭЛЕКТРОННАЯ ПОЧТА: [email protected] – WHATSAPP: +39.393.5129610
Машины для обработки дерева, оргстекла, алюминия, полистирола, композитных панелей (алюкобонд), переработки и т. д.
оргстекло
АЛЮМИНИЙ
КОМПОЗИТНЫЕ ПАНЕЛИ
ПОЛИСТИРОЛ
ПЕРЕРАБОТКА
КОНТАКТЫ
Машины для обработки дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т. д.
Машины для обработки дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т. д.
€ 3 146,52 (без НДС)
ПРИНАДЛЕЖНОСТИ ПО ЗАПРОСУ…
Просверленный вращающийся центр с конусом Морзе n. 2 (+€ 62,40)
2 (+€ 62,40)
ТРОЙНОЙ НАБОР ДЛЯ МАШИНЫ С ОСНОВАНИЕМ НА ПОЛУ (+€ 149,76)
Дисковый шлифовальный агрегат диам. мм. 300 в комплекте с поворотным столиком и квадратиком (+€ 159,12)
ФИКСИРОВАННЫЙ ОТДЫХ С ПОДДЕРЖКОЙ (+€ 191,10)
Последующий отдых инструментом для предварительной резки – макс. диаметр 80 мм. N.W.Может поставляться только с кодом копировального устройства 96.01.00 и на машине версии EC, код 09.05.11 (+€ 316,68)
Диаметр патрона мм. 120 в комплекте с соединительным фланцем и защитой (+€ 295,62)
ОДНОФАЗНЫЙ ДВИГАТЕЛЬ 1,5 кВт / л.с. 2 Гц 50 (+€ 48,36)
Диаметр лицевой панели мм. 300 с отверстиями (+€ 92,04)
УСТРОЙСТВО ПОДАЧИ ЧАШЕК ДИАМ. мм. 40 (+€ 39,00)
ВИНТОВОЕ ПОДАЮЩЕЕ УСТРОЙСТВО ДИАМ. мм. 70 (+€ 42,90)
ТОКАРНЫЙ СТАНОК ПО ДЕРЕВУ С КОПИРОВАННЫМ УСТРОЙСТВОМ SCM GROUP МОД. Количество MiniMax T 124C – согласно правилам ЕС
- Описание
- Дополнительная информация
- Отзывы (0)
Описание
ТОКАРНЫЙ СТАНОК ПО ДЕРЕВУ С КОПИРОВАННЫМ УСТРОЙСТВОМ SCM GROUP Мод. MiniMax T 124C – согласно правилам ЕС
MiniMax T 124C – согласно правилам ЕС
Технические характеристики
– расстояние между центрами 1150 мм
– высота между центрами 200 мм
– трехфазный двигатель 2 л.с. / 1,5 кВт – 50 Гц
– №. 4 скорости патрона при 50 Гц 570/1000/1850/2500 об/мин.
– ленточный накопитель с конусом Морзе n. 2
– центр шарикоподшипника с конусом Морзе n. 2
– планшайба диам. 130 мм
– вес нетто всего аппарата 185 кг
– напольная подставка 38 кг
– копировальный аппарат с опорой 53 кг
Станок с копировальным устройством:
. максимальная рабочая длина 1120 мм
. макс. диаметр 200 мм
Оснащен передвижной опорой:
. максимальная рабочая длина 1070 мм
. макс. диаметр 80 мм
Стандартное оборудование
– особо прочная рама
– подручник
Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
Вам нужна информация об этом продукте?
+39.329.2736832
Чат WhatsApp
В акции …
Другая интересная техника…
БРИКЕТИРОВАННЫЙ ПРЕСС серии ВЕРТИКАЛЬ мод. Е80 – брикет диам. 80 двигатель кВт 11 – мощность от 9от 0 до 220 кг/ч
Подробнее- Продажа!
3-КОЛЕСНАЯ ЛЕНТОЧНАЯ ПИЛА мод. НАБОР/2000-SN33 ЕС
5.162,50 € (без НДС) В корзину - Продажа!
УНИВЕРСАЛЬНАЯ КОМБИНИРОВАННАЯ МАШИНА SCM GROUP Мод. MINIMAX CU 410C — согласно правилам ЕС
8 692,32 € (без НДС) В корзину - Продажа!
ПРЕЦИЗИОННАЯ ТОРСОРОВКА мод. T 50 350 – согласно правилам ЕС
2 760,88 € (без НДС) В корзину
Предыдущий
Следующий
Вам нужна информация?
Воспользуйтесь чатом, звоните, пишите
Чат WhatsApp
Нажмите на иконку и откройте чат, мы ответим вам в режиме реального времени
+39.
 329.2736832
329.2736832Звоните с 9:30 до 19:00, с понедельника по пятницу
[email protected]
Запрашивайте информацию и консультацию у наших специалистов 365 дней в году
Оборудование для обработки дерева, оргстекла, алюминия, композитных панелей (алюкобонд, дибонд и т. д.), полистирола. Вертикальные панельные пилы MAKK.it , компакторы для полистирола ECOMAKK.it и т. д.
- Офис: +39.85.95449
- Мобильный: +39.329.2736832
- [email protected]
- Via Etiopia, 2/B
65015 Монтесильвано (PE), Италия - WhatsApp: +39.393.5129610
- Скайп: michele.mak
- Номер НДС: IT 01649610688
КТО МЫ
Политика конфиденциальности
Политика использования файлов cookie
НАШИ УСЛУГИ
- ПОДДЕРЖКА: Помощь с нашими техническими специалистами.
- СЛУЖБА ДОСТАВКИ: Транспортные услуги, сборка и проверка по запросу.
- КОНСАЛТИНГ: Звоните и общайтесь в видеочате, чтобы предложить лучшее решение для вашей работы.
- ГАРАНТИЯ: Гарантия MakXilia 24 месяца на все машины и системы.

СТАНКИ ДЛЯ ОБРАБОТКИ КОМПОЗИТНЫХ ПАНЕЛЕЙ
Обрабатывающие центры с вертикальной плоскостью ЧПУ для сверления, формовки, резки, фрезерования композитных панелей ACM/AP (Alucobond, Larson, Sibalux, Vitrabond, Alpolic), сотового алюминия (Alucore, Honylite, Plascore ), гофрированный алюминий (Metawell, Doluflex), фиброцемент (Cembrit, Equitone, Copanel), HPL (Trespa, Fundermax, Polirey), легкие панели для фото и рекламы и т. д.
НЕ ЗАБУДЬТЕ ПОДПИСАТЬСЯ
Получайте все наши новости и акции на свой электронный адрес
Ваша подписка не может быть подтверждена.
Ваша регистрация прошла успешно.
Следуйте Makxilia
Полистирол (EPS).
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
Пылеудаляющие аппараты, строгальные станки, универсальные комбинированные станки, комбинированные кромкообрезные и рейсмусовые станки, рейсмусовые станки, циркулярные пилы, торцовочные пилы, радиальные пилы, торцовочные пилы, вертикальные панельные пилы, шипорезные станки, обрабатывающие центры с ЧПУ, лазерные Пантографы, вытяжные системы, прессы, щеточные станки, станки для обработки деревянных балок, горизонтальные панельные пилы и т. д.
МАШИНЫ ДЛЯ ОБРАБОТКИ ОРГСТЕКЛА, ПЛАСТИКА
Станки для полировки кромок, станки для гибки оргстекла, метакрилатных панелей и листов, нагревателей оргстекла, пластика Листовые термоформовочные станки, панельные пилы для панелей из плексигласа, поликарбоната и метакрилата, фрезерные станки, станки с ЧПУ и лазерные пантографы и т. д.
д.
СТАНКИ ДЛЯ ОБРАБОТКИ АЛЮМИНИЕВЫХ ПРОФИЛЕЙ
2-головочные торцовочные пилы, фрезерные станки, пантографы, торцовочные станки, одноголовочные торцовочные пилы, роликовые направляющие, дисковые пилы, всасывающие устройства и т. д.
Ручные и автоматические вертикальные панельные пилы для резки панелей
Компакторы Измельчители
для отходов полистирола Eps
Машины для обработки панелей и блоков из оргстекла, метакрилата, поликарбоната и т. д.
Станки для обработки алюминиевых и ПВХ профилей
© 2021 MakXilia.biz – Все права защищены – MakXilia.biz – Машины для дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т.д. ) – Италия – номер НДС: IT01649610688
Станки для обработки композитных панелей (Alucobond, Dibond, Alupanel и др.)
Воспроизвести видео ACM – ACP – Alucobond® – Alpolic® – Dibond® – Larson® – Reynobond® – Alubond® – Albond®, Sandwich и т.