Токарный станок 1М61: технические характеристики
В семидесятом году в Ереване был произведен токарно-винторезный станок 1М61.
Отлично подходит для создания нескольких экземпляров продукции, поэтому ним оснащают небольшие производства в промышленности и сельском хозяйстве.
Сведения о производителе
Создано данное оборудование на станкостроительной фабрике в Ереване. На данный момент это предприятие имеет название Ереванское Станкостроительное Объединение и выпускает токарно-винторезные станки повышенной точности с диаметром обработки 500 мм.
Технический ряд
Технический ряд токарно-винторезных станков, которые произведены на этом заводе обширен, и есть несколько моделей, которые отличаются надежностью и спросом у производителей. У каждого образца технического ряда есть свои особенности работы и точности.
Станок токарный 1Л61
Это аналог станка 1М61, но из другой серии. По техническим характеристикам они во многом схожи.
1М61П
Токарно-винторезный станок той же серии. Единственное его отличие – он обладает повышенной точностью обработки заготовок. Об этом говорит маркировка в конце.
1В61
Также приспособлен к работе в условиях мелкосерийного производства и обладает нормальным классом точности. Это переходная модель между станками 1Б61 и 1 М61.
Назначение, область применения
Данное оборудование предназначено для обработки внутренних и наружных поверхностей деталей и заготовок, которые в осевом сечении имеют ступенчатый и криволинейный профиль.
Конструкция станка позволяет выполнять следующие виды основных токарных работ:
- проточка, расточка цилиндрических и конических поверхностей;
- подрезка торцов;
- нарезание различных видов резьбы, в том числе дюймовую, модульную, метрическую;
- сверление.
Это неполный список работ на рассматриваемом токарно-винторезным станке.
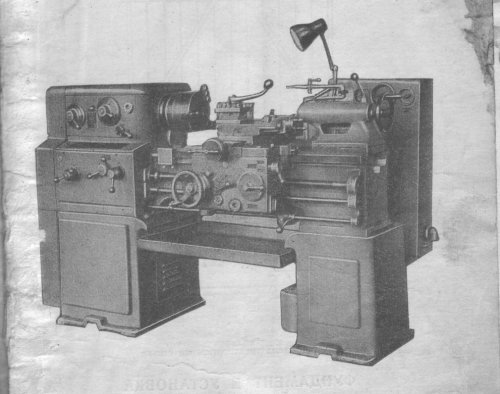
Общий вид
Конструкция
Непосредственно устройство универсального токарно-винторезного станка имеет в составе 10 основных узлов:
- станина;
- коробки скоростей, передач и подач;
- фартук;
- суппорт;
- упорная бабка;
- защитный экран;
- узел электрооборудования;
- система охлаждения.
Станина является основой всей конструкции и к ней прикреплены все остальные детали и компоненты оборудования. Станина обладает двумя направляющими. Одна – «ласточкин хвост», вторая – в форме призмы.
Передняя бабка расположен с левой части оборудования. На торце бабки расположена гитара шестерен, а в коробке скоростей — шпиндельный узел. Справа на основе расположена задняя или упорная бабка.
Функциональные характеристики
Относительно небольшой размер станка расширяет его функциональные возможности. Высокий потенциал оборудования обозначен следующими характеристиками:
- Шпиндель вращается на 24-х скоростях.
 Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.
Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении. - Размер отверстия в узле шпинделя – 3.5 см.
- Благодаря особенностям строения пиноль у бабки передвигается на расстоянии до 100 мм.
- Высота державки не превышает 2.5 см.
- Детали, которые могут быть обработаны на данном оборудовании по длине не больше 1 метра.
- Суппорт станка может двигаться на расстояние до 20 см, а вдоль – до 60 см.
 Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.
Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.Благодаря этим характеристикам станок способен выполнять огромный спектр работ и при этом универсален в использовании.
Особенности работы агрегата
Сам агрегат имеет категорию точности Н. Электродвигатель может работать как в стандартном, так и в реверсном режиме. Частоту оборотов шпинделя регулирует оператор.
Для выполнения всех основных работ, а также дополнительных функций станок комплектуется различными дополнительными инструментами.
Специфика управления
Управление осуществляется при помощи рычагов и переключателей. У мастера есть возможность запустить следующие процессы:
У мастера есть возможность запустить следующие процессы:
- Непосредственно включение станка, который через двигатель придает вращательные движения шпинделю.
- Ускорять рабочее движение суппорта.
- Вдвигать пиноль упорной бабки.
- Регулировать параметры резьбы.
- Менять обороты во время нарезки резьбы, включать, отключать гайки.
- В процессе обработки конической поверхности выдвигать салазки.
Основные технические характеристики
Каждая деталь имеет свои особенности, функциональное назначение и технические характеристики, которые влияют на общую работу оборудования.
Шпиндель
Этот узел имеет следующие характеристики:
- диаметральный размер отверстия, проходящего насквозь – 35 мм;
- наибольший размер прутка в диаметре, проходящего в отверстие – 32 мм;
- число ступеней прямого и обратного вращения – 24;
- есть торможение шпинделя.
Подачи и резьбы
Технические характеристики по этим параметрам:
- максимальное перемещение суппорта – 200 мм;
- продольное перемещение каретки – 600 мм;
- максимальное перемещение резцовых салазок – 120 мм;
- количество ступеней – 17.

Суппорт
На этой конструкции крепится резцедержатель и специальные салазки, которые используются для проточки конических поверхностей.
Суппорт перемещается в поперечном и продольном направлении. Верхняя часть именуется салазками и способна передвигаться на 12 см.
Посадочная и присоединительная базы станка. Шпиндель
Шпиндель – это вал, который необходим для крепления обрабатываемой заготовки. Шпиндель имеет отверстия, в котором обрабатываются пруты.
Сама шейка элемента имеет коническую или цилиндрическую форму. Шпиндель обеспечивает точность обработки, он должен обладать долговечностью, надежностью и допустимыми параметрами нагрева.
Кинематическая схема
Передняя бабка
Передняя или шпиндельная бабка — осуществляет основную функцию станка, она передает крутящий момент от электродвигателя.
Шпиндель расположен вол внутренней части данной конструкции. С внешней стороны обоих стеночек расположена ручка коробки скоростей.
Задняя бабка
Еще также называют упорной. Основная функция данного компонента конструкции — фиксация заготовки. Также данная конструкция предназначена для установки различных сверл и других инструментов.
Тормозная муфта
Это магнитная деталь, один из наиболее важных элементов конструкции. Отвечает за торможение оборотов при работе.
Станина
Чугунная основа всей конструкции, к которой крепятся все остальные детали станка. Она изготовлена литьевым способом, что позволяет снижать колебания станка. Справа от кронштейна расположены детали с электрическим оборудованием.
Коробка скоростей
С помощью коробки скоростей устанавливается конкретная частота вращения шпиндельного узла. Сам шпиндель может работать на 24 скоростях. 12 из них регулируются от шестерён станка, а другие 12 – через зубчатую муфту.
Коробка подач на 3 рукоятки
Это классический вариант, при помощи которого можно регулировать основные изменения в работе станка.
Коробка подач на 4 рукоятки
В данном случае есть 4 рукоятки, при помощи которых можно осуществлять следующие действия:
- установка типа резьбы и подач;
- регулировка величины резьбы и подач;
- регулировка шага резьбы и подач;
- включение ходового винта и вала.
Коробка передач гитара
Этот компонент служит для передачи движения от коробки скоростей в коробку подач, а также для настройки подач на определенный тип нарезаемой резьбы.
Движение передаётся в зависимости от того, метрическая, дюймовая, модульная или питчевая резьба нарезается на заготовке.
Электрооборудование и электрическая схема станка
Токарный станок 1М61 используется на мелкосерийных производствах уже не первое десятилетие.
Он снабжен всеми необходимыми компонентами, которые обеспечивают его универсальность, а также надежность и долговечность.
Интересное видео
Токарный станок 1М61: технические характеристики и устройство
Основное предназначение токарно-винторезного станка 1М61 – обеспечение потребностей небольших предприятий, которые специализируются на выпуске продукции в единичных экземплярах или небольшими партиями. Данный агрегат был разработан еще в 70-х годах прошлого века на Ереванском заводе, но активно используется еще по этот день. Описание основных конструктивных элементов такого оборудования наведено ниже.
Какие детали входят в конструкцию оборудования?
Токарный станок 1М61 состоит из нескольких конструкционных элементов, в число которых входят:
- задняя бабка;
- станина, исполняющая роль основного несущего элемента;
- коробка для регулировки скоростей;
- коробка подач;
- фартук;
- электрические механизмы;
- защитный экран;
- охлаждающая система, используемая для эффективной работы основных узлов оборудования;
- суппорт.

Суппорт токарного станка
Особенности работы агрегата
Станок 1М61П относят к оборудованию повышенной точности. Это обеспечивается некоторыми отличиями в его конструкционной схеме. Обычная модель 1М61 имеет категорию точности Н. Электродвигатель данного оборудования способен работать как в обычном, так и в реверсном режиме. Частота оборотов шпинделя может регулироваться пользователем. Для выполнения этой операции предназначена коробка скоростей. Она работает благодаря взаимодействию шестерней, которые имеют различные параметры.
Для выполнения основных операций данное устройство комплектуется различными инструментами. Это в основном резчики, сверла, метчики и многие другие. Как и в подобном станке 1В61, этот предназначен для проведения следующих работ:
- точение по внутренней или наружной поверхности;
- резка;
- формирование резьбы с различными параметрами;
- сверление;
- развертывание.
 com/embed/tFN8BqI5KgA” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
com/embed/tFN8BqI5KgA” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Нарезаем резьбу на валу
Функциональные характеристики
Отличные технические характеристики устройств данного типа дополняются их небольшими габаритами. Станок имеет ширину 1,095 м, длину 2,055 м, высоту 1,45 м. Его вес составляет 1,26 т. Также стоит отметить ряд функциональных характеристик этой модели, что обеспечивает широкую сферу ее применения:
- вращение шпинделя осуществляется в 24-х различных скоростях. При этом его движение возможно как в прямом, так и в обратном направлении. Частота вращения шпиндельного узла колеблется от 12,5 до 1600 оборотов в минуту;
- шпиндель имеет небольшое отверстие 3,5 см, что позволяет производить обработку деталей размером 3,2 см;
- пиноль задней бабки имеет особу конструкцию, что позволяет ему перемещаться на расстояние до 100 мм;
- в резцедержатель можно устанавливать инструменты, которые имеют длину держателя не больше, чем 2,5 см;
- для обработки подходят заготовки длиной до 1м. При этом габариты обтачиваемых деталей не должны превышать 0,65 м;
- суппорт оборудования способен перемещаться на такие расстояния: в поперечном направлении до 0,2 м, в продольном – до 0,6 м;
- каретка суппорта способна перемещается на 0,6 м, а салазки – на 0,12 м.
 При этом габариты обтачиваемых деталей не должны превышать 0,65 м;
При этом габариты обтачиваемых деталей не должны превышать 0,65 м;Устройство задней бабки токарного станка
Особенности управления
Управление работой данного оборудование осуществляет оператор, который может контролировать скорость и направление перемещение фартука. Это возможно регулировкой положения ходового винта и валика. Этот узел обеспечивает движение суппорта. Маховик управляющего типа находится на лицевой панели фартука.
В большинстве случаев для обеспечения эффективной работы агрегата достаточно использовать только ходовой валик. Применение винта необходимо исключительно в случае проведения сверлильных работ. Одновременно запустить два этих элемента невозможно, поскольку станок оборудован системой, которая блокирует такие действия.
Для запуска пиноли производятся движения маховика.
 Данный узел можно фиксировать, используя специальный упор. Его можно найти на задней бабке. А этот конструктивный элемент устанавливается и закрепляется на станине при помощи специальной ручки.
Данный узел можно фиксировать, используя специальный упор. Его можно найти на задней бабке. А этот конструктивный элемент устанавливается и закрепляется на станине при помощи специальной ручки.Также данная модель оснащена рычагом, который фиксирует каретку во время выполнения работ на торце заготовок.
Какие операции может контролировать оператор?
Во время работы с этим токарным станком оператор может контролировать и регулировать ряд операций, в число которых входят:
- активация движения шпинделя в прямом или обратном направлении, возможность установки режима его вращения;
- выбирать необходимые параметры резьбы;
- включать в работу ходовой винт или вал;
- при необходимости активировать или деактивировать муфту переохлаждения;
- вводить в работу суппорт;
- производить регулировку основных параметров подачи;
- в любой момент существует возможность подавать на определенные рабочие узлы охлаждающую жидкость;
- при потребности можно поменять положение головки резца;
- осуществлять контроль уровня нагрузки на основании указателя, которым оборудован агрегат.

Данная модель токарного станка имеет отличные эксплуатационные характеристики, поэтому ее так часто можно встретить на различных производствах.
Видео по теме: Мой токарный станок (1Б61)
| |||||

Какое масло заливать в токарный станок: описание, виде уроки
Ресурс работы токарного оборудования во многом зависит от надлежащего функционирования смазочной системы узлов, поверхность которых пребывает в постоянном трении друг о друга. Своевременное смазывание продлевает работоспособность станков, снижает их потребляемую мощность, уменьшает нагрузку на детали, сокращает их износ. Кроме того, использование качественных смазочных материалов положительно влияет на качество точения, КПД, позволяет поддерживать температуру агрегатов в заданном спектре. Решающими являются такие факторы, как исправность системы и выбор подходящего масла.
Своевременное смазывание продлевает работоспособность станков, снижает их потребляемую мощность, уменьшает нагрузку на детали, сокращает их износ. Кроме того, использование качественных смазочных материалов положительно влияет на качество точения, КПД, позволяет поддерживать температуру агрегатов в заданном спектре. Решающими являются такие факторы, как исправность системы и выбор подходящего масла.
Оглавление:
- Зачем нужна смазка?
- Способы смазочных работ
- Виды масел
- Рекомендации по использованию
- Стоимость
Системы смазки узлов токарного станка
В основе работы смазочных устройств, доставляющих масло в требуемую точку, лежат простейшие законы физики:
- Сила тяжести, позволяющая перетекать маслу к месту трения самостоятельно
- Капиллярные силы, которые посредством пористых втулок и фитилей поднимают смазывающее вещество на определенную высоту.
- Сила вязкого трения, образующаяся между поверхностью и самим материалом для смазки, предотвращает стекание последнего вниз.
- Давление. Используется в ручных смазочных системах, вроде поршневых насосов и масленок.
- Центробежные силы, заставляющие масло поступать под давлением к поверхностям.
- Инерция. За счет захвата жидкости вращающимися элементами станка, разбрасывает ее частицы.
- Разница давлений, создающая самовсасывание масла посредством самих механизмов.

Способы смазки токарного станка
1. Периодическая ручная смазка – производится через закрытые при работе станка технологические отверстия. Для ее выполнения используется шприц или масленка. Для доставки жидкости в труднодоступные места применяется поршневой ручной насос.
2. Капельный или фитильный способ – производится посредством капельных или фитильных масленок путем заполнения специальных емкостей. Из последних смазка непрерывно подается на поверхность деталей за счет капиллярных сил.
3. Циркуляционная смазка – производится посредством работы гидронасоса, который подает масло под давлением прямо к деталям. Жидкость стекает естественным образом. Количество подаваемой смазки регулируется специальными устройствами.
Жидкость стекает естественным образом. Количество подаваемой смазки регулируется специальными устройствами.
4. Картерный способ – производится посредством разбрызгивания масла быстродвижущейся крыльчаткой или погруженной в смазывающее вещество шестерней, соединенной с вращающимися деталями оборудования.
5. Комбинированная смазка – применяется в тех случаях, когда перечисленные способы по отдельности не могут обеспечить оптимальное смазывание механизмов и деталей.
Масло в токарном станке выполняет следующие функции:
- Защищает от износа механизмы и детали;
- Выводит из рабочей зоны продукты износа;
- Отводит тепло;
- Снижает коэффициент трения.
Виды масел для металлообрабатывающих станков
При обслуживании оборудования для токарной обработки металла, используются так называемое индустриальное масло – дистиллятный нефтепродукт с малой или средней вязкостью. Характерными для него условиями применения являются умеренное давление и тепловой режим, а купить его можно у любого производителя. Главное – соответствие ГОСТу.
Главное – соответствие ГОСТу.
Качественное индустриальное масло для смазки станков обладает следующими характеристиками:
- Не образует пену;
- Не образует с продуктами износа стойких эмульсий;
- Устойчиво к повышенной температуре;
- Имеет высокие диспергирующие и моющие свойства;
- Обладает стабильным химическим составом.
Для индустриальных масел определяющими являются характеристики:
- Плотность – в большей степени влияет на свойства масел для гидравлических систем. Передающие качества уменьшаются при снижении именно плотности жидкости.
- Вязкость – параметр, который оказывает прямое влияние на качество смазки. Является важнейшим при выборе смазочной жидкости для токарного оборудования. Зависит от условий эксплуатации, в частности, от температуры. Чем выше последний показатель, тем ниже вязкость.
- Температура вспышки – влияет на расход масла и угар. По сути является температурой воспламенения жидкости.
- Температура застывания – учитывается при хранении жидкости и ее переливе.
- Зольность – степень очистки. Чем ниже этот показатель, тем лучше масло очищено.
- Кислотное число и содержание серы – степень очистки от кислот и серы.
Чтобы быть уверенным, какое масло лить в конкретный токарный станок, его выбор делается исходя из рекомендаций производителя, которые обязательно указаны в инструкции по эксплуатации.
Индустриальные масла для смазывания токарных и сверлильных станков делятся на:
- И – без присадок;
- ИГП (легированные) – с присадками.
В токарный станок заливают следующие марки индустриальных масел без присадок:
- И-5A – используется для смазывания механизмов и узлов, работающих на высокой скорости под небольшой нагрузкой, не требующих особых антиокислительных и антикоррозийных свойств смазывающего состава. При 40°С имеет кинетическую вязкость 6-8 мм2/c и температуру вспышки от 120°С. В металлорежущих станках применяется для смазывания высокоскоростных шпиндельных узлов. Можно заменить марками И-8А, ИЛС-5.
- И-8A – аналогичная предыдущей марка. При 40°С имеют кинетическую вязкость 9-11 мм2/c и воспламеняется от 130°С. Можно заменить марками И-5А, ИЛС-10, ИЛС-5.
- И-20А – используется для смазывания узлов, работающих на меньших скоростях и больших нагрузках, например, направляющих скольжения и качения, зубчатых передач. Вязкость 29-35 мм2/c и температуру вспышки от 180°С. Можно заменить маркой ИГП-18 или другим близким по показателю вязкости.
- И-30А – в токарном оборудовании преимущественно используется для смазывания фартука, ходовых валов, салазок, резцедержателя, сменных шестерней. Вязкость 41-51 мм2/c и воспламенение происходит от 200°С. Можно заменить маркой ИГП-30 или близкими по показателям вязкости.
- И-40А – Применяется для смазывания зубчатых передач. Вязкость 61-75 мм2/c и температура вспышки от 200°С. Можно заменить маркой ИГП-38 или близкими по показателям вязкости.
- И-50А — вязкость 90-110 мм2/c и температура вспышки от 215°С. Можно заменить маркой ИГП-38 или близкими по показателям вязкости.


Особенности использования
1. Обслуживание системы смазки станка токарем заключается в ежедневной проверке уровня масла в резервуаре до начала токарных работ. При необходимости жидкость доливается. При замене слив осуществляется через пробку. Перед заполнением резервуара, последний очищается и промывается керосином.
2. Механизм фартука имеет автоматическую систему смазки с индивидуальным насосом. Уровень заливаемого масла контролируется по маслоуказателю, расположенному, как правило, с лицевой стороны. Поперечные салазки и каретка смазываются в начале и середине смены до появления на направляющих масляной пленки. Смазка опорных втулок ходового винта и направляющих при винторезных работах производится при включенной маточной гайке.
3. Задняя бабка, ходовой винт и опоры вала смазываются фитилями из резервуаров. В последние масло необходимо лить до вытекания. Смазка конусной оси резцедержателя выполняется ежедневно по окончанию смены. При этом резцовая головка снимается.
Смазка конусной оси резцедержателя выполняется ежедневно по окончанию смены. При этом резцовая головка снимается.
4. Все остальные точки, за исключением сменных шестерней и оси промежуточной шестерни, смазываются вручную масленкой, которая должна поставляться вместе со станком.
5. Для обеспечения продолжительной работы станка и точности точения, за смазкой трущихся деталей токарь ведет постоянное наблюдение. Все смазочные отверстия, масленки и трубки, которые подводят к точкам смазки масло, должны быть чистыми и закрыты крышками.
Индустриальное масло не является смазочно-охлаждающей жидкостью. Поэтому его использование для смазывания режущего инструмента недопустимо. Для этого применяется специальная СОЖ – эмульсионный смазывающий состав на основе воды и масла с различными противозадирными и противоизносными присадками.
Приблизительная стоимость
Приобрести масло можно в пластиковой или металлической таре объемом 5, 10, 18 и 20 л, а также в бочках объемом 200 л и 216,5 л. Для владельцев цехов с токарным оборудованием выгоднее единожды купить смазку по оптовой цене, которая на порядок ниже розничной.
Для владельцев цехов с токарным оборудованием выгоднее единожды купить смазку по оптовой цене, которая на порядок ниже розничной.
| Марка | Стоимость за канистру 5 л, рубли | Стоимость за бочку, рубли |
| И-5А | 355 | 12 500 |
| И-8А | 310 | 13 180 |
| И-12А | 425 | 12 970 |
| И-20А | 355 | 10 600 |
| И-30А | 400 | 10 770 |
| И-40А | 352 | 10 710 |
| И-50А | 305 | 10 760 |
1м61 схема – samogoshka04.ru
Скачать 1м61 схема fb2
Изготовителем токарно-винторезных станков модели 1В61 является Ереванский станкостроительный завод им. Производимая продукция – универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки мм. Универсальный токарно-винторезный станок 1В61 производился в семидесятые годы прошлого века и является переходной моделью между моделями станков 1Б61 и 1М Токарный станок 1В61 предназначен для токарной обработки наружных диаметром до мм и внутренних поверхностей деталей длиной до мм со ступенчатым и криволинейным профилем в осевом сечении.
Производимая продукция – универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки мм. Универсальный токарно-винторезный станок 1В61 производился в семидесятые годы прошлого века и является переходной моделью между моделями станков 1Б61 и 1М Токарный станок 1В61 предназначен для токарной обработки наружных диаметром до мм и внутренних поверхностей деталей длиной до мм со ступенчатым и криволинейным профилем в осевом сечении.
Коробка скоростей станка 1В61 имеет две электромуфты для переключения передач и тормозную электромуфту на конце первичного вала в коробке скоростей, масляный насос обеспечивает смазку подшипников передней бабки. Токарно-винторезный станок 1В61 предназначен для выполнения различных токарных работ в центрах или патроне, а также для нарезания метрической и дюймовой резьб в механических цехах в условиях мелкосерийного и единичного производства.
Станок используют в передвижных мастерских, в механических цехах машиностроительных и инструментальных заводов. Изменение скорости вращения производится переключением шестерен как вручную, так и с помощью электромуфт. Для торможения шпинделя также служит тормозная электромуфта на конце первичного вала в коробке скоростей.
Изменение скорости вращения производится переключением шестерен как вручную, так и с помощью электромуфт. Для торможения шпинделя также служит тормозная электромуфта на конце первичного вала в коробке скоростей.
Условный размер конца шпинделя – 6. Внутренний инструментальный конус шпинделя – Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона , мм. Станина станка устанавливается на двух тумбах и крепится к ним болтами.
Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной средней призме с плоской направляющей устанавливается задняя бабка.
Она установлена и закреплена болтами на левой части станины.
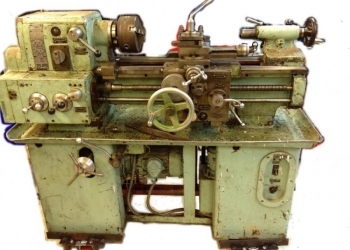
Токарно-винторезный станок 1М61, разработанный в х гг. Токарно-винторезный станок 1М Суппорт токарного станка. Основной профиль работ сейчас — это пневматика, инструменталка мелкая и небольшие не более 40 мм в деаметре детали для турбокомпрессоров различного назначения. Но редко попадаются деталюхи размерностью мм длинной не более мм.
Основной профиль работ сейчас — это пневматика, инструменталка мелкая и небольшие не более 40 мм в деаметре детали для турбокомпрессоров различного назначения. Но редко попадаются деталюхи размерностью мм длинной не более мм.
Похожее:
Устройство резцедержателя и фартука токарно-винторезного станка
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке слева. В центрирующей расточке
верхних салазок 5 установлена коническая оправка 3 с резьбовым концом.
На конусе оправки установлена четырехсторонняя резцовая головка 6. При
вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки
3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой
головки 6 на конической поверхности оправки 3. От поворота при закреплении
резцовая головка удерживается шариком, который заклинивается между поверхностями,
образованными пазом на основании конической оправки 3 и отверстием в резцовой
головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают
против часовой стрелки. При этом головка 2 поворачивается и перемещается
вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки
6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую
головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью
расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.
При
вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки
3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой
головки 6 на конической поверхности оправки 3. От поворота при закреплении
резцовая головка удерживается шариком, который заклинивается между поверхностями,
образованными пазом на основании конической оправки 3 и отверстием в резцовой
головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают
против часовой стрелки. При этом головка 2 поворачивается и перемещается
вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки
6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую
головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью
расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При
этом шарик, расположенный у основания конической оправки 3, не препятствует
повороту резцовой головки, так как он утапливается в отверстие, сжимая
пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала
останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно
установить ее в удобное для рабочего положение. теплый алюминиевый профиль на www.vidnal.ru/teplyj-aljuminievyj-profil
При
этом шарик, расположенный у основания конической оправки 3, не препятствует
повороту резцовой головки, так как он утапливается в отверстие, сжимая
пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала
останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно
установить ее в удобное для рабочего положение. теплый алюминиевый профиль на www.vidnal.ru/teplyj-aljuminievyj-profil
Продольное и поперечное перемещение салазок суппорта производится через
фартук 2 (смотри рисунок справа), который крепится к нижней поверхности
продольного суппорта 1. Ручная продольная подача производится маховиком,
который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся
по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт
вместе с поперечным суппортом и фартуком 2.
Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Daily News из Нью-Йорка, штат Нью-Йорк, 13 августа 1951 г. · 93
MOON MULLINS, КОГДА ЛЕДИ P ВОЗВРАЩАЕТСЯ, БЫЛО БЫ ЛЕГКО? ОБЪЯСНИТЬ ВАШЕ ПРИСУТСТВИЕ ДЕПОЗИТОМ НА АРЕНДУ НОМЕРА, ДОКТОР. Я ОЧЕНЬ ЗАНЯТ, ОН СОВЕРШАЕТ МАШИНУ, КОТОРАЯ ЗАРАБАТЫВАЕТ много денег; МАМит. ЗАИНТЕРЕСОВАНЫ. Я СПРОСИЛ ЕГО, ЧТО ЭТО ТАКОЕ, НО ОН 5ЭТО БЫЛ ОДИН ИЗ НИХ ТОП-ДЖОЗЕФ Э. ДЭВИДСОН Похороны 66-летнего Джозефа Э. Дэвидсона, адвоката, который специализировался. закона о страховании, прошли вчера в Park West Memorial Chapel, 79th St.и Colum- jQtatf) Уведомления 4t.iH: u Hum-. Dteti Ausu.l 11. ly & amp; i. Ht-euleD ‘U Broom Street. Reposing на Второй авеню, 43. Похороны во вторник. 14 августа, Богоматерь Скорби Чимта, 10 A. M. Reouiem HiKQ – Maea. Погребение Св. Иоанна Кладбища. JE. J. frraaiano. Похоронный ларетр. UKUWN Дженни. Аук. 11. 1051. на горе Киси-о, Н. Ю. Возлюбленная жена покойного Исаака, преданная мать Уильяма К. Хьюберта Дж. Эдна М. Смит. Похороны – Уолтер Б. Кофс. Inc .. похоронное бюро. 1 West 190th St .. Бронкс. Понедельник.o: (10 вечера, вторник, похороны. 13:00, CALLO, Джозеф Дж. 11 августа 1851. Любимый муж покойной Марии. Преданный отец восьмерых детей). Джон. Джозеф Ф .. Джон С.
Я ОЧЕНЬ ЗАНЯТ, ОН СОВЕРШАЕТ МАШИНУ, КОТОРАЯ ЗАРАБАТЫВАЕТ много денег; МАМит. ЗАИНТЕРЕСОВАНЫ. Я СПРОСИЛ ЕГО, ЧТО ЭТО ТАКОЕ, НО ОН 5ЭТО БЫЛ ОДИН ИЗ НИХ ТОП-ДЖОЗЕФ Э. ДЭВИДСОН Похороны 66-летнего Джозефа Э. Дэвидсона, адвоката, который специализировался. закона о страховании, прошли вчера в Park West Memorial Chapel, 79th St.и Colum- jQtatf) Уведомления 4t.iH: u Hum-. Dteti Ausu.l 11. ly & amp; i. Ht-euleD ‘U Broom Street. Reposing на Второй авеню, 43. Похороны во вторник. 14 августа, Богоматерь Скорби Чимта, 10 A. M. Reouiem HiKQ – Maea. Погребение Св. Иоанна Кладбища. JE. J. frraaiano. Похоронный ларетр. UKUWN Дженни. Аук. 11. 1051. на горе Киси-о, Н. Ю. Возлюбленная жена покойного Исаака, преданная мать Уильяма К. Хьюберта Дж. Эдна М. Смит. Похороны – Уолтер Б. Кофс. Inc .. похоронное бюро. 1 West 190th St .. Бронкс. Понедельник.o: (10 вечера, вторник, похороны. 13:00, CALLO, Джозеф Дж. 11 августа 1851. Любимый муж покойной Марии. Преданный отец восьмерых детей). Джон. Джозеф Ф .. Джон С. Эдвард А. Похороны Уолтера Б. 4’ooUe Ine. Похоронное бюро. 1 W. IKOth St., Бронкс. Вторник, 10:00 Церковь Святой Анны Кекием Мааа. Проспект Bainbridfe ami un Hill Boad. Lu: 30:00 Inter-tnent St. Karmondfl t’emetery. КОНЛОН Джон Х. 10 августа 1V61 г. Возраст 49 лет. Патрульный в отставке NYCP-D. Любимый муж Вильмы. Брат Иосифа. Репосинр из Городского похоронного бюро.42-17 69-я улица. Woodtide. L .. I., до Вт .. V M A. M. Торжественная месса Reouiem Церковь R. V. Св. Себастьяна. 10:15 А.М. Погребение в Ялварах. osTA Uhilip. Умер А.В. 10-е. ltlfll. Любимый муж покойной Бесси. То есть отец миссис Молли Чиррмейоу. Козе и миссис Сара Черрителли. Reposine “a.l Mart-hiselli’s Funeral Home. 14: tp bun If i 11 Rd., Near Eastt-hester Rd. Mass Вт., 10 A. M. Holy Rosary Chureh. IiAHIANO Rose. Reposing” в ее резиденции. 1017 63d Su Brooklyn, до вторника.W.’OO A. M. Обработка Джозефа Тари. 121 Parle Ave .. Бруклин. IlEPRANCO Франк. 12 августа. – Величественная лента покойной Розы. Преданный отец Карла.
Эдвард А. Похороны Уолтера Б. 4’ooUe Ine. Похоронное бюро. 1 W. IKOth St., Бронкс. Вторник, 10:00 Церковь Святой Анны Кекием Мааа. Проспект Bainbridfe ami un Hill Boad. Lu: 30:00 Inter-tnent St. Karmondfl t’emetery. КОНЛОН Джон Х. 10 августа 1V61 г. Возраст 49 лет. Патрульный в отставке NYCP-D. Любимый муж Вильмы. Брат Иосифа. Репосинр из Городского похоронного бюро.42-17 69-я улица. Woodtide. L .. I., до Вт .. V M A. M. Торжественная месса Reouiem Церковь R. V. Св. Себастьяна. 10:15 А.М. Погребение в Ялварах. osTA Uhilip. Умер А.В. 10-е. ltlfll. Любимый муж покойной Бесси. То есть отец миссис Молли Чиррмейоу. Козе и миссис Сара Черрителли. Reposine “a.l Mart-hiselli’s Funeral Home. 14: tp bun If i 11 Rd., Near Eastt-hester Rd. Mass Вт., 10 A. M. Holy Rosary Chureh. IiAHIANO Rose. Reposing” в ее резиденции. 1017 63d Su Brooklyn, до вторника.W.’OO A. M. Обработка Джозефа Тари. 121 Parle Ave .. Бруклин. IlEPRANCO Франк. 12 августа. – Величественная лента покойной Розы. Преданный отец Карла. Миссис Косе ртодрис-уэз. Джеймс. Мэри, Фрэнк-младший, ами Бни. Похороны от позднего проживания. 4 – 116-я улица. Четверг. 0 A. M. Торжественная месса Rcouieoi Ml. Кармель Церковь. 10 А.М. Погребальное кладбище на Голгофе. Ar-rataremi-rits от Farensa Brothers Inc. ГИЭЙО Майкл. Умер Айутифт Дж Ули. Ул. 4.1-45 ИКИРД. Промывка. Преданный муж Лоретты.любимый отец Юлия. Оскар. Александр и миссис Луиза и Мария Рейнольдс. Репозиционирование в Thomas M.Quinn Song Chanel. 1h3-14 Sanlord ‘Ave .. Промывка – Реквиемная месса Св. Андрея р. Гр. Chnreh. Четверг у А.М. Погребение Иоанновского кладбища. МАХИНЕЗ Винифред. Reposine Thomas M. (jmtm and Sons Funeral Home. Ttti-lu Hroadway. LI C до Вт .. фут AM O’REILLY Joseph. Отдых в похоронном бюро Энтони Гуида. 409 E. 12Ud St .. до вторника 10) А.М. Погребальное кладбище на Голгофе СТРАННАЯ Фанни (Марьино).Похороны из похоронного бюро братьев Фаренпа. 204 East llflth Street. Четверг. A.M. Уведомления о смерти и воспоминаниях. Ваш гробовщик может в любое время позвонить в «Новости» до J P.
Миссис Косе ртодрис-уэз. Джеймс. Мэри, Фрэнк-младший, ами Бни. Похороны от позднего проживания. 4 – 116-я улица. Четверг. 0 A. M. Торжественная месса Rcouieoi Ml. Кармель Церковь. 10 А.М. Погребальное кладбище на Голгофе. Ar-rataremi-rits от Farensa Brothers Inc. ГИЭЙО Майкл. Умер Айутифт Дж Ули. Ул. 4.1-45 ИКИРД. Промывка. Преданный муж Лоретты.любимый отец Юлия. Оскар. Александр и миссис Луиза и Мария Рейнольдс. Репозиционирование в Thomas M.Quinn Song Chanel. 1h3-14 Sanlord ‘Ave .. Промывка – Реквиемная месса Св. Андрея р. Гр. Chnreh. Четверг у А.М. Погребение Иоанновского кладбища. МАХИНЕЗ Винифред. Reposine Thomas M. (jmtm and Sons Funeral Home. Ttti-lu Hroadway. LI C до Вт .. фут AM O’REILLY Joseph. Отдых в похоронном бюро Энтони Гуида. 409 E. 12Ud St .. до вторника 10) А.М. Погребальное кладбище на Голгофе СТРАННАЯ Фанни (Марьино).Похороны из похоронного бюро братьев Фаренпа. 204 East llflth Street. Четверг. A.M. Уведомления о смерти и воспоминаниях. Ваш гробовщик может в любое время позвонить в «Новости» до J P. M. для вставки в следующий дудочник Джея. Телефон издает по сб. (Южное вс. Мм! Должно быть сделано до 15:50 P. M. fbone MVrray Hill 2-12) 4. Традиционное предпочтение во время смерти Более пятидесяти лет, когда случается смерть; Семьи, естественно, обратились к Фрэнку Кэмпбеллу. Наша цель – оправдать такое доверие. Фрэнк И.Е. Кэмпбелл ПОХОРОННАЯ ЦЕРКОВЬ; Ine Madison Avenue ot 81st Street BUtterfleld 8-3500 – IradltionoIIy прекрасные похороны S.от 250 $, автобусный проспект. Дэвидсон, который жил по адресу 245 W. 107th Street, умер в пятницу. Перед Первой мировой войной он был помощником генерального прокурора города, отвечая за расследование фальсификаций на выборах. Его дочь, Этель А. Дэвидсон, работает помощником прокурора США. СТИВЕН Т. РАННИЙ Вашингтон, округ Колумбия, 12 августа (U.R). 61-летний Стивен Т. Эрли, бывший пресс-секретарь президента, скончавшийся в субботу, будет похоронен со всеми воинскими почестями на Арлингтонском национальном кладбище, о чем было объявлено сегодня в Белом доме.
M. для вставки в следующий дудочник Джея. Телефон издает по сб. (Южное вс. Мм! Должно быть сделано до 15:50 P. M. fbone MVrray Hill 2-12) 4. Традиционное предпочтение во время смерти Более пятидесяти лет, когда случается смерть; Семьи, естественно, обратились к Фрэнку Кэмпбеллу. Наша цель – оправдать такое доверие. Фрэнк И.Е. Кэмпбелл ПОХОРОННАЯ ЦЕРКОВЬ; Ine Madison Avenue ot 81st Street BUtterfleld 8-3500 – IradltionoIIy прекрасные похороны S.от 250 $, автобусный проспект. Дэвидсон, который жил по адресу 245 W. 107th Street, умер в пятницу. Перед Первой мировой войной он был помощником генерального прокурора города, отвечая за расследование фальсификаций на выборах. Его дочь, Этель А. Дэвидсон, работает помощником прокурора США. СТИВЕН Т. РАННИЙ Вашингтон, округ Колумбия, 12 августа (U.R). 61-летний Стивен Т. Эрли, бывший пресс-секретарь президента, скончавшийся в субботу, будет похоронен со всеми воинскими почестями на Арлингтонском национальном кладбище, о чем было объявлено сегодня в Белом доме. Епископальные службы будут проходить в 10 А.М. Вторник в Вашингтонском соборе. II I 11 l СЕКРЕТНО? I 1 III nil llll Ill HIM II II II Ранний был капитаном пехоты примерно в миле к югу от Плезантвилля. Первая мировая война, был подполковником в резерве. ГАРРИ ХЕРВИ Вчера в Мемориальном госпитале скончался 50-летний романист и автор сценария Гарри Херви с 38-й улицы Э. 38. Он был автором рассказов «Шанхайский экспресс», «Дорога в Сингапур» и «Между дьяволом и глубиной». которые были адаптированы к фильмам.Фридберг и двое его пассажиров ушли. Трое в результате вынужденной посадки без повреждений Четырехместный самолет Navion, которым управлял Милтон Фридберг, 43, с 20 Парк-авеню, совершил вынужденную посадку вчера на поле у Палмер-лейн в Торнвуде, штат Нью-Йорк, сообщество WA1YT TO mnn (DisiEm Вот как Уход за волосами, основанный на науке, может помочь ВАМ! Современные методы лечения экспертов по волосам полностью комплексны. I. Они уничтожают заболевание кожи головы, замедляющее рост волос.
Епископальные службы будут проходить в 10 А.М. Вторник в Вашингтонском соборе. II I 11 l СЕКРЕТНО? I 1 III nil llll Ill HIM II II II Ранний был капитаном пехоты примерно в миле к югу от Плезантвилля. Первая мировая война, был подполковником в резерве. ГАРРИ ХЕРВИ Вчера в Мемориальном госпитале скончался 50-летний романист и автор сценария Гарри Херви с 38-й улицы Э. 38. Он был автором рассказов «Шанхайский экспресс», «Дорога в Сингапур» и «Между дьяволом и глубиной». которые были адаптированы к фильмам.Фридберг и двое его пассажиров ушли. Трое в результате вынужденной посадки без повреждений Четырехместный самолет Navion, которым управлял Милтон Фридберг, 43, с 20 Парк-авеню, совершил вынужденную посадку вчера на поле у Палмер-лейн в Торнвуде, штат Нью-Йорк, сообщество WA1YT TO mnn (DisiEm Вот как Уход за волосами, основанный на науке, может помочь ВАМ! Современные методы лечения экспертов по волосам полностью комплексны. I. Они уничтожают заболевание кожи головы, замедляющее рост волос. 2. Они нормализуют рост волос.3. Они стимулируют короткий, слабый «пух» до полного энергичного роста. Новые эксклюзивные формулы, удачно названные Vigo-Liquids, позволяют нам быстрее получать очевидные результаты. Проникновение настолько полное, что стимулирует «фабрику» по производству волос к динамичному производству. Процедуры от экспертов по волосам очень быстрые и эффективные! ” “alt ЗАДЕРЖКА СМЕРТЕЛЬНА Как только вы заметите симптомы чрезмерной сухости или жирности кожи головы, чрезмерного волосяного покрова при расчесывании, действуйте БЕСПЛАТНО. Частное обследование RW FARRELL National Stag TrUbologiti непосредственно перед тем, как фатальное сокращение фолликула разрушит все надежды на полную голову. здоровых волос.Бесплатное профессиональное обследование волос и кожи головы даст вам точный, научный анализ ваших волос – ожидаемую продолжительность жизни. При необходимости процедуры помогут вам сделать волосы великолепно мужественными и густыми … и мы научим вас, как сохранить их на всю жизнь.
2. Они нормализуют рост волос.3. Они стимулируют короткий, слабый «пух» до полного энергичного роста. Новые эксклюзивные формулы, удачно названные Vigo-Liquids, позволяют нам быстрее получать очевидные результаты. Проникновение настолько полное, что стимулирует «фабрику» по производству волос к динамичному производству. Процедуры от экспертов по волосам очень быстрые и эффективные! ” “alt ЗАДЕРЖКА СМЕРТЕЛЬНА Как только вы заметите симптомы чрезмерной сухости или жирности кожи головы, чрезмерного волосяного покрова при расчесывании, действуйте БЕСПЛАТНО. Частное обследование RW FARRELL National Stag TrUbologiti непосредственно перед тем, как фатальное сокращение фолликула разрушит все надежды на полную голову. здоровых волос.Бесплатное профессиональное обследование волос и кожи головы даст вам точный, научный анализ ваших волос – ожидаемую продолжительность жизни. При необходимости процедуры помогут вам сделать волосы великолепно мужественными и густыми … и мы научим вас, как сохранить их на всю жизнь. Конечно, безнадежные случаи в Hair Experts никогда не принимаются. Разумные цены Без запаха Химические вещества r Жирные мази Профессионально одобренные методы лечения БАМПЕРЫ ЧИПЕРЫ & amp; CAULKERS COPPERSMITHS LATHE HANDER БОЛЬШИЕ РАБОТЫ КЛЕПЕЧНЫЕ БАНКИ BETHLEHEM STEEL CO.iKhlpbailalnc DIvk-imI FOOT OF 27th ST- BROOKLYN nn 17 “NEW YORK CITY 592 Seventh Ave. fat 42nd St.) LOngaere 4-5337 Вход через отель National BROOKT.VX 2 COIKT ST. в Borouth Hall) I I.STF.K 5-1 IM JAMAICA 1 до 1H JAMAH A AVENUE tStuart Bl.lir) JAMAICA 3-160 NKWAKK. NJ 78H I KOAJJ ST. (На рынке) MAKKKT iMWS Часы работы: с 11 до чт: 30 часов в субботу 10. Мин. to $ pm; Волосы и 6eal 6alalUit Office la TriMlpal t’itlea: Горизонтально-расточные станки Operalors Ручные токарные станки Сварочные аппараты (только 1-й класс) Герметики для дерева BETHLEHEM STEEL CO.'(Судостроительное подразделение) 3075 Ричмонд Ттррако-Маринерс-Харбор, S. I. BENCH & amp; FLOOR ‘HANDS BORING MILL HANDS LATHE HANDS BETHLEHEM STEEL CO. (СУДОСТРОИТЕЛЬНОЕ ОТДЕЛЕНИЕ) 1301 Hudson St.
Конечно, безнадежные случаи в Hair Experts никогда не принимаются. Разумные цены Без запаха Химические вещества r Жирные мази Профессионально одобренные методы лечения БАМПЕРЫ ЧИПЕРЫ & amp; CAULKERS COPPERSMITHS LATHE HANDER БОЛЬШИЕ РАБОТЫ КЛЕПЕЧНЫЕ БАНКИ BETHLEHEM STEEL CO.iKhlpbailalnc DIvk-imI FOOT OF 27th ST- BROOKLYN nn 17 “NEW YORK CITY 592 Seventh Ave. fat 42nd St.) LOngaere 4-5337 Вход через отель National BROOKT.VX 2 COIKT ST. в Borouth Hall) I I.STF.K 5-1 IM JAMAICA 1 до 1H JAMAH A AVENUE tStuart Bl.lir) JAMAICA 3-160 NKWAKK. NJ 78H I KOAJJ ST. (На рынке) MAKKKT iMWS Часы работы: с 11 до чт: 30 часов в субботу 10. Мин. to $ pm; Волосы и 6eal 6alalUit Office la TriMlpal t’itlea: Горизонтально-расточные станки Operalors Ручные токарные станки Сварочные аппараты (только 1-й класс) Герметики для дерева BETHLEHEM STEEL CO.'(Судостроительное подразделение) 3075 Ричмонд Ттррако-Маринерс-Харбор, S. I. BENCH & amp; FLOOR ‘HANDS BORING MILL HANDS LATHE HANDS BETHLEHEM STEEL CO. (СУДОСТРОИТЕЛЬНОЕ ОТДЕЛЕНИЕ) 1301 Hudson St. , Hcboken MACHINISTS Experimental Instrument Makers S3-‘ 5a 2 a1 S ra 5 a mmpuMmm sp First Class Specialists 15 NIGHT JED JED JED … ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ I JIG BORE: profile:: lathe: MILLING I BENCH TURRET: (Day a mni Nights) Z HIGH STARTING KATES Z far. WEfKS ОТПУСК tat IS5J T. AMYONE IHftdVEB aCF.IIC J a ecrT.1-й, аци ИнтсрвММ Мса. тара пт .. ft s si.-l p.at. e Вт. A Tfcvrv Eves., F f.m.-t p.ai. W.L.MAXSQNCORP.i: 460 W. 34th Street, N.Y.C. Z РЯДОМ. T. t BUS TENMINAt СУДНО ПЛОТНИЦЫ ТОКАРНЫЕ РУКИ W2QD КОЛКЕРЫ SHSPFITTERS AboIt Raittlormevit Offtee Foot of IVtli M.t Hohokea. N. J. Mas, tura rri. это А. М. к И. Если. TODD SHIPYARDS CORPORATION (ПОДРАЗДЕЛЕНИЕ HOBOKEN) .. ДИЗАЙНЕРЫ Конструктор машин 10 лет eiper.enc. Знакомые ivifh II виды автоматов. ДИЗАЙНЕР винтовых станков Знаком с Acm-Gridley, New Britain Gridley ii Brown Ji Share, станками.Должен бати. для полного макета продукта tt tool от начала до конца. Tec! & amp; Die Designer 10 лет опыта. Тщательно знаком с кондукторами, приспособлениями и конструкциями штампов для мелких прецизионных деталей.
, Hcboken MACHINISTS Experimental Instrument Makers S3-‘ 5a 2 a1 S ra 5 a mmpuMmm sp First Class Specialists 15 NIGHT JED JED JED … ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ I JIG BORE: profile:: lathe: MILLING I BENCH TURRET: (Day a mni Nights) Z HIGH STARTING KATES Z far. WEfKS ОТПУСК tat IS5J T. AMYONE IHftdVEB aCF.IIC J a ecrT.1-й, аци ИнтсрвММ Мса. тара пт .. ft s si.-l p.at. e Вт. A Tfcvrv Eves., F f.m.-t p.ai. W.L.MAXSQNCORP.i: 460 W. 34th Street, N.Y.C. Z РЯДОМ. T. t BUS TENMINAt СУДНО ПЛОТНИЦЫ ТОКАРНЫЕ РУКИ W2QD КОЛКЕРЫ SHSPFITTERS AboIt Raittlormevit Offtee Foot of IVtli M.t Hohokea. N. J. Mas, tura rri. это А. М. к И. Если. TODD SHIPYARDS CORPORATION (ПОДРАЗДЕЛЕНИЕ HOBOKEN) .. ДИЗАЙНЕРЫ Конструктор машин 10 лет eiper.enc. Знакомые ivifh II виды автоматов. ДИЗАЙНЕР винтовых станков Знаком с Acm-Gridley, New Britain Gridley ii Brown Ji Share, станками.Должен бати. для полного макета продукта tt tool от начала до конца. Tec! & amp; Die Designer 10 лет опыта. Тщательно знаком с кондукторами, приспособлениями и конструкциями штампов для мелких прецизионных деталей. Превосходный Cppt’ies Arr.cncan Safety Razor Csrp. 2 Лоуренс Сент-Эркоклин (CEM RAZCR) медники dstheLehem STEEL CO. FSHII RI II ihn; lH IMIN. 5Cth St. S 1st Ave, Eroehlyo
Превосходный Cppt’ies Arr.cncan Safety Razor Csrp. 2 Лоуренс Сент-Эркоклин (CEM RAZCR) медники dstheLehem STEEL CO. FSHII RI II ihn; lH IMIN. 5Cth St. S 1st Ave, Eroehlyo
Z Riedstrasse Weingarten, Германия. TOX -Powerpackage Принадлежности. Техническое описание Найдите местного представителя по телефону:
Датчики положения с возвратной пружиной серии 10, 25, 50, 75, 100 мм TR, TRS
Датчики положения с возвратной пружиной 10, 25, 50, 75, 100 мм серии TR, TRS Особенности длительный срок службы 100 x 10 6 перемещений выдающаяся линейность до ± 0.075% выбор штекерного или кабельного подключения DIN
ПодробнееДатчик крутящего момента реакции
Усилие 1 1 Н · м до 1 000 1 000 Н · м Тип 9329A 9389A Эти простые в установке пьезоэлектрические датчики крутящего момента особенно подходят для измерения быстро меняющихся крутящих моментов на невращающихся валах.
Глава 5: Клапаны потока
Каталог HY11-300 / UK Содержание Глава: Клапаны расхода Серия Описание Размер Монтажная страница Стандарт Parker DIN / ISO 1/4 3/8 1/2 3/4 1 06 10 16 Дроссельные клапаны, ручная регулировка MVI -2 NS -4 FS С бесплатно
ПодробнееДатчик расхода турбины серии VTR
Турбинный датчик расхода серии VTR Турбинный датчик расхода SIKA серии VTR Сверхпрочный, впечатляюще точный турбинный датчик расхода SIKA VTR позволяет точно, надежно и легко определять расход
ПодробнееG1 / 4 Q8.Стандарт со смещенной позицией
Содержание Версия Привод Страница Характеристики Размеры x / ходовые клапаны пневматические 6,7, 0 9 электрические 6,7 9, 9 / ходовые клапаны пневматические 6,7, 0 электрические 6,7, 0 / ходовые клапаны пневматические 6,7 ,, 6, 7 электрических 6,7 ,,
ПодробнееЭлектронное реле давления EDS 300
Электронное реле давления EDS 300 Руководство пользователя Стр. 2 из 16 Содержание 1.Функции EDS 300 … 3 2. Монтаж … 3 3. Кнопки управления на мембранной клавиатуре … 4 4. Цифровой дисплей … 4 5. Функция выхода … 5
2 из 16 Содержание 1.Функции EDS 300 … 3 2. Монтаж … 3 3. Кнопки управления на мембранной клавиатуре … 4 4. Цифровой дисплей … 4 5. Функция выхода … 5
ЛИНЕЙНОЕ УПРАВЛЕНИЕ ДВИЖЕНИЕМ
LINEAR MOTION CONTROL Технический паспорт Статические замки Серия RLSS Новое поколение линейных удерживающих / запирающих устройств Nexen выводит технологию запирания стержней на новый уровень. Обладая превосходной производительностью, эти
ПодробнееТрехкомпонентная измерительная система
Трехкомпонентная система измерения силы для измерения силы во время токарной обработки Модульная система для измерения силы резания при токарной обработке внешнего и внутреннего диаметра на револьверных станках.Адаптеры для машин
Подробнее4/2-ходовой пневматический соленоидный клапан
4/2-ходовой пневматический электромагнитный клапан Надежный поршневой клапан с сервоприводом Удобное в обслуживании ручное дублирование Одинарный или блочный узел Взрывозащищенные версии Кулачок Тип 5413 в сочетании с Типом 2508 Кабельный штекер
ПодробнееПриводы ГЕРЦ-Термал
Приводы ГЕРЦ-Термал Лист данных 7708-7990, выпуск 1011 Размеры в мм 1 7710 00 1 7710 01 1 7711 18 1 7710 80 1 7710 81 1 7711 80 1 7711 81 1 7990 00 1 7980 00 1 7708 11 1 7708 10 1 7708 23 1 7709 01
Подробнее2/2 и 3/2 ходовые седельные клапаны размера 6
2/2 и 3/2 ходовые седельные клапаны размера 6 Прямое управление Размеры сопряжения и плиты в соответствии с DIN 24340 и ISO Размер соединительного отверстия линии G 3/8 “Патронная конструкция PN [p макс. ] = 315 бар 7501856.06.12.08
] = 315 бар 7501856.06.12.08
Как управлять компактной серией 1
Электрический подъемный цилиндр Compact Series Содержание Глоссарий … 2 Compact Serie SR 1 … 4 Размер SR 1 … 5 Compact Serie SR 1SP … 6 Размер SR 1SP … 7 Compact Serie SR 5 … 8 Размер SR
ПодробнееПРОТИВОБАЛАНСОВЫЕ КЛАПАНЫ
ПРОТИВОБАЛАНСОВЫЕ КЛАПАНЫ Введение Это регулирующие клапаны, которые обеспечивают свободный поток в привод и затем блокируют обратный поток, пока не почувствуют управляющее давление, обратно пропорциональное нагрузке
ПодробнееМагнитные датчики приближения
Магнитные датчики положения Магнитные датчики положения Обзор Страница 38 Принцип действия и установка Страница 39 Цилиндрические конструкции Страница 41 Прямоугольные конструкции Страница 42 37 Kurzübersicht Magnetoresistive
ПодробнееПример.
 Жидкая сила. Схемы
Жидкая сила. СхемыПримеры гидравлических цепей для улучшения навыков чтения символов для работы над навыками чтения цепей с ответами HI LO Pump Circuit 18 A1 B1 17 16 15 13 Set 14 2000 PSI PG2 Set 500 PSI 12 11 7 8 10 PG1 9
ПодробнееПневматические приводы Tyco PremiAir
Широкий ассортимент пневматических приводов, соответствующих стандарту EN ISO 5211, обеспечивающих компактную, надежную и экономичную работу с приводом для всех типов четвертьоборотных клапанов.Особенности Монтаж на клапан
ПодробнееЭнкодеры перемещения
Датчики перемещения Аналоговые и цифровые Для измерения и позиционирования Для использования с пневматическими компонентами 1 Датчики перемещения Ключевые особенности Аналоговые датчики перемещения MLO-POT- -TLF Проводящий пластик
ПодробнееДатчик крутящего момента серии 7500
Свойства Вал отбора мощности (отбора мощности) со встроенным устройством измерения крутящего момента и угла Бесконтактная система измерения, высокая надежность Решение Plug & Play, дополнительная электроника не требуется Измерение рабочих характеристик
ПодробнееМ А Н У А Л 13-10-05
Документация Следующие информационные листы иллюстрируют описание, приведенное ниже: 12-WW01-4G-E Вид в разрезе копья с основными размерами 12-W101-6G-E Вид в разрезе головки копья с
ПодробнееОдинарный базовый клапан
электромагнитные клапаны Мини-клапаны 10 мм Электрическое подключение. .. Монтаж … Размеры портов … Номинальная температура … Жидкость … Рабочее давление … Номинальный расход … Пневматические соединения Напряжение … Мощность … Тарельчатый клапан NC
.. Монтаж … Размеры портов … Номинальная температура … Жидкость … Рабочее давление … Номинальный расход … Пневматические соединения Напряжение … Мощность … Тарельчатый клапан NC
Седельные распределители типа VP 1
Седельные распределители типа VP 1 с нулевой утечкой, предназначены для общих гидравлических систем и систем смазки. Расход Q макс. Рабочее давление p макс. = 15 л / мин = 400 бар. Индивидуальный клапан. Индивидуальный
. ПодробнееМеханические цилиндры
Механические цилиндры 1 Червячная передача 2 Сферические подшипники скольжения 3 Фланец двигателя, стандарт IEC 4 Лубрикатор 5 Вентиляционное отверстие 6 Гайка шпинделя 7 Трапецеидальный шпиндель 8 Трубка цилиндра 9 Трубка поршня 10 Уплотнение 11 Грязесъемник 12 Вращение
ПодробнееРешения для гидравлического управления
Решения по управлению гидравликой Решения по управлению гидравликой Hydrox компании Vexve подходят даже для самых сложных мест установки и условий. Специально разработан для централизованного теплоснабжения и районного центра
Специально разработан для централизованного теплоснабжения и районного центра
Руководство по обслуживанию Rol-Lift
Руководство по техническому обслуживанию R 2000 серии Rol-Lift: T и E Разработано Generic Parts Service Это руководство предназначено для базового обслуживания и технического обслуживания подъемника для поддонов Rol-Lift. Домкраты, которые вы обслуживаете
ПодробнееTOX – Аксессуары для блоков питания – Скачать PDF бесплатно
Датчики положения с возвратной пружиной серии 10, 25, 50, 75, 100 мм TR, TRS
Датчики положения с возвратной пружиной 10, 25, 50, 75, 100 мм серии TR, TRS Особенности длительный срок службы 100 x 10 6 перемещений выдающаяся линейность до ± 0. 075% выбор штекерного или кабельного подключения DIN
075% выбор штекерного или кабельного подключения DIN
Датчик крутящего момента реакции
Усилие 1 1 Н · м до 1 000 1 000 Н · м Тип 9329A 9389A Эти простые в установке пьезоэлектрические датчики крутящего момента особенно подходят для измерения быстро меняющихся крутящих моментов на невращающихся валах.
ПодробнееГлава 5: Клапаны потока
Каталог HY11-300 / UK Содержание Глава: Клапаны расхода Серия Описание Размер Монтажная страница Стандарт Parker DIN / ISO 1/4 3/8 1/2 3/4 1 06 10 16 Дроссельные клапаны, ручная регулировка MVI -2 NS -4 FS С бесплатно
ПодробнееЭлектронное реле давления EDS 300
Электронное реле давления EDS 300 Руководство пользователя Стр. 2 из 16 Содержание 1.Функции EDS 300 … 3 2. Монтаж … 3 3. Кнопки управления на мембранной клавиатуре … 4 4. Цифровой дисплей … 4 5. Функция выхода … 5
2 из 16 Содержание 1.Функции EDS 300 … 3 2. Монтаж … 3 3. Кнопки управления на мембранной клавиатуре … 4 4. Цифровой дисплей … 4 5. Функция выхода … 5
Датчик крутящего момента серии 7500
Свойства Вал отбора мощности (отбора мощности) со встроенным устройством измерения крутящего момента и угла Бесконтактная система измерения, высокая надежность Решение Plug & Play, дополнительная электроника не требуется Измерение рабочих характеристик
ПодробнееG1 / 4 Q8.Стандарт со смещенной позицией
Содержание Версия Привод Страница Характеристики Размеры x / ходовые клапаны пневматические 6,7, 0 9 электрические 6,7 9, 9 / ходовые клапаны пневматические 6,7, 0 электрические 6,7, 0 / ходовые клапаны пневматические 6,7 ,, 6, 7 электрических 6,7 ,,
ПодробнееКак управлять компактной серией 1
Электрический подъемный цилиндр Серия Compact Содержание Глоссарий .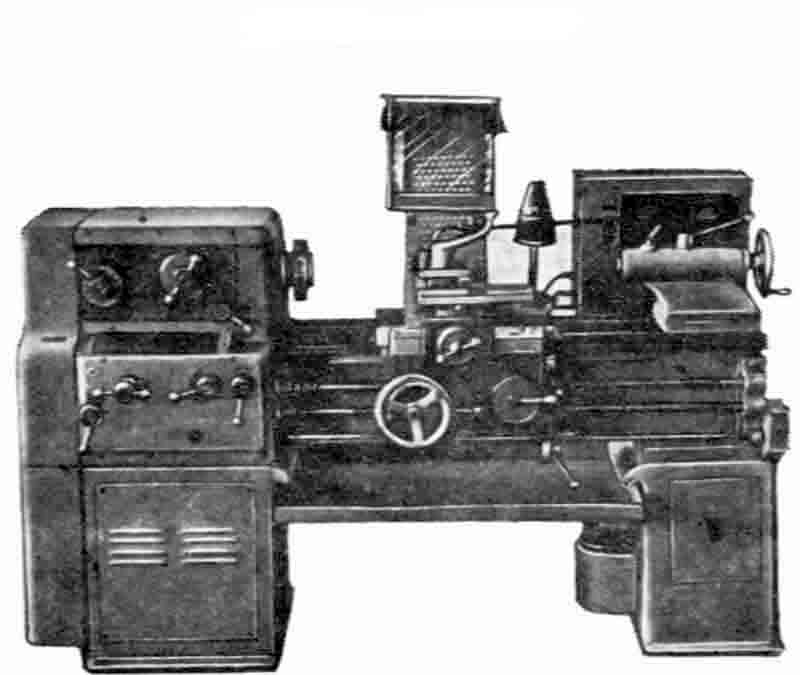 .. 2 Серия Compact SR 1… 4 Dimension SR 1 … 5 Compact Serie SR 1SP … 6 Dimension SR 1SP … 7 Compact Serie SR 5 … 8 Dimension SR
.. 2 Серия Compact SR 1… 4 Dimension SR 1 … 5 Compact Serie SR 1SP … 6 Dimension SR 1SP … 7 Compact Serie SR 5 … 8 Dimension SR
Приводы ГЕРЦ-Термал
Приводы ГЕРЦ-Термал Лист данных 7708-7990, выпуск 1011 Размеры в мм 1 7710 00 1 7710 01 1 7711 18 1 7710 80 1 7710 81 1 7711 80 1 7711 81 1 7990 00 1 7980 00 1 7708 11 1 7708 10 1 7708 23 1 7709 01
Подробнее2/2 и 3/2 ходовые седельные клапаны размера 6
2/2 и 3/2 ходовые седельные клапаны размера 6 Прямое управление Размеры сопряжения и плиты в соответствии с DIN 24340 и ISO Размер соединительного отверстия линии G 3/8 “Патронная конструкция PN [p макс.] = 315 бар 7501856.06.12.08
ПодробнееДатчик расхода турбины серии VTR
Турбинный датчик расхода серии VTR Турбинный датчик расхода SIKA серии VTR Сверхпрочный, впечатляюще точный турбинный датчик расхода SIKA VTR позволяет точно, надежно и легко определять расход
ПодробнееЛИНЕЙНОЕ УПРАВЛЕНИЕ ДВИЖЕНИЕМ
LINEAR MOTION CONTROL Технический паспорт Статические замки Серия RLSS Новое поколение линейных удерживающих / запирающих устройств Nexen выводит технологию запирания стержней на новый уровень. Обладая превосходной производительностью, эти
Обладая превосходной производительностью, эти
4/2-ходовой пневматический соленоидный клапан
4/2-ходовой пневматический электромагнитный клапан Надежный поршневой клапан с сервоприводом Удобное в обслуживании ручное дублирование Одинарный или блочный узел Взрывозащищенные версии Кулачок Тип 5413 в сочетании с Типом 2508 Кабельный штекер
ПодробнееПример. Жидкая сила. Схемы
Примеры гидравлических цепей для улучшения навыков чтения символов для работы над навыками чтения цепей с ответами HI LO Pump Circuit 18 A1 B1 17 16 15 13 Set 14 2000 PSI PG2 Set 500 PSI 12 11 7 8 10 PG1 9
ПодробнееТрехкомпонентная измерительная система
Трехкомпонентная система измерения силы для измерения силы во время токарной обработки Модульная система для измерения силы резания при токарной обработке внешнего и внутреннего диаметра на револьверных станках. Адаптеры для машин
Адаптеры для машин
Энкодеры перемещения
Датчики перемещения Аналоговые и цифровые Для измерения и позиционирования Для использования с пневматическими компонентами 1 Датчики перемещения Ключевые особенности Аналоговые датчики перемещения MLO-POT- -TLF Проводящий пластик
ПодробнееПОДВЕСКА И РУЛЕВОЙ ОБЗОР
ПОДВЕСКА ПОДВЕСКА И РУЛЕВОЙ ОБЗОР S40 / V50 имеет широкую колею и длинную колесную базу для его относительных размеров и веса.Это придает автомобилю стабильные и предсказуемые ходовые качества. Это также
ПодробнееРешения для гидравлического управления
Решения по управлению гидравликой Решения по управлению гидравликой Hydrox компании Vexve подходят даже для самых сложных мест установки и условий. Специально разработан для централизованного теплоснабжения и районного центра
ПодробнееМагнитные датчики приближения
Магнитные датчики положения Магнитные датчики положения Обзор Страница 38 Принцип действия и установка Страница 39 Цилиндрические конструкции Страница 41 Прямоугольные конструкции Страница 42 37 Kurzübersicht Magnetoresistive
ПодробнееМеханические цилиндры
Механические цилиндры 1 Червячная передача 2 Сферические подшипники скольжения 3 Фланец двигателя, стандарт IEC 4 Лубрикатор 5 Вентиляционное отверстие 6 Гайка шпинделя 7 Трапецеидальный шпиндель 8 Трубка цилиндра 9 Трубка поршня 10 Уплотнение 11 Грязесъемник 12 Вращение
ПодробнееПРОТИВОБАЛАНСОВЫЕ КЛАПАНЫ
ПРОТИВОБАЛАНСОВЫЕ КЛАПАНЫ Введение Это регулирующие клапаны, которые обеспечивают свободный поток в привод и затем блокируют обратный поток, пока не почувствуют управляющее давление, обратно пропорциональное нагрузке
ПодробнееЛинейные приводы SERVOMECH
. Линейные приводы SERVOMECH Механические линейные приводы SERVOMECH представляют собой моторизованные механические цилиндры, способные преобразовывать вращательное движение двигателя в поступательное движение штанги. Их разработано
Линейные приводы SERVOMECH Механические линейные приводы SERVOMECH представляют собой моторизованные механические цилиндры, способные преобразовывать вращательное движение двигателя в поступательное движение штанги. Их разработано
Руководство по эксплуатации барабанного тормоза
Барабанный тормоз Руководство пользователя TIE DOWN ENGINEERING, Inc. 5901 Wheaton Drive, Атланта, Джорджия 30336 www.tiedown.com (404) 344-0000 Факс (404) 349-0401 2007 TIE DOWN ENGINEERING, INC.ВСЕ ПРАВА ЗАЩИЩЕНЫ Инструкция
ПодробнееМ А Н У А Л 13-10-05
Документация Следующие информационные листы иллюстрируют описание, приведенное ниже: 12-WW01-4G-E Вид в разрезе копья с основными размерами 12-W101-6G-E Вид в разрезе головки копья с
ПодробнееКлапаны линейного монтажа серии L
Комплект запасных частей для клапана серии B1LSAD3 Принадлежности для линейного монтажа серии L Комплекты запасных частей для всех клапанов серии B1LSAD3 40. 1609 Вкл. Уплотнительные кольца, прокладки, пружина или комплект запасных частей глушителя для клапана серии
1609 Вкл. Уплотнительные кольца, прокладки, пружина или комплект запасных частей глушителя для клапана серии
Как использовать расходомер
Расходомер INLINE для непрерывного измерения расхода Экономическая интеграция в трубопроводные системы без дополнительных трубопроводов 3-проводная частотно-импульсная версия для прямого взаимодействия с ПЛК (как PNP, так и NPN) Подключение
ПодробнееАктуаторы и датчики.Товары
Приводы и датчики Продукция СОДЕРЖАНИЕ 1 2 3 4 Пневматические соленоидные клапаны для мобильных приложений> Двойной пневматический блок электромагнитных клапанов 01> Пневматический блок клапанов 02> Пневматический электромагнитный клапан
Подробнее .