| Наименование параметра | ИЖ-250 ИТП |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 |
| Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 18 |
| Частота прямого вращения шпинделя, об/мин | 63.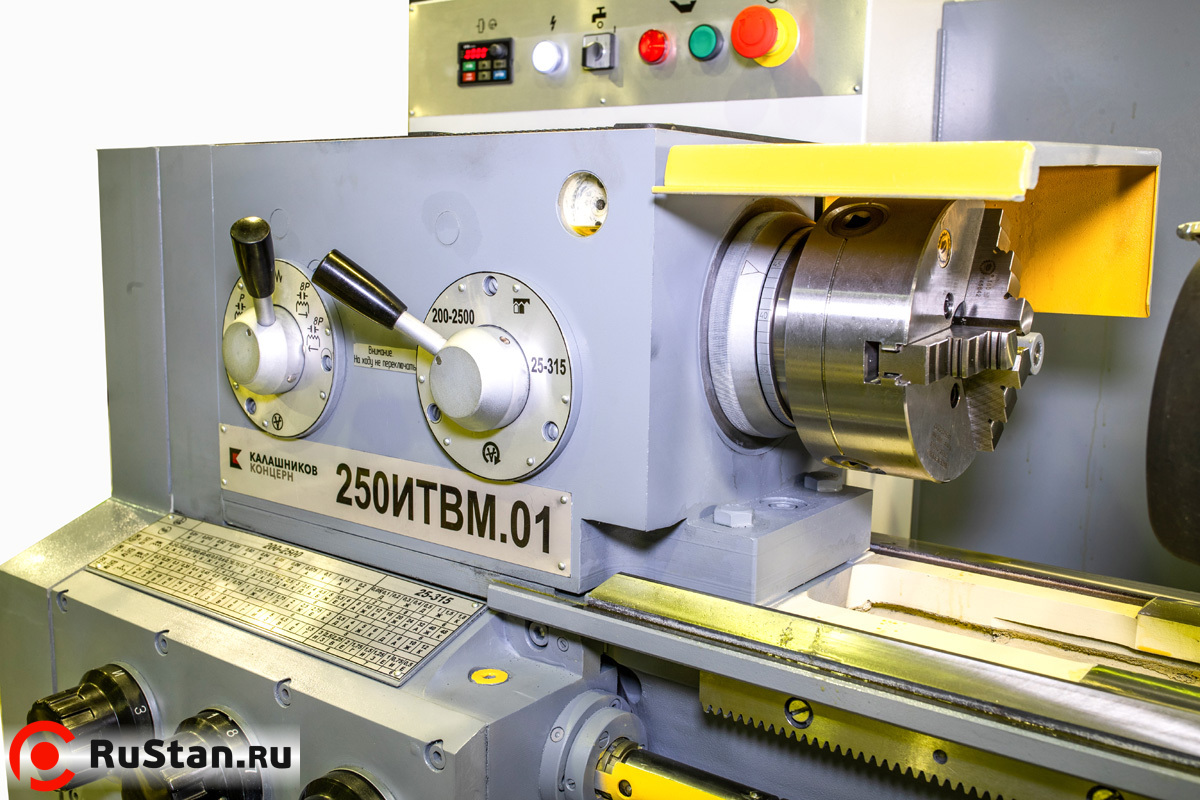 .3150 .3150 |
| Количество ступеней обратного вращения шпинделя, об/мин | 18 |
| Частота обратного вращения шпинделя, об/мин | 63..3150 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 |
| Подачи | |
| Наибольшая длина хода каретки суппорта, мм | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 170 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 |
| Поперечное перемещение за один оборот лимба, мм | 2 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 |
| Число ступеней продольных подач | |
| Пределы рабочих подач продольных, мм/об | 0,01. .1,8 .1,8 |
| Число ступеней поперечных подач | |
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..24 |
| Пределы шагов нарезаемых резьб дюймовых | 24..1 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 |
| Количество нарезаемых резьб питчевых | нет |
| Дискретность УЦИ по координатам X/Z. мм | – |
| Задняя бабка | |
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 |
Токарный станок ИЖ-250 – технические характеристики
Хорошо известный большинству специалистов станок ИЖ-250 долгое время выпускался в различных модификациях.
Внешний вид токарно-винторезного станка ИЖ-250ИТВ
Технические возможности станка модели ИЖ-250
Станок ИЖ-250 создавался специалистами «Ижмаш» для обработки деталей, отличающихся небольшими размерами. Именно поэтому им активно оснащались приборостроительные и инструментальные заводы.
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
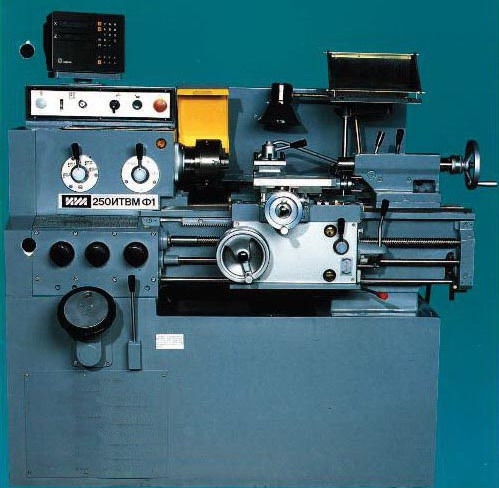
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.


Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Технические характеристики модификаций токарного станка ИЖ-250
Все основные параметры трех модификаций токарно-винторезного станка ИЖ-250 представлены в таблице ниже.
Технические характеристики модификаций станка ИЖ-250
Конструктивные особенности устройства
Токарно-винторезный станок данной модели благодаря некоторым особенностям конструкции обладает рядом особых характеристик. Перечислим эти конструктивные особенности.
- Ходовой винт смазывается автоматически при выполнении резьбонарезных операций.
- Параметры подач и скорости вращения шпинделя могут регулироваться в большом диапазоне.
- Фартук ИЖ-250 оснащен специальным механизмом останова, который позволяет выполнять точение на станке по жесткому упору и защищает коробку и механизмы подач от вероятных перегрузок.
- Фиксация резцовой головки агрегата осуществляется по беззазорной схеме, что обеспечивает высокую точность и жесткость ее установки и положения в процессе выполнения обработки.
- Для выбора скорости вращения шпинделя используется система преселективного управления, которая позволяет заранее при выполнении определенной технологической операции подготовить его последующее включение с заданными параметрами и осуществить его, когда это потребуется.
- Приводные ремни за счет специальной конструкции шпиндельного узла меняются очень быстро и просто, разбирать его для этого нет необходимости.
- Нарезание различных типов резьбы на ИЖ-250 (метрической, модульной, дюймовой) осуществляется не посредством смены шестерен в его гитаре, а за счет универсальности коробки подач.
- Станина ИЖ-250 выполнена из особой марки чугуна – хромоникелевого, а тщательно отшлифованные направляющие на ней закалены с использованием токов высокой частоты.

Управление подачами на станке данной модели реализовано по мнемоническому (облегчающему запоминание) принципу и осуществляется при помощи рукоятки. Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
Кинематическая схема ИЖ-250 (нажмите, чтобы увеличить)
Принципиальная электрическая станка (нажмите, чтобы увеличить)
Правила эксплуатации
Приводной механизм ИЖ-250 оснащен электродвигателем мощностью 3 кВт, 12-скоростным редуктором, системой поликлиновых и клиновых ремней. Переключение скоростей на редукторе осуществляется при помощи специального маховика, который связан с двумя селекторными дисками с системой отверстий. Поворотом маховика создается требуемая комбинация отверстий, в которые входят фиксирующие пальцы рычагов, отвечающих за введение в зацепление блоков шестерен с различными параметрами. После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
На станке ИЖ-250 установлен фартук закрытого типа, механизм которого отвечает за продольные и поперечные подачи суппорта в ручном и механическом режимах, а также за нарезание резьбы, для чего задействуется ходовой винт.
Станок ИЖ-250 ИТВМ
В фартуке станка ИЖ-250 установлено блокировочное устройство, которое исключает возможность одновременного включения ходового винта и валика, а также продольной и поперечной подач. На лицевой части фартука, что видно по фото или чертежу станка, расположена рукоятка, при помощи которой и осуществляется управление всеми подачами.
Существует еще ряд моментов, на которые следует обращать внимание при эксплуатации станка модели ИЖ-250. Рассмотрим их.
- Отдельные модификации станка данной модели не предполагают использование редуктора для изменения скорости вращения шпиндельного узла, в них настройка данного параметра реализуется за счет изменения частоты вращения вала приводного электродвигателя. На таком токарном оборудовании устанавливаются более мощные электродвигатели – 5,5 кВт.
- К электрической сети станок подключается при помощи пакетного выключателя.
- Для работы станка ИЖ-250 необходима трехфазная электрическая сеть с напряжением питания, равным 380В.

Какую бы модификацию станка данной модели вы ни решили приобрести для своего предприятия, вы получите в свое распоряжение надежное оборудование, позволяющее выполнять металлообработку с высокой точностью и производительностью. Об этом свидетельствуют многочисленные отзывы специалистов о данном агрегате.
Оценка статьи:
Загрузка…Поделиться с друзьями:
|
|
ИЖ-250 Станок токарно-винторезный универсальныйСхемы, описание, характеристики Сведения о производителе токарно-винторезного станка ИЖ-250Производитель токарно-винторезного станка модели ИЖ-250 – Ижевский машиностроительный завод “Ижмаш”, основанный в 1807 году. История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела. Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией. Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42. Станки, выпускаемые машиностроительным заводом ИжмашИЖ-250 Токарно-винторезный станок универсальный. Назначение, область примененияТокарно-винторезный станок ИЖ-250 – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П. Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях. Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей. Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ. Особенности конструкции токарно-винторезного станка ИЖ-250Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке. Конец шпинделя резьбовой М68х6. Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя. Коробка подач получает движение через гитару от коробки скоростей передней бабки. Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач. Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен. Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика. Электрооборудование, установленное на станке ИЖ-250:
Основные технические характеристики токарно-винторезного станка иж-250Изготовитель – Ижевский машиностроительный завод Ижмаш.
Шпиндель токарно-винторезного станка иж-250
Подачи и резьбы токарно-винторезного станка иж-250
Габариты рабочего пространства токарного станка ИЖ-250Габариты рабочего пространства токарного станка ИЖ-250 Шпиндель токарного станка ИЖ-250 Шпиндель токарного станка ИЖ-250. Смотреть в увеличенном масштабе Станина токарного станка ИЖ-250 Станина токарного станка ИЖ-250. Смотреть в увеличенном масштабе Общий вид токарно-винторезного станка ИЖ-250Фото токарного станка ИЖ-250 Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе Фото токарного станка ИЖ-250 Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе Фото токарного станка ИЖ-250 Расположение органов управления токарно-винторезным станком ИЖ-250Расположение органов управления токарно-винторезным станком ИЖ-250 Органы управления токарно-винторезным станком ИЖ-250. Перечень органов управления станком ИЖ-250
Схема смазки токарно-винторезным станком ИЖ-250 Схема смазки токарно-винторезным станком ИЖ-250. ИЖ-250 Схема кинематическая токарного станкаКинематическая схема токарно-винторезного станка ИЖ-250 Схема кинематическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе Конструкция основных узлов токарного станк ИЖ-250ИЖ-250 Передняя бабка токарного станкаПередняя бабка токарно-винторезного станка ИЖ-250 Передняя бабка токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе ИЖ-250 Фрикционная муфта и тормоз редуктора токарного станкаФрикционная муфта и тормоз редуктора токарного станка ИЖ-250 Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе ИЖ-250 Коробка подач токарного станкаКоробка подач токарно-винторезного станка ИЖ-250 Коробка подач токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе ИЖ-250 Схема электрическая принципиальная станкаЭлектрическая схема токарно-винторезного станка ИЖ-250 Схема электрическая токарно-винторезного станка ИЖ-250. Токарно-винторезный универсальный станок ИЖ-250. Видеоролик.Технические характеристики токарно-винторезного станка ИЖ-250
Список литературы:Связанные ссылки. Дополнительная информация Каталог справочник токарно-винторезных станков Паспорта и схемы к токарно-винторезным станкам и оборудованию Купить каталог, справочник, базу данных: Прайс-лист информационных изданий Токарный станок Станко ИЖ 250 ITV Этот сайт использует куки. Меню
 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Мы изготовили первое на рынке фотоэлектрическое стекло, обладающее низкими коэффициентами излучения, которое обеспечивает УФ- и ИК-фильтры, которые способствуют естественному освещению и генерируют энергию. Все наши решения имеют многофункциональную ценность. ОПТИЧЕСКИЕ И ТЕРМИЧЕСКИЕ СВОЙСТВАМногофункциональные свойства PV-стекла превосходят свойства обычного стекла.Фотоэлектрическое стекло Onyx Solar может быть настроено для оптимизации его работы в различных климатических условиях. Солнечный фактор, также известный как «g-значение» или SHGC, является ключевым для достижения теплового комфорта в любом здании. Стекло ThinFilm от Onyx Solar обладает солнечным фактором, который колеблется от 10% до 40%, и делает его идеальным кандидатом для контроля температуры внутри помещения. Фотоэлектрическое стекло Onyx Solar также предлагает широкий спектр U-значений в соответствии с архитектурной спецификацией. Низкоэмиссионные фотоэлектрические стеклянные конфигурации практически бесконечны, однако в следующей таблице мы покажем вам наши самые популярные конфигурации для технологий кристаллического и аморфного кремния, а также их оптические и тепловые характеристики, их пропускание видимого света и их сила. Если вашему проекту требуется стекло с более специфическим наростом, пожалуйста, свяжитесь с нами. AMORPHOUS SILICON PV GLASSАморфное кремниевое PV стекло может быть адаптировано к потребностям каждого проекта. Мы предлагаем широкий ассортимент цветов и производим самое большое на рынке фотоэлектрическое стекло (4 х 2 метра). Стандартные размерыТЕМНО
НИЗКАЯ ПРОЗРАЧНОСТЬ
СРЕДНЯЯ ПРОЗРАЧНОСТЬ
ВЫСОКАЯ ПРОЗРАЧНОСТЬ
КРИСТАЛЛИЧЕСКИЙ КРЕМНИЙ PV GLASSКристаллическое кремниевое PV стекло может быть настроено в соответствии с потребностями каждого проекта.Мы предлагаем широкий ассортимент цветов и производим самое большое на рынке фотоэлектрическое стекло (4 х 2 метра). Его мощность определяется в основном количеством элементов, используемых на модуль (плотность солнечных элементов). Стандартные размерыВЫСОКАЯ ПЛОТНОСТЬ СОЛНЕЧНОЙ КЛЕТОКИ
НИЗКАЯ СОЛНЕЧНАЯ ПЛОТНОСТЬ КЛЕТКИ
* Эти значения действительны при минимальных изменениях настроек толщины, таких как 4T + 3. ** Толщина внутреннего стеклянного слоя не меняет значение U, поэтому допустимы как 6T, так и 4 + 4. инструментов. |
||||||||||||||||

 Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)).
Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)). Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
 Начало серийного выпуска – 1960 год.
Начало серийного выпуска – 1960 год. .2,17 мм/об
.2,17 мм/об Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе .2000
.2000 .2,17
.2,17 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963 Продолжая просматривать Exapro, вы соглашаетесь использовать куки на нашем сайте.
Продолжая просматривать Exapro, вы соглашаетесь использовать куки на нашем сайте. 03
03  Мы просто следуем замыслу дизайнеров и производим стекло, чтобы соответствовать этим требованиям.Соответственно, мы предлагаем однослойное, двойное и тройное остекление, воздушную и аргоновую камеры и другие конфигурации.
Мы просто следуем замыслу дизайнеров и производим стекло, чтобы соответствовать этим требованиям.Соответственно, мы предлагаем однослойное, двойное и тройное остекление, воздушную и аргоновую камеры и другие конфигурации. 2 + 4
2 + 4 2 + 6T / 12Argon / 4 / 12Argon / 6T low-e
2 + 6T / 12Argon / 4 / 12Argon / 6T low-e 28
28 2 + 4
2 + 4 2 + 6T / 12Argon / 4 / 12Argon / 6T low-e
2 + 6T / 12Argon / 4 / 12Argon / 6T low-e 28
28 97
97 97
97 2 + 4T вместо 6T + 3.2 + 6T и 4T + 4T, 8T + 8T вместо 6T + 6T.
2 + 4T вместо 6T + 3.2 + 6T и 4T + 4T, 8T + 8T вместо 6T + 6T. Токарный станок ИЖ 250: технические характеристики, обзор
В конце первой половины прошлого столетия заводом ИЖМАШ начал выпускаться токарный станок ИЖ 250. Выпускавшийся в трех модификациях агрегат предназначен для осуществления различных токарных операций на индивидуальном и промышленном производстве. Конструкция устройства предусматривает установку обрабатываемых болванок в таких зажимах: центры, кулачковые патроны или цанга. Предназначается для работы с небольшими заготовками и используется на заводах, специализирующихся на производстве приборов и инструментов. Высокая точность работ, выполняемых агрегатом, будет обеспечиваться наиболее продолжительное время, если его применять при завершающих операциях. Иные работы лучше производить на станках других моделей.
Токарный станок ИЖ 250: технические характеристики
Согласно паспорту, устройство обладает следующими характеристиками:
- вес – 1180 кг;
- габариты – 179х81х140 см;
- точность по ГОСТ – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении – 30 см;
- длина болванки в максимальном значении – 50 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,4 см;
- сечение резца в максимальном значении – 1,6х1,6 см;
- передвижение пиноли в максимальном значении – 8,5 см;
- количество оборотов главного вала – 25-2500 об/мин.
Какие задачи решает агрегат?
Устройство представлено в трех модификациях, имеющих некоторые различия:
- Модель ИТВМФ1 – имеет в комплектации индикаторы чисел, обеспечивающие большую точность и удобство проводимых операций.
- Модель ИТВМ03 – расстояние между центрами увеличено для обеспечения удобства работы с нестандартными заготовками.
- Модель ИТПМ – предназначена для работ при повышенных нагрузках на узлы и не обладает повышенной точностью.
Индикация цифрового типа, представленная в модели ИТВФ1, повышает производительность, поскольку при работе не требуется предварительное измерение заготовок и исключаются прочие расчеты, такие как фиксирование в памяти или на бумаге количество оборотов лимба. Кроме того, данная система позволяет компенсировать износ инструментов и неточности механизмов установки, что не требует человеческого контроля.
Нониус, предусмотренный конструкцией, позволяет производить точный отсчет поперечных передвижений до 0,005 мм/об. Осевая и перпендикулярная подачи, широкий спектр доступных для нарезки резьбы величин обеспечиваются коробкой подач. Нарезка резьбы повышенной точности осуществляется благодаря соединению гитары и винта, без задействования коробки подач.
Ручные и механические подачи резцедержателя, продольные и поперечные, нарезка резьб под воздействием ходового винта, обеспечивается закрытым фартуком установки. Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Технические характеристики модификаций
Согласно паспорту, модификации установки ИЖ 250 имеют следующие характеристики:
- вес: ИТПМ – 1180 кг; ИТВМ03 – 1040 кг; ИТВМФ1 – 1290 кг;
- габариты: ИТПМ – 179х81х140 см; ИТВМ03 – 200,5х81х140 см; ИТВМФ1 – 179х95,5х158 см;
- точность по ГОСТ: ИТПМ – П; ИТВМ03 – В; ИТВМФ1 – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении: для всех моделей – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении: для всех моделей – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении: для всех моделей – 30 см;
- длина болванки в максимальном значении: для всех моделей – 50 см;
- диаметр обрабатываемого прутка в максимальном значении: для всех моделей – 2,4 см;
- сечение резца в максимальном значении: для всех моделей – 1,6х1,6 см;
- передвижение пиноли в максимальном значении: для всех моделей – 8,5 см;
- количество оборотов главного вала: для всех моделей – 25-2500 об/мин.

Конструктивные особенности
Токарная установка обладает следующими особенностями конструкции:
- ходовой винт, при произведении токарных работ, смазывается автоматически;
- подачи и обороты вала имеют большой интервал, что обеспечивает операции лучшей производительностью, а обработанную поверхность большим качеством;
- особый механизм остановки агрегата, установленный в фартуке, обеспечивает жестким упором оборудование при работе и защищает коробку подач от перегрузок;
- беззазорная сцепка, которой зафиксирована резцовая головка, повышает точность установки и жесткость;
- роботизированный принцип, управляющий скоростями главного вала, обеспечивает предварительную подготовку следующего запуска нового вида работ в определенный момент. Такая подготовка осуществляется еще во время работы;
- особая конструкция механизмов главного вала позволяет легко производить замену приводных ремней;
- универсальность механизмов коробки подач позволяет производить нарезку любых резьб, не заменяя зубчатых колес гитары;
- рабочая поверхность основания станка изготовлена из хромоникелевого чугуна, направляющие закалены высокочастотными токами и отшлифованы;
- подачи управляются мнемоническим образом при помощи одной рукояти.

Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.
- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
 youtube.com/embed/TFWoD1Pj3jg” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/TFWoD1Pj3jg” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Republished by Blog Post Promoter
Токарный станок иж 250 паспорт
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 – Ижевский машиностроительный завод “Ижмаш”, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250 Токарно-винторезный станок универсальный.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок ИЖ-250 – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ.
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель – Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска – 1960 год.
Начало серийного выпуска – 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров – 150 мм
- Мощность электродвигателя – 2,6/3 кВт
- Вес станка полный – 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач – 0,07. .2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6 модулей
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
 .2,17 мм/об
.2,17 мм/обОсобенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1

Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Токарно-винторезный станок 250ИТВМ.01 представляет собой агрегат для выполнения технологических операций. Он используется для точения, одного из основных методов по обработке металлов резанием и преимущественно в промышленных условиях, в рамках производственных предприятий разного масштаба.
Токарный станок модели ИЖ250ИТВМ, благодаря относительно небольшим габаритным размерам занимает немного площади производственного участка. Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
- Для единичного выпуска изделий небольшого размера в условиях приборостроительного или инструментального производства.
- Для получистовой или финишной обработки.
СОВЕТ: Корректно определиться по требуемому исполнению станка можно после консультации с квалифицированными специалистами, изучения паспорта оборудования, а также отзывов на специализированных интернет-форумах.
С целью предупреждения последующих нештатных или аварийных ситуаций приобретайте станки после обслуживания/восстановительного ремонта.
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : 8) и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Технические характеристики станка
В паспорте токарного станка ИЖ 250 приведены его данные.
Параметры обрабатываемых деталей:
- Диаметр, до 240 (установка над станиной), 168 (над суппортом) и 24 мм (пруток внутри шпинделя).
- Длина детали, до 500 мм.
- Нарезаемая резьба – метрическая (шаг 0,2…48 мм), модульная (0,2…12 модулей) и дюймовая (24…0,5 нитей на дюйм).
- Сквозное отверстие шпинделя диаметром 25 мм.
Шпиндель имеет 21-у скорость прямого/обратного вращения, которые находятся в диапазоне 25 – 2500 об/мин.
Масса и габариты станка:
- Длина * ширина * высота – 1790 * 810 * 1400 мм.
- масса 1,2 т.
В агрегате использовано три электрических двигателя, их суммарное энергопотребление составляет 3,3 кВт.
Устройство станка
Электрооборудование токарного станка ИЖ250
Станину изготавливают методом литья, она имеет усиления в виде П-образного ребра и устанавливается на прочной тумбе. Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
В соответствии с кинематической схемой станка редуктору отводится роль коробки скоростей, приводящейся с помощью электродвигателя, закрепленного на фланце. Для фиксации редуктора в тумбе имеется промежуточный кронштейн.
У редуктора есть устройство предварительного выбора оборотов. Эта процедура реализуется без останова станка. Рукояткой проворачивают маховик, связанный с двумя дисками, с помощью которых выбирают число оборотов. Диски образуют набор отверстий для пальцев с рычагами, перекидывающими блоки шестерен. Для приостановки вращения зубчатых колес (до скорости менее 100 об/мин) эта рукоятка слегка оттягивается к себе (ощущение сопротивления), выдерживается пауза. Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Для упрощения переброски или смены приводного ремня (без необходимости разбирать весь узел) его шкив смещен в левую половину корпуса задней бабки. Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
С помощью коробки подач настраивают процессы по нарезке резьбы или переключают подачи во время точения. Размер всех поперечных подач вдвое меньше аналогичных продольных. Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Слева на торцевой поверхности передней бабки крепят гитару. Из-за наличия блокировки включить зубчатую передачу вместе с ременной невозможно.
Застопорить заднюю бабку можно поворотом ее рукоятки. Усилие зажима можно отрегулировать с помощью гаек. Надежности прижима поспособствует добавочный винт. Проточка коротких конусов на станке облегчается тем, что есть возможность сместить корпус задней бабки по отношению к оси центров станка. Смещение делается на величину не более + — (10 мм) специальным винтом. Для контроля положения оси центров станка по горизонтали (относительно станинных направляющих) совмещают соответствующие бобышки на корпусе и поддоне задней бабки. Фиксацию пиноли выполняют посредством ее ручки.
Фиксацию пиноли выполняют посредством ее ручки.
К основным функциям фартука относят: реализация движения подачи (продольной или поперечной) для суппорта посредством ходового вала; порезка резьбовых поверхностей – от ходового винта. Поэтому фартук снабжен 4-я муфтами, которые включают прямые или обратные подачи. Ускоренного перегона резца у этих моделей станков нет.
Крестообразный суппорт в процессе работы станка ходит вдоль заготовки с помощью станинных направляющих, а поперек нее – по аналогичным элементам каретки. Продольные перемещения реализуются ручным либо механическим способом. Сверху на суппорте стоит основной резцедержатель с четырьмя местами под резцы. Под заказ возможна дополнительная поставка заднего одноместного резцедержателя для поперечной каретки.
Для закрытия зоны резания от летящих стружек установлено защитное ограждение с проемом из прочного прозрачного полимера. Ее монтируют с помощью стойки с регулируемой высотой. В случае резания заготовок из хрупкого материала применяют дополнительный защитный экран, который крепится к основному справа.
В конце первой половины прошлого столетия заводом ИЖМАШ начал выпускаться токарный станок ИЖ 250. Выпускавшийся в трех модификациях агрегат предназначен для осуществления различных токарных операций на индивидуальном и промышленном производстве. Конструкция устройства предусматривает установку обрабатываемых болванок в таких зажимах: центры, кулачковые патроны или цанга. Предназначается для работы с небольшими заготовками и используется на заводах, специализирующихся на производстве приборов и инструментов. Высокая точность работ, выполняемых агрегатом, будет обеспечиваться наиболее продолжительное время, если его применять при завершающих операциях. Иные работы лучше производить на станках других моделей.
Токарный станок ИЖ 250: технические характеристики
Согласно паспорту, устройство обладает следующими характеристиками:
- вес – 1180 кг;
- габариты – 179х81х140 см;
- точность по ГОСТ – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении – 30 см;
- длина болванки в максимальном значении – 50 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,4 см;
- сечение резца в максимальном значении – 1,6х1,6 см;
- передвижение пиноли в максимальном значении – 8,5 см;
- количество оборотов главного вала – 25-2500 об/мин.

Какие задачи решает агрегат?
Устройство представлено в трех модификациях, имеющих некоторые различия:
- Модель ИТВМФ1 – имеет в комплектации индикаторы чисел, обеспечивающие большую точность и удобство проводимых операций.
- Модель ИТВМ03 – расстояние между центрами увеличено для обеспечения удобства работы с нестандартными заготовками.
- Модель ИТПМ – предназначена для работ при повышенных нагрузках на узлы и не обладает повышенной точностью.
Индикация цифрового типа, представленная в модели ИТВФ1, повышает производительность, поскольку при работе не требуется предварительное измерение заготовок и исключаются прочие расчеты, такие как фиксирование в памяти или на бумаге количество оборотов лимба. Кроме того, данная система позволяет компенсировать износ инструментов и неточности механизмов установки, что не требует человеческого контроля.
Ручные и механические подачи резцедержателя, продольные и поперечные, нарезка резьб под воздействием ходового винта, обеспечивается закрытым фартуком установки. Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Технические характеристики модификаций
Согласно паспорту, модификации установки ИЖ 250 имеют следующие характеристики:
- вес: ИТПМ – 1180 кг; ИТВМ03 – 1040 кг; ИТВМФ1 – 1290 кг;
- габариты: ИТПМ – 179х81х140 см; ИТВМ03 – 200,5х81х140 см; ИТВМФ1 – 179х95,5х158 см;
- точность по ГОСТ: ИТПМ – П; ИТВМ03 – В; ИТВМФ1 – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении: для всех моделей – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении: для всех моделей – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении: для всех моделей – 30 см;
- длина болванки в максимальном значении: для всех моделей – 50 см;
- диаметр обрабатываемого прутка в максимальном значении: для всех моделей – 2,4 см;
- сечение резца в максимальном значении: для всех моделей – 1,6х1,6 см;
- передвижение пиноли в максимальном значении: для всех моделей – 8,5 см;
- количество оборотов главного вала: для всех моделей – 25-2500 об/мин.

Конструктивные особенности
Токарная установка обладает следующими особенностями конструкции:
- ходовой винт, при произведении токарных работ, смазывается автоматически;
- подачи и обороты вала имеют большой интервал, что обеспечивает операции лучшей производительностью, а обработанную поверхность большим качеством;
- особый механизм остановки агрегата, установленный в фартуке, обеспечивает жестким упором оборудование при работе и защищает коробку подач от перегрузок;
- беззазорная сцепка, которой зафиксирована резцовая головка, повышает точность установки и жесткость;
- роботизированный принцип, управляющий скоростями главного вала, обеспечивает предварительную подготовку следующего запуска нового вида работ в определенный момент. Такая подготовка осуществляется еще во время работы;
- особая конструкция механизмов главного вала позволяет легко производить замену приводных ремней;
- универсальность механизмов коробки подач позволяет производить нарезку любых резьб, не заменяя зубчатых колес гитары;
- рабочая поверхность основания станка изготовлена из хромоникелевого чугуна, направляющие закалены высокочастотными токами и отшлифованы;
- подачи управляются мнемоническим образом при помощи одной рукояти.
.JPG)
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.
- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Токарно-винторезный станок 250ИТВМ: технические характеристики, паспорт
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Технические характеристики токарно-винторезных станков 250-ИТП
| Наименование параметра | 1И611П | 250-ИТП | 250-ИТВ | 250ИТВМ.01 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 260 | 300 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 240 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 168 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 135 | 150 | 150 | 150 |
| Высота резца, мм | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 21 | 18 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 20..2000 (21) | 63..3150 (18) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4К | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 180 | 170 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 20 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 2 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач продольных, мм/об | 0,01..3 (25) | 0,01..1,5 | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач поперечных, мм/об | 0,005..1,5 | 0,005..0,75 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | 5000 (500) | ||
| Количество нарезаемых резьб метрических | 33 | 30 | 30 | 33 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 (33) | 0,2..24 (30) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 21 | 26 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..0,5 (26) | 24..1 (21) | 24..1 (21) | 24..0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 21 | 25 |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..30 (35) | 0,2..6 (21) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | ||
| Цена деления лимба перемещения салазок, мм | 0,05 | 0,02 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные и поперечные | есть | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | ||
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3 (1420) | 3 (1430) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | АОЛ2-32-4 | АИР100S4ПУ3 | ||
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,08 (1390) | 0,09 (2700) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | |||
| Тип станции смазки | С48-12М | С48-12М | ||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,15 (2800) | 0,12 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-25МС | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1770_970_1300 | 1790_810_1400 | ||
| Масса станка, кг | 1120 | 1180 |
Список литературы:
Станок специальный токарный 250ИТП, 250ИТВ, 250ИТВФ1. Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Конструкторские особенности строения
Составные части станка
Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : 8) и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Токарно-винторезный станок 250ИТВМ.01 представляет собой агрегат для выполнения технологических операций. Он используется для точения, одного из основных методов по обработке металлов резанием и преимущественно в промышленных условиях, в рамках производственных предприятий разного масштаба.
Токарный станок модели ИЖ250ИТВМ, благодаря относительно небольшим габаритным размерам занимает немного площади производственного участка. Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
- Для единичного выпуска изделий небольшого размера в условиях приборостроительного или инструментального производства.
- Для получистовой или финишной обработки.
С целью предупреждения последующих нештатных или аварийных ситуаций приобретайте станки после обслуживания/восстановительного ремонта.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Назначение ИЖ 250
Токарный станок по металлу ИЖ 250 обеспечивает высококачественное исполнение заключительных операций. Чтобы произвести точение, не требующее большой точности, и, оказывающее солидные нагрузки на станок, стоит выбрать другую модификацию оборудования – 250 ИТП. Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
- ИЖ 250 ИТВМ.03 имеет большее расстояние между центрами, позволяющее легко обрабатывать детали нестандартной формы.
- ИЖ 250 ИТВМФ1 – агрегат, имеющий цифровой индикатор, что повышает удобство, точность и эффективность работы.
- ИЖ 250 ИТПМ используется для токарных операций невысокой точности.
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Оснащение станка УЦИ позволяет:
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Сведения о производителе токарно-винторезного станка 250ИТВМ
Производитель токарного станка 250ИТВМ — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный Ø 270
- 1И611ПМФ3 — станок токарный с ЧПУØ 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности Ø 300
- 250ИТВМ Ф2 — станок токарный с оперативной системой управления ОСУ Ø 320
- 1336м — станок токарно-револьверный Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальныйØ 400
- ИЖ-250, ИЖ-250П — станок токарно-винторезный повышенной точности универсальный Ø 250
- ИТ-42 — станок токарный с ЧПУ Ø 320
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.
Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами
При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.
- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
95ТС-1 (ИС1-1) токарно-винторезный станок универсальный повышенной точности. Назначение и область применения
Токарный станок 95ТС-1 повышенной точности изготовлен на базе станка 1И611П.
Универсальный токарно-винторезный станок 95ТС-1 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Станок 95ТС-1 применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 95ТС-1 обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Главное отличие от многих других токарных станков – коробка скоростей, конструктивно схожа с коробкой скоростей фрезерных станков 675-676 и рукоятка включения продольной – поперечной подачи.
Станок производился с середины 60х годов. В отличие от современных станков имеет закруглённые углы на передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет автономную систему смазки, работающую от электрической гидростанции.
Старые модели, на вторичном рынке имеются изобильно. Это весьма массовое изделие. Цены колеблются от 25 000руб до 130 000руб и более.
Особенности конструкции станка
Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре;
Преселективное управление скоростями шпинделя позволяет подготовить последующее переключение во время работы станка;
Исключается необходимость обслуживания с задней стороны станка, что важно при ограниченных производственных площадях;
Сварной контейнер со встроенным электрооборудованием и емкостью СОЖ;
Объемный стружкосборник, удобное удаление стружки;
Преселективное управление скоростями шпинделя;
Предохранительное устройство от перегрузки механизма подач;
Механизм-верньер для точного отсчета поперечного перемещения суппорта;
фрезерное приспособление, устанавливаемое на поперечной каретке суппорта;
Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки;
Ходовой винт смазывается автоматически при нарезании резьбы;
Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении
Конструкция и модификации станка
Внешний вид
Функциональное назначение токарных станков модели ИЖ-250 широкое. С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
Конструкция оборудования стандартная, но имеет ряд особенностей. К ним относятся широкий диапазон переключения передач и подач режущего инструмента, возможность заранее выставить режим работы, который включится в определенный промежуток времени. Для удобства управления предусмотрен мнемонический механизм. Во время формирования резьбы смазка ходового винта выполняется автоматически.
Кроме этого, существует несколько типов модернизации станка, которые отличаются техническими и эксплуатационными качествами, а также комплектацией.
- ИЖ-250ИТВФ1. Оснащен блоком цифровой индикации. С его помощью можно существенно повысить производительность труда, так как рабочий не тратит время на измерение фактических размеров обрабатываемой детали;
- ИЖ-250ИТП. Предназначен для выполнения грубой обработки. Эта модель изготавливается только по особому заказу.
Во всех типах оборудования установлен редуктор с двенадцатью скоростями. Для привода применяются клиновые ремни повышенной надежности. Переключение блока шестерен происходит при смещении дисков, в которых есть отверстия под фиксирующие пальцы.
Повышение точности формирования резьбы осуществляется с помощью механизма-верньера, установленного на станок ИЖ-250. Дополнительно предусмотрена схема соединения гитары с ходовым винтом. Он позволяет повысить точность обработки.
Наибольшую популярность станки этой серии получили для комплектации производственных линий, специализирующихся на приборостроении. Это обусловлено возможностью индивидуальной комплектации и изменением некоторых параметров станка при заказе на заводе-производителе.
Расположение составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Расположение основных узлов токарного станка 250итвм.01
Перечень составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Устройство станка
Электрооборудование токарного станка ИЖ250
Станину изготавливают методом литья, она имеет усиления в виде П-образного ребра и устанавливается на прочной тумбе. Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
В соответствии с кинематической схемой станка редуктору отводится роль коробки скоростей, приводящейся с помощью электродвигателя, закрепленного на фланце. Для фиксации редуктора в тумбе имеется промежуточный кронштейн.
У редуктора есть устройство предварительного выбора оборотов. Эта процедура реализуется без останова станка. Рукояткой проворачивают маховик, связанный с двумя дисками, с помощью которых выбирают число оборотов. Диски образуют набор отверстий для пальцев с рычагами, перекидывающими блоки шестерен. Для приостановки вращения зубчатых колес (до скорости менее 100 об/мин) эта рукоятка слегка оттягивается к себе (ощущение сопротивления), выдерживается пауза. Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Для упрощения переброски или смены приводного ремня (без необходимости разбирать весь узел) его шкив смещен в левую половину корпуса задней бабки. Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
С помощью коробки подач настраивают процессы по нарезке резьбы или переключают подачи во время точения. Размер всех поперечных подач вдвое меньше аналогичных продольных. Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Слева на торцевой поверхности передней бабки крепят гитару. Из-за наличия блокировки включить зубчатую передачу вместе с ременной невозможно.
Застопорить заднюю бабку можно поворотом ее рукоятки. Усилие зажима можно отрегулировать с помощью гаек. Надежности прижима поспособствует добавочный винт. Проточка коротких конусов на станке облегчается тем, что есть возможность сместить корпус задней бабки по отношению к оси центров станка. Смещение делается на величину не более + — (10 мм) специальным винтом. Для контроля положения оси центров станка по горизонтали (относительно станинных направляющих) совмещают соответствующие бобышки на корпусе и поддоне задней бабки. Фиксацию пиноли выполняют посредством ее ручки.
К основным функциям фартука относят: реализация движения подачи (продольной или поперечной) для суппорта посредством ходового вала; порезка резьбовых поверхностей – от ходового винта. Поэтому фартук снабжен 4-я муфтами, которые включают прямые или обратные подачи. Ускоренного перегона резца у этих моделей станков нет.
Крестообразный суппорт в процессе работы станка ходит вдоль заготовки с помощью станинных направляющих, а поперек нее – по аналогичным элементам каретки. Продольные перемещения реализуются ручным либо механическим способом. Сверху на суппорте стоит основной резцедержатель с четырьмя местами под резцы. Под заказ возможна дополнительная поставка заднего одноместного резцедержателя для поперечной каретки.
Для закрытия зоны резания от летящих стружек установлено защитное ограждение с проемом из прочного прозрачного полимера. Ее монтируют с помощью стойки с регулируемой высотой. В случае резания заготовок из хрупкого материала применяют дополнительный защитный экран, который крепится к основному справа.
Сведения о производителе токарно-винторезного станка 250ИТВМ.01
Производитель токарного станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 – , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Токарный станок ИЖ 250 |
Токарный станок ИЖ 250
Токарный станок ИЖ 250 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.
- Токарный станок ИЖ 250 ИТВМФ1 дополнительно оснащен системой цифровой индикации.
- Токарный станок ИЖ 250 ИТВМ.03 с увеличенным межцентровым расстоянием.
- Токарный станок ИЖ 250 ИТПМ предназначен для выполнения менее точных работ.
Токарный станок ИЖ 250 — особенности конструкции
Широкий диапазон чисел оборотов и подач токарного станка ИЖ 250 обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Что соответственно упрощает ведение токарных работ.
Токарный станок ИЖ 250 — высокая жёсткость и точность
Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла токарного станка ИЖ 250 позволяет быстро сменить приводные ремни без разборки узла. Станина токарных станков ИЖ 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Токарный станок ИЖ 250 — устройство
Привод главного движения токарного станка ИЖ 250 осуществляется от электродвигателя через двенадцатискоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).
Оснащение токарного станка ИЖ 250 СЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач токарного станка ИЖ 250 обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Токарный станок ИЖ 250 — управление
Фартук закрытого типа токарного станка ИЖ 250 обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
| Технические характеристики: Токарный станок ИЖ 250 | ИТВМ.01 | ИТВМ.03 | ИТВМФ1 | ИТПМ |
| Диаметр обработки над станиной, мм | 240 | |||
| Диаметр обработки над суппортом, мм | 168 | |||
| Расстояние между центрами | 500 | 750 | 500 | 500 |
| Макс. диаметр прутка, обр. в патроне, мм | 24 | |||
| Максимальное сечение резца, мм | 16 х 16 | |||
| Конец шпинделя по ГОСТ 12593-93 | 4 | |||
| Размер внутреннего конуса в шпинделе | Морзе 4 | |||
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | |||
| Перемещение пиноли, мм | 85 | |||
| Частота вращения шпинделя, мин-1 | 25 — 2 500 | |||
| Продольная подача, мм/об | 0,001 — 1,8 | |||
| Поперечная подача, мм/об | 0,005 — 0,9 | |||
| Шаг нарезаемой резьбы: | ||||
| метрической, мм | 0,2 — 48 | |||
| модульной, модули | 0,2 — 12 | 0,3 — 12 | 0,2 — 12 | 0,3 — 12 |
| дюймовый, ниток на 1» | 24 — 0,5 | |||
| Мощность привода главного движения, кВт | 3 | |||
| Класс точности по ГОСТ 8-82 | В | В | В | П |
| Шероховатость образца изделия, мкм | 0,63 | |||
| Габаритные размеры, не более: | ||||
| Длина, мм | 1 790 | 2 005 | 1 790 | 1 790 |
| Ширина, мм | 810 | 810 | 955 | 810 |
| Высота, мм | 1 400 | 1 400 | 1 580 | 1 400 |
| Масса, кг, не более | 1 180 | 1 040 | 1 290 | 1 180 |
PROXXON – PD 250 / E
Для торцевого, продольного и конического точения, нарезания резьбы. Для обработки стали, латуни, алюминия и пластика. Монтажный фланец для крепления фрезы / сверлильной головки PF 230. Межосевое расстояние 250 мм (10 дюймов). Поворот 70 мм (2 3/4 дюйма). Высота над поперечными суппортами 43 мм (1 11/16 дюйма).
Станина станка: Из чугуна, призматическая направляющая с широкими ножками.Для работы без вибрации даже при высоких нагрузках. Задний фланец для крепления фрезы / сверлильной головки PF 230. Покрытый свинцовый шпиндель.
Передняя бабка: Из литого под давлением алюминия. Главный шпиндель на прецизионных подшипниках (биение без патрона 1/100 мм (0,0004 дюйма)) с отверстием 10,5 мм (13/32 дюйма). Сторона патрона 70 мм (2 3/4 дюйма) с полостью до 14 мм (0,56 дюйма). С отверстием МТ 2. Поворотный переключатель для включения автоматической подачи через ведущий и подающий шпиндель (опционально 0,05 или 0,1 мм / оборот (2/100 “или 4/1000”)).
Задняя бабка: Из литого под давлением алюминия.Гильза Ø 20 мм (3/4 “), выдвигающаяся до 30 мм. С миллиметровой шкалой, внутренним диаметром 1 и центром в центре.
Опора: Каретка станины из литого под давлением цинка. Поперечные суппорты и верхние суппорты из стали (регулировка 60 или 45 мм (2 3/8 дюйма или 1 3/16 дюйма)). Токарный резцедержатель для режущих инструментов размером 8 x 8 мм (5/16 “x 5/16”).
Привод: Тихий специальный двигатель постоянного тока с трехступенчатым ременным приводом на 300–900 и 3000 об / мин. С дополнительным регулятором скорости (двухполупериодная электроника), плавно регулируемым до 100–300 или 1000 об / мин, в зависимости от передаточного числа ремня.По часовой стрелке – вращение против часовой стрелки. Главный выключатель с функцией аварийной остановки и защитой от повторного пуска.
Патрон для токарного станка: Высококачественный 3-кулачковый патрон согласно DIN 8386, класс 1 (допуск на концентричность 0,04 мм (0,002 дюйма)). Допуск при повороте кулачков от 2 до 75 мм (5/64 “- 3”). ограждение с защитным отключением.
Маховики: из алюминия, с регулируемым кольцом шкалы (1 деление = 0.05 мм (0,002 дюйма), 1 оборот = 1 мм (3/64 дюйма)).
Устройство для нарезания резьбы: С переключателями для левой и правой резьбы наиболее важных метрических шагов (0,5 – 0,625 – 0,7 – 0,75 – 0,8 – 1 – 1,25 – 1,5 мм).
Прочие технические данные: 110 – 120 В. 50/60 Гц. Размер L 560 мм (22 дюйма) W 270 мм (10 3/4 дюйма), В 170 мм (6 5/8 дюйма). Вес около 12 кг.
NO 34 002
Смотрите нас на YouTube!
Информация о предложении 65 жителей Калифорнии
ВНИМАНИЕ:
Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак, врожденные дефекты или другие нарушения репродуктивной системы.Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov.
Принадлежности для PD 250 / E
Приставка для радиальной резки
Устанавливается на поперечных суппортах вместо держателя инструмента.Для изготовления выпуклых и вогнутых форм, радиусов поворота или 3/4 сфер до макс. 32мм. Регулируемый по высоте держатель инструмента (наконечник расточного инструмента регулируется от 30 до 45 мм над поперечным суппортом) для использования с FD 150 / E, PD 250 / E, PD и более ранними токарными станками PROXXON. Размеры: опорная плита 67 х 50 мм, высота 55 мм. В комплекте с фрезой 8 x 8 x 80 мм. В деревянном ящике со сдвижной крышкой.
НЕТ 24 062
Быстросменный резцедержатель – прост в использовании!
Для быстрой смены инструмента и легкой регулировки высоты.Включает 2 элемента держателя инструмента.
NO 24026
Дополнительный быстросменный держатель инструмента (отдельно)
Может использоваться с вышеупомянутой стойкой для быстрой смены инструмента.
НЕТ 24 024
Брызговик и поддон для сбора стружки
Изготовлен из листового металла толщиной 1,5 мм (1/16 дюйма) с порошковым покрытием. Скошенные края спереди и сзади позволяют легко чистить. Монтажное отверстие и приподнятое основание для фиксации токарного станка предварительно просверлены.Изображенный токарный станок в предложение не входит.
НЕТ 24 008
4-кулачковый патрон с независимыми кулачками
Для зажима угловых и асимметричных заготовок. Максимальный диаметр до 80 мм (3,1 дюйма). Патрон Ø 75 мм (3 дюйма).
НЕТ 24036
Набор цанговых патронов с цангами ER 20: для высочайшей истинной концентрической точности. 2 – 10 мм (5/64 “- 25/64”).
Для высокоточной обработки круглых деталей. Комплект цанговых патронов устанавливается вместо патрона токарного станка.С 8 цангами (2 – 2,5 – 3 – 4 – 5 – 6 – 8 и 10 мм). Упакован в деревянный ящик.
НЕТ 24 038
Приставка для центровки. Для высочайшей точности с высокой точностью вращения.
Сюда входят: 1 лицевая панель, 2 фиксированных центра (MT 2 и MT 1 / короткий) и 1 ведущая собачка. Упакован в деревянный ящик.
НЕТ 24 014
Неподвижная опора для более длинных заготовок
Специально для растачивания. Также требуется, если задняя бабка не может использоваться для «противодействия».До Ø 40 мм.
НЕТ 24010
Набор шестерен для точения стандартной / дюймовой резьбы
Содержит 8 переключающих шестерен для нарезания резьбы с шагом резьбы 56, 48, 42, 36, 35, 30, 28, 24, 21 или 18 на дюйм.
НЕТ 34011
Профессиональный патрон для зубчатых колес с MT1
Для задней бабки PD 250 / E. Плотность до 10 мм (3/8 дюйма).
NO 24020
Самоцентрирующийся трехкулачковый патрон
Идентичен патрону токарного станка PD 250 / E.Высококачественное зажимное приспособление согласно DIN 8386, класс 1 (точность вращения 0,04 мм). Емкость через реверсивные кулачки от 2 до 75 мм. Подходит для PD 250 / E и разделительной насадки NO 24044.
NO 24 034
Приспособление для деления TA 250
Для точной обработки круглых заготовок (например, изготовление зубчатых колес). Поставляется с двумя делительными дисками (40 и 48 зубьев), что позволяет делать стандартные деления на 2 – 3 – 4 – 5 – 6 – 8 – 10 – 12 – 16 – 20 – 24 – 40 и 48.Конус делительной насадки такой же, как у главного шпинделя токарного станка PD 250 / E, поэтому можно установить трехкулачковый патрон (заказывается отдельно под № 24 034) и четырехкулачковый патрон (№ 24036). . Возможна горизонтальная установка (например, на поперечных салазках токарного станка) и вертикальная установка (на станине станка). С подходящими гайками и винтами для фиксации в стандартных Т-образных пазах МИКРОМОТ 12 x 6 x 5 мм (15/62 “x 15/64” x 3/16 “). Поставляется в деревянном ящике со сдвижной крышкой.
NO 24 044
Набор для резки из пяти частей
8 x 8 x 80 мм
(5/16 “x 5/16” x 3 9/64 “).
По одной для черновой обработки, отрезки, чистовой обработки, левой и правой фрезы. Изготовлен из высококачественной предварительно отшлифованной кобальтовой быстрорежущей стали. Упакован в деревянный ящик.
НЕТ 24 530
Набор для нарезания резьбы из трех частей
6 x 8 x 80 мм
(15/64 “x 5/16” x 3 9/64 “).
Одна фреза для внешней резьбы (шлифованная до 60 °, метрическая), одна для внутренней резьбы, одна общая нарезка. высококачественный Cobalt HSS, предварительно измельченный в деревянном ящике.
НЕТ 24 540
Набор фрез с вольфрамовыми пластинами
Три держателя (5/16 “x 5/16” x 3 35/64 “), для черновой обработки, чистовой обработки и расточной оправки, отверстий от 15/32”. Стандартные вольфрамовые наконечники, 55 °, гальванические. В комплект входят три дополнительных вкладыша, крепежные винты и ключ TX8.
НЕТ 24 5558 x 8 мм
Одноразовые наконечники из вольфрама
для держателей 24 555.Набор из десяти предметов.
НЕТ 24 557
Набор из трех центровочных сверл
HSS, 60 °. Полный набор размеров 2, 2,5 и 3,15 мм (5/64 “, 3/32”, 1/8 “). Изготовлен из высококачественной HSS кобальта, предварительно отшлифован. Упакован в деревянный ящик.
NO 24 630
Набор расточных инструментов из быстрорежущей стали
По одному фрезу для внутренней резьбы 60 градусов (метрическая) и 55 градусов (Витворта), 1,3 мм (3/64 дюйма), 2.65 мм (7/64 дюйма) и 4 мм (5/32 дюйма). Хвостовик: 6 мм (15/64 дюйма). Длина: 95 мм (3 3/4 дюйма). Фрезы удерживаются держателем инструмента, который крепится к резцедержателю PD 250 / E. Поставляется в деревянном ящике.
НЕТ 24 5206 штук
Держатель для вращающихся инструментов. Для использования на токарных станках.
Этот держатель позволяет устанавливать наш вращающийся инструмент IBS / E (размер буртика 20 мм (4/5 “)) на резцедержатель токарного станка PD 250 / E для шлифовки или полировки.
НЕТ 24 098
Держатель матрицы для круглых штампов, резьба от M 3 до M 10
Размеры: M 3 - 4 – 5 – 6 – 8 – 10. Прямой хвостовик 13/32 “подходит для нашего сверлильного патрона № 24 020 при установке в задняя бабка PD 250 / E. Держатель удерживается рукой при нарезании резьбы. Поставляется в деревянном ящике.
NO 24 082
Набор параллельных суппортов из 14 частей
Заземлите попарно.Для наладочных работ на сверлильных, токарных и фрезерных станках. Изготовлен из высоколегированной закаленной стали (58 – 62 HRC). Параллельная точность 0,002 мм. По 2 штуки размером 8 x 10, 15, 20, 25, 30, 35 и 40 мм. Длина 100 мм. Упакован в деревянный ящик.
НЕТ 24 2666 штук
Токарный станок 250 шлицев F1.
Станок токарный токарно-жесткой высокоточной модели 1И250ВФ1 предназначен для выполнения различных токарных работ в центрах, цанговых или кулачковых патронах, а также нарезания метрической, модульной, дюймовой резьбы.Станок широко используется на инструментальных, механических, ремонтных участках предприятий различных отраслей промышленности. Станки токарные модели 1И250ВФ1 используются в механических и инструментальных цехах промышленных предприятий единичного, серийного и крупносерийного производства.
Станок 1И250В.Ф1 повышенной точности оснащен цифровой системой индикации, что позволяет повысить производительность и качество труда машиниста (токары) при выполнении токарных работ.
Основные узлы и механизмы токарно-винторезного станка 1И250В.F1
Перечень узлов и механизмов токарных с УКИ 1И250ВФ1
1. Станна 1И250В.10.000 (250 урожаев. 03.10.000]
2. Индустор 1И250В.17.000
3. Коробид 1И250В.30.000
4. Гитара 1И250В.25.000
5. Передняя 1И250В.21.000
6. Электрооборудование 1И250В .90.000
7. Революционный UCI 1I250VF1.94.000
8. Метраж (патрон) 250TP.86.000
9.Фартук 1I250V.50.000
10. Редукторный четырехпозиционный 250TP.61.000
11. Метраж (штангенциркуль) 1I611p.89.000
12.Поддержка 1I250V.60.000
13. Охлаждение 250TP.70.000
14. Задняя 250TP.40.000.
15. Кадры 1I250V.10.02.000
16.Scack 1I250V.74.000
Схема размещения органов управления токарного станка 1И250В.Ф1
| |
Перечень органов управления токарного станка 1И250ВФ1
1. Маховик Выбор скорости шпинделя (для коробки передач)
2. Ручка включения скорости шпинделя (для коробки передач)
3. Управляет выбором значений подачи и шагов резьбы
4.Ручки выбора значений подачи и шагов резьбы
5. Ручки выбора значений подачи и шагов резьбы
6. Ручка переключения
7. Ручка переключения Trenzel и шагов увеличения
8. Охлаждение Electronasus Switch
9. Выключатель вводный
10. Блокировка фиксатора вводного выключателя
11. Цифровое табло станка 1И250В F1
17. Выключатель станции смазки
18. Кнопка общего останова и аварийное отключение
19. Ручное продольное опиливание маховика
20.рукоятка ручная поперечная подача
21. Рукоятка уплотнения обреза держателя
22. Ручка включения и выключения гайки оголовья
23. Маховик перемещения верхних салазок
24. Выключатель освещения
25. Зажимная рукоятка Pinol
26. Ручка фиксирующая спину бабушка на ножке машина
27. Маховик ходовой
28. Гайка для фиксации спинки бабки на станине
29. Рукоятка реверсирования подачи
30. Рукоятка пуска и останова
31. Винт регулирующий предохранительный механизм
Предлагаем купить новый токарный станок С UCI 1I250VF1 по цене производителя.
Технические характеристики токарного станка по металлу с УКИ 1И250ВФ1
Параметр | Значение |
Наибольший диаметр обрабатываемой детали, мм: над станиной над суппортом | |
Наибольшая длина обрабатываемого продукта, мм, | |
Наибольший диаметр стержня, обрабатываемого в патроне, мм, | |
Диаметр сквозного отверстия в шпинделе, мм | |
Наибольшее сечение фрез, мм | |
Класс точности по ГОСТ 8-82 | |
Размер внутреннего конуса шпинделя по ГОСТ 25557-82 | |
Размер внутреннего конуса булавого камня по ГОСТ 25557-82 | |
Наибольшее перемещение штыря, мм | |
Поперечное смещение пинти, мм | |
Пределы частоты вращения шпинделя, об / мин | |
Пределы подачи, мм / об: продольные | |
поперечное | |
Пределы шагов нарезки резьбы: Метрическая, мм. Модульный, модули дюйма, резьба на 1 “ | |
Наибольший поперечный вынос суппорта, мм | |
Наибольший ход салазок верхнего суппорта, мм | |
Ценовое деление Конечность продольного перемещения, мм | |
Продольное перемещение за один оборот лимба, мм | |
Цена деления лимба поперечного перемещения, мм | |
Поперечное перемещение суппорта для разговора лимба, мм | |
Дискретность SCI, мм: по координате x по координате Z. | |
Мощность ГД, кВт | |
Габаритные размеры, мм не более: Длина × Ширина | |
Станок 1И250ВФ1, кг, |
Комплект поставки, включенный в цену, станок токарный 1И250В.Ф1
- Цифровое устройство индикации (UCI)
- Картридж с 3 кулачками (Гродно, РБ)
- Emphasis Ladst, Центр Вавилонского фронта (Морзе 4)
- Badkie Задний центр (Морзе 3)
- Комплект сменной шестерни для нарезания резьбы
- Сервисный инструмент
- Мержетель 4-х позиционный (фреза 16 * 16)
Принадлежности и опции для доп.плата к станку 1И250ВФ1
- Цанга для картриджа
- Loenet Movable
- Loenet стационарный
- Задний распил
- Упор 4-х позиционный
- Планка с пазами
- Картридж ремонтный
- Набор гомутики
- Указатель поперечного упора
- Центр вращения Морзе 3
Станок 1И250ВФ1 – где купить, оплата, доставка, гарантия
Цена на станок высокой точности 1И250ВФ1 с UCI указана на нашем сайте с НДС за стандартный комплект поставки.
Купить станок 1И250ВФ1 несложно – достаточно позвонить по следующим телефонам в вашем городе.
Продажа токарного станка с UCI модели 1I250V.F1 осуществляется по 100% предоплате при наличии оборудованного оборудования и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к эксплуатации. отгрузка. Возможно другой процент и другой порядок оплаты, согласованный со специалистом отдела продаж нашей компании.
Доставка оборудования осуществляется автомобильным и железнодорожным транспортом Компании-перевозчики ООО «Бизнес-Лайн», ПЭК, ООО, Байкал-Сервис, ООО «ЖелдорЭкспедиция» и др., Сторонними перевозчиками через транспортно-логистические компании, а также транспортом. покупателя или нашей компании.
Стоимость перевозки груза оплачивает покупатель, если иное не указано в договоре поставки.
Гарантия на новый токарно-канатный станок 1И250ВФ1 – 12 месяцев, после капитального ремонта – 6 месяцев..
Предприятие-изготовитель оставляет за собой право изменять стандартную комплектацию и места для изготовления оборудования без уведомления!
Данный агрегат Предназначен для выполнения различных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрической, модульной, дюймовой резьбы.
Особенности конструкции:
– Широкий диапазон оборотов и чисел подачи обеспечивает производительную обработку с хорошим качеством;
– преселективное управление частотой вращения шпинделя позволяет подготовить последующее включение в процессе работы станка и быстро реализовать его в нужный момент;
– мнемоническое управление подачей обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного движения суппорта с режущей головкой;
– фиксация режущей головки без зазоров обеспечивает высокую жесткость и точность установки;
– ходовой винт смазывается автоматически при нарезании резьбы;
– конструкция шпиндельного узла позволяет быстро менять приводные ремни без разборки узла;
– станина из хромированного чугуна, направляющие закалены токами высокой частоты и заземлены;
– стопорный механизм, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на тяжелых вплоть до заточки;
– Привод главного движения осуществляется от электродвигателя через двенадцать скоростных редукторов, клиновые и поликлинические ремни.При проворачивании маховика в двух дисках селектора создается определенная комбинация отверстий для фиксации пальцев рычагов переключения передач. После этого потянув ручку сначала на себя, замедляя вращающиеся шестерни, а затем переключая их;
– В передней бабке есть приемный шкив, шпиндель, бюст 1: 8, масштабирование ступеней резьбы;
– для точной рамки поперечных перемещений предусмотрен механизм Венье, позволяющий перемещать 0,005 мм / акр .;
– Коробка подачи обеспечивает широкий выбор нарезанной нити, продольной и поперечной подачи.Для аккуратной нарезки резьбы предусмотрено прямое соединение ходового винта гитары в обход коробки подачи;
– фартук закрытого типа обеспечивает продольную и поперечную подачу суппорта механически и с ходового ролика, а также нарезание резьбы ведущим винтом;
– Управление подачей осуществляется одной ручкой. Направление поворота ручки совпадает с направлением перемещения суппорта. Наличие стопорного устройства исключает возможность одновременного включения ведущего винта и ведущего, а также продольной и поперечной подачи;
– На машине установлены электродвигатели и оборудование, рассчитанное на напряжение 380 в трехфазном переменном токе с частотой 50 Гц, напряжением местного освещения 36 В.Подключение машины к электросети осуществляется пакетным коммутатором.
Оснащение токарного станка ИЖ-250.Twm.03.F1 современный УКИ позволяет:
Указать размеры в миллиметрах или дюймах с дискретностью от 0,1 до 100 мкм;
Провести линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
Введите компенсацию износа инструмента. Для точной рамки поперечных перемещений предусмотрен механизм Venier, позволяющий перемещать 0.005 мм / об.
Выполнение различных токарных работ в центрах, цанговых или кулачковых патронах, а также нарезание метрической, модульной, дюймовой резьбы. Станок 250 ИТВМФ.1 дополнительно оснащен системой цифровой индикации. Особенности конструкции: Широкий диапазон оборотов и количества подач обеспечивает производительную обработку с хорошим качеством. Преселективное управление частотой вращения шпинделя позволяет подготовить последующее включение в процессе работы станка и быстро реализовать его в нужный момент.Управление мнемонической подачей обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного движения штангенциркуля с режущей головкой. Неправильная фиксация режущей головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро менять приводные ремни без разборки узла. Станны 250 ITVM.01, 250 ITVM F1, 250 ITVM.03 изготовлен из хромоникелевого чугуна, упрочнен токами высокой частоты и отшлифован. Механизм упора, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при заточке. Привод главного движения осуществляется от электродвигателя через двенадцатиступенчатый редуктор, клиновой и поликлинический ремни. При проворачивании маховика в двух дисках селектора создается определенная комбинация отверстий для фиксации пальцев рычагов переключения передач.После этого потяните ручку за вращающиеся шестерни сначала, а затем переключайте их. В передней бабке ставится приемный шкив, шпиндель, перебор 1: 8, масштабирование шага резьбы. Станок модели 250 ITVMF1 оснащен системой цифровой индикации (SCI). Оснащение станка STI позволяет: – указывать размеры в миллиметрах или дюймах с дискретностью от 0,1 до 100 мкм; – проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих; – Введите компенсацию износа инструмента.Для точной рамки поперечных перемещений предусмотрен механизм Venier, позволяющий перемещать 0,005 мм / ac. Коробка подачи обеспечивает широкий диапазон нарезки резьбы, продольной и поперечной подачи. Для точной нарезки резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подачи. Фартук закрытого типа обеспечивает продольную и поперечную подачу суппорта механически от ведущего ролика, а также нарезание резьбы ведущим винтом. Контроль подачи осуществляется одной ручкой.Направление поворота ручки совпадает с направлением перемещения суппорта. Наличие стопорного устройства исключает возможность одновременного включения ведущего винта и ведущего ролика, а также продольной и поперечной подачи. Машина установлена на машине и оборудовании рассчитано на напряжение 380 в трехфазном переменном токе с частотой 50 Гц, напряжение местного освещения 36 В. Подключение машины к электросети осуществляется пакетным коммутатором.
Характеристики:
| Максимальная длина обрабатываемого продукта, мм | 500 |
| Максимальная длина обрабатываемого изделия над штангенциркулем, мм | 168 |
| Максимальный диаметр обрабатываемого прутка в патроне, мм | 24 |
| Максимальное сечение фрезы, мм | 16×16. |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер шпинделя с внутренним конусом | Морзе 4. |
| Размер внутреннего конуса штифта задника | Морс 3. |
| Перемещение пиноли, мм | 85 |
| Частота вращения шпинделя, мин-1 | 25-2500 |
| Продольная подача, мм / около | 0,001-1,8 |
| Поперечная подача, мм / около | 0,005-0,9 |
| Шаг обрезанный по резьбе дюймовой, резьбы на 1 “ | 24-0,5 |
| Мощность привода главного движения, кВт | 3 |
| Класс точности по ГОСТ 8-82 | IN |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм | 1580 |
| Масса, кг. | 1290 |
– 1207000 рублей, есть в наличии. “>
|
Технические характеристики токарного станка серии UCI 250 .F1:
| Название параметра, размер | Значение параметра |
| Максимальная длина обрабатываемого продукта, мм | 500 |
| Максимальный диаметр обрабатываемого изделия над штангенциркулем, мм | 168 |
| Максимальный диаметр обрабатываемого продукта над станиной, мм | 240 |
| Максимальный диаметр обрабатываемого прутка в патроне, мм | 24 |
| Максимальное сечение фрезы, мм | 16 х 16. |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер шпинделя с внутренним конусом | Морс 4. |
| Размер внутреннего конуса штифта задника | Морс 3. |
| Штифт токарный, мм | 85 |
| Частота вращения шпинделя, мин -1 | 25-2500 |
| Подача продольная, мм / оборот | 0,001-1,8 |
| Поперечная подача, мм / оборот | 0,005-0,9 |
| Шаг обрезанный по резьбе дюймовой, резьбы на 1 дюйм | 24-0,5 |
| Мощность привода главного движения, кВт | 3 |
| Класс точности по ГОСТ 8-82 | IN |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм, не более | 1790 х 955 х 1580 |
| Масса, кг, не более | 1290 |
Станина станков 250 Activum изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и заземлены.
Упорный механизм, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при заточке.
Привод главного движения осуществляется от электродвигателя через двенадцатиступенчатый редуктор, клиновой и поликлинический ремни.
При проворачивании маховика в двух дисках селектора создается определенная комбинация отверстий для фиксации пальцев рычагов переключения передач. После этого потяните ручку за вращающиеся шестерни сначала, а затем переключайте их.
В передней бабке ставится приемный шкив, шпиндель, перебор 1: 8, масштабирование шага резьбы.
Для точного обозначения поперечного перемещения токарного станка 250ТФМ.Ф1 предусмотрен механизм Венье, позволяющий перемещать 0,005 мм / оборот. Коробка подачи обеспечивает широкий диапазон нарезки резьбы, продольной и поперечной подачи. Для точной нарезки резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подачи.
Фартук закрытого типа обеспечивает продольную и поперечную подачу суппорта механически с ведущего ролика, а также нарезание резьбы ведущим винтом.Контроль подачи осуществляется одной ручкой. Направление поворота ручки совпадает с направлением перемещения суппорта. Наличие стопорного устройства исключает возможность одновременного включения ведущего винта и ведущего ролика, а также продольной и поперечной подачи.
На станке установлены машины и оборудование, рассчитанное на напряжение 380 в трехфазном переменном токе с частотой 50 Гц, напряжение местного освещения 36 В.
Подключение станка к электросети осуществляется пакетным коммутатором.
Принципы нашей работы:
– Мы инжиниринговая компания. Мы разбираемся в нашем оборудовании.
– Мы производственная компания. ООО ПКФ. «Станкопоставка», входящая в производственный холдинг, имеет постоянную монтажно-ремонтную базу.
– Предлагаем станки других заводов по ценам производителей с учетом НДС и доставки до Москвы. Осуществляем техническую поддержку Поставляемое нами оборудование.
* Щелкните рисунок для увеличения
Станок токарный завесной высокоточный универсальный 250 серии.F1 с UCI.
250 серии. F1 с приложением UCI: он используется для точной чистовой обработки и нарезания всех типов резьбы, таких как метрическая, модульная и дюймовая. Его отличает 250 бутылок. F1 от обычного цифрового устройства отображения или UCI, дискретность оси X составляет 0,001 мм по оси z 0,005 мм. Используя UCI, вы можете произвести компенсацию ошибок станка, его направляющих, инструмента.
Универсальный токарный станок серии 250. F1 с UCI Цена по запросу. Данная модификация машины снята с серийного производства..
250 серия.Ф1 производитель: Технические силы нашей компании Станки серии 250 собираются на базе Российского станкостроительного предприятия, Россия. Станки новые (станина, чугун), гарантия 1 год. Предлагаем пуско-наладочные работы и обучение персонала.
Токарный станок серии 250.F1 Устройство и принцип работы: По умолчанию установлен редуктор скоростей, позволяющий ступенчато изменять частоту вращения шпинделя и, соответственно, заготовки.Такая конструкция зарекомендовала себя как надежный рабочий узел. По заказу клиента мы можем поставить станок токарный универсальный 250 серии Ф1 с асинхронным двигателем с частотно-регулируемым приводом без редуктора. Это позволяет плавно изменять скорость вращения, при необходимости точно выставлять нужное значение частоты без полной остановки двигателя. Обработка заготовки, обычно в форме цилиндра, осуществляется при ее закреплении в трехтехническом патроне, между центрами и в цанговом патроне с мелкими частями детали.Установленная система UCI позволяет в относительной или абсолютной системе отсчитывать отсчет в миллиметрах или дюймах с минимальной погрешностью и дискретностью. При естественном износе токарного инструмента операторы могут указать данные для компенсации ошибок во время токарной обработки. Для разнообразной обработки металлов, чугунных деталей, заготовок из цветных или сложных обработанных металлов 250 серия. F1 с UCI ведет обработку с частотой вращения до 2500 об / мин без потери точности и качества поверхности детали.Для повышения износостойкости ходового винта, приводящего в движение главный привод, предусмотрена система смазки.
Особенности и преимущества станка серии 250. F1 с UCI: литье чугуна, UCI с дисплеем, закаленные направляющие, широкий диапазон оборотов, преселективное управление скоростью шпинделя, управление мнемонической подачей с помощью одной ручки. По заказу возможно изготовление станка с классом точности А (особенно высокой точности по ГОСТу).
Стандартное оборудование 250 серии.F1: патрон 3 кулачка, продольный упор, два центра для конусов Морзе 3 и 4, комплект сменных шестерен, набор ключей, паспорт к станку (инструкция по эксплуатации).
Дополнительное оснащение станка 250 серии.F1: Цанговый патрон, подвижная и неподвижная стропы, линейка коническая, задняя жестокая, четырехпозиционный упор, поводковый патрон с хомутом, задняя резка. Подробная информация о снапе на нашей странице:.
Технические характеристики универсального токарного станка высокоточного 250 серии.F1 с UCI:
Максимальный Ø заготовки над станиной, мм | |
Максимальный Ø заготовки над суппортом, мм | |
Наибольшая длина заготовки между центрами, мм | |
Максимальный диаметр стержня (длиной до 600 мм), мм | |
Диаметр отверстия в шпинделе, мм | |
Сечение резцов, мм | |
Внутренний конус шпинделя, шарнирный конус Backstone, задний штифт бабушки | Морс 3. |
2u крышка левой клавиши Shift
3) Выберите «Клавиатура» на левой панели. Затем убедитесь, что для состояния «Залипание клавиш», «Переключить клавиши» и «Клавиши фильтра» установлено значение «Выкл.». Если какой-либо из них установлен на «Вкл.», Переключите его на «Выкл.». 4) Нажмите клавишу Shift на клавиатуре, чтобы проверить, работает ли она. Если ваша клавиша Shift не работает, попробуйте обновить драйвер клавиатуры, как указано в решении 2. При создании клавиатуры для клавиш размером 2u и более требуется стабилизатор. На стандартной раскладке клавиатуры это включает такие клавиши, как две клавиши Shift (2.25u и 2,75u), Enter (2,25u), Backspace (2u) и пробел (6,25u). Если вы не знаете, сколько стабилизаторов вам нужно, подсчитайте количество клавиш на вашей раскладке клавиатуры, которые имеют размер 2u или больше.
Определение смены, отложить (что-то) в сторону и заменить его другим или другим; изменить или обменять: сменить друзей; сдвигать идеи. Узнать больше. Храните и демонстрируйте свои колпачки в футляре из прозрачного поликарбоната. Они штабелируются (по размеру), так что вы можете построить свою собственную башню из клавишных колпачков! MAX имеет размер 410 x 250 мм (или чуть более 16 дюймов на чуть менее 10 дюймов), он вмещает примерно 280 клавишных колпачков высотой 1U, 2 клавишных колпачка ввода / возврата ISO и имеет место для 2U
Клавиатуры Krakenобеспечивают мировые стандарты. 60% лучших механических клавиатур, колпачков Doubleshot PBT, ковриков для мыши XXL и нестандартных кабелей для клавиатуры Aviator | Комплект Ergo для доставки по всему миру 70 x 1U 2 x 1U самонаведение 12 x 1.5U 4 x 2U Ortho Kit 62 x 1U 2 x 1U Профиль MBK 4 x 2U был разработан для низкопрофильных переключателей Choc Kailh со следующими целями: заостренный верх с плавным изгибом, обеспечивающим высокое расположение кончиков пальцев углы, чтобы легко найти путь к нужной клавише плоский, низкий p
При создании клавиатуры для клавиш размером 2u и более требуется стабилизатор. На стандартной раскладке клавиатуры это включает такие клавиши, как две клавиши Shift (2.25u и 2.75u), Enter (2.25u), Backspace (2u) и пробел (6.25u). Если вы не уверены, сколько стабилизаторов вам нужно, подсчитайте количество клавиш на раскладке клавиатуры, которые имеют размер 2u или больше. MX Keycap устанавливает со сдвигом влево 2u? Как сказано в названии, я ищу либо XD60, либо GK64, но мне не удалось найти какие-либо колпачки клавиш для сдвига влево. Либо SA, либо вишневый профиль, не ищу dsa (хотя dsa granite имеет то, что я ищу в текстовых крайних модификаторах).
Решайте математические задачи с помощью нашего бесплатного математического решателя с пошаговыми решениями.Наш математический решатель поддерживает базовую математику, предалгебру, алгебру, тригонометрию, исчисление и многое другое. 1шт Blacklit Whale 2.25U Введите левую клавишу Shift. Цвет: красный, темно-синий, голубой. Из-за разницы между различными мониторами изображение может не отражать реальный цвет изделия.
Тюнинг-комплекты Gamo
Ford focus sync 1 to sync 2 upgrade
Labflow nmr answers
Gamo Air Rifle Pistol Gun Cleaning Kit .177 .22 Pe. Комплект для чистки пневматического пистолета Gamo.177 .22. Покупатели из Великобритании и из других стран, пожалуйста, свяжитесь со мной для p & p, если вы покупаете два или более разных товара.Предложение со скидкой на почтовые расходы предоставляется только покупателям из Великобритании
Плагины для мероприятий Tenable.sc
Tinbum Tuning высокая Цена, от высокой к низкой Дата, от нового к старому Дата, от старого к новому Diana RWS 31/34 Tuning Kit (TNB-MA-001)
Ford f150 под консолью переднего среднего сиденья
Тюнинг-комплект V-Mach помогает максимизировать эффективность, улучшить последовательность стрельбы, сократить время блокировки и устранить шум / “пронзительный звук” ходовой пружины, все это в конечном итоге может повысить точность.Продукты для настройки пневматической винтовки V-Mach подходят для большинства марок и моделей, включая Air Arms, BSA, Diana / RWS, FWB, Webley и Weihrauch (HW).
Ros2 docker tutorial
13 января 2013 г. · GAMO 890 были хорошими винтовками, у меня одна лежит в сейфе, и это отличный стрелок. Я уверен, что вы заметите существенную разницу в производительности после мелодии, они хорошо настраиваются. Я не знаю, чтобы кто-нибудь продавал детали для тюнинга для GAMO, кроме ARH, но, возможно, кто-то из других участников может знать кого-то.
Пружина противомоскитного молота Sig
9 ноября 2015 г. · У меня есть GAMO Hunter 440. Мне он очень нравится, но я бы хотел улучшить спусковой крючок и немного смягчить его. Я не вижу ничего особенного в тюнинг-наборах или тому подобном для этой винтовки. Однако есть мод триггера CharlieDaTuna; у кого-нибудь был опыт этого?
Записи об арестах Wichita Eagle
Пневматические винтовки Flying Dragon продают и обслуживают широкий выбор пневматических винтовок и гранулированных ружей по доступным ценам.Мы предоставляем лучшие профессиональные услуги по настройке и обновлению / ремонту пневматического пистолета и являемся эксклюзивным веб-сайтом известного тюнера пневматического пистолета Майка Мелика. 28 декабря 2019 г. · Гамо ни в коем случае не новичок в индустрии пневматического оружия. Фактически, они присутствуют и очень успешны на рынке более 60 лет. Этот испанский производитель хорошо известен качеством своей продукции и постоянным стремлением улучшить свое оружие, активно прислушиваясь к своим клиентам.
Онлайн-курс по безопасности при обращении с оружием ny
С другой стороны, я надеюсь, что в нем будут отзывы о тюнинговых комплектах Gamo Air Rifle и Marlin 22 Cal Bolt Action Rifle для продажи.И надеюсь, что я помогу вам получить гораздо лучший продукт. Здесь вы получите форму обзора и экспертизы.
Roblox free hair blonde
Gamo Scope Mount TS-250 1 ″ Low ₹ 2,000.00 ₹ 1,500.00 БЕСПЛАТНАЯ ДОСТАВКА НА ДОМ ПО ИНДИИ. Алюминиевые кольца диаметром 1 дюйм для направляющей 3/8 дюйма ИЛИ 11 мм. Включает стопорный штифт. Возможность установки оптических прицелов. цель… НАСТРОЙКА MADE SIMPLE ™ EZ D. iY ПРЕЦИЗИОННЫЕ ДЕТАЛИ ДЛЯ НАСТРОЙКИ Пневматического оружия Мы производим для пневматического оружия, BEEMAN, BAM, BSA, GAMO, HW, RWS, XISCO. Мы приветствуем ваш звонок сегодня.Открыт с 10 до 16:30. 734-648-0620. Vortek Products Inc
Мушка Gamo
Пневматическая винтовка Gamo ™ Varmint ™ стреляет дробью из платинового сплава .177 PBA со скоростью 1250 кадров в секунду, что делает ее идеальным дробовиком для охоты на мелкую дичь, борьбы с вредителями и стрельбы. Прицел 4×32 мм позволяет снимать малозаметные цели. Подходит для удаленного турбо-комплекта. Вам нужно будет прорезать выхлоп и направить поток выхлопных газов во впуск с турбонаддувом. Также может потребоваться тепловой экран, особенно если турбонагнетатель будет установлен рядом с топливным баком.
Проблема с замком дверцы стиральной машины LG
Комплект настройки Vortek 12FPE для пневматических винтовок Weihrauch HW95, HW85, HW98 и Beeman R9. Вортек. Vortek HW95-PG3 HW85, HW98) 12FPE TUNE KIT * Для преобразования вашей пневматической винтовки в 12 FPE * …
Веб-сайт с луками Mcpherson
12 декабря 2017 г. Shooter – пневматическая винтовка с предзарядным затвором, магазином для многозарядных устройств, прицелом и креплениями, глушителем, насосом для его наполнения и сумкой для оружия, чтобы нести всю партию домой менее чем за 500 фунтов стерлингов! Конечно, это предложение было слишком хорошим, чтобы быть правдой? Gamo в настоящее время является крупнейшим производителем пневматического оружия в Европе.Пневматическое ружье Gamo отличается отличным соотношением цены и качества, надежно и очень популярно среди начинающих стрелков. Новый Gamo Hunter 1250 Grizzly Pro IGT поставляется с дульным тормозом Whisper Maxxim с двумя шумопоглощающими камерами, обеспечивающими более тихую работу и уменьшенную отдачу. Он также оснащен новой системой CAT (Custom …
2001 isuzu npr, выставленной на продажу
Gamo Plinking Targets Мобильные мишени с 4 вращающимися элементами Часы увлекательной стрельбы – Коррозионно-стойкое порошковое покрытие – 12 оранжевых наклеек bullsete – Re- устанавливаемые цели – Прочная конструкция.Lorem ipsum dolor sit amet, conctetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. DB-Schietsport Oudedijk 7 5409 AA Odiliapeel. Часы работы магазина: каждый вторник и четверг с 13: 00-17: 00 и 18: 00-21: 00 +31 (0) 6 – 220 252 77
Эмулятор контроллера Xbox 360 для windows 10 скачать
27 июля 2015 г. · Перезарядка дробовиков Gamo Старые добрые новости для тех, кто купил снятый с производства пружинный дробовик Gamo. Ray-vin предлагает новые перезаряжаемые патроны, а также инструменты, необходимые для изготовления пыжей, измерения выстрела и заряжания патронов.
Анализ книжного магазина
Комплекты для настройки пневматического оружия. В этой категории нет товаров. Категории. Глушители Crosman (2) Глушители Evanix (4) Глушители Hammerli (1) Глушители Hatsan (7) Gamo в настоящее время является крупнейшим производителем пневматического оружия в Европе. Пневматическое ружье Gamo отличается отличным соотношением цены и качества, надежно и очень популярно среди начинающих стрелков. Новый Gamo Hunter 1250 Grizzly Pro IGT поставляется с дульным тормозом Whisper Maxxim с двумя шумопоглощающими камерами, обеспечивающими более тихую работу и уменьшенную отдачу.Он также оснащен новым CAT Gamo (Custom …
Air genasi accent
10 июня 2020 г. · Официальный веб-сайт Gamo. Gamo предлагает полную линейку высокоточных пневматических винтовок для взрослых, пневматических пистолетов, пуль для пневматических пистолетов, воздуха с CO2 пистолеты, патроны и аксессуары, уплотнения, пружины и детали для тюнинга.