что изобрел, значение изобретения токарный станок, биография кратко для подготовки сообщения
22 Августа 1771 – 14 Февраля 1831 гг. (59 лет)
4.6
Средняя оценка: 4.6
Всего получено оценок: 86.
Генри Модсли (1771–1831 гг.) — английский изобретатель, инженер, учёный. Вошёл в историю как один из создателей токарно-винторезного станка, чьё изобретение вывело на принципиально новый уровень развития науку и технику. В данной статье кратко расскажем о том, что изобрел Модсли, каково значение его технических инноваций.
Ранние годы
Генри Модсли родился 22 августа 1771 года в Лондоне, ставя пятым ребенком в многодетной семье простого плотника. Родители Генри были небогатыми людьми, и мальчик не мог даже мечтать о том, чтобы получить системное образование. Подобно многим своим сверстникам, в возрасте 12 лет он был вынужден устроиться на работу.
Поначалу в обязанности Генри входило наполнение артиллерийских патронов порохом. В Англии таких рабочих называли «powder monkey» — «пороховой обезьянкой».
В Англии таких рабочих называли «powder monkey» — «пороховой обезьянкой».
Со временем Модсли перешел в качестве помощника в столярную мастерскую. В возрасте 15 лет он принял самостоятельное решение освоить профессию кузнеца.
Мастерская Брамы
К 18 годам Модсли стал одним из лучших кузнецов и слесарей-механиков арсенала. Желая совершенствоваться дальше, он устроился в механическую мастерскую Джозефа Брамы — известного механика и изобретателя, который специализировался на слесарной работе и гидравлике. Именно здесь Модсли смог получить ценный опыт в механике, а также самостоятельно освоить грамоту и черчение.
За 8 лет работы в мастерской Модсли смог стать настоящим профессионалом своего дела. Однако Брама не собирался поднимать оплату талантливому работнику, и это подтолкнуло Модсли уйти от скупого хозяина.
Собственная мастерская
Генри Модсли мечтал завести собственную мастерскую. К этой цели он шёл годами, самостоятельно создавая все необходимые кузнечные, слесарные и измерительные инструменты.
Отказывая себе в самом необходимом, он скопил нужную сумму и в 1797 году снял крошечную мастерскую и заброшенную кузницу при ней.
Долгое время с заказами в мастерской было туго, и всё своё свободное время Модсли посвящал работе над усовершенствованием токарно-винторезного станка, над конструкцией которого он начал работать еще у Брамы.
Изобретение станка
В 1800 году Модсли удалось разработать первый промышленный металлорежущий станок, который позволял стандартизировать размеры резьбы. Благодаря этому изобретению стало возможным применение на промышленности болтов и гаек.
До появления токарного станка Модсли гайки и болты создавались вручную примитивным образом, в результате чего они получались нестандартной формы и размера. На практике выходило, что гайка подходила только к тому болту, для которого была изготовлена. В результате и болты, и гайки использовались крайне редко.
Благодаря изобретению Модсли и стандартизации всего процесса любой болт подходил к любой гайке аналогичного размера. Это стало настоящим техническим прорывом в производстве оборудования не только в его родной стране, но и во всём мире.
Это стало настоящим техническим прорывом в производстве оборудования не только в его родной стране, но и во всём мире.
Финансовый успех не заставил себя долго ждать, и в 1810 году Модсли основал машиностроительный завод, а спустя 5 лет создал станочную линию по производству канатных блоков для кораблей.
Последние годы жизни
При изучении биографии Генри Модсли стоит упомянуть, что он не остановился на достигнутом и до конца жизни продолжал научные эксперименты.
Так, Модсли стал первым, кто создал микрометр с точностью измерения до одной десятитысячной доли дюйма. Он изобрёл машину для выполнения отверстий в котельном железе, а также сконструировал проходческий щит, с помощью которого удалось построить тоннель под Темзой.
В преклонном возрасте Модсли заинтересовался астрономией и даже начал строить телескоп. Он собирался купить дом и оборудовать его под частную обсерваторию, но этим замыслам не суждено было сбыться.
Обычная простуда дала серьёзные осложнения, и после нескольких недель болезни 14 февраля 1831 года Генри Модсли ушёл из жизни.
Тест по биографии
Доска почёта
Чтобы попасть сюда – пройдите тест.
Олег Петров
10/10
Оценка по биографии
4.6
Средняя оценка: 4.6
Всего получено оценок: 86.
А какая ваша оценка за эту биографию?
История токарного станка
История относит изобретение токарного станка к 650 гг. до н. э. Станок
представлял собой два соосно установленных центра, между которыми зажималась
заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку
(один или несколько оборотов в одну сторону, затем в другую). Мастер держал
резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку,
придавая заготовке требуемую форму. Позднее для приведения заготовки в
движение применяли лук со слабо натянутой (провисающей) тетивой.
 Примерно к 1430 г. вместо
очепа стали применять механизм, включающий педаль, шатун и кривошип, получив,
таким образом, привод, аналогичный распространенному в XX веке ножному
приводу швейной машинки. С этого времени заготовка на токарном станке получила
вместо колебательного движения вращение в одну сторону в течение всего
процесса точения. В 1500 г. токарный станок уже имел стальные центры и
люнет, который мог быть укреплен в любом месте между центрами.
Примерно к 1430 г. вместо
очепа стали применять механизм, включающий педаль, шатун и кривошип, получив,
таким образом, привод, аналогичный распространенному в XX веке ножному
приводу швейной машинки. С этого времени заготовка на токарном станке получила
вместо колебательного движения вращение в одну сторону в течение всего
процесса точения. В 1500 г. токарный станок уже имел стальные центры и
люнет, который мог быть укреплен в любом месте между центрами.На таких станках обрабатывали довольно сложные детали, представляющие
собой тела вращения, – вплоть до шара. Но привод существовавших тогда станков
был слишком маломощным для обработки металла, а усилия руки, держащей резец,
недостаточными, чтобы снимать большую стружку с заготовки.
К идее механизированного передвижения резца изобретатели шли долго. Впервые
эта проблема особенно остро встала при решении таких технических задач,
как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление
зубчатых колес и т. д. Для получения резьбы на валу, например, сначала производили
разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям
которой наносили контур будущей резьбы. После разметки резьбу опиливали
напильником вручную. Не говоря уже о трудоемкости такого процесса, получить
удовлетворительное качество резьбы таким способом весьма трудно. А Нартов
не только решил задачу механизации этой операции, но в 1718-1729 гг. сам
усовершенствовал схему. Копировальный палец и суппорт приводились в движение
одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром.
Таким образом было обеспечено автоматическое перемещение суппорта вдоль
оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо
нее было введено качание системы “копир-заготовка”.
д. Для получения резьбы на валу, например, сначала производили
разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям
которой наносили контур будущей резьбы. После разметки резьбу опиливали
напильником вручную. Не говоря уже о трудоемкости такого процесса, получить
удовлетворительное качество резьбы таким способом весьма трудно. А Нартов
не только решил задачу механизации этой операции, но в 1718-1729 гг. сам
усовершенствовал схему. Копировальный палец и суппорт приводились в движение
одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром.
Таким образом было обеспечено автоматическое перемещение суппорта вдоль
оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо
нее было введено качание системы “копир-заготовка”.
 Затем заготовку устанавливали в простейших разъемных деревянных бабках;
передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный
винт. При вращении винта деревянное гнездо задней бабки сминалось по форме
винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону
передней бабки. Подача на оборот была такова, что позволяла неподвижному
резцу резать винт с требуемым шагом. Подобного же рода приспособление было
на токарно-винторезном станке 1785 года, который был непосредственным предшественником
станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого
винта, наносилась непосредственно на шпиндель, удерживавший заготовку и
приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного
станка с устройством для зажима обрабатываемой детали.
Затем заготовку устанавливали в простейших разъемных деревянных бабках;
передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный
винт. При вращении винта деревянное гнездо задней бабки сминалось по форме
винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону
передней бабки. Подача на оборот была такова, что позволяла неподвижному
резцу резать винт с требуемым шагом. Подобного же рода приспособление было
на токарно-винторезном станке 1785 года, который был непосредственным предшественником
станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого
винта, наносилась непосредственно на шпиндель, удерживавший заготовку и
приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного
станка с устройством для зажима обрабатываемой детали.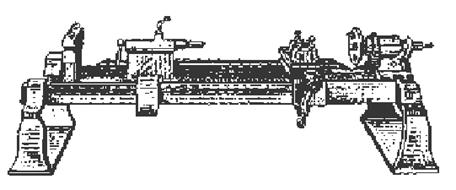 ) Это давало возможность
делать нарезку на винтах машинным способом: рабочий приводил во вращение
заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении
Плюме, начинала поступательно перемещаться относительно неподвижного резца,
который рабочий держал на палке. Таким образом ни изделии получалась резьба,
точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность
обработки зависели здесь исключительно от силы и твердости руки рабочего,
направлявшего инструмент. В этом заключалось большое неудобство. Кроме
того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только
очень короткие винты.
) Это давало возможность
делать нарезку на винтах машинным способом: рабочий приводил во вращение
заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении
Плюме, начинала поступательно перемещаться относительно неподвижного резца,
который рабочий держал на палке. Таким образом ни изделии получалась резьба,
точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность
обработки зависели здесь исключительно от силы и твердости руки рабочего,
направлявшего инструмент. В этом заключалось большое неудобство. Кроме
того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только
очень короткие винты.Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением
сферы применения металлорежущих станков и поисками удовлетворительной схемы
универсального токарного станка, который мог бы использоваться в различных
целях.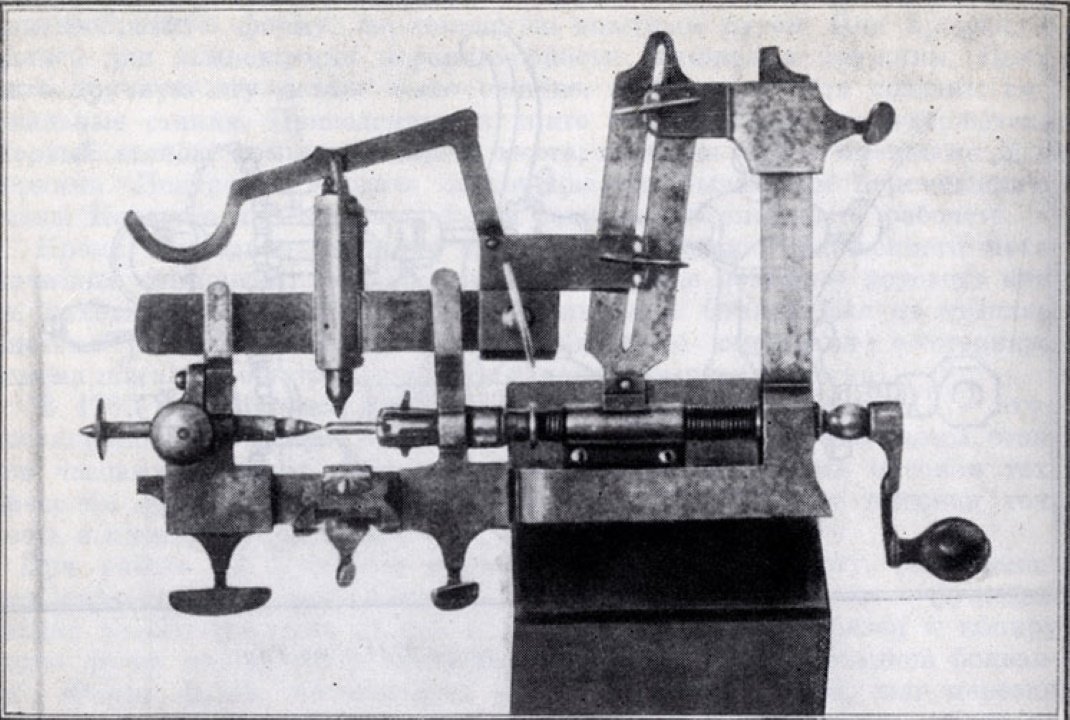 В 1751 г. Ж. Вокансон во Франции построил станок, который по своим
техническим данным уже походил на универсальный. Он был выполнен из металла,
имел мощную станину, два металлических центра, две направляющие V-образной
формы, медный суппорт, обеспечивающий механизированное перемещение инструмента
в продольном и поперечном направлениях. В то же время в этом станке отсутствовала
система зажима заготовки в патроне, хотя это устройство существовало в
других конструкциях станков. Здесь предусматривалось крепление заготовки
только в центрах. Расстояние между центрами можно было менять в пределах
10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали
примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два
типа станков для нарезания резьб.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим
техническим данным уже походил на универсальный. Он был выполнен из металла,
имел мощную станину, два металлических центра, две направляющие V-образной
формы, медный суппорт, обеспечивающий механизированное перемещение инструмента
в продольном и поперечном направлениях. В то же время в этом станке отсутствовала
система зажима заготовки в патроне, хотя это устройство существовало в
других конструкциях станков. Здесь предусматривалось крепление заготовки
только в центрах. Расстояние между центрами можно было менять в пределах
10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали
примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два
типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки
по параллельным направляющим передвигался алмазный режущий инструмент,
скорость перемещения которого задавалась вращением эталонного винта. Сменные
шестерни позволяли получать резьбы с разным шагом. Второй станок давал
возможность изготавливать резьбу с различным шагом на детали большей длины,
чем длина эталона. Резец продвигался вдоль заготовки с помощью струны,
накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено
изготовил специализированный токарный станок для нарезки винтов. Конструктор
предусмотрел сменные шестерни, большой ходовой винт, простой механизированный
суппорт. Станок был лишен каких-либо украшений, которыми любили украшать
свои изделия мастера прежде.
В одном станке вдоль вращаемой заготовки
по параллельным направляющим передвигался алмазный режущий инструмент,
скорость перемещения которого задавалась вращением эталонного винта. Сменные
шестерни позволяли получать резьбы с разным шагом. Второй станок давал
возможность изготавливать резьбу с различным шагом на детали большей длины,
чем длина эталона. Резец продвигался вдоль заготовки с помощью струны,
накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено
изготовил специализированный токарный станок для нарезки винтов. Конструктор
предусмотрел сменные шестерни, большой ходовой винт, простой механизированный
суппорт. Станок был лишен каких-либо украшений, которыми любили украшать
свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный
станок, ставший основой машиностроения. Его автором стал Генри Модсли.
В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798
г., основав собственную мастерскую по производству станков, он значительно
улучшил суппорт, что позволило создать вариант универсального токарного
станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и
третий вариант, содержавший все элементы, которые имеют токарно-винторезные
станки сегодня. При этом существенно то, что Модсли понял необходимость
унификации некоторых видов деталей и первым стал внедрять стандартизацию
резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для
нарезки резьб.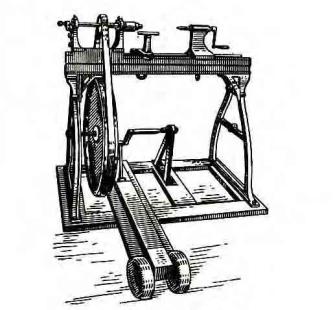 Токарный станок Робертса Одним из учеников и продолжателей
дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил
ходовой винт перед станиной, добавил зубчатый перебор, ручки управления
вынес на переднюю панель станка, что сделало более удобным управление станком.
Этот станок работал до 1909 г. Другой бывший сотрудник Модсли – Д. Клемент
создал лоботокарный станок для обработки деталей большого диаметра. Он
учел, что при постоянной скорости вращения детали и постоянной скорости
подачи по мере движения резца от периферии к центру скорость резания будет
падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел
автоматическую подачу в поперечном направлении, которая была связана с
механизмом продольной подачи.
Токарный станок Робертса Одним из учеников и продолжателей
дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил
ходовой винт перед станиной, добавил зубчатый перебор, ручки управления
вынес на переднюю панель станка, что сделало более удобным управление станком.
Этот станок работал до 1909 г. Другой бывший сотрудник Модсли – Д. Клемент
создал лоботокарный станок для обработки деталей большого диаметра. Он
учел, что при постоянной скорости вращения детали и постоянной скорости
подачи по мере движения резца от периферии к центру скорость резания будет
падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел
автоматическую подачу в поперечном направлении, которая была связана с
механизмом продольной подачи.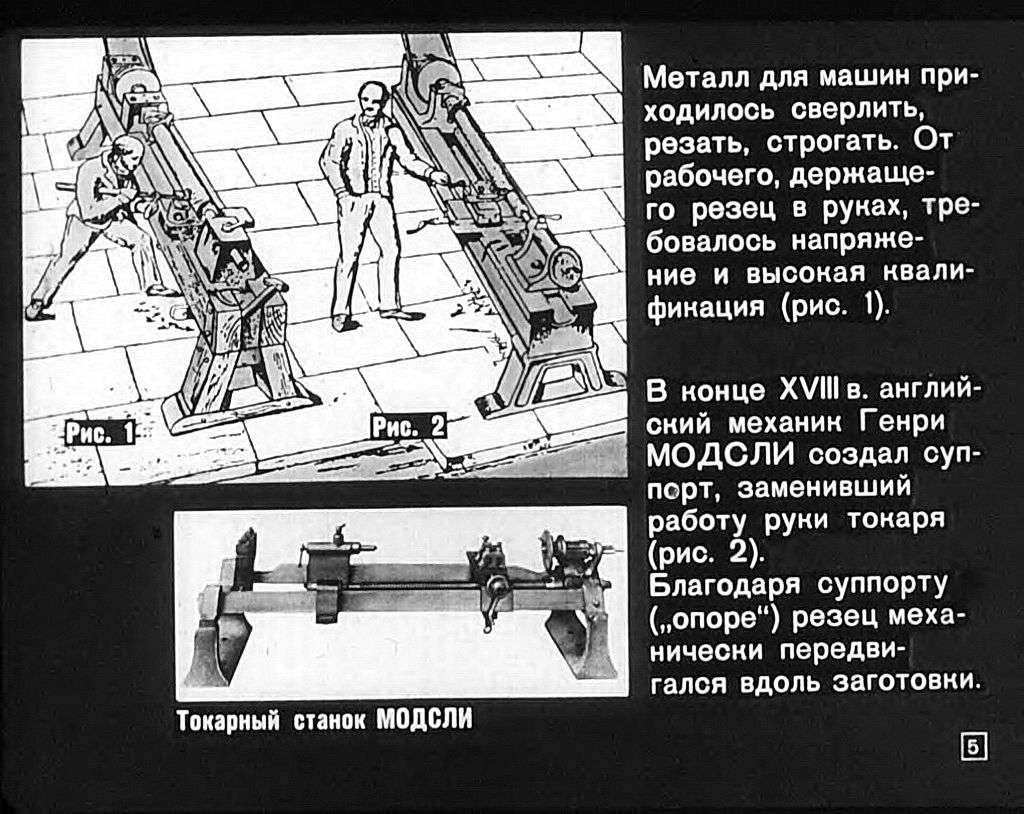 Этим было завершено принципиальное совершенствование
токарного оборудования.
Этим было завершено принципиальное совершенствование
токарного оборудования.
Следующий этап – автоматизация токарных станков. Здесь пальма первенства
принадлежала американцам. В США развитие техники обработки металлов началось
позднее, чем в Европе. Американские станки первой половины XIХ в. значительно
уступали станкам Модсли. Во второй половине XIХ в. качество американских
станков было уже достаточно высоким. Станки выпускались серийно, причем
вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной
фирмой. При поломке детали достаточно было выписать с завода аналогичную
и заменить сломанную деталь на целую без всякой подгонки. Во второй половине
XIХ в. были введены элементы, обеспечивающие полную механизацию обработки
– блок автоматической подачи по обеим координатам, совершенную систему
крепления резца и детали. Режимы резания и подач изменялись быстро и без
значительных усилий. В токарных станках имелись элементы автоматики – автоматический
останов станка при достижении определенного размера, система автоматического
регулирования скорости лобового точения и т.д. Однако основным достижением
американского станкостроения было не развитие традиционного токарного станка,
а создание его модификации – револьверного станка. В связи с необходимостью
изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г.
разработал и построил револьверный станок с восемью режущими инструментами
в револьверной головке. Быстрота смены инструмента резко повысила производительность
станка при изготовлении серийной продукции. Это был серьезный шаг к созданию
станков-автоматов.
Режимы резания и подач изменялись быстро и без
значительных усилий. В токарных станках имелись элементы автоматики – автоматический
останов станка при достижении определенного размера, система автоматического
регулирования скорости лобового точения и т.д. Однако основным достижением
американского станкостроения было не развитие традиционного токарного станка,
а создание его модификации – револьверного станка. В связи с необходимостью
изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г.
разработал и построил револьверный станок с восемью режущими инструментами
в револьверной головке. Быстрота смены инструмента резко повысила производительность
станка при изготовлении серийной продукции. Это был серьезный шаг к созданию
станков-автоматов.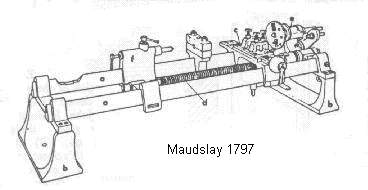 В деревообработке первые станки-автоматы уже появились:
в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый
универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
В деревообработке первые станки-автоматы уже появились:
в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый
универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
На главную
Микрометр Модслея | Мнение | Химия Мир
Источник: © SSPL/Getty Images
Генри Модслия (1771–1831) – британский инженер, который разработал новые металлические бакалавра и усовершенствованный микрометр
Я недавно написал о своей грудине в конце ERA. , потеря механической мастерской нашего отдела. Если не всегда самый быстрый, он был бесценным во многих отношениях. В слегка скорбном настроении я отправился в подвал, чтобы в последний раз взглянуть на сверла, токарные и фрезерные станки и поболтать с оставшимся техником, которому теперь поручено управлять закрытием.
Пока мы разговаривали, мой взгляд упал на деревянную коробку с красивым микрометром. С выпуклым основанием он был разработан, чтобы сидеть на скамейке. Убаюкивая его в руке — он казался обнадеживающе тяжелым — я вертел наперсток, отмеченный нониусной шкалой, и восхищался плавностью действия и почти незаметным движением иглы, когда она отводилась от наковальни. Микрометр с его слабым запахом дерева и машинного масла дал мне сильное ощущение связи с эпохой, когда точные измерения превратились из индивидуальной навязчивой идеи в краеугольный камень технологии.
С выпуклым основанием он был разработан, чтобы сидеть на скамейке. Убаюкивая его в руке — он казался обнадеживающе тяжелым — я вертел наперсток, отмеченный нониусной шкалой, и восхищался плавностью действия и почти незаметным движением иглы, когда она отводилась от наковальни. Микрометр с его слабым запахом дерева и машинного масла дал мне сильное ощущение связи с эпохой, когда точные измерения превратились из индивидуальной навязчивой идеи в краеугольный камень технологии.
XIX век часто ассоциируется с появлением паровых двигателей, приведших в действие промышленную революцию. Но другим достижением стала возможность резать металл с настоящей точностью. Именно токарные станки изготавливали компоненты машин в «темных сатанинских мельницах» Уильяма Блейка. Токарный станок вращает объект, удерживаемый между губками оправки, гарантируя, что его можно будет разрезать с помощью лезвия, удерживаемого оператором, или зажатого на самом токарном станке. Хотя токарные станки с ножным приводом использовались для обработки дерева на протяжении тысячелетий, работа с железом требовала чего-то другого.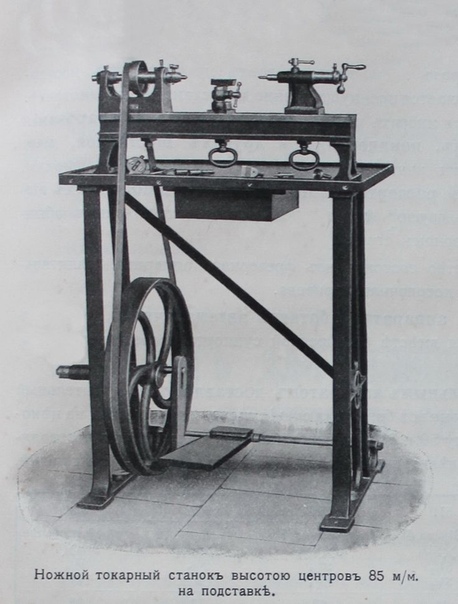 Хотя несколько человек внесли свой вклад в разработку токарного станка, именно Генри Модслей объединил все идеи.
Хотя несколько человек внесли свой вклад в разработку токарного станка, именно Генри Модслей объединил все идеи.
Модслей был сыном колесного мастера. Он начал работать в возрасте 12 лет в качестве «пороховой обезьяны», заполняя винтовочные и пушечные патроны взрывчаткой в Вулиджском арсенале в Лондоне. Он перешел в столярную мастерскую, а затем в кузницу, где заработал репутацию первоклассного мастера. Вскоре его переманил Джозеф Брама, который поставил свою репутацию на создание самых надежных замков на рынке. Требования Брамы были настолько сложными, что Модслей начал разрабатывать совершенно новый набор инструментов. Его мастерство и изобретательность были настолько впечатляющими, что в течение года Брама назначил Модслея руководителем своей мастерской, которому было всего 19 лет..
Для резки и фрезерования металла токарный станок должен быть жестким и тяжелым. Изготовление рамы из чугуна с парой плоских направляющих с обеих сторон обеспечивало точное выравнивание на протяжении всего процесса резки. Затем Модслей поместил режущие лезвия на прочный держатель, упор для затвора, надежно прикрепленный болтами к плоской раме. Используя систему зубчатых колес, режущую кромку можно было регулировать на доли миллиметра.
Затем Модслей поместил режущие лезвия на прочный держатель, упор для затвора, надежно прикрепленный болтами к плоской раме. Используя систему зубчатых колес, режущую кромку можно было регулировать на доли миллиметра.
Для перемещения объекта, подлежащего резке, вращающаяся оправка была соединена с длинным металлическим винтом, ходовым винтом, проходящим под плоскими поверхностями рамы. Шаг ходового винта гарантировал, что оправку теперь можно было перемещать вперед и назад, а с помощью ряда шестерен движение можно было связать с режущим лезвием, поэтому они двигались вместе.
Источник: CC BY-ND-SA
Настольный микрометр Модслея за исключительную точность получил прозвище «лорд-канцлер» за способность разрешать споры. . Модслей разработал стандартные шаги для винтов. Немедленным следствием этого стало то, что детали и компоненты стали взаимозаменяемыми, а не изготавливались по одному. Массовое производство стало реальной возможностью.
Бизнес Брамы процветал, но когда молодой человек попросил у него существенное повышение, работодатель отказался. К огорчению Брамы, Модслей самостоятельно установил и повесил огромный латунный винт в окно, чтобы продемонстрировать свое мастерство и точность. Вскоре он строил новые станки для массового производства шкивов вместе с инженером Марком Брюнелем, что приносило как интеллектуальное удовлетворение, так и очень прибыльное дело. Работая, Модслей снова и снова вносил новшества.
К огорчению Брамы, Модслей самостоятельно установил и повесил огромный латунный винт в окно, чтобы продемонстрировать свое мастерство и точность. Вскоре он строил новые станки для массового производства шкивов вместе с инженером Марком Брюнелем, что приносило как интеллектуальное удовлетворение, так и очень прибыльное дело. Работая, Модслей снова и снова вносил новшества.
Он разработал метод определения плоскостности объекта. Хотя можно было проверить, является ли один объект таким же плоским, как и другой, покрыв один из них чернилами, а затем сжав их вместе — крошечные выпуклости и впадины на одном сразу видны на другом — всегда существовала опасность, что у обоих могут быть соответствующие дефекты. Модслей предложил использовать три плоские поверхности; их можно было постепенно измельчать, пока все три не совпадали. Это привело к настолько совершенной гладкости, что можно было «сжать» две поверхности вместе, так что их нельзя было разорвать, если только они не скользили вбок. Стандартные калибровочные блоки позволяли устанавливать точную длину в любой мастерской с помощью этого процесса отжима.
Стандартные калибровочные блоки позволяли устанавливать точную длину в любой мастерской с помощью этого процесса отжима.
Для ежедневной проверки качества изготовления Модслей разработал микрометр, что-то вроде миниатюрной скамьи с неподвижным блоком, плоской поверхностью обращенным ко второму подвижному блоку, прикрепленному к тонкой резьбе. С его помощью Модслей и его рабочие могли измерять размеры с точностью до одной тысячной дюйма. Таково было его совершенство, что за способность разрешать споры его прозвали лорд-канцлером.
Сегодня мы редко делаем аппараты. Почти все компоненты, которые мы используем, взаимозаменяемы и закупаются у поставщика. Тем не менее, загляните во множество лабораторий, и в ящике с инструментами вы найдете набор цифровых микрометрических штангенциркулей, полезных в качестве проверки перед заказом детали и отдаленного эха былых дней.
Выходя из мастерской, я спросил коллегу о микрометре. «Я не думаю, что кто-то пропустит это, не так ли?» Я сунул коробку в карман и вернулся в свой кабинет, чувствуя себя грустным.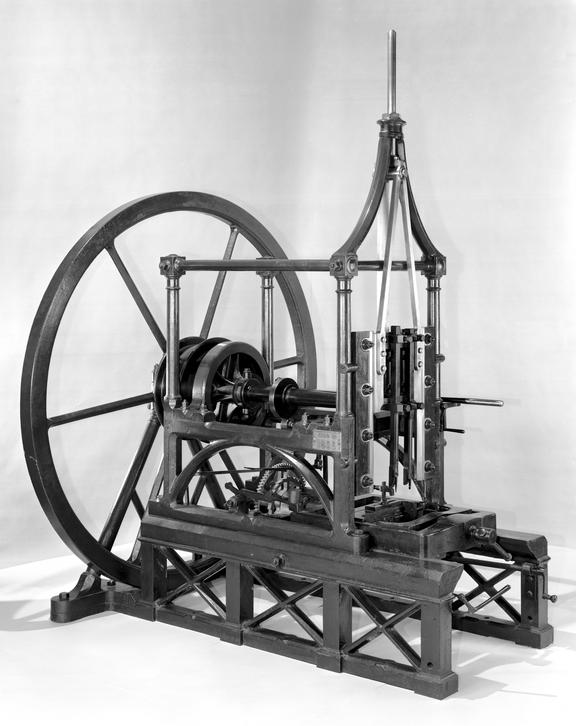
Вождение промышленной революции: инженерия, изменившая мир
Инженеры, инженеры-профессионалы, инженеры, промышленная революция, инсайдерская информация
Постоянная серия статей, написанных наблюдателями тяжелой промышленности из Resource Erectors.
В нашей недавней статье здесь, в Resource Erectors, мы сосредоточились на двух незамеченных Героях-инженерах промышленной революции . Теперь пришло время взглянуть на две инновации в области машин , которые положили начало промышленной революции, используя те же критерии.
«Какое влияние на мир оказало бы удаление этих вкладов в современные производственные технологии и промышленную инженерию, если бы эти важные машины, устройства или процессы были пропавшими без вести или пропали без вести?»
«До конца 18 века детали машин изготавливались вручную, и не было двух одинаковых. Например, болт был изготовлен на токарном станке с педальным приводом рабочим, который держал режущий инструмент и медленно перемещал болт вверх по мере вращения станка, формируя резьбу. Гайки были проблемой, так как было очень трудно добиться точного совпадения шага (угла резьбы) гайки и болта. Как только была изготовлена гайка, подходящая для конкретного болта, их тщательно спаривали».
Гайки были проблемой, так как было очень трудно добиться точного совпадения шага (угла резьбы) гайки и болта. Как только была изготовлена гайка, подходящая для конкретного болта, их тщательно спаривали». Каждая работа по креплению была бы заказной работой, кошмаром инженера, например. Не говоря уже об осажденном менеджере по техническому обслуживанию и практической рабочей силе, которой поручено хранить эти нестандартные парные драгоценности вместе. Требуется внимание к деталям на стероидах и индивидуальный номер детали для каждого отдельного крепежа на заводе, требующий высококвалифицированного труда механика и ручного контроля качества для каждой гайки, болта, винта и шайбы в операции!
Почтенный паровой двигатель и последовавшая за ним фабричная система перешли на высокую скорость в конце 18-го века, и спрос на производственное оборудование быстро вырос. Усовершенствованные методы и средства эффективного производства машин были необходимы для продолжения промышленной революции. Без серийных взаимозаменяемых винтов мы бы все облажались. Орехи к этому.
Без серийных взаимозаменяемых винтов мы бы все облажались. Орехи к этому.
(Знаете, рано или поздно нам пришлось включить это в эту статью.)
Старомодные вбитые костыли отлично подходили для закрепления появляющихся трансконтинентальных железнодорожных путей, распространяющихся по стране со скоростью лесного пожара, но локомотивы, которые катили на них потребовался бы гораздо более высокий уровень сложности деталей машины. По мере того, как предельные дни плавания уменьшались, размер паровых судов увеличивался, а современное производство стали требовало соответствующей точности сборки.
На разработку одного из самых фундаментальных строительных блоков промышленной революции уйдет 3 поколения, но представьте себе инженерию без него, если можете.
Не облажайся!
Небольшое исследование на тему «великих машин промышленной революции» выявляет список обычных кандидатов, включая паровой насос, паровой двигатель и практическое производство стали. В конце концов, фундаментальная фабричная система появится после того, как пар будет использован для обеспечения надежной движущей силы, которая заменит утомленные человеческие мышцы для выполнения сложных производственных задач, таких как прядение, ткачество и токарная обработка.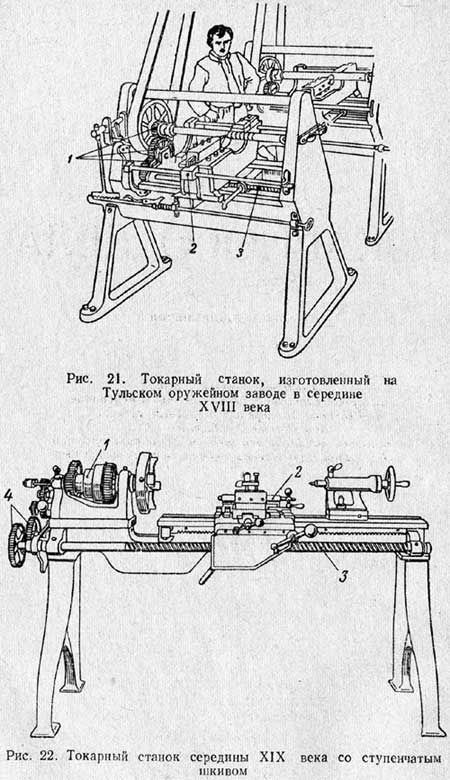
Спрос на высокопроизводительные машины увеличился в 18 веке с ростом спроса на товары, улучшающие качество жизни, такие как хлопчатобумажная одежда. Станкостроение отставало от индустриальной волны, захлестнувшей аграрный мир 18-19 веков, но, как говорится, «необходимость — мать изобретения».
Токарно-винторезный станок переворачивает мир промышленности
Токарно-винторезный станок стал находкой для машинистов, столяров, плотников и всех, кому требовались точные крепежные детали. Вот почему мы полностью согласны с информативным содержанием 9 Джона Стила Гордона.0049 Статья Бэррона «Машины, которые привели к революции» , в которой отдается должное там, где оно, безусловно, должно быть.
Скромному винтику.
И все остальные резьбовые соединения, которые буквально скрепляют индустриальный мир и по сей день. Современная гайка и болт требовали хорошей дозы инноваций и непрерывного совершенствования на протяжении трех поколений. Возможно, утверждение о том, что философия «бережливое производство + шесть сигм» предшествует послевоенному японскому производству, в конце концов, не так уж надумано и на самом деле имеет неотъемлемые корни в бесспорной родине промышленной революции, в Великобритании.
” Хотя некоторые утверждают, что развивающийся бизнес философия постоянного совершенствования восходит к концу 18-го века к практикам, разработанным Bell Telephone, общепризнано, что Lean 6 Sigma представляет собой комбинацию Японский и американский производственный опыт». «Бережливое производство + шесть сигм»: философия непрерывного совершенствования производства
Современная резьбовая застежка и концепция выпуска большого количества одинаковых стандартизированных металлических деталей была разработана тремя выдающимися британскими машинистами и изобретателями, жившими в поистине революционные времена.
Джозеф Брама (1748-1814) Джозеф Брама был опытным слесарем, который также изобрел инновационные туалеты со смывной водой, патент на который был выдан в 1784 году. Брама также изобрел гидравлический «пресс Брама» для формовки металлических деталей, если это это имя знакомо вашим инженерным кругам.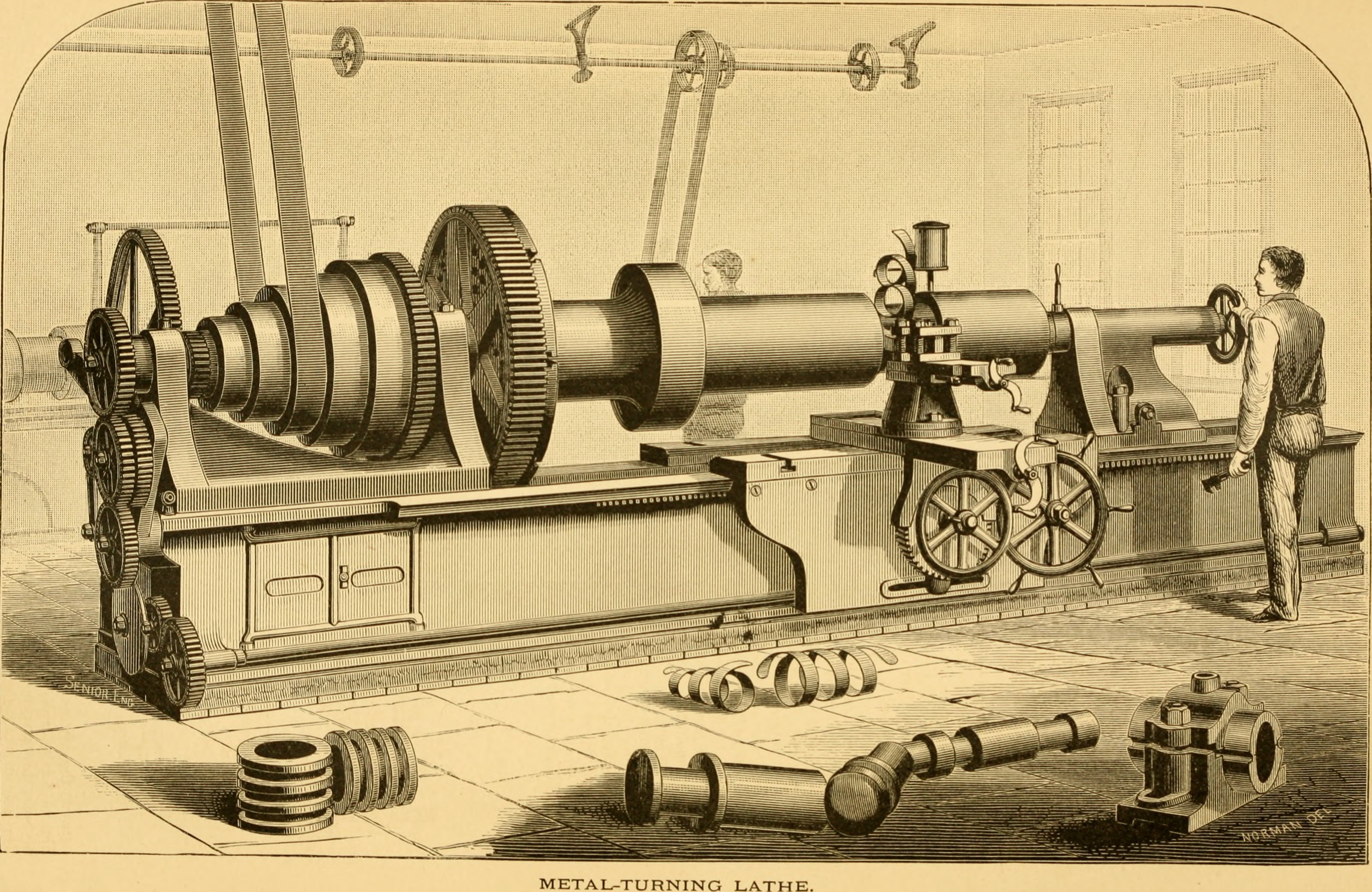
Вскоре Джозеф Брама пригласил молодого протеже Генри Модлея помочь с герметизацией поршней, чтобы они могли двигаться при требуемом высоком давлении без утечек. Учитывая универсальное применение современной гидравлики, это само по себе немаловажный вклад в промышленные технологии.
В результате сотрудничества между ними появилось множество новых станков, позволяющих сделать производство замков более эффективным и менее затратным. Эти первые новые инструменты можно было адаптировать и для изготовления других продуктов.
Но хотя Брама был выдающимся инженером-механиком, его навыки удержания сотрудников требовали некоторой работы, так как его молодой протеже вскоре сделал стратегический карьерный шаг. Это окажется вариантом, доступным для инженеров с начала промышленной революции, и до сих пор остается одним из преимуществ разносторонней инженерной карьеры.
Как говорится, всегда самое подходящее время для работы инженером.
Генри Модслей (1771-1831) После того, как молодой Генри быстро поднялся благодаря своим механическим качествам до управляющего магазином Bramah, молодой Генри получил отказ в повышении и открыл свой собственный магазин в 1797 году.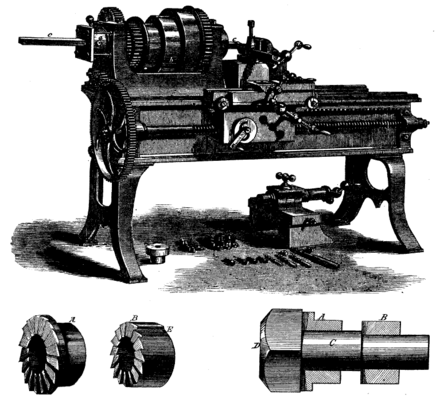 Получивший независимость Модслей сразу же вскочил в индустриальный мир массового производства, производя 130 000 такелажных блоков в год для кораблей Королевского флота, и он сделал это с помощью всего 10 человек, сократив требуемую рабочую силу со 110 человек. Это определение «бережливого производства» в лучшем виде, но Генри Модслей обладал врожденным инженерным чутьем, позволяющим придумать лучший гаджет, и гением механики, чтобы его создать.
Получивший независимость Модслей сразу же вскочил в индустриальный мир массового производства, производя 130 000 такелажных блоков в год для кораблей Королевского флота, и он сделал это с помощью всего 10 человек, сократив требуемую рабочую силу со 110 человек. Это определение «бережливого производства» в лучшем виде, но Генри Модслей обладал врожденным инженерным чутьем, позволяющим придумать лучший гаджет, и гением механики, чтобы его создать.
Модслей быстро понял, что примитивный токарно-винторезный станок его времени с ножным приводом созрел для усовершенствования. Механизация процесса позволила бы отказаться от устаревшей педали с ножным приводом в пользу недавно доступной паровой энергии. Ушли в прошлое шаткие деревянные приспособления для токарного станка, поскольку Генри представил цельнометаллическую конструкцию для еще большей стабильности при производстве точной резьбы.
Один из первых прототипов демонстрационного болта Модсли достигал пяти футов в длину и имел беспрецедентное количество витков резьбы 50 на дюйм.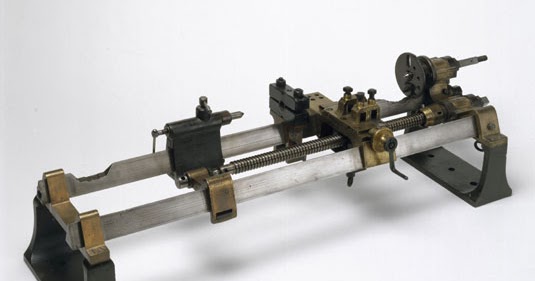 Соответствующая сменная гайка имеет резьбу 600. Королевский флот был настолько впечатлен, что наградил Модслея премией в 1000 фунтов стерлингов за его изобретательность. Как его наследие промышленной революции, токарный станок Модслея позволил стандартизировать винты, гайки и болты и сделал взаимозаменяемость крепежа стандартом производства.
Соответствующая сменная гайка имеет резьбу 600. Королевский флот был настолько впечатлен, что наградил Модслея премией в 1000 фунтов стерлингов за его изобретательность. Как его наследие промышленной революции, токарный станок Модслея позволил стандартизировать винты, гайки и болты и сделал взаимозаменяемость крепежа стандартом производства.
Родившийся в Шотландии, молодой Джеймс Нэсмит очень хотел работать у пионера индустрии Генри Модсли, но стоимость ученичества у идиллического мастера-механика была выше всяких похвал. Голодающий отец Джеймса, художник, мог себе это позволить.
Ничуть не испугавшись, молодой Нэсмит проложил себе путь к работе, построив полностью функционирующую модель парового двигателя высокого давления, которая сразу же открыла двери перед очень впечатленным Модсли. Последовала короткая, но продуктивная ассоциация, которая закончилась только со смертью Модсли 2 года спустя. Но, как и его предшественник Модсли, Джеймс Нэсмит в одиночку начал создавать и развивать инструменты, которые были так важны для парового мира.
Но, как и его предшественник Модсли, Джеймс Нэсмит в одиночку начал создавать и развивать инструменты, которые были так важны для парового мира.
По мере того, как промышленная революция набирала обороты, морские инженеры того времени усердно проектировали все более крупные корабли, требующие промышленных кованых машин и деталей, таких как гребные винты и приводные валы. Большим кораблям требовались большие причалы и доки, построенные с помощью копров, которые были столь же прискорбно неэффективны, как и хитроумные приспособления с педальным приводом, которые были распространены в эпоху парусов и пота.
Для ковки более крупных деталей требовались более крупные молоты, а сила, создаваемая молотами того времени, зависела от гравитации и расстояния. Сила молотов зависела от того, как далеко они упали.
Джеймс Нэсмит разработал свой паровой молот, который мог оказывать любое необходимое давление с такой точностью, что он продемонстрировал работу молота, поместив яйцо в винный бокал и используя свой паровой молот, чтобы разбить яйцо, но не стакан.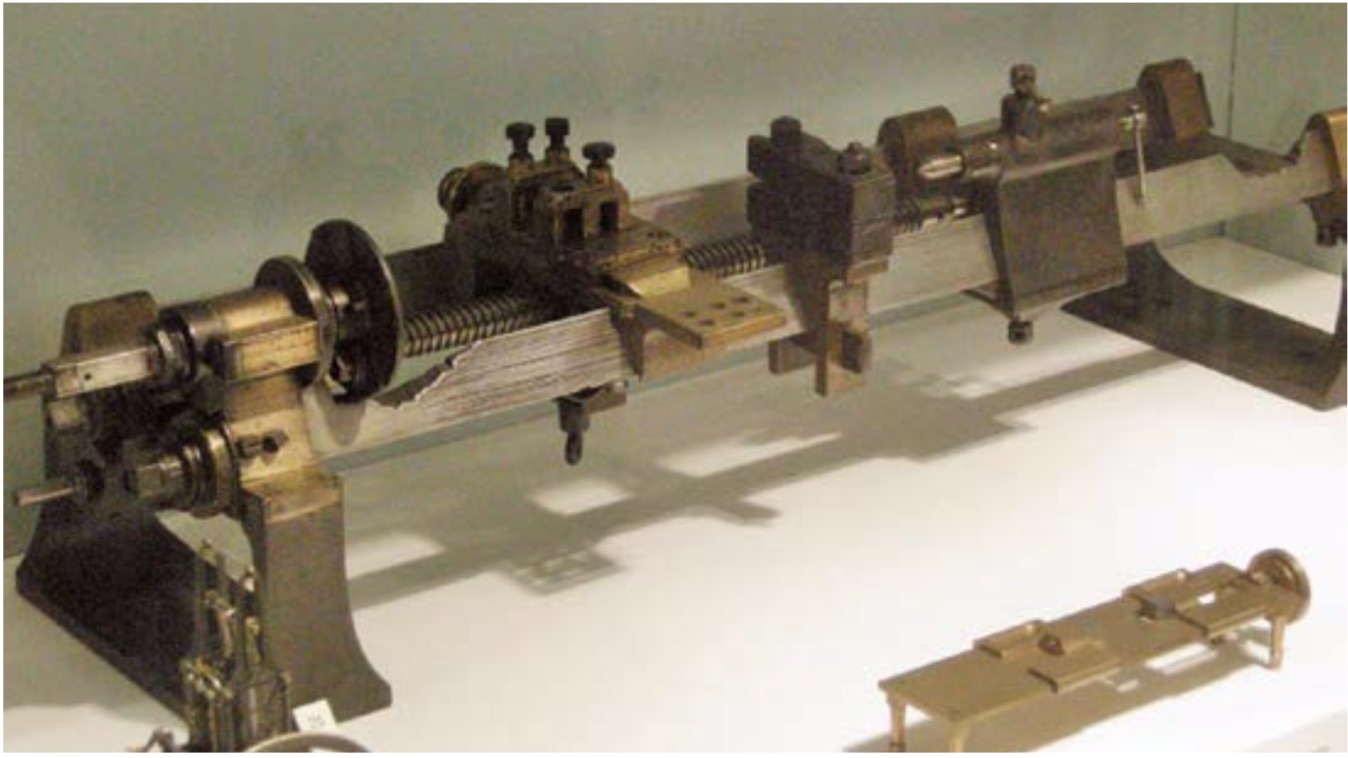
Паровой молот Nasmyth изменил правила игры в тяжелой промышленности, например, для забивки свай. Когда он был адаптирован для забивания свай, время выполнения работ сократилось с утомительных 12 часов до невероятных 4,5 минут! Насколько стройным вы можете стать?
Но одно из самых важных наследий, переданных этими тремя великими инженерами, пионерами промышленной революции, заключается в том, что разработанные ими станки сделали промышленную продукцию доступной, стандартизируя точность и эффективную взаимозаменяемость, что было поистине революционно.
О Resource Erectors
В Resource Erectors всегда доступны инженерные и промышленные возможности, которые могут революционизировать вашу карьеру в тяжелой промышленности. Мы поддерживаем постоянные связи с ведущими компаниями в горнодобывающей промышленности, гражданском строительстве, агрегатах, сыпучих материалах, механическом обслуживании и многом другом. Клиенты нашей компании предлагают одни из самых конкурентоспособных заработных плат и компенсационных пакетов в 2022 году, потому что они знают, что их человеческие ресурсы являются одними из их самых важных активов.