1Е61МТ Станок токарно-винторезный высокой точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1Е61МТ
Производитель токарно-винторезного станка высокой точности 1Е61МТ Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
- 1Е61
— станок токарно-винторезный универсальный повышенной точности Ø 320 х 750 - 1Е61М
— станок токарно-винторезный универсальный повышенной точности Ø 320 х 710 - 1Е61МТ
— станок токарно-винторезный универсальный высокой точности Ø 320 х 710 - 1Е61ПМ, 1Е61ВМ
— станок токарно-винторезный универсальный повышенной точности Ø 320 х 710 - С1Е61ПМ, С1Е61ВМ
— станок токарно-винторезный универсальный повышенной точности специализированный Ø 320 х 710 - УТ16ПМ
— станок токарно-винторезный универсальный повышенной точности Ø 320 х 710
1Е61МТ станок токарно-винторезный высокой точности. Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
Класс точности станка — В.
Описание конструкции токарно-винторезного станка
Привод станка 1Е61МТ осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.
Токарный станок 1Е61М повышенной точности
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.
- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.

- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.

Производительность и точность
Поскольку машина ориентирована преимущественно на конечную обработку и получистовые операции, то мастеру следует избегать больших производственных нагрузок на узловые модули установки.
Производительность первой базовой модели этой серии была на достаточном уровне, но чрезмерная нагрузка быстро выводила из строя коробку скоростей, привод и механизм переключения операций.
Для повышения точности была снижена общая мощность, устранены негативные воздействия нагрузки на основные агрегаты, сохранилась возможность присоединения дополнительных модулей, которые обеспечивают повышенную точность.
При разработке установки использовались передовые, на то время технологии безопасности. Станок для защиты работника оборудован несколькими системами.
Надежная функция контроля перегрузок не допускает разрушительных процессов в механизме переключения скоростей и приводе.
Система полной блокировки, которая может активироваться собственноручно работником либо автоматически при наступлении определенных опасных условий.
Имеет противооткатная блокировка главного шпинделя, что исключает возможность повреждения рук мастера.
Автоматический выключатель упоров.
Такая высокоточная установка используется практически в каждом строительном учреждении, в частном ремонтном деле, небольших мастерских, часто находятся такие установки в частном пользовании.
Работать на модели 1Е61М несложно, безопасно, а, главное, результат не требует сильных производственных затрат. Время обработки деталей, нарезка резьбы при предварительной настройке выполняется практически за считаные секунды, что позволяет экономить электроэнергию.
Технические характеристики
Станок 1E61MT занял лидирующую позицию в своей сфере, и на то есть определённые причины. Для массовой штамповки установка не подходит, но на ней можно проводить множество других операций.

Основными параметрами, заслуживающими внимания, можно назвать:
- Диаметр будущей резьбы.
- Выбранные скоростные режимы.
- Длина детали, её соответствие параметрам используемого оборудования.
Если названные выше габариты соответствуют условиям эксплуатации, то можно переходить дальше, к этапу настройки самого станка.
Винторезное оборудование отличается следующими параметрами:
- 1650 килограмм – общая масса станка, если не учитывать дополнительное оборудование.
- Минимальная частота вращения – 35, максимальная может составлять 1600 оборотов.
- Точные параметры, связанные со смещением лимба. По продольной направляющей это 0,2 миллиметра, по поперечной – 0,02 миллиметра.
- На передней части устанавливаются две резцовые головки. Вторая монтируется на участке сзади.
- В главном держателе имеется всего до 4 резцов.
- 32 миллиметра – таков диаметр использующихся прутков.
- 170 миллиметров – допустимая высота для центральных частей.
- При 125 Вт работает отдельный двигатель насоса охлаждения. На 125 Вт – двигатель, связанный со смазочным механизмом.
- 4,5 кВт – показатель мощности главного привода, за счёт которого осуществляется движение.

Дополнительно в токарной установке присутствует система, предотвращающая повреждения, связанные с чрезвычайными нагрузками. Механизм просто блокируется, если возникает опасная ситуация. Примерно так же работает модель типа 1Е61ПМ.
Технические параметры модели 1Е61М
Для токарного промышленного оборудования применяются некоторые критерии исходя из которых определяются условия эксплуатации конкретного станка. Для описываемой нами модели подобными критериями выступают:
- максимально допустимая длина подлежащей обработке заготовки;
- максимально допустимые обороты шпинделя в пределах минуты;
- наибольший диаметр подлежащей обработке детали.
Рассматриваемая нами модель способна обрабатывать заготовки максимальной длиной до 710 и наибольшим диаметром относительно суппорта 320 миллиметров. Количество оборотов шпинделя регулируется соответствующим переключателем в пределах от 35 до 1335 в минуту.
Количество оборотов шпинделя регулируется соответствующим переключателем в пределах от 35 до 1335 в минуту.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.

Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.
- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Устройство данных моделей
Компоновка станков С1Е61ПМ и 1Т61М схожа с теми, что у оборудования токарно-винторезной группы. К ее особенностям можно отнести нижеприведенные моменты:
К ее особенностям можно отнести нижеприведенные моменты:
- Станина. Для точного позиционирования всех узлов относительно друг друга используется жесткая основа. Уделяется довольно много внимания точности позиционирования всех элементов.
- Передняя бабка. Для передачи вращения устанавливается шкив, связанный со шпинделем. Основное вращение создает индивидуальный электрический двигатель. Исключить вероятность перегрева двигателя в случае заклинивания механизма решили при помощи клиноременной передачи. Она также применяется для изменения количества оборотов. Шпиндельная бабка характеризуется наличием шести скоростей переключения передачи. При этом регулировка происходит за счет перемещения блока-шестерни. Наличие большого количества трущихся элементов определяет то, что для снижения степени износа установлен насос для подачи смазки. Он работает также от основного привода.
- Суппорт. Продольное и поперечное передвижение суппорта осуществляется механическим способом. Для этого установили коробку передач и фартук с валиком. При необходимости может применяться ручной привод, представленный шестернями и маховиком. Также имеется и быстрая подача, которая нужна для смены положения суппорта.
- Задняя бабка. Она используется для существенного повышения точности резания. При установке требующейся оснастки можно провести фиксацию заготовки по второму торцу, за счет чего снизить вибрацию.
- Салазки для перемещения подвижных элементов. Они изготавливаются при применении нержавеющей стали с высокой прочностью и надежностью. Для того чтобы перемещение основных элементов проходило без сопротивления на салазки подается смазочная жидкость.
- Блоки управления представлены различными рукоятками и клавишами, а также лимбами.
 При необходимости может применяться ручной привод, представленный шестернями и маховиком. Также имеется и быстрая подача, которая нужна для смены положения суппорта.
При необходимости может применяться ручной привод, представленный шестернями и маховиком. Также имеется и быстрая подача, которая нужна для смены положения суппорта.При изготовлении применяется нержавеющая сталь и чугун. Токарно-винторезный станок токарный 1Е61 имеет стандартную компоновку, применение качественных материалов и точное позиционирование всех элементов позволило повысить точность резания. Шестерни гитары спрятаны в передней бабке. Кроме этого, станок токарно-винторезный 1Е61М имеет встроенную защиту от перегрузок, за счет чего существенно продлевается срок службы оборудования. Следующие технические параметры модели 1Е61М должны учитываться:
Кроме этого, станок токарно-винторезный 1Е61М имеет встроенную защиту от перегрузок, за счет чего существенно продлевается срок службы оборудования. Следующие технические параметры модели 1Е61М должны учитываться:
- Перемещение суппорта.
- Габаритные показатели.
- Область применения.
- Возможные режимы работы.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 1Е61ВМ
У рассматриваемых моделей технические характеристики практически не отличаются. При учете основных параметров можно определить то, какого типа обработка может проводится.
Электрическая схема
Асинхронный электродвигатель типа AO2-61-4 НА 13 кВт – основной агрегат, который приводит систему в движение. Достаточно нажать на кнопку «Пуска», чтобы это приспособление начало работать. С помощью фрикциона, включаемого от рукоятки, осуществляется управление подобными частями механизма. В зависимости от включения или выключения фрикциона механизм реагирует по-разному на начало работы.
1,1 кВт – мощность двигателя, отвечающего за рабочие подачи.
1Е61ПМ, 1Е61ВМ Электрооборудование токарного станка
Расположение электрооборудования на токарном станке 1е61пм
Расположение электрооборудования токарного станка
- электрошкаф
- сигнальная лампа
- вводной выключатель
- переключатель частоты вращения электродвигателя главного привода
- амперметр, указывающий нагрузку
- выключатель электронасоса охлаждения
- тумблер включения тормоза
- лампа местного освещения
- конечный выключатель продольной подачи
- электронасос охлаждения
- электродвигатель главного привода
- электромагнитная муфта тормоза шпинделя
- электронасос смазки
- выключатель реверса шпинделя
- пост управления станком
- конечный выключатель автоматического реверсирования и блокировки
- упор
- болт заземления
- винт крепления установки конечного выключателя
- конечный выключатель автоматического реверсирования и блокировки
- штанга
- винт крепления установки конечного выключателя
- станина
- переключатель автоматического режима
Примечание. Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
Кинематическая схема
Многоскоростные двигатели для включения устройств тоже используются, но достаточно редко. Односкоростные приспособления остаются главными для подобных схем.
С двигателя движение идёт к коробке скоростей. В этом процессе принимает участие клиноременная передача. В коробке передач размещается по 6-8 валов. К ним добавляются колёса зубчатой формы. Для удобства при нумерации валов пользуются римскими цифрами. Скорость вращения шпинделя может быть различной в зависимости от тех или иных условий. Две фрикционные муфты отвечают за обратное движение у этой же модели.
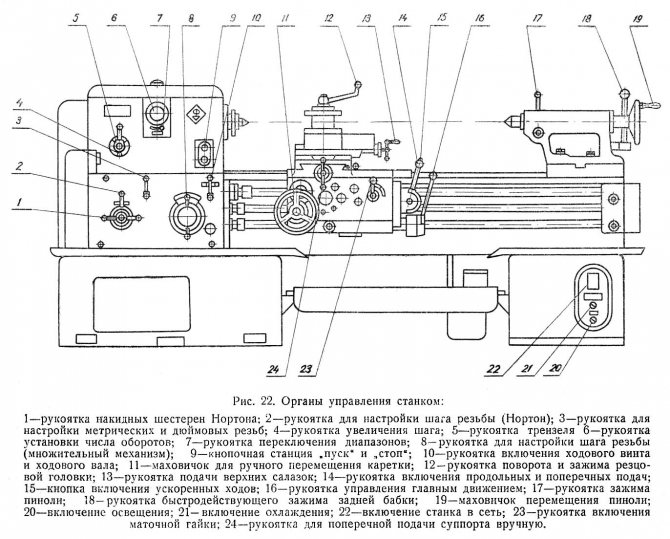
1Е61ПМ, 1Е61ВМ Расположение органов управления станком
Расположение органов управления станком 1е61пм
Перечень органов управления токарным станком 1Е61ПМ, 1Е61ВМ
- Рукоятка установки частоты вращения шпинделя
- Рукоятка переключения множительного механизма и ходового винта или ходового валика
- Рукоятка переключения наборного механизма при нарезании резьб напрямую
- Рукоятка переключения множительного механизма
- Рукоятка включения перебора
- Рукоятка включения трензеля и механизма восьмикратного увеличения шагов резьб
- Лампа сигнальная
- Вводной выключатель
- Переключатель оборотов электродвигателя
- Рукоятка включения насоса подачи охлаждающей жидкости
- Тумблер включения и выключения тормоза
- Рукоятка включения и выключения маховика ручного перемещения каретки
- Кнопка установки нейтрального положения продольной или поперечной подач
- Рукоятка перемещения поперечных салазок суппорта
- Рукоятка включения и выключения продольной и поперечной подач
- Рукоятка регулирования тяговых усилий подачи
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения верхнего суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка пуска, останова и реверсирования шпинделя
- Рукоятка крепления каретки к станине
- Упор автоматического останова поперечного суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт поперечного перемещения задней бабки
- Маховик ручного перемещения
- Кнопка золотника смазки направляющих каретки и поперечного суппорта
- Пост управления включения станка
Регулирование станка
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Регулирование натяжения ремней, передающих движение от редуктора шпинделю, производится следующим образом: открыть заднюю крышку, расположенную на левой части тумбы, затем ослабить четыре винта I (рис. 18) после чего гайками 2 опустить редуктор на величину необходимого натяга. Обеспечив нормальное натяжение ремней, винты I завернуть до упора.
При ослаблении клиновых ремней, передающих движение от электродвигателя к редуктору, нужно открыть крышку, расположенную на задней стенке тумбы, освободить винты 2 (рис. 19) крепления электродвигателя, повернуть винты I после чего закрепить электродвигатель винтами 2 и поставить крышку на место.
Регулирование подшипников шпинделя станка с1е61пм
Регулирование переднего двухрядного роликового подшипника I (рис. 20) производится следующим образом:
- ослабить стопорный винт 2 в гайке 3
- подтянуть внутреннее кольцо подшипника путем навертывания гайки 3 на шпиндель
Таким образом, внутреннее кольцо подшипника, надвигаясь на конусную шейку шпинделя, несколько раздается и тем самым устраняет радиальный зазор.
Задняя шейка шпинделя вращается в шариковом радиально-упорном подшипнике 6 (рис. 20), работающем в паре с упорным шарикоподшипником 7. Для предварительного натяга радиально-упорного подшипника с целью устранения радиального и осевого зазора служит гайка 4 и стопорный винт 5. При этом шпиндель должен легко повертываться вручную при выключенном переборе.
Регулирование клина салазок обеспечивается подкатаем клина 3 путем ослабления ванта I ( рис.21 ) и поворота винта 2. Поворотом рукоятки поперечного винта проверить плавность хода салазок. После чего винт I завернуть до упора.
Зазор в направляющих верхних салазок выбирается поворотом винта I (рис. 22), который своим буртиком входит в паз клина 2.
Мертвый ход винта поперечного перемещения суппорта, возникающий при износе гайки, может быть выбран посредством компенсатора 2 (рис. 23). Для этого следует отпустить левую гайку I, а правой гайкой I выбрать осевой зазор в винтовой паре, обеспечив свободное вращение винта от руки, левую гайку I затянуть.