технические характеристики токарно-винторезного станка по металлу
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном . ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку оборудование изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарно-винторезный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Станок позволяет проводить следующие виды токарных работ:
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.


Школьный токарный станок снабжен всеми узлами полноценного токарного инструмента.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.
На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.

Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.
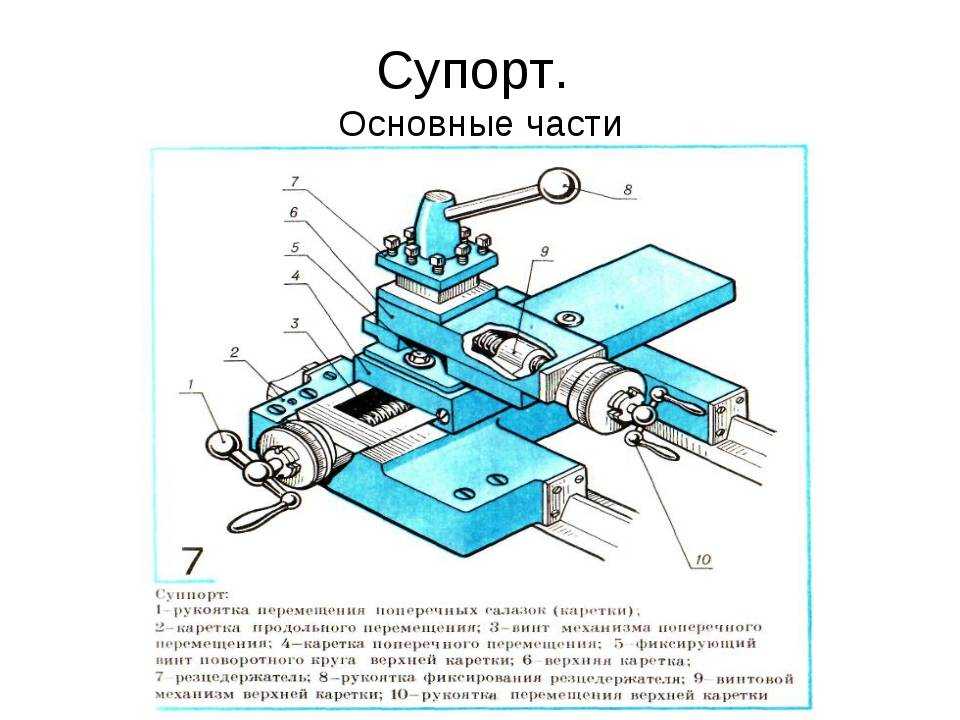
Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.
Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.
Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.
Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.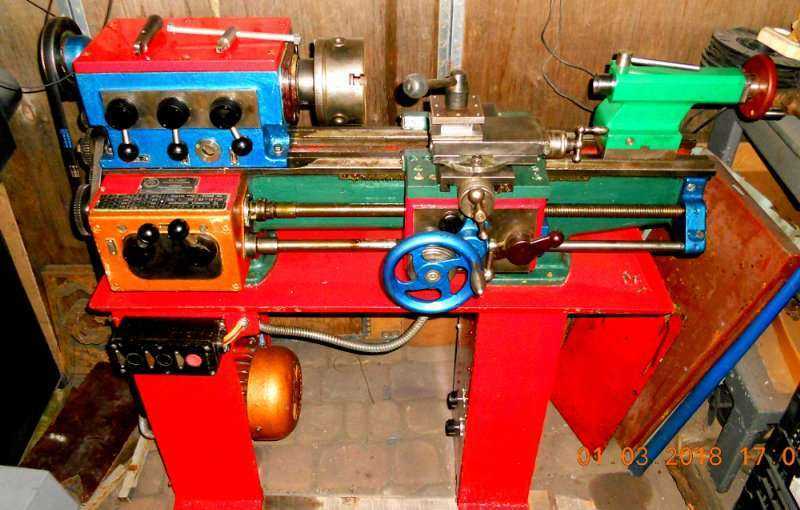
Общая конструкция и принцип работы
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Электрооборудование
Процесс вращения в станке происходит за счет трехфазного электродвигателя с мощностью 1 кВт, который рассчитан для подключения к электросети 380 В.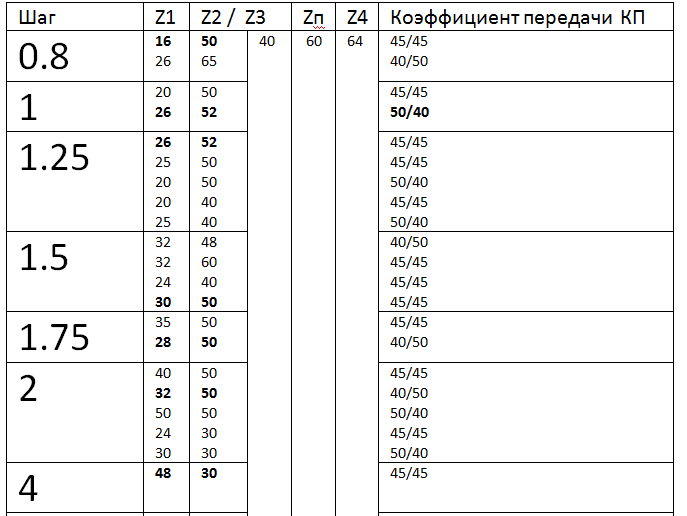 С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
Важно! При сбоях в электропитании, перерывах и временном отсутствии необходимо в обязательном порядке отключать оборудование от источника питания.
Рисунки и описание устройства
Основой всего станка является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид
Общий чертеж
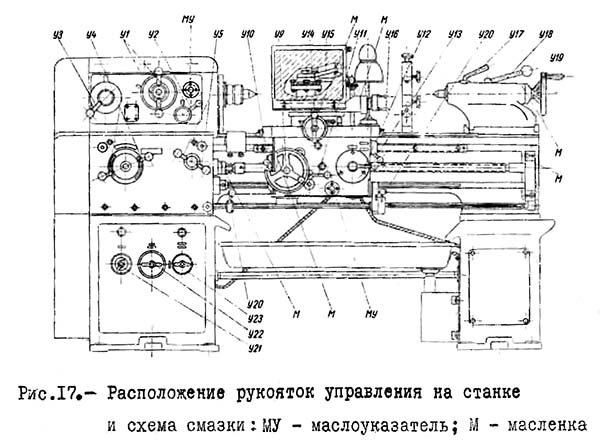
Расположение органов управления
К органам управления токарно-винторезного станка относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.

Кинематическая схема
Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарно-винторезного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.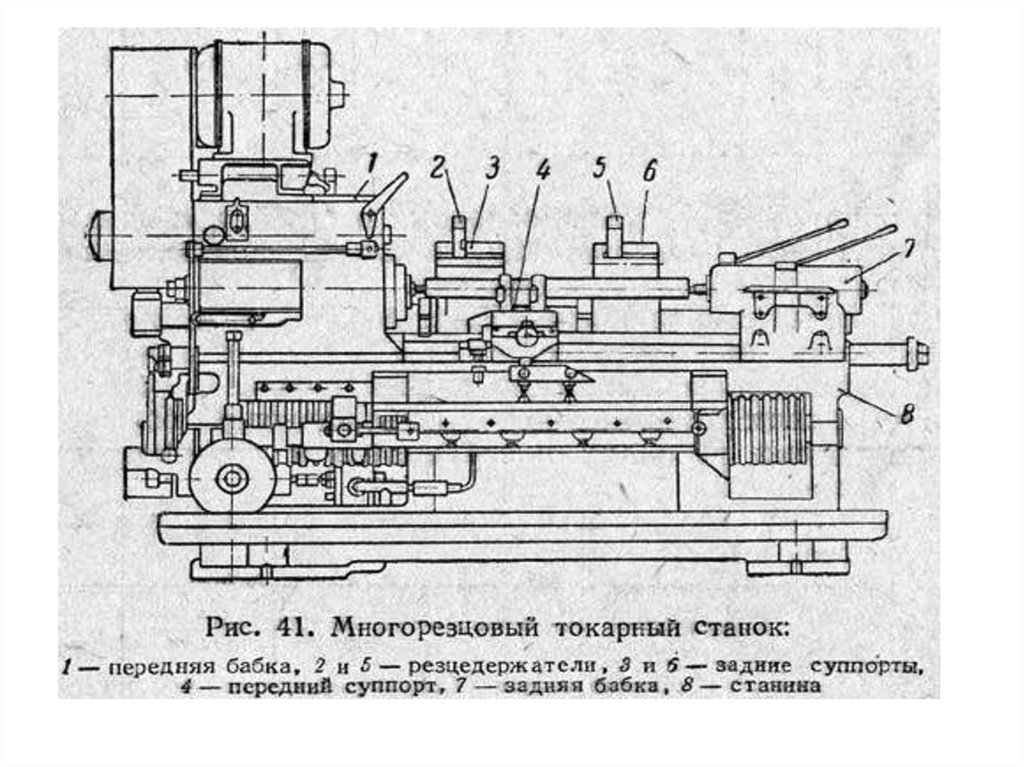
Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.
Задняя бабка
Это упорная бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.
Схема электрическая принципиальная
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
 Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
- Расточка и проточка стальных заготовок вращением.
- Высокоточная подрезка торцов.
- Сверление.
- Нарезание резьбы (метрической).
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Паспорт станка
Станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Современные аналоги
Несмотря на надежность и прочность токарно-винторезного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
- JET BD-7.
- JET BD-Х7.
- Optimum TU1503V.
- Proma SM-300E.
- Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок Ростовского завода учебного оборудования, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Станок универсальный токарно-винторезный ТВ-9 предназначен для выполнения всех видов токарных работ в центрах, в патроне, в цанге, для нарезания резьб. Станок соответствует классу точности Н. Станок позволяет уверенно обрабатывать детали весом до 10 кг при длине до 500 мм. При этом съем металла за один проход может составлять до 4 мм на диаметр. Вес станка позволяет установку на подставку, верстак, либо рабочий стол. Улучшенные характеристики модели ТВ-9 расширили область применения станка. Помимо образовательных учреждений его охотно приобретают предприятия Министерства обороны РФ, специлизирующиеся на выпуске передвижных ремонтных мастерских. На станке выполняются все виды токарных операций:ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТВ9:
ФОТОГРАФИИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА ТВ-9. |
 Схемы, описание, характеристики
Схемы, описание, характеристики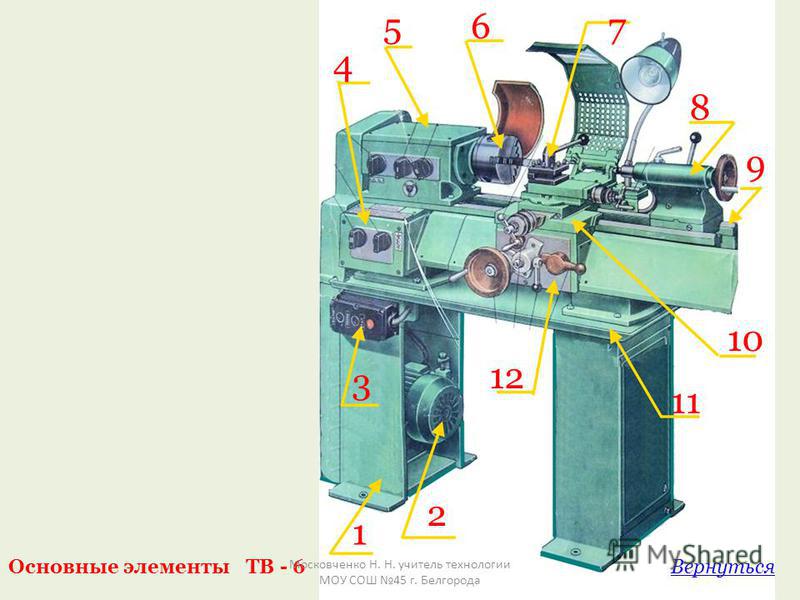 /мин.
/мин.
 Назначение, область применения
Назначение, область применения Изготовленный в восьмидесятых прошлого века, он встречается до сих пор. И отказываться от него многие пользователи не собираются. Это надежный, долговечный станок, качественно выполняющий свои функции.
Изготовленный в восьмидесятых прошлого века, он встречается до сих пор. И отказываться от него многие пользователи не собираются. Это надежный, долговечный станок, качественно выполняющий свои функции.
 Имеет две призматические и две плоские направляющие.
Имеет две призматические и две плоские направляющие.
 Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
 Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
 Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
 Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.| Наименование параметра | ТВ-7М | ТВ-9 | ТВ-11* |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 100 | 100 | 110 |
| Высота центров над плоскими направляющими станины, мм | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 275 | 525 | 750 |
| Наибольшая длина заготовки в патроне, мм | 250 | 500 | |
| Наибольшая высота держателя резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Наибольшая масса обрабатываемой заготовки, кг | 5 | 10 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 125 | 125 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 | 18 | 18 |
| Конус Морзе шпинделя | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | б/с |
| Частота прямого вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40. .2000 .2000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | б/с |
| Частота обратного вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | |||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 85 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±40° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04. .0,31 .0,31 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,8..2,5 |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,75 | 1,1 / 380 | 1,1 / 380 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1120 х 640 х 680 | 1405 х 620 х 730 | 1600 х 650 х 690 |
| Масса станка, кг | 220 | 230 | 245 |
- Станок токарно-винторезный ТВ-9. Паспорт, 2013
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Паспорт, 2013
Паспорт, 2013Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станкеГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.
Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:
- индивидуальный электроноситель;
- шпиндель;
- первый вал;
- закрепленная на первом валу шестерня;
- второй вал;
- несколько видов шестеренок на втором валу;
- третий вал;
- несколько шестеренок на третьем валу.

Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.
Момент вращения передается несколько раз и достигает необходимого размера и мощности. При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов.
Передаточный механизм
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.
Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.
Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.
Задняя бабка
Эта деталь необходима для удержания в ровном положения другого конца обрабатываемого элемента. Установка производится в пиноль конусной формы. Для установки в правильном положении используются винты, гайка и зажимы, расположенные около механизма. Задняя бабка изменяет свое положение в зависимости от того, каким образом происходит обработка детали на токарном станке.
Токарный станок с ЧПУ по металлу 6-позиционный резцедержатель и отверстие 2-3/8″
Токарный станок по металлу с ЧПУ Bolton Tools CBT1640 зарекомендовал себя как надежный токарный станок с ЧПУ в линейке продуктов Bolton.
CBT1640 спортивный и впечатляющий 8-дюймовое отверстие шпинделя и 6-позиционный инструментальный пост
с автоматическим индексированием для легкой смены инструмента. CBT1640 — это очень прочный и надежный токарный станок с ЧПУ, и у нас остались только довольные клиенты!
Система ЧПУ GSK проста в использовании, а инструкции очень подробные. Если вы ищете автоматизированный станок, который не оставит вас в беде, когда вам это нужно, вам следует настоятельно рассмотреть токарный станок по металлу с ЧПУ CBT1640 для вашей мастерской!
Не совсем то, что вы ищете? См. дополнительные токарные станки по металлу здесь
ХАРАКТЕРИСТИКИ
- Серводвигатель GSK 980TDc, ЧПУ.
- Электронный маховик для ручного управления.
- Отверстие шпинделя 2-3/8 дюйма.
- 10 л.с., 220 В/440 В, 3-фазный двигатель, предварительно подключенный 220 В.
- Закаленные и прецизионно отшлифованные направляющие.
- Опора шпинделя с 3 подшипниками.
- Легкий доступ к удалению стружки.
- Жесткий диск 40 Мб — для внутреннего хранения программ.
- Флэш-память — для внешнего хранения и передачи программ.
- Страница инструмента / 99 инструментов – Вы можете указать радиус инструмента, длину и смещение износа. Предоставляет графический инструмент.

СТАНДАРТНОЕ ОБОРУДОВАНИЕ:
- 6-позиционный автоматический инструментальный пост.
- Автоматическая система смазки.
- Система охлаждения.
- 10-дюймовый 3-х кулачковый патрон.
- Рабочий свет.
- Мертвая точка.
- Ящик для инструментов и инструментов.

| Руководства | |
| №1 | CBT1640 Руководство пользователя |
| №2 | Брошюра о устройстве подачи прутка типа KT |
| №3 | Буклет устройства подачи прутка типа XT |
| №4 | Справочный лист устройства подачи прутка типа KT |
| №5 | Панель контроллера GSK |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Поворот над кроватью: 16 дюймов
- Качели над поперечными салазками: 8 дюймов
- Расстояние между центрами: 40″.
- Отверстие шпинделя: 2-3/8″.
- Нос шпинделя: D1-6.
- Конус шпинделя с втулкой: MT#6.
- Количество скоростей шпинделя: переменная.
- Диапазон скоростей вращения шпинделя (об/мин): 150–2000.
- Диапазон продольных подач (IPR): 320 дюймов/мин.
- Диапазон поперечной подачи (IPR): 240 дюймов/мин.
- Ход поперечного суппорта: 9 дюймов
- Ход каретки: 35 дюймов
- Ход шпинделя задней бабки: 5 дюймов
- Конус в шпинделе задней бабки: MT#4.
- Емкость люнета (дюймы): от 3/8 до 7.
- Ширина кровати: 13 дюймов
- Двигатель: 10 л.с., 220 В/440 В, 3 фазы, предварительно подключенный 220 В.
- Цельное чугунное основание.
- Габаритные размеры: 114 x 60 x 77 дюймов
- Вес нетто: 3870 фунтов.
- Вес в упаковке: 4200 фунтов.

, характеристики, описание и отзывы
Практическая подготовка – залог успешного обучения специалиста. Настоящим токарем нельзя стать, только изучая теорию по учебникам. Здесь надо прежде всего научиться работать на станке. Для этого в 80-х годах прошлого века было налажено производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебного и машинного оборудования. Этот станок создан для обучения основам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Настоящим токарем нельзя стать, только изучая теорию по учебникам. Здесь надо прежде всего научиться работать на станке. Для этого в 80-х годах прошлого века было налажено производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебного и машинного оборудования. Этот станок создан для обучения основам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Станок токарный ТВ-6 разработан для обучения основам токарной обработки. Поэтому никаких заоблачных характеристик от него ждать не приходится. Станок подходит для самых простых операций:
- Подготовка отверстий.
- Концы обрезки.
- Режущая часть заготовки.
- Исполнение с метрической резьбой.
- Растачивание деталей, имеющих цилиндрическую (коническую) форму.
Токарный станок ТВ-6 (“школьник”, как его еще называют) умеет работать только с цветными металлами и сталью. Такой выбор обусловлен тем, что материал при обработке не должен выделять летучие соединения и пыль, губительно влияющие на окружающих.
Такой выбор обусловлен тем, что материал при обработке не должен выделять летучие соединения и пыль, губительно влияющие на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина — 47 см, высота — 110 см. Благодаря этому машина идеально подходит даже для небольших мастерских.
Результатом малых размеров является малый размер деталей, которые можно обрабатывать на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом поворот возможен на интервале, длина которого не более 30 см. По высоте над рамой можно обрабатывать детали диаметром до 20 см. Это значение только выше слайда 8 сантиметров.
Основные характеристики в сравнении с исполнением других агрегатов можно увидеть на фото ниже.
Устройство токарного станка ТВ-6
Лучше разобраться в возможностях аппарата, поможет понимание из каких узлов и механизмов состоит агрегат. Ведь конструкция обеспечивает заданные технические характеристики.
Ведь конструкция обеспечивает заданные технические характеристики.
Состав представлен следующими основными механизмами:
- Тумба (условно разделена на две части).
- Экран для безопасности.
- Трансмиссия.
- Фартук.
- Бабка (также условно различают перед и зад).
- Подставка.
- Гитара.
- Электрический двигатель.
- Корыто.
Передняя часть — 6-ступенчатая коробка. К нему крепится вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения резцедержателя изменяется за счет специального механизма, установленного в коробке. Регулируется с помощью ручки. При его повороте шестерня перемещается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе задействована зубчатая передача. Если шестерня перемещается в правое положение, вращение меняется на противоположное. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия дрелью.
От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия дрелью.
Разберем устройство токарно-винторезного станка ТВ-6 подробнее. Для этого рассмотрим его основные механизмы и узлы (их принцип работы и устройство) отдельно.
Шкаф
Конструкция станка делит шкаф на две части: переднюю и заднюю. У них похожее, но другое устройство.
Передняя тумба собрана в форме буквы “П”. Чтобы конструкция была более прочной, снизу и сверху монтируют ребра жесткости. Двигатель расположен за постаментом. Включил (выключил) его нажатием кнопки, которая находится перед шкафом.
Отличие задней тумбы в том, что в ее конструкцию вместо двигателя входит электрический щиток.
Гитара и редуктор
Гитарой называется редуктор зубчатого колеса. Необходимо передать движение от главного вала прямо на коробку. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, равное одной четверти.
Гитара передает вращение на коробку передач. Он, в свою очередь, состоит из следующих деталей:
- Вал (2 шт.).
- Шестерни (5 штук с разными характеристиками).
- Муфта.
- Блок-шестерня.
- Сливная пробка.
- Ходовой ролик.
- Рукоятка для регулировки (2 шт.).
Параметры резьбы определяются изменением настроек рукоятки, которая расположена на передней части редуктора. При его вращении (а у него 3 положения) редуктор, двигаясь по шлицам, включает другую шестерню. На панели ящика находится еще одна ручка, которая запускает ходовой ролик и винт.
Фартук
Фартук нужен для подачи суппорта от ходового ролика (винта) механическим или ручным способом. При необходимости выполнить ручную подачу вращайте маховик, расположенный на валу-шестерне. Последняя смыкается с шестерней, находящейся на шестерне реечной передачи.
Червяк, соединенный с помощью скользящей шпонки с роликом, обеспечивает механическую подачу. Он передает движение червячной передаче. От него на следующую шестерню и кулачковую муфту движение передается на ведущую шестерню. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче.
Он передает движение червячной передаче. От него на следующую шестерню и кулачковую муфту движение передается на ведущую шестерню. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче.
Суппорт
Установка резцов в токарный станок по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4-х салазок (кареток) фрезы перемещаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первого вагона.
- В осевом направлении по направляющим третьих салазок.
Каретки устанавливаются последовательно, то есть друг на друга. Деталь фиксируется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм нажимается и его положение фиксируется штифтом.
Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется задней бабкой. Имеет основание и корпус, за счет чего крепится к направляющей рамы. На них передвигается бабушка. Внутри за счет маховика пино перемещается в продольном направлении. Во внутреннее отверстие пера, по форме напоминающее конус, вставляются сверла, патроны и другие инструменты.
На них передвигается бабушка. Внутри за счет маховика пино перемещается в продольном направлении. Во внутреннее отверстие пера, по форме напоминающее конус, вставляются сверла, патроны и другие инструменты.
Отзывы
Токарный станок ТВ-6 отличный представитель времен Советского Союза. Изготовленный в восьмидесятых годах прошлого века, он встречается до сих пор. И многие пользователи не собираются от него отказываться. Это надежная, долговечная машина, качественно выполняющая свои функции.
Принимая решение о покупке данной модели токарного станка, опытные пользователи советуют ответить для себя на два основных вопроса:
- Какая нужна точность.
- Какие работы планируется выполнять на станке.
Конечно, современные импортные аналоги по точности обходят станок ТВ-6. Но если вы хотите снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не всю работу машина способна выполнять.