Таблица для сверл по металлу
Распечатать
Главная / Продукция / Оснастка для сверления / Таблица для сверл по металлу
Материал | Тип сверла/ режущий материал | Угол заточки острия | Охлаж- дение | Скорость вращения м/мин | Среднее число оборотов в мин. (об/мин) Подача на оборот S (мм/об) | ||||||
Ø 2 мм | Ø 5 мм | Ø 8 мм | Ø 12 мм | Ø 16 мм | Ø 25 мм | Ø 40 мм | |||||
Инструментальная сталь | N / SN / Tip-W | 118° 130° | E | 30-50 | 5100 0.  05 05 | 2200 0.12 | 1400 0.20 | 900 0.25 | 650 0.30 | 420 0.40 | 260 0.40 |
Нелегированная конструкционная сталь | N / SN / Tip-W | 118° 130° | E | 30-40 | 5600 0.05 | 2200 0.12 | 1400 0.20 | 900 0.25 | 650 0.30 | 420 0.40 | 260 0.40 |
Нелегированная конструкционная сталь | N / SN / Tip-W | 118° 130° | E | 25-35 | 4750 0.05 | 1580 0.12 | 1150 0.20 | 750 0.25 | 550 0.30 | 400 0.40 | 220 0.40 |
Нелегированная конструкционная сталь | N / SN / S / N-HD / UF-L | 118° | E | 20-40 | 2100 0. | 850 0.07 | 550 0.10 | 350 0.16 | 250 0.20 | 160 0.25 | 100 0.25 |
Нелегированное стальное литье | N / SN / Tip-W / UF-L | 118° 130°/135° | E | 20-30 | 3980 0.03 | 1550 0.07 | 1000 0.10 | 650 0.16 | 500 0.20 | 300 0.25 | 180 0.32 |
Легированное стальное литье | N / SN / UF-L | 118° 130°/135° | E | 15-35 | 2350 0.02 | 1000 0.10 | 600 0.08 | 400 0.12 | 270 0.14 | 200 0.  18 18 | 110 0.23 |
Легированная сталь | N / SN / S / UF-L /N-HD | 118° 130°/135° | E | 15-35 | 2050 0.02 | 850 0.05 | 550 0.08 | 350 0.12 | 270 0.14 | 160 0.18 | 100 0.23 |
Легированная хромоникелевая сталь | N / SN / S / N-HD / UF-L | 130° 135° | E, O | 6-28 | 1550 0.02 | 500 0.05 | 400 0.08 | 250 0.12 | 200 0.14 | 130 0.18 | 80 0.23 |
Легированная хромоникелемолибденовая | (N) / S / N-HD / UF-L ATN | 130° | E, O | 6-10 | 1300 0.  02 02 | 500 0.05 | 300 0.08 | 200 0.12 | 150 0.14 | 100 0.18 | 60 0.23 |
окалиностойкая сталь | N / S / UF-L | 130° | E, O | 10-30 | 1300 0.02 | 500 0.05 | 300 0.08 | 200 0.12 | 150 0.14 | 100 0.18 | 60 0.23 |
Жаростойкая сталь | N / S / N-HD / UF-L | 130° 135° | O | 6-10 | 1300 0.02 | 500 0.05 | 300 0.08 | 200 0.12 | 150 0.14 | 100 0.18 | 60 0.23 |
Марганцевая сталь | N+HD | 130° 135° | E, O | 3-5 | 620 0.  02 02 | 250 0.05 | 150 0.08 | 100 0.12 | 80 0.14 | 40 0.16 | 30 0.23 |
Пружинная сталь | (N) / S / N-HD / UF-L | 130° 135° | E, O | 5-15 | 1600 0.02 | 600 0.05 | 400 0.08 | 250 0.12 | 200 0.14 | 120 0.18 | 70 0.23 |
Титан и | S / UF-L (ATN) | 130° | O | 5-15 | 700 0.02 | 250 0.05 | 160 0.08 | 120 0.12 | 80 0.14 | 60 0.18 | 40 0.23 |
Серый чугун | N / SN / UF-L (ATN) / N-HD | 118° 130°/135° | E, DL | 3150 0.  05 05 | 1250 0.12 | 800 0.20 | 500 0.25 | 400 0.30 | 250 0.40 | 150 0.40 | |
Серый чугун | (N) / SN / UF-L / N-HD | 118° 130°/135° | E, DL | 20-40 | 1600 0.03 | 600 0.07 | 400 0.10 | 250 0.16 | 200 0.20 | 150 0.25 | 80 0.32 |
Латунь хрупкая | (SN) / UF-L ATN | 118° 130°/135° | E, O | 60-80 | 12700 0.08 | 5050 0.16 | 3200 0.24 | 2100 0.25 | 1600 0.35 | 1000 0.32 | 650 0.50 |
Латунь вязкая | (N) / S / UF-L (ATN) / (SN) | 118° 130°/135° | E, O | 30-50 | 4800 0.  05 05 | 1900 0.12 | 1150 0.20 | 900 0.20 | 800 0.25 | 400 0.40 | 260 0.50 |
Алюминий-бронза | N / SN / Tip-W / S / UF-L (ATN) | 118° 130° | E, O | 15-35 | 2400 0.05 | 1550 0.08 | 1000 0.14 | 650 0.20 | 500 0.25 | 320 0.30 | 200 0.40 |
(мельхиор) | N / SN / UF-L (ATN) | 118° 130° | E, O | 25-50 | 5800 0.05 | 1600 0.12 | 1400 0.14 | 800 0.25 | 500 0.30 | 320 0.40 | 280 0.40 |
Электролитическая медь | (SN) / UF-L | 130° | E, O | 25-40 | 4350 0.  05 05 | 1700 0.14 | 1050 0.16 | 700 0.25 | 550 0.30 | 380 0.40 | 240 0.40 |
Чистый алюминий | (Tip-W) / (SN) / UF-L ATN | 118° 130° | E | 40-80 | 6300 0.06 | 4900 0.16 | 1800 0.18 | 1600 0.30 | 1250 0.36 | 800 0.50 | 500 0.63 |
Алюминиевый литейный | (Tip-W) / (SN) / UF-L | 118° 130° | E | 30-60 | 5100 0.05 | 2000 0.16 | 1300 0.20 | 850 0.30 | 700 0.36 | 400 0.50 | 250 0.63 |
Алюминиевый сплав, | (N) / (SN) / (Tip-W) / UF-L | 118° 130°/135° | E | 30-60 | 4700 0. 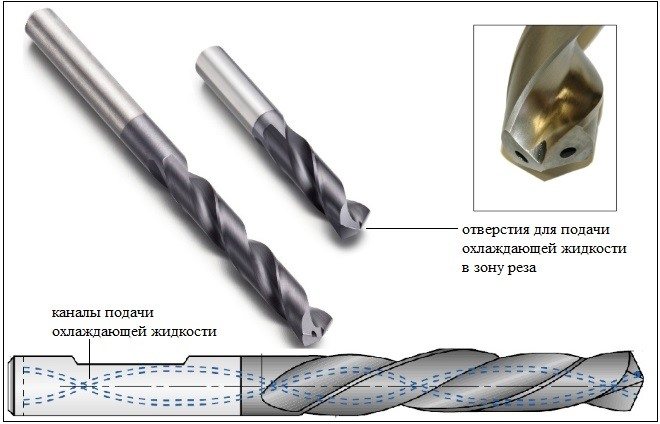 05 05 | 2900 0.14 | 1200 0.16 | 1200 | 900 0.30 | 550 0.40 | 350 0.45 |
Цинк | (SN) / (N) / UF-L (ATN) | 118° 130° | E | 30-60 | 6400 0.06 | 2550 0.14 | 2300 0.20 | 1700 0.18 | 1250 0.30 | 800 0.40 | 500 0.50 |
Твердая пластмасса | SN / UF-L (ATN) / (Tip-W) | 118° 130° | DL | 15-35 | 2400 0.05 | 1000 0.12 | 600 0.16 | 400 0.20 | 300 0.25 | 250 0.31 | 160 0.40 |
Мягкая пластмасса | SN / UF-L (ATN)/ (Tip-W) | 118° 130° | W, DL | 25-40 | 3900 0.  06 06 | 1600 0.12 | 1000 0.20 | 650 0.22 | 500 0.30 | 320 0.50 | 200 0.50 |
Оргстекло | SN / UF-L (ATN)/ (Tip-W) | 118° 130° | W | 20-40 | 3900 0.06 | 1600 0.12 | 1000 0.20 | 650 0.22 | 500 0.30 | 320 0.50 | 200 0.50 |
 03
03E = Эмульсия / O = Масло для смазки и охлаждения режущего инструмента / DL = Сжатый воздух / W = вода
WIDIA TDS45. Сверлить отверстия в сложных материалах стало проще
Каждый тип производства — от мелкосерийного до массового — привносит свою специфику и требования как к организации производства, структуре цеха, типам и особенностям металлообрабатывающего оборудования, так и к свойствам и типам применяемого режущего инструмента.
Уникальной особенностью современного ассортимента режущих инструментов WIDIA является наличие отдельных решений как для мелкосерийных цехов – где требуется широкая универсальность, так и для массовых производств – где требуется специализированное решение — как в токарном, фрезерном ассортименте, так и в ассортименте свёрл. О новом представителе в последнем под названием TopDrill Spiral 45 (TDS45) – новом чемпионе в сверлении нержавеющих сталей и жаропрочных сплавов — мы расскажем в этой статье.
Цель
Для средне и мелкосерийных производств – где часто меняется номенклатура обрабатываемых деталей и материалов – уже несколько лет первым выбором является сверло WIDIA VariDrill (VDS), благодаря его универсальности в геометрии. Оно обеспечивает высокую стойкость в сверлении сталей, нержавеющих сталей, чугуна, алюминия, титана и жаропрочных сплавов
Однако, когда необходимо достигнуть максимальных результатов и в стойкости кромки, и в производительности, когда в цехе постоянно обрабатываются детали одной группы материалов 3 смены в день, требуются не универсальные, а специализированные геометрия сверла и марка сплава, нацеленные на обработку «своего» материала.
Для этой цели применяются свёрла WIDIA семейства Top Drill Spiral: TDS40 (для обработки сталей группы ISO P), TDS41 (для обработки чугуна), TDS42 (для обработки алюминия), а также специальные конструкции для обработки композитных материалов и закалённых сталей.
В связи с расширением применения нержавеющих сталей, в особенности дуплексных и жаростойких её вариантов, а также титановых и жаропрочных никелевых сплавов, инженерам отдела Исследований и Разработок была поставлена задача – изобрести новую конструкцию сверла TDS, со специальной геометрией для обработки материалов групп M и S; и при этом обеспечить значительное увеличение количества обработанных отверстий и уменьшение времени обработки каждого отверстия.
Задача была выполнена и воплощена в новой конструкции – Top Drill Spiral 45 (TDS45) – новом лидере в сверлении отверстий в деталях из нержавеющих сталей всех видов и жаропрочных сплавов.
Уникальные особенности
Высокие итоговые показатели удалось достигнуть благодаря не одной, а сразу нескольким уникальным особенностям.
- Новая геометрия режущей части. Режущие кромки имеют специальную геометрию – прямые режущие кромки (модификация геометрии сверла WIDIA TDS40), придающие повышенную надёжность, специальная конфигурация режущего клина снижает усилия резания
- Перемычка имеет меньшие размеры для лучшего врезания в вязкие материалы, а подточка перемычки сделана под более острым углом, что позволяет стружке легче – без усилий — проходить в стружечные канавки, при этом усилия резания в процессе врезания значительно снижены. Данные нововведения были частично «позаимствованы» у сверла WIDIA VariDrill.
- Каналы для подачи СОЖ увеличенного диаметра. Данная модификация просто необходима для подачи большего объёма СОЖ в зону резания, что очень важно при обработке материалов групп ISO M и S.

- Новый сплав WM15PD с новым покрытием PVD AlTiN. Более совершенная структура покрытия, по сравнению с традиционным AlTiN, позволило увеличить скорость резания при обработке нержавеющих сталей и жаропрочных сплавов, а также сделала режущие кромки более гладкими, что позитивно сказалось в борьбе с наростообразованием при обработке вязких типов нержавеющих сталей.
- Применение тонких ленточек позволило снизить трение без ущерба стабильности. В комбинации с более тонкой перемычкой сверло отлично самоцентрируется.
- Дополнительная инновационная полировка ленточек и стружечных канавок позволила значительно снизить температуру в зоне резания и уменьшить трение со стружкой, дополнительно ещё более снизив вероятность возникновения нароста. Только благодаря полировке удалось повысить стойкостные показатели до 30% !
- Стружечные канавки увеличенного объёма предотвращают возникновение пакетирования стружки.


Результат нового изобретения не заставил себя долго ждать. При первых испытаниях удалось колоссально поднять – на 50- 100 % — стойкость на операциях сверления нержавеющих сталей по сравнению с ранее применявшимся инструментом в цехах. А в стабильных условиях удалось достичь повышенной точности и лучшей шероховатости поверхности – IT8 и Ra 1,0 мкм соответственно.
Также возможно и перетачивать данную геометрию сверла 3-5 и более раз в зависимости от размера износа.
Пример обработанной детали из материала 316L, M1 (аустенитная нержавеющая сталь типа 03Х16Н15М3). Удалось повысить как стойкость с 8 до 36 деталей, так и подачу до 0,15 мм/об, скорость резания до 70 м/мин. Отмечено отличное формирование стружки и повышенное качество поверхности получаемых отверстий D11,2×25 мм.Широкий ассортимент
Выбор по диаметрам сверла довольно широк – от 3 до 20 мм, включая размеры под метчики и раскатники, а по длинам рабочей части – от 3 до 8 диаметров. Причём сверхдлинные исполнения – 8xD – действительно обладают длиной рабочей части 8 диаметров, а не меньше, как у многих других производителей.
Причём сверхдлинные исполнения – 8xD – действительно обладают длиной рабочей части 8 диаметров, а не меньше, как у многих других производителей.
TDS45 вошло в специальную программу WIDIA «Быстрый специнструмент», что позволяет как оперативно получать предложение на нестандартные его конструкции: чертёж и цену в течение нескольких часов или быстрее, так и обеспечиваются короткие сроки на изготовление и доставку. Стандартные же варианты уже находятся на складе и отгружаются предприятиям.
Все свёрла могут обрабатывать нержавеющую сталь типа 12Х18Н10Т, но TDS45 делает это быстрее, а кромка стоит максимально долго. Но не все могут обрабатывать титан ВТ22, что теперь не является проблемой с применением TDS45.
Более того – ничто не мешает применять данное сверло по углеродистым и легированным сталям. Инженеры рассчитали оптимальные режимы резания и для них.
Где найти
Все же режимы резания, рекомендации, варианты конструкций c размерами и ассортимент свёрл TDS45 можно найти в новом каталоге WIDIA – «Достижения 2018» и в электронном каталоге, которые можно найти и скачать на сайте www. widia.com или в группе Вконтакте.
widia.com или в группе Вконтакте.
Также найдите нас на выставке «Металлообработка 2018» в Экспоцентре, Москве с 14 по 18 мая. Все новинки «Достижений 2018» от WIDIA возможно будет увидеть «вживую», а некоторые – на станках. Экспозиции будут представлены на стендах компаний ООО «Видис Групп» и ООО «Интехника» — 76B10 и 75B70 соответственно.
Ниже вы можете увидеть краткий видеролик, показывающий особенности нового решения.
Желаем максимально лёгкой обработки отверстий даже в максимально сложных сталях всем читателям!
Владимир Жеребцов,
региональный продукт менеджер,
WIDIA Восточная и Юго-Восточная Европа,
Как сверлить отверстия в стали
25 января 2023 г. 25 января 2023 г. | 17:26
Сверление отверстий в стали может быть трудным, но с правильными инструментами и подготовкой можно получить отличные результаты. В этом сообщении блога обсуждаются шаги, необходимые для успешного сверления отверстий в стали. Важно отметить, что этот метод следует использовать только в том случае, если вы уверены в своих силах и имеете правильные инструменты для работы.
В этом сообщении блога обсуждаются шаги, необходимые для успешного сверления отверстий в стали. Важно отметить, что этот метод следует использовать только в том случае, если вы уверены в своих силах и имеете правильные инструменты для работы.
Выберите правильное сверло:
Первый шаг — выбрать правильное сверло для работы. Сверла из быстрорежущей стали (HSS) идеально подходят для сверления твердых материалов, таких как сталь, и бывают разных размеров в зависимости от необходимого отверстия. Обязательно выберите тот, который достаточно острый для вашей цели и имеет заостренный кончик, чтобы он легко проникал.
Подготовьте рабочую зону:
Перед сверлением убедитесь, что в рабочей зоне нет мусора или других препятствий, которые могут помешать вашей работе. Дважды проверьте, чтобы ваша поверхность была ровной и надежной, а также чтобы на ней не было масла или жира, которые могут вызвать проблемы при сверлении металла. Вы также можете положить несколько газет или картона, чтобы не повредить что-либо под ним, работая над сталью над ним.
Отметьте свое место:
С помощью маркера или карандаша отметьте место, где вы хотите просверлить отверстие, чтобы точно знать, на чем сосредоточить свои усилия при работе над ним. Это поможет обеспечить точность и сэкономить время, потому что вам не придется слишком много настраивать, когда вы начнете сверлить металл.
Закрепите заготовку:
Если возможно, закрепите заготовку струбцинами или тисками перед началом сверления, чтобы она не двигалась во время работы – это может привести к неточным результатам и даже навредить вам, если что-то пойдет неправильно в процессе! Если для зажимов недостаточно места, попробуйте вместо этого использовать несколько кусочков малярной ленты — убедитесь, что они достаточно надежно закреплены, чтобы не соскользнуть с места во время использования!
Начало сверления:
Когда все настроено правильно, начинайте сверлить на низкой скорости, пока не проткнете поверхность металла – это займет всего несколько секунд, в зависимости от его толщины – затем постепенно увеличивайте скорость, пока желаемая глубина достигнута (вы всегда должны перепроверить это, прежде чем переходить к другому фрагменту). Старайтесь не давить слишком сильно, так как это может привести к поломке сверла внутри металла!
Старайтесь не давить слишком сильно, так как это может привести к поломке сверла внутри металла!
Очистите свое рабочее место:
После того, как все эти шаги были успешно выполнены, уберите все кусочки металлической стружки, оставшиеся после вашей работы — они могут быть опасны, если их оставить без присмотра! При необходимости используйте пылесос или пистолет со сжатым воздухом!
Вывод:
Помня об этих шагах, любой сможет легко и эффективно сверлить отверстия в стали! Всегда надевайте защитное снаряжение, такое как перчатки и защитные очки, при выполнении этих задач; безопасность всегда должна быть приоритетом – независимо от того, с каким типом материала вы работаете! Принятие всех этих мер предосторожности обеспечит успешные результаты каждый раз; удачного бурения!
Сакши Гайквад
Сакши — талантливый блогер, уделяющий особое внимание бизнесу и металлургической промышленности. Она увлечена тем, что делится своим мнением о различных металлических изделиях и помогает профессионалам принимать лучшие решения.
Как сверлить отверстия в стальных пластинах толщиной 3/8 дюйма?
Резка должна быть легкой
Это верно для всех операций с резцами по стали. (на самом деле струны), которые отрываются, как макароны, до такой степени, что вам иногда приходится вмешиваться, чтобы разорвать их, чтобы крысы не завелись вокруг дрели.0050
Если что-то еще происходит, прекратите делать это ПРЯМО СЕЙЧАС .
Продолжение не только разрушит долото, но и может упрочнить поверхность отверстия, что затруднит начало правильной обработки.
Подачи и скорости
В основном нас интересует подачи и скорости . Скорость вращения инструмента (например, сверла) и скорость движения в материале. В машиностроении есть исчерпывающие таблицы и формулы, которые служат отправной точкой, но также полезно слушать, что вам говорит инструмент. Вы ищете «золотую середину».
Вы ищете «золотую середину».
Для ясности, один тип “неправильного корма” – это слишком малый корм . К сожалению, в ручных дрелях нет такой вещи, как скорость подачи, и «подача сила » является неточной заменой. Быть нежным/слабым – самая распространенная ошибка.
Пилотные отверстия помогают
При большом диаметре долота давление, необходимое для попадания в «зону наилучшего восприятия», может оказаться нецелесообразным для ручного инструмента. В этом случае просверлите меньшее отверстие размером, где будет практичным. Затем шаг за шагом. Отверстие также является хорошим «пилотным отверстием». Трудно измерить подачу и скорость при пересверливании с небольшими приращениями, но опять же, вы правы, если у вас крутой быстрый ход с длинной стружкой.
Честно говоря, я большой поклонник направляющих отверстий просто потому, что их легче точно расположить. Пробейте углубление кернером и начните с маленького сверла, которое будет оставаться в углублении лучше, чем большое. Мой выбор — 1/8 дюйма. Отверстие, даже маленькое, тоже заставляет сверлить намного проще. Возможно потому, что большее сверло не должно прорезать центр, что сложно, потому что центр сверла находится на неправильной скорости (почти 0).
Мой выбор — 1/8 дюйма. Отверстие, даже маленькое, тоже заставляет сверлить намного проще. Возможно потому, что большее сверло не должно прорезать центр, что сложно, потому что центр сверла находится на неправильной скорости (почти 0).
Смазка
Что касается смазочных материалов, то я не очень уверен в этом, если резка идет хорошо. В конце концов, вещи не нагреваются, так что это всего лишь смазка, а не отвод тепла, а эффективная резка не представляет сложности для головок инструментов. В магазине масло для резки или GST всегда под рукой, но в полевых условиях на небольших отверстиях я буду использовать слюну или даже ничего, если я «набран» и имею высокую производительность. Действительно, подойдет что угодно – моторное масло, 3-в-1, баллончик Liquid Wrench, 9.0058 помни, мы не позволим накаляться!
Само собой разумеется, не используйте Harbour Freight или другие дешевые сверла Cheese. Опять же, целые отрасли промышленности построены на предположении, что одним сверлом можно просверлить сотни отверстий, поэтому качество сверла не является оправданием.