ТВ-320 Станок токарно-винторезный универсальный схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка ТВ-320 (ТВ320)
Токарно-винторезный станок ТВ-320 выпускался на предприятии Уфимский моторостроительный завод (УМЗ) в дальнейшем Уфимское моторостроительное производственное объединение (УМПО) с 1956 по 1970 гг.
С 1967 года завод УМПО начал производство станка 1У61 – усовершенствованной модели станка ТВ-320.
С 1992 года на УМПО налажен выпуск усовершенствованной модели – 1У61М, производившегося до 2012 года. Всего выпущено более 40 тысяч станков.
Станки токарные производства Уфимский моторостроительный завод
ТВ-320, ТВ-320П станок токарно-винторезный универсальный. Назначение и область применения.
Токарно-винторезный станок ТВ-320 (ТВ320) производился заводом примерно с 1956 года и был заменен более совершенной моделью 1У61.
Станок токарно-винторезный модели ТВ320, ТВ320П предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания метрической резьбы.
Токарно-винторезный станок модели ТВ-320 представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве.
Станок может быть успешно использован, также, для выполнения работ операционного характера.
Станок предназначен для токарной обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателях. Задний резцедержатель устанавливается на суппорте по мере необходимости. Обточка конусов производится путем поперечного смещения центра задней бабки.
В отличие от существовавших на то время типов токарных станков данная модель позволяет максимально использовать технологические возможности токарного станка при обработке деталей скоростным точением и методом комбинирования операций (С. С. Ильин и К. С. Ильин, «Наш метод комбинирования операций при токарной обработке деталей», Оборонгиз, 1955).
С. Ильин и К. С. Ильин, «Наш метод комбинирования операций при токарной обработке деталей», Оборонгиз, 1955).
Принцип работы и особенности конструкции станка
В соответствии с требованиями этого прогрессивного метода станок снабжен механизмом изменения величины подачи на ходу без его остановки, а рукоятки продольного и поперечного перемещения суппорта — лимбами с ценой деления, соответствующей перемещению суппорта на 0,1 мм продольного и 0,01 мм поперечного. Лимб фартука имеет цену деления 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном креплении двух резцов перемещать резцовую головку в обе стороны за осевую линию центров.
По согласованию с заказчиком к станку прикладываются комплекты приспособлений для обработки деталей в патроне, центрах или в цанговом зажиме.
Передний конец шпинделя имеет крупную резьбу М52 х 5 под промежуточный фланец, (исполнения 1 по ГОСТ 3889 Фланцы промежуточные к самоцентрирующим патронам) на которую накручивается промежуточный фланец (планшайба) и стопорится от откручивания при реверсировании, разрезным хомутом на венце плашайбы.
Стандартный токарный патрон для него будет 120 мм, но ставился и 150 мм.
Особенность шпинделя станка в бронзовых подшипниках скольжения.
Для обеспечения надёжности работы имеется собственная электрическая маслостанция.
По причине конструкции шпиндельных опор такого типа станок не является силовым.
Включение станка – электромеханическое. Запчасти к нему – относительно редки.
Отличие станка модели
ТВ-320 от станка модели ТВ-320ПСтанок модели ТВ-320П создан на базе станка модели ТВ-320. Станок ТВ-320П отличается от ТВ-320 повышенной точностью изготовления основных его деталей: станины, ходового винта, шпинделя, его переднего подшипника и шестерен, входящих в цепь нарезки резьбы. Станок удовлетворяет требования норм точности по ГОСТ 1969—43 для станков повышенной точности.
Для сохранения точности на длительный период эксплуатации диапазон оборотов станка снижен с 2000 до 1140 оборотов в минуту и соответственно уменьшено число скоростей шпинделя и число подач до 16.
Станок ТВ-320П следует применять для выполнения чистовых и получистовых работ. Использование станка для грубых обдирочных операций не рекомендуется.
Описание, конструкция, уход и эксплуатация за станком являются общими для моделей ТВ-320 и ТВ-320П.
Пределы использования станка по мощности и силовым нагрузкам
Пределы использования станка ограничиваются мощностью электродвигателя главного движения, которая не должна превышать 2,8 кВт по ваттметру.
Превышение мощности свыше 2,8 кВт при работе в зоне низких и средних чисел оборотов не допускается.
Наибольшее усилие, допускаемое прочностью механизмов продольного и поперечного подач, составляет 220 кг при продольном точении и 612 кг при поперечном точении.
Слабым звеном станка являются ремни передней бабки (двигателя). Рекомендуется использовать станок на скоростных режимах, как наиболее производительных и дающих лучшую чистоту обрабатываемой поверхности.
Технические характеристики токарно-винторезного станка тв-320
Изготовитель – Уфимский моторостроительный завод.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 170 мм
- Высота цетров над станиной – 155 мм
- Расстояние между центрами – 500 мм
- Мощность электродвигателя – 2,8 кВт
- Вес станка полный – 900 кг
Шпиндель токарно-винторезного станка тв-320
- Конец шпинделя резбовой – М52х5
- Внутренний инструментальный конус – Морзе 4
- Диаметр отверстия в шпинделе – Ø 26 мм
- Пределы чисел оборотов шпинделя в минуту – (18 ступеней) 36..2000 об/мин
Подачи и резьбы токарно-винторезного станка тв-320
- Пределы подач продольного суппорта: – (16 шагов) 0,03..0,49 мм/об
- Пределы подач поперечного суппорта: – (16 шагов) 0,012.
 .0,18 мм/об
.0,18 мм/об - Пределы шагов нарезаемых резьб метрических – (19 резьб)0,25..5 мм
- Пределы шагов нарезаемых резьб дюймовых – нет
- Пределы шагов нарезаемых резьб модульных – нет
 .0,18 мм/об
.0,18 мм/обРекомендуются следующие предельные режимы для наружного точения обдирочным резцом при зажиме в патроне.
Работа по стали:
- Марка стали … сталь 45; сталь 30
- Твердость … в состоянии поставки
- Диаметр заготовки, мм … 40..50
- Число оборотов в минуту …430..665
- Глубина резания (t), мм … 1,5
- Подача (s) в мм на оборот … не более 0,17
Работа по чугуну:
- Марка чугуна … чугун серый
- Твердость, НВ … 140..160
- Диаметр заготовки, мм … 60..70
- Число оборотов в минуту … 53..82
- Глубина резания (t), мм … 5
- Подача (s) в мм на оборот … не более 0,33
Габаритные размеры рабочего пространства токарного станка тв-320
Габаритные размеры рабочего пространства станка тв-320
Посадочные и присоединительные базы токарного станка тв-320
Станина токарно-винторезного станка тв-320
Станина токарно-винторезного станка тв-320. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка ТВ-320
Фото токарно-винторезного станка тв-320
Фото токарно-винторезного станка тв-320
Фото универсального токарно-винторезного станка ТВ-320. Смотреть в увеличенном масштабе
Схема расположения органов управления токарным станком ТВ-320, ТВ-320П
Схема расположения органов управления токарным станком ТВ-320Перечень органов управления токарного станка ТВ-320, ТВ-320П
- выключатель пакетный
- рукоятки реверса включения и выключения шпинделя во время работы станка
- рукоятки изменения чисел оборотов шпинделя
- рукоятки изменения чисел оборотов шпинделя
- рукоятка изменения чисел оборотов шпинделя через перебор
- рукоятка изменения направления движения (реверс) суппорта
- рукоятки изменения подач
- рукоятки изменения подач
- рукоятки изменения подач
- рукоятка включения продольной и поперечной подачи
- рукоятка включения и выключения падающего червяка
- рукоятка включения и выключения ходового винта
- рукоятка включения маточной гайки
- маховик для продольного перемещения суппорта
- рукоятка поперечного перемещения суппорта
- рукоятка перемещения резцовых салазок
- маховик перемещения пиноли задней бабки
- рукоятки крепления пиноли задней бабки
- рукоятка поперечного перемещения задней бабки
- болт крепления задней бабки на подушке
- рукоятка крепления задней бабки на станине
- рукоятка крепления резцедержателя от проворота
- маховичок крепления детали в цанговый зажим
- ручка крепления механизма отвода резца
- выключатель пуска, останова насоса для охлаждения
- ручка сцепления реечной шестерни и рейки
Управление станком ТВ-320, ТВ-320П
Включение станка в сеть осуществляется главным выключателем 1 (см. фиг. 15), рукоятка которого выведена на левую стенку стойки.
фиг. 15), рукоятка которого выведена на левую стенку стойки.
Включение и выключение станка во время работы, а также изменение направления вращения шпинделя осуществляется рукояткой 2, расположенной с правой стороны фартука. При среднем положении рукоятки электродвигатель станка выключен. Изменение чисел оборотов шпинделя производится рукоятками 3, 4, 5; изменение подач — рукоятками 7, 8, 9. При установке нужного числа оборотов или подач необходимо пользоваться трафаретками, прикрепленными на передней бабке и коробке подач. Переключение рукояток управления передней бабки, коробки скоростей и коробки подач можно производить только при выключенном электродвигателе.
Изменение направления подачи (направление движения суппорта) осуществляется рукояткой 6, смонтированной на передней бабке станка. Конструкция коробки подач исключает одновременное включение ходового винта и ходового валика. Переключение подачи с ходового винта на ходовой валик осуществляется рукояткой 12. Увеличение подачи коробки подач осуществляется при помощи множительного механизма на ходу станка рукояткой 9. Управление суппортом сосредоточено на передней стенке фартука.
Управление суппортом сосредоточено на передней стенке фартука.
Продольные подачи осуществляются поворотом рукоятки 10 «Вверх», поперечные — поворотом «Вниз». Маточная гайка может быть включена рукояткой 13 только при среднем положении рукоятки 10. При нарезке резьбы реечную шестерню необходимо отключить поворотом ручки 26 «Вниз»; включенное положение реечной шестерни создает дополнительные ошибки в нарезаемой резьбе и приводит к более быстрому износу ходового винта и маточной гайки.
Необходимо следить, чтобы реечная шестерня была сцеплена с рейкой по всей ее ширине, в противном случае произойдет срыв зубцов реечной шестерни и рейки.
Автоматическое перемещение и остановка суппорта осуществляются рукояткой 11, включающей (выключающей) падающий червяк, ручное перемещение — маховиком 14. Верхний суппорт в поперечном направлении перемещается рукояткой 15. Ручка 24 служит для закрепления втулки при пользовании упором для отвода резца (подробно о работе упора см. описание конструкции суппорта).
Верхние салазки перемещаются с помощью рукоятки 16. Пиноль задней бабки перемещается маховиком 17, закрепляется рукояткой 18. Сдвиг задней бабки в поперечном направлении осуществляется рукояткой 19. Крепление бабки на подушке производится рукояткой 20. Закрепление задней бабки на станине осуществляется эксцентриком с помощью рукоятки 21. Маховичок 23 зажимает деталь при работе с цанговым зажимом.
Схема кинематическая токарно-винторезного станка ТВ-320, ТВ-320П
Кинематическая схема токарно-винторезного станка ТВ 320, ТВ 320П
Схема кинематическая токарно-винторезного станка ТВ-320. Смотреть в увеличенном масштабе
Шестерни, винты, гайки:
- 1—41, 44—48, 50—52, 57—58, 61—62 — шестерни
- 42 — червяк
- 43 — колесо червячное
- 49 — рейка
- 53 — винт поперечной подачи
- 54, 60, 64 — гайка
- 55 — ходовой винт
- 56 — гайка маточная
- 59, 63 — винт
Рукоятки:
- РЗ, Р4 — изменение чисел оборотов шпинделя
- Р5 — изменение чисел оборотов шпинделя через перебор
- Р6 — реверсирование подач
- Р7, Р8 — изменение величин подач
- Р9 — увеличение подач вдвое
- Р10 — включение продольной или поперечной подачи
- Р11 — включение падающего червяка (самохода)
- Р12 — включение, выключение ходового винта
- Р13 — включение маточной гайки (сблокирована с рукояткой Р10)
- Р14 — продольное (ручное) перемещение суппорта
- Р15 — поперечное (ручное) перемещение каретки
- Р16 — перемещение резцовых салазок
- Р17 — перемещение пиноли задней бабки
- А, Б, С, Д — сменные шестерни
- Дср — шкивы (средний диаметр)
Цепь главного движения станка тв-320
Шпиндель станка получает движение от электродвигателя через ременную передачу, коробку скоростей, вторую ременную передачу. Числа оборотов изменяются при помощи коробки скоростей путем передвижения двух тройных блоков 1—4—7 и 3—6—9 и дают 9 чисел оборотов, причем посредством перебора передней бабки 10—11—12—13 каждое число оборотов может быть уменьшено в 8 раз. Таким образом, шпиндель имеет 18 чисел оборотов. В табл. 2 указываются сцепления шестерен, дающих числа оборотов, при этом шестерни обозначены порядковым номером, соответствующим порядковому номеру по кинематической схеме (см. фиг. 2). Числовые значения оборотов получаются путем подстановки чисел зубьев в соответствующие номера схемы шестерни. Числа зубьев берутся из спецификации кинематической схемы.
Числа оборотов изменяются при помощи коробки скоростей путем передвижения двух тройных блоков 1—4—7 и 3—6—9 и дают 9 чисел оборотов, причем посредством перебора передней бабки 10—11—12—13 каждое число оборотов может быть уменьшено в 8 раз. Таким образом, шпиндель имеет 18 чисел оборотов. В табл. 2 указываются сцепления шестерен, дающих числа оборотов, при этом шестерни обозначены порядковым номером, соответствующим порядковому номеру по кинематической схеме (см. фиг. 2). Числовые значения оборотов получаются путем подстановки чисел зубьев в соответствующие номера схемы шестерни. Числа зубьев берутся из спецификации кинематической схемы.
Цепь продольных подач
Движение продольной подачи осуществляется от шпинделя через шестерни 14—15—16, промежуточный блок шестерен 21—22, коробку подач, через ходовой валик, шестерни 40—41, червячную пару 42—43, шестерни 44—45—46—47, через шестерню 48, которая перекатываясь по неподвижной рейке, перемещает суппорт в продольном направлении.
Расчет величины подач ведется от одного оборота шпинделя. Изменение чисел подач осуществляется в коробке путем перемещения двух тройных блоков 31—29—33 и 34—36—38, что соответствует девяти числам подач. Каждая подача посредством блока 25—27 и шестерни 26 может быть удвоена.
Таким образом, коробка подач дает 18 различных величин подач, из которых последние две увеличенные подачи включать не рекомендуется, так как блок введен в станок для увеличения подач на ходу без остановки станка и при пользовании блоком на больших подачах будет происходить преждевременный износ зубьев переключающей шестерни и увеличение нагрузки на механизм подач в момент включения. В табл. 3 указаны сцепления шестерен и блоков, дающих ряд подач, при этом шестерни обозначены порядковым номером кинематической схемы. Числовые значения подач, указанные в графе, получаются путем подстановки чисел зубьев К соответствующим номерам схемы шестерни.
Цепь поперечных подач
Движение поперечной подачи осуществляется так же, как и у продольных подач через те же элементы кинематической цепи с той лишь разницей, что шестерня 44 передает движение не на шестерню 45, а на шестерни 51—52 и далее на ходовой винт 53 и гайку 54. Коробка подач также дает 18 поперечных подач. Две последние увеличенные подачи включать не рекомендуется по причинам, изложенным выше. В табл. 4 указаны сцепления шестерен и элементов кинематической схемы, дающих ряд поперечных подач. Числовые значения поперечных подач, указанных в табл. 4, получаются путем подстановки чисел зубцов в соответствующие номера схемы шестерни.
Коробка подач также дает 18 поперечных подач. Две последние увеличенные подачи включать не рекомендуется по причинам, изложенным выше. В табл. 4 указаны сцепления шестерен и элементов кинематической схемы, дающих ряд поперечных подач. Числовые значения поперечных подач, указанных в табл. 4, получаются путем подстановки чисел зубцов в соответствующие номера схемы шестерни.
Настройка станка на нарезку метрической резьбы
Настройка станка на нарезку метрической резьбы производится путем подбора чисел зубьев сменных шестерен, необходимых для сообщения продольного хода резьбы образующему инструменту (резцу), равного выбранному шагу нарезаемой резьбы. Движение резцу сообщается от шпинделя через шестерни 14—15—16, через сменные шестерни А—Б—С—Д, ходовой винт 55 и гайку 56. Набор сменных шестерен, необходимых для нарезки резьбы соответствующего шага, представлен в табл. 5. В таблице даны числа зубьев сменных шестерен. Сменные шестерни укрепляются на приклоне (гитаре), укрепленном на кронштейне передней бабки.
Формула подбора резьб:
AC/BD = T/6 или T = 6 AC/BD
где:
- T = шаг нарезаемой резьбы, мм
- 6 = шаг ходового винта, мм
- A, B, C, D = числа зубъев сменных шестерен
Таблица резьб токарного станка ТВ-320, ТВ-320П
Читайте также: Способы нарезания многозаходных резьб на токарном станке
Передняя бабка и шпиндель токарного станка ТВ-320, ТВ-320П
Чертеж передней бабки и шпинделя токарного станка ТВ-320, ТВ-320П
Передняя бабка и шпиндель токарного станка ТВ-320. Смотреть в увеличенном масштабе
Перечень деталей передней бабки и шпинделя станка ТВ-320, ТВ-320П
- шпиндель
- подшипник передний
- подшипник задний
- подшипник упорный
- кожух
- гайка регулировки заднего подшипника
- гайка регулировки переднего подшипника
- винт фиксации подшипника
- пробка регулировки подачи масла
- маслоуказатель
- кольцо упорное
- втулка
- подшипник
- муфта переключения
- вилка
- шестерня
- шестерня
- блок реверсивный
- вал
- шестерня
- шестерня привода коробки подач
- гайка
- гайка
- гайка
Передняя бабка станка (фиг. 4) представляет собой чугунную отливку коробчатой формы. В передней части бабки смонтирован механизм перебора, с включением которого каждое из 9 чисел оборотов, сообщенных шпинделю коробкой скоростей, уменьшается в восемь раз. В задней части бабки смонтирован механизм привода и реверсирования подачи. Управление реверсом и перебором осуществляется с помощью рукояток, смонтированных на осях в передней стенке бабки.
4) представляет собой чугунную отливку коробчатой формы. В передней части бабки смонтирован механизм перебора, с включением которого каждое из 9 чисел оборотов, сообщенных шпинделю коробкой скоростей, уменьшается в восемь раз. В задней части бабки смонтирован механизм привода и реверсирования подачи. Управление реверсом и перебором осуществляется с помощью рукояток, смонтированных на осях в передней стенке бабки.
Шпиндель станка 1 стальной пустотелый, разгружен от изгибающих усилий ременной передачи, имеет переднюю конусную шейку. Передний конец шпинделя смонтирован в бронзовом подшипнике скольжения 2. Задний конец шпинделя смонтирован на радиально-упорном подшипнике 3 серии 46208 класса точности П. Усилие резания, действующее вдоль оси шпинделя, воспринимается упорным подшипником 4 серии 8108 класса точности В. Передний бронзовый подшипник скольжения смонтирован в корпусе с натягом 0,004—0,008 мм. Нулевой натяг не допускается, так как при нем происходит дробовидное выбивание поверхности обрабатываемой детали. Внутренний конус его пришабрен по конусной шейке шпинделя с прилеганием по краске равномерно по всей конусной поверхности 16—25 пятен на 1 квадратный дюйм. Осевой зазор в задней опоре шпинделя должен быть 0,01ч..0,015мм, осевое биение шпинделя в собранном состоянии не должно превышать 0,01 мм. Диаметральный зазор 0,015ч-0,03 мм между шпинделем и подшипником скольжения передней опоры. При работе станка в течение 30 мин. при 2000 оборотах в минуту и продольной подаче 0,115 мм на оборот шпинделя температура нагрева переднего подшипника не должна превышать 60° С, задних подшипников — не более 70° С, шариковых подшипников других механизмов — не более 50° С. Быстрый нагрев подшипников указывает на наличие слишком большого натяга в подшипниках, что приводит к преждевременному износу подшипников.
Внутренний конус его пришабрен по конусной шейке шпинделя с прилеганием по краске равномерно по всей конусной поверхности 16—25 пятен на 1 квадратный дюйм. Осевой зазор в задней опоре шпинделя должен быть 0,01ч..0,015мм, осевое биение шпинделя в собранном состоянии не должно превышать 0,01 мм. Диаметральный зазор 0,015ч-0,03 мм между шпинделем и подшипником скольжения передней опоры. При работе станка в течение 30 мин. при 2000 оборотах в минуту и продольной подаче 0,115 мм на оборот шпинделя температура нагрева переднего подшипника не должна превышать 60° С, задних подшипников — не более 70° С, шариковых подшипников других механизмов — не более 50° С. Быстрый нагрев подшипников указывает на наличие слишком большого натяга в подшипниках, что приводит к преждевременному износу подшипников.
Регулировка переднего и заднего подшипников описана в гл. IV, разд. 6 «Регулировка станка».
Разгрузка шпинделя от изгибающих усилий приводных ремней осуществлена за счет втулки 12, смонтированной на подшипниках качения 13. С помощью муфты 14, передвигаемой вилкой 15, можно сцеплять шпиндель со втулкой 12, при этом шпиндель будет иметь 9 скоростей (290 до 2000 оборотов в минуту), при выключенном положении муфты можно или выключить вращение шпинделя (поставить рукоятку переключения в среднее положение) или включить перебор, т. е. сцепить зубья втулки 12 с шестерней 16 и далее передать движение на шестерню 17, которая сидит на шпинделе на шпонке и закреплена винтом. В этом случае перебор уменьшает в 8 раз получаемые с коробки скоростей обороты и сообщает шпинделю еще 9 скоростей (36 до 250 оборотов в минуту).
С помощью муфты 14, передвигаемой вилкой 15, можно сцеплять шпиндель со втулкой 12, при этом шпиндель будет иметь 9 скоростей (290 до 2000 оборотов в минуту), при выключенном положении муфты можно или выключить вращение шпинделя (поставить рукоятку переключения в среднее положение) или включить перебор, т. е. сцепить зубья втулки 12 с шестерней 16 и далее передать движение на шестерню 17, которая сидит на шпинделе на шпонке и закреплена винтом. В этом случае перебор уменьшает в 8 раз получаемые с коробки скоростей обороты и сообщает шпинделю еще 9 скоростей (36 до 250 оборотов в минуту).
В левой части передней бабки находится реверсивный механизм, позволяющий изменять направление подачи без изменения вращения шпинделя. Изменение направления осуществляется блоком 18, который перемещается рукояткой в крайнее левое положение и через паразитную шестерню сцепляет выходной вал 19 с шестерней 20, закрепленной на шпинделе, сообщая таким образом обратное (по отношению к шпинделю) вращение выходному валу 19
Для наблюдения за работой маслонасоса на передней бабке смонтированы два глазка — масло-указатели 10. Отсутствие подачи масла в глазках свидетельствует о неисправности маслонасоса или загрязнении его входного фильтра.
Отсутствие подачи масла в глазках свидетельствует о неисправности маслонасоса или загрязнении его входного фильтра.
Регулировка подшипников качения осуществляется гайками 22, 23, 24.
Коробка скоростей и маслонасос токарного станка ТВ-320, ТВ-320П
Чертеж коробки скоростей и маслонасоса токарного станка ТВ-320, ТВ-320П
Коробка скоростей и маслонасос токарного станка ТВ-320. Смотреть в увеличенном масштабе
Коробка скоростей (фиг. 8) предназначена для передачи движения от электродвигателя к шпинделю станка. В коробке использована схема трехваловой системы, позволяющей с помощью двух — трехвенцовых блоков 1 и 2 получать на выходном валу 3 девять чисел оборотов, которые через ременную передачу передаются шкиву передней бабки. Валы коробки скоростей смонтированы на шариковых и роликовых подшипниках. Коробка скоростей имеет шестерню привода 4 маслонасоса 5. Движение от электродвигателя через шкивы и ременную передачу передается нижнему валу 6 коробки. Переключение коробки скоростей осуществляется двумя рукоятками, связанными с вилками, передвигающими блоки и выведенными на переднюю стенку стойки. Фиксация положений осуществляется шариками, которые фиксируются пружиной в соответствующем конусном отверстии планок, смонтированных на крышке коробки. Коробка скоростей имеет возможность опускаться вниз по пазам и таким образом натягивать приводные ремни, идущие к передней бабке. Опускание коробки производится винтом при ослабленных крепежных болтах. Скорости необходимо переключать только при остановленном двигателе.
Переключение коробки скоростей осуществляется двумя рукоятками, связанными с вилками, передвигающими блоки и выведенными на переднюю стенку стойки. Фиксация положений осуществляется шариками, которые фиксируются пружиной в соответствующем конусном отверстии планок, смонтированных на крышке коробки. Коробка скоростей имеет возможность опускаться вниз по пазам и таким образом натягивать приводные ремни, идущие к передней бабке. Опускание коробки производится винтом при ослабленных крепежных болтах. Скорости необходимо переключать только при остановленном двигателе.
Смазка шестерен и подшипников коробки скоростей осуществляется разбрызгиванием шестернями масла, залитого в корпус, во время работы станка. Заполнение маслом коробки производится через трубку. Уровень масла должен доходить до середины маслоуказателя. Уровень масла выше указанного не допускается, так как при этом возможна течь масла через сальниковые уплотнения со стороны шкива и попадание масла на ремни. Подшипники выходного вала коробки со стороны шкива дополнительно смазываются через масленку с шариком. Смазка их должна проводиться не реже одного раза в 5 дней. Пополнение маслом производится не реже чем через два месяца. Полную замену масла в ванне осуществляют первый раз через 30 дней работы и далее второй — не реже чем через 8 месяцев работы станка. Перед заполнением свежего масла все внутренние механизмы промыть керосином. Спуск масла производится через резьбовое отверстие, заглушенное пробкой. Схема смазки приведена на фиг. 16.
Смазка их должна проводиться не реже одного раза в 5 дней. Пополнение маслом производится не реже чем через два месяца. Полную замену масла в ванне осуществляют первый раз через 30 дней работы и далее второй — не реже чем через 8 месяцев работы станка. Перед заполнением свежего масла все внутренние механизмы промыть керосином. Спуск масла производится через резьбовое отверстие, заглушенное пробкой. Схема смазки приведена на фиг. 16.
Регулировка зазоров в подшипниках осуществляется винтами 7 и гайками 8.
Смазка передней бабки
Смазка подшипника осуществляется маслонасосом, который подает масло по трубкам и коллектору раздельно к переднему и заднему подшипникам. Количество подаваемого масла регулируется пробками 9 и должно быть для переднего 12—19 см3 в минуту, для заднего 3—5 см3 в минуту. Подаваемое к подшипникам масло одновременно охлаждает подшипник. В целях лучшего сохранения масла от загрязнения в передней бабке масло для смазки подшипников не должно попадать во внутреннюю полость бабки. Для этого имеются лабиринтные уплотнения. Необходимо следить по маслоуказателю за уровнем масла в корпусе передней бабки.
Для этого имеются лабиринтные уплотнения. Необходимо следить по маслоуказателю за уровнем масла в корпусе передней бабки.
Повышение уровня масла свидетельствует о том, что масло проходит через лабиринтные уплотнения. Для устранения повышения уровня масла необходимо убавить подачу масла в подшипнике пробками 9. Отработанное масло стекает в бак маслонасоса, отстаивается и снова поступает в систему для смазки. Остальные механизмы передней бабки смазываются разбрызгиванием масла «индустриальное 12». Количество масла в ванне бабки должно быть таким, чтобы уровень его доходил до середины маслоуказателя (1 л). Количество заливаемого масла в маслонасос 1,5 л (см. схему смазки). Пополнение бабки свежим маслом производится не реже чем через 2 месяца. Смена масла рекомендуется первый раз через 30 дней работы и далее через 8 месяцев работы. Перед заливкой свежего масла все механизмы и каналы должны быть промыты керосином. Промывку узлов станка необходимо проводить через 700 часов работы.
Работа при неисправном маслонасосе воспрещается.
Привод коробки подач связан с шестерней 21.
Привод ходового винта через сменные шестерни берется с конца вала 19.
Коробка подач токарного станка ТВ-320, ТВ-320П
Чертеж коробки подач токарного станка ТВ-320, ТВ-320П
Коробка подач токарного станка ТВ-320. Смотреть в увеличенном масштабе
Коробка подач (фиг. 7) предназначена для получения ряда чисел продольных и поперечных подач и передачи движения от передней бабки к суппорту с помощью ходового валика или в случае нарезки резьбы — ходового винта.
В коробке применена схема трехваловой системы, позволяющей с помощью двух-, трехвенцовых блоков 10 и 11 получать девять различных продольных и поперечных подач. В коробке подач смонтирован множительный механизм, позволяющий удваивать полученные подачи. Таким образом, коробка может дать 18 чисел подач. Множительный блок 13 используется для увеличения подач при скоростном точении деталей, обрабатываемые поверхности которых по диаметру сильно разнятся. Для сохранения стойкости резца при скоростной обточке поверхности большего диаметра на тех же оборотах, что и поверхность меньшего диаметра, преждевременную подачу, не останавливая станка, удваивают с помощью множительного механизма и, не меняя чисел оборотов детали, ведут дальнейшую обработку поверхности большего диаметра. При пользовании множительным механизмом необходимо иметь в виду, что две последние подачи при скоростном резании не следует включать, так как это создает увеличенные нагрузки на механизм подач. На это и указывают предупреждения на таблице чисел подач «Не включать». Это относится как к продольным, так и к поперечным подачам.
Для сохранения стойкости резца при скоростной обточке поверхности большего диаметра на тех же оборотах, что и поверхность меньшего диаметра, преждевременную подачу, не останавливая станка, удваивают с помощью множительного механизма и, не меняя чисел оборотов детали, ведут дальнейшую обработку поверхности большего диаметра. При пользовании множительным механизмом необходимо иметь в виду, что две последние подачи при скоростном резании не следует включать, так как это создает увеличенные нагрузки на механизм подач. На это и указывают предупреждения на таблице чисел подач «Не включать». Это относится как к продольным, так и к поперечным подачам.
В других случаях, когда множительный механизм используется для увеличенных подач, не создающих опасности перегрузки механизма подач (холостые ходы, работа на низких и средних скоростях, малых глубинах резания и другие), допускается включение любой подачи из увеличенного ряда подач.
Множительный механизм переключается поворотом рукоятки 6, при этом шестерня 4 перемещает рейку 3, на которой смонтирована вилка переключения блока 13. Множительным механизмом можно пользоваться на ходу станка. Набор необходимой подачи осуществляется рукоятками 5 и 7, установка которых в различные положения, указанные на табличке коробки подач, с помощью вилок 8 и 9 и блоков 10 и 11 дает нужную подачу на один оборот шпинделя. Набор подач необходимо производить тогда, когда относительные скорости шестерен малы, т. е. в момент торможения при остановленном станке. Коробка подач через шестерню 14 и промежуточный блок связана со шпинделем передней бабки.
Множительным механизмом можно пользоваться на ходу станка. Набор необходимой подачи осуществляется рукоятками 5 и 7, установка которых в различные положения, указанные на табличке коробки подач, с помощью вилок 8 и 9 и блоков 10 и 11 дает нужную подачу на один оборот шпинделя. Набор подач необходимо производить тогда, когда относительные скорости шестерен малы, т. е. в момент торможения при остановленном станке. Коробка подач через шестерню 14 и промежуточный блок связана со шпинделем передней бабки.
При нарезании резьбы сменные шестерни, смонтированные на приклоне (гитаре) и на валу 15, передают движение через муфту 12 на цапфу 16 ходового винта и далее на ходовой винт. При этом рукоятка 6 должна быть поставлена в нейтральное положение, при котором блок 13 выходит из зацепления с шестернями блока, расположенного на валу шестерни 14. При включении муфты с цапфой 16 фиксатор 1 входит в отверстие рейки 3 и таким образом блокирует ручки набора подач, т. е. делает невозможным включение коробки подач в момент нарезания резьбы. Ходовой винт на ходу переключать не разрешается.
Ходовой винт на ходу переключать не разрешается.
Смазка коробки подач
Смазка шестерен коробки подач осуществляется путем разбрызгивания залитого в корпус масла зубчатыми колесами во время работы станка. Заполнение маслом ванн коробки подач должно производиться до риски, нанесенной на стекле маслоуказателя. Количество заливаемого масла примерно 0,8 л. В верхней части корпуса коробки под крышкой имеется масляный резервуар, из которого по фитилям масло поступает к цапфе 16 ходового винта и к подшипнику, вмонтированному внутри цапфы ходового винта.
Смазка игольчатого подшипника производится через масленку 18. Заливка масла в ванну должна производиться не реже одного раза в смену. Пополнение маслом коробки подач должно производиться не реже двух раз в месяц, полная смена масла в первый раз после 30 дней работы, второй — не реже чем через восемь месяцев работы станка. Перед заполнением свежим маслом все механизмы ванны, фитиля промыть керосином. Промывку керосином проводить через 700 час. работы станка.
работы станка.
Залив масла производят в отверстие, закрытое пробкой 20, слив через отверстие 22 (см. карту смазки на фиг. 16).
Суппорт токарного станка ТВ-320, ТВ-320П
Чертеж суппорта токарного станка ТВ-320, ТВ-320П
Суппорт токарного станка ТВ-320. Смотреть в увеличенном масштабе
Суппорт (фиг. 5) предназначен для закрепления и подачи режущего инструмента. Он состоит из четырех основных частей: каретки 1, поперечных салазок 2, поворотной части 3 и верхних салазок 4.
Каретка перемещается в продольном направлении по направляющим станины как механически (от ходового винта или ходового валика), так и вручную (от маховика, расположенного на фартуке).
Поперечные салазки перемещаются по направляющим каретки механически и вручную. Механический привод осуществляется от фартука через шестерню 5, ручное — посредством рукоятки 6, закрепленной на конце винта 7.
Средняя поворотная часть может поворачиваться относительно поперечных салазок в обе стороны на угол 90° и закрепляется в требуемом положении двумя болтами 8 и гайкой 9.
Верхние салазки суппорта, несущие резцовую головку, имеют только ручное перемещение, осуществляемое рукояткой 10 посредством винта 11 и гайки 12.
Поперечная салазка суппорта снабжена двумя Т-образными пазами для установки дополнительного резцедержателя. Величина перемещения поперечных салазок в ту или иную сторону может регулироваться боковыми упорами 13.
Для облегчения отсчета поперечного перемещения по лимбу, что особо важно при изготовлении деталей в несколько проходов или при нарезке резьбы, суппорт снабжен шариковым упором.
Работа с применением упора сводится к следующему:
В конце прохода закрепляют рукояткой 18 втулку 14, резец отводят от изделия на требуемую величину (35..40 мм) и перемещают суппорт в исходное положение. При отводе резца шарик, находясь в пазу втулки 14, перекатывается по винтовой канавке втулки 15 и, дойдя до конца канавки, заклинивает втулку. Перемещают суппорт в исходное положение и подводят резец к детали, вращая винт до упора. Шарик, совершая обратный ход до упора, установит резец на глубину резания первого прохода. Для дальнейшей обработки детали открепляют втулки 14 рукояткой 18, устанавливают по лимбу необходимую глубину резания. При установке глубины по лимбу шарик, выполняя роль шпонки, дополнительно провернет втулку 14 и винт подаст резец на деталь.
Шарик, совершая обратный ход до упора, установит резец на глубину резания первого прохода. Для дальнейшей обработки детали открепляют втулки 14 рукояткой 18, устанавливают по лимбу необходимую глубину резания. При установке глубины по лимбу шарик, выполняя роль шпонки, дополнительно провернет втулку 14 и винт подаст резец на деталь.
При работе без упора рукоятка должна быть в отключенном положении.
Конструкция суппорта обеспечивает перемещение задней грани резцедержателя за ось шпинделя станка, что предусматривает обточку и расточку Деталей без поворота резцовой головки. На каретке установлены упоры 13, с помощью которых можно вести настройку при работе по упорам. Автоматического отключения поперечной подачи упоров станок не имеет.
На платике каретки устанавливается при необходимости подвижный люнет. Резьбовые отверстия при снятом люнете закрываются пробками 19. С правой стороны каретки имеется крышка 26, закрывающая отверстия для наполнения маслом масляных ванн фартука для смазки подшипниковых втулок фартука.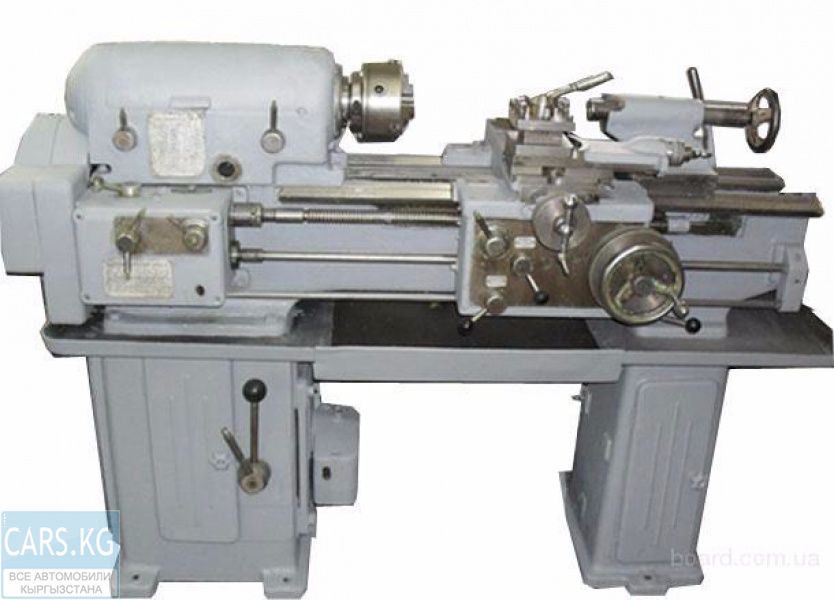 Смазка суппорта производится шприцем через масленки. Места смазки указаны на фиг. 16, масло — «индустриальное 30». Зазоры по направляющим выбираются по мере необходимости планками 20 и поджимающими винтами 27 и 28. Для работы с неподвижным суппортом его закрепляют на станке планкой и винтом 22. Винты для затягивания планок 20 находятся в крестовине и сверху закрыты пробками 24.
Смазка суппорта производится шприцем через масленки. Места смазки указаны на фиг. 16, масло — «индустриальное 30». Зазоры по направляющим выбираются по мере необходимости планками 20 и поджимающими винтами 27 и 28. Для работы с неподвижным суппортом его закрепляют на станке планкой и винтом 22. Винты для затягивания планок 20 находятся в крестовине и сверху закрыты пробками 24.
Резцедержатель фиксируется относительно верхних салазок фиксатором 25. В случае попадания эмульсии фиксатор может заржаветь и заклиниться в отверстии, поэтому один раз в месяц необходимо смазывать его и пружину маслом. Необходимо также содержать в чистоте отверстие для заполнения масляных резервуаров фартука.
Фартук токарного станка ТВ-320, ТВ-320П
Чертеж Фартука токарного станка ТВ-320, ТВ-320П
Фартук токарного станка ТВ-320. Смотреть в увеличенном масштабе
Фартук (фиг. 6) предназначен для передачи движения от ходового винта (при нарезке резьбы) и ходового валика каретке и суппорту. Во избежание поломок механизма, вследствие различных скоростей движения суппорта при одновременном включении ходового валика и ходового винта, фартук снабжен блокирующим механизмом. Маточная гайка 1 ходового винта не может быть включена до тех пор, пока не будет поставлена в среднее положение рукоятка 2 переключения продольной или поперечной подач.
Во избежание поломок механизма, вследствие различных скоростей движения суппорта при одновременном включении ходового валика и ходового винта, фартук снабжен блокирующим механизмом. Маточная гайка 1 ходового винта не может быть включена до тех пор, пока не будет поставлена в среднее положение рукоятка 2 переключения продольной или поперечной подач.
При этом положении упор детали 3 должен войти в круговой паз вилки 4 переключения шестерни продольной или поперечной подач, что не позволит шестерне 5 сцепиться с шестерней 6 продольного хода или шестерней 7 поперечного хода. Маточная гайка включается с помощью запорной шайбы с двумя косыми пазами.
Для предохранения станка от перегрузки в нижней части фартука на осях — втулках 9 смонтирован механизм падающего червяка (разрез ВВ). Механизм падающего червяка позволяет автоматически выключать подачу в случае работы по продольным упорам или перегрузки, происшедшей от других причин (увеличения усилия резания, поломки и заедания резца). Отключение подачи предусмотрено при прямой и обратной продольных подачах. Работа механизма падающего червяка сводится к следующему:
Отключение подачи предусмотрено при прямой и обратной продольных подачах. Работа механизма падающего червяка сводится к следующему:
От ходового валика через втулку 10, шпонку 11, пару шестерен 12 и 13 и муфту 14 с торцовым винтовым зубом движение передается червяку 15 и далее червячному колесу 16.
При перегрузке станка (остановка суппорта, увеличение сопротивления резанию) червяк останавливается или имеет скорость вращения меньше, чем скорость вращения шестерен, вследствие чего кулачковые муфты получают относительное перемещение по винтовым поверхностям. Муфта 14, сидящая на червяке и передающая крутящий момент червяку через штифт, перемещается вдоль оси червяка, преодолевая сопротивление пружины 30 и сжимает ее. В паз муфты входит вилка 17, связанная с упором 18, который, перемещаясь вместе с муфтой, поворачивает рычаг 22 и рычаг 19 сходит с упора 20. Основание 21 падающего червяка под действием пружины и собственного веса, падая, поворачивается вокруг осей втулок 9, расцепляя червячную пару. Включение падающего червяка производится путем поворота рычага 22 вверх, при этом рычаг 19, скользя по наклонному выступу упора 20, поднимает основание падающего червяка и в момент сцепления червячной пары штифт 23 заскакивает в выемку пальца 19, а упор пальца опирается на упор 20.
Включение падающего червяка производится путем поворота рычага 22 вверх, при этом рычаг 19, скользя по наклонному выступу упора 20, поднимает основание падающего червяка и в момент сцепления червячной пары штифт 23 заскакивает в выемку пальца 19, а упор пальца опирается на упор 20.
В верхней части суппорта смонтирован механизм включения продольного хода суппорта или поперечного хода каретки от ходового валика. Включение производится следующим образом: на валу 24 имеется винтовой паз. Поворачивая вал за рукоятку 2, передвигают вилку 4 и с ее помощью шестерню 5, которая Может занимать три различных положения:
- Нейтральное, при котором возможно включение маточной гайки ходового винта. Продольная и поперечная подачи не включены.
- Включение продольной подачи суппорта. В этом случае шестерня 5 сцепляется с шестерней 6 и далее движение передается реечной шестерне 25.
- Включение поперечной подачи каретки — в этом случае шестерня 5 сцепляется с шестерней 7 и далее движение передается через шестерню суппорта на винт поперечной подачи.

На оси 26 маховика фартука, служащего для ручного перемещения суппорта, смонтирован лимб 27 продольного перемещения с ценой деления 0,1. Крепление лимба осуществляется винтом 28 и сухарем 29. Между ходовым винтом и маточной гайкой установлен радиальный зазор 0,3..0,5 мм. Зазор устанавливается винтами, расположенными на верхней половине корпуса маточной гайки.
Концы винтов при регулировке упираются в нижнюю половину корпуса маточной гайки и ограничивают перемещение полугаек. После регулировки винты контрятся винтами 32.
Пополнение маслом фартука должно производиться не реже чем через 2 месяца. Полную смену масла в ваннах станка рекомендуется производить первый раз после 30 дней работы, в дальнейшем — через 8 месяцев работы. Перед заполнением ванн свежим маслом необходимо промыть механизмы станка, их ванны и фитили керосином. Промывку керосином производить через 700 час. работы станка. Карта смазки дана на фиг. 16.
Задняя бабка токарного станка ТВ-320, ТВ-320П
Чертеж задней бабки токарного станка ТВ-320, ТВ-320П
Задняя бабка токарного станка ТВ-320. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Задняя бабка (фиг. 9) служит опорой для центра, поджимающего деталь с противоположного шпинделю конца, или оправкой для крепления инструмента. Перемещение задней бабки по направляющим осуществляется только вручную. Крепление бабки к станине производится эксцентриковым механизмом 1 при помощи рукоятки 2. Для точения на конус предусмотрена возможность поперечного перемещения корпуса задней бабки по плите в обе стороны от линии центров за счет поворота винта 3. Установка бабки в исходное положение производится по рискам на задней грани бабки, а в более точном положении, при помощи индикатора и цилиндрической оправки, закрепленной в центрах станка.
Продольное перемещение производится маховичком 4 посредством винта 5 и гайки 6 в требуемом положении, пиноль крепится рукояткой, перемещающей зажимные сухари 8 и 9. Для выталкивания центра из гнезда пиноли необходимо переместить ее в крайнее правое положение, при этом центр выжмется упором 10.
Электрооборудование станка
Электрооборудование рассчитано на питание о сети трехфазного переменного тока с частотой 50 Гц и напряжением 380 В.
Для включения и отключения всего электрооборудования от сети на станке предусмотрен вводный пакетный выключатель типа ПКЗ-25 (п. 250/380 в, 25/15 а), расположенный на наружной дверке электрооборудования левой стойки.
Схема электрическая принципиальная токарного станка ТВ-320, ТВ-320П
Электрическая схема токарно-винторезного станка ТВ-320
Перечень элементов электрической схемы токарного станка ТВ-320
В качестве электропривода станка применен электродвигатель типа А42-4 2,8 кВт; 1420 об/мин.
Для охлаждения инструмента установлен электронасос с электродвигателем типа ПА-22; 0,125 кВт; 2800 об/мин.
Лампа местного освещения типа МО-14 50 Вт, 36 В включена через трансформатор типа ТП-50 380-36 В, установленный на щите электрооборудования.
Электродвигатели А42-4 и ПА-22 защищены от токов короткого замыкания предохранителями Е-27 15 А, 500 В, а трансформатор — предохранителем ПК-45 1 А.
Электродвигатель А42-4 управляется рукояткой 2 (см. фиг. 15) при помощи конечных выключателей типа ВК-411 6 А, 500 В и реверсивного магнитного пускателя типа П-213, а электродвигатель насоса — пакетным выключателем типа ПКЗ-10 (п. 250/380 В, 10/6 А). Пуск станка осуществляется поворотом рукоятки вводного пакетного выключателя ВП.
фиг. 15) при помощи конечных выключателей типа ВК-411 6 А, 500 В и реверсивного магнитного пускателя типа П-213, а электродвигатель насоса — пакетным выключателем типа ПКЗ-10 (п. 250/380 В, 10/6 А). Пуск станка осуществляется поворотом рукоятки вводного пакетного выключателя ВП.
Реверсирование шпинделя во время работы станка производится рукояткой 2 (см. фиг. 15), смонтированной на фартуке.
При повороте рукоятки в нижнее положение электродвигатель 1М (фиг. 11) имеет прямое вращение, а в верхнее — обратное вращение. При переключении с прямого хода на обратный рукоятка проходит нейтральное среднее положение, при котором электродвигатель отключен.
При прямом ходе электродвигателя катушка реверсивного магнитного пускателя 2К получает питание по цепи: Л32—2К—5—1К—4—2КУ—6—РП—Л12, при обратном — катушка того же пускателя 1К питается по цепи Л32—1К—2—2К—3—1КУ—6—РП-Л12.
Для предотвращения одновременного включения катушек и реверсивного магнитного пускателя 1К и 2К схемой предусмотрена электрическая блокировка, которая осуществляется нормально-закрытыми (НЗ) блок-контактами реверсивного магнитного пускателя 1К и 2К и конечными выключателями 1КУ и 2КУ. Кроме того, магнитный пускатель имеет механическую блокировку. Защита от полного исчезновения или чрезмерного понижения напряжения в питающей сети (нулевая защита) осуществляется промежуточным реле типа РПТ-100 или МКУ-48.
Кроме того, магнитный пускатель имеет механическую блокировку. Защита от полного исчезновения или чрезмерного понижения напряжения в питающей сети (нулевая защита) осуществляется промежуточным реле типа РПТ-100 или МКУ-48.
При включенном пакетном выключателе ВП1 и при среднем положении рукоятки 2 (см. фиг. 15) катушка промежуточного реле РП получает питание по цепи JI32—РП—6—3КУ—Л12, при нижнем и верхнем положении рукоятки катушка реле РП питается через нормально открытый НО контакт этого же реле Л32—РП—6—РП—Л12. При падении напряжения в сети промежуточное реле, а за ним и вся цепь управления отключаются.
Для повторного пуска станка после восстановления напряжения в сети нужно рукоятку 2 (см. фиг. 15) перевести в среднее положение. Этим самым замыкается НО контакт реле РП, который подготавливает цепь для последующего включения прямого или обратного хода электродвигателя 1М.
Регулирование станка ТВ-320, ТВ-320П
В процессе работы станка необходимо проводить регулирование отдельных узлов станка по мере износа деталей. Ниже даны основные методы регулирования отдельных узлов, влияющих на точность станка и качество его работы.
Ниже даны основные методы регулирования отдельных узлов, влияющих на точность станка и качество его работы.
а) Регулирование зазоров в подшипниках передней бабки
Регулирование зазоров в опорах шпинделя необходимо начинать с заднего подшипника, после чего приступать к регулированию диаметрального зазора переднего подшипника. Задняя опора шпинделя воспринимает радиальные и осевые нагрузки. Для регулирования зазоров в задней опоре необходимо снять кожух 5 (см. фиг. 4) и при помощи гайки 6 выбрать люфт в опорном и радиально-упорном подшипнике. Создав в подшипниках осевой зазор 0,01..0,015 мм, законтрить гайку контргайкой и поставить кожух на место.
Регулирование зазоров в переднем подшипнике осуществляется гайкой 7 путем осевого перемещения подшипника в отверстии корпуса бабки. При регулировании переднего подшипника винт 8 не следует поджимать до упора в подшипник, так как это повлечет за собой искажение конуса и неправильное прилегание шейки вала к отверстию конуса подшипника и в конечном счете приведет к вибрации на больших оборотах. Регулирование зазора в подшипнике необходимо всегда заканчивать поворотом гайки 7 от себя (для выбора люфта в резьбе) с последующим креплением ее винтом, расположенным на кольце 1\1. Диаметральный зазор переднего подшипника должен быть в пределах 0,015..0,03 мм. После регулирования проверить нагрев подшипников. Температура не должна превышать 60° С для переднего и 70° С для заднего подшипников.
Регулирование зазора в подшипнике необходимо всегда заканчивать поворотом гайки 7 от себя (для выбора люфта в резьбе) с последующим креплением ее винтом, расположенным на кольце 1\1. Диаметральный зазор переднего подшипника должен быть в пределах 0,015..0,03 мм. После регулирования проверить нагрев подшипников. Температура не должна превышать 60° С для переднего и 70° С для заднего подшипников.
б) Регулирование натяжения приводных ремней передней бабки
Натяжение ремней осуществляется подъемом или опусканием коробки скоростей, при этом коробка скоростей перемещается по пазам при ослабленных крепежных болтах. Опускание коробки производится поворотом болта, находящегося внизу коробки. После натяжения ремней болты крепления коробки скоростей затягиваются. Натяжение ремней электродвигателя производится поворотом подмоторной плиты. При установке плиты в нужном положении плита закрепляется с помощью гаек.
в) Регулирование зазора маточной гайки винта поперечной подачи
Регулирование зазора люфта маточной гайки винта поперечной подачи осуществляется втулкой 23 (см. фиг. 5) путем перемещения ее в осевом направлении с помощью винтов. Регулирование проводится через отверстия в заднем торце каретки. Зазоры в направляющих рейках регулируются клиньями, подтягиваемыми винтами при помощи рукоятки 17.
фиг. 5) путем перемещения ее в осевом направлении с помощью винтов. Регулирование проводится через отверстия в заднем торце каретки. Зазоры в направляющих рейках регулируются клиньями, подтягиваемыми винтами при помощи рукоятки 17.
г) Регулирование тягового усилия суппорта
Пружина 30 (см. фиг. 6), регулирующая тяговое усилие суппорта, отрегулирована изготовителем на максимально допустимое усилие подачи 220 кг. При использовании станка для чистовой обточки ил» иных работах, не требующих большого усилия подачи, но требующих отключения подачи от продольных упоров, рекомендуется уменьшить тяговое усилие суппорта. Для этого с левой стороны фартука необходимо отвернуть пробку и торцовым ключом несколько вывернуть винт 31 из падающего червяка. Регулирование зазора по среднему диаметру между маточной гайкой и ходовым винтом производится винтами. Перед регулированием необходимо вывернуть винты 32.
д) Регулирование зазоров в направляющих суппорта
Регулирование производится при помощи поджатия планок болтами 27, 28, а клиньев винтами (см. фиг. 5).
фиг. 5).
Для нормального перемещения каретки по направляющим станины необходим зазор в пределах 0,02..0,03 мм для поперечных салазок и 0,008..0,01 мм для верхних салазок.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок ТВ-320. Видеоролик.
Технические данные и характеристики станка ТВ-320
| Наименование параметра | ТВ-320 | ТВ-320п | 1У61 | 1У61М |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | Н | П | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 170 | 170 | 160 | 165 |
| Высота центров, мм | 155 | 155 | 155 | 155 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая высота державки резца, мм | 30 | 30 | 30 | 30 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 20 | 20 |
| Наибольшее сечение резцов, мм | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 26 | 26 | 26 | 26 |
| Наибольший диаметр прутка, мм | 25 | 25 | 25 | 25 |
| Число ступеней частот прямого вращения шпинделя | 18 | 16 | 18 | 18 |
| Частота вращения шпинделя, об/мин | 36. .2000 .2000 | 36..1130 | 25..2000 | 25..2000 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя | Резьба М52 х 5 | Резьба М52 х 5 | ||
| Торможение шпинделя | нет | нет | нет | |
| Суппорт. Подачи | ||||
| Наибольшая длина хода каретки суппорта от руки, мм | 580 | 580 | 580 | 580 |
| Наибольшая длина хода каретки суппорта по валу, мм | 570 | 570 | 580 | 580 |
| Наибольшая длина хода каретки суппорта по винту, мм | 570 | 570 | 580 | 580 |
| Наибольший поперечный ход суппорта, мм | 280 | 280 | 280 | 280 |
| Перемещение суппорта на одно деление лимба в продольном направлении, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Перемещение суппорта на одно деление лимба в поперечном направлении, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Наибольший ход верхнего суппорта (резцовые салазки), мм | 110 | 110 | 110 | 110 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 |
| Число ступеней продольных подач | 16 | 16 | 16 | |
| Пределы рабочих подач продольных, мм/об | 0,03. .0,49 .0,49 | 0,03..0,49 | 0,03..0,49 | 0,032..0,5 |
| Число ступеней поперечных подач | 16 | 16 | ||
| Пределы рабочих подач поперечных, мм/об | 0,012..0,18 | 0,012..0,18 | 0,012..0,184 | 0,013..0,2 |
| Скорость быстрых перемещений суппорта, м/мин | нет | нет | нет | нет |
| Число нарезаемых резьб метрических, мм | 19 | 19 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,25..5 | 0,25..5 | 0,2..7,0 | |
| Пределы шагов нарезаемых резьб дюймовых, нитка/дюйм | нет | нет | 0,013..0,2 | |
| Пределы шагов нарезаемых резьб модульных, модуль в мм | нет | нет | 0,1..3,5 | |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры при продольном движении | есть | есть | есть | есть |
| Выключающие упоры при поперечном движении | нет | нет | нет | нет |
| Защита от перегрузки при продольном движении | есть | есть | есть | есть |
| Блокировка рукояток от одновременного включения | есть | есть | есть | есть |
| Указатель резьбы | нет | нет | нет | нет |
| Наибольшее усилие допускаемое механизмом подач в продольном направлении, кг | 220 | |||
| Наибольшее усилие допускаемое механизмом подач в поперечном направлении, кг | 750 | |||
| Задняя бабка | ||||
| Наибольшее перемещение пиноли, мм | 90 | 90 | 90 | 90 |
| Размер внутреннего конуса пиноли задней бабки, мм | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Перемещение пиноли на одно деление шкалы линейки, мм | 1 | 1 | 1 | 1 |
| Поперечное смещение пиноли, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 2 | 2 | 2 | 2 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,8 (1420) | 3,0 | 3,0 |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 | 0,125 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1610 х 950 х 1250 | 1800 х 950 х 1250 | 1800 х 1100 х 1350 | 1800 х 750 х 1350 |
| Масса станка, кг | 900 | 900 | 900 | 900 |
- Токарно-винторезный станок ТВ-320. Паспорт, 1957
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Паспорт, 1957
Паспорт, 1957Связанные ссылки. Дополнительная информация
ТВ-320 Стоит ли связываться? – Токарные ТВ-320
У ТВ-320 самое дурацкое место – передний подшипник передней бабки) Он представляет собой бронзовую втулку, по наруже цилиндр, по внутрянке конус, ну и всякие там маслоканавки и т.
Есть ли фланец на патрон? Он там резьбовой, тоже может оказаться проблематично найти.
Есть ли полный набор шестерен для нарезания резьб?
Станция СОЖ?
не большеват ли для Вас?
Шероховатость будет зависеть от этого самого бронзового подшипника, ну и люфтах в направляющих.
Все ходить мягко может так же в случае расслабленных регулировок. Попробуйте погонять оси до крайних положений. Если ни один нигде не подклинивает, то нужно вернуть в средние положения и подтянуть клинья (клинья на поперечной и малой продольной регулируются двумя винтами – один вталкивает, другой подпирает, каретка болтиками, там увидите), чтобы выбрать люфты полностью (в общем когда усилие чуточку изменится в большую сторону). Опять прогнать в крайние – у кого меньше подклинивает, тот и победил)
Но подшипник смотреть отдельно!
 д. Если он изношен – не найдете.
д. Если он изношен – не найдете.А как без применения инструмента можно посмотреть износ подшипника?
Фланцы везде есть, у двух на этот фланец установлен цанговый зажим, на них и нацелился, если уж маленькие оси для приборов точили, то и мои детальки сможет.
Сменных шестерен нет. Хозяин вообще не знал что они бывают, забрал станки как стояли. Этот вопрос меня тоже сильно волнует, мне в принципе не так уж много резьб и надо, но где эти шестерни достать, и во сколько они обойдутся если заказывать, зуборезку то найду. Про станцию СОЖ не высмотрел, темно там и проходы завалены, но какие то шланги торчат.
По размеру думаю в самый раз будет, да и брать хочу не только для себя. Мне сейчас ставить не куда, а у знакомых фирма, где есть место, электричество, и изредка потребность выточить пару простых деталек. Со школьными связаваться не охота, общался как то с НГФ110.
На паре станков супорт погонял до крайних положений, подкливаниваний нет.
Если решу брать, то выбирать поеду со знакомым станочником-ремонтником.
Изменено пользователем ivaldanТокарно-винторезный станок ТВ-320П
Токарно-винторезный станок ТВ-320П представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве. Станок предназначен для обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателе. Задний резцедержатель устанавливается на суппорте по мере необходимости.
Станок предназначен для обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателе. Задний резцедержатель устанавливается на суппорте по мере необходимости.
Токарно-винторезный станок модели ТВ-320П отличается от станка ТВ-320 повышенной точностью изготовления его основных деталей: станины, ходового винта, шпинделя, его переднего подшибника и шестерен входящих в цепь нарезки резьбы.
Для сохранения точности на длительный период эксплуатации диаппазон оборотов шпинделя чтанка снижен с 2000 до 1130 об/мин., и соотвественно снижено число оборотов шпинделя и число подач до 16.
Станок ТВ-320П следует применять для выполнения чистовых и получистовых работ. Использовать станок для выполнения грубых обдирочных операций не рекомендуется.
__________________________
Скачать документацию на
токарно-винторезный станок ТВ-320ПТВ-320П. Руководство по эксплуатации
__________________________
Основные технические характеристики
токарно-винторезный станок ТВ-320П|
Наименование параметров |
Ед. |
Величины |
|
Класс точности |
П |
|
|
Наибольший диаметр обрабатываемой заготовки над станиной |
мм |
320 |
|
Расстояние между центрами |
мм |
500 |
|
Высота центров над станиной |
мм |
155 |
|
Наибольшая длинна обточки |
мм |
500 |
|
Наибольший диаметр обрабатываемого прутка |
мм |
25 |
|
Количество скоростей шпинделя |
|
16 |
|
Пределы чисел оборотов шпинделя |
об/мин |
36-1130 |
|
Количество продольных подач |
16 |
|
|
Пределы продольных подач |
мм/об |
0,03-0,49 |
|
Количество поперечных подач |
16 |
|
|
Пределы поперечных подач |
мм/об |
0,012-0,18 |
|
Конус шпинделя передней бабки |
Морзе №4 |
|
|
Диаметр отверстия в шпинделе |
мм |
26 |
|
Конус пиноли задней бабки |
Морзе №3 |
|
|
Наибольшее перемещение пиноли |
мм |
90 |
|
Число нарезаемых метрических резьб |
19 |
|
|
Пределы нарезаемых метрических резьб |
|
|
|
– наименьший шаг |
мм |
0,25 |
|
– наибольший шаг |
мм |
5 |
|
Диаметры прутков для наружного зажима цанг |
мм |
3, 4, 5, 6, 8, 10, 12 |
|
Мощьность двигателя главного движения |
кВт |
3 |
|
Число оборотов двигателя главного движения |
об/мин |
1430 |
|
Мощность двигателя электронасоса |
кВт |
0,125 |
|
Число оборотов двигателя электронасоса |
об/мин |
2800 |
|
Производительность двигателя электронасоса |
л/мин |
22 |
|
Габариты станка (ДхШхВ) |
мм |
1800х950х1250 |
|
Вес станка |
кг |
950 |
 изм.
изм.
Токарно-винторезный станок ТВ-320,ТВ-320П:фото,устройство,характеристики
Кинематическая схема токарно-винторезного станка ТВ-320
фото:кинематическая схема токарно-винторезного станка ТВ-320
Электрическая схема токарно-винторезного станка ТВ-320
фото:электрическая схема токарно-винторезного станка ТВ-320
Станина токарного станка ТВ-320
Станина является чугунной отливкой коробчатой формы, связанная диагональными ребрами жесткости.
В верхней части станины расположены две призматические направляющие 1, по которым перемещается суппорт станка. Призматическая направляющая 2 и плоская 3, предназначены для направления перемещения задней бабки.
Крепиться станина к двум чугунным стойкам.
В левой части суппорта монтируется коробка скоростей, электрошкаф, электродвигатель с защитных кожухом и эмульсионный бачок.
фото:станина токарного станка ТВ-320
Передняя бабка токарного станка ТВ-320
Передняя бабка – чугунная отливка коробчатой формы. В передней части установлен механизм перебора скоростей. В задней части установлен механизм привода и реверса (обратного хода) подачи.
Шпиндель станка 1 представляет собой пустотелую трубу с передней конусной шейкой. Передняя часть шпиндель смонтирована на подшипнике скольжения 2, задний конец- на радиально-упорном подшипнике 2 повышенного класса точности.
Шпиндель разгружен от изгибающих моментов клиноременной передачи. Силы резания, действующие вдоль оси шпинделя, воспринимаются упорным подшипников 4.
Силы резания, действующие вдоль оси шпинделя, воспринимаются упорным подшипников 4.
Осевой зазор в задней опоре шпинделя должен быть в диапазоне 0,01-0,015 мм, а осевое биение не больше 0,01.Диаметральный зазор между шпинделем и подшипником 0,015-0,03мм.
В левой части передней бабки расположен реверсный механизм, предназначенный для изменения направления подачи без изменения вращения шпинделя. Изменение осуществляется перемещением в левое положение блока 18 и через паразитную шестерню входит в зацепление выходной вал 19 с зубчатым колесом 20, закрепленным на шпинделе.
Регулировка подшипников качения бабки осуществляется гайками 22, 23,24.
фото:передняя бабка токарного станка ТВ-320
Суппорт токарного станка ТВ-320
Суппорт токарно-винторезного станка предназначенный для закрепления режущего инструмента, а также продольной и поперечной подачи резца.
Состоит из следующих основных узлов:
- Каретка 1;
- Поперечные салазки 2;
- Верхние салазки 3;
- Поворотная часть 4
Перемещение каретки в продольном направлении осуществляется как механическим способом, так и ручным. В поперечном направлении перемещаются салазки также механическим и ручным способом. Салазки снабжены двумя Т-образными паза для фиксации дополнительной резцовой головки. Регулировка величины перемещения поперечных салазок в обе стороны выполняется упорами 13.
В поперечном направлении перемещаются салазки также механическим и ручным способом. Салазки снабжены двумя Т-образными паза для фиксации дополнительной резцовой головки. Регулировка величины перемещения поперечных салазок в обе стороны выполняется упорами 13.
Суппорт снабжен шариковым упором, для облегчения отсчета поперечного перемещения по лимбу.
фото:суппорт токарно-винторезного станка ТВ-320
Фартук токарно-винторезного станка ТВ-320
Фартук токарного станка предназначен для передачи вращательного движения от ходового винта и валика каретки к суппорту. Фартук оснащен блокирующим механизмом предотвращающий поломку механизма, вследствие одновременного включения ходового валика и винта. Маточная гайка не будет включена, пока не будет установлена в среднее положение рукоятка 2 переключения подачи.
Также в фартуке смонтирован механизм падающего червяка, предохраняющий станок от перегрузки. Механизм позволяет автоматически выключать подачу при возникновении перегруза вследствие увеличения силы резания или заедания режущего инструмента.
фото:фартук токарно-винторезного станка ТВ-320
Коробка скоростей токарного станка ТВ-320
Коробка скоростей токарного станка предназначена для передачи вращательного движения от главного электродвигателя к непосредственно шпинделю станка. В коробке используется схема трехваловой системы, на котором расположены тройные блоки шестерен 1 и 2, позволяющие на выходе получать 9 скоростей.
Коробка скоростей имеет возможность опускаться или подыматься по пазам, тем самым регулируя натяжение клиноременной передачи. Перемещение коробки осуществляется винтом при ослабленных крепежных болтах.
Валы коробки скоростей смонтированы на шариковых и роликовых подшипниках, воспринимающие радиальные и осевые нагрузки. Регулировка зазоров в подшипниках выполняется при помощи винтов 7 и гайки 8.
фото:коробка скоростей токарного станка ТВ-320
Задняя бабка токарного станка ТВ-320
Задняя бабка токарного станка предназначена для поддержания длинных заготовок во избежание биения, а также служит оправкой для крепления режущего инструмента (сверло, метчик, плашка и т. д.). Перемещение задней бабки исключительно ручное. Фиксация к станине производиться эксцентриковым механизмом 1 рукояткой 2.
д.). Перемещение задней бабки исключительно ручное. Фиксация к станине производиться эксцентриковым механизмом 1 рукояткой 2.
Поворотом винта 3 возможно поперечное смещение задней бабки. Это делается в случае точение конусных поверхностей.
При помощи маховика 3, винта 5 и гайки 6 осуществляется продольное перемещение задней бабки. Пиноль фиксируется рукояткой, перемещающая зажимные сухари 8 и 9.
Для освобождение центра из пиноли необходимо переместить ее в правое положение , при этом центр выжмется упором 10.
фото:задняя бабка токарного станка ТВ-320
Технические характеристики токарно-винторезного станка модели ТВ-320
| Основные параметры | ТВ-320 | ТВ-320П |
|---|---|---|
| Высота центров над станиной,мм | 155 | 155 |
| Расстояние между центрами,мм | 500 | 500 |
| Наибольший диаметр обрабатываемой заготовки,мм: | ||
| над верхней частью суппорта | 170 | 170 |
| над станиной | 320 | 320 |
| Прутка | 25 | 25 |
| Наибольшая длина точения,мм | 500 | 500 |
| Механика станка | ||
| Количество скоростей шпинделя | 18 | 16 |
| Пределы чисел оборотов шпинделя,об/мин | 36-2000 | 36-1130 |
| Количество продольных подач | 16 | 16 |
| Пределы продольных подач,мм/об | 0,03-0,49 | 0,03-0,49 |
| Количество поперечных подач | 16 | 16 |
| Пределы поперечных подач,мм/об | 0,012-0,18 | 0,012-0,18 |
| Конус шпинделя передней бабки | Морзе 4 | Морзе 4 |
| Диаметр отверстия в шпинделе,мм | 26 | 26 |
| Конус пиноли задней бабки | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли,мм | 90 | 90 |
| Габариты станка,мм: | ||
| длина | 1800 | 1800 |
| ширина | 950 | 950 |
| высота | 1250 | 1250 |
| Вес станка,кг | 900 | 900 |
Видео:токарно-винторезный станок ТВ-320
 youtube.com/embed/Ne1aZ-UnREQ”/>
youtube.com/embed/Ne1aZ-UnREQ”/>
Станок токарный тв 320
технические характеристики, устройство, схемы, паспортТВ-320 токарный станок универсального назначения. На нем можно одновременно выполнять несколько операций, агрегат отличается высокой производительностью.
Они используется для оснащения приборостроительных и инструментальных предприятий. Особое преимущество станка – высокий уровень точности при обработке.
Сведения о производителе
Выпускался данный станок в течение 14 лет на базе Уфимского мотостроительного завода. Первый станок сошел с конвейера в 1956 году. Он отличался от аналогов высокой точностью и подходил для работы на производственных линиях и ремонтных мастерских.
Описание и конструктивная особенность
Агрегат ТВ-320 разработан прежде всего для использования в условиях массового производства. Все основные узлы и конструкции расположены согласно классической схеме. Отличительная черта – наличие системы быстрого точения заготовок. Также есть и другие особенности:
Также есть и другие особенности:
- возможна смена подачи без остановки оборудования;
- станок имеет повышенный запас прочности;
- станина изготовлена из высококлассного чугуна.
Все это объясняет высокую производительность и долгий срок службы токарного станка ТВ-320
Модернизация
Производитель выпускал две вариации токарного станка ТВ-320. Она была в базовой комплектации, а второй вариант отличался повышенной точностью.
ТВ-320
Это стандартный станок классической вариации. Он снабжен стандартными узлами для любого токарного станка и имеет класс точности Н.
ТВ-320П
Отличается от классической модели повышенной точностью обработки заготовок. При его изготовлении к основным узлам, таким, как ходовой винт, шпиндель, передний подшипник, зубчатые колеса, все, что входит в кинематическую схему, предъявляются особые повышенные требования по точности обработки.
Технические характеристики и габаритные параметры
Еще один плюс агрегата ТВ-320 в его небольших размерах. Это позволяет использовать оборудование даже в цехах малой площади. Масса станка –2 900 кг. Габариты по длине, ширине, высоте в см 180х95х120.
Это позволяет использовать оборудование даже в цехах малой площади. Масса станка –2 900 кг. Габариты по длине, ширине, высоте в см 180х95х120.
Главный привод станка – электродвигатель с мощностью 3 кВт и номинальным числом оборотов 1430 об/мин.
Основные технические характеристики:
- передняя бабка переключается в диапазоне 18 скоростей;
- пиноль задней бабки можно переместить на 90 мм;
- для закрепления задней бабки используется гайка;
- прутовая заготовка может иметь наибольший диаметр – 25 мм;
- у блока подач 16 ступеней регулировки в продольном и поперечном направлениях;
- длина заготовки при ее обточке имеет ограничения – 50 см;
- диаметр посадки в шпинделе – 26 мм;
- наибольший размер поперечного движения у суппорта – 28 см;
- продольный максимум хода суппорта – 58 см;
- количество оборотов в минуту на шпинделе – 36-2000 об/мин.
На агрегате отсутствует система торможения шпинделя.
Устройство токарного-винторезного оборудования
Уникальные характеристики оборудования обеспечены конструкцией каждого отдельного узла. Основные узлы данного агрегата:
- узел передач, который служит для изменения оборотов шпинделя;
- узел для корректировки скорости подачи;
- передняя бабка со шпинделем;
- задняя упорная бабка с подвижной пинолью;
- привод для подачи;
- фартук;
- каретка суппорта;
- отдельный привод для системы охлаждения.
Именно некоторые конструктивные особенности основных узлов дает точность и высокую производительность всего станка.
Специфика станины агрегата ТВ-320
Станина является основной частью, к которой крепятся все узлы станка. Она изготовлена из высококлассного чугуна и обеспечивает надежность станка, защиту от вибраций и устойчивость. Она состоит из двух стоек. Некоторые отличия конструкции станины ТВ-320:
Она состоит из двух стоек. Некоторые отличия конструкции станины ТВ-320:
- по диагонали имеются ребра жесткости;
- вверху с станины сконструированы 4 направляющий, 3 из которых призматической формы.
В левой части литой станины расположена коробка скоростей, а также бачок с эмульсией, двигатель, кожух для его защиты и электрошкаф.
Передняя шпиндельная бабка
Шпиндельная бабка в агрегате ТВ-320 имеет прочную чугунную оболочку. Спереди у детали механика регулировки скорости движения шпинделя, а сзади – переключатель прямого и обратного хода. Шпиндель – полая трубка с конусом спереди. Фиксируется на подшипник скольжения, а сзади – на радиально-упорном подшипнике высокой точности.
Задняя бабка
Суппорт
Этот узел предназначен для надежного удержания и закрепления резца. Вторая его функция – перемещение резца в продольном и поперечном направлении. Каретка суппорта и продольные салазки можно привести в движение ручным способом или с помощью механического привода.
Два паза в конструкции салазок позволяют установить дополнительную резцовую головку. Чтобы мастеру было проще отсчитывать размер поперечных параметров перемещения, суппорт имеет шариковый упор.
Коробка скоростей
Коробка скоростей передает вращение от главного электродвигателя к шпиндельному узлу. Состоит из трех валов и двух блоков шестерен, которые обеспечивают 9 скоростей вращений.
Корпус коробки скоростей перемещается по специальным пазам. Мастер может регулировать натяжение ремней, передающих скорость шпинделю. Для перемещения коробки следует ослабить болты, которые закрепляют ее на направляющей. Коробка скоростей успешно переносит осевые и радиальные нагрузки. Происходит это за счет двух видов подшипников в ее опоре. Зазоры можно регулировать специальными винтами и гайками.
Фартук
Передает вращательное движение от ходового винта и валика непосредственно суппорту. В фартуке имеется механизм, не позволяющий включить одновременно ходовой валик и винт, что позволяет исключить их поломку.
Если во время обработки станок испытывает перегрузки, то в фартуке включается механизм падающего червяка, и подача отключается автоматически.
Кинематическая и электрическая схемы
Схема органов управления
Электрическая схема
Отличительные особенности модели ТВ-320П от ТВ-320
Станок ТВ-320П был сконструирован на основе стандартного токарного станка ТВ-320. Отличительная особенность агрегата ТВ-320 П в том, что следующие узлы были собраны с более высокой точностью производства:
- рабочая основа;
- главный вал;
- ходовой винт;
- передний опорный подшипник основного вала;
- зубчатые колеса.
Скорость вращения снижена до 1140 об/мин.
Инструкция по применению, паспорт
Инструкция к оборудованию стандартно содержит информацию о правилах эксплуатации и обслуживания. Здесь же указано назначение токарного станка ТВ-320 и его отличие от аналога ТВ-320П.
Паспорт станка можно бесплатно скачать по ссылке — Паспорт токарного станка ТВ-320.
Обслуживание ТВ-320
Основным процессом в обслуживании станка является его регулярная смазка. Делать это необходимо строго в тех интервалах, которые указаны в инструкции по эксплуатации оборудования.
В ходе работы смазка узлов происходит автоматически. Оператор должен лишь следить за уровнем масла. Обязательно проливать керосином зоны заливки каждые 700 часов работы.
Техника безопасности и меры предосторожности
Токарные работы всегда связаны с повышенным уровнем риска. Основные пункты правил техники безопасности:
- работать необходимо только на полностью исправном оборудовании;
- перед запуском оборудования обязательно проверить заземление и систему отведения стружки;
- запрещено облокачиваться на станок или отходить от него во время работы;
- работать необходимо в спецодежде и очках.
Также оператор должен следить, чтобы масло не разбрызгивалось и соблюдать технику пожарной безопасности.
Токарный агрегат ТВ-320 и ТВ-320 П созданы для работы в условиях массового производства. Они отличаются надежностью и высокой производительностью, которая обеспечивается конструктивными особенностями оборудования.
Токарно-винторезный универсальныйТВ-320 – продам на www.bizator.ua
Тип предложения: продажаОпубликовано: 17.02.2018
универсальный токарно-винторезный станок ТВ-320 производится на предприятии г. Уфы моторный завод с 1956 по 1970 год. Машина предназначена для токарной обработки механические фрезы, усиленные как для передней и задней части держатели инструментов. Задняя стойка для инструментов устанавливается на суппорт как нужно. Поворачивая шишки производится поперечным смещением центр задней бабки. в отличие существующие типы токарных станков эта модель позволяет максимально использовать технологические возможности токарный станок для обработки заготовок высокоскоростная токарная обработка и способ комбинированные операции. Машина оснащена механизм изменения скорости подачи на ходу без остановки и оружия продольное и поперечное движение штангенциркуль – конечности с делениями, соответствующий смещению суппорта 0,1 мм 0,01 мм продольно и поперечно. Фартук конечности имеет значение деления 0,1 мм. Боковое движение суппорт позволяет одновременно установка двух резцов для перемещения головка инструмента в обоих направлениях за осевым линия центров. Наибольший диаметр тип заготовки Диск обработан над кроватью – Ø 320 мм.максимальный диаметр Тип заготовки Вал обработан суппорт – Ø 170 мм. Высота центров над кровать – 155 мм Расстояние между центрами – 500 мм Мощность двигателя – 2,8 кВт. Полный вес – 900 кг. Хорошо штат. Полностью работает, подключен. Вы можете проверить работу. Расположение: Киев. Больше информации на: http://marketstan.all.biz http://marketstan.com.ua http://marketstan.com
Машина оснащена механизм изменения скорости подачи на ходу без остановки и оружия продольное и поперечное движение штангенциркуль – конечности с делениями, соответствующий смещению суппорта 0,1 мм 0,01 мм продольно и поперечно. Фартук конечности имеет значение деления 0,1 мм. Боковое движение суппорт позволяет одновременно установка двух резцов для перемещения головка инструмента в обоих направлениях за осевым линия центров. Наибольший диаметр тип заготовки Диск обработан над кроватью – Ø 320 мм.максимальный диаметр Тип заготовки Вал обработан суппорт – Ø 170 мм. Высота центров над кровать – 155 мм Расстояние между центрами – 500 мм Мощность двигателя – 2,8 кВт. Полный вес – 900 кг. Хорошо штат. Полностью работает, подключен. Вы можете проверить работу. Расположение: Киев. Больше информации на: http://marketstan.all.biz http://marketstan.com.ua http://marketstan.com
Что такое печенье?
Файл cookie – это небольшой текстовый файл, который сохраняется на вашем компьютере / мобильном устройстве при посещении веб-сайта. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы сайта. Другие куки полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы сайта. Другие куки полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
Почему мы используем куки?
Мы используем куки, чтобы предложить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться вам каждый раз, когда вы повторно посещаете веб-сайт.Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего сайта.
Соответствующие организационные и технические меры используются для защиты ваших личных данных и предотвращения потери информации или незаконного поведения.
Почему мы используем файлы cookie от сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с использованием аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie.Постоянные куки будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев.
Для этой цели используются как постоянные, так и временные файлы cookie.Постоянные куки будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев.
Как отключить куки?
Вы можете просто настроить параметры браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы отключите куки, веб-сайт может отображаться только частично или не отображаться вообще.
до . Pro токарный станок с чпу T320-ID товара :: 605105255-russian.alibaba.comT320 Pro Токарный станок с ЧПУ
Техническая спецификация
| РАБОЧАЯ ОБЛАСТЬ РАБОТЫ | Диаметр поворота над фрезой (мм) | ползун (мм)φ130 | ||
Макс. рабочий диаметр (мм) рабочий диаметр (мм) | φ320 | |||
| Макс. рабочая длина (мм) | 220 | |||
| ШПИНДЕЛЬ | Мощность двигателя шпинделя (кВт) | 4 | ||
| Сквозное отверстие шпинделя (мм) | φ46 | |||
| Скорость шпинделя | 3000 об / мин | |||
| Патрон | 125 мм | |||
| FEED | Ход по оси X (мм) | 350 | ||
| Макс. Скорость перемещения по оси X (мм / мм) | 10000 | |||
| Крутящий момент оси X и крутящий момент двигателя (Н · м) | ≥7.7 | |||
| Ход по оси Z (мм) | 300 | |||
| Макс. Скорость перемещения по оси Z (мм / мм) | 10000 | |||
| Привод по оси Z и частота вращения двигателя (Н · м) | ≥ 7,7 | |||
| TOOL TURRET | Позиция инструмента | 8 | ||
| Размер инструмента | 16 * 16 | |||
| ТОЧНОСТЬ | Точность позиционирования | ± 0,008 | ± 0. | |
| СИСТЕМА | Система ЧПУ | SIEMENS / GSK / FANUC | ||
| ДРУГАЯ | Вес нетто | 2T | ||
| Общий размер | 2080 * 1620 * 1610mm |
 004
004| Количество (Наборы) | 1 – 60 | > 60 |
Est. Время (дни) Время (дни) | 30 | Торг |
- Персонализация:
Индивидуальный логотип (Мин.Заказ: 5 комплектов)
Индивидуальная упаковка (Мин. Заказ: 5 комплектов)Подробнее
Настройка графики (Мин.Заказ: 5 комплектов) Меньше
| |||||
| |||||

Станок токарный ТВ-320 производства СССР.
 Паспортная табличка, табличка с именной биркой, таблица резьбы
Паспортная табличка, табличка с именной биркой, таблица резьбыОписание
Информация о производителе токарно-винторезного станка ТВ-320
.Универсальный токарно-винторезный станок ТВ-320 с 1956 по 1970 год выпускался на Уфимском моторостроительном заводе, затем Уфимском моторостроительном производственном объединении УМПО.
С 1992 года на УМПО освоено производство усовершенствованных моделей токарно-винторезного станка 1У61 и 1У61М, выпускавшихся до 2005 года.Всего было выпущено более 40 тысяч машин.
Станок токарно-винторезный универсальный ТВ-320, ТВ-320П. Назначение и сфера применения.
Универсальный токарно-винторезный станок модели ТВ320, ТВ320П предназначен для выполнения широкого спектра токарных операций, в том числе для нарезания метрической резьбы.
Станок токарно-винторезный ТВ-320 – высокоскоростной специализированный станок, особенно подходящий для работы в инструментальном и приборостроительном производстве.
Станок может успешно использоваться и для выполнения работ оперативного характера.
Станок предназначен для токарной обработки деталей с резцами, прикрепленными как к переднему, так и к заднему державкам. При необходимости задний резцедержатель устанавливается на суппорт. Токарная обработка конуса осуществляется за счет бокового смещения центра задней бабки.
В отличие от существующих типов токарных станков данная модель позволяет максимально использовать технологические возможности токарного станка при обработке деталей высокоскоростным точением и методом совмещения операций (Ильин С.С., Ильин К.С. «Наша методика совмещения операций при детали токарные », Оборонгиз, 1955).
В соответствии с требованиями этого прогрессивного способа станок снабжен механизмом изменения величины подачи на ходу без остановки, а рукоятка продольного и поперечного перемещения опоры – конечностями с соответствующей ценой деления. перемещению опоры на 0,1 мм в продольном и на 0,01 мм поперечном направлениях. Отгиб фартука имеет градуировку 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном закреплении двух фрез перемещать фрезерную головку в обоих направлениях за осевую линию центров.
Отгиб фартука имеет градуировку 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном закреплении двух фрез перемещать фрезерную головку в обоих направлениях за осевую линию центров.
Технические характеристики станка токарно-винторезного ТВ-320
Изготовитель – Уфимский моторостроительный завод.
Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320, мм
Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 170 мм
Высота центра над станиной – 155 мм
Расстояние между центрами – 500 мм
Мощность электродвигателя – 2,8 кВт
Полная масса станка – 900 кг
Шпиндель токарно-винторезного станка ТВ-320
Резьбовой конец шпинделя – М52х5
Внутренний конус инструмента – Морзе 4
Диаметр отверстия шпинделя – Ø 26 мм
Пределы оборотов шпинделя в минуту – (18 шагов) 36..2000 об / мин
Подачи и резьба токарно-винторезного станка ТВ-320
Пределы подач продольной опоры: – (16 ступеней) 0,03. .0,49 мм / об
.0,49 мм / об
Пределы подачи поперечных суппортов: – (16 ступеней) 0,012. .0,18 мм / об
Пределы шагов нарезания метрической резьбы – (19 ниток) 0,25..5 мм
Пределы шагов нарезания резьбы дюймовая – нет
Пределы шагов нарезанной резьбы модульной – нет
По согласованию с заказчиком к станку крепятся комплекты приспособлений для обработки деталей в патроне, центрах или в патроне цангового патрона.
Конец шпинделя имеет большую резьбу М52 х 5 для промежуточного фланца (исполнение 1 по ГОСТ 3889 Фланцы промежуточные к самоцентрирующимся патронам), на который навинчивается промежуточный фланец (планшайба) и фиксируется от откручивания при реверсировании, разрезной зажим на макушке планшайбы
Патрон токарный стандартный для него будет 120 мм, но и 150 мм поставили.
Деталь шпинделя станка в бронзовых подшипниках скольжения.
Для обеспечения надежной работы имеется собственная маслостанция.
Из-за конструкции этого типа опор шпинделя станок не имеет механического привода.
Включение станка электромеханическое. Запчасти к нему встречаются сравнительно редко.
Отличия станка ТВ-320 от модели станка ТВ-320П
Станок ТВ-320П создан на базе станка ТВ-320. Станок ТВ-320П отличается от ТВ-320 повышенной точностью изготовления основных его деталей: станины, ходового винта, шпинделя, его переднего подшипника и шестерен, входящих в резьбонарезную цепь.Станок соответствует требованиям норм точности по ГОСТ 1969-43 для станков повышенной точности.
Для сохранения точности в течение длительного периода работы диапазон оборотов станка уменьшен с 2000 до 1140 об / мин и, соответственно, количество скоростей шпинделя и количество подач уменьшено до 16.
Станок ТВ-320П предназначен для отделочных и получистовых работ. Не рекомендуется использовать станок для черновой обработки.
Описание, конструкция, уход и работа аппарата общие для моделей ТВ-320 и ТВ-320П.
Токарный станокTV 320 – Купить на www.
 bizator.com
bizator.comТип предложения: продажаОпубликовано: 28.02.2015
Продается универсальный токарно-винторезный станок типа ТВ. Используется для различных типов токарных операций, включая нарезку метрической дюймовой и модульной резьбы, точение конусов и других операций. Наибольший диаметр 320 мм. Расстояние между центрами: 500 мм. Станок за колпачком.ремонт..
Что такое cookie?
Файл cookie – это небольшой текстовый файл, который сохраняется на вашем компьютере / мобильном устройстве, когда вы посещаете веб-сайт. В этом текстовом файле может храниться информация, которую веб-сайт сможет прочитать, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы предложить вам оптимальный доступ к нашему сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться вам каждый раз, когда вы повторно посещаете веб-сайт. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они упрощают просмотр нашего веб-сайта.
Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться вам каждый раз, когда вы повторно посещаете веб-сайт. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они упрощают просмотр нашего веб-сайта.
Соответствующие организационные и технические меры используются для защиты ваших личных данных и предотвращения потери информации или противоправного поведения.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie от сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics.Для этого используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и найдите «Блокировать файлы cookie». Обратите внимание: если вы отключите файлы cookie, веб-сайт может отображаться только частично или не отображаться вообще.
Просто нажмите «Справка» и найдите «Блокировать файлы cookie». Обратите внимание: если вы отключите файлы cookie, веб-сайт может отображаться только частично или не отображаться вообще.
Настольный токарный станок по дереву с регулируемой скоростью 12 дюймов x 18 дюймов в Grizzly.com
Доводка настольного токарного станка.
Токарный станок по дереву Grizzly T25920 12 x 18 дюймов с регулируемой скоростью вращения поставляется со стандартным двигателем мощностью 3/4 л.с. Регулировка скорости обеспечивает диапазон (650-3800 об / мин) и гибкость для любого токарного проекта.
Прочная чугунная конструкция обеспечивает большую массу и устойчивость при токарной обработке дерева. Прикрутите болтами к лицевой пластине 3-1 / 4 дюйма и поверните пластины и чаши до 12 дюймов шириной и шпинделей до 16-1 / 2 дюймов длиной.
Площадь основания 8 дюймов на 30 дюймов не займет много места на вашем рабочем столе. Добавьте дополнительный удлинитель станины T27327, и вы получите полноразмерный токарный станок, который может поворачивать до 40 дюймов между центрами.
Добавьте дополнительный удлинитель станины T27327, и вы получите полноразмерный токарный станок, который может поворачивать до 40 дюймов между центрами.
T25920 – идеальный токарный станок для токарной обработки ручки, чаши или тех, кто плохо знаком с токарной обработкой дерева. Установка из коробки проста, и вы сразу же начнете работать!
Как и все токарные станки Grizzly, T25920 поставляется с годовой гарантией на детали и гарантию отсутствия заводских дефектов на устройстве.(Гарантия не распространяется на расходные материалы.)
Руководство для T25920 было написано нашим отделом документации в США и содержит полезную информацию. Полное и легко читаемое руководство упрощает сборку и обслуживание токарного станка.
Группа технической поддержки Grizzly находится в США. Детали и аксессуары для токарного станка могут быть доступны в Интернете и доставлены со склада запчастей Grizzly в Спрингфилде, штат Миссури.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Двигатель: 3/4 л. с., 110 В, однофазный, 5.3A
- Качели над кроватью: 12 дюймов
- Поворотное основание упора для инструмента: 9-1 / 2 “
- Расстояние между центрами: 18 “
- Скорость шпинделя: от 650 до 3800 об / мин
- Резьба шпинделя: 1 дюйм x 8 TPI
- Конус шпинделя: MT # 2
- Конус задней бабки: MT # 2
- Ширина упора для инструмента: 5-7 / 8 “
- Диаметр стойки упора для инструмента: 5/8 “
- Площадь основания: 8 дюймов x 30 дюймов
- Габаритные размеры: 38-3 / 4 “Ш x 12” Г x 17 “В
- Прибл. вес в упаковке: 84 фунта.
 с., 110 В, однофазный, 5.3A
с., 110 В, однофазный, 5.3AОСОБЕННОСТИ:
- Быстроразъемное соединение на опоре и задней бабке для легкой регулировки
- Цельная чугунная конструкция
- Включает лицевую панель 3-1 / 4 “
- Включает токоподводящие и прямозубые центры MT # 2
- Включает опору для инструмента 5-7 / 8 “
