Сверло алмазное трубчатое 10 мм VAGNER 51060123
Интерьер и отделка
Напольные покрытия
Плитка керамическая и сопутствующие товары
Камень декоративный и сопутствующие товары
Лакокрасочные материалы
Пены, клеи, герметики
Двери
Фурнитура и скобяные изделия
Окна и комплектующие
Карнизы, шторы, жалюзи
ОбоиПотолочные системы
Декоративные элементы
Предметы декора и сувениры
Текстиль
Посуда
Организация хранения на кухне
Благоустройство
Садовый инструмент
Моющая техника
Снегоуборочная техника и инвентарь
Тачки и комплектующие
Емкости, полив
Обустройство сада Тротуарная плиткаСадовая мебель
Заборы и ограждения
Уход за растениями
Семена и растения
Бытовая химия и косметика
Товары для уборки
Уход за одеждой и обувью
Системы хранения
Канцтовары
Товары для животных
Стройматериалы
Изоляционные материалыСтроительные смеси
Кровля и водосточные системы
Устройство стен и потолка
Древесно-плитные материалы
Пиломатериалы
Общестроительные материалы
Стеновые и фасадные материалы
Инструмент
Электроинструмент
Ручной инструмент
Расходные материалы к инструменту
Газовое и сварочное оборудование
Спецодежда и средства защиты
Хозтовары, расходные материалы
Пневмоинструмент
Высотные конструкции
Измерительные инструменты
Станки и оборудование
Силовая и строительная техника
Бензоинструмент
Мебель
Мебель столовая
Мебель для кухни
Мебель для прихожих
Мебель офисная
Мебель для ванной
Электрика
Электромонтажное оборудование
Освещение
Удлинители и сетевые разъемы
Фонари и элементы питания
Кабели и провода
Системы прокладки кабеля
Электрощитовое оборудование
Электромонтаж
Телекоммуникация
Системы наблюдения и оповещения
Инструмент и материалы для пайки
Инженерные системы
Отопление
Водоснабжение
Насосное оборудование
Системы фильтрации воды
Вентиляция
Печное оборудование
Канализация
Газоснабжение
Дренажные системы
Бытовая техника
Крупногабаритная бытовая техника
Встраиваемая техника
Мелкая техника для кухни
Климатическая техника
Мелкая техника для дома
Прокат
Прокат Генераторов
Прокат Грузоподъемного оборудования
Прокат Измерительного инструмента
Прокат Компрессоров
Прокат Мотопомп и погружных насосов
Прокат Нагревателей воздуха
Прокат Оборудования для работы на высоте
Прокат Оборудования для стройплощадки
Прокат ОпалубкиПрокат Освещения
Прокат Расходных материалов
Прокат Резьбонарезного оборудованияПрокат Садовой техники
Прокат Сварочного оборудования
Прокат Строительного оборудования
Прокат Строительной техники
Прокат Уборочного оборудования
Прокат Электроинструмента
Сверло алмазное трубчатое по стеклу и кафелю d=24 мм зерно Р 100 ЗУБР Профессионал 29860-24 в Хабаровске | Интертул
Артикул производителя:
29860-24
723,00 pуб.
Добавить в корзину
Хотите приобрести дешевле?
Предварительная дата выдачи: чт. – 2 дек.
| ← | Ноябрь 2021 | → | ||||
|---|---|---|---|---|---|---|
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 1 | 2 | 3 | 4 | 5 |
Добавить к сравнениюУдалить из сравнения
Добавить в закладкиУдалить из закладок
Компания Зубр – известный российский производитель и поставщик широкого спектра качественного инструмента, материалов и оборудования.
Компания предлагает строительный, ручной инструмент, электроинструмент, сантехнику, крепежи, а также средства защиты и многое другое.
Внимание! Фирма-производитель может по своему усмотрению изменять комплектацию, конструкцию и дизайн товара. Поэтому, чтобы не возникло недоразумений, перед покупкой советуем уточнять у менеджера нашей компании информацию о комплектации и технических характеристиках конкретной модели.
Цена на сайте действует только при оформлении заказа через интернет-магазин и может отличаться от цены в магазинах.
Сверла трубчатые – Энциклопедия по машиностроению XXL
Сверление отверстия диаметром до 5 мм производят спиральными сверлами из быстрорежущей стали. Большие отверстия сверлят трубчатыми сверлами с абразивным наполнителем. [c.192]Саморазряд 5 Сверла трубчатые 265, 265 Свинец и его соединения 245, 246 Сеть кабельная станции СРЗ-А-М1 229, 230 установки УЗА-СЦ 130, 131 Средства заряда
[c. 279]
279]
Сущность струйно-зонного метода коррозионного испытания металла сводится к тому, что в трубчатом образце (или образце всякой другой формы) в интересующих зонах поверхности металла просверливаются тонкие отверстия (желательно сверлом 0,6 мм) -примерно так, как показано на рис. 39. Через отверстия направляется струйный поток коррозионной среды при строго постоянных давлении и температуре по схеме, изображенной на рис. 40. [c.124]
Примером применения теории может служить расчет устойчивости бор-штанги, т. е, длинного стержня трубчатого сечения, используемого для удлинения сверла при сверлении глубоких отверстий. Практическая необходимость исследования обусловлена тем, что потеря устойчивости прямолинейной формы борштанги может служить одной из причин увода сверла от геометрической оси изделия. [c.324]
Наладка четырехшпиндельного автомата (рис. 101) позволяет рационально использовать обрабатываемый материал. На позиции I трубчатым сверлом высверливают среднюю часть прутка в виде стержня, из которого изготовляют втулку меньшего диаметра (на позициях II—IV). Аналогично этому обрабаты-
[c.286]
101) позволяет рационально использовать обрабатываемый материал. На позиции I трубчатым сверлом высверливают среднюю часть прутка в виде стержня, из которого изготовляют втулку меньшего диаметра (на позициях II—IV). Аналогично этому обрабаты-
[c.286]
Сосуды кислотоупорные, герметизирующие и уплотняющие элементы для их затворов В 65 D 53/10 открывание с помощью различных устройств и приспособлений В 67 В 7/00) Спальные (вагоны В 61 D 1/(02-08) устройства (в ж.-д. вагонах В 61 D 31/00 в транспортных средствах В 60 Р 3/38)) Спасательные люки в крышах или днищах транспортных средств В 60 J 9/02 средства, используемые на летательных аппаратах В 64 D 25/00-25/20) Спекание изготовления изделий из пенопластов 67/04 порошков пластических материалов 67/04) исследование процесса спекания G 01 N 25/(02-12) металлического порошка В 22 F (3/(10, 12-16) изготовление заготовок спеканием 7/00-7/08 при получении сплавов С 22 С 1/04) Спирали (изготовление навиванием проволоки В 21 F 3/00-3/12 использование для скрепления листов В 42 В 5/12 проволочные, использование для изготовления трубчатых элементов теплообменных аппаратов F 28 F 1/36) Спиральные [запорные элементы клапанов F 16 К 1/40 канавки, нарезанные с помощью строгальных или долбежных станков D 5/02 поверхности токарные станки для обработки В 5/46-5/48) В 23 пружинные двигатели F 03 G 1/04 сверла (ковка В 21 К 5/04 изготовление В 24 В 3/26, 19/04)] Спицы колесные (В 60 В 1/00-1/14, 5/00 изготовление из проволоки В 21 F 39/00) рулевых колес В 62 D 1/08) Сплавы [С 22 С анализ G 01 N для легирования железа и стали С 22 С 35/00 на основе железа цветных металлов С 22 [c. 181]
181]
Поскольку полимерные материалы имеют невысокую удельную ударную вязкость, то для уменьшения нагрузки, возникающей при клепке и действующей на соединяемые элементы, обычно используют не сплошные заклепки, а полые (трубчатые) из мягкой стали, а также алюминиевые, латунные, медные и из сплава монель. Для распределения нагрузки на большую площадь полимерного материала применяют полые заклепки с увеличенной головкой или сплошные заклепки с шайбой, подкладываемой под головку заклепки. Диаметр головки заклепки или шайбы должен быть тем большим, чем ниже прочность полимерного материала на сжатие. На фиг. УП. 1, а—в изображены полые (трубчатые) заклепки, соединяющие элементы из полимерных материалов. Отверстия для заклепок глубиной до 2 мм пробивают, а большей глубины — сверлят. [c.132]
Для уменьшения прогиба пластин приходится устанавливать стяжные болты с шайбами, изображенные на фиг.
 9-5, для чего приходится сверлить отверстия в пластинах. Через эти отверстия часть воздуха перетекает в газовые каналы, а поэтому плотность пластинчатых воздухоподогревателей меньше, чем трубчатых.
[c.197]
9-5, для чего приходится сверлить отверстия в пластинах. Через эти отверстия часть воздуха перетекает в газовые каналы, а поэтому плотность пластинчатых воздухоподогревателей меньше, чем трубчатых.
[c.197]Отверстия диаметром 40—70 мм сверлятся перовыми сверлами или специальными спиральными сверлами. Спиральное сверло (рис. 65, б) имеет резьбовой хвостовик, навинчиваемый на трубчатый стержень, по которому отводится охлаждающая жидкость и стружка. Для сверл этой конструкции необходимо устройство для подачи охлаждающей жидкости снаружи. Сверло имеет стружколомы, предназначенные для дробления стружки. [c.129]
Сверление отверстий. Отверстие в сплошном металле можно получить, пользуясь сверлами различных конструкций спиральными, перовыми, трубчатыми и другими. Самое распространенное— спиральное сверло. Достоинство спиральных сверл состоит в том, что у них лучший отвод стружки, чем у сверл других конструкций. Инструментальная промышленность выпускает спиральные сверла с диаметрами 0,25—80 мм. При сверлении отверстий диаметром свыше 30 мм проводят сверление и рассверливание. При этом диаметр перового сверла равен примерно 0,5—0,7 окончательного диаметра отверстия.
[c.139]
При сверлении отверстий диаметром свыше 30 мм проводят сверление и рассверливание. При этом диаметр перового сверла равен примерно 0,5—0,7 окончательного диаметра отверстия.
[c.139]
Недостаток пушечных и ружейных сверл —малая производительность из-за наличия только одной режущей кромки. Для увеличения производительности иногда предварительную обработку отверстия производят специальными спиральными сверлами (фиг. 51,в). Спиральное сверло имеет резьбовой хвостовик, навинчиваемый на трубчатый стержень, по которому ib зону резаиия под-8 [c.115]
Для сверления отверстия сбоку цилиндрической поверхности на ней (перпендикулярно к оси сверления) предварительно обрабатывают площадку (фиг. 102,б). Если отверстие в трубчатом изделии сверлится насквозь, внутрь отверстия забивают металлическую пробку (фиг. 102,г). [c.147]
Наиболее совершенным видом сверл для глубокого сверления отверстий большого диаметра является пустотелое сверло.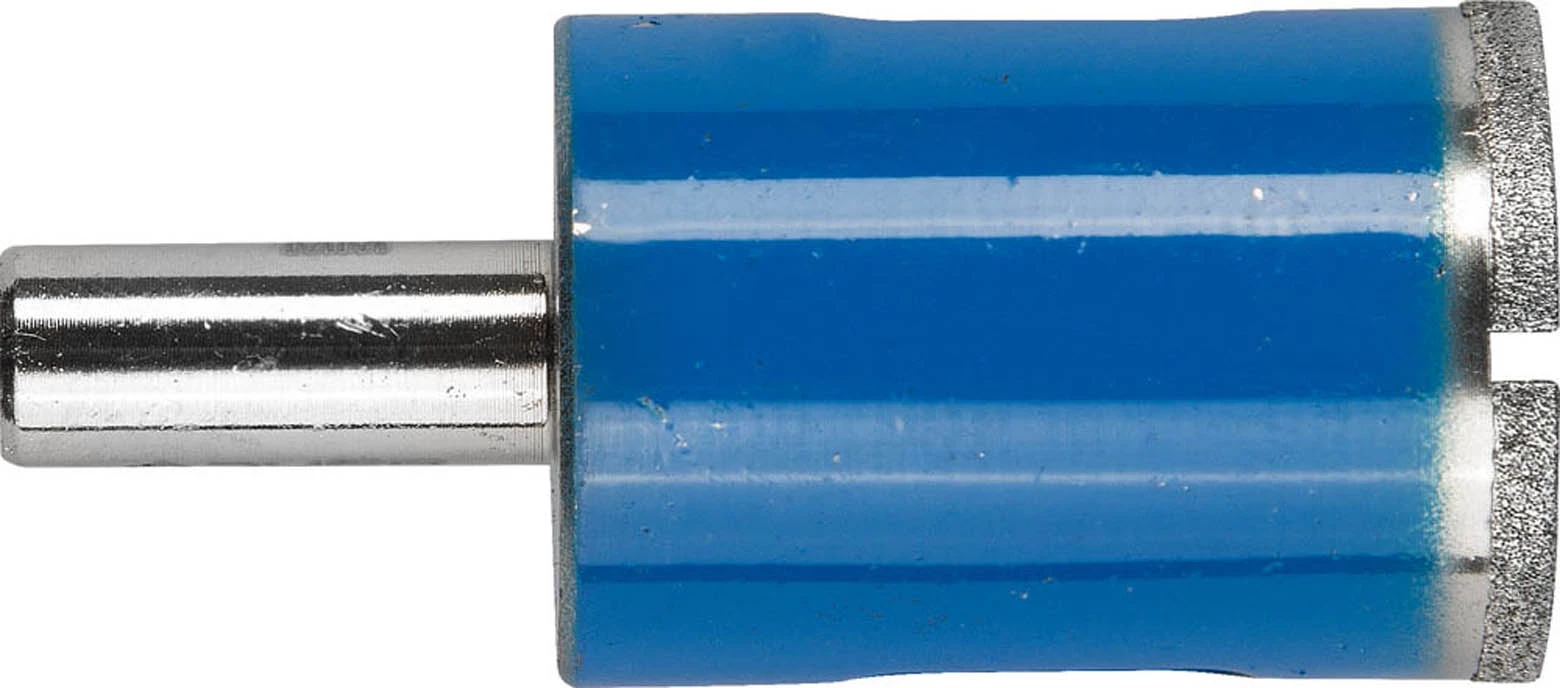 При использовании такого сверла в стружку превращается лишь кольцеобразная часть удаляемого металла, внутренняя же часть остается целой и после окончания сверления ее удаляют в виде цилиндрического стержня. Специальные сверла этого вида (рис. 77, в) состоят из головки со вставными ножами для вырезания кольцевого паза в сплошном металле и трубы (трубчатого стержня), которая соединяется с головкой сверла при помощи резьбы. Такие виды специальных сверл применяют при обработке на горизонтально-сверлильных станках больших пустотелых валов, длинных шпинделей станков и т. п.
[c.180]
При использовании такого сверла в стружку превращается лишь кольцеобразная часть удаляемого металла, внутренняя же часть остается целой и после окончания сверления ее удаляют в виде цилиндрического стержня. Специальные сверла этого вида (рис. 77, в) состоят из головки со вставными ножами для вырезания кольцевого паза в сплошном металле и трубы (трубчатого стержня), которая соединяется с головкой сверла при помощи резьбы. Такие виды специальных сверл применяют при обработке на горизонтально-сверлильных станках больших пустотелых валов, длинных шпинделей станков и т. п.
[c.180]
Сверла для кольцевого сверления применяются для обработки сквозных отверстий большого диаметра, а алмазные кольцевые сверла — для обработки отверстий в твердых неметаллических материалах (сквозные и глухие). Кольцевые сверла (рис. 5.4) состоят из трубчатого корпуса 3 с закрепленными на торце ножами 1. Для направления сверла на корпусе установлены кулачки 2. [c.89]
Ружейные сверла (рис. 5.7) диаметром В = 8…30 мм состоят из рабочей части 7 и трубчатого корпуса (стебля) 2.
[c.91]
5.7) диаметром В = 8…30 мм состоят из рабочей части 7 и трубчатого корпуса (стебля) 2.
[c.91]
Разборку батареи производят в такой последовательности удаляют межэлементные соединения. Их отсоединяют от выводных штырей при помощи трубчатых сверл (рис. 27.1,а), которыми высверливают кольцевую канавку вокруг штыря (диаметр пальца сверла должен соответствовать диаметру выводного штыря) [c.201]
В настоящее время промышленностью выпускается ряд конструкций спиральных сверл с отверстиями, отличающихся материалом рабочей части (быстрорежущая сталь или твердый сплав), способом подвода СОС (через хвостовик или через радиальные отверстия), способом изготовления (из специального проката с винтовыми отверстиями из заготовок, полученных радиальной ковкой прокатом заготовок с использованием твердых наполнителей прокатом трубчатых заготовок литьем). На рис. 6.12 приведено сверло, изготовляемое из специального проката (размеры проката приведены в гл. 10). Другие конструкции сверл и способы их изготовления подробно рассмотрены в работе [54].
[c.224]
10). Другие конструкции сверл и способы их изготовления подробно рассмотрены в работе [54].
[c.224]
Наладка, приведенная на фиг. 119, позволяет весьма рационально использовать обрабатываемый материал. На позиции I трубчатым сверлом высверливается средняя часть прутка в виде стержня, из которого обрабатывается втулка меньшего диаметра. Аналогично этому обрабатываются другие мелкие детали — шпильки, штифты и т. д. [c.276]
Описанный принцип нашел применение и для электроалмазного сверления. Обработку осуществляют на модернизированных вертикальносверлильных станках, имеющих число оборотов шпинделя до 2000 в минуту. Режущим инструментом служит алмазное сверло, состоящее иэ металлического корпуса трубчатой формы и имеющее на конце кольце из алмазоносного слоя. Высота этого слоя 3—5 мм, ширина— 1—2 мм.. Для подачи электролита в зону резания в выступающей части алмазоносного слоя делают пазы (их количество и конфигурация обусловливаются размерами сверла и другими факторами). Чтобы можно было сравнить эту технологию с другими видами металлообработки, приводим сравнительные данные, полученные при сверлении в деталях из твердых сплавов отверстий диаметром 10 мм.
[c.136]
Чтобы можно было сравнить эту технологию с другими видами металлообработки, приводим сравнительные данные, полученные при сверлении в деталях из твердых сплавов отверстий диаметром 10 мм.
[c.136]
После того, как отверстие просверлено, поднимают каретку и извлекают из него сверло. При перевозке такие станки буксируют на автомашинах. Перед транспортировкой из станка вынимают сверло, опускают каретку в крайнее нижнее положение и переворачивают станок так, чтобы трубчатая рама оказалась в горизонтальном положении. Только после этого раму надевают на буксирный крюк автомашины. Масса станка — около 300 кг. [c.116]
В силу общеизвестных причин, связанных с некоторыми затруднениями, метод определения механических свойств листового материала на разрыв можно было бы заменить разобранным нами методом обжатия парных образцов. Так, вырезав трубчатым сверлом из листа несколько дисков постоянного диаметра, мы могли бы подвергнуть обжатию столбики ординарные и составные из двух дисков. Наше предположение о том, что составной столбик будет сопротивляться обжатию подобно сплошному цилиндру, основано на том, что физический симметричный по высоте рез цилиндра (если составной столбик уподобить разрезанному цилиндру) здесь вполне закономерен. В самом деле, физический разрез деформируемого тела, как известно, допустим по плоскостям, по которым действуют только одни нормальные сжимающие напряжения. Обрабатывая совместно результаты испытания на обжатие ординарного и составного столбиков, мы приходим к разобранному нами выше методу определения механических свойств.
[c.273]
Наше предположение о том, что составной столбик будет сопротивляться обжатию подобно сплошному цилиндру, основано на том, что физический симметричный по высоте рез цилиндра (если составной столбик уподобить разрезанному цилиндру) здесь вполне закономерен. В самом деле, физический разрез деформируемого тела, как известно, допустим по плоскостям, по которым действуют только одни нормальные сжимающие напряжения. Обрабатывая совместно результаты испытания на обжатие ординарного и составного столбиков, мы приходим к разобранному нами выше методу определения механических свойств.
[c.273]
Пользуясь трубчатым сверлом, производят кольцевую расточку вокруг штырей и снимают перемычки при отсутствии трубчатого сверла применяют спиральное сверло. [c.278]
На / позиции изделие начерно обтачивается поверху до бурт ) с продольного и за буртом с поперечного супортов. Кроме наружной обточки, на этой позиции изделие также центруется под сверло и трубчатый зенкер для обеспечения этим инструментам правильного направления при работе. [c.318]
[c.318]
Получение отверстий. Сверление отверстий в плоском стекле производят на любом сверлильном станке или ручной дрелью при помощи победитового четырехугольного сверла, заточенного лопаточкой . Место сверления смачивают скипидаром, а для ускорения процесса сверления подают к этому месту абразивный материал. Марка материала зависит от размера отверстия, сорта стекла и его толщины. Обычно применяют наждак 230. В литых пробках можно таким же образом сверлить отверстия, помещая пробки в специальные деревянные подставки. Для получения отверстий в полых изделиях из стекла применяют латунные трубчатые сверла с прорезями. Прорези служат для прочистки и удаления высверленного стекла. При сверлении стекла не следует держать сверло все время плотно прижатым к стеклу, а надо совершать ритмичные движения подъема и опускания сверла, чтобы обеспечить доступ свежих порций абразива. Для точности работы полезно наклеить на стекло картонный шаблон с отверстиями в месте сверления. [c.68]
[c.68]
Обработка ведется пустотелыми сверлами—пилками и трубчатыми сверлами (фиг. 131). [c.277]
Для ориентировочного определения минимального диаметра отверстий можно пользоваться формулой d = d( + ОД /, где I — длина отверстия, мм (рис. 105). Для алюминиевых сплавов и бронз i/q = 5 для чугуноа il = 7 для сталей i/q = 10 мм. Отверстия меньшего диаметра следует сверлить. Длинные отверстия (типа масляных каналов) лучше выполнять сверлением, заливкой трубок или заменять их трубчатыми съемными магистралями. [c.86]
Сплошное высверливание металла при диаметрах свыше 100 мм невыгодно и заменяется кольцевым сверлением. Для кольцевого сверления применяются пу-стотрлые сверл[ льн1,1е головки с закрепленными в них резцами Направление головки осуществляется вставными направляющими планками, скользящими по наружным стенкам просверленного кольцевого отверстия. Головку несет трубчатый стержень. [c.321]
Для сверления отверстий в кирпиче, керамзитобетоне, шлакобетоне и гипсолите применяют двухлезвийные резцы (рис. 12.3, а), армированные твердосплавными воль-фрамо-кобальтовыми пластинками ВК6 повышенной износоустойчивости, но не допускающими ударных нагрузок. Для сверления глухих отверстий под электрические розетки и выключатели применяют шлямбурные резцы (рис. 12.3, б). Средняя скорость сверления ими отверстий диаметром 70. .. 100 мм в кирпиче – до 200 мм/мин. Монолитный бетон сверлят алмазными кольцевыми сверлами (рис. 12.3, в), состоящими из коронки, оснащенной техническими алмазами, и трубчатого удлинителя.
[c.342]
12.3, а), армированные твердосплавными воль-фрамо-кобальтовыми пластинками ВК6 повышенной износоустойчивости, но не допускающими ударных нагрузок. Для сверления глухих отверстий под электрические розетки и выключатели применяют шлямбурные резцы (рис. 12.3, б). Средняя скорость сверления ими отверстий диаметром 70. .. 100 мм в кирпиче – до 200 мм/мин. Монолитный бетон сверлят алмазными кольцевыми сверлами (рис. 12.3, в), состоящими из коронки, оснащенной техническими алмазами, и трубчатого удлинителя.
[c.342]
Ружейные сверла стараются оснащать твердыми сплавами. Прп больших диаметрах впаивают отдельные пластинки го твердого сплава — одн на переднюю грань и две для направляюп ей части сверла. У более мелких сверл делают целиком из твердого сплава наконечник сверла, который припаивают к трубчатой державке из стали для передачи крутящего момента на державке в месте припайки делают замок. [c.118]
Перед разборкой батареи из нее сливают электролит в специальную бзггыль.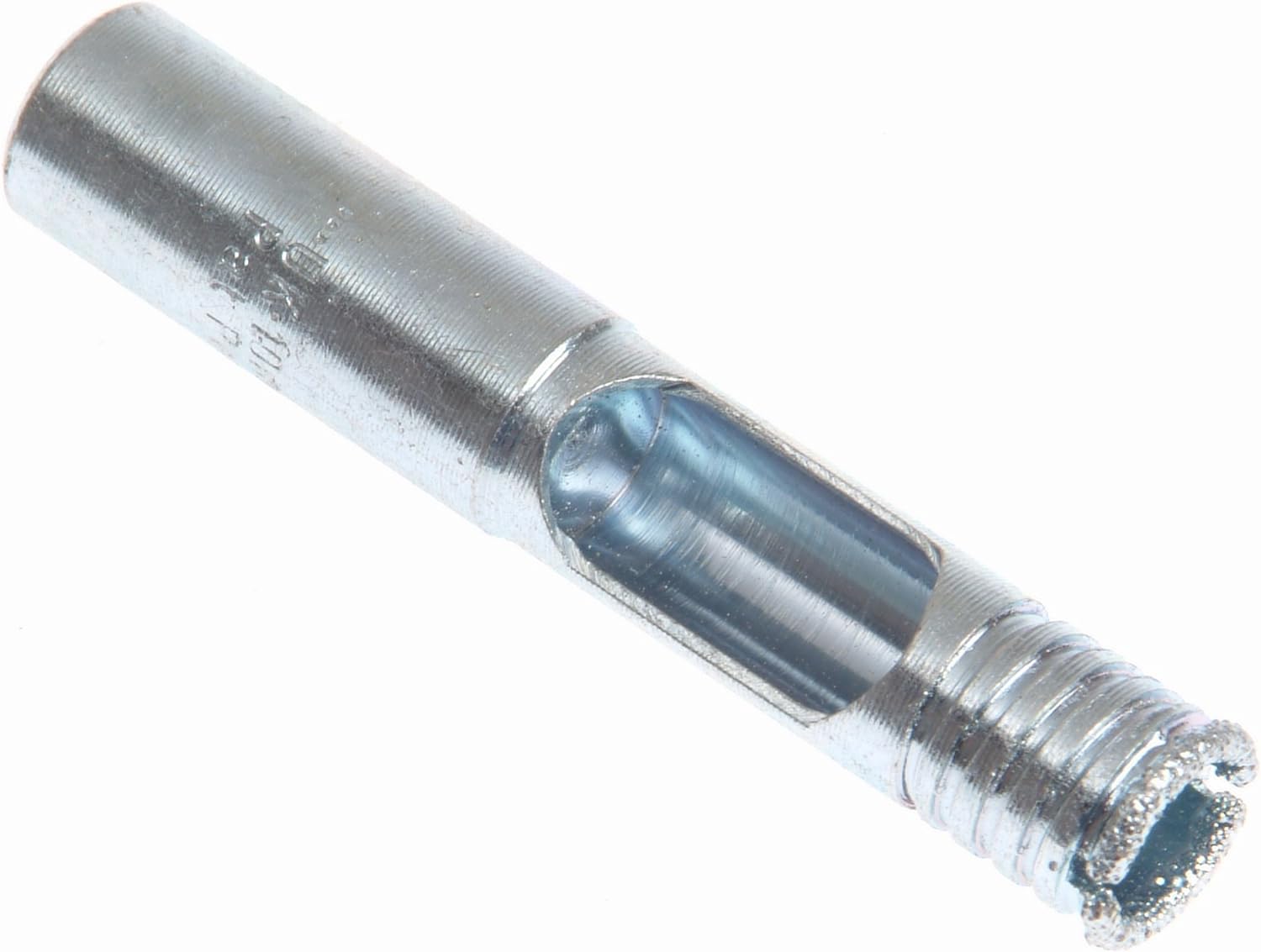 Перемычки, соединяющие аккумуляторы, высверливают, для чего удобно пользоваться трубчатым сверлом, показанным на фиг. 186.
[c.359]
Перемычки, соединяющие аккумуляторы, высверливают, для чего удобно пользоваться трубчатым сверлом, показанным на фиг. 186.
[c.359]
Межэлементные соединения при разборке батарей снимают специальным трубчатым сверлом. Мастику удаляют мастикоудали-телем с электрическим подогревом до температуры 180…200 °С или применяют специальный колпак, с помощью которого подогревают [c.243]
Трубчатое сверло для высверливания межэлементных соединений при раз борке аккумулятора [c.170]
Трубчатые сверла позволяют высверливать межаккумуляторные соединения при разборке АБ. В комплекте станции имеется восемь сверл для различных типов АБ три — для батарей 6СТЭН-140М, два — длЯ батарей ЗСТ-98, два — для батарей ЗСТ-70 и автомобильных батарей других типов и одно — для мотоциклетных батарей ЗМТ-14. [c.266]
Сверление. Отверстия в деталях из пластмассы сверлят па обычных сверлильных стайках. В качестве режущего инструмепта применяют спиральные и перовые сверла из быстрорежущей стали, сверла, оснащенные пластинками из твердого сплава, цельнотвердосплавные сверла, циркульные вырезные резцы, трубчатые сверла и алмазные трубчатые сверла-коронки.
[c.643]
Отверстия в деталях из пластмассы сверлят па обычных сверлильных стайках. В качестве режущего инструмепта применяют спиральные и перовые сверла из быстрорежущей стали, сверла, оснащенные пластинками из твердого сплава, цельнотвердосплавные сверла, циркульные вырезные резцы, трубчатые сверла и алмазные трубчатые сверла-коронки.
[c.643]Дилиндрические сплошные электроды (рис. 11, а) применяют для разрушения сердцевины сверл, метчиков малых диаметров при большой длине обломка. Трубчатые электроды (рис. 11, б) применяют для разрушения сердцевины крупных метчиков. Для удаления обломка используют также трех- и четырехгранные электроды (рис. И, в, г). [c.42]
При разборке батарей удаляют межэлементные соединения, высверливают вокруг штыря кольцевую канавку с помощью трубчатых сверл. Затем высверливают выводные штыри и удаляют мастику после предварительного ее нагрева нагревательной лопаткой. Крышки батарей снимают с помощью съемников, а блоки пластин удаляют с помощью захватов. Разъединив блоки на полублоки, детали промывают и дефектуют.
[c.175]
Разъединив блоки на полублоки, детали промывают и дефектуют.
[c.175]
Tubular Management
Предоставление высококачественных инспекций бурильных труб и труб OCTG, изготовления, обработки и управления запасами для операторов нефтегазовой отрасли в Канаде и Мексике.
С того момента, как ваша труба поступит на одно из наших предприятий, вы получите полные комплексные решения для всего объема ваших потребностей в управлении трубами. Таким образом, вместо планирования рисков, безопасности, качества и бюджета с использованием нескольких сервисных компаний, которые перемещают вашу трубу несколько раз, вы можете быть уверены, что ваши активы останутся в одних и тех же надежных, опытных руках на протяжении каждой услуги – и будут завершены вовремя, в кратчайшие сроки. ожидаемая цена.
Имея более 20 интегрированных производственных мощностей по всей Канаде и Мексике, а также новые переносные установки и оборудование для развертывания по всему миру, Shawcor имеет стратегическое положение, позволяющее предоставлять превосходные, полностью интегрированные услуги везде, где это необходимо для операций по бурению скважин. Узнайте, как мы можем помочь оптимизировать безопасность и время безотказной работы с помощью перечисленных ниже услуг.
Узнайте, как мы можем помочь оптимизировать безопасность и время безотказной работы с помощью перечисленных ниже услуг.
ИНСПЕКЦИОННЫЕ УСЛУГИ
Труба бурильная
Мы предоставляем более 60 видов услуг по контролю труб DS-1 (категории от I до V) на мобильных и заводских установках, включая контроль электромагнитных помех, концевую зону UT и зону скольжения, MPI, восстановление, классификацию наварки твердым сплавом, испытания на твердость и многое другое. 25 мерных размеров
НКТ и обсадные трубы
Мы предоставляем более 70 видов услуг по проверке насосно-компрессорных труб и обсадных труб на мобильных и заводских установках, в том числе: контроль электромагнитных помех, дрейф полной длины по API, визуальная резьба, контроль сварных швов UT, испытания на твердость, раскряжевку и т. Д.D./O.D. очистка, калибровка резьбы и более 17 размерных измерений.
Узлы низа бурильной колонны (КНБК)
Мы предоставляем более 50 видов услуг по осмотру DS-1 (категории от III до V) на мобильных и производственных объектах для муфт, переводников, тяжелых грузов, скважинных инструментов, килли и т. Д., Включая область черного легкого конца, жидкий пенетрант, твердость тестирование, прорезание пазов / сериализация, калибровка резьбы и измерения размеров.
Д., Включая область черного легкого конца, жидкий пенетрант, твердость тестирование, прорезание пазов / сериализация, калибровка резьбы и измерения размеров.
Линейное производство труб и мельниц
Наши услуги включают в себя сварку UT, концевую зону MPI и испытания на твердость.
Погрузочно-разгрузочные приспособления и насосные штанги
Наши услуги включают в себя MPI / EMI для всего корпуса и конечной области, конечную область MPI, компьютерные отчеты, а также снятие и замену муфты.
Системы инспекции устья скважины на месте трубопровода
Мы используем запатентованные методы для высокоскоростного обнаружения в реальном времени локальных потерь стенок, продольных потерь стенок и износа, а также сквозных трещин в использованных НКТ для добычи нефти.
- Полный компьютерный контроль
- Бортовая система диагностики и твердотельные датчики с высоким разрешением для наиболее чувствительных возможностей контроля электромагнитных помех в отрасли
- Автоматическая калибровка в секундах
- Интегрированная отчетность по профилю скважины и инспекции
iLINE ASSET MANAGER
Новое в Shawcor Oilfield Asset Management в 2020 году: iLINE Asset Manager берет на себя то, что начали Yardview ™ и RetroSpec ™, предоставляя как управление запасами, так и историческую информацию об активах в одном доступном круглосуточно в Интернете месте. Клиенты, имеющие доступ к клиентскому порталу Shawcor iLINE, могут рассчитывать не только на информацию о местонахождении или состоянии своих запасов в режиме реального времени, но и на полную историю обслуживания, относящуюся к их активам.
Клиенты, имеющие доступ к клиентскому порталу Shawcor iLINE, могут рассчитывать не только на информацию о местонахождении или состоянии своих запасов в режиме реального времени, но и на полную историю обслуживания, относящуюся к их активам.
Функции включают в себя:
- Круглосуточный онлайн-доступ, в том числе через мобильное устройство
- Доступ ко всем манифестам отгрузки и получения, включая уведомления в реальном времени
- Несколько различных возможностей составления отчетов о запасах, включая возможность экспорта информации о запасах
- Усовершенствованный поиск в инвентаре по более чем 40 различным атрибутам активов
- Полная видимость сериализованных активов, включая точное местоположение и историю транзакций
- Простые в использовании интерактивные аналитические графики для часто используемых элементов поиска, включая объем манифестов, заданий и инвентаря
- Полная история обслуживания, включая текущее состояние каждого компонента
- Доступная диаграмма анализа износа, показывающая износ струны от работы к работе или за весь срок службы актива
- Индивидуальные отчеты и экспорт данных об услугах
- Доступ ко всем текущим и историческим отчетам об услугах в любое время
- Видимость и доступ к пакетам счетов
- Возможности интеграции системной базы данных

ПЕРЕМЕЩЕНИЕ И ВЫПРЯМИРОВАНИЕ
Рефасер на два плеча
Внедрение устройства для восстановления двойного плеча позволило Shawcor предоставить нашим клиентам проверенную в отрасли технологию прецизионной переточки, снизив при этом затраты на перевозки грузов, механический цех и время простоя за счет того, что ваши трубы останутся на месте. Мы не только лицензированы для всех ваших патентованных соединений, мы также предлагаем мобильную замену соединений с высоким крутящим моментом, экстремальным крутящим моментом и двойными плечевыми соединениями.
Выпрямитель труб с поперечным валком
Вот уже более 35 лет наш уникальный мобильный станок для правки труб предлагает решения для правки труб в нефтегазовой отрасли, утилизируя практически любую изогнутую трубу и эффективно продлевая срок ее службы.
ОБРАБОТКА И ПРОИЗВОДСТВО
Используя передовые технологии ЧПУ, наши обрабатывающие и производственные мощности обеспечивают высококачественный ремонт резьбы на нефтяных месторождениях, аксессуары и производство, чтобы гарантировать надежную работу критически важных активов, от которых вы зависите.
Услуги включают:
- Услуги по ремонту патентованных премиум-лицензий, насосно-компрессорных труб, обсадных труб, вращающейся резьбы API, шарнирных соединений, переходников и подвесов
- Мобильные и заводские твердосплавные станки с компьютерным управлением
- Ремонт насосных штанг, включая поставку новых и бывших в употреблении штанг, а также поставку и установку скреперов
- Фрезерный станок с ЧПУ
- Токарный станок с ЧПУ
- Дробеструйная обработка
- Все фазы шлифования
- Ручной токарный станок
- Расточка
- Ручные фрезы
- Полная сварка
- Ремонтно-строительные услуги
ТРУБКИ С ФУТБОЛКОЙ И УТИЛИЗАЦИЯ ТРУБ
Для применений, связанных с закачкой воды или сбросными скважинами, а также с насосными штангами тяжелой нефти, наш ведущий в отрасли систематический подход к рекультивации труб предусматривает установку наших собственных современных футеровок НКТ из полиэтилена высокой плотности для расширенного использования эксплуатационных насосно-компрессорных труб. Эти усовершенствованные трубы пониженного качества полностью функциональны для поддержания добычи, помогая вам продлить срок службы ваших скважинных активов.
Эти усовершенствованные трубы пониженного качества полностью функциональны для поддержания добычи, помогая вам продлить срок службы ваших скважинных активов.
Преимущества однотрубной буровой системы от BTA Heller
Однотрубная система, также известная как STS или иногда называемая системой BTA, используется для глубокого сверления. Однотрубная система предназначена для сверления глубоких отверстий, ширина которых может быть до 100 раз больше. Сверление с одной трубкой обеспечивает хорошее удаление стружки, а также подачу охлаждающей жидкости в зону сверления.
Характеристика однотрубной буровой системы
В однотрубной системе он предназначен для подачи охлаждающей жидкости туда, где происходит бурение. Кроме того, он будет смывать стружку по внутреннему диаметру трубки. Благодаря этой уникальной особенности, это позволяет системе производить более глубокое бурение намного проще, чем другие системы. Эти типы систем – лучшие варианты для глубокого сверления. Эта система поддерживает инструменты диаметром от 11,10 мм до 762 мм (0,437 ″ – 30,000 ″). Эта система хороша для сверления титана, низкоуглеродистой стали и даже нержавеющей стали.
Эта система поддерживает инструменты диаметром от 11,10 мм до 762 мм (0,437 ″ – 30,000 ″). Эта система хороша для сверления титана, низкоуглеродистой стали и даже нержавеющей стали.
В BTA Heller (подразделение Sunnen) у нас есть обширный ассортимент буровых принадлежностей для вашей системы сверления. Например, у нас есть широкий выбор бурильных труб STS 4 STart, из которых вы можете выбирать. Кроме того, BTA Heller также предлагает трубы для сверления с резьбой Standard 1-Start. Конечно, в BTA Heller мы также предлагаем другие системы бурения помимо однотрубной системы сверления. Такие системы, как система пушечного сверления, а также система двухтрубного сверления, доступны от BTA Heller.
Вся ваша система бурения требует
Когда дело доходит до глубокого сверления, у BTA Heller есть все, что вам нужно, от однотрубных систем до пистолетных сверлильных систем. У нас есть все. Наряду с этими системами мы также предлагаем инструменты для трепанирования, профилирования, формования, а также станки для затачивания и полировки. Теперь, как часть семьи Sunnen, BTA может предложить все необходимое для глубокого сверления. Наконец, если вы хотите узнать цену на любую из наших буровых систем, свяжитесь с нами сегодня или позвоните по телефону 800.325.3670 .
Теперь, как часть семьи Sunnen, BTA может предложить все необходимое для глубокого сверления. Наконец, если вы хотите узнать цену на любую из наших буровых систем, свяжитесь с нами сегодня или позвоните по телефону 800.325.3670 .
НОВИНКА! Брошюра по линейке инструментов DirectDex. Сверлильные инструменты DirectDex Solid доступны в однотрубных и двухтрубных системах.
Патент США на трубчатый буровой инструмент Патент (Патент №4,212,569, выдан 15 июля 1980 г.)
Настоящее изобретение относится к буровому инструменту для сверления глубоких отверстий и содержит хвостовик сверла и сверлильную головку, снабженную направляющими полосами и режущим элементом, которые предпочтительно изготовлены из спеченного карбида, керамики или другого твердого сплава.Такие сверлильные инструменты снабжены одним или несколькими проходами, проходящими через инструмент в его продольном направлении, которые используются для отвода стружки. Сверла, которые обычно называются ружейными сверлами и особенно используются для сверл диаметром от 3 до 20 мм, работают следующим образом: Режущая среда переносится под высоким давлением в проходах, проходящих через хвостовик сверла и сверлильную головку к месту резания, после чего режущая среда со стружкой выводится из просверленного отверстия через профилированный проход.Ранее известное в этой области сверло содержит профилированный трубчатый хвостовик с компактной сверлильной головкой, приваренной или припаянной к хвостовику, причем эта сверлильная головка обычно изготавливается из спеченного карбида.
Сверла, которые обычно называются ружейными сверлами и особенно используются для сверл диаметром от 3 до 20 мм, работают следующим образом: Режущая среда переносится под высоким давлением в проходах, проходящих через хвостовик сверла и сверлильную головку к месту резания, после чего режущая среда со стружкой выводится из просверленного отверстия через профилированный проход.Ранее известное в этой области сверло содержит профилированный трубчатый хвостовик с компактной сверлильной головкой, приваренной или припаянной к хвостовику, причем эта сверлильная головка обычно изготавливается из спеченного карбида.
Для обеспечения наилучшего охлаждения места резания и обеспечения хорошей транспортировки стружки используется большая площадь проходов, проходящих через сверлильную головку. В связи с этим существует большой риск того, что сверлильная головка, если она полностью изготовлена из спеченного карбида, станет настолько ослабленной после выдавливания отверстий, что отчасти возникнут большие трудности при изготовлении с сопутствующим выбрасыванием материала из-за растрескивания. и что сверлильная головка при использовании может легко лопнуть, поскольку спеченный карбид является хрупким материалом.Компактная сверлильная головка из спеченного карбида излишне дорога и тяжелая, поскольку этот материал дорог в производстве и имеет высокую плотность. Кроме того, просверлить отверстие в таком компактном корпусе из спеченного карбида сложно и отнимает много времени. Кроме того, паяльное соединение или сварное соединение между сверлильной головкой и хвостовиком сверла является слабым местом в буровом инструменте, и здесь часто возникают поломки при использовании сверла.
и что сверлильная головка при использовании может легко лопнуть, поскольку спеченный карбид является хрупким материалом.Компактная сверлильная головка из спеченного карбида излишне дорога и тяжелая, поскольку этот материал дорог в производстве и имеет высокую плотность. Кроме того, просверлить отверстие в таком компактном корпусе из спеченного карбида сложно и отнимает много времени. Кроме того, паяльное соединение или сварное соединение между сверлильной головкой и хвостовиком сверла является слабым местом в буровом инструменте, и здесь часто возникают поломки при использовании сверла.
Еще один недостаток заключается в том, что режущая пластина и направляющие ленты выполнены из одного материала, если сверлильная головка полностью изготовлена из спеченного карбида.Это означает, что нельзя выбрать материал, который имеет оптимальные характеристики как с точки зрения режущего эффекта, так и с точки зрения износа. Как правило, режущий элемент должен выбираться с учетом его способности выполнять работу по резке, а материал направляющих полос должен выбираться с учетом их способности воспринимать силы, действующие на сверлильную головку, и минимизировать износ, возникающий при контакте с просверленным отверстием.
Настоящее изобретение предназначено для устранения проблем, связанных с ранее известными технологиями в этой области, и описано более подробно в связи со следующим чертежом, на котором:
РИС.1 – вид сверху сверла с одним режущим элементом в соответствии с изобретением;
РИС. 2 – разрез по 2-2 на фиг. 1; и
РИС. 3-9 – разрезы различных вариантов выполнения сверла, взятые по линии, соответствующей 2-2 на фиг. 1.
РИС. 1 и 2 показано сверло, хвостовик 1 сверла которого содержит профилированную трубу и, следовательно, снабжен внутренним отверстием 2 для подачи режущей среды к сверлильной головке. Режущий элемент 3 содержит режущую пластину из спеченного карбида секторной формы, причем пластина прикреплена к той свободной части хвостовика сверла, которая составляет сверлильную головку, подходящим способом пайки, склеивания или зажима.В варианте осуществления, показанном на фиг. 1 и 2, режущий элемент 3 и один 4 из направляющих полос изготовлены как одно целое, при этом цель направляющей полосы 4 состоит в том, чтобы воспринимать тангенциальные силы резания, действующие на режущую пластину, которые непосредственно передаются на режущую пластину. Направляющая полоса 4. Благодаря тому, что режущая пластина 3 и направляющая полоса 4 выполнены из однородной детали, получается сверлильная головка с большой стабильностью. Эта стабильность также зависит от того факта, что в режущем элементе 3 нет необходимости иметь такую большую выемку, чтобы получить желаемую площадь отверстия для режущей головки.Как было сказано ранее, режущий элемент 3 занимает только сектор и закреплен на трубчатом стержне, благодаря чему желаемая площадь отверстия легко достигается.
Основная задача другой направляющей ленты, направляющей 5, состоит в том, чтобы правильно вести сверло в отверстии и воспринимать результирующую радиальную силу резания, действующую на режущую пластину. Направляющая 5 может быть изготовлена из однородного куска износостойкого твердого сплава и может быть прикреплена к хвостовику сверла пайкой, приклеиванием или зажимом. Направляющая 5 также может быть изготовлена из твердого сплава, который распыляется или распыляется пламенным или плазменным способом или другим аналогичным известным способом покрытия.
Направляющая 5 отделена от режущей пластины 3 и первой направляющей полосы 4. Благодаря этому направляющая 5 может быть изготовлена из специального материала, обладающего максимальной износостойкостью.
РИС. 3-6 раскрыты другие варианты осуществления изобретения, в которых режущая пластина 3 изготовлена из относительно тонкой прямоугольной пластины из спеченного карбида или другого износостойкого твердого сплава. Пластина укладывается в положение вдавливания или ковки в хвостовик и закрепляется пайкой, склеиванием или зажимом. Направляющая полоса 4, которая отделена от режущей пластины 3 и изготовлена из подходящего износостойкого материала, например спеченного карбида, фиксируется в положении, запрессованном или выкованном в хвостовике.Другая направляющая полоса, направляющая 5, отделена как от режущей пластины 3, так и от первой направляющей полосы 4 и изготовлена из подходящего износостойкого материала, например из спеченного карбида какого-либо типа.
Силы резания, действующие на режущую пластину, могут передаваться непосредственно через хвостовик сверла на направляющие ленты. Это, в частности, относится к наибольшей действующей силе резания, касательной силе, которая в вариантах осуществления согласно фиг. 3-6 непосредственно передается на направляющую 4, лежащую под режущей пластиной 3, за счет того, что стенки трубы 6 соприкасаются друг с другом под вставкой 3.Даже та часть стенки трубы, которая расположена к направляющей полосе 5, может контактировать с частью стенки трубы, лежащей к вставке 3. Части 3, 4 и 5 соответственно могут быть изготовлены из трех различных видов материала, чтобы иметь возможность оптимальным образом преодолевать различные типы износа, которые могут действовать из-за обрабатываемого материала и используемых режимов резания.
РИС. 3-6 отличаются друг от друга тем, что направляющая полоса 4 и направляющая 5 имеют разную форму.Таким образом, направляющая 5 может быть изготовлена из твердого сплава, напыленного или набрызганного на стенку трубы, как на фиг. 3, или быть закрепленным в положении, выкованном или вдавленным в стенку трубы, как показано на фиг. 4-6.
РИС. 7-9 раскрыты варианты осуществления, в которых режущая пластина 3 (как в вариантах осуществления согласно фиг. 3-6) содержит относительно тонкую пластину, которая уложена в положении, запрессованном или выкованном в хвостовике сверла, и закреплена пайкой, склеиванием или зажимом. . Эта конструкция обеспечивает чрезвычайно стабильное крепление режущей пластины и сводит к минимуму риск того, что режущая пластина может отсоединиться.Намерение трех последних вариантов осуществления состоит в том, чтобы обеспечить потребность в сверлах там, где спрос на подачу режущей среды очень высок. Следовательно, в этих случаях не производится вдавливание стенок трубы, чтобы не уменьшалась площадь отверстия. Таким образом, для получения наибольшего полого пространства направляющие полосы 4 и 5 могут полностью или частично состоять из тонких слоев твердого сплава, нанесенного на хвостовик сверла, причем этот сплав адаптирован к обрабатываемому материалу. Это нанесение может быть выполнено известными методами, такими как, например, пламенное или плазменное покрытие.В этом соотношении направляющие полосы 4 и 5 могут состоять из непрерывного слоя, который проходит вдоль значительной части площади оболочки стенки трубы, как показано на фиг. 9. Направляющие полосы 4 и 5 могут также состоять из однородных прямоугольных полос из износостойкого сплава и крепиться к плоско фрезерованным или шлифованным поверхностям в стенке трубы.
Осмотр буровых установок, осмотр бурильных труб и осмотр труб
Ваши буровые установки, трубы и трубопроводы для нефтепромыслов уязвимы для коррозии, растрескивания, сторонних повреждений и производственных дефектов.Наши услуги по инспекции буровых установок, инспекции бурильных труб и трубной инспекции выявляют дефекты и нарушения целостности до того, как они нанесут серьезный ущерб, обеспечивая бесперебойную работу и снижая финансовые риски.
Зачем нужна проверка буровых установок, проверка бурильных труб и проверка труб от SGS?
Стремясь поддерживать стандарты нефтегазовой отрасли, мы предлагаем вам экономичные и профессиональные услуги для обеспечения безопасности и надежности ваших операций. Мы можем вам помочь:
- Наблюдать за состоянием ваших буровых установок, бурильных труб и трубного оборудования
- Обнаруживать и определять внутренние и внешние, коррозию, точечную коррозию, порезы, выбоины, потери стенок и усталостные трещины до того, как они приведут к серьезным повреждениям
- Обеспечьте эксплуатационную целостность ваших буровых установок, труб и нефтепромысловых труб и соответствие последним нормам и стандартам
- Экономически эффективное управление безопасностью за счет всестороннего осмотра и ранжирования рисков
- Принятие наиболее подходящих мер для устранения повреждений, которые невозможно обнаружить заранее
- Прогнозирование и предотвращение потенциальных отказов
Надежная проверка буровых установок, проверка бурильных труб и проверка труб от мирового лидера
Как ведущий мировой поставщик комплексных услуг по безопасности, проверке и техническому обслуживанию буровых установок, труб и нефтяных труб, вы можете быть уверены что ваш проект в надежных руках.
Выполнив более 1000 проектов в нефтегазовой отрасли, мы предлагаем вам непревзойденный опыт, знания, специализированных инженеров и техников, а также ресурсы по всему миру. Вот почему мы – лучший выбор для крупных операторов и буровых подрядчиков по всему миру.
Наши услуги включают:
- Инспекция буровых установок
- Проверка бурильных труб / проверка труб
- Методы неразрушающего контроля (NDT)
- Мобильные жесткие бандажи
Свяжитесь с нами сегодня, чтобы узнать, как наша установка проверяет бурильные трубы Осмотр и проверка труб позволяют выявить дефекты до того, как они приведут к серьезным повреждениям, обеспечивая бесперебойную работу и снижая финансовые риски.
свяжитесь с нами
Микро-сверление полимерных трубчатых решеток ультрамикроэлектродов для электрохимических датчиков
Реферат
Мы представляем воспроизводимую процедуру быстрого прототипирования, основанную на микро-сверлении для получения гомогенных трубчатых решеток ультрамикроэлектродов из поли (3,4-этилендиокситиофена) (ПЭДОТ) (ПЭДОТ) проводящий полимер. Были изготовлены массивы трубчатых электродов Ø 100 мкм, каждый высотой 0,37 ± 0,06 мкм.Размеры электродов были проанализированы с помощью SEM после осаждения дендритов серебра для визуализации области электроактивного электрода. Электрохимическая применимость электродов была продемонстрирована с помощью вольтамперометрического и амперометрического определения ферри- / ферроцианида. Записанные сигналы соответствовали результатам конечно-элементного моделирования системы. Матрицы трубчатых ультрамикроэлектродов PEDOT были модифицированы берлинской лазурью для обнаружения перекиси водорода. Линейный отклик сенсора был продемонстрирован для концентраций перекиси водорода от 0.От 1 мМ до 1 мМ.
Ключевые слова: микробурение, PEDOT, поли (3,4-этилендиокситиофен), трубчатый электрод, ультрамикроэлектрод, TOPAS, микрофлюидная система, электрохимическое обнаружение, перекись водорода, ферро- / феррицианид калия, конечно-элементное моделирование
1. Введение
Микроэлектроды широко используются в качестве преобразователей в электрохимических сенсорах. Наиболее распространены микроэлектроды дисковой, цилиндрической, кольцевой и ленточной формы [1–3]. Трубчатые электроды представляют собой особый тип ленточных электродов, поскольку длина электродов намного больше их ширины [4].В дополнение к преимуществам обычных микроэлектродов, таким как быстрое установление установившегося сигнала, улучшенный массоперенос на границе электродов и повышенное отношение сигнал / шум [5], трубчатые электроды хорошо подходят для интеграции в микрофлюидной системы, поскольку они не мешают потоку аналитов, так как они размещены внутри боковой стенки канала. Несмотря на то, что трубчатые электроды известны давно [6], воспроизводимый способ изготовления полимерных трубчатых электродов не был успешно реализован.Несколько исследовательских групп опубликовали подходящие методы изготовления и часто с неизвестными или неоднородными размерами электродов на субмикрометровой шкале длины. Деформация или разрушение материала электрода наблюдались во время или после изготовления, что приводило к неправильным размерам электродов, независимо от метода изготовления, например, сверление [7], лазерная резка [8,9] или штамповка [8] и электродный материал. , например, золото [7], угольная паста [8] или алмаз [9].
Более высокая проводимость и повышенная стабильность проводящих полимеров сделали возможным их применение в качестве сенсорных электродов в последние десятилетия [10].Полимерные микроэлектроды изготавливаются с помощью ряда технологий, включая фотолитографию [11], струйную печать [12,13] и горячее тиснение [14]. Более низкая проводимость и, следовательно, более высокое электрическое сопротивление проводящих полимеров по сравнению с благородными металлами ограничивают области применения, а также полезные размеры электродов. В частности, длинные ленточные микроэлектроды страдают низкой проводимостью, что приводит к значительному падению потенциала вдоль электрода. Трубчатые микроэлектроды эквивалентных размеров могут преодолеть проблемы, связанные с изменением потенциалов вдоль электрода, поскольку токопроводящий путь к поверхности электрода можно сделать практически двумерным (проводящий лист) вместо одномерного (проводящий провод).
Мы разработали метод изготовления, который позволяет воспроизводить изготовление массивов полимерных трубчатых электродов. Электроды были изготовлены путем микро-просверливания через слой проводящего поли (3,4-этилендиокситиофена) полимера (PEDOT), который был покрыт центрифугированием с обеих сторон полимерной несущей фольги (сополимер циклического олефина) и электрически изолирован с помощью центрифугированный слой из непроводящего полимера (полистирола). Повторные сверления позволили изготовить массивы трубчатых микроэлектродов диаметром 100 мкм со средней высотой электрода 0.37 ± 0,06 мкм и среднее время обработки 2 с на трубчатый электрод. Электрохимический отклик различных массивов на ферроцианид калия показал высокую согласованность. Функциональные матрицы микроэлектродов использовались для обнаружения пероксида водорода после модификации рабочих электродов берлинской лазурью.
2. Экспериментальная часть
2.1. Изготовление полимерного пакета
В пакетах полимеров для микро-сверления использовалась полимерная фольга (сополимер циклических олефинов, COC) в качестве несущей подложки для слоев тонкой пленки проводящего (PEDOT) и непроводящего (полистирол, PS) полимера, используемых для формирования трубчатых ультрамикроэлектродов. .Слои проводящего полимера были прочно прикреплены к подложке из полимерной фольги через адгезионный слой из полистирола с центрифугированием, как подробно описано ниже: слой полистирола был нанесен на очищенный этанолом круг диаметром 6 см из COC-фольги (TOPAS ). ® 5013, TOPAS Advanced Polymers, Франкфурт, Германия, толщина: 152 мкм) путем центрифугирования 1 мл 5 мг / мл ПС в 1: 1 (об.) Тетрагидрофуран / толуол при 1000 об / мин в течение 60 с с использованием ускорения 500 об / мин / с. Сразу после нанесения покрытия методом центрифугирования ПС слой проводящего полимера (поли (3,4-этилендиокситиофен) тозилат, PEDOT) был синтезирован сверху методом нанесения покрытия центрифугированием 0.9 мл свежеприготовленного раствора 2,150 мл CLEVIOS ™ C-B50 (Heraeus Precious Metals, Леверкузен, Германия), 0,7 мл сверхчистой воды (≥18 МОм см), 0,05 мл пиридина (99%, Sigma-Aldrich, Копенгаген) , Дания) и 0,08 мл CLEVIOS ™ M V2 (> 98%, Heraeus Precious Metals, Леверкузен, Германия) при 500 об / мин в течение 90 с с ускорением 500 об / мин / с. После этого подложку обжигали при 65 ° C в течение 15 мин для увеличения скорости полимеризации и испарения оставшихся растворителей. Наконец, образец промывали деионизированной водой и сушили в токе азота.Толщина слоя PEDOT составляла около 0,3 мкм, как определено профилометрией. Та же процедура была повторена для обратной стороны фольги. После заключительной стадии сушки на заднюю сторону слоя PEDOT для электроизоляции был нанесен дополнительный слой PS: 1 мл 100 мг / мл PS в смеси тетрагидрофуран / толуол 1: 1 (об.) Был нанесен на половину фольги (децентрализованная). ). Во время нанесения покрытия центрифугированием (750 об / мин в течение 60 с с ускорением 250 об / мин / с) PS распределился по образцу неравномерно с толщиной пленки покрытых PS участков около 26 мкм, как определено профилометрией.Покрытая половина слоя PEDOT позже использовалась для изготовления электродов, в то время как открытая область PEDOT обеспечивала электрический доступ.
Для обнаружения перекиси водорода к смеси мономеров добавляли 50 мг / мл берлинской синей (PB, кат. 03899, Sigma-Aldrich, Копенгаген, Дания) перед нанесением покрытия центрифугированием на задний слой PEDOT, который позже использовался в качестве рабочего электрода. Порошок берлинской синей при концентрации 50 мг / мл в воде растворялся лишь частично, поэтому суспензию обрабатывали ультразвуком в течение 30 минут с последующим пассивным осаждением в течение 12 часов.Фактическая концентрация PB в надосадочной жидкости ≈12 мг / мл была определена путем взвешивания после выпаривания растворителя. Для синтеза пленки PEDOT / PB использовали только фазу супернатанта.
2.2. Микро-сверление и сборка устройства
Для повышения механической стабильности перед микросверлением полимерный пакет был прикреплен к литой под давлением системе сквозных отверстий COC (TOPAS ® 5013) [15]. Склеивание осуществлялось путем нанесения клея для переноса с рисунком (Intertronics, INTTA 106–100) на систему микросхем с вырезами, совпадающими с отверстиями сквозных отверстий.Полимерный пакет был нанесен на другую сторону клея для переноса, и сборка осторожно прижалась друг к другу. Сквозные отверстия просверливали в полимерном пакете, начиная от изоляционного слоя PS в нижележащие сквозные отверстия для стружки, используя сверло Ø 100 мкм (Kyocera Micro Tools, кат. 226-0039.040, Kyocera Unimerco Tooling, Sunds, Дания). Управляющее программное обеспечение фрезерного станка (Mini-Mill / 3PRO, Minitech, Джорджия, США) использовалось для управления всем процессом сверления. Были применены скорости резания 20 мм / мин для процесса сверления (движения вниз) и 50 мм / мин для движений вверх и в стороны, чтобы изготовить группу из 10 электродов за 20 с.
Несмотря на механическую опору, фольга изгибалась во время сверления, и необходимая глубина сверления была больше, чем сумма высот полимерного слоя. Контролируя электрическое сопротивление между сверлом и нижним слоем PEDOT во время бурения, завершение бурения через полимерный пакет определяли по падению электрического сопротивления с практически отключенного до примерно 20 кОм (). Из-за конического конца инструмента сверление продолжалось еще на 25 мкм, чтобы получить однородный сверлильный стержень.Во время оптимизации параметров электроды были изготовлены с различными скоростями подачи на сборках, подготовленных с временем вращения PS 60 с, а также 300 с. Изменения скорости подачи были достигнуты путем изменения скорости шпинделя (скорости вращения инструмента), чтобы сохранить время изготовления 10-электродной матрицы на уровне 20 с. Были исследованы скорости подачи от 0,5 мкм / об. До 10 мкм / об. Более высокие скорости подачи приводили к искажению отверстий и не рассматривались в дальнейшем. Наконец, образцы были охарактеризованы с помощью сканирующей электронной микроскопии (SEM) в отношении различий в деформации PEDOT.Дендриты серебра осаждали электрохимически на трубчатых электродах PEDOT для визуализации электроактивной области путем приложения потенциала -0,3 В относительно проволоки Ag к электроду в водном растворе 0,1 мМ AgNO 3 в течение 10 с. Высота каждого электрода определялась по крайней мере в трех разных точках на кольце PEDOT.
Изготовление трубчатых ультрамикроэлектродов в полимерной стопке. ( A ) Обе стороны электроизолирующей фольги COC были покрыты центрифугированием слоем полистирола (PS, усилитель адгезии) и проводящего полимера (PEDOT).Дополнительный слой PS был нанесен с одной стороны для электрической изоляции нижележащего слоя PEDOT. Микросверление через штабель показало высокое сопротивление между нижним слоем PEDOT и сверлом по металлу; ( B ) Контролируемое сопротивление резко упало при проникновении в нижний слой PEDOT, сигнализируя о завершении процесса бурения; ( C ) Отвод сверла оставил цилиндрический микроканал со встроенными трубчатыми рабочим (WE) и противодействующим (CE) электродами.
После сверления была применена вторая стружка для сквозного отверстия для герметизации системы.Выровненные и аккуратно прикрепленные системы окончательно склеили в прессе, приложив давление 2,5 бар в течение 600 с при 50 ° C. Электрическое отключение слоев ПЭДОТ на противоположных сторонах фольги обеспечивали срезанием края фольги.
2.3. Электрохимия
Циклическую вольтамперометрию на электродах PEDOT проводили в свежеприготовленном, промытом азотом 0,1 М калий-фосфатном буфере (pH 7,0), содержащем 10 мМ ферро- / феррицианида каждого вида при скоростях сканирования от 5 мВ / с до 500 мВ / с в потенциальный диапазон от -0.От 2 В до 0,6 В по сравнению с Ag | AgCl | 3M NaCl. Для электродов PEDOT / берлинский синий использовали 0,1 М калий-фосфатный буфер (pH 7,0). Амперометрическое определение ферроцианида калия осуществлялось на электродах PEDOT при 0,5 В по сравнению с Ag | AgCl | 3M NaCl в 0,1 М калий-фосфатном буфере (pH 7,0) при скорости потока 100 мкл / мин (если не указано иное). После стабилизации основного тока в фосфатном буфере ферроцианид калия в фосфатном буфере непрерывно вводили в течение 300 с (диапазон анализируемых концентраций: от 1 мМ до 300 мМ) с последующей непрерывной инъекцией фосфатного буфера.Амперометрию на электродах PEDOT, модифицированных берлинской синей, проводили с перекисью водорода, растворенной в фосфатном буфере при 0 В. по сравнению с Ag | AgCl | 3M NaCl.
2.4. Конечно-элементное моделирование
Трубчатые электроды были смоделированы в полном трехмерном пространстве с использованием пакета конечно-элементного моделирования COMSOL 4 (COMSOL AB, Стокгольм, Швеция). Электроды высотой 370 нм были смоделированы как идеальные стоки анализируемого вещества на изолированной мембране с массопереносом толщиной 200 мкм. Мембрана со сквозными отверстиями Ø 100 мкм помещалась в виде сужения посередине диаметром Ø 4 мм и прибл.Полый цилиндр длиной 2 мм. Один конец цилиндра был определен как вход с постоянным расходом и концентрацией аналита (константа диффузии 8 × 10 -10 м 2 / с [16]), другой конец – как выход без вязкого напряжения. Молярный поток через электроды был преобразован в ток при условии, что один электрон переносится для реакции каждого ферроцианидного иона.
3. Результаты и обсуждение
3.1. Изготовление микроэлектродов
Микроэлектроды были изготовлены путем просверливания фольги из электроизолирующего полимера (COC), которая была покрыта с обеих сторон слоем полистирола (PS), а затем слоем PEDOT.Слои PS между фольгой COC и слоями PEDOT требовались для увеличения адгезии между фольгой COC и PEDOT. Дополнительный слой PS электрически изолировал верхний слой PEDOT. Просверливание всего узла привело к получению цилиндрического сверлильного вала с трубчатым электродом PEDOT, встроенным в боковую стенку вала, и большим плоским электродом, размещенным на конце вала (). Буровая штанга действовала как микрожидкостный канал. Электрический доступ к рабочему электроду был реализован только частичным нанесением изолирующего слоя PS на верхний слой PEDOT.
Между пленкой COC и каждым слоем PEDOT требовался адгезионный слой PS, чтобы предотвратить расслоение во время процесса сверления. Хорошая адгезия ПЭДОТ к ПС была продемонстрирована безуспешными попытками удалить покрытый центрифугированием ПЭДОТ с образцов ПС с помощью прочно прилипающей офисной ленты. Следовательно, PS использовался в качестве промежуточного слоя между COC и PEDOT, а также для изоляции PEDOT на рабочем электроде. Из-за высокой хрупкости тонких образцов ПС фольга ПС не могла использоваться в качестве замены фольги COC.
Были изучены альтернативные методы улучшения адгезии, включая частичное объединение COC и PEDOT путем промывки смесью 1: 1 (об.) Толуола и тетрагидрофурана, как описано ранее [17]. Однако наблюдаемого увеличения адгезии было недостаточно, чтобы предотвратить расслоение во время процесса сверления. Повторение стадии промывки для дальнейшего улучшения адгезии привело к значительному изгибу и повреждению фольги.
3.2. Характеристика и оптимизация микроэлектродов
Размеры изготовленных электродов визуализировали с помощью сканирующей электронной микроскопии (SEM).На микрофотографиях изготовленных отверстий трубчатые электроды показаны в виде темного кольца на верхнем конце сверлильного вала (). Увеличение области вокруг электрода показало отличительные области внутри кольца: серая зона (a) вокруг глубокого черного кольца (b), окруженная более яркими зонами (c) (). Ожидается, что проводящий полимер будет демонстрировать меньший заряд во время визуализации с помощью SEM, чем окружающий изолирующий полимерный материал, что делает вероятным, что черное кольцо (, область (b)) соответствует слою PEDOT.Серая зона вокруг черного кольца могла возникнуть из-за скопления менее проводящего материала, например, PEDOT, размазанного по боковым стенкам во время процесса сверления (). Яркие области выше и ниже темной зоны, скорее всего, представляют собой чистые непроводящие полимеры COC и PS, которые сильно заряжаются во время визуализации SEM.
( A ) СЭМ-микрофотография отверстия, просверленного в полимерном пакете из фольги PS / PEDOT / PS / COC, на котором показан интегрированный трубчатый электрод PEDOT в виде черного кольца на верхнем конце бурового вала; ( B ) Увеличение области черного кольца показывает (a) деформированный PEDOT вокруг (b) исходного слоя PEDOT, внедренного в (c) изолирующие полимерные слои PS.Обе микрофотографии представлены в перспективе под углом 30 °.
Деформация электродного материала наблюдалась другими исследовательскими группами. Corti et al. описал деформацию после сверления тонкого слоя золота, нанесенного на цилиндрический изоляционный материал (люцит) и покрытого эпоксидной смолой [7]. Слой золота деформировался по боковой стенке бурового ствола и увеличил эффективную площадь электрода. Конаш и др. наблюдал размытие углеродной пасты по окружающему материалу при физическом контакте с перфоратором, а также после лазерной абляции [8].Наблюдаемое сходство в наших экспериментальных результатах свидетельствует о том, что слой PEDOT деформируется в процессе бурения.
Смазывание области электрода не обязательно является проблемой, если смазанные области электрически отключены. Электрохимическое осаждение дендритов серебра позволило визуализировать площадь электроактивного электрода (). Серебряные дендриты наблюдались только в узкой полосе черного кольца, которое изначально считалось высокопроводящим материалом PEDOT ().Даже если серая зона вокруг черного кольца () состоит из деформированного ПЭДОТ, эти области не оказались электрохимически активными. Поэтому они не будут участвовать в электродных процессах. Анализ расстояния между точками зарождения дендритов серебра по активной области PEDOT позволил определить фактические размеры электродов (). Сплошные маркеры показывают измеренную толщину электрода в результате просверливания полимерного пакета, в котором адгезионному слою PS давали высохнуть перед нанесением покрытия центрифугированием и полимеризацией слоя PEDOT.Минимальная толщина электрода 780 ± 84 нм была найдена для набора электродов, изготовленных со скоростью подачи 0,8 мкм / об (). Из предыдущих экспериментов (данные не показаны) ожидаемая толщина слоя PEDOT для применяемого набора параметров центрифугирования должна составлять около 300 нм. Следовательно, определенная высота электродов указывает на значительную деформацию PEDOT во время процесса сверления. Ряд параметров обработки был исследован для определения критических факторов минимизации смазывания. Анализ показал основное влияние двух параметров, которые подробно описаны в следующих разделах: (1) состояние сольватации слоя PS перед нанесением полимеризационного раствора PEDOT и (2) скорость подачи во время бурения.
( A ) СЭМ-микрофотография электрохимически осажденных дендритов серебра на трубчатом электроде из ПЭДОТ, изготовленном при скорости подачи 2,7 мкм / об. Электроактивная высота трубчатого электрода определяется по вертикальной протяженности точек зарождения серебряных дендритов; ( B ) Измеренная высота электроактивных электродов PEDOT как функция скорости подачи для электродов, изготовленных в пакетах полимеров, полученных с использованием сольватированного (светлые символы) или высушенного (сплошные символы) слоя PS.
Как обсуждалось ранее, нанесение слоя PS в качестве усилителя адгезии между фольгой COC и слоем PEDOT требовалось во избежание расслаивания. Первоначально изготовленный набор электродных решеток использовал слои PS, центрифугированные в течение 300 с, чтобы обеспечить испарение большинства растворителей и, таким образом, четкое отделение слоя PS от нанесенного впоследствии слоя PEDOT. Время определяли с помощью процесса сухого прядения с контролируемым весом: фольгу TOPAS диаметром 6 см покрывали центрифугированием слоем полистирола и сушили центрифугированием в течение еще 300 с.Вес фольги с покрытием измеряли после первых 60 с центрифугирования и впоследствии через каждые 30 с процесса сушки центрифугированием. Вследствие испарения растворителя в течение всего периода 300 с наблюдалось нелинейное уменьшение массы примерно на 4 мг. Последующее нагревание фольги до 75 ° C в течение 2 минут для испарения оставшегося растворителя уменьшило вес всего на один миллиграмм, что указывает на почти завершение процесса испарения через 300 с при комнатной температуре. Как показано на (сплошные маркеры), просверливание полимерных стопок с предварительно высушенными слоями полистирола привело к получению электродов с минимальной электроактивной высотой 780 ± 84 нм при скорости подачи 0.8 мкм / об.
Использование частично сольватированного слоя PS во время нанесения слоя PEDOT может привести к перемешиванию слоев. Сильное перемешивание привело бы к нежелательному увеличению толщины слоя PEDOT. Напротив, небольшая степень перемешивания может увеличить механическую прочность границы раздела PEDOT / PS и, таким образом, благоприятно уменьшить размытие во время сверления. Доминирующий эффект был протестирован путем изготовления второго набора электродов с использованием эквивалентных условий сверления (скорость подачи 0,8 мкм / об) на пакетах полимеров, приготовленных с сольватированным слоем PS (время нанесения покрытия методом центрифугирования PS 60 с).Результирующая высота электрода составила 0,37 ± 0,12 мкм (белые символы), , т.е. , что меньше половины высоты электродов, полученных с использованием высушенного слоя PS, и близко к ожидаемой высоте слоя PEDOT (≈300 нм). Таким образом, доминирующим эффектом является улучшение механической прочности после смешивания PS / PEDOT.
Изменение скорости подачи, применяемой во время сверления, не оказало значительного влияния на эффективную высоту электрода. Электроды изготавливались со скоростями подачи от 0 до 0 мм.От 5 мкм / об. До 10 мкм / об. На двух разных типах полимерных пакетов (высушенный или сольватированный слой PS перед нанесением слоя PEDOT). Скорость подачи выше 10 мкм / об вызывала искажение профилей сверлильного вала и не исследовалась в дальнейшем. Все изготовленные электроды можно в значительной степени разделить на два набора размеров электродов: Электроды, изготовленные на полимерных пакетах, приготовленных с использованием сольватированной пленки PS (время вращения PS: 60 с), имели электроактивную высоту 0,40 ± 0,11 мкм, в то время как электроды, изготовленные на пакетах полимеров с использованием высушенного PS. слои (время вращения ПС: 300 с) имели электроактивную высоту 0.97 ± 0,22 мкм ().
Для сенсорных приложений важна высокая воспроизводимость изготовления электродов. Поскольку средняя высота электродов не зависела от применяемой скорости подачи, однородность электродов была принята в качестве индикатора оптимальных параметров сверления. Наименьшее отклонение высоты электрода 0,37 ± 0,06 мкм наблюдалось для электродов, просверленных со скоростью подачи 2,7 мкм / об на пакетах полимеров, изготовленных из сольватированных слоев PS, поэтому эти параметры изготовления использовались для всех электрохимических систем.
3.3. Электрохимическая установка и определение характеристик электродов
Перед сверлением трубчатых электродов полимерные пакеты были прикреплены к отлитому под давлением кристаллу COC с несколькими сквозными отверстиями для повышения механической стабильности пакета. После сверления второй сквозной чип был прикреплен к другой стороне полимерного пакета для герметизации системы путем наложения липкой ленты на силиконовой основе ().
Электрохимическая установка собранного устройства. ( A ) Схема устройства для анализа, состоящего из пакета полимеров, скрепленных между двумя полимерными чипами, со сквозными отверстиями для подключения к насосам и потенциостатам; ( B ) Поперечное сечение одного блока анализа, имеющего 10 трубчатых микроэлектродов в полимерной стопке; ( C ) В электрохимическом анализе используется электрод сравнения Ag | AgCl | 3M NaCl, вставленный в верхнее сквозное отверстие, и трубка (не показана), соединенная с нижним и верхним сквозным отверстием в качестве входа и выхода, соответственно.Трубчатые рабочие электроды и плоский противоэлектрод электрически контактируют с подпружиненными штифтами через соседние сквозные отверстия.
Сквозные отверстия чипов выполнены в виде охватывающего люэровского соединителя (), что позволяет легко подсоединять собранное аналитическое устройство через штекерные люэровские соединители к шприцевому насосу. Электрод сравнения Ag | AgCl | 3M NaCl вставлялся в противоположное сквозное отверстие, которое одновременно использовалось как выходное отверстие. Рабочие электроды (трубчатые электроды) и противоэлектрод (плоский слой PEDOT на выходе) были электрически соединены через подпружиненные металлические штифты, которые вставлялись в соседние сквозные отверстия ().
Циклические вольтамперограммы записывали в калий-фосфатном буфере, содержащем 10 мМ ферро- / феррицианид, при скоростях сканирования от 5 мВ / с до 500 мВ / с (). При более низких скоростях сканирования (<100 мВ / с) вольтамперограммы имеют типичную сигмоидальную форму ультрамикроэлектрода с четко определенными плато тока, ограниченного переносом массы, для окисления и восстановления. При более высоких скоростях сканирования (≥100 мВ / с) плато окисления и восстановления становятся менее четкими. Это может быть связано с омическим сопротивлением в очень тонких проводящих полимерных выводах, ведущих к электроду.Однако аналогичные изменения формы в зависимости от скорости сканирования также наблюдались на ультрамикроэлектродах, сделанных из золота или платины с гораздо более высокой проводимостью [18].
Циклические вольтамперограммы 10 мМ ферроцианида калия / 10 мМ феррицианида калия в 0,1 М калий-фосфатном буфере с использованием набора из 10 трубчатых ультрамикроэлектродов PEDOT диаметром 100 мкм, противоэлектрода PEDOT и электрода сравнения Ag | AgCl | 3M NaCl.
3.4. Амперометрическое определение ферроцианида калия
Влияние скорости потока на измеряемый ток было проанализировано перед записью амперометрического отклика электродов на различные концентрации ферроцианида.Токи окисления в присутствии или отсутствии 5 мМ ферроцианида в 0,1 М фосфатном буфере регистрировали при скоростях потока от 2,5 мкл / мин до 110 мкл / мин при 500 мВ по сравнению с Ag | AgCl | 3M NaCl. Скорость потока ниже 2,5 мкл / мин не могла быть исследована из-за увеличения помех, вызванных шприцевым насосом. Текущее изменение определяли как разницу между сигналом в отсутствие и в присутствии ферроцианида при каждой скорости потока. Увеличение скорости потока с 2,5 мкл / мин до 100 мкл / мин привело к нелинейному увеличению тока окисления с 400 нА до 557 нА.Дальнейшее увеличение скорости потока не привело к значительному увеличению тока (). Уменьшение тока с уменьшением расхода указывает на режим ограниченного массообмена.
( A ) Конечно-элементное моделирование концентрации окислительно-восстановительных активных частиц в установившемся режиме. На верхнем рисунке показано поперечное сечение 3D-модели одиночного трубчатого электрода PEDOT диаметром 100 мкм. Фольга COC (темно-серые полосы) несет электроды PEDOT (синий) и изолирующие слои PS (светло-серый), окруженные водным раствором 5 мМ редокс-активных веществ (красный цвет).Направление потока жидкости указано полыми белыми стрелками. Нижний рисунок представляет собой увеличенное изображение области трубчатого электрода, где окислительно-восстановительные процессы приводят к полному истощению частицами на поверхности электрода, что приводит к постепенному истощению соединения по мере увеличения расстояния до электрода; ( B ) Смоделированные (кружки) и измеренные (квадраты) текущие зависимости от скорости потока аналита. Вставки: результаты моделирования методом конечных элементов для концентрации аналита у поверхности электрода для скоростей потока 10 мкл / мин, 50 мкл / мин и 100 мкл / мин в установившемся режиме (такая же цветная подпись, что и в A).
Поведение электрода было смоделировано с помощью пакета моделирования методом конечных элементов COMSOL 4. Показано поперечное сечение модели через канал и увеличенное изображение области, окружающей электрод. Фольга COC показана темно-серым цветом, электроды – синим, а изолирующий слой PS – светло-серым. Поток аналита обозначен белыми полыми стрелками. Разные цвета анализируемого вещества вокруг электрода представляют разные концентрации аналита и, следовательно, смоделированный обедненный слой в устойчивом состоянии.сравнивает ток, предсказанный моделированием (преобразованный из рассчитанного потока аналита через поверхность электрода), с экспериментально полученными изменениями тока при соответствующих расходах. Смоделированные и экспериментально полученные токи очень хорошо согласуются, особенно при более высоких расходах.
Амперометрическое определение различных концентраций ферроцианида осуществлялось при скорости потока 100 мкл / мин. Первоначально ток оснований в фосфатном буфере регистрировали до достижения стабильности сигнала, после чего следовали инъекции фосфатного буфера, содержащего ферроцианид, в течение 300 с.После этого снова вводили чистый фосфатный буфер, чтобы гарантировать восстановление начального основного тока (). Было обнаружено линейное увеличение тока для концентраций до 10 мМ (). Дальнейшее увеличение концентрации до 300 мМ показало нелинейный отклик по току (вставка), скорее всего, вызванный усилением электростатических взаимодействий и ионных комплексов. Текущие отклики четырех независимых систем (разные символы в) показали очень небольшое изменение, что демонстрирует высокую воспроизводимость процесса изготовления.Каждый датчик использовался в среднем в течение 3,5 часов для обнаружения различных концентраций ферроцианида без каких-либо признаков потери чувствительности. Инъекции фосфатного буфера, содержащего 5 мМ ферроцианида, приводили к сравнимым откликам сенсора в начале, во время и в конце каждой серии измерений. Во время этого исследования более длительные периоды не исследовались. Однако долговременная стабильность PEDOT в воздухе или в водном растворе в широком диапазоне значений pH была ранее подробно изучена Winther-Jensen и West [19], которые наблюдали небольшие изменения проводимости при хранении на воздухе в течение многих месяцев и почти постоянная проводимость в водной среде в диапазоне pH 5–10 в течение более коротких периодов времени.
( A ) Амперометрический отклик 10 трубчатых электродов PEDOT Ø 100 мкм на различные концентрации ферроцианида калия в 0,1 М калий-фосфатном буфере при скорости потока 100 мкл / мин и поляризации электрода 500 мВ vs. Ag | AgCl | 3М NaCl; ( B ) Изменение тока в зависимости от концентрации ферроцианида калия для режима линейного отклика в диапазоне от 1 до 10 мМ. Вставка: Текущее изменение для всех проанализированных концентраций ферроцианида калия.Разные черные, открытые символы представляют измерения с независимыми системами, замкнутые серые квадраты, соединенные пунктирной линией, – результаты, предсказанные моделированием методом конечных элементов.
Результаты модели конечных элементов для режима линейного отклика от 1 до 10 мМ представлены в виде серых сплошных квадратов, соединенных пунктирной линией. Наклон смоделированной зависимости тока от концентрации составляет 0,107 мкА / мМ, что очень близко к экспериментально полученной стандартной кривой с наклоном 0.102 мкА / мМ.
3.5. Амперометрическое определение перекиси водорода
Лазурный голубой (PB) известен как превосходный и специфический медиатор для восстановления перекиси водорода [20]. Электроды, чувствительные к перекиси водорода, были изготовлены путем добавления PB к раствору для полимеризации перед нанесением покрытия на PEDOT, который позже использовался в качестве рабочего электрода. Это привело к встраиванию ПБ в ПЭДОТ в процессе полимеризации последнего. Слой PEDOT, используемый в качестве противоэлектрода, был изготовлен без каких-либо добавок и, следовательно, не содержал PB.
Циклическая вольтамперограмма при 10 мВ / с была записана в фосфатном буфере, показав пик окисления при 310 мВ, а также пик восстановления при 150 мВ по сравнению с Ag | AgCl | 3M NaCl (вставка). Поскольку ток восстановления для перекиси водорода увеличивается из-за перенапряжения, была исследована сила сигнала при более низких потенциалах [21]. Вольтамперограмма от 150 мВ до -50 мВ была записана путем измерения амперометрических токов при соответствующих потенциалах в фосфатном буфере до и после записи сигнала в фосфатном буфере, содержащем 0.5 мМ перекись водорода (). Разницу тока между первоначальным измерением и измерением в присутствии перекиси водорода использовали для создания вольтамперограммы (), при этом все токи измерялись через 100 с после замены жидкости. Увеличение тока восстановления было определено с 2,1 нА при 150 мВ до 4,1 нА при 0 мВ и даже до 4,6 нА при -50 мВ (). Несмотря на то, что измеренный ток увеличивался для потенциалов более отрицательных, чем 0 мВ, для последующего амперометрического обнаружения различных концентраций перекиси водорода был выбран потенциал восстановления 0 мВ из-за почти полного устранения помех при измерении на биологических образцах с этим потенциалом [22] .
( A ) Амперометрические характеристики 10 трубчатых электродов PEDOT / PB диаметром 100 мкм. Следы (а) – (с) измеряли последовательно с использованием (а) 0,1 М фосфата калия, (б) 0,5 мМ пероксида водорода в 0,1 М фосфате калия и (в) 0,1 М фосфата калия при 0 мВ по сравнению с Ag | AgCl | 3М NaCl. След (d) был рассчитан как разница между (a) и (b). Вставка: Циклическая вольтамперограмма, записанная в 0,1 М фосфате калия при скорости сканирования 10 мВ / с с использованием матрицы из десяти электродов PEDOT / PB диаметром 100 мкм, противоэлектрода PEDOT и электрода сравнения Ag | AgCl | 3M NaCl; ( B ) Вольтамперограмма в диапазоне от −0.От 05 В до 0,15 В по сравнению с Ag | AgCl | 3M NaCl в присутствии 0,5 мМ пероксида водорода.
Амперометрическое определение перекиси водорода осуществляли путем регистрации основного тока в фосфатном буфере со скоростью 100 мкл / мин до установившегося состояния с последующей непрерывной инъекцией фосфатного буфера, содержащего перекись водорода, в течение 300 с (). После этого систему снова промывали фосфатным буфером, чтобы обеспечить начальные условия электрода, прежде чем вводить буфер, содержащий другую концентрацию пероксида водорода.Введение перекиси водорода в концентрациях от 0,1 мМ до 5 мМ приводило к увеличению тока восстановления с 1 нА до 24 нА, соответственно. Более высокие концентрации не анализировались из-за нестабильности начального сигнала, видимой уже при 5 мМ. Режим линейного отклика датчика наблюдался в диапазоне концентраций от 0,1 мМ до 1 мМ с чувствительностью 8,6 нА / мМ.
( A ) Амперометрический отклик матрицы из десяти электродов PEDOT / PB диаметром 100 мкм на различные концентрации перекиси водорода, разбавленной 0.1 М калий-фосфатный буфер при скорости потока 100 мкл / мин и поляризации электрода 0 мВ против Ag | AgCl | 3M NaCl; ( B ) Режим линейного отклика независимых массивов электродов PEDOT / PB (разные открытые символы) на пероксид водорода в диапазоне от 0,1 мМ до 1 мМ. Вставка: Текущий отклик электродов в зависимости от концентрации перекиси водорода для диапазона до 5 мМ перекиси водорода в 0,1 М фосфате калия.
4. Выводы / Перспективы
Было продемонстрировано успешное изготовление гомогенных трубчатых решеток ультрамикроэлектродов PEDOT и их электрохимическая функциональность.Правильный выбор и расположение поддерживающих непроводящих полимеров для тонкого слоя PEDOT, а также оптимизация параметров изготовления позволили использовать микропросверливание в качестве стратегии быстрого прототипирования для изготовления трубчатых электродов Ø 100 мкм со средней высотой 0,37 ± 0,06 мкм. Сравнение экспериментальных электрохимических результатов с результатами, полученными с помощью модели конечных элементов, показало хорошее согласие и подтвердило отличную функциональность трубчатых полимерных электродных решеток для вольтамперометрических приложений (по крайней мере, при более низких скоростях сканирования), а также амперометрических приложений.Однако низкая проводимость ПЭДОТ по сравнению с металлом не позволяет применять электродные матрицы для аналитических методов, в которых задействованы быстрые изменения потенциала (например, циклическая вольтамперометрия при очень высоких скоростях сканирования). Это исключает отдельные применения изготовленных электродов из токопроводящего полимера, но по-прежнему оставляет широкое поле рабочих возможностей в области датчиков. Простые модификации электродов позволяют изготавливать сенсорные электроды, например, для амперометрического обнаружения аналита без изменения потенциала.Эта концепция была продемонстрирована путем обнаружения перекиси водорода после модификации электродов PEDOT лазурной лазурью с линейным откликом по току для концентраций перекиси водорода от 0,1 мМ до 1 мМ.
Услуги и оборудование для спуска труб
Мы разработали системы и процессы для спуска труб, которые мастерски обрабатывают трубы и обсадные трубы, выполняя операции без ущерба для здоровья персонала. Наше оборудование для спуска труб обеспечивает необходимый крутящий момент для данной области применения, чтобы поднять новый уровень эффективности для вашей буровой установки.
Мы понимаем, что аренда бурового оборудования жизненно важна для успешного проекта бурения
Прокат инструментов для бурения скважинпозволяет оптимизировать ваше бурение, важно найти спусковое или арендуемое оборудование для труб, в котором используются новейшие технологии в области манипуляций с трубами, в том числе:
- Трубы бурильные
- Утяжеленные бурильные трубы
- Щупальца
- Кожух
- НКТ
В компании iTS, Parker Wellbore мы понимаем, что все трубы имеют разные потребности и что некоторые элементы оборудования окажутся более эффективными для вашего применения, чем другие.Поэтому мы можем помочь порекомендовать оптимальную комплектацию из имеющегося трубного спускового оборудования = включающего такую технологию, как:
- Гидравлические системы
- Пневматические системы
- Системы ручного перемещения
Поиск или проектирование правильной системы означает повышение безопасности рабочих, улучшение физического состояния труб и другого бурового оборудования и минимизацию времени буровой установки – все это общие цели для клиентов, с которыми мы работаем.