Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций.
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
 В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.

Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее.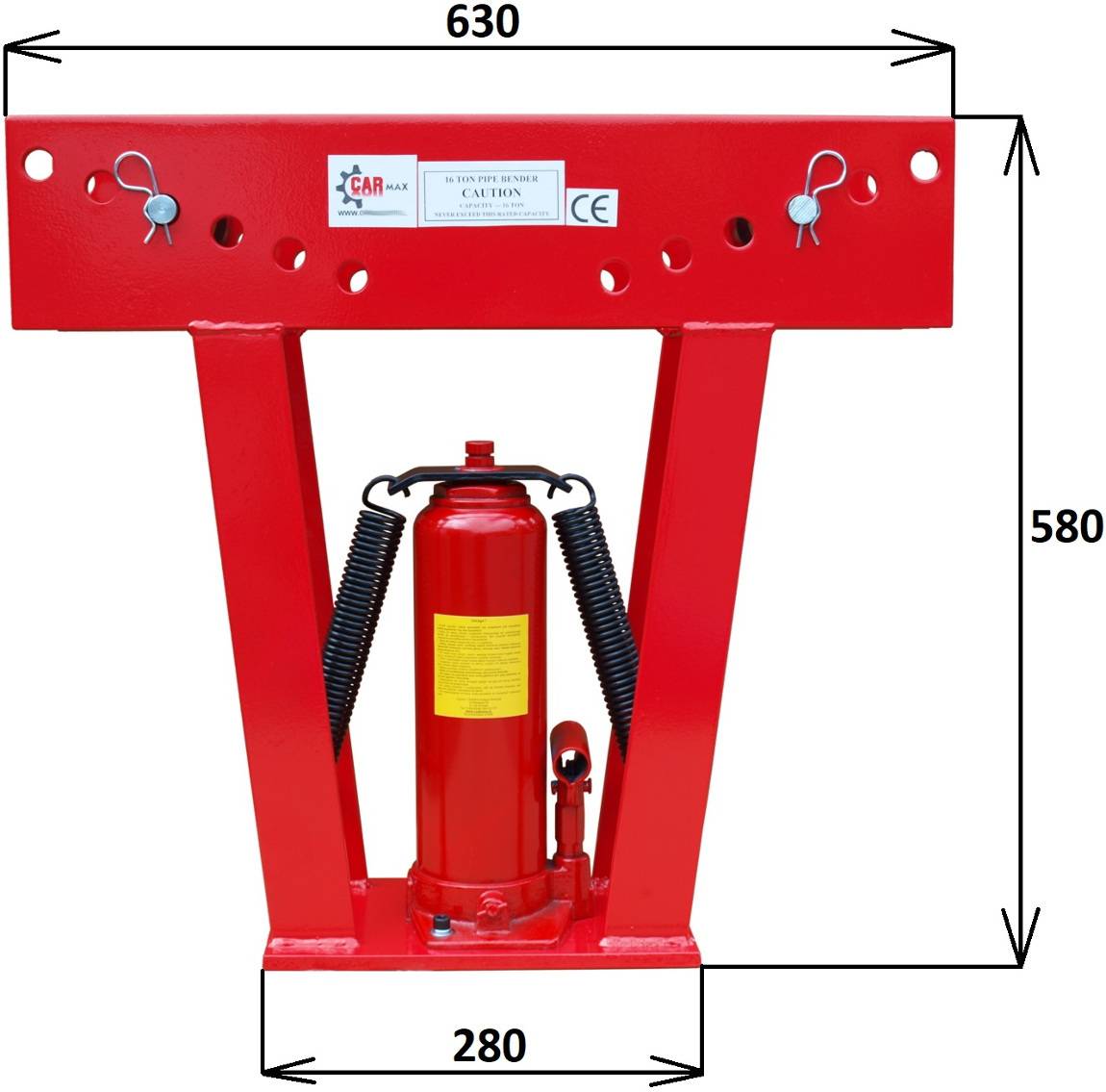
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.

Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
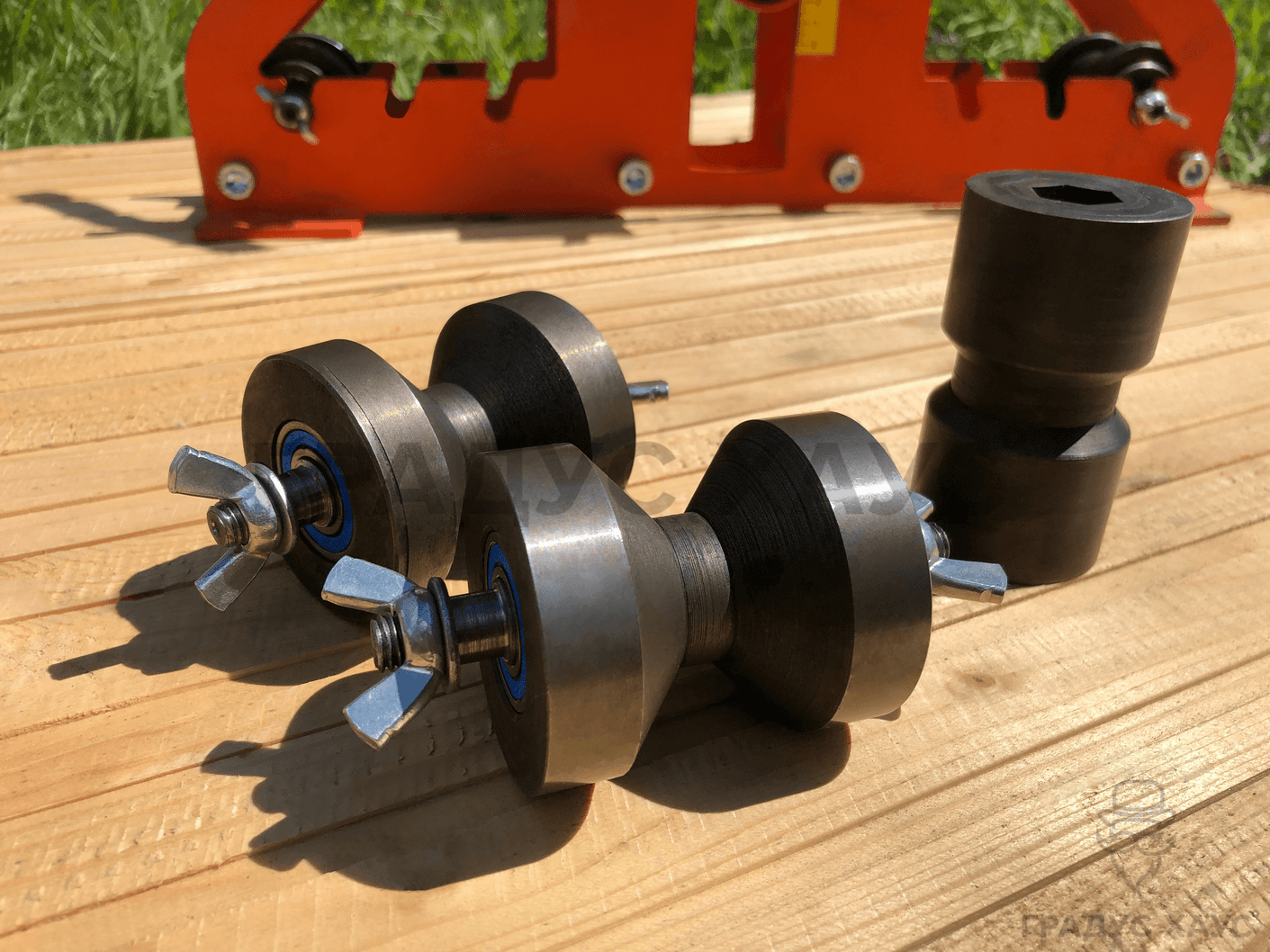
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
59 фото блестящих идей по созданию механизма
Каждому хозяину большого садового участка или маленькой дачи, хотя бы раз в жизни (как минимум) может потребоваться трубогиб — устройство для сгибания профильной трубы.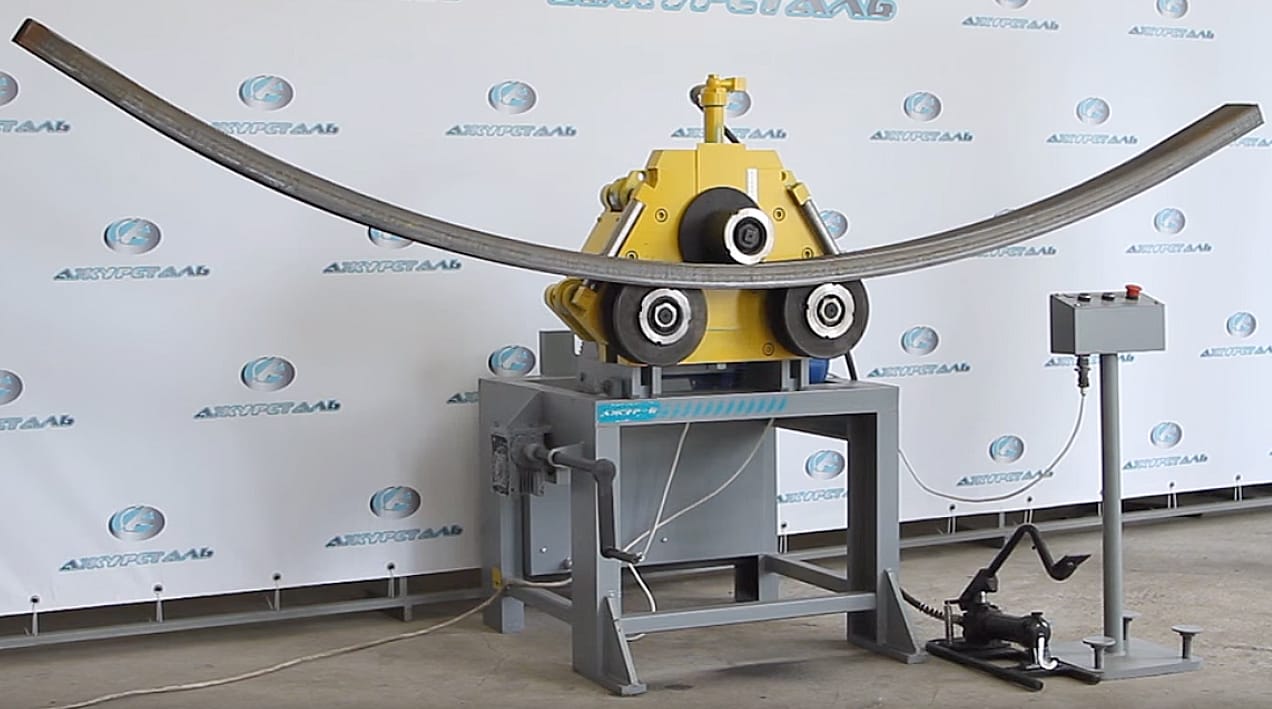
К примеру это может быть, заготовка для тепличного каркаса или навеса, беседки, либо любых других металлических конструкций.
На базах по продаже металла, и на другом производстве обычно применяют устройства заводского изготовления, но это удовольствие далеко не из дешевых. Чтобы сэкономить свой бюджет на более приятные траты, выгоднее заняться изготовления устройства в ручную, своими силами.
Для данной конструкции, как говорится, «много ума не надо», и дефицита в деталях тоже не будет, чертежи трубогиба реально создать самому.
Содержимое обзора:
Варианты трубогиба
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.
Арбалетные устройства очень компактны, и ценятся в сфере монтажа и инженерных коммуникаций.
В чем заключается работа трубогиба
Принцип работы совсем несложный, он заключается в нагреве трубы, труба греется до красна и становится очень пластичной, податливой к изменениям. Каждый вид трубогиба имеет свой спектр возможностей.
Главные функции — это качество изгиба и возможность гнуть трубы разного размера и диаметра.
С помощью дополнительных прокатных устройств достигается изгиб большего диаметра. Устройство функционирует с помощью валов, в комплекте их три.
Направляющие и нажимные. Труба проходит сквозь подвижных элементов, степень изгиба задается усилием прижимного ролика. Если радиус кривизны готового изделия получился мал, процедуру следует повторить.
Изгиб трубы по шаблону
В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.
Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.
Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.
Огромный плюс такого процесса, экономия средств и простота исполнения.
Обратите внимание!
Любое устройство имеет недостатки, и этот метод не исключение. Изгиб получается не точным, плохого качества, а так же шаблон будет одноразовым (применяться только на один диаметр трубы).
Трубогиб-улитка
В штамповке одинаковых заготовок с большим тиражом, маленького радиуса кривизны, незаменимым станет трубогиб-улитка.
Его достоинство в малогабаритных размерах и простоте управления. Недостатком станет ограничение радиуса закругления, только не больших размеров.
Прокатные трубогибы
Нишу универсальности и практичности заняли приспособления выполненные в ручную — прокатные трубогибы (гибочные станки), на таких станках можно сделать любой угол изгиба.
Конфигурация особо не отличается от других моделей, в них так же есть основание и валы. Подвижный ролик жмет трубу, а протягивает её вращение ведущих валов.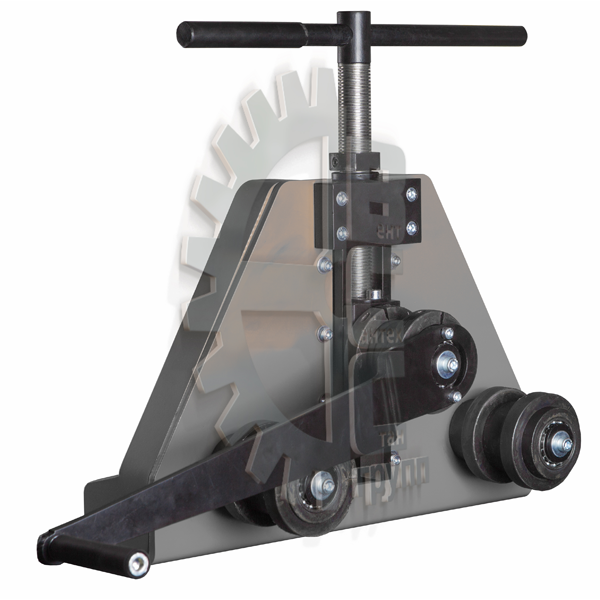
Обратите внимание!
Нажатие можно увеличить с помощью лебедки, рычагов либо электропривода. Однако для производства дома такая конструкция достаточно сложная в исполнении.
Для воспроизведения такого агрегата потребуется много токарных и сварочных работ. Если вы все же решитесь на изготовление такой модели, она прослужит вам долго и порадует функционалом.
Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуальный. Для облегчения задачи вы можете найти фото трубогиба в интернете, чтобы примерно понимать как он должен выглядеть.
Так же имеется множества чертежей трубогиба, которые легки в применении. Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.
Фото трубогиба своими руками
Обратите внимание!
 youtube.com/embed/3OzJyMU0qXw” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/3OzJyMU0qXw” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Гидравлический трубогиб RIDGID с верхней пластиной HB383 арт. 36523
Ручные гидравлические трубогибы RIDGID с откидывающейся верхней пластиной предназначены для точной холодной гибки стандартных металлических газопроводных и водопроводных труб диаметром до 4″. Универсальные переносные трубогибы идеально подходят для гибки на рабочем месте, а также для механизированных строительных работ, изготовления котлоагрегатов и общего промышленного применения.
Полное описание →Цена и технические характеристики гидравлического трубогиба RIDGID с верхней пластиной
| Артикул | Модель | Диаметр труб | Гибочные башмаки | Угол гиба | Тип насоса | Давление насоса | Усилие поршня | Емкость для масла | Габаритные размеры (Д × Ш × В) | Размеры упаковки (Д × Ш × В) | Вес | Цена с НДС |
| 36523 | RIDGID с верхней пластиной HB383 арт. 36523 36523 | 3/8″ – 3″ | 3/8″, 1/2″, 3/4″, 1″, 1 1/4″, 1 1/2″, 2″, 2 1/2″, 3″ | до 90° | Ручной гидравлический | 450 Бар | 146 кН | 1,6 л | 755 × 1030 × 620 мм | 1170 × 375 × 495 мм | 156 кг |
 Подробную информацию о товарах, их наличие и цены Вы можете уточнить у наших менеджеров при оформлении заявки по телефону (495) 255-05-95 или по электронной почте [email protected]. Если Вы заметили ошибку или неточность в описании, пожалуйста, сообщите нам об этом по электронной почте [email protected].
Подробную информацию о товарах, их наличие и цены Вы можете уточнить у наших менеджеров при оформлении заявки по телефону (495) 255-05-95 или по электронной почте [email protected]. Если Вы заметили ошибку или неточность в описании, пожалуйста, сообщите нам об этом по электронной почте [email protected].Быстрый заказ гидравлического трубогиба RIDGID с верхней пластиной
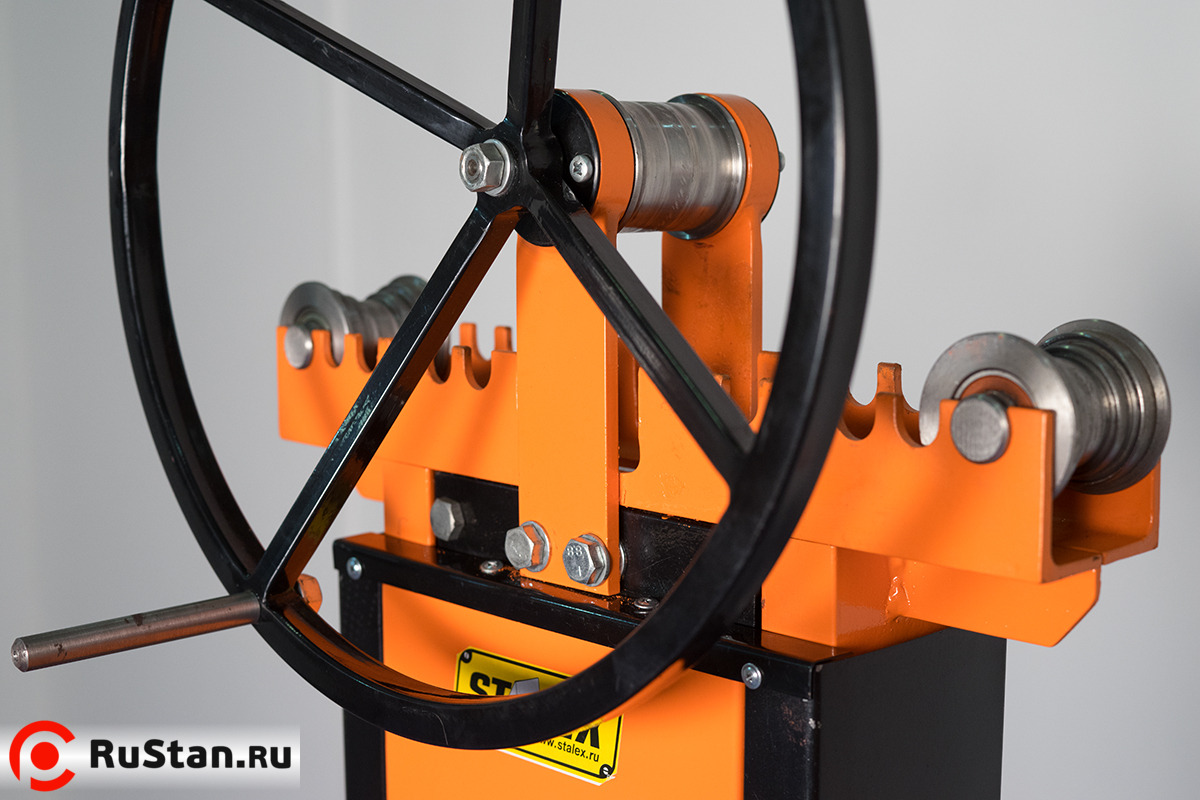
Трубогиб гидравлический с электроприводом STALEX EHB-40
Описание
Гидравлический трубогиб с электроприводом Stalex EHB-40 предназначен для гибки труб профильного сечения из металла или другого материала по заданному радиусу, методом прокатки. Профилегиб снабжен вальцами с тремя проточками 20, 40 и 60 мм под популярные размеры профильных труб:
- профильные трубы – 15х15, 20х20, 40х20, 40х25; 40х40; 60х30
- квадрат – все размеры до 20.
Толщина стенки трубы 1,5-2 мм.
Для радиусной гибки станок оснащен одним верхним приводным роликом и двумя прижимными. Ролики изготовлены из высокопрочной стали и сделаны на подшипниках, что обеспечивает легкость вращения. Прижим роликов обеспечивает гидравлический домкрат. Прижимные ролики имеют механическую регулировку начального положения.
Профилегиб EHB-40 легко размещается в небольших помещениях и занимает мало места. Простота конструкции и легкость в эксплуатации делают этот станок незаменимым на небольших предприятиях и производствах. Позволяет легко выполнить как разовые работы, так и мелкосерийное производство по гибке. Благодаря своим небольшим габаритам и относительно небольшому весу его можно использовать непосредственно на объекте.
Компактные размеры и современные технические решения, применяемые в этой конструкции обеспечивает высочайшую производительность, при мобильности устройства.
Особенности
- Верхний приводной вал
- Прочная конструкция
- Прижим осуществляется за счет гидравлического домкрата
- В стандартной комплектации вальцы для профильной трубы
- Простота в использовании
- Мобильность
Технические характеристики
| Stalex EHB-40 | |
|---|---|
| Мощность двигателя | 0,75 кВт |
| Питание электродвигателя | 220 В |
| Скорость вращения вальцов | 60 об/мин |
| Диаметр вальцов | 68 мм |
| Размер упаковки | 800х510х420 мм |
| Вес нетто/брутто | 60/65 кг |
Другая информация из этого раздела:
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.

Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.

Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.

Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.

Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
 По чертежу нарезают металл и сваривают его или собирают на болтах.
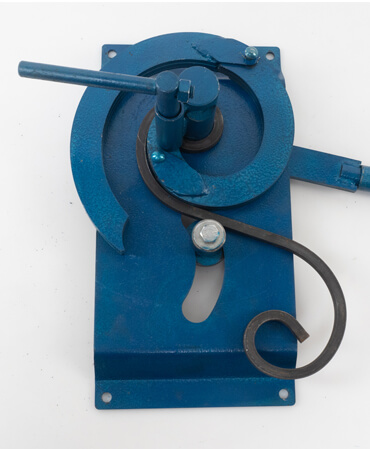
По чертежу нарезают металл и сваривают его или собирают на болтах.Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Страница не найдена | crc-evans.
 com
comСвяжитесь с нами
Имя
Эл. адрес
Телефон
Тип проекта Тип проекта: БерегОффшор
Место нахождения
LocationAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicCeuta & MelillaChadChileChinaChristmas IslandClipperton IslandCocos (Килинг) IslandsColombiaComorosCongo – BrazzavilleCongo – KinshasaCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDiego GarciaDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuin еа-BissauGuyanaHaitiHeard & McDonald IslandsHondurasHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SAR ChinaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Бирма) NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorth MacedoniaNorwayOmanOutlying OceaniaPakistanPalauPalestinian TerritoriesPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaRéunionSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Грузия и Южная Sandwich IslandsSouth KoreaSouth Су danИспания Шри-ЛанкаSt. BarthélemySt. Елена Китс и Невис LuciaSt. MartinSt. Pierre & MiquelonSt. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияСирияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТурТуристан-да-КунаТунисКизияТур Внешние острова Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
BarthélemySt. Елена Китс и Невис LuciaSt. MartinSt. Pierre & MiquelonSt. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияСирияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТурТуристан-да-КунаТунисКизияТур Внешние острова Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Отправляя свою информацию, вы соглашаетесь с нашей Политикой конфиденциальности.
Трубогиб 3 дюйма в Trick-Tools
Посмотреть все продуктыСортировать по: Популярность Самая низкая цена Максимальная цена
Гибочная матрица Эдвардса, 1 дюйм OD x 3 дюйма CLR, 90 градусовПРОДАЖА
… подходит для труб Edwards Bender и может использоваться для гибки трубок указанного размера . OD – относится к фактическому внешнему диаметру трубы , измеренному с помощью…
OD – относится к фактическому внешнему диаметру трубы , измеренному с помощью…
Цена:
362,86 $
продажная цена:
299,00 долл. США
НОВЫЙ
… каждый раз создавайте повторяемую и точную деталь. Характеристики Включают: 3 дюйма Трубка Емкость Свободное управление коленом Автоматическая остановка для определения угла изгиба Автоматическая матрица…
Информация о продукте ” Цена:
13470 долларов.00
продажная цена:
$ 12796,50
… Выхлоп Benders и включает в себя все компоненты, необходимые для изгиба трубопровода указанного размера . OD – относится к фактическому внешнему диаметру трубы как…
Информация о продукте ” Цена:
1316,00 долл. США
… Трубки Bender – это серьезно тяжелая машина для шасси гоночных автомобилей, поперечной дуги, поручней и многого другого.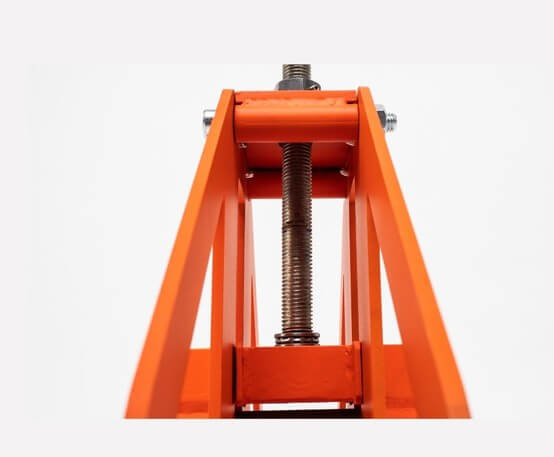 С трубкой 2-1 / 2 дюйма или 2 дюйма , исполнение…
С трубкой 2-1 / 2 дюйма или 2 дюйма , исполнение…
Цена:
2882,17 долл. США
продажная цена:
2649,00 долл. США
ПРОДАЖА
… патрон с кареткой может удерживать материал от 1/4 дюйма, до 4-1 / 2 дюйма, наружный диаметр и оснащен маховиком для регулировки поворота трубы на .На направляющей стола также имеется…
Информация о продукте ” Цена:
$ 5569,93
продажная цена:
$ 4587,00
ПРОДАЖА
… гибочный станок предназначен для гибки цилиндра на 90 градусов за один ход. Скользящий алюминиевый следящий стержень не поцарапает и не повредит предварительно обработанные трубы , как…
Информация о продукте ” Цена:
2032 долл. США.16
продажная цена:
1839,00 долл.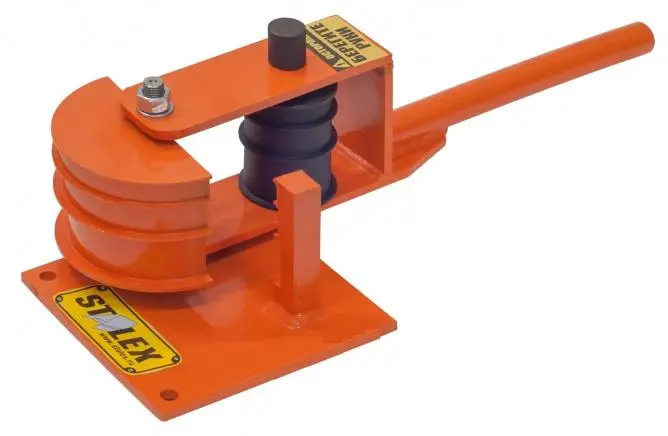 США
США
ПРОДАЖА
Модель CP20 – настольный трехвалковый станок . Это электромеханический гибочный станок с регулируемыми боковыми опорами для материала и…
Информация о продукте ” Цена:
$ 5020,00
продажная цена:
$ 4520,00
ПРОДАЖА
… Конец обжима вмещает 1 дюйма – 3 дюйма трубки. Конец расширителя позволяет расширить с 1 дюйма до 5,5 дюйма. С прицелом Accu-Sizer Хута…
Информация о продукте ” Цена:
$ 11242,00
продажная цена:
10679,90 долл. США
Этот ручной вальцегибочный станок от Pro Tools предназначен для прокатки труб , труб , каналов, плоских поверхностей и различных трубок коробок . Относительно небольшие габариты агрегата составляют…
Информация о продукте ” Цена:
1159,00 долл. США
США
НОВЫЙ
… до 20 изгибов на деталь Длина изгиба 10 футов до 3 дюйма Внешний диаметр , длина изгиба 20 футов до 2-3 / 8 дюйма Внешний диаметр Регулируемый отвод оправки Следующее давление…
Информация о продукте ” Цена:
179000 долларов.00
… Выхлоп Benders и включает в себя все компоненты, необходимые для изгиба трубопровода указанного размера . OD – относится к фактическому внешнему диаметру трубы как…
Информация о продукте ” Цена:
$ 1523,00
RDB-050 ручной трубогиб трубогиб – новейший ручной станок в линейке Baileigh / RMD.Этот гибочный станок оснащен уникальным храповым механизмом с 3-мя скоростями гибки…
Информация о продукте ” Цена:
1737,14 $
продажная цена:
1430,00 долл. США
США
RDB-250 трубка гибочный станок – это программируемая машина, которая может изгибать до 2-1 / 2 дюймов труб и 2 дюймов труб сортамента 40.Управление с помощью сенсорного экрана позволяет…
Информация о продукте ” Цена:
$ 20845,64
продажная цена:
$ 17167,00
НОВЫЙ
… с 9 изгибами на программу и возможностью изгиба от 1/4 дюйма до 3 дюйма OD трубки или 2-1 / 2 дюйма трубы сортамента 10. Электродвигатель тихий и…
Информация о продукте ” Цена:
19900 долларов.00
… Выхлоп Benders и включает в себя все компоненты, необходимые для изгиба трубопровода указанного размера . OD – относится к фактическому внешнему диаметру трубы как…
OD – относится к фактическому внешнему диаметру трубы как…
Цена:
836,00 долл. США
RDB-500 Трубогиб и трубогиб отличается большой гибкостью в сочетании с высокопроизводительным цифровым автостопом и педальным управлением.…
Информация о продукте ” Цена:
$ 35797,14
продажная цена:
29480,00 долл. США
… 1-1 / 2 x 6 дюйма или 1-3 / 4 x 6 дюйма CLR Матрица под углом 90 градусов. Pro Tools Model 105HD Manual Tube Bender – это модернизированная версия популярного гибочного станка MB-105 , …
Информация о продукте ” Цена:
1029 долларов.97
продажная цена:
999,99 долл. США
НОВЫЙ
… концевое приспособление для чистовой обработки вмещает от 1 до 3 дюймов трубок в коробке пресса и от 1-1 / 4 до 4 дюймов на расширителе. С расширением прицела…
С расширением прицела…
Цена:
10790,50 долл. США
продажная цена:
10250 долларов.98
ПРОДАЖА
… пакет включает в себя гибочный станок модели 1600, , и инструмент для гибки и создания стыков для выхлопных труб от 1-1 / 2 до 3 дюйма OD. Дополнительные опции позволяют…
Информация о продукте ” Цена:
$ 9173,00
продажная цена:
$ 8714,35
… подходит для трубки Ercolina Tube Bender и может использоваться для гибки трубок указанного размера . OD – относится к фактическому внешнему диаметру трубы , измеренному с помощью…
Информация о продукте ” Цена:
$ 11400,00
… Матрица: 3/16 дюйма 4D и 5D Радиус 1/4 дюйма 3D и 5D Радиус 5/16 дюйма 3D и 5D Радиус 3/8 дюйма 3D и 5D Радиус 1/2 дюйма 3D и 5D Радиус 5/8 дюйма 3D и 5D Радиус…
Информация о продукте ” Цена:
399 долларов.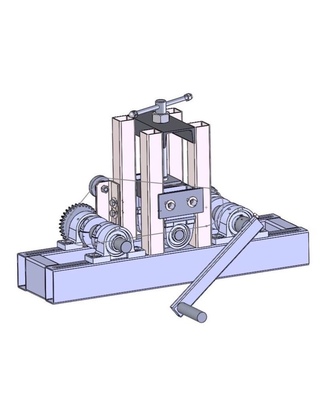 98
98
RDB-350 трубка гибочная машина – это машина с программируемым управлением, которая может изгибать до 3-дюймовых труб и 2-1 / 2 дюймов Schedule 40 Pipe. Сенсорный экран PLC…
Информация о продукте ” Цена:
30211,43 долл. США
продажная цена:
$ 24880,00
ПРОДАЖА
… подходит для труб Edwards Bender и может использоваться для гибки трубок указанного размера . OD – относится к фактическому внешнему диаметру трубы , измеренному с помощью…
Информация о продукте ” Цена:
362,86 $
продажная цена:
299,00 долл. США
… 3 и Модель 32 при использовании 2. 25 дюймов радиусных штампов или когда требуется ручная гибка труб малого диаметра . Этот переходник крепится болтами к трубогибу …
25 дюймов радиусных штампов или когда требуется ручная гибка труб малого диаметра . Этот переходник крепится болтами к трубогибу …
Цена:
19,95 долл. США
Как согнуть кабелепровод и трубу с помощью гибочного станка
Изгиб трубопровода может вызвать затруднения без использования подходящих материалов. Но с помощью трубогиба и трубогиба можно упростить даже самые проблемные углы; Кроме того, вы избавляетесь от необходимости использовать дорогостоящие колена для кабелепровода при выполнении собственных изгибов.Необходимые инструменты и материалы
При формировании кабелепровода необходимо:
Когда вы используете гибочный станок с индикаторами и маркерами степени – например, от Klein Tools или Rack-a-Tiers – изгиб на 30, 60 или 90 градусов очень просто. При выполнении смещенных, встык, загибов или седловидных изгибов использование гибочного станка с градусной шкалой и множительной шкалой помогает сэкономить время и энергию.
Изготовление загибов под углом 90 градусов («L»)
Определите желаемую общую высоту свободного конца после изгиба.
Рассчитайте высоту заглушки, используя высоту свободного конца, и вычтите регулировку заглушки (из приведенной ниже Таблицы приемки гибочного устройства)
90 ГРАДУСОВ ПЕРВОГО ИЗГИБА – ПРИЕМНЫЙ СТОЛ
РАЗМЕР КАБЕЛЯ РЕГУЛИРОВКА ПЕРВОГО ПЕРВОГО УПРАВЛЕНИЯ 1/2 “EMT 5 “ 3/4 дюйма EMT 6 “ 1 “EMT 8 “ 1-1 / 4 “EMT 11 “ ЖЕСТКИЙ 1/2 “ 6 “ ЖЕСТКИЙ 3/4 “ 8 “ 1 “ЖЕСТКИЙ 11 “ Отметьте высоту заглушки, рассчитанную на шаге 2, от «верхнего» свободного конца кабелепровода.
Пример: кабелепровод ½ дюйма для ЕМТ с высотой свободного конца 10 дюймов
10 (высота свободного конца) – 5 (регулировка по таблице) = 5 дюймов (высота заглушки)
Поместите кабелепровод на землю, затем прикрепите трубогиб так, чтобы крючок был направлен к свободному концу «вверх». Совместите символ начальной точки на изгибе (часто стрелку) с линией, проведенной на шаге 3.
Надавите ногой на пятку сгибателя, используя ручку в качестве рычага, пока не достигнете положения 90 градусов.
Снимите кабелепровод с гибочного станка и проверьте угол. Чрезмерный изгиб может потребоваться, если вы получаете легкую отдачу, когда снимаете ногу с изгиба.

Выполнение прогибов назад к спине
Измерьте расстояние между объектами (часто стенами или балками), на котором должен пройти изгиб спина к спине.
Для первого изгиба следуйте направлению изгиба под углом 90 градусов сверху.
Начиная с ЗАДНЕЙ ЧАСТИ изгиба, измерьте расстояние, рассчитанное на шаге 1, и отметьте кабелепровод.
Поместите гибочный станок на кабелепровод лицом к свободному концу, противоположному исходному изгибу, который вы сделали на шаге 2.Совместите отметку из шага 3 с символом начальной точки на гибочном станке.
Надавите ногой на пятку сгибателя, используя ручку в качестве рычага, пока не достигнете положения 90 градусов. Убедитесь, что новый изгиб находится на той же плоскости, что и исходный изгиб, чтобы обе ножки имели желаемую форму. Чтобы ноги вернулись в одну плоскость, можно внести лишь минимальные изменения.
Снимите кабелепровод с гибочного станка и проверьте углы.Чрезмерный изгиб может потребоваться, если вы получаете легкую отдачу, когда снимаете ногу с изгиба.
Измерьте высоту, необходимую для преодоления препятствия, и расстояние, необходимое для преодоления препятствия.
Определите угол, который потребуется для вашей установки, затем используйте Таблицу формул смещения (ниже), чтобы рассчитать место разметки кабелепровода.
СМЕЩЕННАЯ ТАБЛИЦА ФОРМУЛЫ УГОЛ ИЗГИБА МНОЖИТЕЛЬ ПОСТОЯН УДАР НА ДЮЙМ СМЕЩЕНИЯ 10º x 10º 6 1/16 = 0,063 22-1 / 2º x 22-1 / 2º 2,6 3/16 = 0,188 30º x 30º 2,0 1/4 =.250 45º x 15º 1,4 3/8 = 0,375 60º x 60º 1,2 1/2 = 0,500 - Рассчитайте, где разместить первую отметку на кабелепроводе, используя следующие формулы:
(расстояние смещения) X (усадка / дюйм) = общая усадка (Общая усадка) + (Расстояние до препятствия) = Измерение первой отметки
Пример: поворот 45, расстояние смещения препятствия 5 дюймов, расстояние до препятствия 16 дюймов, 5 (Расстояние смещения) X.
375 (усадка / дюйм) = 1,875
1,875 (общая усадка) + 16 (расстояние до препятствия) = 17,875 (первая отметка) - Вычислите, как далеко нужно поставить вторую отметку от первой, используя следующую формулу:
(Расстояние смещения) X (Множитель постоянства) = Измерение второй метки
Пример: изгиб 45 градусов, расстояние смещения препятствия составляет 5 дюймов, расстояние до препятствия составляет 16 дюймов. 5 (расстояние смещения) X 1,4 (множитель постоянства) = 7 (вторая отметка) Поместите трубогиб на кабелепровод и совместите символ начальной точки с первой отметкой на кабелепроводе.
Держите кабелепровод ровно, надавливая на него ногой, чтобы свернуть кабелепровод до отметки под углом 45 градусов на гибочном устройстве.
Переверните гибочный станок и трубопровод (удерживайте их вместе), пока ручка гибочного станка не окажется на полу, а канал не будет сбалансирован в воздухе.
Поверните кабелепровод на 180 градусов в раме гибочного станка и сдвиньте кабелепровод, чтобы совместить символ начальной точки гибочного станка со второй отметкой.
Прикрепите ручку к земле, чтобы она не соскользнула, затем приложите силу к кабелепроводу для изгиба воздуха. Следите за тем, чтобы второй изгиб находился в той же плоскости, что и первый изгиб, чтобы кабелепровод при установке мог лежать ровно.
- Вы можете либо рассчитать разметку с помощью рулетки, либо проложить кабелепровод непосредственно в отведенном месте и отметить размеры на основе самой физической структуры.
- Выполните измерения, используя обратную сторону изгиба в качестве отправной точки, и выполните вторичные измерения от этой точки.
- Убедитесь, что ваша труба не скатывается или не соскальзывает в трубогибе.
- Символы на гибочном станке используются для обозначения начала и конца гибки. В зависимости от типа изгиба, который вы выполняете, вам необходимо выровнять кривую по правильному символу и совместить верх трубы с маркером правильного градуса.
- Сгибатель сгибается под давлением вашей стопы. Во время сгибания равномерно и сильно надавливайте на опору для стопы, чтобы убедиться, что изгиб остается правильным.
- Если изгиб вашей трубы не под правильным углом, просто поместите ее обратно в трубогиб и отрегулируйте изгиб. Когда все ваши измерения будут правильными, кабелепровод надежно войдет в пространство, в котором он будет установлен.
- Как всегда, используйте защитное снаряжение, чтобы избежать травм.

Изготовление гибов со смещением

 375 (усадка / дюйм) = 1,875
1,875 (общая усадка) + 16 (расстояние до препятствия) = 17,875 (первая отметка)
375 (усадка / дюйм) = 1,875
1,875 (общая усадка) + 16 (расстояние до препятствия) = 17,875 (первая отметка)
Наконечники для гибки
 Во время сгибания равномерно и сильно надавливайте на опору для стопы, чтобы убедиться, что изгиб остается правильным.
Во время сгибания равномерно и сильно надавливайте на опору для стопы, чтобы убедиться, что изгиб остается правильным.Практика ведет к совершенству
Может потребоваться некоторая практика, прежде чем вы сможете изгибать кабелепровод без необходимости фиксировать градус.Убедитесь, что ваши первоначальные измерения верны. Если нужно, измерьте дважды; так у вас не останется слишком много лома из-за неправильных расчетов. Когда вы впервые учитесь гнуть кабелепровод, это медленный и устойчивый процесс. Так что не торопитесь, это не работа в спешке.
Свяжитесь с нами для получения дополнительной информации о ручных гибочных инструментах от Klein и Rack-A-Tiers.
Другие статьи, которые могут вам понравиться:
Как рассчитать изгиб
Выбор подходящей трубы для подземных коммуникаций
1302BA Автоматический трубогиб – Станки для гибки выхлопных труб
Нет ничего проще и быстрее, чем автоматический трубогиб
Быстросменные гибочные плашки
ТрубогибыBendPak оснащены инструментами с поворотным замком и быстросменными гибочными штампами, которые являются одними из самых популярных в отрасли разработок.Мы действительно польщены, но если вы хотите добиться лучших и стабильных изгибов, обязательно выберите BendPak.
Цифровое управление
Пользователи Hardcore оценят удобство нашего цифрового управления, которое дает вам цифровые показания угла матрицы прямо впереди. Усовершенствованный программируемый мини-компьютер надежно помещен в передней стойке гибочного станка, что позволяет без труда изготовить практически любую выхлопную систему оригинального оборудования. Плата управления программными данными управляет всеми функциями гибки, автоматическими или ручными, и сохраняет до 99 различных значений глубины гибки.
Плата управления программными данными управляет всеми функциями гибки, автоматическими или ручными, и сохраняет до 99 различных значений глубины гибки.
Возможность гибки на 180 °
Для максимальной гибкости используйте трубогиб от BendPak. Имея возможность изгиба на 170 ° (или 180 ° с дополнительной матрицей), вы можете легко получить полную U-образную форму. Изгибаем с радиусом 5 дюймов: труба не заедает, не заедает. Наши трубогибы с рельефной резкой являются лучшими в отрасли и продаются исключительно в BendPak. Такая конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное обжатие или деформацию.
Максимальный изгиб 3 “с штампом
Наши 3-дюймовые гибочные прессы являются доказательством приверженности BendPak созданию трубогибов высочайшего качества.Они могут выглядеть как большинство трубогибов, представленных на рынке, но никто другой не использует наш процесс пошаговой резки штамповочных направляющих. Наша большая трубка хорошо удерживается для более равномерных изгибов. Не говоря уже о том, что вы также можете расширять и расширять трубку с такой же легкостью и точностью.
Наша большая трубка хорошо удерживается для более равномерных изгибов. Не говоря уже о том, что вы также можете расширять и расширять трубку с такой же легкостью и точностью.
Длинноходовый гибочный цилиндр
Сверхдлинный 14-дюймовый гибочный цилиндр заменяет удлинители блока толкателя для операций гибки с малым радиусом. Цилиндр, как и на всех наших трубогибах, можно втянуть еще больше, если вам нужно больше места для замены штампов или извлечения изогнутых труб.
Бесконтактный обжимной пресс
Бесконтактный пресс входит в стандартную комплектацию каждого трубогиба, который мы производим. 30 000 фунтов. силы обеспечивают быстрое и точное формование концов. Более быстрые настройки, более точные изгибы – чего еще можно желать? Я БЫ. расширения, О. Расширения, скользящие посадки, развальцовки, шаровые опоры, переходы и фланцы коллектора – все это легко с инструментами BendPak. Чтобы упростить задачу, все наши инструменты для трубогибов являются быстросъемными; вы никогда не увидите устаревших тисков в зажимном узле. Хомуты с узкими шарнирами просто устанавливаются на место и позволяют развальцовывать концы труб на расстоянии до 3 дюймов.Вы также никогда не будете беспокоиться о проскальзывании, потому что чем больше вы нажимаете на зажимы, тем сильнее они держатся.
Хомуты с узкими шарнирами просто устанавливаются на место и позволяют развальцовывать концы труб на расстоянии до 3 дюймов.Вы также никогда не будете беспокоиться о проскальзывании, потому что чем больше вы нажимаете на зажимы, тем сильнее они держатся.
Расширитель внутренних сегментов
Наш внутренний сегментный расширитель так же уникален, как и наш безконтактный обжимной инструмент, и может использоваться для I.D. расширения, О. расширения, скользящие посадки, раструбы, шаровые опоры и фланцы коллектора. Канистра контрфорса имеет единую настройку положения для всех внутренних диаметров. расширения, но также может быть скорректирована в соответствии с особыми требованиями к размерам. Для всех размеров трубок 1 используется одна оправка.5 дюймов – 3 дюйма. Бесконтактный обжимной пресс и внутренний расширитель обеспечивают беспрецедентную простоту выполнения операций окончательной отделки: редукция, внутренняя обжимка, развальцовка, плоские развальцовки, шаровые шарниры и т. Д. Трубогиб оснащен двусторонним цилиндром как для беззажимного обжимного устройства, так и для сегмента. расширитель. Цилиндр управляется одной рукояткой управления, расположенной ближе к центру, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон.
Д. Трубогиб оснащен двусторонним цилиндром как для беззажимного обжимного устройства, так и для сегмента. расширитель. Цилиндр управляется одной рукояткой управления, расположенной ближе к центру, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон.
Электрический ножной переключатель
Для дополнительного удобства и универсальности мы включили независимый ножной переключатель с дистанционным управлением, который позволяет выполнять операции гибки вручную, стоя перед гибочной головкой или на расстоянии до 4 футов от гибочного станка.Это особенно полезно при работе с большими трубками. Наши ножные переключатели для трубогибов являются промышленными и полностью закрыты, чтобы вы всегда были в безопасности во время использования.
ProTools 105HD Трубогиб
Вместимость круглой трубы:
- Минимальный внешний диаметр (OD): 1/2 дюйма (12,7 мм)
- Максимальный наружный диаметр (OD): 2 дюйма (50,8 мм)
- Минимальная толщина стенки: Зависит от штампа (см. Таблицы штампов)
- Максимальная толщина стенки: 0.134 “
 Таблицы штампов)
Таблицы штампов)Трубка (Sch50) Объем:
- Минимальный размер: NPS 1/4 (DN 8)
- Максимальный размер: NPS 1-1 / 2 (DN 35)
- Примечание: Наши гибочные станки предназначены для гибки труб из низкоуглеродистой стали Schedule 40. По поводу других материалов или расписаний обращайтесь за подробностями.
Вместимость квадратной трубки:
- Минимальный размер: 1/2 дюйма (12,7 мм)
- Максимальный размер: 1-1 / 2 дюйма (38,1 мм)
- Минимальная толщина стенки: 0.065 дюймов (1,7 мм)
- Максимальная толщина стенки: 0,083 дюйма (2,1 мм) – контакт для большей толщины стенки
Прочие характеристики
- Минимальный радиус осевой линии (CLR): Прибл. 3 x OD (подробности см. В таблицах штампов.)
- Максимальный радиус осевой линии (CLR): 7 дюймов (177,8 мм)
- Максимальная степень изгиба: 180 °, в зависимости от матрицы
 В таблицах штампов.)
В таблицах штампов.)Характеристики
- Отлично подходит для изготовления нестандартных изделий
- Сгибание до 2 дюймов, 0.134-дюймовая труба или труба NPS 1-1 / 2 вручную !
- 100% спроектировано, изготовлено и собрано в США!
- Все 180-градусные матрицы включают единственную в мире систему противодействия упругому возврату
- Предназначен для постоянного использования в течение всего срока службы
- Качество форм, повторяемые изгибы (в большинстве случаев искажения менее 10%)
- Изгиб на 180 градусов менее чем за 2 минуты (требуется соответствующая матрица)
- Замена инструмента менее чем за 30 секунд
- Все детали на станке с ЧПУ для точности
- Сверхпрочные рычаги с рамой толщиной 5/8 дюйма
- Полный выбор из более чем 300 плашек
- Преобразование в гидравлическое за считанные минуты
Включает
- 105 Трубогиб для тяжелых условий эксплуатации
- Табличка эконом-класса с указателем
- Штифт центральной оси, ведущий штифт и штифт опорного блока
Гарантия
На гибочный станок 105 Heavy Duty предоставляется 1-летняя гарантия от производственных дефектов.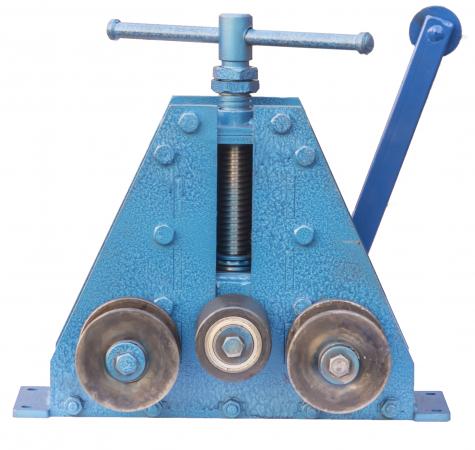
Таблица радиусов изгиба стандартных труб и размеры коротких / длинных колен / угол
Ищете размеры колена и возвратной трубы с длинным и коротким радиусом в мм? Найдите здесь ASME B16.9 минимальная стальная труба изгиба вместе с допусками.
Таблица стандартных радиусов изгиба труб показывает доступные радиусы изгиба изделий для гибки труб. PIPING изгибы трубы фитинги, чей радиус изгиба может варьироваться от 1D до 10D в целом. Существуют различные размеры и категорий в радиусе стандарт для изгиба труб фитингов. Радиус изгиба выражается по отношению к внешнему диаметру трубы. Если радиус равен диаметру трубы, то радиус 1D.Радиус в 2 раза больше наружного диаметра, значит изгиб трубы 2D. Также существуют различные углы изгиба стандартной трубы от 15% до 180 градусов.
Также существуют различные углы изгиба стандартной трубы от 15% до 180 градусов.
Угол определяет, насколько быстро или медленно изменяется направление потока и какое давление испытывается на стенке изгиба трубопровода в результате изменения направления. Чтобы узнать о различных радиусах изгиба и размерах изгибов трубопроводов, свяжитесь с нами, чтобы получить таблицу радиусов изгиба труб .В этой таблице представлены доступные радиусы изгиба трубопроводов с учетом толщины стенки и величины изгиба. Существуют разные спецификации для различных требований применения, и изгиб трубопровода может выполняться из материала любого сорта.
Чаще всего используются аустенитные нержавеющие стали и углеродистые стали. Вы можете связаться с нами, чтобы узнать больше о стандартном размере колена , ценах, размерах и сортах материалов.Применение изгибов трубопроводов можно увидеть во многих применениях трубопроводов, таких как общие коррозионные среды, водопровод, нефть и газ, нефть и другие промышленные трубопроводы.
Посмотреть таблицу размеров и спецификации колен для холодных и горячих труб и стальных колен.
Трубные отводы с большим радиусом и размеры возврата
| NPS | Внешний диаметр | Обратно к лицевой стороне | От центра к центру | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| дюймов | OD | A | B | C | D | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/2 | 21,3 | 48 | – | 76 | – | 904 904 904 904 904 | – | 57 | – | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 33,4 | 56 | 41 | 76 | 51 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/4 | 904 904 904 904 904 904 42,2 | 64 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/2 | 48.3 | 83 | 62 | 114 | 76 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | 60,3 | 106 | 81 | 152 | 102 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 73 1/2 | 904 1/2||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | 114.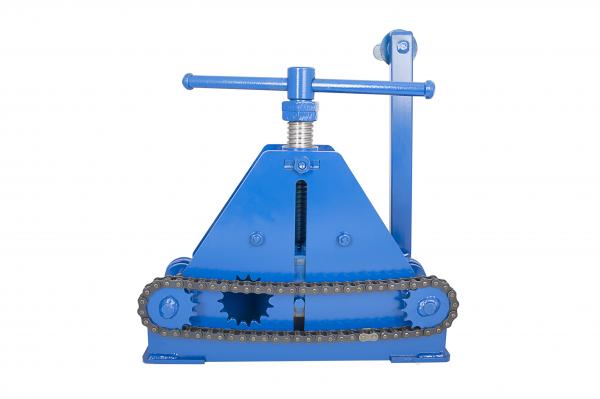 3 3 | 210 | 159 | 305 | 203 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | 141,3 | 262 | 197 | 381 | 254 | 18 904 904 904 | 305 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 219,1 | 414 | 313 | 610 | 406 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | 273,1 | 518 904 904 904 273,1 | 518 904 904 904 323.9 | 619 | 467 | 914 | 610 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 | 355,6 | 711 | 533 | 1067 | 711 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 813 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18 | 457.2 | 914 | 686 | 1372 | 914 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 | 508 | 1016 762 904 904 904 904 146 762 904 904 559 | 1118 | 838 | 1676 | 1118 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 24 | 610 | 1219 | 914 | 1829 | 1219 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Стандартные трубы | Спецификация | . Bauart 5 | 2,5D | |
|---|---|---|---|---|
| DN | Диаметр [ØD] | CLR | CLR | CLR |
| 20 | 26,9 | 110 | 67 | |
| 25 | 33,7 | 110 | 84 | |
| 32 | 42,4 | 110 | 106 | |
| 40 | 48,3 | 110 | 212 | |
| 50 | 60,3 | 125 | 151 | |
| 65 | 76,1 | 175 | 190 | |
| 80 | 88,9 | 205 | 222 | |
| 100 | 114,3 | 270 | 286 | |
| 125 | 139,7 | 330 | 350 | |
| 150 | 168,3 | 390 | 421 | |
| 200 | 219,1 | 510 | ||
| 250 | 273 | 650 | ||
| 300 | 323,9 | 775 | ||
| 350 | 355,6 | 850 | ||
| 400 | 406,4 | 970 | ||
| 500 | 508 | 1245 | ||
Свяжитесь с нами, чтобы узнать о наличии стандартных углов изгиба труб 45/90/180 градусов.

Трубные фитинги Допуск размеров согласно ASME B16.9
| NPS | ВСЕ ФИТИНГИ | ВСЕ ФИТИНГИ | ВСЕ ФИТИНГИ | 180 ГРАДУСОВ ВОЗВРАТА | КОЛПАЧКИ | КОЛЕНО И ТРОЙНИКИ | РЕДУКТОРЫ | 180 ГРАДУСОВ ВОЗВРАТА | ОБРАТНЫЕ ИЗОБРАЖЕНИЯ НА 180 ГРАДУСОВ |
|---|---|---|---|---|---|---|---|---|---|
| NPS | И.D. в конце (1), (3), (4) | O.D. на скосе (1), (2) | Толщина стенки (3) | Между центрами O | Общая длина E | Расстояние от центра до конца A, B, C, M | Общая длина H | Центровка концов U | Обратной стороной к лицу K |
| ½ до 2½ | 0,03 | 0,06 -0.03 | Не менее 87,5% номинальной толщины | 0,25 | 0,12 | 0,06 | 0,06 | 0,03 | 0,25 |
| от 3 до 3 ½ | 0,06 | 0,06 | 0,25 | 0,12 | 0,06 | 0. 06 06 | 0,03 | 0,25 | |
| 4 | 0,06 | 0,06 | 0,25 | 0,12 | 0,06 | 0,06 | 0,03 | 0,25 | |
| от 5 до 8 | 0,06 | 0.09 -0,06 | 0,25 | 0,25 | 0,06 | 0,06 | 0,03 | 0,25 | |
| от 10 до 18 | 0,12 | 0,16 -0,12 | 0,38 | 0,25 | 0.09 | 0,09 | 0,06 | 0,25 | |
| от 20 до 24 | 0,19 | 0,25 -0,19 | 0,38 | 0,25 | 0,09 | 0,09 | 0,06 | 0.25 | |
| 26-30 | 0,19 | 0,25 -0,19 | … | 0,38 | 0,12 | 0,19 | … | … | |
| 32-48 | 0,19 | 0.25 -0,19 | … | 0,38 | 0,19 | 0,19 | … | … |
Короткий радиус Гибки Стандартный радиус
| Номинальный размер трубопровода (NPS) | Внешний диаметр на скосе D | Колено 90 градусов от центра до конца A |
| 1 | 33. 4 4 | 25,4 |
| 1-1 / 4 | 42,2 | 31,8 |
| 1-1 / 2 | 48,3 | 38,1 |
| 2 | 60,3 | 50,8 |
| 2-1 / 2 | 73,0 | 63,5 |
| 3 | 88,9 | 76,2 |
| 3-1 / 2 | 101.6 | 88,9 |
| 4 | 114,3 | 101,6 |
| 5 | 141,3 | 127,0 |
| 6 | 168,3 | 152,4 |
| 8 | 219,1 | 203,2 |
| 10 | 273,0 | 254,0 |
| 12 | 323.8 | 304,8 |
| 14 | 355,6 | 355,6 |
| 16 | 406,4 | 406,4 |
| 18 | 457 | 457,2 |
| 20 | 508 | 508,0 |
| 22 | 558 | 558,8 |
| 24 | 610 | 609. 6 6 |
Таблица радиусов длинных радиальных изгибов
| Номинальный размер трубопровода (NPS) | Внешний диаметр на скосе D | От центра до конца | |
| Колено 90 градусов A | Колено 45 градусов B | ||
| 1/2 | 21,3 | 38,1 | 15,7 |
| 3/4 | 26.7 | 38,1 | 19,1 |
| 1 | 33,4 | 38,1 | 22,4 |
| 1-1 / 4 | 42,2 | 47,8 | 25,4 |
| 1-1 / 2 | 48,3 | 57,2 | 28,4 |
| 2 | 60,3 | 76,2 | 35,1 |
| 2-1 / 2 | 73.0 | 95,2 | 44,4 |
| 3 | 88,9 | 114,3 | 50,8 |
| 3-1 / 2 | 101,6 | 133,4 | 57,2 |
| 4 | 114,3 | 152,4 | 63,5 |
| 5 | 141,3 | 190,5 | 79,2 |
| 6 | 168. 3 3 | 228,6 | 95,2 |
| 8 | 219,1 | 304,8 | 127,0 |
| 10 | 273,0 | 381,0 | 158,8 |
| 12 | 323,8 | 457,2 | 190,5 |
| 14 | 355,6 | 533,4 | 222,2 |
| 16 | 406.4 | 609,6 | 254,0 |
| 18 | 457 | 685,8 | 285,8 |
| 20 | 508 | 762,0 | 317,5 |
| 22 | 558 | 838,2 | 342,9 |
| 24 | 610 | 914,4 | 381,0 |
Гибридная таблица радиусов гибки труб с ЧПУ
| Трубка O.Д. | Радиус | Материал | Радиус |
|---|---|---|---|
| 1,25 дюйма, 31,75 мм, 1 ¼-дюйм | 2 дюйма, 50,8 мм, 2 дюйма | Нержавеющая сталь и инконель | |
| 0,25 дюйма, 6,35 мм, ¼-дюйм | ,5 дюйма, 12,7 мм, ½ дюйма | Нержавеющая сталь | . 5625 ”, 14,28 мм, 9/16 дюйма 5625 ”, 14,28 мм, 9/16 дюйма |
| 1 дюйм, 25,4 мм, 1 дюйм | 1.5 дюймов, 38 мм, 1 ½ дюйма | Нержавеющая сталь и алюминий | |
| 0,375 дюйма, 9,52 мм, ⅜-дюйм | 0,9375 дюйма, 23,8 мм, 15/16 дюйма | Нержавеющая сталь и медь | |
| 1,5 дюйма, 38 мм, 1 ½ дюйма | 2,25 дюйма, 57,15 мм, 2 ¼ дюйма | Нержавеющая сталь | |
| ,5 дюйма, 12,7 мм, ½ дюйма | .5 дюймов, 12,7 мм, ½ дюйма | Нержавеющая сталь | 1,5 дюйма, 38 мм, 1 ½ дюйма |
| .75 ”, 19 мм, ¾-дюйм | 1,125 дюйма, 28,5 мм, 1–⅛ дюйма | Нержавеющая сталь и алюминий |
Формула веса для колена холодного и горячего трубопровода
- ❖ Вес / кг = 0,0433 (D – T) TRθ / 100000 + L
- ➔ θ = угол изгиба
- ➔ D = Внешний диаметр
- ➔ L = Вес двухсторонней прямой, длина
- ➔ T = толщина в мм
- ➔ R = радиус изгиба
Калькулятор минимальных изгибов трубопроводов и радиуса изгиба
& солод; Расчет толщины стенки
ISO 161-1 использует следующую формулу для расчета толщины стенки труб:
- σs = PN. (da-s / 20.s) = PN.S
- σs = кольцевое напряжение (Н / мм2) | PN = нормальное давление (бар) | da = внешний диаметр трубопровода (мм)
- s = толщина стенки (мм) | S = трубы серийные (-)
 (da-s / 20.s) = PN.S
(da-s / 20.s) = PN.S & солод; Расчет стандартного размерного отношения
Используя те же переменные, что и выше, стандартное соотношение размеров (т.е. SDR) трубы можно рассчитать следующим образом:
SDR = да / с
| Трубы HDPE SDR | Мин. для длительного использования в холодном состоянии, радиус гибки |
| 9 или меньше | 20x наруж. |
| 11,13,5 | 25x наруж. |
| 15,5, 17, 21 | 27x наруж. |
| 26 | 34x наруж. |
| 32,5 | 42x Н.Д. |
| 41 | 52x наруж. |
| С фитингом или фланцем в изгибах | 100x О. Д. Д. |
& солод; Расчет CLR (радиуса центральной линии) для угла изгиба
- π (2r) или πD
- π (пи) = 3,1416
Например, если ваша матрица создает радиус 2,2 дюйма, и вам нужно сделать изгибы на 35 °
3,1416 (2×2,2) = 13,823 / 360 = 0,0384
для расчета CLR изгибов 35 °
0,0384 x 35 = 1,344 дюйма
Ищете лучшую цену в странах, перечисленных ниже
Сингапур, Малайзия, Великобритания, ОАЭ, Турция, Шри-Ланка, Нигерия, Вьетнам, Германия, Катар, Индонезия, Саудовская Аравия, Таиланд, Ирак.
В следующие города мы также поставляем минимальное количество
Амравати, Ченнаи, Калькутта, Коимбатор, Мадхья-Прадеш, Пуна, Гуджарат, Ахмадабад, Раджкот.
Гидравлический трубогиб – Лаборатория холодных металлов
Чтобы согнуть трубу или трубу, вам понадобится матрица, которая соответствует как поперечному сечению вашей работы, так и радиусу изгиба.
Плашки можно приобрести здесь: Трубогиб Edwards
Компания Edwards на видном месте демонстрирует трубный ролик на краю своей страницы штампа для гибки.Не путайте; В mHUB нет ролика, и ролик вряд ли то, что вы ищете, если только вы не делаете кольца или сегменты большого диаметра.
Вы увидите, что доступны сотни комбинаций, и они недешевы.
В магазине доступны следующие штампы.
- Трубка диаметром 1 дюйм, радиус изгиба 3 дюйма, макс.
- Трубка диаметром 0,5 дюйма, радиус изгиба 2 дюйма, макс.
- Труба 1,25 дюйма, радиус изгиба 4,5 дюйма, изгиб 180 градусов макс.
Существует нижний предел радиуса изгиба по отношению к диаметру поперечного сечения и толщине стенки. Практическое правило – x3; трубу или трубу нельзя согнуть так, чтобы радиус изгиба был меньше x3 диаметра ее поперечного сечения. Трубка диаметром 1 дюйм не может изгибаться до радиуса менее 3 дюймов.
Если вы заинтересованы в покупке штампа, обратитесь к менеджеру магазина. mHUB получает скидку от Edwards. Если кость, вероятно, будет использоваться другими участниками mHUB, мы рассмотрим возможность внести свой вклад в покупку.Мы изучили штампы для механической обработки, но обнаружили, что нам не хватает инструментов и машин, чтобы сделать процесс эффективным.
mHUB получает скидку от Edwards. Если кость, вероятно, будет использоваться другими участниками mHUB, мы рассмотрим возможность внести свой вклад в покупку.Мы изучили штампы для механической обработки, но обнаружили, что нам не хватает инструментов и машин, чтобы сделать процесс эффективным.
Плашки из дерева и пластика не обладают прочностью, чтобы гнуть сталь.
Если вы не знаете разницы между трубкой и трубкой, вот вам скинни. Наружный диаметр трубы равен (в пределах допуска) номинальному размеру; Одна дюймовая трубка измеряет один дюйм снаружи. В большинстве случаев цельный стержень можно согнуть с помощью той же матрицы, которая указана для трубы.
Трубка смешная. Номинальная длина трубы два дюйма – это не два дюйма по внутреннему или внешнему диаметру.Даже близко или последовательно на разных диаметрах. Не пытайтесь усвоить это, ищите реальный OD. Труба непривлекательна в использовании, потому что она дешевая и общедоступная.
Чтобы добавить путаницы, радиус изгиба может быть выражен во внутреннем радиусе (радиус внутренней кромки трубы) или радиусе центральной линии (вы знаете). Плашки для труб обычно имеют центральный радиус, трубы – внутри радиуса. Если в описании не указывается тип радиуса, это обычно внутренний радиус.Будьте осторожны – я обнаружил, что Edwards почти всегда использует радиус средней линии. Кроме того, некоторые штампы для труб можно использовать в качестве соответствующих штампов для труб.
Плашки для труб обычно имеют центральный радиус, трубы – внутри радиуса. Если в описании не указывается тип радиуса, это обычно внутренний радиус.Будьте осторожны – я обнаружил, что Edwards почти всегда использует радиус средней линии. Кроме того, некоторые штампы для труб можно использовать в качестве соответствующих штампов для труб.
Если вы думаете, что можете использовать матрицу, близкую к вашему поперечному сечению или близкую к вашему радиусу изгиба, вы ошибаетесь.
Если вы думаете, что можете немного выпрямить или разогнуть деталь изгиба: тоже, ошиблись.
Сгибание – это научное искусство. Купите пару длин, чтобы можно было экспериментировать и учиться.
При создании прототипа сгибайте с дополнительной длиной с обеих сторон сгиба и обрезайте после сгиба.В производстве используйте упоры для консистенции.
.