требования, варианты и инструкция по изготовления Роман Волков, блог Малоэтажная Страна
В работе на загородном участке часто использую не пластичную профильную металлическую трубу. При этом регулярно возникает необходимость ее изогнуть. Поэтому решил изготовить трубогиб своими руками. После его испытания хочу поделиться с требованиями к нему, а также возможными вариантами станка. Расскажу еще, как я делал распространенную модель.
Вариант самодельного трубогиба
Требования к ручному трубогибу
Из профильной трубы создают садовые арки, козырьки над входами в дом, на территорию и так далее. Самодельный трубогиб своими руками позволяет изогнуть металлопрокат с нужным радиусом без надлома. С помощью станка при необходимости даже можно сделать аккуратный круг из прямолинейной трубы.
Использование механического трубогиба
Когда металлопрокат изгибается, тогда происходит растягивание его наружной стороны. При этом у него сжимается внутренняя поверхность. Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
- надежно фиксировать заготовку, что позволит выполнить изгиб в требуемом направлении;
- равномерно распределять приложенное усилие по изгибаемому участку;
- иметь в конструкции деталь-шаблон, с помощью которой станет возможным задавать угол изгиба;
- позволять одному человеку изготавливать гнутые заготовки без приложения запредельной физической силы.
Перечисленные требования позволили выбрать наиболее подходящую конструкцию станка из распространенных вариантов. Однако перед тем как сделать трубогиб своими руками в домашних условиях, мне пришлось изучить особенности популярных приспособлений. Ведь они отличаются сложностью устройства и даже предназначением.
Одна из распространенных моделей гибочного станка
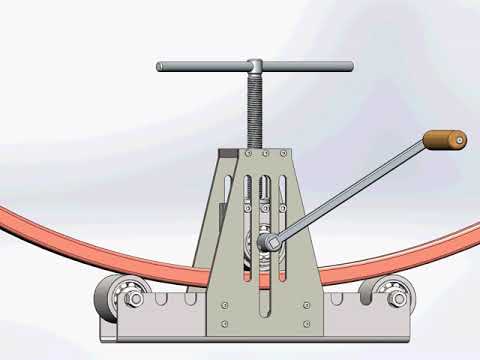
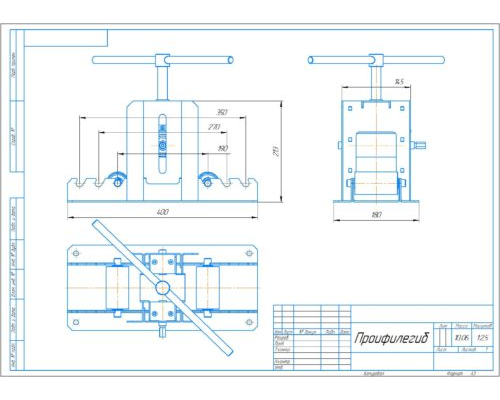
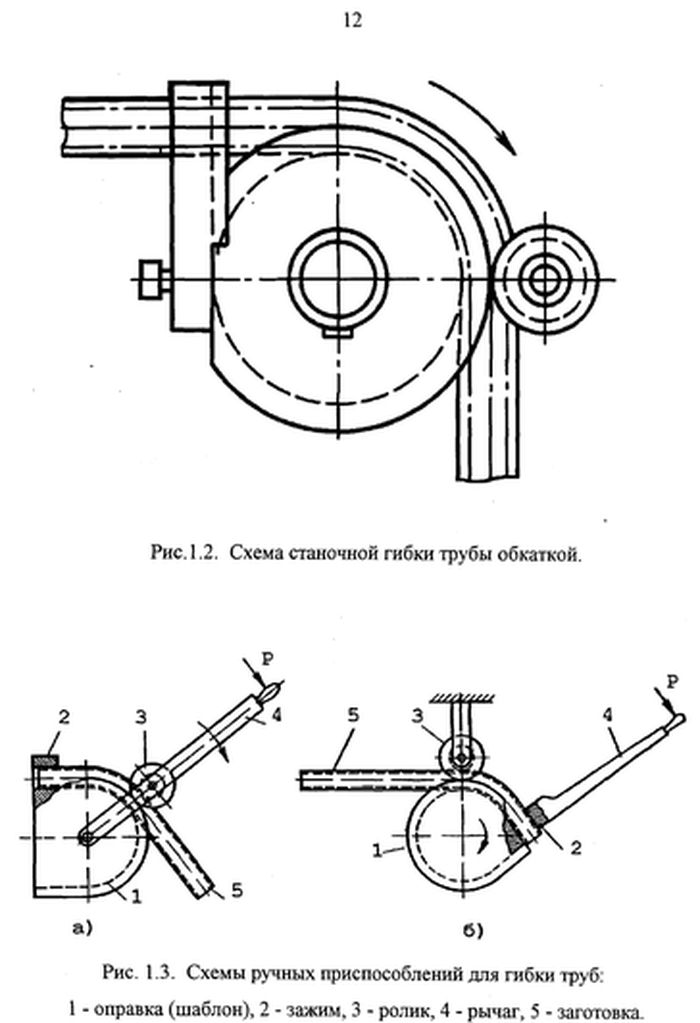
Простой обкаточный трубогиб с роликами
Этот вариант популярен как у сантехников, так и у домовладельцев.
Основа приспособления представляет собой прочную станину (1). Ее делают из листового металла. Можно также использовать швеллер, потому что он выдерживает существенные нагрузки механического характера. Для крепления основы к неподвижному верстаку обычно используют болты. Вместо них нередко применяют мощные тиски.
В станочной основе делают отверстие для резьбовой шпильки. Она может быть заменена болтом. Любой из крепежей является осью (2). На нее надевают дисковый элемент, у которого с обеих сторон имеются реборды (3). Данная деталь является шаблоном. Он нужен для обкатки металлопроката.
Трубогиб с пластинчатой основой
Вокруг оси (2) также выполняется поворот рычага (5). Его изготавливают большой длины. Это позволяет прикладывать существенное усилие, чтобы изогнуть заготовку. На рабочем рычаге закрепляют прижимной роликовый элемент (4).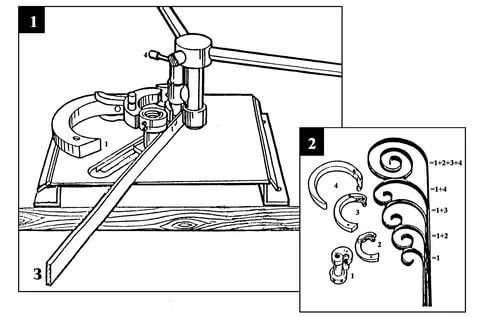
Если делают трубогибочный станок своими руками, тогда его часто оснащают несколькими комплектами дисков. Это позволяет гнуть трубы с разным профилем.
В конструкции трубогиба также предусматривают фиксирующую систему. Она нужна для закрепления конца трубы (7). Часто такая система представляет собой простой крючок или стопорный узел, который оснащен гайками (6).
Комплектация и принцип работы трубогиба
Чтобы выполнить изгиб металлопроката, сначала нужно отвести рабочий рычаг. Это позволит вставить прямолинейную трубу между прижимным роликом и обкаточным диском. В то же время необходимо конец металлопроката зафиксировать в стопорном элементе. После этого прикладывается усилие и поворачивается рабочий рычаг. В результате труба начинает изгибаться. Чтобы контролировать угол изгиба, станок можно оснастить шкалой с обозначенными градусами.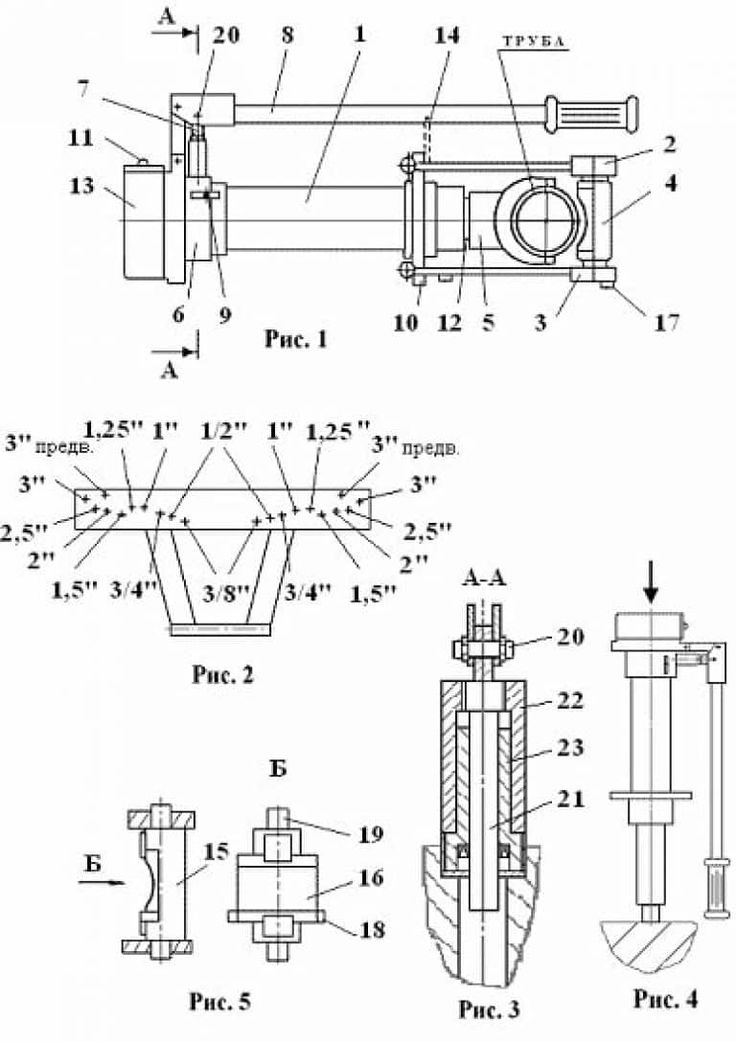
Самодельный и простейший ручной трубогиб для профильной трубы своими руками, чертежи с размерами которого позволяют быстро изготовить станок, обычно применяется для изгиба заготовок на 90°. Он не подходит для создания пологих дуг большого радиуса.
Чертеж для сборки и деталировка самодельного станка
Намоточный трубогиб
Это более сложный вариант для трубы с круглым сечением. По данной причине он менее популярен у домовладельцев. Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
При использовании намоточного трубогиба сначала край заготовки фиксируют на рабочем колесе (1) с помощью зажимного механизма (3). В непосредственной близости от него находится упорный ролик (2). Это неподвижный элемент для подачи прямолинейного отрезка трубы. Именно он задает начало изгиба. После включения конструкции начинает медленно вращаться рабочее колесо. Оно крутится за счет наличия в конструкции, например, редуктора. Для этой цели также может использоваться гидравлическая передача. В результате вращения на колесо-шаблон происходит как бы наматывание трубной заготовки.
Детали и работа намоточного приспособления
Собирают также для профильной трубы намоточный трубогиб своими руками, чертежи которого обязательно подготавливают на первом этапе. Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.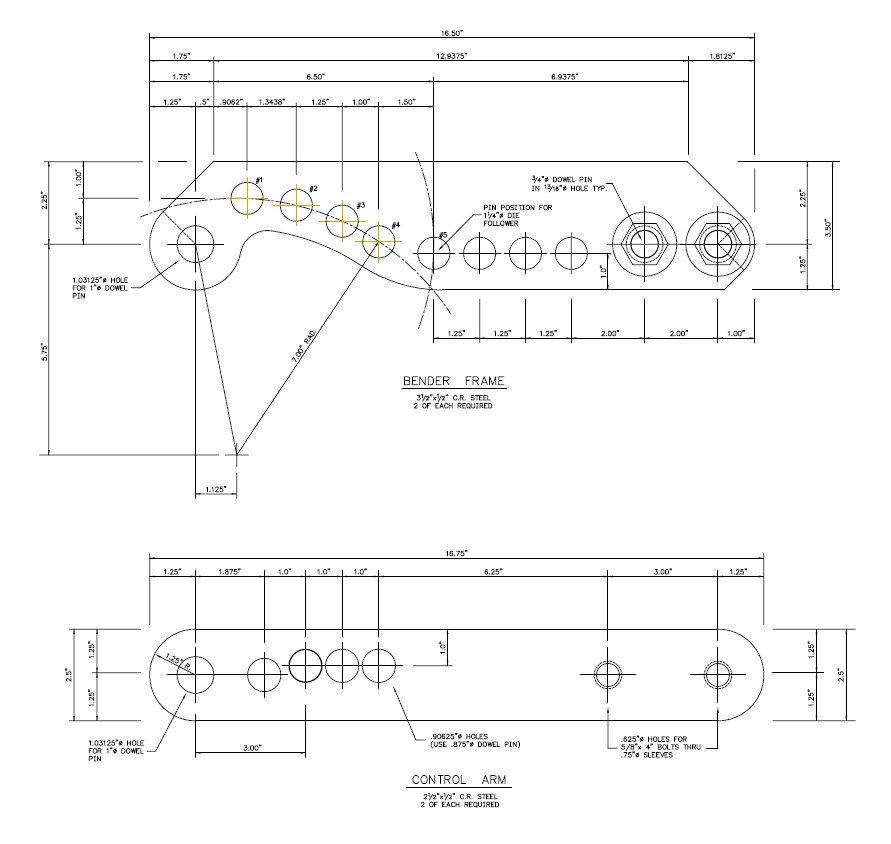
Чертеж варианта гибочного приспособления
Собственноручное изготовление трубогиба из утиля без токарных работ
Для своих нужд решил делать вальцовочный станок для гибки профильной трубы своими руками, чертежи для которого подготовил заранее. Его еще называют прокаточным устройством. Конечно, оно не представляет собой полностью идеальную конструкцию. Однако возможностей приспособления вполне хватило, чтобы изготовить дуги для теплицы и козырьков над входными группами.
Один из чертежей трубогиба
Для создания моего варианта гибочного станка использовал материал, который подлежал утилизации. Его я подготовил, когда выполнял уборку в гараже и разбирал накопившийся хлам. При этом мне даже не пришлось обращаться за помощью к токарю, чтобы изготовить опорные валики. В результате получилось приспособление, на которое было потрачено минимум денег.
Итак, перед тем как сделать трубогиб своими руками, чертежи и описание которого уже были подготовлены, я нашел в гараже:
- много болтов;
- ненужный швеллер, длина которого составляла 1 м;
- обрезки труб;
- резьбовую шпильку М18 длиной 1 м;
- металлический уголок длиной 2 м;
- кучу б/у подшипников;
- металлическую пластину толщиной 5 мм;
- большое количество широких шайб, а также гаек.


Гайки, подшипники, шайбы, резьбовая шпилька для будущего станка
После подготовки необходимых материалов начал изготавливать гибочный станок для профильной трубы своими руками, чертежи которого уже были подготовлены. Процесс осуществлял следующим образом:
- Вырезал станину из швеллера. Ее длина составила 400 мм.
- Нарезал металлический уголок 25*25 мм. Из него получилось четыре стойки-опоры. Длина каждой из них составила 250 мм.
Обрезанный швеллер и стойки
- Очистил заготовки от ржавчины и грязи, чтобы дальнейшие операции проще выполнялись, включая сварочные работы. Для этого использовал металлическую щетку, которую установил на электродрель.
Щетка с металлической щетиной
- Перевернул швеллер, чтобы его полка оказалась внизу.
- Отметил на боковых частях швеллера месторасположение стоек из металлического уголка.
- Приварил четыре опоры к швеллеру. Эти стойки одинаковой высоты, перпендикулярные горизонту и параллельные друг другу образовали конструкцию в виде короба точно по центру. Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
 Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.Закрепленные стойки на швеллере
- Вырезал из металлического листа пластину размером 130*80 мм и сделал в ней отверстие диаметром 19 мм точно по центру. Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
Две подготовленные пластины
- Начал изготавливать прижимной ролик. Его конструкция состоит из нескольких частей. Одной из них является ось. Для нее использовал часть шпильки. Длина этого кусочка составила 200 мм.
- Сделал на шпильке временные упор из широкой шайбы и гайки.
- Отрезал от трубы диаметром 1 дюйм кусочек длиной 40 мм.
- Надел часть обрезанной трубы на шпильку.
Кусочек трубы на шпильке
- Вставил в зазор между шпилькой и надетой трубкой кусочки электродов диаметром 3 мм. Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
 Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.Вставленные электроды в собираемый валик
- Сделал еще одну оболочку для прижимного валика. Для ее изготовления использовал трубу с внутренним диаметром 32 мм.
- Надел вторую оболочку. Однако пришлось предварительно ее разрезать только с одной стороны и чуть-чуть расширить. Когда в дальнейшем выполнял сварку, получившийся разрез заполнил расплавленным металлом.
Надетая вторая оболочка с разрезом
- Обварил аккуратно всю конструкцию сначала с открытой стороны.
- Снял временную шайбу с гайкой.
- Обварил прижимной вал с другой стороны.
- Отшлифовал места сварки.
- Подготовил опорную пластинку для подшипников прижимного валика. Для этого приварил к ней строго симметрично друг другу две цапфы. В противном случае валик перекосит. Из-за этого ухудшится качество изгиба трубы.
Приваренные две одинаковые цапфы
- Надел подшипники на шпильку с каждой стороны прижимного валика.

Надетые подшипники на шпильку
- Установил надетые подшипники в вырезы цапф и приварил их. Крепление сделал точечное. Иначе подшипники могли перегреться.
Точечно приваренные подшипники
- Отрезал от шпильки еще один кусочек длиной 400 мм. Он нужен, чтобы сделать силовую передачу для вала.
- Завел обрезанную шпильку в отверстие пластины с цапфами и накрутил гайку. При этом резьбовой стержень вышел из нее на 2 мм.
Накрученная гайка на шпильке
- Приварил гайку к шпильке.
- Навинтил еще одну гайку на шпильку, но уже с другой стороны. При этом ее не затягивал до конца. Оставил зазор около 0,5 мм. Это нужно, чтобы пластина свободно крутилась на шпильке.
- Приварил гайку к стержню.
Вторая гайка на шпильке
- Опустил собранный элемент между направляющими деталями.
- Установил сверху подготовленную пластину. При этом через отверстие в ней пропустил шпильку.

Установка крышки-пластины
- Приварил пластину к направляющим.
- Накрутил на шпильку, которая торчала из отверстия пластины, еще одну гайку.
Вариант изготовления трубогиба для трубы с круглым сечением показан в этом видео:
- Приварил накрученную гайку к крышке-пластине.
- Прикрепил перекладину (маховик-рычаг) к резьбовому стержню с помощью сварки. Для изготовления рычага использовал профильную трубу. Он нужен, чтобы вручную вкручивать или выворачивать шпильку.
Приваренный рычаг к шпильке
- Установил пластиковые пробки на торцевые части маховика для исключения получения травм на ладонях, когда буду использовать изготовленный трубогиб для профильной трубы своими руками без токарных работ.
Еще одно видео по изготовлению трубогиба:
 youtube.com/embed/9P-dQ4GmDrg” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/9P-dQ4GmDrg” frameborder=”0″ allowfullscreen=””> На следующем этапе приступил к созданию 2-х опорных роликов из шпилек и подшипников. Сначала отрезал два резьбовых стержня. Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Затем на шпильках разместил по три подшипника. Потом на стержни надел по маленькой и большой шайбе. Далее, на шпильки накрутил еще по одной гайки и обрезал торчащие концы с резьбой. В завершение приварил накрученные гайки к большим шайбам и шпикам.
Об ошибках при изготовлении гибочного станка рассказывается в данном видео:
На следующем этапе приступил к изготовлению рычага длиной 250 мм, который нужен для вращения прижимного вала. Его сделал из куска квадратной трубы с вырезом на конце под ось приводного вала. С другой стороны рычага прикрепил ручку из шпильки диаметром 8 мм.
Дополнительно вертикально приварил с каждой стороны швеллера по четыре отрезка шпилек диаметром 6 мм, чтобы можно было меняет положение опорных роликов относительно оси всего приспособления – прижимного вала.
В завершение изготовления станка хорошо отшлифовал прижимной валик. Для этого использовал наждачку с крупным зерном. При этом мелкую абразивную бумагу не применял, так как грубая поверхность вала позволила улучшить процесс прокатки металлопроката.
Видео поможет узнать, как изготовить трубогиб своими руками или как сделать трубогиб в домашних условиях:
Коротко о главном
При самостоятельном изготовлении трубогиба уделяют особое внимание ряду нюансов. Он должен надежно фиксировал заготовку, равномерно распределять прикладываемое усилие, иметь в конструкции при необходимости деталь-шаблон. Станок также обязан позволять работать с ним одному человеку.
Самостоятельно собрать можно приспособление для круглой и профильной трубы. Оно создается с простой и более сложной конструкцией, включая устройство намоточного типа. Я изготавливал вальцовочный станок из утиля без токарных работ. Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Напишите в комментариях, как думаете – все ли соединения должны быть сварными при изготовлении гибочного станка с вальцами?
чертежи, видео, работа в домашних условиях
Трубогиб — это разновидность прокатного стана, предназначен для изгиба под заданным радиусом труб различного сечения и диаметра.
О том, как именно он работает и как его можно сделать самому в домашних условиях, и пойдет речь в этой статье.
Назначение
Очень часто при работе с металлической трубой обычного (круглого) и прямоугольного (профильного) сечения требуется их изогнуть на определенный угол. Такая необходимость возникает вне зависимости от вида работ — прокладка ли это трубопровода по цеху, установка сплит-системы в квартире или же сварка из профтрубы скамейки или беседки на дачу.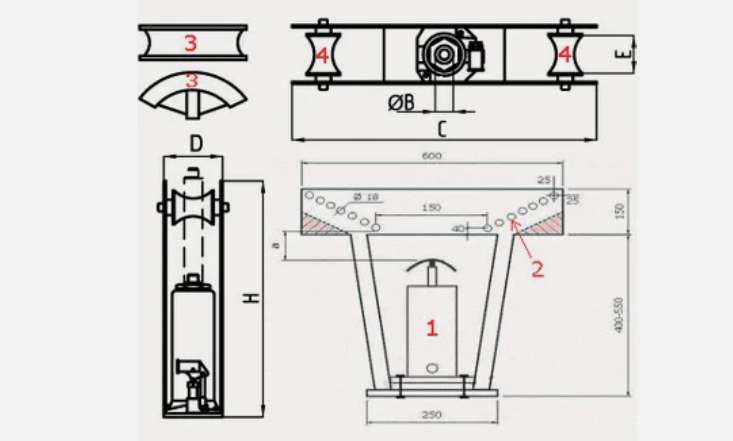
Тонкие трубки, к примеру, медные, часто использующиеся в системах кондиционирования, можно согнуть руками, но изгиб вручную всегда нестандартный, а проще говоря — кривой. Для серьезного производства это неприемлемо. А толстую стальную трубу, особенно профильную, согнуть вручную невозможно. Вот в этой-то ситуации и приходят на помощь трубогибы. Они могут аккуратно, точно по заданному радиусу изогнуть трубу, не допуская разрывов, утончения стенок и иных деформаций металла.
Принцип работы
Принцип работы любого станка для изгибания труб, несмотря на большое разнообразие конструкций, одинаков:
- Трубка либо фиксируется в двух точках, условно назовем их А и В, а в точке Б, находящейся между ними, на нее осуществляется силовое воздействие, которое приводит к образованию изгиба. Фактически это разновидность пресса.
- Либо используются только две точки, одна из которых фиксирует трубу в пространстве, позволяя свободно скользить вперед-назад (в одной плоскости), а вторая представляет собой вращающийся роликовый зажим. Конец профиля зажимается в фиксаторе, ролик делает оборот на определенное количество градусов, профиль соответственно изгибается.
 Конец профиля зажимается в фиксаторе, ролик делает оборот на определенное количество градусов, профиль соответственно изгибается.
Конец профиля зажимается в фиксаторе, ролик делает оборот на определенное количество градусов, профиль соответственно изгибается.Существует множество разновидностей трубогибов, но все они обладают сходными элементами конструкции: в них есть одна или две стационарные точки фиксации для трубы и одна — подвижная. Ее ход в заданной плоскости и приводит к изгибу профиля.
В качестве точек опоры всегда используются ролики или вальцы. Изгиб трубы в жестких зажимах возможен, но легко может привести к разрыву материала. Если же профиль может свободно скользить в роликах, то он не повреждается.
Для сгибания профильных труб с сечением в виде прямоугольника и квадрата используется тот же принцип, что и для круглого сечения. Только трубогиб должен был собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
Разновидности
В первую очередь трубогибы делятся на ручные и автоматические.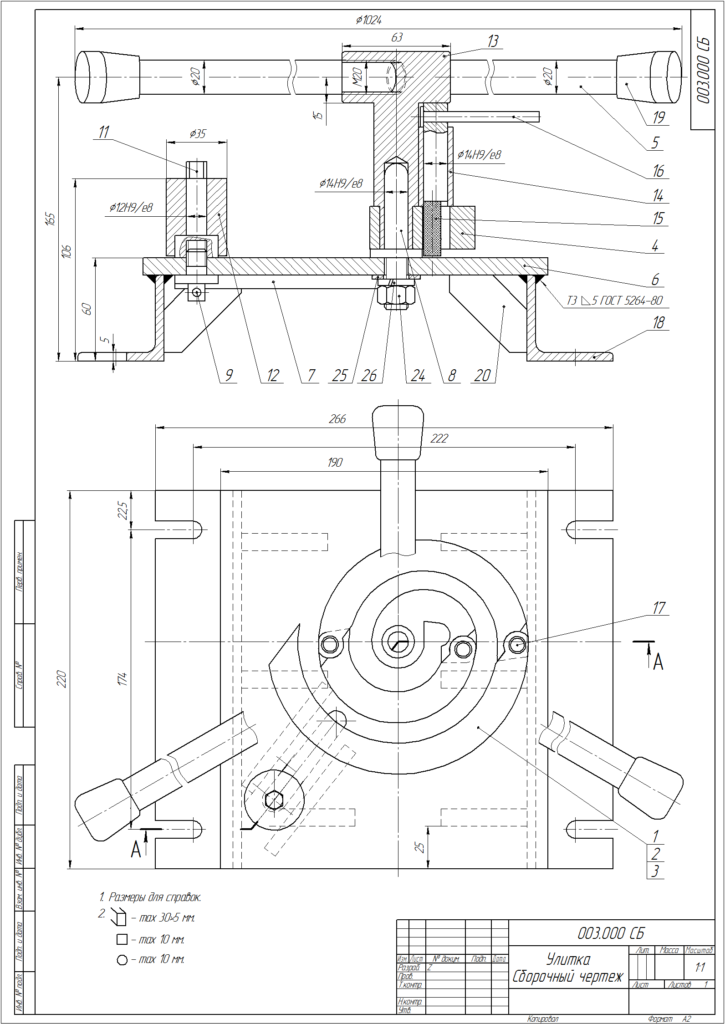 Первые предназначены для работы с профилем небольшого сечения, до 40х40 мм, поскольку более толстую трубу даже с помощью рычага согнуть руками невозможно. В быту используют преимущественно их, при этом встречаются мобильные и стационарные устройства.
Первые предназначены для работы с профилем небольшого сечения, до 40х40 мм, поскольку более толстую трубу даже с помощью рычага согнуть руками невозможно. В быту используют преимущественно их, при этом встречаются мобильные и стационарные устройства.
Автоматические прокатно-изгибочные станы предназначаются для промышленных условий. Как правило, они стационарного типа.
Они оснащаются электрическим приводом от двигателя соответствующей мощности. Встречаются гидравлические или комбинированные — электрогидравлические модели.
Основная классификация идет по принципу действия:
- домкратный (или арбалетный),
- вальцовочный,
- намоточный.
Первые два типа конструктивно очень схожи между собой. Есть два валика, через которые протягивается труба. На домкрате или прессе размещен третий валик или полукруглый упор, который осуществляет давление на профиль. Разница только в том, что при вальцовке профиль прогоняется под прессующим валиком с определенной скоростью, а сам валик закреплен неподвижно.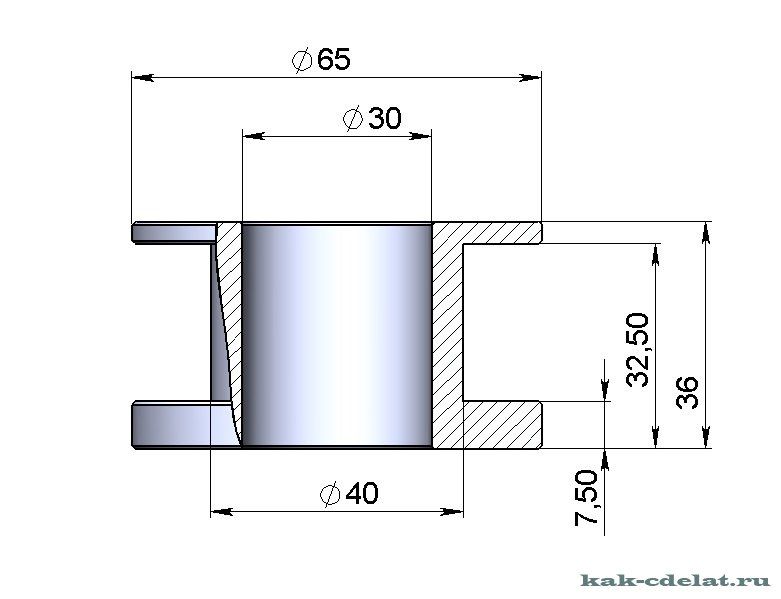 А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
Намоточный тип подразумевает, что изгибаемый материал фиксируется в одном ролике (или системе роликов) и наматывается на другой.
Каждый вид конструкции имеет свои достоинства и недостатки:
- «Арбалет» конструктивно проще всего, его легче сделать в домашних условиях из обычного домкрата. Но аккуратно выгнуть конец трубы с его помощью сложно, кроме того, при изгибе на большой радиус он может привести к разрыву металла.
- Вальцовочный станок обеспечивает высокое качество изгиба на любой радиус, но нуждается в двигателе для протяжки трубы. Именно этот тип чаще всего можно встретить в заводских цехах.
- Намоточный бывает как стационарным, так и мобильным (ручным). Он особенно удобен для труб небольшого и среднего диаметра. Основным его недостатком является невозможность изменять окружность изгиба и варьировать радиус: они всегда зависят от ролика намотки.

На заметку: в промышленности активно используются трубогнущие станки с ЧПУ, которые могут выполнять из труб любые гнутые конструкции согласно заложенной программе.
Как сделать трубогиб своими руками?
Если вам необходим трубогиб для ремонтных работ по дому или даче, а работа планируется с трубами небольшого диаметра, то можно не покупать дорогое устройство, а смонтировать его своими руками из подручных средств. Вариантов изготовления существует бесчисленное множество.
Перед началом работы вам понадобится определиться с сечением и формой профиля труб, которые вы будете гнуть. Ширина и форма желоба роликов должны точно соответствовать диаметру и сечению трубы, иначе она либо застрянет в них, либо будет «гулять», что приведет к неровному изгибу или другим деформациям. Труба должна входить между роликами как влитая, не застревать и не болтаться. Либо необходимо использовать цилиндрические вальцы без желоба и контролировать протяжку вручную.
Также в работе вам могут помочь следующие чертежи:
Изготовление трубогиба вальцовочного типа
- На любое подходящее основание монтируется сварная рама. В нее устанавливаются два опорных ролика. В данном случае на рисунке расстояние между ними можно варьировать благодаря установке в пазы — чем больше расстояние, тем больше радиус изгиба.
- Ролики соединяются между собой через шкив велосипедной цепью, приводным ремнем и т. д так, чтобы они вращались одновременно.
- К раме приваривается или крепится на болтах конструкция, состоящая из опорного ролика с держателем и простого винтового механизма. Вместо прижимного винта можно использовать обычный домкрат.
Изготовление трубогиба намоточного типа
Если возникла необходимость гнуть трубы небольшого сечения, но с малым радиусом изгиба, то можно собрать самодельный трубогиб намоточного типа.
Конструкция чем-то похожа на закруточную машинку для домашнего консервирования. Главная часть — два ролика с прямоугольными желобами точно по форме трубы. Ведущий ролик (на рисунке — большой) крепится на любое основание. Он будет обеспечивать радиус и закругление гибки трубы.
Гибка труб
Гибка труб
- От кого: «Рик Хорвиц»
Гибка труб зависит от диаметра и толщины трубка. Кроме того, радиус изгиба также важный. Я обнаружил, что большинство алюминиевых трубок можно согнуть с помощью стандартного трубогиба. На практике Я сформировал 7/8″ со стенкой 0,048, 1″ со стенкой 0,058. стена, 1,25 дюйма .065 стена с большим успехом. Тоньше трубка может быть сформирована, но радиус должен быть больше. Глушитель в магазинах обычно есть специальные трубогибочные станки, которые допускают еще более узкий радиус. На примере трубы методология гибки посетите http://www.ihpva.org/com/PracticalInnovations/seat_fabrication.htm а теперь и его новая страница Tube Bending.
 На примере трубы методология гибки посетите http://www.ihpva.org/com/PracticalInnovations/seat_fabrication.htm а теперь и его новая страница Tube Bending.
На примере трубы методология гибки посетите http://www.ihpva.org/com/PracticalInnovations/seat_fabrication.htm а теперь и его новая страница Tube Bending.- От: Гленн
Большой инструмент можно построить из фанеры, имитирующей действие трубогибов, используемых для меди 1/4 дюйма трубка. Ключ в том, что оправка и ролик имеют быть вогнутой, чтобы соответствовать диаметру трубы. Песок может или может не помочь. В качестве альтернативы вы можете спуститься к в хозяйственном магазине и купите трубогиб. Обычно называется «Хикки». Хитрое использование позволяет вам согнуть любой радиус больше, чем минимальный инструмент предназначен для. Я не использовал его в течение некоторого времени, мой лучше всего предположить, что минимальный радиус составляет около фута.
- См. инструменты для гибки труб на Магазин Outfitters
- «Как построить трубу Гибочная машина» Винса Джинджери доступна по адресу Книги Линдси.

- Еще несколько замечаний по гибке трубок-
Морщины возникают из-за того, что трубка не полностью поддерживается со стороны сжатия (внутри изгиба). Пока все, что вы можете сделать, чтобы лучше поддерживать трубу (формирование хорошая канавка в штампе, заполнение песком или серро изгибом) поможет, просто большие диаметры сложно гнуть из тонкостенной трубы без складок.
В 4130 все, что имеет отношение диаметра к толщине стенки. более 20 попадает в трудную территорию. я бы планировал сморщив несколько трубок, прежде чем сделать все правильно. я не стал бы пытаться делать что-либо с соотношением выше 30 без очень причудливый гибочный станок.
Профессиональные трубогибы дороги, потому что они контролировать так много аспектов процесса гибки одновременно (поддержка труб, зажим, плавный, устойчивый изгиб, точное и последовательное выравнивание матрицы). если ты делаешь очень много изгибов, правда, они стоят каждой копейки. Вот контрольный список того, что нужно попробовать при гибке труб:1. Все, что вы можете сделать, чтобы сделать ваше приспособление для гибки более жесткий. 4130 очень сильный. Если зажим сломался или сместился, изгиб не будет ровным и, скорее всего, морщина.
2. Поддерживайте трубку полностью и равномерно (хорошая канавка в гибочная матрица, без зазоров между зажимами/скобами и матрицей, без внезапные или острые края, соприкасающиеся с трубкой).
3. Убедитесь, что трубка хорошо зажата и не соскальзывает. соскальзывать. Это важный секрет. трубка не хочет согнуть ровно. Оно хочет скомкаться, сосредоточив все изгиб в одной точке. Если он не может скользить, это сложнее для чтобы все изгибы происходили в одном месте (в том или ином конце трубка должна скользить, чтобы сделать это). Представьте, что вы держите сильное натяжение трубки при ее изгибе.
4. Засыпать песком (желательно утрамбованным влажным песком, должны делать это по 1 или 2 дюйма за раз). я никогда не был возможность найти материал для гибки низкотемпературного металлического сплава (серро бенд?), но звучит неплохо.
5. Расположите достаточное количество рычагов, чтобы вы могли медленно сгибаться. и стабильно. Повторяющиеся выпады и хрюканье, как правило, мять, а не сгибать.
6. Без изгибов большого радиуса обойтись намного проще сморщивание, чем изгибы малого радиуса. Фигура что-нибудь с диаметр изгиба: отношение диаметра трубки менее 8 или около того будет трудный.
— Пэт Франц
TerraCycle Inc.
503-231-9798 (США) - Марк Стонич
Миннесота Приведенный в действие человеком Ассн. автомобиля
Тема: Re: Чертеж Lowracer/Конструкция соединения большой трубы
На фото Уоррена и на рисунке Феликса изображен большой диаметр. трубы, которые, кажется, были сварены встык под углом. Учитывая сложность получения большого диаметра с тонкой стенкой трубка согнута это имеет смысл. Однако, если у вас нет вставленные внутренние диафрагмы для предотвращения эллиптического шарнира от деформации, это может привести к отказ.
Я узнал об этом от Питера Росса, британского строителя. Trice Trikes и Ross Recumbents, включая Фестинал Низкий Гонщик. Он отвечал на вопрос о гибка больших тонкостенных труб.
Питер написал;
Гибка труб большого диаметра с тонкой стенкой очень специализированная работа, и в Соединенном Королевстве не так много компаний, которые будут это делать.
Компания должна иметь машину, которая рисует внутреннюю оправка вниз по трубе точно в том месте, где она быть согнутым.
Много лет мы не могли найти никого, кто бы это сделал, и наша Trice был построен с использованием прямой трубы с углом. Этот все в порядке, но выглядит не так хорошо. Если вы сделаете это с прямая труба, вы ДОЛЖНЫ поставить диафрагму внутри соединения, в противном случае трубка будет «ромбовидной» на стыке, когда она будет изгибается, и это быстро приведет к усталостному разрушению.
Диафрагма может быть сделана из очень тонкого листа и просто кусок металла эллиптической формы, который заполняет трубку на стыке (как стена поперек трубы)
Я прихватываю газовой сваркой и отношу трубу в местный TIG. сварщик, который следит за тем, чтобы его сварной шов проникал в трубу и создает звуковое соединение. Сварка TIG также выглядит аккуратнее, чем большинство газовой сварки.
Вы также должны убедиться, что сталь, которую вы используете, свойства, позволяющие производить сварку без образования трещин.
Я спросил его;
Диафрагма немного больше или меньше, чем трубка?
Питер ответил;
Диафрагма немного больше, чтобы позволить металлу расплавить до исходного диаметра. Вы могли бы сделать Это тот же размер и используйте больше присадочной проволоки при сварке. Главное, чтобы все три компоненты сливаются воедино.У профессионального сварщика диафрагма большего размера, безусловно, сэкономить время. Учитывая мои ограниченные навыки сварки, я бы выбрал меньший и присадочный стержень для обеспечения проникновения.
Кстати, трубы, которые Питер присоединял таким образом, были 50 мм. диаметром и стенкой 1 мм (0,040 дюйма). Я предполагаю, что они были Reynolds Chrome Manganese вместо США. 4130 Хромомолибден.
Можно ли обойтись без такой диафрагмы будет зависеть от угла, под которым соединяются трубы, и отношение толщина/диаметр. - От кого: Роберт Паркер
- Гибка труб — дорогое удовольствие, если оно вам необходимо. отправили делать. К счастью, вы можете создать свой собственный трубогиб, который НЕ перегибает трубу. публикации Линдси вышла книга «Как построить изгиб трубы». Машина. Я в процессе создания одного. Это даже показывает, как сделать свои собственные красители для твердой древесины. очень впечатляющий дизайн, который мог бы встроить любой домашний магазин пару выходных.
- От: Мартен Герритсен
Факторами, влияющими на образование морщин, являются отношение толщины трубы к диаметру и кривая сгибать. Крутые изгибы тонкостенных труб (< 20:1) поэтому труднее получить, чем изгибы с большими радиусы. Я видел, как мягкая трубка сгибалась над плоской поверхностью. круглая форма (для голландских родстеров ледибайк), это в основном тот же процесс, что и при гибке вилочных лезвий. Я полагаю, что для труб более высокого качества обычно согните трубку между тремя роликами. Для крутых поворотов используйте трубогибочный станок.
Свободный изгиб с теплом (заполните трубку -сухой струйной очисткой выстрел, заварите концы и используйте самый большой факел, который у вас есть. можно найти) подходит для выхлопных газов, но я бы не рекомендовал для велосипедных рам.
WWW: HTTP://tubus.nl
 если ты делаешь очень много изгибов, правда, они стоят каждой копейки. Вот контрольный список того, что нужно попробовать при гибке труб:
если ты делаешь очень много изгибов, правда, они стоят каждой копейки. Вот контрольный список того, что нужно попробовать при гибке труб: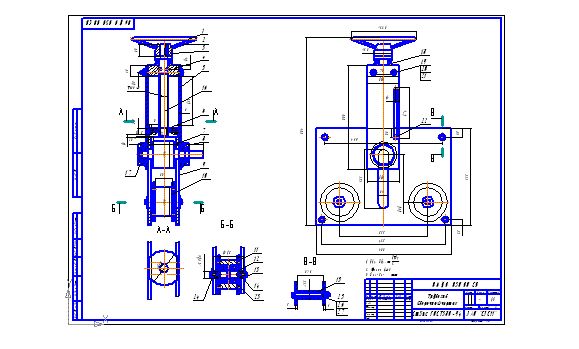 Представьте, что вы держите сильное натяжение трубки при ее изгибе.
Представьте, что вы держите сильное натяжение трубки при ее изгибе.  трубы, которые, кажется, были сварены встык под углом. Учитывая сложность получения большого диаметра с тонкой стенкой трубка согнута это имеет смысл. Однако, если у вас нет вставленные внутренние диафрагмы для предотвращения эллиптического шарнира от деформации, это может привести к отказ.
трубы, которые, кажется, были сварены встык под углом. Учитывая сложность получения большого диаметра с тонкой стенкой трубка согнута это имеет смысл. Однако, если у вас нет вставленные внутренние диафрагмы для предотвращения эллиптического шарнира от деформации, это может привести к отказ. 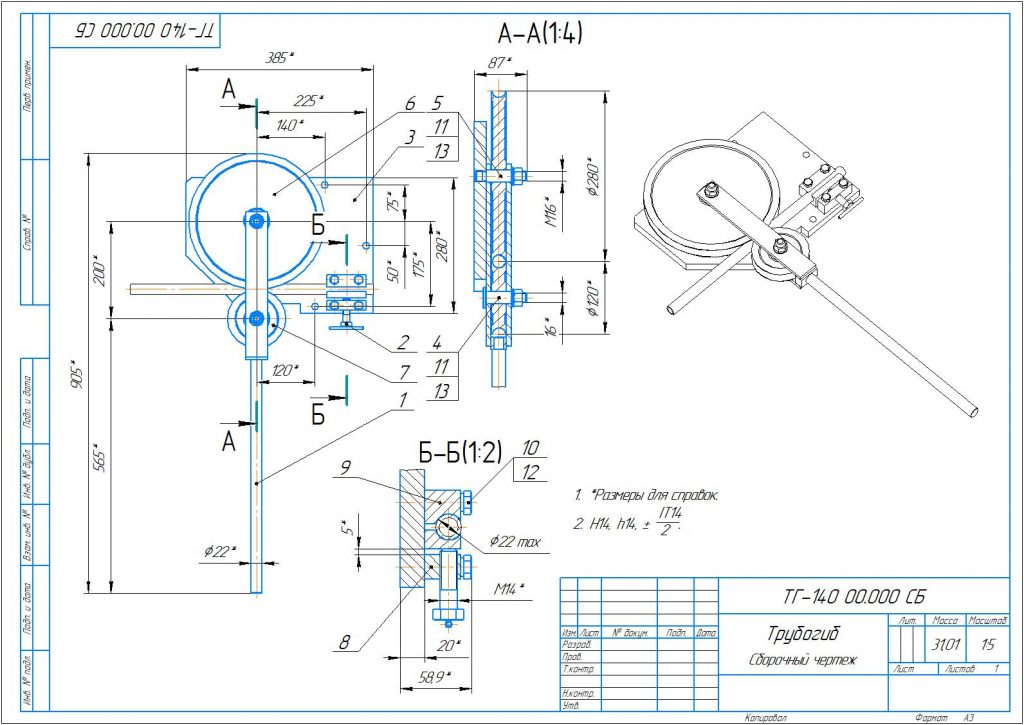 Этот все в порядке, но выглядит не так хорошо. Если вы сделаете это с прямая труба, вы ДОЛЖНЫ поставить диафрагму внутри соединения, в противном случае трубка будет «ромбовидной» на стыке, когда она будет изгибается, и это быстро приведет к усталостному разрушению.
Этот все в порядке, но выглядит не так хорошо. Если вы сделаете это с прямая труба, вы ДОЛЖНЫ поставить диафрагму внутри соединения, в противном случае трубка будет «ромбовидной» на стыке, когда она будет изгибается, и это быстро приведет к усталостному разрушению. 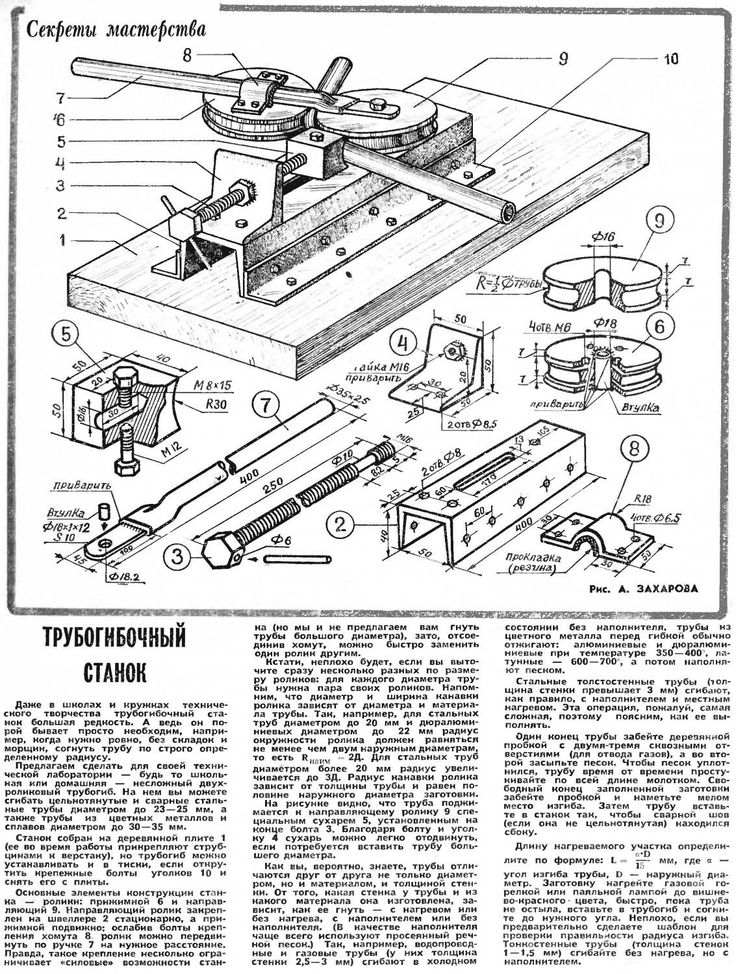 Вы могли бы сделать Это тот же размер и используйте больше присадочной проволоки при сварке. Главное, чтобы все три компоненты сливаются воедино.
Вы могли бы сделать Это тот же размер и используйте больше присадочной проволоки при сварке. Главное, чтобы все три компоненты сливаются воедино. публикации Линдси вышла книга «Как построить изгиб трубы». Машина. Я в процессе создания одного. Это даже показывает, как сделать свои собственные красители для твердой древесины. очень впечатляющий дизайн, который мог бы встроить любой домашний магазин пару выходных.
публикации Линдси вышла книга «Как построить изгиб трубы». Машина. Я в процессе создания одного. Это даже показывает, как сделать свои собственные красители для твердой древесины. очень впечатляющий дизайн, который мог бы встроить любой домашний магазин пару выходных.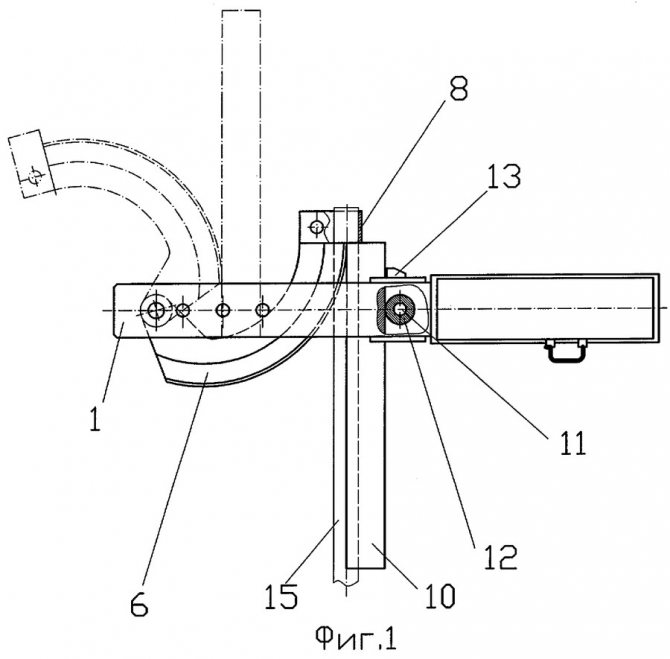 можно найти) подходит для выхлопных газов, но я бы не рекомендовал для велосипедных рам.
можно найти) подходит для выхлопных газов, но я бы не рекомендовал для велосипедных рам. Спинка
Четверг, 29 января 2009 г.
Трубогиб для гибки плоских поверхностей
Но у трубогиба нет другого применения, и это очень плохо, потому что это большой дорогой инструмент.
Я подумал, можно ли использовать тяжелый 12-тонный бутылочный домкрат для каких-то других целей. После того, как я его осмотрел, мне показалось разумным модифицировать трубогиб, чтобы с его помощью можно было сгибать не только трубы, но и листы.
Как модифицировать трубогиб для плоского стального листа
Автор Peter Byam
Недавно я купил в Интернете гидравлический трубогиб, который сгибает стандартную трубу диаметром до 50 мм.
Этот инструмент, который можно найти во многих хорошо оборудованных мастерских, специально предназначен для гибки труб.
Изогнутый инструмент, установленный на верхней части втулки домкрата, удерживает трубу. Труба сгибается посередине, когда домкрат толкает вверх, и два конца трубы останавливаются на роликах на концах пластин. Но у трубогиба нет другого применения, и это очень плохо, потому что это большой дорогой инструмент.
Труба сгибается посередине, когда домкрат толкает вверх, и два конца трубы останавливаются на роликах на концах пластин. Но у трубогиба нет другого применения, и это очень плохо, потому что это большой дорогой инструмент.
Я подумал, можно ли использовать тяжелый 12-тонный бутылочный домкрат для каких-то других целей. После того, как я его осмотрел, мне показалось разумным модифицировать трубогиб, чтобы с его помощью можно было сгибать не только трубы, но и листы.
Ответ состоял в том, чтобы просверлить боковые пластины, чтобы установить штифты, на которые устанавливаются два новых ролика ближе к середине.
Плоский кусок, удерживаемый поверх специально изготовленного инструмента, установленного на цапфе домкрата, прижимается к этим роликам и изгибается по мере того, как давление продолжается вверх. Это делает трубогиб инструментом двойного назначения. Это настолько очевидно, что я удивлен, что никогда не видел и не слышал об этом. Эта модификация проста по конструкции, но очень важна для ее изготовления.
Отверстия для новых роликов и их штифтов должны быть размечены и просверлены точно так, как показано на приведенном здесь чертеже, по центру гидравлического домкрата. Здесь нет права на ошибку. У вас есть только один шанс сделать это правильно. Поднимите домкрат до верхней части рамы. Положите квадрат поперек вершины, выровняв ее с центром втулки. Отметьте обе пластины по верхнему краю. Повторите, используя перевернутый квадрат и конец за концом. Средняя метка должна быть в центре домкрата. С помощью угольника проведите вертикальную линию по передней и задней части рамы.
Убедитесь, что верхние части обеих пластин находятся на одинаковом расстоянии от основания домкрата. Перепроверьте свою работу; если все в порядке, отметьте все центральные линии, как показано на рисунке. Слегка проткните по центру позиции с восемью отверстиями.
Успешно согнутые полосы
Верхняя часть гибочного станка с роликами диаметром 65 мм на месте
Штифты
Штифты, поставляемые с трубогибом, были слишком ослаблены, чтобы их можно было использовать, поэтому я сделал новые штифты.
Увеличил размер отверстий до 20 мм в диаметре. Для этого снимите тяжелый домкрат и закрепите раму на фрезерном станке или сверлильном станке.
Сначала используйте центрирующее сверло, а затем просверлите четыре отверстия на низкой скорости с использованием смазочно-охлаждающей жидкости. Переверните раму и просверлите оставшиеся четыре. Очистите отверстия и соберите трубогиб. Я сделал два ролика из круглой мягкой стали диаметром 65 мм, но ролики диаметром 50 мм также подходят для 10-12 мм проката. Они оставляют более широкий зазор для легкого изгиба. Я думаю, что 50 x 12 мм пластины из мягкой стали должны быть максимальным размером для сгибания, хотя более широкие пластины можно согнуть, если они имеют размер 10 мм или меньше.
Питер использует токарный станок South Bend 1937 года выпуска. «Мой папа купил его мне, когда мне было восемь лет, и с тех пор я им пользуюсь»
Моя версия
Мой гибочный станок имеет размеры 95 мм в поперечном сечении внутри пластин, но они могут быть выгнуты для 100 мм граней. Ролики просверлены диаметром 20 мм, а штифты обточены между центрами до плотной посадки.
Ролики просверлены диаметром 20 мм, а штифты обточены между центрами до плотной посадки.
Просверлите штифты 8 мм для поперечных штифтов AG 2,8 мм. Самый полезный инструмент для насадки на втулку домкрата — это инструмент, который образует внутренний радиус около 5 мм.
Я сделал один из того же круга диаметром 65 мм, что и ролики. Для этого на дне фрезеруется или вытачивается лыска, где она будет опираться на буртик промежуточного вала, и просверливается отверстие для плотного прилегания цапфы. Отметьте радиус вверху и отрежьте обе стороны, чтобы обеспечить изгиб, чуть больше 9.0 градусов. Это можно сделать фрезеровкой или ножовкой — медленно и со знанием дела.
Инструмент с большим радиусом можно просто изготовить из круглого стержня диаметром 45 мм, размер которого как раз достаточен для отверстия под втулку. Вероятно, вы захотите поэкспериментировать с различными роликами и инструментами, чтобы получить именно тот изгиб, который вам нужен. Используйте верхние отверстия для толстых полос или стержней, а нижние отверстия для более тонкого материала.