08.05.2019 С Днём Победы!Все мы помним это праздник,Грустный самый, но родной, Подарил он людям счастье, Ей, ему, и нам с тобой. Каждому желаю мира, | 24.12.2018 Cмена наименования нашего предприятияВ связи с приведением в соответствие с нормами главы 4 Гражданского кодекса Российской Федерации (в ред. Федерального закона от 05.05.5014г. №99ФЗ) произведена смена наименования нашего предприятия. |  03.2016 03.2016V Российско-Туркменский экономический форумООО ПРОМСРЕДМАШ приняла участие в V юбилейном Российско-Туркменском экономическом форуме, на котором были обсуждены перспективы дальнейшего развития торгово-экономических отношений России и Туркменистана и активизации прямых контактов между российскими и туркменскими предпринимателями. | 28.12.2015 С новым 2016 годом!!!!Пришла пора, когда всем можно | 28.12.2015С новым 2016 годом!!!Мы ждем чудес, мы верим в сказку, | 28.12.2015 С Рождеством!!!Рождество — это время чудес, | 28.12.2015 С новым 2016 годом!!!И в сказку дверь откроет, И непременно принесет Всё лучшее с собою. | 20. С днем Победы!Уважаемые ветераны, разрешите Вас сердечно поздравить с днем Победы. | 29.04.2015 С днем ПобедыПогибшим – Быть бессменно на посту,Им жить в названьях Улиц и в былинах. Их подвигов святую красоту Отобразят художники в картинах… | 04.03.2015 с 8 Марта!!!Пусть первый подснежник |
 ..
.. 12.2013
12.2013 ..
..ИВ3429М Трубогибочная машина ИВ 3429М с дорном
НАЗНАЧЕНИЕ МАШИНЫ ТРУБОГИБОЧНОЙ ИВ3429ММашина трубогибочная с частотным приводом DELTA предназначена для холодной гибки труб с оправкой и без оправки методом наматывания трубы на инструмент.
Срок службы составляет 10 лет при условии соблюдения потребителем правил транспортирования, хранения и эксплуатации.
| Поз. | Наименование | Обозначение |
| 1. | Станина | ИВ3429-11-001 |
| 2. | Редуктор | ИВ3429-21-001 |
| 3. | Привод | ИВ3429-22-001 |
| 4. | Балка | ИВ3429-31-001 |
| 5. | Механизм поджима | ИВ3429-32-001 |
6. | Механизм выдергивания дорна | ИВ3429-33-001 |
| 7. | Штанга разметочная | ИВ3429-51-001 |
| 8. | Электрооборудование | ИВ3429-91-001 |
| 9. | Шкаф управления | ИВ3429-92-001 |
| 10. | Пульт управления | ИВ3429-93-001 |
| 11. | Инструмент | ИВ3429-65-001 |
Гибка труб на машине производится методом наматывания изгибаемой трубы на гибочный ролик. Труба помещается в ручей гибочного ролика и закрепляется в нем с помощью эксцентрика. Призматической колодкой труба в процессе гибки прижимается к гибочному ролику. Приводимый во вращательное движение гибочный ролик увлекает за собой трубу, которая, находясь в ручье между гибочным роликом и колодкой, стаскивается с дорна и изгибается. Дорн применяется для предотвращения образования овальности и гофров. Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.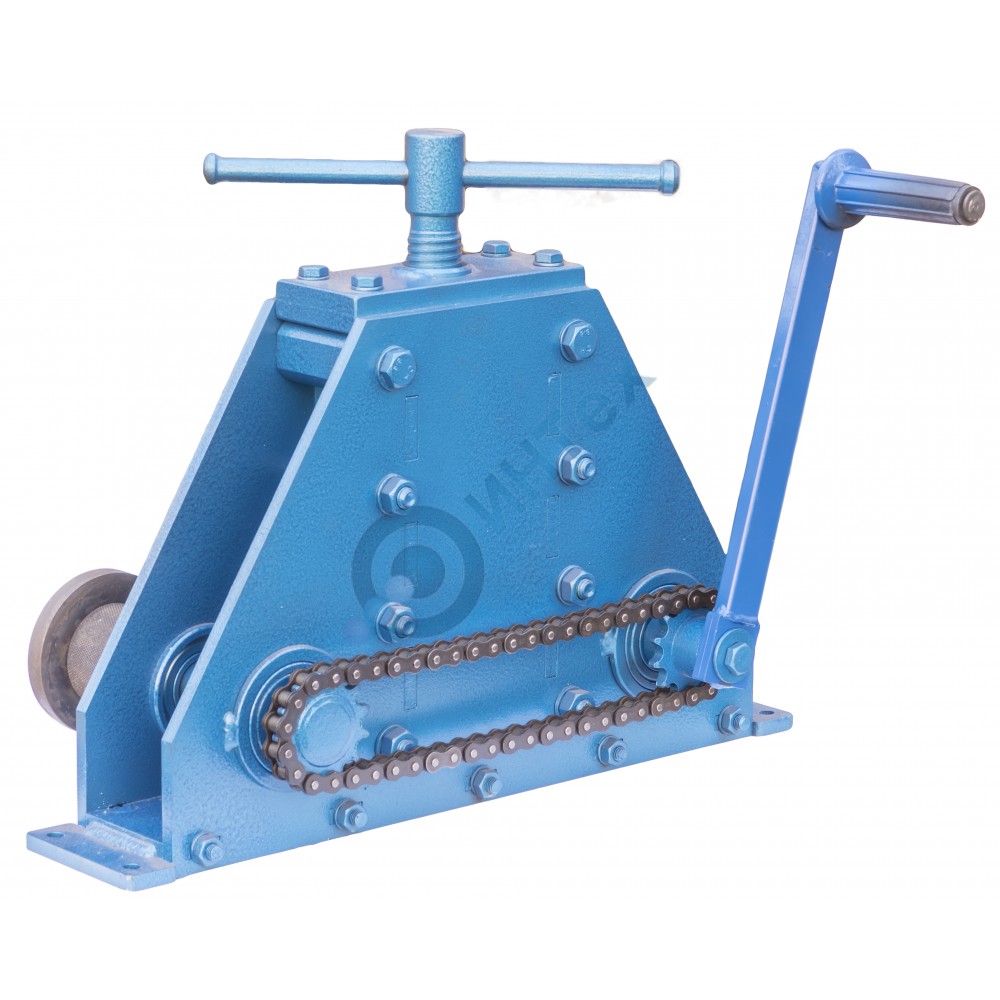
1 – электродвигатель; 2 – шкив ф135мм; 3 – шкив ф195мм;
Крутящий момент от электродвигателя 1 с помощью клиноременной передачи через шкивы 2, 3, червячную пару 5, 7 и цилиндрическую зубчатую открытую передачу 21, 20 передается на гибочный ролик 18, жестко связанный с шестерней 20.
Перемещением ползушки 12 балка настраивается на требуемый радиус гибки. Винтом 13 призматическая колодка 14 прижимается к трубе. Рукояткой 15 поднимаются и опускаются передвижные упоры 16 разметочной штанги. Рычагом 22 через тягу 24, серьгу 25, тягу 23 выдергивается из зоны защемления в трубе дорн 17. Рычаг 22 необходимо включать до упора после каждой гибки.
Конструктивные особенностиРедуктор (см. рис. ниже), состоящий из червячной пары 14, 1 и цилиндрической зубчатой пары 7, 4, установлен на станине, представляющей собой сварную раму, закрытую с боков съёмным крышками. На поворотном диске 6, жёстко связанном шестернёй 4, закреплены 2 шпонки 5, через которые передаётся крутящий момент гибочному ролику.
Съёмный шкив 10 клиноременной передачи соединяется с червяком 14 при помощи планки 9, выполняющей роль шпонки и серьёзного предохранителя от перегрузок по крутящему моменту.
1 – колесо червячное; 2 – подшипник 8224 ГОСТ 6874-75; 3 – уплотнение; 4 – шестерня; 5 – шпонка; 6 – диск поворотный; 7 – шестерня; 8 – подшипник 7217 ГОСТ 333-79; 9 – планка; 10 – шкив; 11 – манжета 1. 1.50х70-3 ГОСТ 8752-79; 12 – кольцо 140х150х46х2х2 ГОСТ 9833-73; 13 – подшипник 7311 ГОСТ 333-79; 14 – червяк; 15 – флажок
1.50х70-3 ГОСТ 8752-79; 12 – кольцо 140х150х46х2х2 ГОСТ 9833-73; 13 – подшипник 7311 ГОСТ 333-79; 14 – червяк; 15 – флажок
Установленные на машине шкивы обеспечивают частоту вращения поворотного диска 2,5 min-1. Для изменения частоты вращения поворотного диска на 5,8 min-1 поменяйте местами ведомый и ведущий шкивы. Балка, установленная в сварном кронштейне, закреплённом на верхней плоскости редуктора, может поворачиваться вокруг цапфы и имеет поперечное перемещение. На балке установлены: имеющая продольное перемещение призматическая колодка поджима трубы, система рычагов и тяг выдёргивания дорна и штанги с откидными упорами. Для удобства транспортирования балка, штанга и тяги выполнены разъёмными. Приводной электродвигатель подвешен на подмоторной плите, шарнирно соединённой с корпусом редуктора. Натяжение клиновых ремней осуществляется при помощи гаек.
СИСТЕМА СМАЗКИ ТРУБОГИБА ИВ3429МСмазка редуктора машины картерная разбрызгиванием. В редуктор залейте масло индустриальное И-20А ГОСТ 20799-88 в объёме около 20 дм3. Уровень масла должен быть не ниже середины маслоуказателя, установленного на передней стенке корпуса. Смену масла производите через шесть месяцев, доливайте по степени необходимости.
В редуктор залейте масло индустриальное И-20А ГОСТ 20799-88 в объёме около 20 дм3. Уровень масла должен быть не ниже середины маслоуказателя, установленного на передней стенке корпуса. Смену масла производите через шесть месяцев, доливайте по степени необходимости.
Таблица применяемого смазочного материала:
Страна, фирма | Марка смазочного материала | |
Россия | Масло И-20А ГОСТ 20799-88 | ЦИАТИМ-203 ГОСТ-8773-73 |
– силовая цепь переменного тока напряжением 380В.
– цепи управления напряжением 24В.
ЗащитаЗащита электрооборудования машины от токов короткого замыкания осуществляется однополюсными автоматическими выключателями QF2.
Защита от перегрузки осуществляется автоматом QF1 и частотным приводом.
СигнализацияЛампа HL1, плафон белого цвета – сигнализирует о наличии напряжения в сети.
Органы управления
Поз. | Органы управления и их назначение |
1. 2. 3. 4. 5. 6. 7. | Цифровая панель Арматура сигнальная – сигнализирующая о включении в сеть Кнопка «Стоп привода» Кнопка «Рабочего хода» привода Кнопка «Обратного хода» привода Кнопка «Установки угла гиба» Кнопка «Установки угла гиба» |
| Проявление неисправности | Возможная причина |
1 | При включении станка индикатор не светится
| Проверить напряжение +12B на выходе ИП АС/DС ~220/+12v и на плате контроллера ТК037. |
2 | При включении станка на индикаторе появляется сообщение «нарушена память программ» | Отправить электронный блок в ремонт |
3 | На индикаторе появляется сообщение «отказ датчика угла гибки» | – проверить работу датчика – проверить зазор между датчиком и валом, при вращении двигателя |
4 | На индикаторе появляется сообщение «отказ датчика исходного» | – проверить работу датчика – отказ при возврате в исходное, проверить зазор между датчиком и флажком |
 06
06Зачаливайте распакованную машину для подъёма за две цапфы на раме и крюк на кронштейне балки.
Машину установите на фундамент (см. рис.). Глубина Н заложения фундамента выполняется в зависимости от грунта, но не менее 300мм.
А – место подвода электросети; Н – глубина заложения, не менее 300мм.
Антикоррозийные покрытия, нанесённые на открытые, а также закрытые кожухами обработанные поверхности, снимите неметаллическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит или другие). Очищенные места во избежание коррозии покройте тонким слоем индустриального масла.
Проверить и подтянуть все резьбовые соединения.
Заземлите машину через специальные болты (винты) на станине и корпусе электрошкафа согласно действующим правилам устройства электроустановок.
Подводку сети к электрошкафу выполните в металлической трубе проводом сечением не менее 2,5 мм2.
Залейте масло в редуктор в количестве 20 дм3 (см. раздел «Смазка»). После установки демонтированных на период транспортировки частей опробуйте работу машины на холостом ходу.
ПОРЯДОК РАБОТЫНастройка машины.
– Установить гибочный ролик, соответствующий диаметру трубы.
– Перемещением ползушки, установить балку в положение,
соответствующему радиусу гибки, т.е. в положение, когда труба прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины. Ползушку закрепить болтами.
– Установить соответствующий дорн так, чтобы начало скругления головки дорна совпало с началом гибки трубы.
– Расставить упоры разметочной штанги на требуемые расстояния от оси гибочного ролика.
– Установить на приборе отсчета углов гиба требуемые углы с учетом пружинения трубы.
– Одеть трубу на дорн до упора. Зажать трубу с помощью винта механизма зажима.
– Поджать трубу колодкой при помощи винта, не допуская пережима.
– Включить кнопкой на пульте рабочий ход машины, при достижении заданного угла машина автоматически останавливается.
– Отвести колодку от трубы, выдернуть дорн из зоны зажима.
– Отжать трубу и передвинуть трубу для следующего гиба или снять ее при одном гибе. При гибке труб большого диаметра перед отвертыванием винта механизма зажима трубы рекомендуется кратковременное включение (толчок) обратного хода машины, что снизит усилие необходимое для отвертывания винта механизма зажима.
При гибке труб большого диаметра перед отвертыванием винта механизма зажима трубы рекомендуется кратковременное включение (толчок) обратного хода машины, что снизит усилие необходимое для отвертывания винта механизма зажима.
– Включить обратный ход машины, гибочный ролик остановится в исходное положении.
– После каждого гиба рычаг 22 включать до упора.
При появлении большой овальности и гофр на изогнутом участке дорн необходимо выдвинуть вперед. При правильной настройке овальность трубы в изогнутой зоне не должна превышать 15%.
При отклонении по углу гиба произвести корректировку угла на приборе отсчета углов гиба.
Регулирование машины.Регулировка концевых выключателей производить в следующем порядке:
– для регулировки концевых выключателей относительно
кулачков необходимо ослабить гайку установить кулачки против роликов концевых выключателей. Момент срабатывания определяется с помощью омметра или на слух «по щелчку».
– для регулировки исходного остановки гибочного ролика в
исходном положении при ходе назад необходимо ослабить стопорный винт диска и поворачивая диск против часовой стрелки, установить его так, чтобы кулачок перешел 10-12 мм за положение включения концевого выключателя. Стопорный винт затянуть, включить рабочий ход. Если гибочный ролик не дойдет до исходного положения, то диск необходимо повернуть в обратную сторону на угол, соответствующий неточности останова.
Инструмент.Ввиду большой номенклатуры труб по диаметру и радиусу гибки, машина не комплектуется инструментом для гибки. По особому заказу поставляется инструмент для гибки водогазопроводных труб ГОСТ 3262-75,Ду20, Ду25, Ду32, Ду40, Ду50. Поставляемые гибочные ролики обеспечивают максимальный угол гибки 1800.
При изготовлении инструмента для гибки других размеров
– диаметр дорна должен быть на 1,0…2,0мм меньше внутреннего диаметра трубы;
– длина цилиндрической части дорна должна быть равной 2,5…4,5 диаметра дорна;
– радиус ручья гибочного ролика и зажимной трубы должен быть больше радиуса трубы на 0,15…0,6мм.
Минимальный допустимый по мощности привода и прочности машины радиус гиба в зависимости от диаметра и толщины стенки трубы при частоте вращения гибочного инструмента 2,5мм-1 можно определить по номограмме.
Принятые обозначения:
S – толщина стенки трубы, мм;
R – радиус слоя, проходящего через центр тяжести сечения;
r – относительный радиус изгиба.
Пример. Требуется загнуть трубу D=50мм, S=7мм, σт =250МПа на минимальный радиус.
По номограмме находим r=2. СледовательноRmin=rxD=2×50=100мм.D – наружный диаметр трубы, мм;
Технические требования к заготовкам, полученным различными способами литья
Согласно ГОСТ 26358-84; ГОСТ 1215-79; ГОСТ 977-88; ГОСТ 21357-87; ГОСТ Р 53464-2009 к стальным, чугунным, бронзовым отливкам применяются следующие технические требования:
На подлежащей механической обработке поверхности отливки не допускаются дефекты поверхности в виде раковин, спаев, утяжин, плен и т. д., превышающие по глубине припуск на механическую обработку. На обработанных поверхностях отливок допускаются раковины, не влияющие на работоспособность и прочность детали, размеры и расположение которых указаны в КД на отливки.
д., превышающие по глубине припуск на механическую обработку. На обработанных поверхностях отливок допускаются раковины, не влияющие на работоспособность и прочность детали, размеры и расположение которых указаны в КД на отливки.
На необрабатываемых поверхностях отливок допускаются без исправления раковины и другие дефекты, кроме трещин, вид, размеры, количество и расположение которых указаны в КД.
Допускается исправлять на отливках дефекты, снижающие прочность и работоспособность отливок, если это оговорено в КД
Допустимость несплошностей в виде раковин, пористости и т. д., а также их размеры, количество и расположение указывают в КД и НТД.
Размеры и вид допускаемых к исправлению дефектов и дефектов, допускаемых на отливках без исправления, а также условия допускаемых отклонений должны быть установлены в НТД на конкретные отливки. Вид, количество, размеры и расположение дефектов на необрабатываемых и механически обрабатываемых поверхностях отливок должны быть установлены в НТД на отливку.
ОБЩИЕ СВЕДЕНИЯ
При включении станка на индикаторе появляется приглашение к работе в виде сообщения «СТАНОК ИВ 3429» и «ПРОМСТРОЙМАШ v 04» на 2-х строчном индикаторе. Через 3 секунды на дисплее появляется меню: «АВТОМАТ/РУЧН.РЕЖ» – на 1-ой строке дисплея и «ПРОГРАММИРОВАНИЕ» – на 2-ой строке.
Мерцающий символ первой буквы режима указывает на выбранный режим. Переключение выбранного режима по кнопке «+». Станок готов к работе.
Станок имеет три режима работы: ручной, автоматический, и режим программирования.
Ручной режим может использоваться при гибке по шаблону, в наладочном режиме, для вывода станка в «ИСХОДНОЕ» (в положение близкое к «ИСХОДНОМУ»).
Автоматический режим удобен при большом количестве одинаковых отработанных гибов (при отлаженных уставках). Автоматический режим использует датчик «ИСХОДНОГО» и датчик угла гибки. В ручном режиме эти датчики не используются.
Автоматический режим использует датчик «ИСХОДНОГО» и датчик угла гибки. В ручном режиме эти датчики не используются.
В режиме программирования можно задать, номер программы, число гибов, и угол каждого гиба.
РУЧНОЙ РЕЖИМ РАБОТЫ.
2.1. Ручной режим работы устанавливается путем нажатия на кнопку «назад» при мерцающем символе «Р» в слове «РУЧН». На индикаторе появляется сообщение «РУЧНОЙ РЕЖИМ S1». Цифра за символом S указывает на ступень скорости гибки в ручном режиме. Станок имеет восемь ступеней скоростей от 1 до 8 (0,3; 0,6; 1,0; 1,4; 2,0; 2,65; 4,0; 5,3 об/мин). Кнопками (+) и (-) можно установить необходимую ступень скорости.
2.2. При нажатии на кнопку «вперед» двигатель вращается вперед, при отпускании кнопки «вперед» двигатель останавливается (практически без выбега).
2.3. При нажатии на кнопку «назад» двигатель вращается назад, при отпускании кнопки «назад» двигатель останавливается.
2.4. Для вывода в исходное необходимо кнопками «вперед» и «назад» установить такое положение поворотного диска, чтобы при движении «вперед» диск проходил через «ИСХОДНОЕ». » – на второй строке дисплея.
» – на второй строке дисплея.
На первой строке ХХХ – заданный угол гибки, Х после символа S – ступень скорости гибки в автоматическом режиме. Заданный угол может корректироваться кнопками (+) и (-): короткое нажатие вызывает изменение на единицу, длительное – на 10. Редактируемый параметр индицируется мерцающим маркером. Если мерцает символ (>) на первой строке, то редактируется заданный угол ХХХ, если мерцает символ (S), то редактируется ступень скорости гибки. Смена редактируемого параметра производится кнопкой назад.
Для начала автоматического режима работы следует нажать кнопку вперед. Станок включает вращение вперед, происходит зажим трубы. После зажима трубы включается вращение поворотного ролика и начинается гибка трубы, срабатывает датчик исходного и начинается отсчет угла гибки. При приближении угла гибки к заданному значению за 5 градусов станок переключается на ползучую скорость, а при достижении заданного значения станок останавливается.
3.2. При нажатии на кнопку «назад» начинается разжим трубы, при его завершении начинается возврат в исходное. » – на второй строке дисплея
» – на второй строке дисплея
Х перед УГОЛ указывает номер текущего гиба
Х после символа П указывает номер программы.
Работа в этом режиме аналогична изложенным выше пунктам 3.1…3.3, с отличием в том, что индицируется номер текущего гиба и номер выбранной программы. При нескольких гибах – происходит переход от младшего к следующему и от последнего к первому.
3.4. Для выхода из автоматического режима в режим меню следует в режиме редактирования скорости гибки длительно нажать кнопку назад.
РЕЖИМ ПРОГРАММИРОВАНИЯ.
4.1. Для выхода в режим программирования из меню следует при мерцающем символе «П» в слове «ПРОГРАММИРОВАНИЕ» нажать кнопку назад.
4.2. На дисплее появляется сообщение:
« НОМЕР ПРОГРАММ Х»
Номер программы может быть задан кнопками (+) и (-) в пределах 1…8. При нажатии кнопки назад происходит запоминание заданного номера программы и переход к заданию числа гибов.
4.3. На дисплее появляется сообщение:
« ЧИСЛО ГИБОВ Х»
Число гибов может быть задан кнопками (+) и (-) в пределах 1…8. При нажатии кнопки назад происходит запоминание заданного значения числа гибов и переход к просмотру и редактированию выбранной программы. На дисплее появляется сообщение:
При нажатии кнопки назад происходит запоминание заданного значения числа гибов и переход к просмотру и редактированию выбранной программы. На дисплее появляется сообщение:
4.3. « ПРОГР. №Х ГИБОВ Х»
« ГИБ Х УГОЛ ХХХ г »
На верхней строчке индицируется номер выбранной программы и число гибов в ней, на второй строчке – текущий номер гиба и заданное значение этого гиба. Заданный угол может коррект-ироваться кнопками (+) и (-): короткое нажатие вызывает изменение на единицу, длительное – на 10. При нажатии кнопки назад текущий номер гиба наращивается и сохраняется возмож-ность редактирования заданного значения текущего гиба. После последнего гиба переходим в меню.
4.4. Число гибов и номер программы в энергонезависимой памяти не хранятся и должны вводится при каждом включении станка. По умолчанию (без ввода этих параметров) принимается первая программа и один гиб, причем эти параметры не индицируются.
МЕТОДИКА ПРОВЕРКИ И РЕГУЛИРОВКИ ДАТЧИКОВ.
На станке установлены бесконтактные индуктивные датчики, которые реагируют на приближение металла (в торце датчика у кабеля светится красный светодиод).
6.1. Датчик угла гибки установлен на кронштейне и реагирует на выборку (лыску), сделанную на валу червяка. Для проверки датчика необходимо снять крышку датчика, включить станок, на кнопку “+” не нажимать. При вращении шкива вручную, на датчике в его торце у кабеля, должен мигать красный светодиод. Зазор между валом (на цилиндрической его части) и датчиком должен быть 1,0+/- 0,3мм.
6.2. Датчик “ИСХОДНОГО” установлен на кронштейне под корпусом, и реагирует на флажок. Для проверки датчика необходимо перевести станок в ручной режим, нажать кнопку «вперед» и убедиться в срабатывании датчика при приближении к нему флажка. Зазор между флажком и датчиком должен быть 1+/- 0,3мм.
МЕРЫ БЕЗОПАСНОСТИБезопасность работы на оборудовании обеспечивается установкой защитных кожухов на все вращающиеся части, наличием защитных. Электрошкаф снабжен специальными замками, исключающими доступ к нему посторонних лиц.
К работе на машине допускаются сотрудники, прошедшие обучение, прошедшие медицинское освидетельствование и инструктаж по техники безопасности.
При обработке на станках тяжелых деталей и заготовок (свыше 20 кг) необходимо их установку и снятие производить с помощью подъемных устройств или приспособлений.
Следить за наличием свободного доступа к оборудованию, загромождать проходы (деталями, заготовками, пр) запрещено.
При работе на оборудовании обязательно применение СИЗ.
Уборку станка производить после полной остановки и отключения оборудования специальным инструментом (щетка-сметка, крючок, совок, пр).
Эксплуатация и обслуживание электрооборудование машины должны производится в соответствии с действующими «Правилами эксплуатации электроустановок потребителей». Обслуживание электрооборудование должно производиться электротехническим персоналом, имеющим не ниже 3 группы допуска по электробезопасности, закрепленным за данной машиной.
Для полной гарантии безопасности работы КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
- Допускать к работе на оборудовании лиц, не имеющих необходимой квалификации и не прошедших инструктаж по технике безопасности.
- Работать на неисправном оборудовании.
- Работать на со снятыми ограждениям.
- Производить ремонтные, регулировочные работы, а также чистку и смазку при включенном электродвигателе.
- Выполнять работы под воздействием препаратов, снижающих скорость реакции (алкоголь, наркотики, лекарства).
ВНИМАНИЕ! При возникновении пожара необходимо прекратить работы и приступить к тушению с помощью спецсредств!
Только строгое соблюдение правил техники безопасности при работе не будет подвергать опасности жизнь и здоровье людей!
Указание по технике безопасности и по обслуживанию электрооборудования.Перед включением электросхемы в работу необходимо произвести внешний осмотр всего электрооборудования и заземления.
ПРИ ОСМОТРЕ И РЕМОНТЕ ЭЛЕКТРОАППАРАТУРЫ ВВОДНОЙ АВТОМАТ ДОЛЖЕН БЫТЬ ОТКЛЮЧЕН!
Обслуживание электрооборудования машины осуществляется в соответствии с «Правилами…» и заводскими графиками ежегодного производится
– испытание изоляции электрооборудования и коммуникационной проводки
– испытание защитного заземления машины.
– осмотры, текущие и капитальные ремонты электрооборудования и защитного заземления.
Эксплуатационное обслуживание электрооборудования машины производится квалифицированным электротехническим персоналом предприятия.
Электрическая схема соединения электрооборудования машины представлена на рис.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ТРУБОГИБА ИВ3429МСистема технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники:
– прошедшие обучение эксплуатации оборудования.
– прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
ТО-1 – ежедневное; ТО-2 – ежемесячное; ТО-3 – ежегодное;
Работы, предусмотренные ТО-1 – ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц, выполнять в соответствие с ГОСТ 18322-76
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
ТО-1 (проводится ежедневно).
Перед началом работы проверить и убедиться в исправности всех узлов машины и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести внеплановую смазку узла)
- Произвести смазку всех точек машины согласно схеме смазки в соответствии с указанной периодичностью.
- Проверить работу сигнальных ламп.
- Проверить надежность и сохранность заземления машины.
- Провести проверку затяжки болтовых и гаечных соединений.
- Визуальный осмотр всех узлов станка
В случае выявления неисправностей (не затянутые элементы, повреждение механизмов, повреждение внешнего вида, пр.) эксплуатация оборудования запрещена, до выявления причины и полного устранения неисправности.
По окончанию работ, необходимо тщательно убрать все рабочие узлы станка, близлежащею территорию (в радиусе 1 метр).
ТО-2 (проводится один раз в месяц)
- Проверить и при необходимости подтянуть крепления всех узлов машины, защитных кожухов, а также гайки фундаментных болтов.
- Проверить натяжение клиновых ремней. Стрела прогиба ремня под нагрузкой 80 Н не должна превышать 10 мм. При выходе из строя одного ремня необходимо менять весь комплект. Комплектовать новые ремни с бывшими в употреблении недопустимо.
- Проверить характеристики машины (на точность по ГОСТ 15961—80).
- Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Отключить питание станка, протянуть все детали электрошкафа.
ТО-3 (проводится один раз в год)
- Проверить характеристики машины (на точность по ГОСТ 15961—80), при необходимости регулировать.
- Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации машины, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации.
Отсутствие смазочного материала в узлах оборудования, указанных в карте смазки является основанием для прекращения гарантийных обязательств.
При загрузке машины более чем в одну смену, сократить периоды смазки кратно количеству рабочих смен) (две смены- в два раза; три смены- в три раза), кроме узлов, которые смазываются ежесменно.
Работы, предусмотренные ТО – 1 и ТО – 3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО необходимо строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
паспорт ив 3429, Станок трубогибочный ИВ 3429 производители ИВ-3429 завод ИВ3429 паспорт. трубогибочный станок ив 3429, ИВ3429 б/у КУПИТЬ трубогибочный станок ив3429 Трубогибочная машина ИВ 3429 цена. ив3429 цена, ИВ3429 ив 3429 ИВ 3429 страна производитель. Трубогиб ИВ 3430А паспорт насиройка, ив 3429 цена Скачать бесплатно паспорт на Трубогибочный станок ИВ 3429 ИВ-3429. руководство по эксплуатации модель ИВ 3429, Трубогиб ИВ 3429 Паспорт запчасти к ИВ 3429 Модель ИВ 3429 цена. ив 3429 б/у, ИВ3429. ИВ3429 производитель ив 3429 паспорт бесплатно. нужна инструкция по эксплуатации ИВ-3429, трубогиб дорновой электро ив 3429 цена схема электрическая трубогиба ив3429 трубогиб ив3429 завод изготовитель. Трубогиб электрический ИВ3429, паспорт на трубогибочный станок ИВ3430 завод изготовитель трубогиба МВ-3429 трубогиб ив 3429. ИВ 3429 трубогиб, курсовая на тему машина ИВ3429 ив3429 б/у ив-3429 б/у. скачать паспорт на трубогиб ив-3429, машина трубогибочная ив 3429 ив 3429 трубогиб эл.схема ив3429 ярославль. ИВ 3429 Вологда, производители ИВ 3429 паспорт на трубогибочный станок ИВ 3429 паспорт на трубогиб ИВ3429. паспорт ив3430, паспорт станка ив 3429 трубогиб ив 3429 саранинский завод видео трубогиб ив3429 цена. паспорт на ИВ 3429,
Автоматические трубогибочные станки SOCO серии AUTO
Производитель: SOCO
Модели в наличии на складе: Автоматические трубогибочные станки SOCO серии SB31-4A-3SV
Автоматические трубогибочные станки серии AUTO являются оптимальным вариантом при выборе бюджетного станка для гибки труб (круглых, овальных, прямоугольных и т. д.) с дорном или без дорна, где требуется хорошая повторяемость деталей (на порядок превосходит полуавтоматические аналоги), высокое качество гибки и невысокая цена за станок. Эти станки хорошо зарекомендовали себя в кораблестроительной, мебельной и автомобильной промышленности, а также в областях, где требуется высокое качество и повторяемость изделий любой сложности.
Подача трубы (вперед/назад), а также поворот в пространстве осуществляются с помощью сервоприводов. Контроль гибочной операции производится при помощи гидравлического привода с функцией понижения скорости перед окончанием гиба для обеспечения высокой точности гибки. Станки оснащены гидравлическим приводом хвостового прижима, что помогает при гибке сложных материалов (например, нержавеющая сталь, медь, алюминий, титан), а также гарантирует отсутствие проскальзывания трубы относительно прижимов оснастки. Станки серии AUTO имеют 1 гибочную головку, которая гнет трубу методом намотки (т. е. фиксированным радиусом).
Основные технические характеристики
Основные технические характеристики
| Модель | SB-39AUTO | SB-63AUTO | SB-90AUTO |
| Основные технологические возможности | Технические характеристики | ||
| Максимальный размер трубы(гибка обычной стали 1,5D), мм | 38,1*2 | 63,5*2,5 | 88,9*1,5 |
| Максимальный размер трубы (гибка нержавейки 1,5D), мм | 38,1*1,4 | 63,5*1,6 | 76,2*2,2 |
| Максимальная длина устанавливаемой трубы c дорном,мм | 2650 | 3200 | 3800 |
| Максимальная длина подачи,мм | 1800 | 2030 | 2350 |
| Тип подачи трубы: поступательный/с перехватом | да / да | ||
| Максимальный радиус гиба (по средней линии трубы),мм | 200 | 250 | 250 |
| Максимальный угол гиба,градусы | 190 | ||
| Количество ЧПУ координат в станке | 3 | ||
| Габариты(Д*Ш*В),мм | 3500*1160*1120 | 4370*1240*1240 | 5180*1700*1200 |
| Вес нетто,кг/с | 1565 | 3000 | 3970 |
| Требования к электропитанию | 380 В / 50 Гц / 3 фазы | ||
Конструктивные особенности
- Мощная станина обеспечивает жесткость конструкции и точность взаимодействия узлов.
- Станок устанавливается на виброопоры с удобной системой регулировки высоты.
- Станок имеет 3 ЧПУ-программируемые оси: подача и вращение трубы (сервопривод) и гибка (гидропривод).
- Возможность нахождения подвижной каретки в зоне хвостового прижима для получения минимального прямого участка на концах изделий.
- Сегментный кулачковый цанговый зажим обеспечивает надежную фиксацию трубы в подающей каретке.
- Все электрические компоненты станка расположены в изолированном электрошкафу для уменьшения воздействия внешней и внутренней среды.
- Станки оснащаются автоматической системой смазки дорна и складкодержателя (опция), а также приводом подачи хвостового прижима, который гарантирует отсутствие царапин (от проскальзывания трубы относительно зажимов оснастки), что особенно актуально при работе с такими материалами, как нержавеющая сталь, алюминий, титан и т. д.
- Привод отвода дорна позволяет получать изделия с минимальной овальностью.
- Полуавтоматическая централизованная система смазки ответственных узлов станка обеспечивает удобство работы и обслуживания станка.
- Простой, удобный и логически понятный софт для всестороннего контроля за процессом гибки.
- Система охлаждения гидравлического масла: воздушное через вынесенный масляный радиатор, с термостатом.
- Простая и понятная система управления станком с на русском языке.
Комплектация и опции
Базовая комплектация станка
- Стойка ЧПУ на базе IPCс 15”монитором TouchScreen.
- Лицензия на ПО SOCO bending.
- Инструкция по эксплуатации и техническому обслуживанию станка на русском языке.
- Набор ручного инструмента.
Дополнительная комплектация станка
- Автоматическая система смазки дорна и складкодержателя.
- Комплект стяжных штанг для более жесткого крепления гибочного инструмента;
- Привод для расщепленной гибочной головки удобства снятия изделий
Видео
Компания Алькор – Трубогибы и трубогибочные машины, станки трубогибы
Отправить сообщение
Продукция Алькор – ручной трубогиб, станок трубогиб, трубогибочная машина.
Трубогибы делят на ручные и стационарные, гидравлические и электроприводные. Трубогибы нашли широкое применение в нефтегазовой промышленности и завоевали высокое доверие у покупателей. Компания Алькор предлагает различные виды: ручной трубогиб, позволяющий работать из-за своей мобильности непосредственно перед сборкой конструкции; трубогибы с электроприводом, часто используемые для гибки многослойных труб, станки трубогибы, трубогибочные машины Vietz.
Станок трубогиб ГТ532, ГТ1022, ГТ1425 (диам. труб 219-1420 мм) (Россия) предназначен для холодной гибки в полевых условиях стальных прямошовных и бесшовных труб длиной от 10 до 24 м с наружным диаметром 219-1420 мм. Станки могут применяться при строительстве трубопроводов на трубосварочных базах.
Трубогиб ручной гидравлический ГТГ 211 (диам. труб 57-219 мм) (Россия) предназначен для холодной гибки труб диаметром 57 – 219 мм в полевых или стационарных условиях. Сменные элементы для гнутья труб конкретных диаметров поставляются по заявкам Заказчика, например – 57, 76, 89, 102, 108, 114, 133, 159, 168, 219 мм.
Трубогибы с закрытой рамой автономные ТГ1Р (диам. труб 10-80 мм) (Россия) предназначены для гибки водогазопроводных труб по ГОСТ 3262-75 в холодном состоянии.
Трубогиб с электроприводом ТГ1Э предназначен для гибки водо-газопроводных труб по ГОСТ 3262-75 в холодном состоянии. Модель имеет установочные отверстия в основании для надежного стационарного крепления на фундаменте.
Трубогибочные машины производства немецкой компании VIETZ (Германия) предназначены для холодной гибки в полевых условиях стальных прямошовных и бесшовных труб с наружным диаметром 152 — 1524 мм. Они могут применяться при строительстве трубопроводов и на трубосварочных базах.
Для применения пневматических изгибающих дорнов необходимо, чтобы трубогибочная машина была оснащена компрессором.
Цифровой угломер VIETZ BENDIT служит для автоматической индикации угла изгиба при гнутье труб для нефтегазопроводов. Прибор можно дополнительно монтировать к каждой трубогибочной машине.
Трубогибочная машина – Энциклопедия по машиностроению XXL
Гибка и вальцовка листового и профильного материалов производятся на соответствующих гибочных станках. Гибка труб выполняется с помощью специальных трубогибочных машин. [c.84]Гибка труб производится на гибочных приспособлениях между двумя роликами (рис. 74, а) или на специальных трубогибочных машинах с неподвижной оправкой ложкообразной формы (рис, 74. б), или в штампах (рис. 74, в и г). В последнем ти- [c.76]
Технические данные трубогибочных машин [c.284]
Кроме вальцов, к ротационным относятся машины, служащие для выдавливания листового материала, для обкатки днищ, для раскатки колец, дисковые ножницы, а также правйльные и гибочные машины (рис. 1.4, б). Из ротационных машин с гидравлическим приводом распространение получили трубогибочные машины, работающие методом наматывания или обкатки. Ко второй группе относятся также установки гидростатического выдавливания, пневматической или вакуумной штамповки. В таких машинах нажатие заготовки осуществляется непосредственно жидкой или газообразной средой. [c.12]
Введением систем программного управления рабочий персонал освобождается от тяжелого физического труда, повышается производительность машин и точность выполнения технологических операций. Замедленное внедрение программирующих устройств и системы управления кузнечно-прессовыми машинами объясняется трудностями создания достаточно точной, надежной и быстродействующей аппаратуры, особенно в условиях ударного характера обработки, при резком изменении температур. Тем не менее системы программирования находят применение при горячей штамповке на молотах, кривошипных прессах (иногда в сочетании с работой манипулятора), при листовой штамповке в процессах пробивания отверстий, при глубокой вытяжке листового металла, а также в трубогибочных машинах. Расширяется область применения программного управления при ковке на гидравлических прессах. [c.106]
К гидропрессовому оборудованию относятся гидравлические вертикальные ковочные и штамповочные прессы, гидравлические горизонтальные прессы, правильно-растяжные машины, трубогибочные станки, прессы для наложения кабельной оболочки и другие машины. [c.236]
Гибка — это процесс, родственный правке. Гибку листовых элементов осуществляют в листогибочных вальцах для получения цилиндрических или конических поверхностей. При отношении радиуса гиба к толщине, превышающем 25, гибку выполняют в холодном состоянии, а при меньшем отношении — в горячем. Кроме того, гибку проводят в штампах и на прессах. Для гибки профильного проката и труб применяют роликогибочные машины и трубогибочные станки. [c.363]
Машины трубогибочные с гидравлическим приводом (ГОСТ 11186—75) [c.501]
Машины трубогибочные — Выбор 518 [c.537]
Продолжительность операции гибки на трубогибочном станке, помимо машинного времени, включает время следующих приемов установки трубы на станок до упора съема трубы со станка и укладки на стеллаж возвращения рабочего механизма станка в исходное положение включения станка на рабочий ход. [c.65]
Конструкции станков для гибки труб с применением индукционного метода нагрева принципиально приближаются к трехвалковым асимметричным гибочным машинам с параллельным расположением осей роликов. В промышленности нашли применение несколько различных моделей индукционных трубогибочных станков. Целесообразность применения той или другой модели диктуется технологической характеристикой трубопроводов, подлежащих гибке. [c.126]
Наиболее экономичным способом изготовления криволинейных участков трубопроводов является холодное гладкое гнутье труб, т. е. гнутье без значительных по величине гофр. Наряду с машинным гнутьем при строительстве магистральных трубопроводов колена иногда делают сварными. Однако сварные колена нельзя рекомендовать при строительстве значительных по протяженности магистралей. Их можно применять лишь в исключительных случаях, когда для отводов требуется радиус гиба меньший, чем можно выполнить при помощи трубогибочных станков. [c.90]
Машина трубогибочная с механическим приводом [c.230]
При холодной гибке профильного проката и труб используют роликогибочные машины и трубогибочные станки. При этом иногда возникают трудности, связанные с нарушениями формы поперечного сечения. В этом случае целесообразно использование специальных гибочных станков с индукционным [c.27]
Гибку по шаблону осуществляют иа специальном оборудовании — фланцегибочных, профилегибочных и трубогибочных машинах, а также иа устройствах с ручным приводом. [c.350]
При монтаже трубопроводов возникает необходимость иметь большое количество труб разного диаметра, изогнутых в разных плоскостях с разными радиусами гибов. Только по ГОСТу 8732—58 имеется 1317 типоразмеров стальных бесшовных горячекатаных труб. Это очень затрудняет изготовление криволинейных участков трубопроводов индустриальными методами, так как при гнутье на станках или прессах для каждого диаметра трубы и радиуса гиба требуется своя оснастка. Перестановка оснастки на нужный размер и наладка трубогибочных машин занимают много времени. Изготовление множества различных сменных элементов и необходимость иметь площадь для их хранения повышает стоимость трубных заготовок. [c.6]
При холодном гнутье труб на станках большое значение имеет смазка. Она уменьшает нагрузку на двигатель (уменьшение трения между дорном и трубой) и износ дорна. При плохой смазке между дорном и трубой, а также между наружной поверхностью трубы и ползуном удаление трубы из дорна и скольжение ползуна происходит рывками. В результате образуются гофры. Лучше всего смазывать внутреннюю и наружную стенки трубы. Короткие трубы перед гнутьем целесообразно погрузить в масляную ванну. Если гиб удален от концов трубы, то смазка подвйдй+сй непосредственно к изгибаемому месту. В трубогибочных машинах с авто- [c.50]
Наиболее широкое применение программное управление находит в координатно-револьверных прессах, листо- и трубогибочных машинах. При горячей штамповке на молотах применяется программное уиравление по энергии ударов, так как при штамповке однотипных деталей энергетический режим работы молота остается постоянным в каждом штамповочном цикле при условии постоянства температуры. Вопросы программного управления оборудованием при ковке рассмотрены в гл. 4. [c.255]
Широкое применение находит программное управление в трубогибочных машинах. Например, создан трубогибочный станок с программным управлением модели ТГПС-2 для изготовления деталей трубопроводов с изгибами, расположенными в различных плоскостях. Управление станком осуществляется расстановкой соответствующих кулачков на программном диске и командоаппаратом. [c.169]
Основные параметры машин трубогибочных с программным упоавлением [c.501]
Трущ,иеся части станка, расположенные снаружи, смазываются машинным маслом. Зубчатая передача станка находится в масляной ванне, и смазка ее трущихся частей производится от специального масляного насоса, который начинает работать с момента пуска станка. У некоторых станков трущиеся части зубчатой передачи смазываются маслом, разбрызгивающимся при вращении шестерен. Перед установкой трубы на станок внутреннюю поверхность ее в ряде случаев смазывают машинным маслом или специально приготовленной водосмываемой смазкой, состоящей из раствора мыла в воде. В некоторых трубогибочных установках процесс смазки осуществляется принудительно от общего привода станка. Смазку внутренней поверхности труб применяют для того, чтобы уменьшить трение между поверхностью трубы и поверхностью дорна в процессе гибки, а также исключить возможность появления надиров на внутренней поверхности трубы. [c.100]
Создание наиболее прогрессивных конструкций машин и оборудования для гнутья труб затруднено, так как вопросы их проектирования и изготовления не сосредоточены в каком-либо ведомстве. Чаще всего каждая отрасль промышленности проектирует и изготовляет машины только для себя, и лишь трубогибочные станки, приведенные в приложении, можно приобрести через Союзглавмаш. [c.4]
Каталог-справочник состоит из следующих разделов подъемно-транспортное оборудование общего назначения оборудование для свайных работ оборудование для приготовления бетонных и растворных смесей машины и оборудование для транспортирования бетонных и растворных смесей оборудование для хранения и транспортирования цемента арматурйые и трубогибочные станки. [c.2]
Практика работы показывает, что ЧПУ удается успешно применять в тех кузнечных машинах, где указанные особенности проявляются в меньшей степени. Это прежде всего машнны, характеризующиеся последовательным локальным воздействием инструмента на заготовку. ЧПУ в той или иной модификации оснащаются дыропробивные прессы, листогибочные и правйльные прессы, листовые ножницы, радиально-обжимные машины и ковочные гидропрессы с комплексо.м средств механизации, листогибочные двух- и четырехвалковые машины, сортогибочные машины, главным образом трубогибочные, пружинонавивочные автоматы, машины для раскатки колец и токарно-давильные станки, наконец, штамповочные роботизированные комплексы. [c.505]
К жестяно-медницким и давильно-накатным операциям относятся 1) загибка кромок и фальцев 2) гибка профилированных деталей на универ-сально-гибочных машинах 3) гибка цилиндрических и конических деталей на вальцах 4) фальцовочные работы 5) огибка бортов 6) обрезка и закатка бортов и кромок 7) накатка буртиков, гофрированных труб и соединительной резьбы 8) правка и выдавливание рельефа 9) ручная клепка 10) пайка и лужение 11) трубогибочные работы и т. д. [c.18]
| Рис. 12-35. Тепломонтажная площадка электростанции мощностью 8—12 тыс. кет. I — укрупнительные площадки 2 — трубогибочная площадка 3 — площадка изготовления КВО 4 — склад оборудования котельной и машинного зала 5 и 6 — резервные склады оборудования 7 — навес для обмуровочных материалов 8 — навес для оборудования 5 — теплохолодный склад /О—механическая мастерская |
| Машины кузнечно-прессовые: станки трубогибочные | 8462299800 |
| Машины кузнечно-прессовые: трубогибочный станок | 8462299100 |
| Машины кузнечно-прессовые: станок трубогибочный, | 8467890000 |
| Машины кузнечно-прессовые: трубогибочные станки, | 8462218008 |
| Машины кузнечно-прессовые: станки трубогибочные, | 8462218007 |
| Машины кузнечно-прессовые: трубогибочные станки | 8462299100 |
| Машины кузнечно-прессовые: станок трубогибочный | 8462218009 |
| Машины кузнечно-прессовые: автоматический трубогибочный станок | 8462218008 |
| Машины кузнечно-прессовые: Электрогидравлический трубогибочный станок для холодной гибки труб | 8462299100 |
| Машины кузнечно-прессовые: трубогибочный гидравлический станок с ЧПУ | 8462218007 |
| Машины кузнечно-прессовые: Автоматический трубогибочный станок | 8462218009 |
| Машины кузнечно – прессовые, торговая марка «БМК»: Трех-роликовая (вальцовая) трубогибочная машина БМК-55, Трех-роликовая (вальцовая) трубогибочная машина БМК-55У (усиленная), Трех-роликовый (вальцовый) трубогиб 3RE-30 JUN | 8462299800 |
| Машины кузнечно-прессовые : Трубогибочный станок | 846221800 |
| Машины кузнечно-прессовые: , | 8462299100 |
| Машины кузнечно-прессовые: станки бездорновые электромеханические трубогибочные | 8462299800 |
| Машины кузнечно-прессовые: Станок для производства металлических вешалок, станок трубогибочный | 8462299800 |
| Оборудование металлообрабатывающее: модели Provar 6-90 U-D | 8462218008 |
| Машины кузнечно-прессовые: установка трубогибочная | 8462299800 |
| Машины кузнечно – прессовые: станки трубогибочные | 8462299100 |
| Машины кузнечно-прессовые: Электрическая трубогибочная машина | 8462299800 |
| Машины кузнечно-прессовые: трубогибочные станки гидравлические, модели: ILY76-1, ТРУБОГИБ, ТГ-1, ТГ-2, ТГ-3, ТГ-4, ТГЭ-2, ТГЭ-4, ТГЭ-1, ТГЭ-3, ILY-107-2 | 8462299100 |
| Машина трубогибочная | 8462299100 |
| Машины кузнечно-прессовые: Трубогибочный стан | 8462218009 |
| Машины кузнечно-прессовые: трубогибочные машины | 8462299100 |
| Машины кузнечно-прессовые: Станок трубогибочный с числовым программным управлением, модель DW38CNC-3A-1S | 8462218007 |
Кованые круглый бар для трубогибочные машины Etc поставщиков и производителей – Китай завод
Подробная информация о продукции
Кованые круглый бар для труб на изгиб машины etc
| 1. продукт: | Кованые круглый бар |
2. Диаметр: | Max1000mm |
3. Длина: | 1 ~ 8meters |
4. сталь тип: | Углеродистая сталь, сплавы, сталь или нержавеющая сталь |
5. стандарт: | Как требование |
6. поверхность: | черная поверхность, или маринованными поверхность |
7. Диаметр толерантности: | Как требование |
8. Допуск: | 0/ + 50 мм |
9. отделка: | Раствор лечение |
12. срок поставки | Как правило, в 20days после получения СП |
13. сертификат: | Мельница тестовый сертификат, ISO, TUV, SGS, BV |
14. пакет: | Хорошее качество andamp; фумигации деревянная коробка, может лучше защитить баров. |
15. опыт:: | Мы имеем большой опыт в производстве горячей поддельных круглый бар andamp; Наслаждайтесь хорошей репутацией. |
Механическая обработка
Упаковка
Тед машина, с более чем 10-летним опытом, является одним из ведущих поддельных круглый бар для трубогибочные машины etc производителей и поставщиков в Китае. Мы ввели современное оборудование и технологии на нашем заводе. Добро пожаловать на купить заказной и качественное оборудование от нашей фабрики.
сопутствующие товары
Запрос
Ротационные вытяжные машины | Трубогибы
Ручной трубогиб от Baleigh Industrial обеспечивает точных результатов по невысокой цене – отличный вариант для любителей и магазинов, изготавливающих единичные детали. Вы получите преимущества нашего передового дизайна и качественных материалов , не тратя больше на производственный гибочный станок.
Почему стоит покупать ручной трубогиб от Baileigh?
- Эффективная конструкция без штифта – Изогните трубку на 180 ° без необходимости перемещать фиксирующие штифты.Ваш магазин сэкономит время, так как вам не придется останавливаться и повторно приколоть матрицу.
- Конструкция из стали или чугуна – Наши ручные гибочные станки изготавливаются из прочных материалов, поэтому они служат долго и остаются точными.
- Пожизненная техническая поддержка по телефону – Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
Мы производим 2 вида ручных трубогибов:
- Простые ручные гибочные станки , такие как RBD-10 и RDB-25 – эти модели позволяют изгибать трубки и трубы небольшого диаметра.Они поставляются с несколькими наборами штампов.
- Гибочные станки с храповым механизмом , такие как RBD-50 и RDB-100 – эти модели могут выполнять гибку большей грузоподъемности. Длинная ручка дает вам возможность сгибать материал без напряжения.
424 доллара.00 $
В наличии
- Диаметр круглой трубы 7/8 “
- Емкость квадратной трубы 1 дюйм
- .047 “толщина стенки
- Включает 8 штампов для круглых и квадратных труб
1010 долларов.00 $
В наличии
- Ручной трубогиб для гидравлических линий
- Изгибы до 180 °
- Включает 10 комплектов штампов, наружный диаметр от 1/4 “до 5/8”
1430 долларов.00 $
В наличии
- Трехскоростной трубогиб с ручным управлением.
- Изгиб до 200 °.
- 2.Емкость трубки 5 дюймов из мягкой стали и трубки 2 дюйма из хромомолибдена.
2750 долларов.00 $
Свяжитесь с нами по телефону
- Ручной ротационный трубогиб и трубогиб
- Диаметр трубки 1,75 дюйма
- Диаметр трубы из низкоуглеродистой стали 1 дюйм, сортамент 40
- Максимум 10.5 “CLR
Принадлежности для гибки труб | Трубогиб Baileigh
Baileigh Industrial предлагает полный ассортимент инструментов и принадлежностей для трубогиба Baileigh. На веб-сайте представлена только часть того, что доступно. Если вы не видите то, что вам нужно, позвоните одному из наших специалистов по телефону 920-684-4990, и они будут рады помочь с вашими потребностями.
Прочитайте больше Читать меньше76 долларов.48 $
В наличии
- 0-1 “микрометр
- Дробное, дюймовое и мм показание,
- Устойчивый к воде, маслам и пыли
- .00015 “Точность
4587 долларов.00 $
Свяжитесь с нами по телефону
Поворотный стол позиционирования 10 футов для RDB-250. Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.
4587 долларов.00 $
Свяжитесь с нами по телефону
10-футовый поворотный стол для позиционирования RDB-325. Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.
4587 долларов.00 $
Свяжитесь с нами по телефону
Поворотный стол позиционирования 10 футов для RDB-350. Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.
101 доллар.11 $
В наличии
- 12-дюймовый цифровой штангенциркуль
- Дробное, дюймовое и мм показание,
- Устойчивый к воде, маслам и пыли
- .001 “Точность
39 долларов.06 $
В наличии
- Комплект из двух, 4 и 6 дюймов
- Градуировка с гравировкой на 1/8, 1/16, 1/32 и 1/64 дюйма
- 6 дюймов с пузырьковым уровнем
- Включает ящик для хранения
39 долларов.69 $
В наличии
- 6-дюймовый цифровой штангенциркуль
- Дробное, дюймовое и мм показание,
- Устойчивый к воде, маслам и пыли
- .001 “Точность
73 доллара.75 $
В наличии
- 8-дюймовый цифровой штангенциркуль
- Дробное, дюймовое и мм показание,
- Устойчивый к воде, маслам и пыли
- .001 “Точность
513 долларов.36 $
В наличии
Bend-Tech Pro – более дешевая альтернатива SE. Если вы разрабатываете шасси, каркас безопасности, каркасные каретки, рамы или что-нибудь еще, что представляет собой сборку труб, то Bend-Tech PRO – это то, с чего вы хотите начать.
605 долларов.64 $
В наличии
Bend-Tech Super SE позволяет делать это каждый раз правильно с первого раза! Это вершина линейки программного обеспечения для гибки труб и труб.SE начинается там, где заканчивается Pro.
76 долларов.59 $
В наличии
- Комплект из двух, 6 и 12 дюймов
- Градуировка с гравировкой на 1/8, 1/16, 1/32 и 1/64 дюйма
- Литые головки с пузырьковыми уровнями
- Включает ящик для хранения
150 долларов.49 $
В наличии
Зажим и держатель для углового искателя AF-360D, подходят для труб диаметром до 3 дюймов Schedule 40, изготовлены из цельной алюминиевой заготовки
1853 доллара.00 $
Свяжитесь с нами по телефону
Цифровое обновление для стола IDX 10 футов. Включает все необходимое оборудование
247 долларов.56 $
В наличии
Датчик внутреннего радиуса для измерения внутреннего радиуса.
50 долларов.00 $
В наличии
Цифровой угловой искатель с точностью до 0,02 градуса
247 долларов.56 $
В наличии
Датчик внешнего радиуса для измерения внешнего радиуса.
11 долларов.00 $
В наличии
Пробный размер 8 унций B-Lube
18 долларов.32 $
В наличии
Бутылка B-Lube на 16 унций с наконечником аппликатора, B-Lube – это синтетический гель, созданный в качестве смазки для труб, изгибаемых при вытяжке.
221 доллар.50 $
В наличии
Набор датчиков малого радиуса Arc Master
- включает внутренние и внешние датчики
- Качественная алюминиевая конструкция
- Считывает радиусы от 2.От 5 до 30 дюймов
- Точность до 0,5% или менее
26 долларов.00 $
В наличии
Флакон B-Lube на 32 унции с наконечником аппликатора
105 долларов.00 $
В наличии
- Магнитная база в комплекте
- Обеспечивает четкую и четкую лазерную линию
- Действует как руководство для выполнения точных пропилов
- Поворотная головка на 360 ° с функцией угла наклона
Robitec | Трубогибочные машины
Мы производим вашу трубогибочную машину
Являясь одной из ведущих мировых компаний в производстве и разработке гибочных станков, мы предлагаем вам индивидуальные решения для вашего индивидуального трубогибочного станка.
Наш ассортимент продукции для гибки труб включает машины и системы для различных областей применения. Наши машины могут быть применены практически в каждой отрасли промышленности, в которой используется трубогибочный станок.
Наш ассортимент включает, среди прочего:
- Трубогибочные станки для труб диаметром от 4 до 420 мм. (От 1/8 “до 16”)
- Программируемые и трубогибочные станки с ЧПУ
- Трубогибочные станки с двумя гибочными головками для сложных трубных систем
- Трубогибочные станки для производства на заказ и небольших партий
- Трубогибочные станки для крупномасштабного массового производства
Само собой разумеется, что каждый станок для обработки труб собственного производства отвечает самым высоким требованиям качества в отношении дизайна и качества изготовления.Наше управление качеством подтверждено TÜV Rheinland (глобальный поставщик технических услуг, услуг по безопасности и сертификации в Германии) и регулярно имеет сертификаты ISO. В 2003 году мы взяли на себя инициативу привести себя в соответствие со стандартом ISO 9001.
Наши трубогибочные станки доступны в различных исполнениях:
- гидравлические гибочные станки
- электрические гибочные станки
- полуэлектрические гибочные станки
- гибридные гибочные станки
Кроме того, доступен большой выбор дополнительных опций. – оптимизированы в соответствии с вашими требованиями.
Принцип работы трубогибочного станка
При использовании метода холодной гибки возникает множество факторов, таких как растяжение, удлинение, пределы текучести, силы растяжения и силы сдвига. Эти факторы, помимо материала и его свойств, требуют особого внимания. Например, сдвиговые усилия, возникающие в процессе гибки, могут быть поглощены штампом под давлением. Одновременно этот пресс-штамп стабилизирует прямой конец трубы в процессе гибки.
Тонкостенные трубы обычно изготавливаются из очень чувствительных материалов, таких как алюминий и титан, и в процессе формования они очень требовательны и склонны к растрескиванию. В то время как обычные трубы могут иметь толщину стенки, например. g., 60 x 1 мм, эти специальные трубки могут иметь размер только 60 x 0,6 мм. Для этого конкретного процесса гибки труб мы увеличили скорость транспортировки нашей трубогибочной машины и соответствующим образом отрегулировали гибочные инструменты. Это гарантирует, что наши машины оптимизируют ваши требования к гибке труб.
Например, при оснащении прессовым штампом с вертикальной регулировкой по высоте изгибающие силы прилагаются точно к тонкостенным трубкам. Благодаря улучшенной регулировке усилий трубогибочный станок обеспечивает наиболее точные результаты гибки, даже если используются тонкостенные трубы из титана, алюминия, меди или нержавеющей стали, такой как № 1.4509 или 1.4512.
Более того, так называемая «упругая отдача», возникающая после завершения процесса гибки, является еще одним фактором, который можно компенсировать только путем чрезмерного изгиба заготовки.Это необходимо учитывать при изготовлении гибочного инструмента для трубогибочного станка. Само собой разумеется, что эта характеристика заложена при разработке вашего трубогибочного станка по индивидуальному заказу.
Современные трубогибочные машины способны сгибать практически любую трубу с радиусом изгиба от прибл. От 1 x D до 5 x D во время процесса холодной штамповки.
Выберите трубогибочную машину Категория:
Трубогибочные машины | Усовершенствованное производственное оборудование
ТрубогибБлагодаря универсальному и эффективному ассортименту трубогибочных машин transfluid® предлагает неограниченную свободу гибки для любого применения.Ассортимент включает мобильные трубогибочные машины, компактные и стационарные станки для гибки труб на оправке, а также высокопроизводительные трубогибочные станки с ЧПУ.
Shuz Tung Machinery была основана в 1978 году как специализированный производитель трубогибов широкого спектра трубогибов и трубогибочных машин, таких как автоматические трубогибы, полуавтоматические трубогибы и специальные трубогибы. Стремясь предоставить клиентам самое надежное и надежное промышленное оборудование, компания прилагает неустанные усилия в области передовых технологий и инженерных разработок для повышения производительности трубогиба.Основываясь на многолетнем опыте работы в области трубогибов, он завоевал большое доверие клиентов, которые рассчитывают на точность и эффективность трубогибов и трубогибов. Обучите себя и своих профессионалов: ознакомьтесь с этими материалами. Мы покажем вам, как можно использовать трубогибочный станок в вашем магазине, чтобы обеспечить высокое качество обслуживания ваших клиентов. Если вас интересуют трубогибы и трубогибочные машины, свяжитесь с нами для получения дополнительной информации.
Мобильный гибочный станокНаши мобильные гибочные станки Transfluid® хорошо зарекомендовали себя на практике и могут похвастаться отличным соотношением цена / качество, а также простой и эффективной конструкцией с отличными техническими возможностями.Бескомпромиссный, универсальный и просто лучший.
Компактная оправка Эти компактные трубогибочные машины по привлекательной цене имеют полное гидравлическое управление для обеспечения высокой производительности. При необходимости мы можем сконфигурировать систему с дополнительными функциями (сборка врезного кольца до
, развальцовка, удаление заусенцев, распиловка и снятие фаски). Компактный, мощный, но по конкурентоспособной цене – наш полностью гидравлический станок для гибки на оправке отличается превосходным качеством гибки и простотой в обращении.Благодаря электронному предварительному выбору угла изгиба до 8 углов изгиба можно предварительно выбрать в цифровом виде (номинальные значения), постоянно отображать как фактические значения и отключать.Требование дополнительных устройств для предварительной сборки врезного кольца, развальцовки, удаления заусенцев, гидравлики по запросу возможна распиловка и снятие фаски.
Наши стационарные полуавтоматические гибочные машины обеспечивают неограниченную свободу гибки для малых и средних производств.Конфигурация точно соответствует вашим требованиям.
Простые, мощные для получения убедительных результатов гибки – наши полуавтоматические гибочные машины для малых и средних производств делают возможную гибку без ограничений. Полностью настраивается под ваши нужды.
Гибка на оправке с ЧПУСтабильность и исключительная свобода гибки – отличительные особенности наших гибочных станков с ЧПУ. Не требующие технического обслуживания энергосберегающие приводные системы с гидравлическим / электрическим приводом гибки вместе с новейшим программным обеспечением и электроникой делают их настолько эффективными.Высокая точность, мощность и скорость благодаря простому в использовании и свободно программируемому контроллеру сенсорной панели с ЧПУ. Наши гибочные станки с ЧПУ transfluid® предлагают безграничную свободу гибки благодаря своей компактной передовой конструкции. Чрезвычайно короткое время настройки обеспечивает максимальный уровень гибкости. Машины с полным или частичным электроприводом удовлетворяют самые взыскательные требования. Индивидуальная настройка дает оптимальные преимущества для достижения наилучших результатов.
Гибка на оправке с ЧПУ для труб большого диаметраГибка труб большого диаметра – наше решение для гибки труб большого диаметра идеально подходит для труб с максимальным диаметром 325 мм.Возможны короткие радиусы изгиба при минимальном утонении стенки. Быстрая смена инструмента обеспечивает гибкие и быстрые процессы.
Стабильность и производительность – отличительные черты этих машин для труб большого диаметра.
Возможна прецизионная гибка тонких и толстостенных труб из любых материалов – даже с радиусом в 1,5 раза больше диаметра трубы (и меньше).
Это делает возможными сложные станки и контроллеры. Чрезвычайно короткое время настройки (иногда менее 10 минут) повышает гибкость и экономичность.
Станок без проблем обеспечивает короткие радиусы изгиба при минимальном утонении стенок. Особо долговечность – отличительная черта очень прочной конструкции машины. Все трубогибочные станки оснащены мощным и полностью автоматическим ЧПУ.
Стандартная трубогибочная машина 36-48 “
CRC-Evans ® – крупнейший в отрасли производитель оборудования для строительства трубопроводов. Наши сварочные аппараты, оборудование для гибки труб, оборудование для подготовки концов, зажимы, спроектированные собственными силами в соответствии с точными требованиями клиентов. , набивочное / дробильное оборудование, системы взвешивания и оборудование баржи-укладчика были использованы для завершения более 60 000 миль трубопроводов в более чем 100 странах.
CRC-Evans производит самую полную на сегодняшний день линейку оборудования для строительства наземных и морских трубопроводов. Все оборудование производится в соответствии с Системой управления качеством, сертифицированной по международно признанному стандарту ISO 9001: 2008 и собственной Политике качества CRC-Evans.
Для труб диаметром от 36 дюймов (965 мм) до 48 дюймов (1219 мм) CRC-Evans предлагает современные гибочные машины:
- Гидравлические органы управления позволяют одному оператору полностью управлять всеми операциями машины с удобной платформы.
- Лебедка с гидравлическим приводом перемещает трубу через машину. Труба легко перемещается на фигурных роликах.
- Калиброванный индикаторный стержень позволяет оператору выполнять неизменно равномерные изгибы.
- Башмак Pin-up автоматически захватывает трубу, чтобы предотвратить деформацию.
- Переход на другой размер трубы в пределах машинного диапазона осуществляется простой установкой альтернативного гибочного набора.
- Станок способен изгибать все марки имеющихся в настоящее время труб API-5L в пределах своего ассортимента.
- Рама машины изготовлена из высокопрочной стали для обеспечения длительного срока службы без усталостных повреждений.
- Блочная конструкция упрощает обслуживание и ремонт.
- Буксирная проушина прикреплена к жесткой спинке с гидравлическим приводом и может подниматься и опускаться для облегчения подсоединения к тягачу.
- Машину можно буксировать на полосе отвода подходящим трактором (обычно это боковая стрела, подающая трубу к гибочной машине).
- Для гибки трубы каждого размера требуются набор для гибки, гибочная матрица, оправка и гибочная лента.
Стандартный трубогибочный станок 6–20 дюймов
СПОСОБНОСТЬ ИЗГИБА ТРУБЫ| Диаметр (дюйм) | |
| Минимум | 6,625 |
| Максимум | 20 |
* можно настроить на внешний диаметр 4,5 дюйма. труба по запросу
ДИАМЕТР ИЗГИБА ТРУБ, СТАНДАРТНЫЙ 6 “- 20” • Ячейка, отмеченная знаком (-), представляет способность сгибаться до 2 единиц.00 ″ толщиной. По вопросам толщины стенок обращайтесь в DMI.
• Цифры выше представляют эмпирические данные и носят рекомендательный характер. Они не являются гарантией.
• Все изгибы основаны на использовании оправок DMI и утвержденных штампов.
• Для толстостенных труб могут потребоваться специальные штампы.
• Цифры, показанные выше, представлены как «Средние» и будут варьироваться в зависимости от следующего:
- Фактическая толщина стенки трубы.
- Фактическое напряжение текучести трубы.
- Навыки операторов по работе с гибочным станком и оправкой.
- Происхождение и качество трубы.
- Тип используемого штампа и гибочного набора.
• Нормальный тангенс сгиба для PBM 6-20 составляет 5 футов
• Нормальный тангенс угла без сгиба для PBM 16-30 составляет 6 футов
• Нормальный тангенс сгиба для PBM 22-36 составляет 6 футов
• Нормальный тангенс угла без сгиба для PBM 32-42 составляет 7 ′
• Нормальная касательная без изгиба для PBM 48-60 составляет:
- 11 ′ для конца с жесткой спинкой с трубной опорой
- 13 ′ для конца с жесткой спинкой без опоры трубы
- 8 ′ для конца Pinup с опорой трубы
- 9 ′ для конца Pinup без опоры трубы
Заявление об ограничении ответственности:
Техническая информация, предоставляемая для этого оборудования, касающаяся производительности, технических характеристик, размеров и веса, может варьироваться в зависимости от окончательной конфигурации оборудования.Пожалуйста, свяжитесь с DMI International для получения актуальных технических характеристик на момент отгрузки.
DMI International не несет ответственности за ошибки в технической информации, а также за последствия каких-либо ошибок или последствия изменений в спецификациях, содержащихся в данном документе. DMI International оставляет за собой право изменять характеристики и характеристики оборудования без предварительного уведомления.
Различные типы гибки труб
При производстве гибка труб играет одну из самых важных частей.Существует так много продуктов, которые производятся с использованием трубок, что невозможно перечислить их все. Будь то гибка труб для каркаса безопасности в гоночном автомобиле, изготовления труб, тромбонов или других музыкальных инструментов, лестничных перил в высотных зданиях или прецизионных гидравлических линий в самолетах, точное формование труб является критически важной частью современного производства.
Способ формирования этой трубки зависит от множества факторов, таких как тип материала, толщина стенки, требуемое количество и желаемая точность.Трубогибы обычно приобретаются с учетом этих факторов, и, хотя может быть множество методов для достижения желаемой точности, обычно есть только один, способный учесть все задействованные факторы. Но что это за методы гибки труб? Как они работают и каковы преимущества одного процесса гибки труб перед другим? Ниже мы разберем основы этих различных методов гибки труб и расскажем о преимуществах и недостатках каждого из них.
Пресс для гибкиPress Bending – это упрощенная форма гибки труб.С помощью листогибочного пресса, металлообрабатывающего станка, гидравлического пресса или аналогичного станка простая «гибочная матрица» прижимается к трубе или трубе, которая находится на двух фиксированных опорах, заставляя ее принимать форму.
Преимущество гибки на прессе:
- Процесс дешевый, требует только простых инструментов, которые можно адаптировать к существующему оборудованию.
- Versatile можно адаптировать для обеспечения универсальности гибки труб, труб и стержней
Недостаток гибки под прессом:
- НКТ / Труба легко ломается
- Плохая точность
- Плохая повторяемость
- Производство идет очень медленно.
– это еще один метод гибки труб, в котором используется трех- или четырехвалковая машина, называемая угловым роликом или секционным роликом, для протягивания трубки или трубы через ролики, прижимая трубку к возрастающему изгибу. Этот метод, во многом аналогичный прессовому изгибу, использует треугольный узор из опорных роликов и прижимного ролика, однако, в отличие от прессового изгиба, этот метод может изгибать под разными углами с использованием роликов того же типа, когда труба или труба движется через последовательность гибки с помощью приводного и поворотные ролики.Этот метод может быть простым и точным способом изгиба различных радиусов без необходимости использования специального инструмента для достижения желаемого радиуса изгиба.
Гибка валков Advantage
- На одном станке можно обрабатывать трубы разных радиусов, включая переменные углы.
- С помощью этого метода можно также формировать такие сечения, как трубы, стержни и уголки
Недостаток изгиба ролика
- Процесс медленнее, так как каждая пробирка обрабатывается вручную, что затрудняет получение точных результатов.
- Тонкостенная трубка может легко разрушиться, если радиус изгиба слишком мал.
- Плохая точность
- Плохая повторяемость
Ротационная гибка труб с вытяжкой – это, безусловно, самая популярная форма гибки труб, так как она является самой простой в управлении, более точной, воспроизводимой и относительно доступной системой гибки труб. Система ротационной гибки с вытяжкой состоит из трех различных инструментов: зажимного штампа, пресс-штампа и радиусного штампа, которые удерживают и формируют трубу в процессе гибки.Трубка зажимается на гибочной матрице и «обтягивается» машиной с помощью гидравлических или электрических методов. При вращении гибочного штампа трубка прочно удерживается на месте относительно вращающегося гибочного штампа пресс-штампом.
Преимущества ротационной гибки с вытяжкой
- Точность и повторяемость
- Быстро
Недостатки ротационной гибки с вытяжкой
- Оборудование предназначено для процесса гибки и поэтому менее гибкое
- Стоимость начального станка
- Требуется инструментальная оснастка для каждой используемой трубы / трубы различного диаметра и для каждого сформированного радиуса
на самом деле не является отдельным процессом от описанной выше гибки с вращательной вытяжкой, а скорее является дополнением к нему.Обладая способностью формировать более узкие и точные радиусы, роторный трубогиб может начать легко сжимать трубки в процессе формования. За счет добавления внутренней опоры или оправки в процессе формования стенки трубы могут удерживаться от разрушения. Благодаря добавлению оправки, вставляемой в трубу и управляемой машиной во время процесса гибки, труба не сжимается сама по себе, поскольку она растягивается и формируется вокруг гибочного штампа. Оправка лишь немного меньше внутреннего диаметра. трубы изгибаются и закрепляются с помощью нескольких гибких опор на гибких шариковых оправках на ее конце.Эти шариковые оправки изгибаются вместе с формируемой трубой и позволяют трубе изгибаться, поддерживая весь диаметр трубы, в то время как труба протирает оправку в течение всего процесса изгиба.
Преимущества гибки на оправке
- Точность и повторяемость
- Форма – Круглость трубы сохраняется на протяжении всего процесса формовки
- Скорость