ТВШ-3 Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 – Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок – ТВ-4.
Школьные станки
- НС-16 – станок сверлильный настольный Ø 16
- НГФ-110Ш3 – станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 – станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ – станок сверлильный настольный Ø 16
- СНВШ-2 – станок сверлильный настольный Ø 16
- ТВ-4 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 – станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М – станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 – станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 – станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Токарный станок ТВШ-3 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм – 100
- Наибольший диаметр точения над нижней частью суппорта, мм – 90
- Высота центров, мм – 100
- Наибольший диаметр обрабатываемого прутка, мм – 14
- Расстояние между центрами, мм – 350
- Наибольшая длина обтачивания, мм – 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) – 120.
 ..170
..170 - Пределы продольных подач (3 ступени), мм/об – 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм – 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм – 15
- Мощность электродвигателя, кВт – 0,6
 ..170
..170Общий вид токарно-винторезного станка ТВШ-3
Фото токарно-винторезного станка твш-3
Фото токарно-винторезного станка твш-3
Фото токарно-винторезного станка твш-3
Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
Расположение органов управления токарно-винторезным станком твш-3
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
Схема кинематическая токарно-винторезного станка ТВШ-3
Кинематическая схема токарно-винторезного станка твш-3
Схема кинематическая токарно-винторезного станка ТВШ-3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3
Передняя бабка токарно-винторезного станка твш-3
Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВШ-3 передняя бабка является коробкой скоростей.
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм (гитара) токарно-винторезного станка ТВШ-3
Передаточный механизм (гитара) токарно-винторезного станка твш-3
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия
Коробка подач токарного станка твш-3. Ранняя версия
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13.
 Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами. Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия
Коробка подач токарного станка твш-3. Поздняя версия
Суппорт токарно-винторезного станка ТВШ-3
Суппорт токарно-винторезного станка твш-3
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3
Фартук токарно-винторезного станка твш-3
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3
Задняя бабка токарно-винторезного станка твш-3
Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент.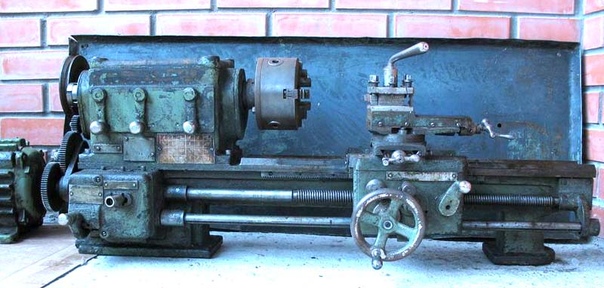 Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
Читайте также: Школьные токарные станки
ТВШ-3 (ТВ-3) Станок токарно-винторезный. Видеоролик
Нарезание шестерни на твш-3
Основные технические характеристики станка ТВШ-3
| Наименование параметра | ТВ-4 | ТВШ-3 | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | ||
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 125 | ||
| Высота центров над плоскими направляющими станины, мм | 108 | 100 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | |
| Наибольшая длина обтачивания, мм | 300 | 350 | |
| Наибольшая высота держателя резца, мм | 10 х 12 | ||
| Высота от опорной поверхности резца до линии центров, мм | 12 | 14 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 90 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 15 | |
| Наибольший диаметр прутка, мм | 15 | 14 | |
| Конус Морзе шпинделя | №2 | №2 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | ||
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Реверсирование | нет | ||
Суппорт. Подачи Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 350 | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | нет | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | ||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | ||
| Наибольшее перемещение резцовых салазок, мм | 50 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | |
| Число ступеней продольных подач суппорта | 3 | 3 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | |
| Количество нарезаемых резьб метрических | 3 | 3 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | |
| Пределы шагов нарезаемых резьб модульных | нет | нет | |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | |
| Наибольшее перемещение пиноли, мм | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±5 | ±7 | |
| Наличие лимба или линейки перемещения | 0,025 | нет | |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 0,6 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | |
| Масса станка, кг | 280 | 180 |
- Токарно-винторезный станок школьный ТВШ-3. Паспорт, 1970
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Паспорт, 1970
Паспорт, 1970Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
токарный станок твш 3 характеристики
Токарно-винторезный станок CU400MRDпредназначен для выполнения многообразных токарных дел, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных. Технические данные и жесткость станка, размашистый диапазон частоты вращения шпинделя и подач, разрешают всецело применять полномочия современных инструментов при обработке всевозможных материалов. На станке применено бесступенчатое регулировка скорости шпинделя.
Технические данные и жесткость станка, размашистый диапазон частоты вращения шпинделя и подач, разрешают всецело применять полномочия современных инструментов при обработке всевозможных материалов. На станке применено бесступенчатое регулировка скорости шпинделя.
Технические данные
CU400MRD Параметры Высота центров, мм 220 Диаметр обработки над станиной, мм 440 Диаметр обработки над суппортом, мм 240 Диаметр обработки токарный станок над выемкой в станине, мм 640 Ширина направляющих, мм 400 Расстояние между центрами, мм 1000, 1500, 2000, 3000, 4000, 5000 Шпиндель Передний конец, № 8 Диаметр отверстия шпинделя, мм 72 Конусное отверстия шпинделя, Метрич. 80 Передняя бабка Численность скоростей шпинделя Бесступенчато, в 3-х диапазонах Диапазон оборотов, об/мин 25-100, 100-400, 500-2000 Мощность крупнейшего привода, кВт 11 Подачи Количество подач 120 Диапазон продольных подач, мм/об 0,04-12 Диапазон поперечных подач, мм/об 0,02-6 Резьба Численность резьб 64 токарный станок Шаг миллиметровой резьбы, мм 0,5-120 Шаг дюймовой резьбы, вит/1 60-1/4 Шаг модульной резьбы, М 0,125-30 Шаг диаметральной резьбы, DP 240-1 Движение Ход поперечных салазок, мм 315 Ход верхних салазок, мм 130 Пиноль Диаметр пиноли, мм 90 Конус пиноли, Морзе №5 Ход пиноли, мм 230 Авторитет Для РМЦ 2000 мм, кг 2900
Оборудование, включенное в базовый вариант станков
Вращающийся средина Трехкулачковый самоцентрирующийся патрон D 250 мм Памятка по эксплуатации на русском языке Планшайба 4-х кулачковая
Оборудование и комплектующие, поставляемые за вспомогательную оплату
Планшайба без кулачков Неподвижный люнет маленький Подвижный люнет Однопозиционный оограничитель длины Центр-шайба Часы токарный станок резьбовые (лимб нарезки резьбы) Набор поводков Электро-динамический тормоз Сверлильный патрон с оправкой Ножной тормоз Настойчивый средина задней бабки Быстросменный резцедержатель взамен стереотипного 4-х позиционного Набор ключей Упаковка станка в деревянный ящик Каталог запчастей
При модернизации оборудования, в целях совершенствования потребительских данных, в систему станков могут быть внесены незначительные перемены.
Информатор: Stankorgk. ru
Характеристики станок токарный тв 4
характеристики станок токарный тв 4
Обзор токарно-винторезного станка ТВ-4
Назначение
Первоначально токарно винторезный станок тв 4 предназначался для обучения школьников началам работы на токарных станках. Простота конструкции, широкие возможности и доступность в освоении сделали этот станок легким в работе и обслуживании. В связи с этим ТВ-4 стал одним из самых массовых токарно-винторезных станков.
Все достоинства станка ТВ-4 не потеряли своей актуальности и в нынешнее время. Несмотря на достаточно большой возраст этих станков, исчисляемый десятками лет, и большое количество выпускающихся современных станков, ТВ-4 занял почетное место в индивидуальных мастерских многих токарей-любителей.
Малые размеры, способность с высокой точностью выполнять все типы токарных операций и нарезку резьб, высокая надежность и неприхотливость в работе, а также относительно низкая цена обусловили достаточно высокий спрос на этот станок.
Принцип работы
Вращение заготовки в центрах или патроне станка является главным движением станка. Во вращение заготовка приводится электродвигателем, а скорость вращения регулируется переключением передающих вращение шестерен, которые находятся в коробке передач. Коробка передач также позволяет изменять направление вращения заготовки.
Вторым движением, движением подачи, производится подвод режущего инструмента к вращающейся заготовке. Движение подачи осуществляется путем ручного вращения маховика подачи или механически, преобразуя через коробку подач и ходовой вал вращательное движение ротора двигателя в поступательное движение суппорта с резцедержателем. Переключения в коробке подач позволяет регулировать скорость вращения ходового вала, изменяя этим шаг подачи суппорта.
Глубина резания или точения изменяется путем поперечного перемещения резца с резцедержателем, который находится на специальных салазках суппорта.
Токарно винторезный станок тв 4 позволяет нарезать метрическую резьбу ручным или механическим способом. Для механического нарезания резьбы служит коробка подач с ходовым винтом и ходовым валом путем многократного прохода резца по заготовке.
Технические характеристики
Заготовка для закрепления в центрах может достигать 350 мм в длину, 200 мм в диаметре. При нахождении над суппортом ее диаметр не должен превышать 125 мм. Сквозное отверстие шпинделя позволяет обрабатывать пруток диаметром 15 мм.
Количество оборотов шпинделя регулируется от 120 до 710 оборотов в минуту, а продольная подача может изменяться от 0,08 до 0,012 мм за оборот.
Нарезание резьбы без замены шестерен гитары возможно с шагом 0,80 1,00 1,25 мм. Двигатель трехфазный асинхронный мощностью 1 кВт, при включении в однофазную сеть мощность понижается до 0,6 кВт. Вес полностью собранного станка составляет 280 кг.
Вес полностью собранного станка составляет 280 кг.
Токарный станок ТВ 3
Выпускавшийся советской промышленностью токарный станок ТВ 3 относится к малогабаритным токарным станкам.
Школьные токарники. Характеристики, фотографии, инструкции
Пронька Грезной Отправлено 25 April 2008 – 20:17
Доцент Сортирной Лингвистики
Members 14,475 сообщений- Город: г. Железнодорожный МО
- Имя: a****
Станок ТВШ-2, один из первых школьных токарников. Как и его наследники, умеет резать три резьбы и имеет три подачи. Сверху – ранний, посмотрите на литую крышку передней бабки и обратите внимание на суппорт. Снизу – более поздний вариант, крышка штампованная, суппорт уже похож на суппорт ТВ-3 и прочих:
ТВ-3 (ТВШ-3), модернезированный ТВШ-2. Обратите внимание, такие рукоятки унаследует впоследствии ТВ-4. На картинке – ТВ-3:
ТВ-4, почти такой же, как его брат близнец (не однояйцовый) ТВ-6. Карболитовые ручки от ТВ-6 перейдут следующим моделям. Сверху – ТВ-4, снизу – ТВ-6:
Сверху – ТВ-4, снизу – ТВ-6:
ТВ-7 лишился двух рукояток на передней бабке – скорости переключаются переброской ремней. Начиная с этого станка, школьники получили еще три подачи и научились резать целых шесть резьб:
Братия ТВ-7М, ТВ-9, ТВ-11. Отличаются только длиной станины, и соответственно, РМЦ. Выпускаются без тумб, в настольном варианте. На картинке – ТВ-9:
Спасибо всем, у кого я скопировал фотки
ТВ-4 токарно-винторезный станок: Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок ТВ-4
Станок токарно-винторезный ТВ-4 предназначен для практических занятий в школьных учебных мастерских по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- проточку и расточку цилиндрических и конических поверхностей
- подрезку торцов
- нарезание метрических резьб
- сверление и ряд других работ
Технические характеристики станка ТВ-4
Технические характеристики станка ТВ-4 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка ТВ-4. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка ТВ-4
Наименование параметров
Источники: http://www. metall-spravka.ru/stanki-77.php, http://www.chipmaker.ru/topic/7064/, http://stanoks.com/index.php?option=com_contentview=articleid=821:-4-catid=47:catalogsimplemashinesItemid=75
metall-spravka.ru/stanki-77.php, http://www.chipmaker.ru/topic/7064/, http://stanoks.com/index.php?option=com_contentview=articleid=821:-4-catid=47:catalogsimplemashinesItemid=75
Токарный школьный станок по металлу ТВ 4: устройство,характеристика,схемы
Передняя бабка токарного станка
Передняя бабка токарного станка расположена с левой стороны станины. Ее еще называют коробкой скоростей.
Вращение шпинделя коробки скоростей осуществляется с помощью электродвигателя. Через клиноременную передачу и систему зубчатых зацеплений. В передней бабки крепится патрон, на котором закрепляется обрабатываемая деталь.
Внутри коробки скоростей вращательное движение передается через вал 2 и цилиндрическую шестерню 3, расположенная на валу неподвижно, на вал 4, на котором сидят блок-шестерня 5 и неподвижная шестерня 12.
На валу 7 расположены подвижные блок-шестерни 8 и 11, которые перемещаются при помощи рукояток 1 и 2.
Блочная шестерня 8 находится в зацеплении с блоком 5 или зубчатым колесом 12, тем самым передавать крутящий момент на вал 7 и блочной шестерни 13, находящаяся на шпинделе.
Шпиндель токарного станка передает крутящий момент заготовке, которая крепиться в трехкулачковом патроне или планшайбе с поводком.
Коробка подач токарного станка
Коробка подач токарного станка получает вращательное движение от коробки скоростей с помощью гитары сменных зубчатых колес.
Механизм коробки подач позволяет нарезать метрическую резьбу с различным шагом.
Включение ходового винта или вала осуществляется с помощью рукоятки 5. При перемещении шестерни 9, она выйдет из зацепления с зубчатым колесом 10 и войдет в зацепление с муфтой 11, которая передает крутящий момент на ходовой валик. В конструкции исключается возможность одновременного включение ходового вал и винта.
Гитара токарного станка ТВ 4
Гитара токарного станка предназначена для передачи крутящего момента с шпинделя коробки скоростей на коробку подач. Гитара сменных зубчатых колес состоит из кронштейна 1, на котором расположены шестерни 2, 4, 7.
Передаточное отношение гитары токарного станка ТВ 4 составляет ¼.
Суппорт токарного станка ТВ 4
Суппорт токарного станка ТВ 4 предназначен для перемещения режущего инструмента. На суппорте расположены 4 каретки:
- 1-я каретка перемещается по направляющим станины;
- 2-я перемещается по поперечным направляющим каретки 1, поперечно перемещая режущий инструмент;
- 3-я поворачивается на 45 градусов от среднего положения в обе стороны;
- 4-я каретка, несущая резцедержатель и перемещается в продольном направлении по направляющим каретки 3.
Фартук токарного станка ТВ 4
Фартук токарного станка ТВ 4 осуществляет как механическую, так и ручную продольную подачу (S) суппорта при помощи ходового вала и продольную – ходовым винтом.
Вращением маховика 1 осуществляется ручная подача ходового вала, насаженного на вал 4, на котором расположена шестерня 11.Шестерня 11 входит в зацепление с зубчатым колесом 3, сидящий на валике с реечной шестерней 2. Шестерня 2 входит в зацепление с рейкой, которая жестко прикрепленная к станине.
Шестерня 2 входит в зацепление с рейкой, которая жестко прикрепленная к станине.
Подача осуществляется ходовым винтом, путем поворота вниз ручки 7, соединяющей маточную гайку 8 и 9 с винтом.
Задняя бабка токарного станка
Задняя бабка токарного станка предназначена для поддержания с помощью центра второго конца заготовки.
Корпус задней баки расположен на основании 2, который перемещается по направляющим станины.
В корпусе расположен пиноль, перемещающийся в продольном направлении. Перемещение пиноли задней бабки осуществляется маховиком 4, вращающий винт 5. Чтобы пиноль при перемещении не проворачивался, она имеет шпоночное соединение, состоящие с винт-шпонки 7.
При помощи рукоятки 10 осуществляется зажим пиноли в корпусе задней бабки
Техническая характеристика токарно-винторезного станка по металлу ТВ 4
| Основные параметры | ТВ 4 |
|---|---|
| Наибольший диаметр изделия, мм | 200 |
Наибольший диаметр точения над нижней частью суппорта,мм | 125 |
Наибольший диаметр обрабатываемого прутка, мм | 15 |
| Расстояние между центрами,мм | 350 |
| Наибольшая длина обтачивания,мм | 300 |
| Пределы чисел оборотов шпинделя в минуту | 120-710 |
| Пределы продольных подач,мм/об | 0,08-0,012 |
| Нарезаемые резьбы: | |
| Метрическая шагом,мм | 0,8;1;1,25 |
| Диаметр отверстия в шпинделе,мм | 16 |
| Габариты станка | 1100х470х1020 |
| Вес станка,кг | 280 |
Нужна автотехника МАЗ? Автокраны, тягачи, строительная и комунальная техника заказывайте у официального дилера на http://www. ukreuromaz.com/.
ukreuromaz.com/.
Настольный токарный станок ТВ-9 технические характеристики, паспорт
Станки токарной группы стали широко распространены в машиностроительной и другой производственной промышленности, главное предназначение состоит в отделке тел вращения, некоторые варианты выполнения из-за внесенных изменений могут применяться и для проведения других операций, например, нарезания резьбы или растачивание отверстий. ТВ-9 станок для токарных работ предназначен для проведения всех видов токарных работ и нарезания резьбы. Использование новейших технологий при изготовлении токарного станка ТВ-9 определяет большую точность выполняемых работ, во время установки соответствующего режимам резания инструмента для резки оператор может держать установленный параметр шероховатости. Модель применима примерно и мелкосерийном, штучном производстве, имеет ряд характерных признаков, о которых дальше побеседуем детальнее.
Технические свойства
При подборе аналогичного оборудования сначала уделяют внимание информации, которая заносится в паспорт.
Скачать паспорт (инструкцию по эксплуатированию) станка ТВ-9
Технические свойства такие:
- Самый большой диаметральный размер заготовки: над суппортом составляет 100 мм, над станиной 220 мм. Этот момент определяет то, что станок токарно-винторезный ТВ-9 предназначается для точения сравнительно небольших заготовок.
- В центрах может ставиться заготовка длиной 525 мм, в патроне 500 мм.
- Винторезный станок серии ТВ имеет сквозное отверстие в шпинделе с диаметром 18 мм. Оно нужно в случае, когда заготовка предоставлена длинным прутом.
- Имеется возможность проводить регулировку частоты вращения шпинделя 6-тью передачами. Частота вращения может монтируется в пределе от 60 до 1000 оборотов в минуту.
- Вращение создаёт электрический двигатель, который работает от типовой трёхфазной системе электроснабжения, мощность его составляет 11 кВт. Кинематическая схема предоставлена зубчатыми колесами, которые делаются из нержавейки.
- Есть и возможность применять быструю подачу суппорта, которая имеет критерий в границе от 0,1 до 0,32 мм/об.
- Настольный станок для токарных работ ТВ-9 имеет вес 230 кг. При этом критерий может изменятся все зависит от вида устанавливаемой оснастки.

Технические свойства токарного станка ТВ-9 указывают на то, что он может ставиться как в приватных мастерских, так и в помещениях заводского типа. Конструкция имеет сравнительно небольшой вес, что обуславливает вероятность установки без особенной подготовки основания.
Кинематическая схема станка
Особенности конструкции
Проводя обзор настольного токарного станка ТВ-9, необходимо уделять свое внимание его особенностям конструкции:
- Основой конструкции считается станина.
- Устройство станка традиционное, учитывает наличие задней и передней бабки.
- Для подачи инструмента для резки есть суппорт.
- Инструкция по эксплуатированию имеет возможность проведения регулировки станка ТВ-9 для получения нужной резьбы путем смены компонентов гитары.
- На фартуке размещены важные элементы управления суппортом.
- Коробка подачи.
- Электрический двигатель размещен снизу конструкции и спрятан в корпусе. Электросхема учитывает управление многими параметрами путем переключения тумблеров, электрический шкаф находится сверху передней бабки.
- Для защиты мастера в рабочий период поставлен маленькой экран с функцией защиты на суппорте, также есть источник освещения, который должен сделать лучше условия обработки при слабой освещенности места работы.

Электросхема станка
Станок для токарных работ ТВ-9 создает Ростовский завод. Данный изготовитель занимается выпуском маленьких станков. Если сравнивать с подобиями ТВ-9 прост в обслуживании, обладает высокой надежность и ремонтопригодностью.
Виды выполняемых работ
Станок токарно винторезный ТВ-9 предназначается для проведения таких работ:
- Создание цилиндрической и конусообразной поверхности. Установленый лимб дает возможность перемещать суппорт с режущим инструментом одновременно в поперечном и продольном направлении, благодаря чему и выходит конусообразная поверхность.
- Также во время использования специализированной оснастки можно провести и сверление отверстий.
- Отрезание заготовок делается во время установки отрезного резца и поперечной подаче.
- Инструкция по эксплуатированию имеет возможность выполнения работы по нарезанию разной резьбы на цилиндрической поверхности. Для этого необходимо проводить настройки гитары сменяемых колес, которая спрятана в корпусе передней бабки.
- Подрезка торцов.

Передняя бабка станка ТВ-9
Электросхема станка ТВ-9 определяет присутствие функции быстрой подачи для ускорения процесса обработки. Назначение модели ТВ-9 токарной группы определяет ее широкую многосторонность в использовании. При этом она дает возможность получать детали с точными размерами и критерием шероховатости. Проведенные тесты указывают на то, что во время установки резца с алмазной пластиной в качестве кромки резки во время обработки стали 45 критерий шероховатости не больше Ra 0,2 мкм. При точении может применяться система ручных подач, на органов управления которой нанесена измерительная шкала.
Характерности модели ТВ-9
ТВ-9 удачно пошёл лабораторные исследования Минобороны РФ, что определяет довольно качественную сборку и надлежащую надежность. Обозначить ТВ-9 можно так:
- Рациональную компоновку.
- Идеальное, обдуманное расположение ключевых узлов и органов управления.
- Небольшая периодичность обслуживания.
- Надежность всех установленных узлов.
- Применимость во время изготовления точных деталей.
Механика станка ТВ-9
Также можно подчеркнуть тот фактор, что в опорах шпинделя ставятся подшипники радиально-упорной группы. Высокая прочность всей конструкции с упомянутыми выше подшипниками предоставляют гашение вибрационной нагрузки, благодаря чему уменьшается степень брака при точении. При разработке конструкции ТВ-9 учитывалась возможность его дополнительного оснащения для важного увеличения сфере использования. Описание изготовителя указывает на то, что модель можно смело применять для обработки деталей, вес которых может достигать 10 килограмм. При этом во время установки устойчивого к износу резца и выборе оптимальных режимов обработки исходя из материала заготовки в один проход можно провести снятие 4 мм на диаметр.
При этом во время установки устойчивого к износу резца и выборе оптимальных режимов обработки исходя из материала заготовки в один проход можно провести снятие 4 мм на диаметр.
Информация об изготовителе
Ростовский завод основали в далеком 1956 году. На данное время он входит в группу промышленных компаний КомТех, которая известна в производственной отрасли станков в течении последних многих лет. Продукция данного изготовителя достаточно известна в России и других бывших советских республик, возникшие ТВ-4 и ТВ-6 приобрели большое применение и востребовательность фактически сразу же после поступления в продажу. Компания во время проектирования собственного оборудования уделяет большое внимание экономности и достижению невысокого уровня расходов на эксплуатацию, что дает возможность уменьшить отпускная цена изделий и увеличить результативность труда. ТВ-9 отличается от своих аналогов критерием межцентрового расстояния. Во время изготовления его ключевых узлов применяются очень разные металлы. Примером можно назвать использование нержавейки при разработке корпуса отдельных агрегатов, чугуна во время изготовления станины. Для уменьшения критерия износа трущихся компонентов их делают из конструкционной стали с очень высокой устойчивостью к износу, в область трения подается масло.
Во время изготовления его ключевых узлов применяются очень разные металлы. Примером можно назвать использование нержавейки при разработке корпуса отдельных агрегатов, чугуна во время изготовления станины. Для уменьшения критерия износа трущихся компонентов их делают из конструкционной стали с очень высокой устойчивостью к износу, в область трения подается масло.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Налог на добавленную стоимость
Сфера применения
НДС – это общий налог на потребление товаров и услуг.
НДС применяется как процентный налог с цены товаров и услуг и подлежит уплате после вычета НДС, который непосредственно обременяет элементы стоимости товаров и услуг.
Облагаются НДС:
- все виды поставок товаров и услуг, осуществляемые налогоплательщиком на территории Республики Албания;
- импорт всех видов услуг на территории Республики Албания.

В налогооблагаемые операции включаются:
• Поставка товаров, что означает передачу права распоряжаться материальным имуществом в качестве собственника
• Поставка услуг, то есть любая сделка, не являющаяся поставкой товары, если иное не предусмотрено настоящим Законом;
• Импорт товаров, что означает выпуск товаров в свободное обращение в Республике Албания;
• Самостоятельная поставка товаров и услуг означает любую поставку за оплату налогоплательщиком, поставку произведенных, построенных, добытых, переработанных, приобретенных товаров или поставку услуг в рамках его бизнеса, которые будут использоваться для нужд эта деятельность.
• Передача деятельности считается передачей за плату или нет, или в форме вклада в предприятие всего имущества или его части.
• Смешанная поставка.
Налогообязанные лица
Считаются налогоплательщиками:
- Каждое лицо, независимо от его организационной формы, которое самостоятельно осуществляет хозяйственную деятельность, независимо от места, объема или результата такой деятельности.
Экономическая деятельность – это все виды деятельности, осуществляемые производителями, торговцами и другими лицами, поставляющими товары и услуги, включая добывающую, сельскохозяйственную и профессиональную деятельность. - Каждое лицо, проживающее в Албании, чей годовой оборот превышает 5 000 000 ALL, суммы, определяющие минимальный порог регистрации для уплаты НДС.

Внимание: Регистрация обязательна:
- В течение 15 дней с даты превышения минимального порога, если ваш годовой оборот превышает порог 12 месяцев подряд в течение всего года.
- Если минимальный порог для регистрации по НДС превышен до 12 месяцев, то облагаемое налогом лицо должно немедленно запросить регистрацию в течение 15 дней с даты превышения порогового значения.
- При импорте услуг, находящихся в обращении (продаваемые или подлежащие торговле товары), несмотря на выполненный или ожидаемый оборот.
Разъяснение
Из этого правила освобождаются облагаемые налогом лица, которые осуществляют или ожидают совершить оборот, меньший, чем минимальный порог регистрации, и импортируют товары в категории Incorporated Sustainable Activities (ISA), используемые для целей экономической деятельности, а не для торговые цели. Эти налогооблагаемые лица могут ввозить инвестиционные товары для целей своей экономической деятельности в соответствии с режимом малого бизнеса в соответствии с законом, без обязательств по обычному режиму НДС.
Эти налогооблагаемые лица могут ввозить инвестиционные товары для целей своей экономической деятельности в соответствии с режимом малого бизнеса в соответствии с законом, без обязательств по обычному режиму НДС.
Характеристики экспортеров
Налогообязанные лица, осуществляющие экспорт, чей оборот меньше минимального порога регистрации для уплаты НДС, не обязаны нормализовать режим НДС.
Исключения из обычного правила
Налогооблагаемые лица, которые оказывают услуги в сфере экономической деятельности в форме таких профессий, как: юрист, нотариус, специализированный врач, дантист, специализированный стоматолог, химик, медсестра, ветеринар, архитектор, инженеры, утвержденный бухгалтер и оценщик недвижимости, или осуществляющие хозяйственную деятельность в сфере гостеприимства, несмотря на свой годовой оборот, являются налогоплательщиками, зарегистрированными для уплаты НДС.
Налоговый представитель
В случае, когда ответственное лицо, декларирующее уплату НДС, является налогоплательщиком, не проживающим в Албании в качестве места, где осуществляется уплата НДС, тогда он должен назначить налогового представителя в Республике Албания как лицо, ответственное за уплату НДС.
Налоговый представитель зарегистрирован в региональном налоговом управлении.
Вы можете запросить снятие с регистрации:
- Когда оборот за последние 12 календарных месяцев упал ниже минимального порога регистрации.Снятие с учета вступает в силу через 12 месяцев со дня подачи заявления о вхождении в режим малого бизнеса.
В оборот, необходимый для расчета порога регистрации, входят:
- Оборот, полученный от всех облагаемых налогом поставок товаров и услуг без НДС.
- Освобожденные поставки и поставки, облагаемые налогом 0%.
Не считается налогоплательщиком:
- Некоммерческим организациям на выплаты, полученные из котировок, фондов, грантов, пожертвований, полученных для целей деятельности некоммерческой организации;
- Работник связан с работодателем трудовым договором;
- Центральным и местным органам власти и другим органам публичного права за действия, связанные с их деятельностью в качестве органов государственной власти.

Поставки товаров и услуг
Поставки товаров
Под поставкой товаров понимается передача права распоряжения как собственнику материальным имуществом.
Считается также «Поставка товаров» следующие операции:
- Передача за плату права собственности на имущество по приказу / или от имени государственного органа или по закону;
- Поставка товаров на основании контракта, если предусматривается аренда товаров на определенный срок или продажа товаров в рассрочку, когда передача права собственности завершается с уплатой последнего взноса;
- Передача товара на основании договора, согласно которому уплачивается комиссия за покупку или продажу;
- Подача электроэнергии, воды, газа, тепла или холода и т.п.
Поставка товаров против платежа
Поставка товаров считается осуществленной против платежа, полностью или частично, если прямой или косвенный поставщик получает или имеет право получать платежи наличными или в форме такой поставки , от предоставленного лица или любого другого лица.
Внимание: Передача хозяйственной деятельности не рассматривается как поставка товаров или услуг, а как передача активов от передающего налогообязанного лица другому лицу, рассматриваемому как правопреемник передающего лица.
Импорт товаров
Импорт товаров означает их выпуск в свободное обращение на территории Республики Албания, как это определено действующим законодательством.
Предоставление услуг
Под поставкой услуг подразумевается любая операция, которая не представляет собой поставку товаров. Услуги, оказываемые работником своему работодателю в трудовых целях, не рассматриваются как оказание услуг со стороны работника.
Разные предметы снабжения
- Оказание услуг, включенных в поставку товаров, является частью поставки товаров.
- Поставка товаров, включенных в поставку услуг, является частью поставки услуг.
- Поставка услуг, включенных в импорт товаров, является частью поставки товаров.

Место поставки товаров и услуг
Место поставки товаров
- Если товары не доставлены или не транспортируются, то местом поставки товаров является Албания, если товары находятся в Албании в момент доставки.
- Когда товары доставляются или транспортируются от поставщика, покупателя или третьей стороны, местом поставки является Албания, если товары находятся в Албании в момент начала доставки или процесса транспортировки для покупателя
- Когда товары доставляются или транспортируются от поставщика, покупателя или третьей стороны, установлены или собраны, протестированы или нет, от поставщика или от имени поставщика, то местом поставки является Албания, если товары установлены или собраны. в Албании.
Место ввоза товаров
Место ввоза товаров находится в Албании, если товары, происходящие из других территорий, выпускаются в свободное обращение на албанской таможенной территории.
Внимание: Товары, которые с момента въезда на территорию Албании не выпускаются в свободное обращение и подпадают под определенные таможенные режимы, место их ввоза находится в Албании, когда они запускаются в соответствии с вышеупомянутыми режимами и ситуации на таможенной территории Албании.
Место оказания услуг
Общее правило
Место оказания услуг находится в Албании, если получатель услуг является налогооблагаемым лицом, которое ведет себя соответствующим образом и находится в Албании:
- Место его экономической деятельности или устойчивое местоположение;
- Его место жительства или обычное место жительства, в отсутствие штаб-квартиры хозяйственной деятельности или устойчивого местоположения.
Место оказания услуг находится в Албании, если получатель услуг является лицом, не облагаемым налогом, а поставщик услуг в качестве налогообязанного лица находится в Албании:
- Головной офис его экономической деятельности или устойчивое место, где предоставляются услуги;
- Его место жительства или обычное место жительства, в отсутствие штаб-квартиры хозяйственной деятельности или устойчивого местоположения.

Особые правила
В других случаях, в зависимости от статуса получателя услуги как облагаемого или не облагаемого налогом, а также в зависимости от типа оказываемой услуги, место оказания услуги освобождается от общего правила.
Возникновение налога, возможность требования
Общее правило
Для внутренних поставок возникновение налога происходит и становится подлежащим возмещению, когда:
- поставка товара или
- осуществляется поставка услуг.
При импорте товаров возникает налог, и НДС подлежит возмещению, когда импорт товаров уже осуществлен.
Особые правила
- Для любого платежа, произведенного до поставки товаров или до оказания услуги, НДС по платежу возникает и становится подлежащим возмещению в момент взыскания суммы платежа.
- В случаях, когда налоговая накладная была выставлена до поставки, НДС становится подлежащим уплате в момент выставления.
- В случае частичных или последовательных платежей за поставку товаров или услуг такие поставки товаров или услуг считаются завершенными к концу каждого периода, к которому относится платеж.
- Поставка товаров и услуг, осуществленная последовательно в течение определенного периода времени, включая строительные работы, считается выполненной в том же месяце, в котором выставлен счет.
- Для товаров, которые с момента ввоза на территорию Албании не выпускаются в свободное обращение и подпадают под определенные таможенные режимы, возникает налог, и НДС становится подлежащим возмещению, когда эти товары выпускаются в соответствии с вышеупомянутыми режимами или ситуации.

Налогооблагаемая стоимость
Налогооблагаемая стоимость включает все, что представляет собой соответствующую стоимость, полученную или подлежащую получению поставщиком товаров и услуг от покупателя, клиента или третьей стороны в обмен на такую поставку, включая субсидии, непосредственно связанные с ценой поставок без НДС.
Налогооблагаемая стоимость импортируемых товаров складывается из стоимости, установленной при импорте таможенными органами в соответствии с таможенным законодательством, действующим на территории Республики Албания.
Элементы, включенные в налогооблагаемую стоимость
- Тарифы, налоги, обязательства и другие аналогичные платежи, без НДС;
- Вторичные расходы, такие как комиссионные, расходы, расходы на упаковку, расходы на транспортировку и безопасность;
- Стоимость упаковки в необратимом состоянии.
Элементы, исключенные из налогооблагаемой стоимости
- Ценовые скидки по случаям скидки при досрочном погашении поставки;
- Ценовые скидки и скидки для покупателей или клиентов;
- Суммы, полученные налогоплательщиком от своего клиента в виде возмещения расходов, произведенных этим лицом и от его имени.
Ставка налога
Стандартная ставка налога
Стандартная ставка налога на добавленную стоимость для товаров и услуг, применяемая как процент от налогооблагаемой стоимости, составляет 20 процентов.
Ставка НДС 0%
Ставка НДС 0% применяется для:
- Экспорт товаров
- Поставка товаров для некоммерческих организаций
- Оказание услуг в виде работы с импортными товарами, которые будут развиваться в Албании, а затем экспортируются за границу.
- Оказание услуг, непосредственно связанных с импортом или экспортом товаров.
- Некоторые виды операций, связанных с международными перевозками грузов и пассажиров;
- Поставка товаров и услуг для международных организаций и их членов;
- Поставка товаров и услуг в рамках дипломатических и консульских отношений;
- Поставка товаров и услуг для вооруженных сил других стран, вступающих в НАТО;
- Поставка золота в Банк Албании.
Товары в личном багаже пассажира
Товары, предназначенные для перевозки в личном багаже пассажира, считаются экспортными и облагаются налогом по ставке 0%, если:
- Пассажир не проживает на территории Республики Албания;
- Товар перемещается за границу в течение трех месяцев с месяца, в котором была произведена поставка;
- Общая стоимость поставки, выраженная во ВСЕХ или встречная стоимость поставки во ВСЕХ, включая НДС, не менее 120 000 (сто двадцать тысяч) ВСЕ.

Освобождения, поставки
Бывают случаи, когда определенные поставки товаров и услуг в связи с их назначением в общих интересах или особыми требованиями закона, хотя и включены в качестве подлежащих обложению НДС, освобождаются от такого обязательства.
Подробнее см. Закон №. 92/2014 «О налоге на добавленную стоимость» статьи 51 – 56.
Право на вычет НДС
Принцип удержания НДС
Налогообязанное лицо имеет право вычесть из расчетного НДС по налогооблагаемым операциям суммы НДС в той степени, в которой поставка полученных товаров и услуг используется от налогооблагаемого лица, выполняющего функции для этих налогооблагаемых операций
Конкретно:
- НДС, уже уплаченный или подлежащий уплате в Республике Албания за поставки товаров и услуг, которые были доставлены или будут доставлены лицу другим налогоплательщиком;
- Уплаченный НДС за товары, ввезенные в Албанию.
Примечание: Закон о НДС подробно описывает конкретные случаи применения вычета НДС.
Условия, при которых применяется право на вычет. Право на вычет возникает и применяется, когда:
- Обслуживает налогооблагаемую деятельность;
- подлежит вычету НДС;
- Формально подтверждается юридическим пояснительным документом (налоговая накладная, импортная таможенная декларация).
Применение частичного вычета НДС
Когда товары и услуги используются налогоплательщиком для осуществления налогооблагаемых операций, которые приводят к вычету НДС, и операций, которые не приводят к такому праву, тогда только часть НДС, связанный с первой категорией операций, подлежит вычету.
The Refund
Условия возврата НДС
Налогоплательщик запрашивает возврат излишка НДС, если:
- Налогоплательщик несет излишек НДС более 3 месяцев подряд;
- НДС, необходимый для возврата, превышает 400 000 ALL.
Когда подавать запрос на возврат?
Экспортеры имеют право подать запрос на возмещение, если их излишки превышают 400 000 ALL, поэтому первое условие не требуется.
В течение 30 дней со дня подачи запроса экспортирующего налогоплательщика налоговая администрация инициирует процедуру возврата.
В течение 60 дней с момента подачи запроса налогоплательщика, не являющегося экспортером, налоговая администрация инициирует процедуру возврата.
Куда подавать запрос на возврат
Налогообязанные лица подают запрос на возврат НДС в Управлении возмещения НДС при Главном налоговом управлении.Запрос оформляется по утвержденной форме «Запрос на возврат НДС», которую вы можете найти ниже.
Выплата возвращаемого налога на прибыль осуществляется в течение пяти дней через систему государственного казначейства в соответствии с правилами, установленными министром финансов.
Лицо, ответственное за уплату НДС
- Лицом, ответственным за уплату НДС, является налогооблагаемое лицо, которое поставляет налогооблагаемые товары или услуги, за исключением случаев, когда указано иное.
- НДС может быть уплачен налогоплательщиком или необлагаемым налогом юридическим лицом, указанным для НДС, которое получило поставки, если эти поставки предоставлены налогоплательщиком, не проживающим в Республике Албания.
- Каждый, кто выставляет счет-фактуру НДС, платит НДС.
- Если выставленный счет-фактура не совпадает с поставкой товаров или предоставленной услугой, или просто показывает сумму, которая фактически не должна быть оплачена покупателем, тогда лицо, которое платит НДС, является лицом, выставившим счет.
- В отношении импортируемых товаров и услуг НДС уплачивается лицом или лицами, ответственными за уплату импортных таможенных пошлин, как это определено Таможенным кодексом Республики Албания.
- Лицом, уплачивающим НДС, является лицо, выпускающее товары в свободное обращение из определенных таможенных режимов.

Внимание: Налогообязанное лицо, которое получило поставку услуги или товаров и знает или не может отрицать тот факт, что НДС, подлежащий уплате, или его часть по этой поставке или каждой предыдущей поставке товаров и услуг, не была уплачена из-за мошенничества, несет солидарную ответственность с поставщиком по уплате НДС.
Обязательства налогоплательщика
Необходимо указать налогоплательщика. Ему должен быть предоставлен уникальный идентификационный номер (NUIS) в Национальном бизнес-центре. Номер напечатан на сертификате, выданном для этой цели.
Налогоплательщику необходимо убедиться, что счет выставлен на:
- Каждая поставка товаров или услуг для другого налогооблагаемого или не облагаемого налогом лица;
- Каждый платеж, производимый до поставки товара или до завершения поставки услуги
- Счет-фактура выставляется периодически для определенных поставок товаров или услуг, которые поставляются на регулярной или непрерывной основе и осуществляются между налогоплательщиком и его клиентом в том же месяце, когда такие поставки были произведены;
- По строительной части счета-фактуры выставляются ежемесячно;
- Также покупатели или клиенты поставок товаров или услуг, предоставляемых им налогоплательщиком, могут выставлять счета.
Счет-фактура по НДС утверждается министром финансов по форме и содержанию.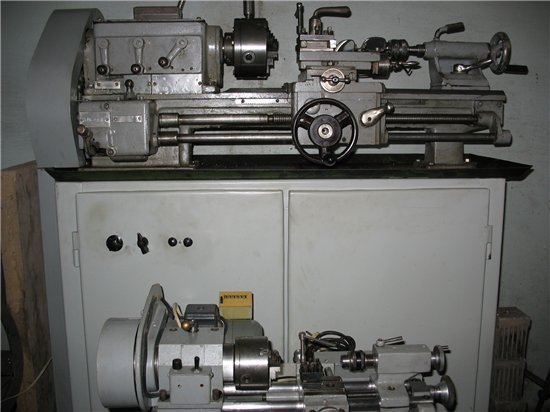
Налогоплательщик за услуги стоимостью менее 40 000 ALL может также выставить упрощенный счет-фактуру, даже если покупатель не требует налоговый ваучер по НДС.
Налогообязанное лицо обязано вести реестр покупок и продаж, в котором регистрируются все покупки и продажи, осуществленные в течение налогового периода (один месяц). Реестр покупок и продаж доставляется в электронном виде не позднее 10-го числа месяца, следующего за заявленным налоговым периодом.
Каждое налогооблагаемое лицо должно подать декларацию по НДС, которая содержит всю информацию, необходимую для расчета подлежащего уплате НДС, суммы НДС, которая может быть уменьшена, налогооблагаемой стоимости действий, связанных с подачей претензии и вычетом расчета НДС, а также стоимость поставки освобождены от НДС.
Образец декларации утверждает министр финансов.
Декларация по НДС подается не позднее 14 дней после окончания заявленного периода таксации.
Особые режимы
Особые режимы применения НДС в Албании:
- Режим для туристических агентств
- Особый режим, применяемый к продаже бывших в употреблении предметов, произведений искусства, предметов коллекционирования и антиквариата;
- Режим маржи;
- Режим продажи с аукциона;
- Особый режим: схема компенсации сельхозтоваропроизводителям;
- Особый режим для золота, предназначенного для инвестиций.

Следующая документация подробно покажет все типы режимов.
Mikrotik CRS328-24P-4S + RM – ФортШпейт
CRS328-24P-4S + RM – это коммутатор с 28 независимыми портами, он имеет 24 порта Gigabit Ethernet, которые предлагают различные варианты выходной мощности: пассивный PoE, низковольтный PoE, 802.3af / at (тип 1 «PoE» / тип 2 » PoE + ») с автоопределением. PoE-Out передается через контакты режима B (4,5 +) (7,8-). Четыре порта SFP + обеспечивают возможность подключения до 10 Гбит / с через оптическое волокно или модули Ethernet (не входят в комплект).
CRS328-24P-4S + RM поставляется в стоечном корпусе высотой 1U со встроенным блоком питания 100–240 В переменного тока и мощностью 500 Вт. Устройство потребляет до 44 Вт, оставляя гарантированные 450 Вт (3×150 Вт на каждые 8 портов Ethernet) для питания ваших устройств PoE. Каждый порт может обеспечивать мощность до 30 Вт с любым выбранным вами вариантом выходной мощности.
Устройство имеет функцию «двойной загрузки», которая позволяет выбирать между двумя операционными системами – RouterOS или SwOS. Если вы предпочитаете упрощенную операционную систему только с функциями переключения, используйте SwOS.Если вам нужна возможность использовать маршрутизацию и другие функции уровня 3 в вашей CRS, используйте RouterOS. Вы можете выбрать желаемую операционную систему в RouterOS, в SwOS или в настройках загрузчика RouterBOOT. Весь набор функций продается по привлекательной цене, обеспечивая лучшее соотношение цены и качества на рынке.
Технические характеристики
| Подробности | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Код продукта | CRS328-24P-4S + RM | |||||||||||||||||||||||||
| Архитектура | ARM 32bit | |||||||||||||||||||||||||
| 9044 ЦП 9044 количество ядер 9044 | 1 | |||||||||||||||||||||||||
| Номинальная частота ЦП | 800 МГц | |||||||||||||||||||||||||
| Размеры | 443 x 305 x 44 мм | |||||||||||||||||||||||||
| Уровень лицензии | 5 | |||||||||||||||||||||||||
| Операционная система 9044 OS Router | OS RouterРазмер ОЗУ | 512 МБ | ||||||||||||||||||||||||
| Размер хранилища | 16 МБ | |||||||||||||||||||||||||
| Тип хранилища | FLASH | |||||||||||||||||||||||||
| Протестированная температура окружающей среды | -20 ° C до 60 ° C | |||||||||||||||||||||||||
| Подробности | |
|---|---|
| Выход PoE | 90 445 802.|
| Количество входов переменного тока | 1 |
| Диапазон входного переменного тока | 100-240 |
| Максимальный выход на каждый порт (вход> 30 В) | 450 мА |
| Макс. выход на порт выход (вход <30 В) | 1000 мА |
| Макс. общий выход (A) | 20 A |
| Макс.потребляемая мощность | 494 Вт |
| Макс.потребляемая мощность без дополнительных устройств | 44 Вт |
 3af / at
3af / atEthernet
| Подробная информация | |
|---|---|
| 10/100/1000 Ethernet-порты | 24 |
Волоконно
Другие периферийные устройства Монитор температуры процессора Да Монитор температуры печатной платы Да Режим button Да
Детали в комплекте
Përllogaritje të re të kthimit të TVSH-s, tek prodhimet e vendit 20 për qind, ndërsa tek të huajat prej 10 për q1 – Bonzo
Drejtoria për të ardhura publike prej 12 qershorit të këtij viti do të bëjë përllogaritje të re të kthimit të TVSH-së, për tremujorin e dytë, për shkak të prejet e dytë, për shkak të prejt, b huajat prej 10 për qind. Për këtë shkak, sqarojnë nga DAP-i, shuma e kthimit të TVSH-së tek personat fizik për tremujorin e dytë mund të pësojë ndryshime.
Për këtë shkak, sqarojnë nga DAP-i, shuma e kthimit të TVSH-së tek personat fizik për tremujorin e dytë mund të pësojë ndryshime.
«Me Dekret për fuqi ligjore për ndryshim dhe plotësim të Dekretit me fuqi ligjore për zbatim të ligjit për kthim të një pjese të tatimit ë vlerës së shtuar gër nga 12.06.2020 ″) është rregulluar – kthimi i pjesës së tatimit të vlerës së shtuar, përllogaritur në qarkullimin e të mirave dhe shërbimeve të vendit mirave dhe shërbimeve të vendit mirave dhe shërbimeve të vendit mirave në vlerë prejhet érërë péraind, prej 20 përëràrat, për qind, nga tatimi и përllogaritur i vlerës së shtuar i shprehur në çdo llogari fiskale.Kjo përllogaritje bëhet prej ditës së hyrjes në fuqi të Dekretit me fuqi ligjore dhe jo më vonë se 31 dhjetori 2020 ”, theksojnë nga DAP-i.
Shtojnë себе меня NJE pjesë të implementimit të masës përmes С.Е. cilës nxitet konsumi я të mirave ДНО shërbimeve të vendit, Drejtoria х të ardhurave publike shpejtë ДНО në mënyrë efikase х adaptoi aplikacionin TVSH-дж Ime përmes С. Е. cilës qytetarët të cilët skanojnë fatura fiskale PER prodhimet e vendit do t’u bëhet kthimi në verë prej 20 për qind, ndërsa për prodhimet e tjera në vlerë prej 10 për qind nga tatimi i përllogaritur, i shfaqur në faturën fiskale.
Е. cilës qytetarët të cilët skanojnë fatura fiskale PER prodhimet e vendit do t’u bëhet kthimi në verë prej 20 për qind, ndërsa për prodhimet e tjera në vlerë prej 10 për qind nga tatimi i përllogaritur, i shfaqur në faturën fiskale.
«Me këto riaftësime për faturat e skanuara prej 12 qershori 2020, sërish do të bëhet përllogaritje, sipas ndarjes së prodhimeve të vendit me 20 për qind dhe prodhimeve të tjera merit derit nër qér ТВШ-сё. Пэр кэтэ шкак перллогаритжа э серишме э шумес сэ ктхимит тэ ТВШ-се тек персонаж физик пэр тремуджорин и дитэ мунд тэ псоджэ ндрышим », скароджнэ нга ДАП-и.
Sipas DAP-it, me këtë funksionalitet të ri, TVSH-ja Ime përveç kthimit të parave tek qytetarët dhe luftës kundër ekonomisë joformale, do të këtër ekonomisë joformale, do të kontribuojë edhe drejërs rivës rivës rivës rivës rivës rivës rivës rivës rivës rivës rivës rivërs rivës rivërs së vendit në tejkalimin e pasojave nga kriza shëndetësore-ekonomike de mbështetëse e ekonomisë vendore./ MIA /
Ссылка на объект не указана для экземпляра объекта.
 Ссылка на объект не установлена на экземпляр объекта. Ссылка на объект не установлена на экземпляр объекта. Описание: Необработанное исключение во время выполнения текущего веб-запроса. Просмотрите трассировку стека для получения дополнительных сведений об ошибке и ее происхождении в коде.
Ссылка на объект не установлена на экземпляр объекта. Ссылка на объект не установлена на экземпляр объекта. Описание: Необработанное исключение во время выполнения текущего веб-запроса. Просмотрите трассировку стека для получения дополнительных сведений об ошибке и ее происхождении в коде.Сведения об исключении: System.NullReferenceException: ссылка на объект не соответствует экземпляру объекта.
Ошибка источника:
Исходный код, создавший это необработанное исключение, может быть показан только при компиляции в режиме отладки. Чтобы включить это, выполните один из следующих шагов, затем запросите URL-адрес: |
 web >
web > Трассировка стека:
|
 HtmlControls.HtmlForm.RenderChildren (писатель HtmlTextWriter) +314
System.Web.UI.HtmlControls.HtmlContainerControl.Render (писатель HtmlTextWriter) +47
System.Web.UI.Control.RenderChildrenInternal (писатель HtmlTextWriter, дочерние элементы ICollection) +245
System.Web.UI.Page.Render (писатель HtmlTextWriter) +39
Артистика.Web.UI.WebControls.ArtistikaBasePage.Render (писатель HtmlTextWriter) в D: \ ARTISTIKA \ Project \ loging-elektronics \ Artistika \ Web \ UI \ WebControls \ ArtistikaBasePage.cs: 125
System.Web.UI.Page.ProcessRequestMain (логическое includeStagesBeforeAsyncPoint, логическое includeStagesAfterAsyncPoint) +5289
HtmlControls.HtmlForm.RenderChildren (писатель HtmlTextWriter) +314
System.Web.UI.HtmlControls.HtmlContainerControl.Render (писатель HtmlTextWriter) +47
System.Web.UI.Control.RenderChildrenInternal (писатель HtmlTextWriter, дочерние элементы ICollection) +245
System.Web.UI.Page.Render (писатель HtmlTextWriter) +39
Артистика.Web.UI.WebControls.ArtistikaBasePage.Render (писатель HtmlTextWriter) в D: \ ARTISTIKA \ Project \ loging-elektronics \ Artistika \ Web \ UI \ WebControls \ ArtistikaBasePage.cs: 125
System.Web.UI.Page.ProcessRequestMain (логическое includeStagesBeforeAsyncPoint, логическое includeStagesAfterAsyncPoint) +5289
Информация о версии: Microsoft .NET Framework Версия: 4.0.30319; Версия ASP.NET: 4.0.30319.272
% PDF-1.6
%
2 0 obj
>
>>
эндобдж
4 0 obj
>
транслировать
uuid: d347652b-6efa-4e4e-9ac2-9466651c985eadobe: docid: indd: 3eff0801-499d-11df-a675-ba463bf86757xmp. id: 439143c4-86aa-8e4d-ad5c-2c4-86aa-8e4d-ad5c-2c8x071.bid: df2df2cf1dddddddddddddddddddddddddddddddddddddddddddddddddddddddf2c8 330d18cd2200xmp.did: 0F63BE9BC484E1119DDAF2BBC823EAE7adobe: docid: indd: 3eff0801-499d-11df-a675-ba463bf86757 по умолчанию
id: 439143c4-86aa-8e4d-ad5c-2c4-86aa-8e4d-ad5c-2c8x071.bid: df2df2cf1dddddddddddddddddddddddddddddddddddddddddddddddddddddddf2c8 330d18cd2200xmp.did: 0F63BE9BC484E1119DDAF2BBC823EAE7adobe: docid: indd: 3eff0801-499d-11df-a675-ba463bf86757 по умолчанию
Нм $ k0 Cmjn; = ~> -? P # -> | x ~ V K. WSR] GSQIGSXVEHIIXIGSWSR] GETSYVTPYW
WSR] GSQIGSXVEHIIXIGSWSR] GETSYVTPYW
HIHÍXEMPW
(ÍGPEVEXMSRHIPE * ” IXHIPv- ‘
IXÍUYMTIQIRXIWXGSRJSVQIEY \ PMQMXIWHvI \ TSWMXMSREY \ VEHMSJVÍUYIRGIW * ” IX-‘ÍXEFPMIWTSYVYRIRZMVYR
RIIGSRV I \ MKIRGIWHIGSRJSVQMXÍTSYVPvI \ TSWMXMSREY \ 6 * * ” IXTSYVPvI \ TSWMXMSREY \ 6 * -‘ÍXEFPMIWTEVPI ’26 ’IXÍUYMTIQIRXTSWWÌHIHIWRMZIEY \ HvÍRIVKMI6 * XVÌWFEW
‘IXÍQIXXIYVRIHSMXTEWÎXVIYXMPMWÍGSRNSMRXI TPEGÍEZIGXSYXEYXVIÍQIXXIYVSYERXIRRI
6IQEVUYI
‘IXXIYRMXÍEÍXÍXIWXÍIIXNYKÍIGSRJSVQIEY \PWXVTEQIW HIWVÌKPIQIRXWHIPE * ” IX
HIPv-‘TSYVYRETTEVIMPRYQÍVMUYIHIGEXÍKSVMI &
TVÍNYHMGMEFRIMWHMGMEFRIMWHWHRMEFRIMWHRMFRIMW IXXIYRMXÍTVSHYMXYXMPMWIIXTIYXÍQIXXVIYRIÍRIVKMI
VEHMSÍPIGXVMUYIIXWMIPPIRvIWXTEWMRWXEPPÍIIXYGMP RWXVYGXMSRWTSYVVEMXGEYWIVYR
FVSYMPPEKITVÍNYHMGMEFPIÄPEVEHMSGSQQYRMGEXMSR-PIWXMPXSYXIJSMWMVERIXI TVÍNYHMGMEFPIHERWYRIMRWXEPPEXMSRHSRRÍI7MGIXXIYRMXÍGEYWIYRFVSYMPPEKITVÍNYHMGMEFPIÄ
PEVÍGITXMSRVEHMSSYXÍPÍZMWYIPPIGIUYMTIYXÎXVIHÍXIVQMRÍ IRQIXXERXPvETTEVIMPLSVWXIRWMSRTYMWWSYW
XIRWMSRPvYXMPMWEXIYVIWXIRGSYVEKÍÄXIRXIVHIGSVVMKIVPIFVIXVVMKIVPIFVI
QIWYVIWTVSTSWÍIWWYMZERXIW
г. TPE] WXEXMSRGSQLIPTQI
TPE] WXEXMSRGSQLIPTQI
(ÍGPEVEXMSRHIGQM
2HIQSHÌPI
4EVXMIVIWTSRWEFPI
% HVIWWI
2HIXÍPÍTLSRI
732 =
‘9, > 829
7SR] ) PIGXVSRMGW-RG
: ME) WTVMPPS7ER (MIKS ‘% 97%
‘IXETTEVIMPIWXGSRJSVQIEPEWIGXMSRHIWVIKPIQIRXWHIPE *’ ‘IXEY \ ’26 Hv-RHYWXVMI
‘EREHEI \ IQTXWHIPMGIRGI
7SRJSRGXMSRRIQIRXIWXWSYQMWEY \ HIY \ GSRHMXMSRXETIWYMZ RITIYXGEYWIV
HvMRXIVJÍVIRGIWRYMWMFPIWIXGIXETTEVIMPHSMXEGGITXIVXSYXIMRXIVJÍVIRGIVIËXYI
TVMGIXIVI
TVMGYRWI JSRGXMSRRIQIRXRSRHÍWMVÍ
4YMWWERGIRSQMREPIHvIRXVÍI : Q%
8] TIHIFPSGFEXXIVMI & EXXIVMIEY \ MSRW PMX LMYQVIGLEVKIEFPIMRXÍKVÍI
8IRWMSR :
‘ETEGMXÍHIPEFEXXIVMI % L
8IQTÍVEXYVIHIJSRGXMS RIQ Ä’ * Ä *
4SMHW) RZMVSRKS ^
+% 6% 28-) 0-1-8)
7SR] ’SQTYXIV) RXIVXEMRQIRX% QIVMGE00’7 ‘)% KEVERXMXÄPvEGLIXIYVSVMKMREPUYIGITVSHYMX RI
TVÍWIRXIVEEYGYRZMGIQEXÍVMIPSYHIJEFVMGEXMSRTIRHERXYRITÍVMSHIHvYRERÄGSQTXIVHIPEHEXI’
9000XEGLEKEVERXMIRIGSYZVITEWPIWGSRWSQQEFPIWXIPWUYIPIWFEXXIVMIW4SYVXSYXHÍJEYXHI
QEXÍVMIPSYHIEXRVMG PETÍVMSHIHIKEVERXMIIXWYVTVÍWIRXEXMSRHvYRI
TVIYZIHvEGLEX7 ‘)% EGGITXITIRHERXYRITÍVMSHIHvYRERHIVÍTEVIV HIVIQTPEGIVGITVSHYMX
TPE] WXEXMSRGSQLIPTQITSYVSFXIRMVYRIEYXSVMWEXMSRHIVIRZSMIXHIWMRWXVYGXMSRWTS \ MRWXVYGXMSRWTS WvETTPMUYITPYWWMPIZMGI HYTVSHYMX7 ‘)% EÍXÍGEYWÍTEVEFYWQEYZEMWXVEMXIQIRX
RÍKPMKIRGISYHSQQEKIWRSRPMÍWEY \ QEXÍVMIPVMEXSY ‘) 88) +% 6% 28-) 6) 140%’) 8398) 7
0) 7% 986) 7) 8% 9’92) % 986) 6 ) 467) 28% 8-32396’0% 1% 8-32 () 8398) 2% 896) 2) (): 6% 0-) 6
393 & 0 – +) 67 ‘)% 8398) 7 +% 6% 28-) 7-140 -‘- 8) 7796’) 463 (9-8 = ’3146-7 () 7 +% 6% 28-) 77960%
59% 0-81% 6 ‘,% 2 () 390) ’% 6% ‘8¬6) 98-0-7% & 0) () ’) 463 (9-8439692 и 9846’-773280-1-8 ) 7
¤0% 46-3 () (v92% 27971) 28-322) ) 2% 9’92 ‘% 7 7 ‘)% 2v% 7791) 6% () 6) 74327% & – 0-8
4% 66% 44368% 9 < (311% +) 7'327 59) 28739% '') 773-6) 767908% 28 () 0% 4377) 77-32 ()
0v98-0-7% 8-32 39 (91% 9:% – 7 * 32’8-322) 1) 28 () ‘) 463 (9-87’)% ‘) 68% -27 8% 8739463: -2 ‘) 7
2) 4) 61) 88) 284% 7 () 0-1-8) 77960% (96 ) (v92) +% 6% 28-) -140 -‘- 8) ) 859) 059) 78% 872)
4) 61) 88) 284 % 70v) <'097-3239 () 70-1-8) 7 () 8398 (311% +) -2 (-6)' 839% ' ) 773-6) -0) 78
(32’4377- & 0) 59) 0) 70-1-8) 7390) 7) <'097-3277971) 28-322) 72) 7v% 440-59) 284% 7
‘IXXIKEVERXMIZSYWGSRJÌVIHIWHVSMXWPÍKEY \ TVÍGMWIXZSYWTSYZI ^ ÍKEPIQIRXTSWWÍXVIHV ZEVMIVHvÍXEXIRÍXEXSYHITVSZMRGIIRTVSZMRGI
‘IXXIKEVERXMIRvIWXETTPMGEFPIUYvEY \ XEXW9RMWIXEY
Turbo Trans Am опередил Pontiac Muscle Car 80-х История GM, в которой его охват превосходит все возможности, никогда не была столь очевидна в начале 1980-х годов. Это была эпоха, которая породила такие спотыкания, как Chevrolet Citation и его собратья X-body и дизельный Oldsmobile, поскольку компания изо всех сил старалась внедрять технологии, которые явно не были готовы к использованию в прайм-тайм.
Это была эпоха, которая породила такие спотыкания, как Chevrolet Citation и его собратья X-body и дизельный Oldsmobile, поскольку компания изо всех сил старалась внедрять технологии, которые явно не были готовы к использованию в прайм-тайм.
Для поклонников маслкаров Pontiac Trans Am Turbo 1980-81 годов – самый известный пример инженерного оптимизма, столь широко распространенного в General Motors. Наряду с успехом Buick в создании бодрого, относительно экономичного V6 с турбонаддувом для Regal, Century и Riviera, Pontiac принял решение привезти пару дополнительных цилиндров на вечеринку с наддувом и избавиться от некоторой стагнации высокой производительности, которая имела место. прижился в салонах компании.
Фото любезно предоставлено Эланой Шерр.
Конечным результатом стал Pontiac 301 Turbo V8, один из наименее востребованных моторов Trans Am, когда-либо производимых, и трансмиссия, которая стала чем-то вроде культового маслкара 80-х среди тех, кто предан ныне несуществующему бренду.
Турбо последней инстанции
Зачем нужен турбо? Виной всему была смерть большого блока, который был снят с производства после почти десятилетней эксплуатации под капотом Trans Am и Firebird из-за мрачного прогноза стоимости энергии в конце 1970-х годов.Шкафы были пустыми, когда дело дошло до мускулов в Pontiac, которому в качестве единственной трансмиссии был оставлен слабый базовый 301 кубический дюйм V8.
Можно было попросить у других подразделений GM что-то посильнее (например, 5,7-литровый двигатель собственного конкурента Chevrolet), отказаться от Tran Am как настоящего маслкара и вместо этого сориентировать его на толпу великих туров или перейти на инновационный использование продвинутых экспериментальных дизайнов, которые могли или не могли быть полностью поняты командой разработчиков.
Pontiac выбрал дверь номер три, что означало создание карбюраторной версии 301 с турбонаддувом и надежду на лучшее с 1980 Turbo Trans Am. Рецепт включал пониженную компрессию, версию V8 с более толстым блоком, более мощные внутренние детали двигателя, четырехцилиндровый карбюратор, горячий распредвал и 9 фунтов наддува от одного турбонагнетателя. Четырехступенчатая автоматическая коробка передач была включена в каждую машину, и вся опция Turbo была оценена дешево (примерно на 350 долларов по сравнению с базовой Trans Am), чтобы привлечь любопытных покупателей.Также соблазнить потенциальных покупателей послужил самый крутой в мире датчик наддува, установленный на капоте с надписью «TURBO CHARGE» прямо перед водителем.
Четырехступенчатая автоматическая коробка передач была включена в каждую машину, и вся опция Turbo была оценена дешево (примерно на 350 долларов по сравнению с базовой Trans Am), чтобы привлечь любопытных покупателей.Также соблазнить потенциальных покупателей послужил самый крутой в мире датчик наддува, установленный на капоте с надписью «TURBO CHARGE» прямо перед водителем.
Где говядина?
На бумаге это была модернизация стандартного 301 (который на самом деле был 302, который маркетологи округлили в меньшую сторону, чтобы избежать путаницы с популярным V8 малого блока Ford). С Firebird начального уровня, выдающим около 155 лошадиных сил, Trans Am Turbo обещал 210, что также выглядело в пределах досягаемости 220 лошадиных сил, обеспеченных ныне ушедшим в 1979 году большим блоком объемом 400 кубических дюймов.
На самом деле Pontiac обманул цифры своего уходящего 400 CID, который более реалистично производил более 260 лошадиных сил и развивал больший крутящий момент, чем 345 фунт-фут 301 Turbo. Это стало совершенно ясно, когда Firebird Trans Am Turbo врезался в полосу сопротивления и повернул за четверть мили в среднем за 16 секунд, что было почти на 1,5 секунды медленнее, чем его предшественник. Если выбрать Firebird Formula Turbo, которая была урезанной альтернативой Trans Am, между двумя автомобилями открывалось несколько десятых секунды дополнительного дневного света.Полностью загруженные реплики Indy 500 Pace Car были самыми тяжелыми и самыми дорогими из всех Trans Am Turbos с их T-образными вершинами и длинным списком опций
Это стало совершенно ясно, когда Firebird Trans Am Turbo врезался в полосу сопротивления и повернул за четверть мили в среднем за 16 секунд, что было почти на 1,5 секунды медленнее, чем его предшественник. Если выбрать Firebird Formula Turbo, которая была урезанной альтернативой Trans Am, между двумя автомобилями открывалось несколько десятых секунды дополнительного дневного света.Полностью загруженные реплики Indy 500 Pace Car были самыми тяжелыми и самыми дорогими из всех Trans Am Turbos с их T-образными вершинами и длинным списком опций
То, что Turbo Trans Am был медленным – фактически, часто превосходил 5,7-литровый Camaros с ручным управлением – было только частью проблемы. Более серьезной проблемой была сама установка с турбонаддувом, которая доставляла бесконечные хлопоты владельцам, разочарованным частыми проблемами с зажиганием. Плохо настроенная система с компьютерным управлением обеспечивала чрезмерную защиту внутренностей 301 до такой степени, что она регулярно вытаскивала искру для предотвращения детонации, особенно при столкновении с обычным низкооктановым топливом. Даже этой сверхбдительности было недостаточно, так как примитивный турбокарбюратор часто не мог заполнить двигатель достаточным количеством воздуха и топлива, чтобы предотвратить преждевременное зажигание и звенящий звук в лучших условиях.
Даже этой сверхбдительности было недостаточно, так как примитивный турбокарбюратор часто не мог заполнить двигатель достаточным количеством воздуха и топлива, чтобы предотвратить преждевременное зажигание и звенящий звук в лучших условиях.
Конец независимости Понтиака
Несмотря на то, что Trans Am Turbo продолжит продаваться, к концу года только 20 процентов производства будет включать турбокомпрессор Garret под капотом, при этом общие продажи Trans Am сократились на 50 процентов по сравнению с прошлым годом большого блока. .В 1980 году Pontiac попробовал компьютеризированный карбюратор, который оказался не лучше оригинальной установки для повышения производительности 301, и продажи снова упали вдвое.
Это был унизительный опыт, который поставил подразделение трансмиссии Pontiac на пятки и вынудил его принять 5,7-литровый V8 от Chevrolet, когда Firebird был переработан в 1982 году. В некотором смысле Trans Am Turbo представлял собой начало конца Pontiac.