Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм | ММА сварка для начинающих
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.
Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм.
 Значения тока при этом должно быть около 100-120 ампер.
Значения тока при этом должно быть около 100-120 ампер.
 Значения тока при этом должно быть около 100-120 ампер.
Значения тока при этом должно быть около 100-120 ампер.Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.
Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.
В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза.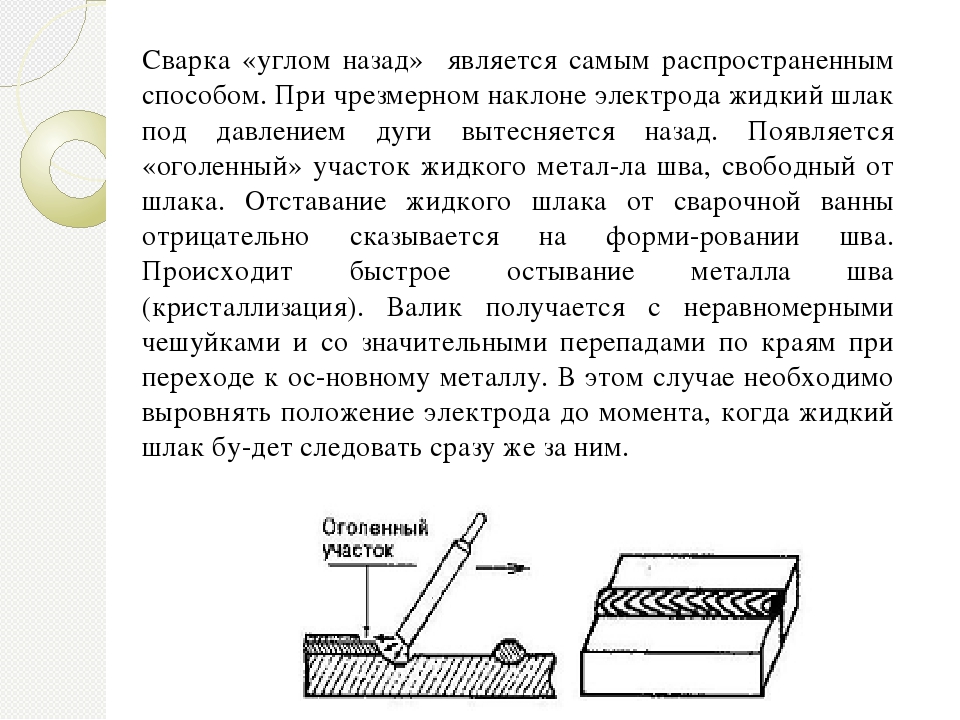 Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.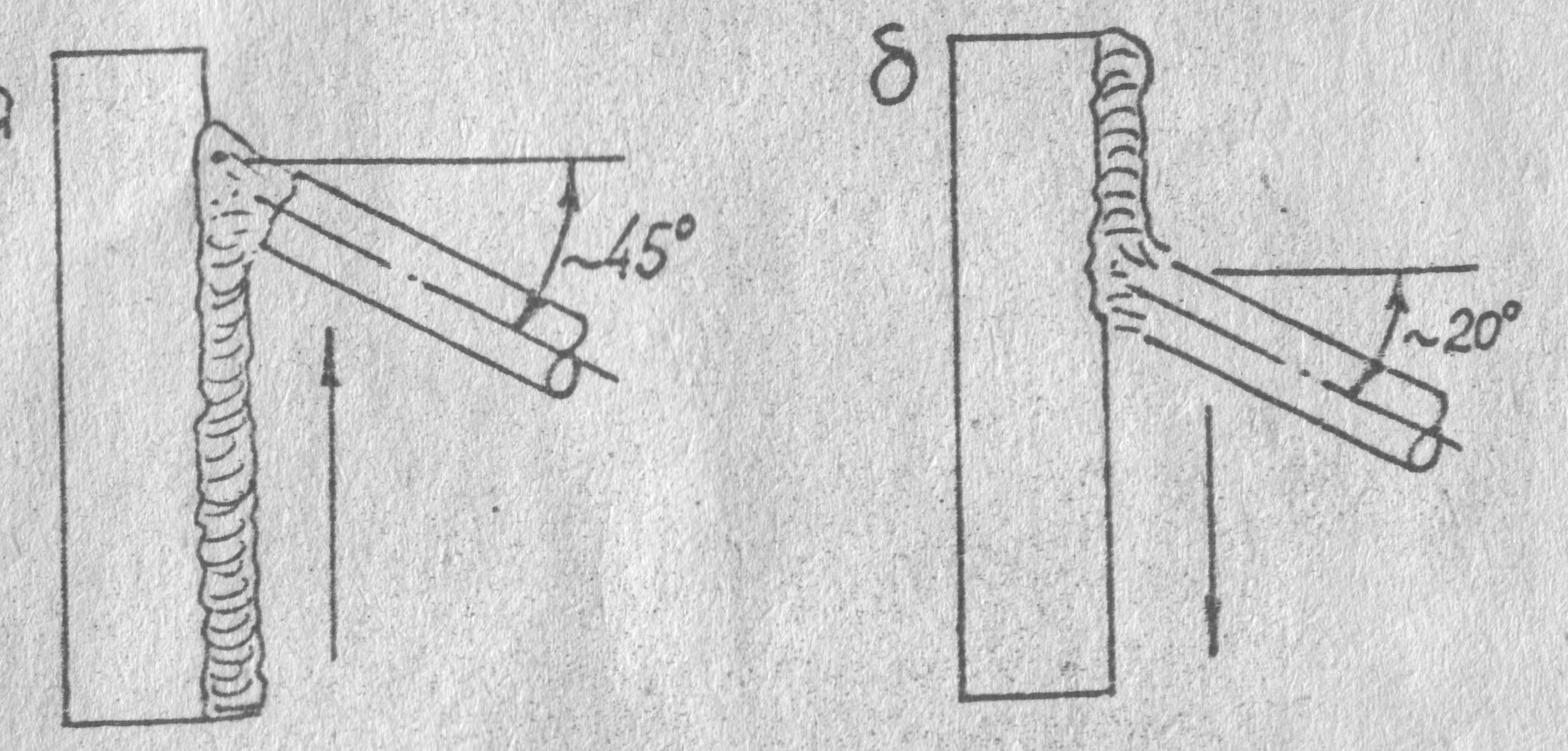
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиВсе о сварке металлов. Как правильно варить дуговой сваркой начинающим? ТБ при сварочных работах
- Азы и основные понятия об электросварке
- Советы начинающим сварщикам
- Ручная дуговая сварка: особенности технологического процесса
Сейчас многие желают научиться азам сварочных работ. Это может всегда пригодиться в быту. Сварка для начинающих не требует профессиональных навыков и специальных знаний. Такого уровня достаточно для работ в гараже или на хозяйственном подворье.
Такого уровня достаточно для работ в гараже или на хозяйственном подворье.
Важные советы по безопасности для начинающих сварщиков. Так же, как важно, чтобы любой начинающий сварщик знал основные сварочные процессы, важно, чтобы сварщик на любой стадии своей сварочной работы знал важность безопасности. Сварка – одна из самых опасных профессий и хобби в мире. Вот почему это важно независимо от того, на какой стадии сварщик работает в своей профессии сварщика, чтобы помнить и практиковать эти важные рекомендации по безопасности.
Всегда надевайте защитную шестерню, предназначенную для обеспечения сварщиков дополнительным уровнем защиты при сварке. Это включает в себя всегда носить шлем для сварки, очки, перчатки, фартук, сварочную куртку и длинные брюки. Сварочные перчатки предназначены для защиты рук, рук и запястий от любых рассеянных искр или брызг, возникающих при сварке. Сварной фартук, пальто и длинные брюки предлагают защиту для верхней части тела и ног. Работа в хорошо вентилируемом помещении Вентиляция является ключевым компонентом для обеспечения безопасности при сварке.
Изучая основы сварки, нужно использовать электроды, диаметр которых не более 3 мм.
Азы и основные понятия об электросварке
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.
Вы просто хотите убедиться, что делаете это безопасно и эффективно. Чтобы убедиться, что вы хорошо оснащены всем необходимым оборудованием и информацией, обязательно проверьте. Когда большинство людей слышат термин «сварка», они, вероятно, изображают парня, одетые в средневековую маску, держащую факел удара гигантскому куску металла, в то время как вокруг него разлетаются искры.
Универсальный и самый простой тип соединения металлических поверхностей – метод ручной дуговой сварки. Он заключается в переходе электрического тока из источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
Проще говоря, сварка – это процесс, который связывает два металла вместе. Различие между пайкой и сваркой заключается в том, что пайка просто соединяет две металлические детали с использованием наполнителя. Как и приклеивание двух объектов, это одно из нескольких способов соединения металлов, включая пайку и пайку. С другой стороны, сварка создает новое соединение, связывая два металла непосредственно друг с другом, чтобы создать более прочную и эффективную связь. Именно поэтому это метод выбор для крупномасштабного производства.
С другой стороны, сварка создает новое соединение, связывая два металла непосредственно друг с другом, чтобы создать более прочную и эффективную связь. Именно поэтому это метод выбор для крупномасштабного производства.
Древняя кузнечная сварка использовала комбинацию тепла и давления, часто, ударяя раскаленные металлы молотками, чтобы связать их вместе. Этот процесс создал древнее оружие, инструменты и украшения, которые сыграли важную роль в разрастании и падении империй на протяжении всей истории.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы.
Существует несколько различных категорий сварки, каждая из которых требует различных методов и оборудования. Сварка факелом часто имеет меньшие масштабы и может быть проще для новичков. В этом методе используется оксиацетиленовый паяльник, который сварщик контролирует в дополнение к сварочному стержню – длинный тонкий стержень, выполненный из наполнителя. Сварочный стержень нагревается паяльной лампой и подается вдоль сварного шва в обратном направлении. Это создает сильное соединение, которое объединяет металлические детали.
В этом методе используется оксиацетиленовый паяльник, который сварщик контролирует в дополнение к сварочному стержню – длинный тонкий стержень, выполненный из наполнителя. Сварочный стержень нагревается паяльной лампой и подается вдоль сварного шва в обратном направлении. Это создает сильное соединение, которое объединяет металлические детали.
Для дуговой сварки используется заземляющий провод и электродный вывод для подключения сварочных деталей к источнику питания, аналогично использованию перемычек для подключения автомобильных аккумуляторов. Это соединение создает электрическую дугу, которая сплавляет металлические части и сварочный стержень вместе для создания шва. Сварка дугой чаще встречается в крупномасштабных производственных целях.
Для тех, кто изучает основы сварки, третий вариант – оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Независимо от того, какой метод сварки вы используете, вам понадобятся необходимые инструменты и оборудование для обеспечения безопасности. Вам понадобится надлежащая сварочная маска, чтобы защитить глаза от яркости, которую производит сварка. Прочные рабочие перчатки также важны для защиты от высоких температур, а рабочее пространство с надлежащей вентиляцией необходимо для защиты от вредных паров. Если вы новичок, который с осторожностью относится к крутым ценам за некоторым оборудованием, отличным местом для начала является используемое сварочное оборудование.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка. Обувь должна быть прочной и устойчивой.
Вернуться к оглавлению
Во время сварки электрод нужно держать над поверхностью металла. Образующийся при этом промежуток называют дуговым. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Это позволит вам практиковать свои навыки и развить навыки для сварки, прежде чем инвестировать в дорогостоящее оборудование. Это область, в которой занято почти полмиллиона рабочих и карьера, которая будет продолжать расти, поскольку автоматизированные процессы не могут соответствовать устойчивым навыкам квалифицированного сварщика.
Элла Грей счастливый дом производителя, который работал трудно ремонтировать и поддерживать ее домой. Процесс обучения привел ее к сумасшедшим путям обучения. Итак, вы хотите попасть в сварку, но не знаете с чего начать. Ну, не беспокойтесь, потому что у нас есть спина. Мы дадим вам несколько советов о том, как выбрать и где найти сварщика для начинающих.
Особенности работы:
- Если размер зазора недостаточен, времени для прогрева обрабатываемого материала не хватит. Шов получится выпуклым, а края – несплавленными.
- При большем зазоре наблюдаются значительные скачки дуги. Качество провара будет плохим, а управление укладкой металла, который наплавляется, тяжелым.
- Удерживая оптимальную величину зазора на постоянном уровне, можно легко управлять ванной, сформировать хороший шов.
Мы также поговорим о некоторых популярных методах сварки, а также о преимуществах и недостатках. Кроме того, мы расскажем о том, как легко научиться каждому, и к чему они обычно привыкли. Наконец, мы будем снимать хорошие машины по вашему пути и группировать их в соответствии со стилем, для которого они предназначены.
Какой тип сварщика лучше для вас?
Сегодня существует много технологий сварки, но три из них распространены. Причина этого в том, что они являются наиболее эффективными и дают наилучшие результаты. Если вы хотите узнать больше о том, как каждый из них сравнивается друг с другом, вы можете.
Технология сварки током заключается в следующем: во время прохода сквозь зазор дуга создает сварочную ванну, перенося в нее расплавленный металл, находящийся на поверхности электрода. В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
Одним из наиболее распространенных и широко известных способов сварки является дуговая сварка. В течение нескольких лет этот стиль был распространен, и все его сварщики его используют. Этот способ сварки обеспечивает очень прочные сварные швы и легко сжимает самые толстые металлы. Он также очень стабилен, так как дуга может легко пробиваться вокруг ржавчины и грязи. На самом деле он настолько стабилен, что может работать и в очень ветреных условиях, что приводит к его высокой популярности.
Однако у дуговой сварки есть свои недостатки. Стиль несколько трудно узнать, потому что вам приходится часто менять стержни, вы должны быть очень осторожны и поддерживать дугу, не загорая, потому что она производит много искр. Этот стиль также требует очистки и полировки металлического шва после этого. Тем не менее, это единственный стиль, способный сваривать чугун.
Установки тока часто меняются в зависимости от технологии сварки и дополнительных опций. Например, свойства толстого металла, основанные на рассеивании тепла, потребует большего значения тока. Для меньшей толщины нужен не такой высокий уровень. Точная установка показателей тока для того, чтобы правильно варить, будет зависеть только от того, как поведет себя ванна. Поэтому начинать нужно с рекомендаций производителя, а после этого экспериментировать с уменьшением или увеличением силы тока.
Для новичков нет лучшего способа начать, чем использовать. Он идеально подходит для более тонких металлов, невероятно точен и не требует никакой очистки после этого. Причина такой точности заключается в том, что использует плазму для сплавления металла вместе. Аргон также используется в качестве защитного газа для защиты сварного шва от загрязнения.
Теперь недостатком является то, что он очень медленный. Это может привести к сварке первозданного качества, невероятно точной и, не говоря уже, эстетической, но вам потребуется гораздо больше времени, чтобы сварить что-нибудь с ней. Кроме того, требуется больше, чем несколько попыток сделать это правильно, и вам придется посвятить больше времени освоению.
Заканчивая шов, перед тем как убирать электрод, нужно сделать чуть большее наплавление металла.
Это поможет избежать всплеска из нижних слоев шва, который приведет к возникновению кратера. Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Вернуться к оглавлению
Ручная дуговая сварка: особенности технологического процесса
Поступление как постоянного, так и переменного тока из источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее. Такой тип ручной сварки с прямой полярностью производят при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с обратной полярностью.
Наши подборщики для начинающих сварщиков
Вот лучшие начинающие сварщики. Вы можете найти больше возможностей, которые подходят для начинающих сварщиков ниже. Они также разделены типом сварщика. Это очень выгодно для новичков, так как позволяет экспериментировать с разными материалами и различной толщиной.
Машина не дешевая, но ее универсальность и мощность больше, чем макияж для нее. Еще одно большое имя в бизнесе – Хобарт. В таком диапазоне машина очень универсальна и способна сваривать все, начиная от 24-мм до 1/4 ” стали. Благодаря этому Хобарт способен обрабатывать легкую бытовую сварку, а также более тяжелые рабочие места на фермерском оборудовании.
При сварке руки и лицо должны быть защищены.
Металл, из которого состоит стержень электрода, под воздействием дуги расплавляется вместе с его покрытием, а также с поверхностью свариваемого изделия. С этого момента электродный материал представляет собой капли в шлаке, которые поступают внутрь сварочной ванны, смешиваются с обрабатываемым металлом.
Помимо универсальности, причина, по которой это такой отличный сварщик, связана с его ценой – это отличная сделка на начальном уровне. Сварщик способен обрабатывать легкие домашние работы, а также рабочие места на тяжелых сельскохозяйственных машинах и может сварить рамы автомобилей с невероятной легкостью.
Единственное, что сварщик не имеет лучшего рейтинга рабочего цикла; он рассчитан только на 20%, хотя это можно объяснить его огромной силой. Эти сварщики будут сложнее освоить из-за сложной техники. Кроме того, машины обычно поставляются с педалью, которая позволяет вам измерять мощность дуги, поэтому вы можете экспериментировать со своими сварными швами.
Величина ванны находится в прямой зависимости от следующих критериев:
- режим, в котором проводится сварка;
- конструкция свариваемого соединения;
- форма разделки и размеры соединительных кромок.
- положение в пространстве;
- скорость движения дуги по изделию.
Стандартная величина ванны находится – 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Это, в свою очередь, позволяет провести немного больше экспериментов, которые, как сказал бы самый опытный из сварщиков, лучший способ узнать. Сварщик также может использовать как прямой, так и альтернативный ток, что, опять же, увеличивает универсальность машины. Он также очень легкий и, таким образом, маневренный, что является отличным качеством.
Это очень доступный и легкий сварщик, но он все еще может принести немного энергии. Это делает сварщика отличным выбором для очень маленьких и тонких сварных швов. Сварщик способен работать как на входе 115, так и на 230 вольт. Тем не менее, самая впечатляющая вещь в этом сварщике – это фиксированный горячий старт. Это позволяет вам ударить дугу без малейшего размышления.
Расстояние между двумя активными участками (на сварочной ванне и конце электрода) называется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, не дает ему воздействовать с расплавленным материалом.
Шлак, который покрывает капли металла электрода, а также сварочной ванны, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию металла, отчего образуется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится следующее:
- работы можно выполнять при ограниченном доступе;
- множество типов электродов позволяет делать сварку разных типов стали;
- относительно быстрая смена соединяемых материалов;
- процесс может проходить в любом положении;
- рабочее оборудование легкое и транспортабельное.
Из недостатков выделяются низкая производительность относительно других типов сварки, вредные условия и необходимость квалификации работника при высоких требованиях к качеству.
Не обязательно знать все о сварке, для простых бытовых ситуаций достаточно соблюдать правила и основные требования к работе.
Технология выполнения сварочных работ не представляет большой сложности для освоения. Чтобы научиться пользоваться сваркой в быту, достаточно нескольких уроков и обязательно практические занятия. Что необходимо для работы сварочным аппаратом:
- аппарат для сварки;
- сварочные электроды;
- защитная маска;
- спецодежда;
- плотные рукавицы;
- обувь.
Электроды для выполнения сварочных работ
Теория электросварки
Чтобы быстрее научиться выполнять сварочные работы, необходимо иметь представление о теории электрической сварки. Сваривание металлов происходит за счет теплового действия электрической дуги между свариваемым металлом и электродом. Мощность дуги зависит от тока через нее, который в свою очередь зависит от напряжения и расстояния между электродом и деталью.
Важнейшей характеристикой сварочного аппарата является его вольтамперная характеристика. Иначе ее еще называют внешней характеристикой. Она показывает зависимость тока дуги от напряжения.
На рисунке ниже показаны несколько типов характеристик.
График внешних характеристик сварочного аппарата
Для ручной электросварки используются аппараты, характеристики которых соответствуют линиям 1 и 2. Это крутопадающая и пологопадающая характеристики. Как видно из графиков, сварочный ток у крутопадающей характеристики мало зависит от напряжения, а значит, и от расстояния между электродом и поверхностью. Сварочный аппарат с пологой и возрастающей характеристиками (линии 3 и 4) пригоден только для использования в автоматической сварке, где расстояние выдерживается очень точно. Для начинающих лучше использовать аппарат с крутопадающей характеристикой.
Сварочный аппарат имеет еще такую характеристику – напряжение холостого хода. От величины этого напряжения зависит легкость первоначального поджига дуги. Чем больше напряжение холостого хода, тем легче зажечь дугу. С другой стороны, в процессе сварки напряжение дуги намного меньше холостого хода.
Для облегчения поджига сварочный аппарат может дополняться специальным устройством – осциллятором, которое в момент поджига формирует на выходе напряжение в несколько тысяч вольт, но с малым током, подобно катушке зажигания автомобиля. При зажженной дуге осциллятор отключается.
Какой выбрать сварочный аппарат
Наиболее прост для начинающих инверторный сварочный аппарат (рис. ниже). Его достоинства:
- простота ограничения максимального тока;
- стабильность заданных параметров;
- легкость зажигания дуги;
- защита от перегрузки;
- низкий вес.
Инверторный сварочный аппарат
Сложнее работать с аппаратами переменного тока. Как правило, это обычный понижающий трансформатор большой мощности (рис. ниже), какой нетрудно сделать самостоятельно. Но у них есть такое достоинство, как высокая надежность. Нужно быть очень неумелым сварщиком и очень постараться, чтобы сжечь сварочный трансформатор весом пару-тройку десятков килограммов. Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
Сварочный аппарат – трансформатор
Чтобы правильно выбрать сварочный аппарат, необходимо учесть максимальный диаметр применяемых электродов и качество электропроводки.
При диаметре электродов 4 мм потребляемая от сети мощность составит порядка 4 кВт для инверторного аппарата и около пяти для сварочного трансформатора.
Сварка производится сварочными электродами. Они изготавливаются из металлического провода, покрытого специальной обмазкой. От состава металла проволоки и материала обмазки зависит назначение электрода.
Существуют сварочные электроды для сварки низко,- и высокоуглеродистых сталей, чугуна, нержавеющей стали. Роль обмазки заключается в создании на поверхности расплавленного металла защитного слоя. Требования к материалу обмазки:
- температура плавления должна быть ниже, чем температура плавления металла;
- расплав обмазки должен иметь хорошую смачиваемость для равномерного покрытия;
- расплав должен поглощать кислород и не пропускать его к металлу;
- расплав должен растворять окиси.
Электроды различаются по типу тока. Одни предназначены для сварки переменным током, другие только постоянным.
Электроды для сварки постоянным током прекрасно работают на переменном. Электроды для работы на переменке, для сварки постоянным током не пригодны.
Техника сварки
Качество сварки зависит от соотношений толщины деталей и электрода, а также от величины сварочного тока. Обычно толщина электрода принимается равной толщине свариваемых деталей. Для более толстых электродов потребуется большее значение тока, что может привести к прожогам металла. Тонкий электрод при малом токе не прогреет металл, и качество сварного шва будет низким.
Оптимальная величина сварочного тока зависит как от диаметра электрода, так и вида производимых работ. Максимальный ток используется при выполнении горизонтальных швов, минимальный при работе с вертикальными и потолочными швами.
Особую трудность для начинающих составляет процесс поджигания дуги. Для этого сварочный электрод подносят к свариваемой поверхности и касаются ее легкими скользящими движениями. После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки.
Угол наклона электрода позволяет регулировать толщину сварочного шва. При вертикальном расположении весь расплавленный металл электрода концентрируется в области дуги. Однако при таком расположении трудно контролировать процесс сварки. Наклон в сторону, противоположную движению электрода дает возможность получить выпуклые швы, поскольку дуга отталкивает расплавленный металл, создавая наплывы на поверхности шва. Значительный наклон нежелателен, поскольку теряется контроль за дугой, она начинает сдувать капли металла. Оптимальным считается угол наклона электрода от 45 до 90 градусов.
Очень важна для качества сварки скорость перемещения электрода. При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет.
Выбрать правильный угол и скорость перемещения можно только путем приобретения практического навыка.
Сварка постоянным током возможна при различных полярностях. Прямая полярность, когда электрод подключен к выводу отрицательной полярности, применяется для сварки с глубоким прогревом свариваемых деталей. Для работы с тонколистовым металлом необходима обратная полярность (электрод подключается к положительному выводу). При таком способе сварки большая часть тепла выделяется на электроде, вызывая его ускоренное плавление.
ТБ при сварочных работах
Сварочные работы считаются опасными, поскольку сочетают в себе сразу несколько факторов:
- высокое напряжение;
- высокая температура;
- мощное ультрафиолетовое излучение;
- высокое содержание вредных веществ в испарениях.
Сварочный аппарат характеризуется высоким напряжением холостого хода – до 80 В. Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В).
Температура расплавленного металла достигает нескольких тысяч градусов. При этом его текучесть очень высока. При некачественных электродах, неправильно выбранном режиме сварки или при сильном ветре брызги металла могут отлетать на несколько метров.
Электрическая дуга является мощным источником видимого и ультрафиолетового излучения. Кратковременное воздействие такого света не опасно, Просто требуется некоторое время для адаптации зрения к обычному освещению. А вот длительное наблюдение за дугой незащищенными глазами вызывает трудноизлечимые последствия, вплоть до помутнения хрусталика и отслоения сетчатки. Для защиты глаз применяются защитные сварочные маски (рис. ниже). Кроме защиты глаз, они защищают голову от брызг металла и шлака.
Сварочная маска для защиты глаз и головы во время сварки
Стекло маски не пропускает ультрафиолетовое излучение и в несколько раз ослабляет видимый свет, поскольку дуга – это близкорасположенный мощный прожектор. Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд.
Для защиты от капель металла и шлака требуется одежда, материал которой не плавится от высокой температуры. Лучшими защитными свойствами обладает брезент, но в брезентовой одежде крайне неудобно работать. Достаточно использовать обычную спецодежду из хлопчатобумажной ткани. А вот рукавицы желательно выбрать поплотнее, поскольку руки находятся в непосредственной близости от места сварки.
Обувь для сварки должна иметь узкие голенища. Брюки должны быть поверх голенищ, чтобы предотвратить попадание туда брызг металла.
Дуговая сварка. Видео
Обучающее видео по дуговой сварке доступно ниже.
При горении электродов в воздух попадают пары металла и материала обвязки. В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя.
Stick Welding – Изучите основы выбора электродов, методов сварки и настроек аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки штангой и основные рекомендации для различных металлов.
Что такое сварка стержнем?
Ручная сварка технически определяется как «дуговая сварка защищенного металла». Термин «сварка палкой» – это общепринятый жаргонный термин, принятый в сварочной промышленности, потому что электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как показано на этом рисунке.Самое простое объяснение того, как работает ручная сварка. Сварка палкой – это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод – это правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно.
Оборудование для сварки штангой
Оборудование для сварки штангой – это самый простой из всех процессов электродуговой сварки. Сварочный аппарат для стержневой сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / сварочный аппарат для стержневой сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Электроды / стержни для сварки штангой.
Сварка палкой на переменном или постоянном токе?
Сварочные аппараты для стержневой сварки могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода.Блок питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, а это означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для сварочного аппарата?
Сварочный аппарат на 140 А – это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат.Это просто тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один сварной шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Для сварки MIG используется источник постоянного тока или CC, и он не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит сварочное оборудование?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на картинке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный аппарат для ручной сварки начального уровня – долговечность StickWeld 140Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется половина наворотов или такой тип энергии. Ниже представлен список производителей качественного сварочного оборудования. Ни в коем случае не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший сварной шов!
- Сварщик с долгим сроком службы – отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Everlast Welders – еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB – Один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевый.
- Miller – Еще одна отличная марка промышленного качества
и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric – они существуют уже долгое время и делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить систему стеллажей. Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет действительно грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики.Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего работают с толстыми металлами и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Сварка прилипанием:
- Сталь
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- От нержавеющей стали к обычной стали
- Алюминий (не лучший выбор, но он справляется)
Как происходит сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и осаждать металл в стыке, и получается сварной шов.
Miller Dialarc Источник питания для стержневой сварки Заземленная сварка клещамиЗдесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться и покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой металла в защитных оболочках. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Основы безопасности при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если меры безопасности не соблюдаются в буквальном смысле! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это получить соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Основное необходимое оборудование:
- Сварочная маска
- Хлопковая рубашка с длинными рукавами или кожаная куртка сварщика.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция затруднена.
- Огнетушитель, если поблизости находятся легковоспламеняющиеся материалы.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок – носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко!После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка – это УФ-излучение. Это как получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо в глаза. Кажется, будто в ваших глазах песок, но на самом деле это волдыри на глазных яблоках, как и волдыри от солнечных ожогов на коже.
Лучшая часть вспышки – это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забудьте пойти на пляж и в ту ночь вы поймете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, скорее всего, испытаете шок. Кроме того, не выполняйте сварку рядом с легковоспламеняющимися материалами, это может привести к возгоранию или взрыву. Сварщики часто поджигают одежду от искр или тепла. Прочтите предупреждающие надписи на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая зона должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Чистое сварное соединениеКак правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на глубину не менее 1 дюйма.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, не так ли? Совершенно неправильно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержневыми электродами / SMAW
Перед выбором электрода для сварки необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для контактной сварки начинали обозначение с буквы «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые две цифры на электроде указывают на прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов, их назначение и положения, в которых можно сваривать их.
Сварка палкой, выполненная с использованием E7018- 6010 с глубоким проплавлением хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для сварных швов с открытым корнем.
- 6011 глубокое проникновение хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проплавление хорошо работает во всех положениях и требует более чистого шва.
- 7018 мягкое проникновение хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 Мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.
Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 – лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним электродом, который прост в использовании, вы не сможете превзойти E6013! У него приличное проплавление, с ним очень легко сваривать, и сварной шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электрода для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 – самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана для E309L-16.
Выбор электродов для сварки алюминия палкой / SMAW
Сварка алюминия с помощью сварочного аппарата не очень распространена. Если вы решите сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для более толстых материалов. Если вы свариваете более тонкий алюминий, то, скажем, на 1/8 дюйма используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод – это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах также необходимо предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Базовая настройка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителем.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, потому что сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка состоит в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли установлена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть настроен достаточно горячим, чтобы стержень плавно обжигался, не заедая, и стержень не должен становиться вишнево-красным, в противном случае настройки будут слишком высокими.
После того, как вы услышите звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое скажет вам о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки палкой
Перед тем, как приступить к сварке – а это очень важно – устройтесь поудобнее, возьмитесь за ручку двумя руками и соберите себя всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении.Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль – важнейший фактор!
Как вызвать дугу?
Легче сказать, чем сделать, чтобы зажечь дугу. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажечь дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки.Еще один способ зажигания дуги – удар по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее.Это снова становится достаточно удобным, чтобы управлять электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги – это то, чему вам нужно научиться. Чтобы исправить любые сколы флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии около дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает перезапустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки штангой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Совершенная техника сварки – это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Паттерны для сварки палочкой
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжигать загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Это открытый корневой шов, который я сделал на трубе, используя технику легкого взбивания с помощью E6010.Сварной шов проникает так, как если бы он был сварен с обеих сторон, потому что в стыке есть зазор.Техника для сварки кругов
Круговая сварка – хорошая техника для начинающих сварщиков, поскольку их можно использовать с большинством электродов и они помогают контролировать скорость движения. Все, что вам нужно сделать, это нарисовать круг, который слегка продвигается вперед при каждом повороте.
Плетение Техника сварки
Плетение обычно используется для более широких сварных швов и может быть адаптировано к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.На более широких сварных швах переплетение также работает очень хорошо, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Техника плетения широкого сварного шваПоложение стержня для сварки штангой
Это еще одна область, в которой учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки можно использовать любой угол наклона стержня! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентген-тесты с этими запрещенными углами стержня, и у меня не было никаких проблем. Все это происходит естественно, если достаточно практики.
Обзор стержней Angels и положений
- Плоское положение или 1G: вы перетаскиваете стержень на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и тянете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх на угол от 30 до 45 градусов.
- Над головой или 4G – то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоская сварка стержневым электродом под угломГоризонтальная сварка под углом
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. На этой картинке движение слева направо.
Сварка стержневым электродом под углом, горизонтальнаяСварка под углом, вертикальная
При сварке в вертикальном положении есть два пути перемещения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Угол электрода для вертикальной сварки вверхУгол электрода для сварки над головой
Сварка над головой аналогична плоской сварке. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Сварка наклона стержневого электрода под угломНесоблюдение правил угла наклона электрода
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием вверх вместо того, чтобы направить свой электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что как только вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.4 основных типа сварочных процессов (со схемами)
Сварка – это соединение отдельных металлических деталей путем плавления с последующим их сплавлением.
Существует довольно много сварочных процессов, о многих из которых вы, возможно, никогда не слышали.
В некоторых высокотехнологичных методах используются лазеры, микроволны или электромагниты.
Существуют также низкотехнологичные методы, такие как плавление горелкой или кузницей, а затем соединение двух частей в одну.
Вот четыре наиболее часто используемых процесса сварки.
Четыре распространенных типа сварочных процессов
Существует много типов сварочных процессов, но эти четыре являются наиболее распространенными.
- Сварка МИГ (GMAW)
- Сварка TIG (GTAW)
- Ручная сварка (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
Некоторые из причин, по которым они так доминируют:
- Промышленные потребности
- Доступность для мастеров своими руками
- При сварке TIG ключевым моментом является очень высокое качество.
- Легко обучается (кроме TIG)
Это все процессы дуговой сварки, то есть заготовка, заземляющий зажим и электрод замыкают электрическую цепь, когда электрод входит в контакт. Подъем создает дугу.
Эта электрическая дуга достигает тысячи градусов, плавя металл и заставляя отдельные части стекать вместе. В электроде используется присадочный металл, который плавится и заполняет зазор, становясь частью цельного куска металла.
Тысячи градусов тепла на поверхности вызывают химические реакции с воздухом и такими веществами, как масло или ржавчина.Кислород и азот вызывают хрупкость, ржавление, пористость и возможные разрушения.
Каждый процесс защищает расплавленную сварочную ванну от воздуха и поверхностных загрязнений, заполняя область дуги инертными газами, которые не вступают в реакцию с другими химическими веществами. Готовые сварные швы намного прочнее, стабильнее и намного чище без контакта с воздухом при плавлении.
GMAW: газовая дуговая сварка металла (MIG Welding)
При сварке MIG защитный газ поступает из баллона с инертным газом под давлением.Дуга создается проволокой, которая также плавится, заполняя стык.
Как это работает
СваркаGMAW обычно называется MIG. В этом процессе электрод представляет собой электрически заряженную проволоку, которая непрерывно подается с моторизованной катушки в сварной шов, а также заполняет сварной шов защитным газом.
Сварочный провод к горелке MIG подключает питание, имеет внутри муфту для перемещения электродной проволоки и включает газовый шланг как часть соединения горелки MIG.
В качестве защитного газа для MIG обычно используется диоксид углерода.
Когда используется
Если важна скорость, вы новичок или вам нужно снизить температуру, сварка MIG – ваш лучший способ. Защитный газ добавляет сложности, но также обеспечивает хороший контроль нагрева и чистый сварной шов.
Плюсы
- Подходит для производственной сварки
- Непрерывная подача проволоки – простота обучения
- Хороший контроль нагрева
- Чистые швы
- Легко учиться
Минусы
- Ветер может сдувать защитный газ
- Удалить всю краску и ржавчину
GTAW: газовая вольфрамовая дуговая сварка (TIG-сварка)
TIG – сложный процесс для освоения.Это требует больше знаний, сноровки, времени и опыта, чем другие процессы, но окупается лучшими, красивыми и прочными сварными швами.
Как это работает
Основное отличие сварки TIG от других процессов – это его электрод. Электрод в горелке представляет собой заостренный короткий вольфрамовый стержень.
Отличие в том, что электрод не расходуется. Вместо этого, работая с горелкой одной рукой, оператор подает длинный стержень из присадочного металла в сварочную ванну.Этот металлический стержень поглощается сварочной лужей. Электрод только зажигает и поддерживает дугу, чтобы расплавить металл, как пламя горелки.
Благоприятные результаты во многом зависят от того, как оператор хорошо обращается с горелкой, контролирует уровень нагрева и подает присадочный стержень с правильной скоростью. Подобно установке MIG, но без механизма подачи проволоки, соединение горелки TIG переносит инертный газ под давлением, заполняющий область дуги. Обычным защитным газом для сварки TIG является аргон.
Когда используется
СваркаTIG используется там, где необходимы прочные и чистые сварные швы.Некоторые конструкции, изготовленные сваркой TIG, покрываются после постройки, и их нелегко обслуживать. Каркасы самолетов, электрические устройства, электроника высокого класса и каркасы безопасности гоночных автомобилей – вот некоторые примеры.
Другой случай для TIG – это противоположная ситуация, когда сварной шов всегда виден и требует определенного уровня привлекательности для глаз или высокотехнологичной проверки. Некоторые примеры – открытые рамы хот-родов, нестандартный кузов или дизайнерская садовая мебель.
Плюсы
- Сварка TIG на переменном токе алюминиевых и магниевых сплавов
- TIG на постоянном токе сваривает латунь, медь, сталь, нержавеющую сталь и титан
- Лучшее качество, высочайшая точность
- Может сваривать очень тонкие материалы
- Без шлака
Минусы
- Для овладения требуется больше навыков и опыта.
- Аппараты TIG дороже
Связанное чтение : Различия между MIG и TIG
SMAW: дуговая сварка экранированного металла (ручная сварка)
Сварка палкой пришла первой, и это самая простая концепция.Люди занимаются сваркой штангой с конца 1800-х годов. В нем используется самая старая, простая и проверенная технология.
Как это работает
Аппарат для ручной сварки имеет источник питания и большие кабельные вводы с электрододержателем на одном выводе и тяжелым зажимом для заготовки на другом. Электрод представляет собой металлический стержень, похожий на кусок толстой проволоки. Они бывают разных металлов и сплавов.
Диаметр сварочного стержня варьируется. Подбирается по толщине металла.Сварочные стержни покрыты толстым слоем материала, называемого флюсом, который горит в дуге, выделяя газ для защиты сварочной ванны.
По мере охлаждения металла флюс образует тонкую хрупкую корку, называемую шлаком, которую необходимо отколоть и смахнуть щеткой.
Когда используется
Если это вообще можно сваривать, то сварка палкой. Ручная дуга предпочтительнее, если до сварного шва трудно добраться или в сварном шве есть ржавчина, масло и другие загрязнения. Он хорошо подходит для обработки стали, чугуна, алюминия, нержавеющей стали и твердых покрытий на сельскохозяйственном оборудовании.
Плюсы
- Легко учиться
- Доступный
- Не чувствителен к загрязнениям
- Можно сварить практически любой металл
Минусы
- Тонкий металл сложно обработать
- Вырабатывает много тепла.
- Это занимает много времени
FCAW: Дуговая сварка порошковой проволокой (подача проволоки)
Сварка сердечником под флюсом– это универсальный процесс, известный своей низкой стоимостью, легкостью обучения и хорошими результатами.Он также используется в производстве, но с заменой защиты и более крупными машинами.
Как это работает
Подобно тому, как в процессе стержневой сварки электрод покрывается флюсом, в процессе FCAW используется полая проволока, заполненная флюсом.
FCAW подает катушку проволоки через сварочный кабель, как это делает MIG. Вы можете сваривать быстрее, чем аппараты для ручной сварки, потому что вы меняете электрод только тогда, когда заканчивается катушка с проволокой.
FCAW-S и FCAW-G
В основном используются две разновидности сварки сердечником под флюсом.
FCAW-S
Буква «S» означает «самозащищенный», и это наиболее распространенная технология с сердечником из флюса, поскольку она недорогая, простая и эффективная на ветру.
FCAW-G
Также известная как сварка проволокой с двойным экраном, буква «G» означает, что в дополнение к стандартной проволоке с сердечником из флюса используется внешний защитный газ. Такой подход обеспечивает более плавную и управляемую дугу, чем процессы FCAW-S и MIG.
Когда используется
Чаще всего сварка сердечником флюсом используется любителями, малыми предприятиями и производственными цехами, поскольку она обеспечивает отличное проплавление, контроль нагрева и простоту использования при невысокой стоимости.
Плюсы
- Наверное, самый простой процесс для изучения
- Хорошо работает с грязью, краской и ржавыми материалами
- Можно использовать в ветреную погоду
- Обрабатывает толстый стальной колодец
Минусы
- Шлак необходимо удалить
- Образует много брызг
Завершение
Хотя существует множество способов сварки, эти четыре процесса доминируют.Не бойтесь задавать вопросы знакомым сварщикам. Узнав, что приносит каждый процесс, вы лучше подготовитесь к принятию важных решений.
Трудно ли научиться сварке? – Типы, методы и руководство
0Последнее обновление
Если у вас есть мастерство и внимание к деталям, сварка может стать для вас приятным занятием. Поначалу это может показаться трудным, но через две недели вы сможете понять основы сварки.
За короткое время вы изучите основы и с этого момента улучшите свои сварочные навыки. Большинство людей обычно спрашивают: «Трудно ли научиться сварке?» Что ж, в этой статье мы ответим на ваши вопросы о сварке. Но сначала что такое сварка?
Что такое сварка?
Сварка – это процесс соединения двух металлических деталей. Хотя существуют и другие методы крепления металла, такие как клепка, пайка и пайка, сварка более популярна, поскольку она универсальна и осуществима.
Существуют различные способы сварки металла. Несколько способов использовать тепло для размораживания двух деталей, которые вы прикрепляете, и, как правило, для эффективного скрепления деталей используется присадочный металл. В некоторых методах сварки используется давление, в других – давление и нагрев.
Если вы соединяете металлы с помощью пайки и пайки, две металлические части сохраняют свои характеристики. Во время сварки соединяемые детали меняются. Эти изменения создают прочную связь. Он такой же мощный, как исходный материал, из которого сделаны металлы.
Давайте теперь рассмотрим некоторые из наиболее распространенных видов сварки, которым вы также научитесь.
Кредит: Парилов, Shutterstock
.Общие типы сварки
Наиболее часто используемые типы сварки включают:
В этом типе сварки используются намотки из металлической проволоки, пропущенные через сварочный пистолет, чтобы уменьшить нарушения в процессе сварки. Эта постоянная процедура позволяет сварщику формировать прочные и идеальные стыки.
Сварочная проволока – это быстрый, более доступный по цене и идеальный вариант для начинающих сварщиков.Этот вид сварки в основном используется для тонких металлических листов.
Если у вас мелкий и быстрый ремонт, этот вид сварки для вас. Сварка штучной сваркой – наиболее часто применяемый вид сварки, и вместо использования металлических кабелей используется стержневой анод. Этот тип медленный, но он может сваривать корродированные металлы вместе.
- Сварка вольфрама в инертном газе
Сварка вольфрамом или TIG используется в автомобилестроении. Специалисты предпочитают этот тип сварки, так как результаты кажутся чистыми и хорошо выполненными.TIG идеально подходит для соединения тонких и листовых металлических предметов. Сварка вольфрамом – самая сложная задача, но этому можно научиться.
Требования к началу сварки
Обучение
Вы можете получить знания о сварке на собственном опыте. Например, если член вашей семьи владеет гаражом и зарабатывает на жизнь ремонтом автомобилей, вы можете проявить интерес к обучению сварке.
Однако лучший метод обучения сварке – это пройти обучение у специалиста.Только после прохождения обучения вы получите лицензию на работу компетентным сварщиком.
Тем не менее, если вы не собираетесь работать сварщиком, а хотите работать только над проектами для индивидуального использования, вам не нужна лицензия.
Материалы
Чтобы сваривать разные материалы для разных проектов, у вас должны быть полные и эффективные сварочные материалы и инструменты.
У вас должно быть следующее:
Рабочие материалы – это металлические детали, которые вы хотите прикрепить.Чтобы сварка была эффективной, материалы должны быть достаточно прочными, чтобы выдерживать нагрев, и быть гибкими, чтобы образовывать прочную связь.
Возможно, вы видели сварщиков, надевающих защитное снаряжение, такое как перчатки, комбинезон, защитную обувь, сварочные щитки и многое другое. Чтобы обезопасить себя от чрезмерного нагрева, который вызывает факел, и выбросов газов. Обязательно наденьте защитное снаряжение, так как оно обеспечит более эффективное и безопасное выполнение задач.
В наши дни в магазинах доступен широкий выбор сварочного инструмента.Некоторые из наиболее часто используемых инструментов включают измерительные инструменты, кислородно-ацетиленовые горелки, защитные газы и расходные стержни. Кроме того, вам потребуются молотки, пилы и зажимы.
Кредит: Monkey Business Images, Shutterstock
.Безопасность при сварке
Сварка использует электричество и чрезмерное тепло. Перед началом сварки обязательно надеть защитное снаряжение. Чтобы уберечь вас от этих суровых условий.
Независимо от того, свариваете ли вы материалы на рабочем месте или дома, вы должны соблюдать правила техники безопасности при использовании электрического оборудования и обеспечивать общую безопасность на работе.Находясь дома, соблюдайте список «безопасности магазина».
Этот список должен содержать конкретные указания о том, как сохранить чистоту и безопасность на рабочем месте или в магазине. Он также должен включать обслуживание инструмента, потому что инструменты в хорошем состоянии безопаснее, чем инструменты в плохом состоянии.
Убедитесь, что вы храните материалы и инструменты в подходящих местах. После использования они должны быть готовы и хорошо учтены. И самое главное, вы должны хранить свои принадлежности в запираемом месте.
Легко ли делать сварку?
Сварка становится проще, если вы прошли соответствующую подготовку. К сварочным задачам предъявляются разнообразные требования, и каждое из них отличается разной степенью сложности.
Например, сварщикам, работающим в цехах по изготовлению металлической мебели, легче по сравнению с подводными сварщиками, строящими нефтяные вышки. Наличие правильных инструментов облегчает сварку. Тем не менее, уровень сложности может увеличиваться в зависимости от используемого типа сварки.
Например, сварщикам, использующим вольфрамовые инертные газы, требуется специальная подготовка для использования их оборудования. С другой стороны, сварщикам стержневой сваркой может не потребоваться всестороннее обучение. Даже в этом случае, если у вас есть опыт в этой деятельности, научиться сварке не составит труда.
Новички могут столкнуться с трудностями и потерпеть неудачу один, два или даже трижды. Однако со временем и постоянной практикой вы будете уверены, что сварка будет легким и полезным занятием. Если вам нравится конструировать и производить вещи, у вас уже есть основа для сварки.Обучение сварке – медленная процедура.
Вы должны понимать, как подключить электрический ток для перегрева. Также вам нужно прикрепить две металлические детали. Крепление металла может показаться трудным, но как только у вас будут все инструменты на месте, металл будет хорошо растушевываться.
Поначалу сварка может показаться унылой. Тем не менее, это намного проще, чем вы думаете. Вы также должны изучить меры предосторожности, чтобы избежать травм. Как только вы усвоите правила, вы сможете двигаться дальше.
Давайте теперь рассмотрим некоторые проблемы, с которыми вы можете столкнуться при изучении различных методов сварки.
Проблемы, с которыми вы можете столкнуться при обучении сварке стержнем
Кредит: Кристофер ПБ, Shutterstock
- По мере горения ваш электрод становится короче.
Вам нужно будет отрегулировать положение руки, поскольку палка сгорает. Большинство новичков не держат наконечник достаточно близко для правильного проникновения электрода.Эта «длинная дуга» может привести к появлению очень яркой лужи и непрочному сварному шву.
- Возникновение дуги может разочаровывать.
Хотя это то же самое, что зажечь спичку, большинство новичков будут продолжать попадать анодом в сталь из-за отсутствия техники. Это входной барьер для завершения вашего первого сварного шва.
- Трудно узнать скорость движения.
Многие начинающие сварщики палкой слишком быстро или медленно вытягивают лужу.Это приводит к отключению борта. Вы можете сказать это по тому, как бусинка будет шире и уже в разных областях.
Чтобы получить правильную ширину шва, вы должны поддерживать одинаковую скорость перемещения по всему сварному шву. Обычно для обучения требуется много практики и ошибок.
- Холодный прокат – еще одна проблема.
По краям сварного шва может наблюдаться «отсутствие плавления», если угол наклона рукоятки или сила тока машины неправильные. Бусина не вспыхивает вместе со сталью, а немного прогибается, потому что она не полностью сплавлена со сталью.
Проблемы, с которыми вы можете столкнуться при изучении сварки MIG
Кредит изображения: Данил Евский, Shutterstock
- Сварочный аппарат MIG сложнее настроить.
Вам нужно будет справиться с потоком газа (кубические футы каждый час), скоростью подачи проволоки (дюймы в минуту), натяжением приводного ролика (давлением на кабель) и напряжением. После того, как сварочный аппарат MIG (металлический инертный газ) настроен правильно, сварка станет простой.
Тем не менее, вы должны полностью прочитать свое руководство. В противном случае у вас будут сварные швы ниже среднего. Как новичок, вы можете разочароваться в настройке машины для работы. Новичкам также сложно запомнить правильные настройки для различных проектов.
- Отсутствует слияние с проводным MIG.
Сварные швы при сварке MIG кажутся более жесткими, чем сварка штучной сваркой. Кроме того, из-за низкой силы тока шарики могут стать непрочными.Если вы новичок и хотите улучшить проплавление сварного шва, рекомендуется постоянно избавляться от прокатной окалины с помощью шлифовального станка.
Отсутствие плавления приводит к образованию трещин в сварном шве – это может представлять угрозу безопасности (особенно на крупных проектах).
- Получение нужного оборудования.
Необходимое оборудование для сварки MIG, такое как сопла и контактные наконечники, может сбить с толку новичков. Они различаются в зависимости от размера проволоки, и на их запоминание нужно время.
Проблемы, с которыми вы можете столкнуться при изучении сварки TIG
Кредит: YAKISTUDIO, Shutterstock
- Ножная педаль может быть сложной.
Руки уже заполнены – одна держится за наполнитель, а другая – за горелку. Помимо этих задач, вы должны хорошо отрегулировать ножную педаль по всему сварному шву.
Это регулирование силы тока может разочаровать новичков. Это может быть особенно неприятно для новичков, у которых поначалу нет соответствующей синхронизации.
- У новичков часто бывает загрязнение вольфрамом.
Если вольфрам соприкоснется с присадочной палочкой или сталью, сталь расплавится вместе с ним и скатится в комок. Вольфрам не захватывает сплошную дугу, и для повторной сварки его необходимо затачивать. Частые визиты к верстачной шлифовальной машине для заострения вольфрама могут вызвать у новичков ощущение, что они не прогрессируют.
- Начинающим сварщикам приходится сталкиваться с несоответствием сварных швов.
Если вы новичок, то тут и там выложите отличный бусинку. Однако в течение некоторого времени вы, вероятно, будете испытывать затруднения с этой процедурой. Это нормально. Ваши бусы по-прежнему будут отражать тот факт, что вы новичок, пока ваш подход не станет плавным.
- Вертикальная и потолочная сварка с помощью TIG затруднена.
Из-за расположения руки сварка вертикально и над головой с использованием вольфрама в среде инертного газа затруднена. Новички могут быть недовольны неуклюжими движениями рук, в которых нуждаются эти позиции.Это приводит к большему загрязнению вольфрамом и нарушению работы сварных швов.
Верхняя сторона сварного шва
Самое лучшее в сварке – это то, что у вас всегда будет что-то новое. Благодаря сварке у вас всегда будет новый проект, над которым нужно работать, и вы будете искать дополнительные деньги. Вы также всегда будете изучать новые навыки, так как есть бесчисленные задания.
Работа на полную ставку может быть однообразной. Ежедневно делать одно и то же – это постоянный распорядок. Однако сварка – это забавно. Большая часть приобретения навыков – это часть процедуры выращивания.Вы обнаружите, что хотите совершенствоваться и совершенствоваться как сварщик.
Лучший метод начала сварки
Практический опыт – лучший способ начать сварку. Когда ты поступаешь в сварочную школу, тебе не захочется удивляться; вы хотите понять, во что вы ввязываетесь.
Перед тем, как посвятить себя школе, вы можете посетить информационную сессию или семинар, прежде чем начать учиться. Посетите ближайший магазин и узнайте, можете ли вы проследить за рабочим.Они обучат вас тому, как стать сварщиком, без необходимости сразу же отдавать предпочтение школе. По мере того, как вы начнете постепенно практиковаться, вы поймете, что лучше всего подходит для вас.
Обучение сварке – это просто
Если вы новичок в сварке или только начинаете тренироваться, не беспокойтесь. При условии, что вы будете внимательны и будете соблюдать правила техники безопасности, сварка будет проще простого. Однако вы не узнаете процесс сварки за один раз.
Тем не менее, тренируйтесь и работайте как можно больше.Есть огромная потребность в сварщиках как на месте, так и за рубежом.
Для решения сварочных задач в различных отраслях промышленности, таких как строительство, автомобилестроение, нефтедобыча, судоходство и многих других, вам потребуется дополнительное обучение. Поэтому идите на тренировку, потому что это несложно.
Кредит предоставленного изображения: Шивани Хасрадж Дхаргаве, Shutterstock
Основы дуговой сварки (Советы для начинающих)
Если вы профессиональный сварщик или совсем новичок в сварке, скорее всего, вы хотя бы слышали о термине «дуговая сварка».По сути, это наиболее распространенная технология сварки, которая практикуется с момента появления самого термина «сварка». В этой статье мы рассмотрим все основы дуговой сварки, о которых вам нужно знать.
Дуговая сварка – это обычный сварочный процесс, который в основном представляет собой разнообразный диапазон методов сварки, которые осуществляются путем подачи тока для нагрева и плавления металла шва с помощью электрода и, следовательно, создания прочного соединения по области сварного шва.
Электрод для дуговой сварки может быть как расходуемым, так и неплавящимся. Сейчас существует от 10 до 12 различных видов дуговой сварки, из которых 7 широко используются. Это:
- Дуговая сварка защищенного металла
- Дуговая сварка порошковым электродом
- Дуговая сварка металлическим электродом
- Дуговая сварка вольфрамовым электродом
- Дуговая сварка под флюсом
- Дуговая сварка под флюсом
- Дуговая сварка К ним относятся также некоторые другие типы, включая электрошлаковую сварку, сварку шпилек и электрогазо-дуговую сварку, которые практикуются в нескольких различных областях.Теперь давайте перейдем ко всем распространенным видам работ, которые в основном выполняются дуговой сваркой:
- Шаг 1: Формирование дуги: Формирование дуги – это первый процесс выполнения дуговой сварки, который устанавливается между заготовкой и электродом.
- Шаг 2: Изготовление сварного шва: сварной шов – это признак, который виден над областью соединения, состоящей из комбинации расплавленной заготовки и электрода.
- Шаг 3: Обработка сварного шва: это выполняется путем выполнения некоторых техник плетения прямо над той точкой, где сварщик намеревается закончить сварной шов. Сюда входят техники зигзага, круга, квадрата и восьмерки.
- Шаг 4: Удаление оставшегося запаздывания: после завершения или построения полного прохода или линии сварного шва необходимо удалить весь оставшийся флюсовый материал с участка, чтобы сварной шов содержал только расплавленную часть заготовки и электрода.
- Посадка должна быть одинаковой для всего соединения. Поскольку листовой металл и большинство угловых и нахлесточных соединений плотно зажимаются по всей своей длине, необходимо точно контролировать зазоры или фаски по всему стыку.Любые изменения в данном соединении вынудят оператора снизить скорость сварки, чтобы избежать прожога, и манипулировать электродом, чтобы отрегулировать изменение подгонки.
- Достаточная фаска необходима для хорошей формы валика и проплавления; недостаточный скос предотвращает попадание электрода в стык. Например, глубокий узкий валик может не проникать внутрь и иметь сильную тенденцию к растрескиванию.
- Для полного проплавления необходимо достаточное отверстие корня, в то время как чрезмерное раскрытие корня приводит к расточительному расходу металла сварного шва и снижению скорости сварки.Важно отметить, что отверстие в корне должно соответствовать диаметру используемого электрода.
- Для быстрой и качественной сварки требуется нижняя грань или опорная планка. Подготовка кромки перьев требует медленного дорогостоящего уплотняющего валика. Однако двойные V-образные стыковые соединения без фаски практичны, когда стоимость уплотняющего валика компенсируется более простой подготовкой кромки, а отверстие в корне может быть ограничено примерно 3/32 дюйма.
- Обычно приваривайте валики уплотнения на плоской поверхности с помощью 3/16 “AWS E6010 при приблизительно 150 А постоянного тока +.Используйте 1/8 дюйма при примерно 90 А постоянного тока + для вертикальных, потолочных и горизонтальных стыковых сварных швов. Для сварки с низким содержанием водорода и уплотняющих валиков сваривайте электродом AWS EXX18 примерно при 170 А.
- Сварка электродами с низким содержанием водорода
- Используйте предварительный подогрев более тяжелых листов и жестких соединений.
- Уменьшите проникновение за счет использования малых токов и малых электродов.Это уменьшает количество сплава, добавляемого к сварному шву из расплавленного основного металла.
- Заполните каждую кратер до разрыва дуги
- При многопроходных или угловых сварных швах убедитесь, что первый валик достаточного размера и имеет плоскую или выпуклую форму, чтобы противостоять растрескиванию, пока не будут добавлены последующие валики для поддержки. Чтобы увеличить размер валика, используйте более низкую скорость движения и технику короткой дуги или сваривайте под углом 5 градусов вверх. Всегда продолжайте сварку, пока плита горячая.
- Жесткие детали более склонны к растрескиванию.Если возможно, приваривайте к свободному концу. Оставьте зазор 1/32 дюйма между пластинами для свободного движения усадки по мере остывания сварного шва. Выплавляйте каждый валик, пока он еще горячий, чтобы снять напряжение
- Подключение пистолета (резака) и кабеля (быстроразъемные евроразъемы делают это еще проще)
- Подключите рабочий кабель / зажим
- Проверьте или установите ролик привода проволоки, соответствующий размеру проволоки .
- Загрузка катушки с проволокой
- Подключить шнур питания к розетке
- Пропустить проволоку в кабельный канал до пистолета
- Присоедините контактный наконечник и сопло пистолета
- Подключите газ при использовании сплошного провода
- (i)
сварочное оборудование (источник питания плюс устройство подачи проволоки) и
- (ii)
подходящие сварочные материалы, совместимые с свариваемым материалом, типом соединения и используемым положением.
- (a)
сварка в самозащите,
- (B)
сварка в среде защитных газов.
- (а)
Контроль вязкости. Это важно для сосудов под давлением, резервуаров для хранения и крупных сооружений, таких как морские платформы; например При строительстве одной недавней платформы около ½ миллиона долларов было потрачено только на испытания на ударную вязкость при разработке процедуры сварки (6). Тем не менее, всегда возникает вопрос о том, последовательно ли воспроизводится уровень ударной вязкости, продемонстрированный в технологической сварке, в производственных сварных швах, контролируемых соответствующими Спецификациями процедуры сварки (WPS).В таблице 1.1 сравниваются результаты испытаний на вязкость по Шарпи, полученные в ходе квалификационных испытаний (PQ) и производственных испытаний (3). Сравнение показывает, что при механизированных процессах с использованием непрерывных электродов производственные испытания достигли более 80% уровня ударной вязкости, продемонстрированного результатами испытаний PQ, но с ручным стержневым электродом уровень достижения при производственных испытаниях был лишь немногим выше 60%.
Таблица 1.1. Сравнение результатов ударной вязкости с V-образным надрезом по Шарпи, полученных для аттестации процедуры сварки (WPQ и производственные испытания аналогичных соединений, выполненных с помощью трех различных процессов.
ИСПЫТАНИЕ НА УДАР С V-образным вырезом CHARPY J SUB-ARC. (SAW) Automatic GMAW MANUAL WELDING SMAW AWS E7016 Procedure Qualifie. Тест Изделие. Тест % Успешно Процедура квалифицирована. Тест Изделие. Тест % Успешно Процедура квалифицирована. Тест Изделие. Тест % выполнено СВАРНЫЙ МЕТАЛЛ – снизу 117 68 58 103 84 82 186 186 1448 914 914 914 914 914 914 914 914 914 914 914 914 914 914 914 91 73 80 98 90 92 158 117 74 ЛИНИЯ ФУЗИИ – нижняя 914 914 914 914 914 914 914 914 914 914 914 914 914 914 92 — — ЛИНИЯ FUSION – верхняя 159 174 109 212 196 92 9143 914 914 914 914 914 48 914 48 FL + 2 мм – снизу 275 209 76 240 194 81 — — FL + 2 мм – верх 279 230 82 232 202 87 339 123 36 227 87 253 212 84 — — FL + 5 мм – верхняя часть 258 214 83 217 88 220 133 60 СРЕДНЕЕ ДОСТИЖЕНИЕ 81 СРЕДНЕЕ ДОСТИЖЕНИЕ 87 СРЕДНЕЕ Достижение О. ЛАИ, К.О. VILPPONEN «Квалификационные испытания процедуры сварки в сравнении с производственными испытаниями – систематическое исследование». (AWS) WELDING JOURNAL, июнь 1987 г., Vol. 66, No. 6, pp. 40-42.
- (б)
Усталостное поведение. Это также очень важное свойство, которое объясняет многочисленные структурные нарушения и экономическое бремя. Похоже, существует консенсус (7–9), что большинство отказов металлических конструкций, которые происходят в процессе эксплуатации, от больших сварных конструкций, таких как мосты (8) до самолетов (9), связаны со значительным ростом усталостных трещин, которые предшествуют окончательному разрушению или разрушению. .На рисунке 1.2 показан более высокий усталостный ресурс для полуавтоматических сварных швов, хотя и в среде защитных газов FCA, и для автоматических сварных швов под флюсом по сравнению с теми, которые выполняются вручную с использованием некоторых покрытых флюсом электродов (4).
Рис. 1.2. Живет при разной глубине трещин и разрушений для угловых швов без нагрузки (сужение 7 мм) на стальном листе толщиной 25 мм, сваренном с помощью различных процессов. Амплитуда напряжений 150 Н / мм 2 и коэффициент напряжений 0,5.
Т. Лассен, Welding Journal, 1990 г. Авторские права © 1990В 1991 г. были опубликованы результаты (5) усталостных долговечностей односторонних стыковых сварных швов с закрывающейся головкой, которые доступны только с одной стороны и в которых корни с дефектами не могут быть выдолблены и повторно сварены .Некоторые сварные швы были выполнены покрытыми флюсом электродами (E7016 для корня и E7018-G для заполнения), в то время как другие были наплавлены полуавтоматически из самозащитной проволоки E61T8-K6. На рис. 1.3 показано, что для соединений, сваренных самозащитной проволокой, наблюдается явная тенденция к увеличению усталостной долговечности по сравнению с соединениями, сваренными стержневыми электродами.
Рис. 1.3. Результаты испытаний на усталость образцов, полученных из односторонних закрывающих сварных швов и построенных с использованием напряжения усталостного разрушения.Сплошные линии представляют собой среднее значение минус 2 стандартных отклонения для классов конструкции сварных швов из стандарта BS.5400: Часть 10: 1980, а пунктирная линия – среднее значение минус 2 стандартных отклонения для всех данных.
Данные из отчета о морских технологиях OTR 90 335, Лондон: RMSO, 1991 Авторские права © 1991Было замечено (5), что процессы MMA / SMAW и SS-FCAW подвержены корневым дефектам, в основном отсутствию слияния и / или проникновения и пористость. Однако в целом частота и величина дефектов в соединениях SS-FCAW были заметно меньше, чем в соединениях MMA / SMAW.Это было связано с: –
- –
использованием непрерывной проволоки, уменьшающей количество перерывов в сварке, вызванных заменой стержневого электрода; NB. Места остановки / старта часто связаны с недостатками;
- –
узость проволоки по сравнению с покрытым флюсом электродом, облегчающим манипуляции с дугой и способствующим улучшенному сплавлению в корне, особенно там, где существует перекос;
- –
снижение риска образования пористости в самозащитных сварных швах.
Однако в настоящее время самозащитная дуговая сварка плохо воспринимается по сравнению с другими процессами, и иногда SSAW рассматривается как несколько загадочный процесс. В 1970 году Д.С. Смит (10) назвал самозащитные электроды «покрытыми электродами, вывернутыми наизнанку», подразумевая, что в самозащитных электродах все экранирование должно происходить изнутри провода, тогда как в случае покрытых флюсом электродов Экранирование электрода обеспечивается потоком на внешней стороне стержня.Это противопоставление было сделано в контексте дуговой сварки порошковой проволокой (FCAW) в целом, большая часть которой выполняется с помощью некоторого количества защитного газа. Следовательно, может показаться, что с того времени возникло впечатление, что самозащищенная сварка является несколько худшим вариантом FCAW, поскольку в ней отсутствует внешний газовый экран.
По сей день в справочниках (1, 2) и учебниках (11, 12) самозащитная сварка остается скрытой в описаниях либо FCAW (1, 2, 12), либо сварки порошковой проволокой (11). в зависимости от принятой терминологии, и он не был признан самостоятельным процессом.Нехватка понимания того, как на самом деле работает самозащитная сварка для нанесения прочного металла, воплощена в Настольном издании 1985 г. ASM Metals Handbook, в котором говорится (13): –
«Помимо использования или неиспользования вспомогательных средств. защитный газ, методы самозащиты и защиты от вспомогательного газа различаются в основном типом используемого электрододержателя и длиной удлинителя электрода ».
Однако, даже если принять во внимание последние разработки (1990 г.) в конструкции сварочных горелок, самозащищенная сварка даже не упоминается (14).В таких условиях промышленность медленно принимает наиболее подходящие сварочные материалы для выполняемой работы с целью повышения производительности (15).
Ситуации не помогают спецификации, классифицирующие сварочные материалы, которые будут рассмотрены более подробно в отдельном РАЗДЕЛЕ. Самая старая из них, датированная 1969 годом и, следовательно, наиболее известная и широко используемая в мире – это спецификация AWS A5.20-79 (16). Как и в справочниках (1, 2) и учебниках (11, 12), самозащитная и газозащитная проволока рассматриваются вместе под общим названием дуговой сварки порошковой проволокой (FCAW).В различных таблицах и в Руководстве эти два разных типа проволоки смешаны без разбора и, будучи перечислены под последовательными номерами (Таблица 1.2), не поддаются легкому различению, если их номера обозначений классов не запомнены. Тем не менее, несмотря на этот недостаток, из-за установленного статуса спецификации AWS A5.20–79 ее классификации будут использоваться в этой работе по необходимости.
Таблица 1.2. Перечень классификаций AWS для самозащитной и газозащитной трубчатой / порошковой сварочной проволоки с цифрами после дефиса, обозначающими удобство использования и рабочие характеристики проволоки, например.грамм. как в таблице 7 спецификации AWS A5.20-79.
Классификация Экранирование EXX T-1 CO 2 -СЛИТЫЕ EXX T-2 914ELD EXX T-2 914ELD 2 914ELD EXX 9147 9142 914ELD 914 9147 9147 9147 914 7147 9147 9147 914 9147 9147 914 САМОЗАЩИЩЕННЫЙ EXX T-4 САМОЗАЩИЩЕННЫЙ EXX T-5 СО2 или Ar-СО2-ЭКРАНИРОВАННЫЕ EXX T-6914 914 914-SHI EXX T-7 САМОЗАЩИЩЕННЫЙ EXX T-8 САМОЗАЩИТНЫЙ EXX T-10 САМОЗАЩИТНЫЙ 914 -48 EXX 914 EXX T-48 Продолжение обработки самоэкранированной сварки в процессе дуговой сварки порошковой проволокой (FCAW) вводит в заблуждение, поскольку термин FCAW был сужен в связи с новыми разработками.Сегодня существуют трубчатые проволоки с металлической сердцевиной (без флюса), которые обеспечивают практически бесшлаковую сварку, как при сварке сплошной проволокой в защитном газе. Кроме того, тот факт, что самозащитные провода, представленные в настоящее время на рынке, имеют трубчатую форму, является вопросом текущего удобства производства, а не принципов процесса. Между 1962-67 годами некоторые советские исследователи (17–19) и Кобаяши (20) продемонстрировали, что дуговая сварка стали C-Mn вполне возможна с использованием неизолированной сплошной проволоки, самоэкранирующая способность которой зависит от соответствующего содержания Al, Ti и Zr добавляются в расплав стали, из которой сделана проволока.
Таким образом, в принципе, как и сварка в среде защитного газа, самозащищенная сварка возможна как сплошной, так и трубчатой / порошковой проволокой.
Цель данной работы – представить самозащитную дуговую сварку (SSAW) как самостоятельный процесс со своими особыми характеристиками, а также довести ее существование и преимущества до сведения владельцев. операторы, проектировщики, изготовители и сертифицирующие органы металлоконструкций и оборудования.
Для чего используется дуговая сварка?
Применение дуговой сварки настолько разнообразно из-за ее экономической эффективности и простоты использования. Фактически, почти все обрабатывающие отрасли и их производственные подразделения в основном используют дуговую сварку, а не процессы соединения и изготовления. Среди них строительство, автомобилестроение и авиакосмическая промышленность являются наиболее заметными областями, в которых часто выполняется дуговая сварка.
Как дуговой сваркой?
Дуговая сварка в основном выполняется двумя способами. Первый – с использованием расходуемого электрода, а другой – с использованием неплавящегося электрода.
Первый используется в четырех из семи методов дуговой сварки, в том числе дуговой сварке защищенного металла, дуговой сварке металлическим газом, дуговой сварке порошковой проволокой и дуговой сварке под флюсом.
С другой стороны, при газовой вольфрамовой дуговой сварке, угольной дуговой сварке и плазменно-дуговой сварке вместо этого используются неплавящиеся электроды.
Поскольку дуговая сварка состоит из нескольких различных методов формирования соединения, вы должны знать о технических различиях между каждым из этих методов. Но перед этим давайте перейдем к некоторым основам дуговой сварки, которые обычно используются во всех процессах.
Дуговая сварка в основном состоит из четырех последовательных этапов. Это:
Теперь для дуговой сварки требуются некоторые важные механизмы и инструменты, которые необходимы для успешного выполнения сварочной задачи. Давайте узнаем о них:
Необходимые шестерни
Источник питания для сварки: Дуговая сварка может выполняться как от источника переменного, так и от постоянного тока. Электропитание постоянного тока обеспечивается генераторами, работающими от электродвигателя, а переменное напряжение – трансформаторами.
Кабели: Сварочные кабели существенно помогают подавать электричество от источника питания к держателю электрода и вплоть до создания дуги за счет подачи тока от электрода.
Держатель электрода: Держатель электрода физически помогает удерживать электрод в руке при выполнении сварочного задания. Они также различаются размерами и усилителями в зависимости от типа удерживающего оборудования.
Электроды: Итак, это самый важный инструмент всего процесса сварки, который в основном представляет собой сплав или металлический стержень. Электрод – это основной инструмент, который подает ток для образования дуги. Как указывалось ранее, в основном электроды бывают двух типов. Один из них расходуемый, а другой – неплавящийся.
Теперь их можно разделить на два подтипа: неизолированные и покрытые для расходуемых электродов и вольфрам или графит / углерод для неплавящегося электрода.
Молоток: Молоток также является еще одним важным инструментом, который в основном называется отбойным молотком. Он в основном удаляет сварочный шлак за счет удара.
Проволочная щетка: Проволочная щетка необходима для простой очистки поверхности перед сваркой.
Экран для рук: Экран для рук очень важен для защиты ваших глаз от повреждений при выполнении сварочного задания
Защитная одежда: Как и в случае с ручным экраном, эта защитная ткань помогает сварщику избежать возможных брызг расплавленного металла. металл или огонь.
Советы по безопасности
Теперь дуговая сварка, как и другие сварочные процессы, также требует адекватных мер безопасности до и во время выполнения фактической задачи. Давайте вкратце узнаем обо всех из них:
Будьте осторожны с поражением электрическим током и получением ожогов: Сварка – это процесс, ориентированный на электричество, который потенциально может повредить вашу кожу, если вы не будете осознавать и защищать эту проблему. Поэтому никогда не касайтесь рабочей цепи или электрода голыми руками и поддерживайте умеренное электрическое напряжение, обычно от 80 до 120 вольт, чтобы избежать таких несчастных случаев.
Однако также старайтесь не прикасаться к недавно сваренной заготовке, потому что она все еще остается достаточно горячей, чтобы через некоторое время обжечь кожу.
Защита от УФ-излучения: УФ-излучение предположительно может повредить вашу кожу и глаза при непосредственном приближении. В этом случае вы должны носить куртку с длинным рукавом или одежду для защиты всех частей тела.
Никогда не вдыхайте пары: Пары могут быть опасными, если деталь оцинкована или покрыта покрытием, поскольку выделяет токсичный воздух, который может быть серьезной проблемой для вашего здоровья.Просто используйте вентиляционную систему или вентилятор, чтобы эти газы не попадали в вас.
Умеренное использование сварочного оборудования: Чрезмерное использование сварочного оборудования может привести к его перегреву, что увеличивает риск возможных несчастных случаев, а также делает его устаревшим или непригодным для использования.
Держите легковоспламеняющиеся предметы и газовые баллоны вдали от зоны сварки: сварка вызывает неисчислимое количество искр и пламени, которые предположительно могут поразить газовые баллоны, что создает риск потенциального взрыва.Так что держать их в стороне или в безопасном месте определенно может помочь.
Теперь давайте узнаем о двух методах сварки, а также о каждой из их подкатегорий:
Метод расходуемых электродов
Дуговая сварка защищенного металла : В этом процессе используется плавящийся электрод, а ток подается от источника сварочного тока в чтобы образовать дугу между деталью и электродом, которая, следовательно, выполняет сварку путем их плавления при высокой температуре.
Дуговая сварка порошковой проволокой: Этот процесс может быть как полностью автоматическим, так и полуавтоматическим. Основная часть, которая здесь требуется, – это постоянный источник питания, который будет проходить через расходуемый электрод для создания дуги. Электрод также содержит флюс вместе с внешним защитным газом, который предотвращает сварку от металла и атмосферного загрязнения.
Газовая дуговая сварка металла: Теперь этот процесс также известен как сварка MIG, которая в основном выполняется путем непрерывной подачи сплошной проволоки, образующей сварочную ванну.Кроме того, защитный газ также используется для защиты от загрязнения.
Дуговая сварка под флюсом: Как следует из названия, этот процесс сварки выполняется под защитным слоем из флюсового материала, который устраняет любые возможные средства загрязнения, в котором также используется трубчатый электрод, который непрерывно подается во время выполнения задачи.
Технология неплавящегося электрода
Дуговая сварка вольфрамовым электродом в газовой среде: В отличие от других типов, в этом популярном процессе сварки используется неплавящийся вольфрамовый электрод.В результате для этого процесса иногда может потребоваться присадочный металл, чтобы покрыть отсутствие расходуемого электрода, в то же время для защиты от загрязнения также используется защитный газ.
Углеродная дуговая сварка: В настоящее время в этом процессе в основном используется нерасходуемый углеродный или графитовый электрод вместо вольфрамового электрода для выполнения задачи комбинирования. В этом случае температура может подняться до 3000 градусов Цельсия, что приведет к плавлению сварочных металлов.
Плазменно-дуговая сварка: Плазменная дуговая сварка, последняя из всех категорий, в основном аналогична дуговой сварке газом вольфрамом, где разница заключается в положении, в котором размещен электрод. При плазменной сварке электрод обычно располагается внутри корпуса сварочной горелки, что защищает его от попадания защитного газа. Кроме того, высокая температура плазмы впоследствии приводит к плавлению сварочных материалов.
Что следует помнить при дуговой сварке
Помимо всей информации и методов, которые мы рассмотрели в этом руководстве, для дуговой сварки также необходимо знать о некоторых других областях, которые будут весьма важны во время выполнения сварочного задания. сам.Итак, давайте рассмотрим их:
Подготовка сварочного металла: Все мы знаем, что присутствие какого-либо непредвиденного вещества на сварочном металле или заготовке может привести к загрязнению металла или атмосферы, поскольку многие из них выделяют химические газы, которые могут вызвать Готовая сварочная ванна уязвима для разнообразного диапазона пористости сварного шва. По этой причине любые потенциальные вещества, такие как краска, ржавчина или жир, должны быть удалены с металла сварного шва с помощью абразивного инструмента или кисти, которые устранят возможность возникновения такой ситуации.
Крепление зажимов: Прикрепление зажимов над заготовкой и на земле поможет стабильно выполнять общую задачу, поскольку правильное закрепление помогает закрепить положение сварочных материалов, что также облегчает задачу. . Тем не менее, вы также должны знать об удалении этих загрязняющих веществ, таких как краска или жир, прежде чем прикреплять зажимы.
Выбор точного сварочного стержня: Каждый новый сварщик часто задается вопросом: «Какой точный размер электрода мне следует использовать?» Дело в том, что электрод бывает нескольких разных размеров, которым обычно присваивается числовое значение, называемое от 6010 до 6013, 7018 и 7024.Среди них 6010 может проникать глубоко, в то время как версия 6013 менее проницаема из-за своей долговечности. Кроме того, вы также можете выбрать 7018 из-за сильного внешнего вида сварного шва.
Правильные настройки силы тока: Как и при любом сварочном процессе, настройка силы тока имеет решающее значение для обеспечения надлежащей и безопасной сварки на участке. Однако это также зависит от размера вашего электрода, который вы собираетесь использовать. Грубая оценка может заключаться в использовании силы тока от 75 до 125 ампер со стержнем 6010, который равен 0.Размер 125 дюймов. С другой стороны, стержню 7018 размером 0,15 может потребоваться ток до 220 ампер.
Точный угол сварочного стержня: Теперь знание того, как поддерживать правильный угол стержня, очень важно для предотвращения любого потенциального попадания шлака на сварочный стержень. Кроме того, это метод предотвращения любых включений внутри сварочных работ, который можно легко предотвратить, если поддерживать определенный угол наклона. В связи с этим вы можете расположить сварочный стержень вертикально под углом от 10 до 12 градусов, рисуя прямую линию сварного шва.
Удаление оставшегося шлака: Как вы, возможно, уже знаете, проблема заключается в том, что сразу после того, как вы закончите рисовать линию сварки, вы несете большую ответственность за то, чтобы очистить весь оставшийся шлак из сварочного металла, поскольку это может создать загрязнение после сварки или оставить смесь материалов с ориентированной пористостью, которая потенциально может испортить вашу общую задачу. В этом случае вы можете удалить шлак, используя эффективную абразивную щетку сразу после каждой линии, а также не забудьте надеть защитную одежду, которая защитит вас от токсичного газа, обычно выделяемого этими веществами.
Правильный угол опережения дуги: Следует учитывать тот факт, что большой или полноразмерный электрод будет вызывать чрезмерную длину дуги между сварным валиком и электродом, что, как следствие, приведет к более высокому нагреву и чрезмерному проникновению площадь. И наоборот, чем короче электрод, тем меньше длина дуги. Следовательно, вы должны поддерживать соответствующий угол опережения дуги. Кроме того, сохраняйте стабильный угол опережения, а не уменьшайте его в начале сварочного задания.
Точная длина дуги: Наконец, по сравнению с предыдущим, поддержание правильной длины дуги имеет решающее значение для обеспечения успешной сварки в любой области. В связи с этим вы можете периодически слышать звук, который постоянно исходит из-за сварочной операции. Любой необычный звук или треск – плохой признак неправильной длины дуги.
Заключительные слова
Мы считаем, что основ дуговой сварки, которые мы рассмотрели в этом руководстве, достаточно, чтобы вы знали всю важную информацию о дуговой сварке.
Следите за нашими предстоящими статьями. Спасибо за то, что вы с нами.
Создание высококачественных сварных швов
Сварка палкой
Сварка палкой – наиболее распространенный вид дуговой сварки, но создание хорошего сварного шва может оказаться непростой задачей для новичка. В отличие от сварки проволокой, при которой вы в основном «наводите и снимаете», сварка штангой требует более высокого уровня навыков и требует владения определенными методами.
В этой статье представлены советы, которым вы можете следовать, чтобы с самого начала повысить свои шансы на создание высококачественного сварного шва.Также будет обсуждаться, как искать и устранять проблемы.
1. Выберите сталь в нормальном диапазоне
По возможности выбирайте сталь в «нормальном диапазоне», в их число входят стали AISI-SAE 1015–1025 с максимальным содержанием кремния 0,1 процента и содержанием серы ниже 0,035 процента. Выбор этих сталей упростит процесс сварки штангой, поскольку их можно сваривать на высоких скоростях с минимальной тенденцией к растрескиванию.
При сварке низколегированных сталей и углеродистых сталей с химическим составом выше «нормального диапазона» они будут иметь тенденцию к растрескиванию, особенно при сварке толстых листов и жестких конструкций.Из-за этого следует соблюдать особые меры предосторожности. Кроме того, для производственной сварки не рекомендуются стали с высоким содержанием серы и фосфора. Если их необходимо сваривать, используйте электроды малого диаметра с низким содержанием водорода. Сварка с низкой скоростью движения будет способствовать дальнейшему сохранению лужи в расплавленном состоянии, позволяя пузырькам газа выкипать, создавая более качественный сварной шов.
2. Выберите положение соединения и электрод, который подходит для металла
Положение соединения может иметь большое влияние на качество готового сварного шва.При сварке листовой стали толщиной от 10 до 18 самые высокие скорости движения достигаются при расположении заготовки под углом вниз от 45 до 75 градусов. Кроме того, не выполняйте чрезмерную сварку и не делайте сварных швов большего размера, чем необходимо для прочности соединения – это может привести к прожогу.
Для сварки листа из низкоуглеродистой стали толщиной более или равной 3/16 дюйма лучше всего располагать рабочую поверхность в горизонтальном положении, так как это облегчит оператору манипулирование электродом. Наконец, высокоуглеродистая и низколегированная сталь плита лучше всего сваривается, когда работа находится в горизонтальном положении.
3. Следуйте простым принципам для геометрии и подгонки стыков
Размеры стыков выбираются для высоких скоростей сварки и хорошего качества сварки. Правильная геометрия соединения основана на нескольких простых принципах:
4. Избегайте образования отложений и перекрытий
Скругления должны иметь равные ножки и почти плоскую поверхность валика. Нарастание редко должно превышать 1/16 дюйма. Дополнительное налипание требует больших материальных и временных затрат, мало увеличивает прочность сварного шва и увеличивает деформацию. Например, для увеличения размера галтеля вдвое требуется в четыре раза больше сварочного металла.Кроме того, приварка встык одинарного V-образного сечения с фаской 1/8 дюйма и корневым отверстием 1/32 дюйма обходится на 2/3 дороже, когда избыточный нарост приближается к 1/8 дюйма.
Чтобы избежать пористости и достичь идеальной скорости движения сварного шва, важно удалить излишки окалины, ржавчины, влаги, краски, масла и смазки с поверхности стыков. Если такие элементы невозможно удалить, используйте электроды AWS E6010 (Fleetweld® 5P +) или AWS E6011 (Fleetweld® 35 или Fleetweld® 180), чтобы проникнуть сквозь загрязнения и глубоко в основной металл.Уменьшите скорость перемещения, чтобы пузырьки газа выкипели из расплавленного сварного шва, прежде чем он замерзнет.
6. Выберите подходящий размер электрода
Большие электроды сваривают при высоких токах, обеспечивая высокую скорость наплавки. Поэтому используйте электрод самого большого размера, чтобы обеспечить хорошее качество сварки. Но размер электрода может быть ограничен, особенно на листовом металле и корневых проходах, где может произойти прожог. Как правило, 3/16 дюйма – это максимальный размер электрода, применимый для вертикальной и потолочной сварки, а 5/32 дюйма – это максимальный размер, который можно использовать для сварки с низким содержанием водорода.Кроме того, размеры стыка иногда ограничивают диаметр электрода, который может поместиться в стык.
Устранение дефектов сварных швов
Вот некоторые из наиболее распространенных проблем при сварке штучной сваркой и способы их устранения:
Брызги
Хотя брызги не влияют на прочность сварного шва, они создают плохой внешний вид и увеличивают затраты на очистку. Есть несколько способов контролировать чрезмерное разбрызгивание. Сначала попробуйте снизить силу тока.Убедитесь, что он находится в пределах диапазона, соответствующего типу и размеру электрода, которым вы свариваете, и что полярность правильная. Еще один способ уменьшить разбрызгивание – уменьшить длину дуги. Если расплавленный металл течет перед дугой, измените угол наклона электрода. Наконец, обратите внимание на условия возникновения дуги (обычно называемой блуждающей дугой) и убедитесь, что электрод не влажный.
Подрезы
Подрезы часто возникают только из-за внешнего вида, но они могут ухудшить прочность сварного шва, когда сварной шов подвергается напряжению или усталости.Чтобы устранить поднутрение, уменьшите ток и медленную скорость движения или просто уменьшите размер до тех пор, пока не получите лужу, с которой вы сможете справиться. Затем измените угол наклона электрода, чтобы сила дуги удерживала металл в углах. Используйте одинаковую скорость движения и избегайте чрезмерного переплетения.
Мокрые электроды
Если полярность и сила тока находятся в пределах рекомендаций производителя электродов, но дуга имеет грубый и неустойчивый характер, электроды могут быть влажными. Попробуйте высушить электроды из свежей емкости.Если проблема повторяется часто, храните открытые емкости с электродами в обогреваемом шкафу.
Блуждающая дуга
При сварке постоянным током паразитные магнитные поля заставляют дугу отклоняться от заданного курса. Это большая проблема при высоких токах и сложных соединениях. Чтобы контролировать блуждающую дугу, лучше всего перейти на сварку на переменном токе. Если это не сработает, попробуйте использовать меньшие токи и меньшие электроды или уменьшите длину дуги. Кроме того, вы можете изменить электрический путь, переместив рабочее соединение на другой конец детали или сделав соединения в нескольких местах.Вы также можете сделать это, приварив к тяжелым прихваткам или готовым сварным швам, используя выступы биения; добавление стальных блоков для изменения пути рабочего тока или прихватывание небольших пластин поперек шва на концах сварных швов.
Пористость
Большая часть пористости не видна. Однако, поскольку сильная пористость может ослабить сварной шов, вы должны знать, когда она обычно возникает и как с этим бороться. Начните с удаления окалины, ржавчины, краски, влаги и грязи со стыка. Обязательно держите лужу в расплавленном состоянии дольше, чтобы газы выкипели до того, как она замерзнет.Если сталь имеет низкое содержание углерода или марганца, или высокое содержание серы (сталь без механической обработки) или фосфора, ее следует сваривать электродом с низким содержанием водорода. Иногда содержание серы в сталях, не подвергающихся механической обработке, может быть достаточно высоким, чтобы предотвратить успешную сварку. Сведите к минимуму примеси основного металла в металл сварного шва, используя низкий ток и высокую скорость перемещения для меньшего проплавления. Или попробуйте использовать дугу меньшей длины. Для электродов с низким содержанием водорода рекомендуется метод легкого сопротивления. Для поверхностных отверстий используйте те же растворы, что и для определения пористости.Если вы используете электроды AWS E6010 или 11, убедитесь, что они не слишком сухие.
Плохое соединение
Правильное соединение означает, что сварной шов должен физически прочно сцепляться с обеими стенками соединения и образовывать сплошной валик поперек соединения. Недостаток плавления часто виден и должен быть устранен для получения прочного шва. Чтобы исправить плохую сварку, попробуйте более сильный ток и технику бусинок с нитями. Убедитесь, что края стыка чистые, или используйте электрод AWS E6010 или 11, чтобы выкопать грязь.Если зазор слишком велик, обеспечьте лучшую посадку или воспользуйтесь техникой плетения, чтобы заполнить зазор.
Мелкое проникновение
Проникновение – это глубина проникновения сварного шва в основной металл, которая обычно не видна. Для сварных швов полной прочности требуется проплавление до дна стыка. Чтобы преодолеть неглубокое проникновение, попробуйте более высокие токи или более медленное движение. Используйте маленькие электроды, чтобы проникнуть в глубокие узкие канавки. Не забудьте оставить зазор внизу стыка.
Растрескивание
Растрескивание – сложная тема, поскольку существует множество различных типов трещин, которые возникают в разных местах сварного шва. Все трещины потенциально серьезны, так как могут привести к полному разрушению сварного шва. В большинстве случаев растрескивание связано с высоким содержанием углерода или сплава или высоким содержанием серы в основном металле.
Чтобы контролировать это растрескивание, попробуйте следующие советы:
Заключение
Следуя предлагаемым здесь советам, даже новичок может создать высокое качество сварки. А если у вас возникли проблемы, то возможность их устранения и внесения исправлений в кратчайшие сроки превратит начинающего сварщика штангой в профессионала.
Сварка для начинающих – Metfab
Лучший сварщик для начинающих?Лучший сварщик для начинающих, если его выбрать с умом, может оказаться последним, в котором вы когда-либо будете нуждаться.В качестве бонуса вы не будете долго сваривать, как новичок.
Простота использования и универсальность в совокупности делают сварщика лучшим для начинающих. Выбирайте с умом, чтобы получить максимальную отдачу от металлоконструкций.
Достаточно простой в использовании, чтобы новичок мог быстро приступить к выполнению полезных сварных швов без разочарования, и достаточно универсален, чтобы сваривать популярные металлы различной толщины в различных условиях.
Как и наши современные сварочные аппараты MIG.
Чтобы прояснить ситуацию, лучший сварщик для начинающих – это настоящий сварщик MIG, способный выполнять дуговую сварку металла в газе (GMAW).Используя газовую защиту для лучшей защиты сварного шва, сварщик MIG может также выполнять сварку без газа, используя проволоку с флюсовым сердечником.
Некоторые безгазовые сварщики продвигаются как MIG. Но они работают только с проволокой с флюсовым сердечником, и им не хватает универсальности и простоты использования, присущих машинам для полной сварки MIG.
Сварочный аппарат MIG поможет новичку быстро выполнять надежные и эффективные сварные швы – гораздо быстрее и проще, чем с любым другим типом сварочного аппарата.
Типы сварки: что лучше для начинающих?Если вы новичок или недавно проявляете интерес к сварке, возможно, вы не знаете, что существует множество различных типов сварки.Из всех стилей и типов сварки четыре наиболее распространенных – это MIG, TIG, Stick и дуговая сварка порошковой проволокой. Давайте рассмотрим четыре типа сварки и определим, подходит ли сварка MIG для начинающих.
СваркаMIG считается стилем сварки для начинающих или для любителей. Постоянная подача проволоки и плавное смешение газов позволяют выполнять сварку, которую легко освоить и которую легко освоить. С помощью сварочного аппарата MIG вы можете обрабатывать все типы металлов, включая сталь, алюминий, нержавеющую сталь и никель.
Бывают случаи, когда сварка MIG не подходит, например, вертикальная сварка и сварка над головой.Температура менее благоприятна, и сварные швы в таких ситуациях будут растекаться. Однако, поскольку вы можете выбирать из множества газов, толщины проволоки и типов металла, сварка MIG чрезвычайно популярна.
При использовании подходящего оборудования для сварки MIG не приходится много гадать. Вы набираете в машине тип металла, толщину и тип проволоки. Как только это будет сделано, оборудование заработает само, обеспечивая оптимальную скорость нагрева и подачи проволоки для выполняемой работы. Изучив различные углы и скорости сопла для получения наилучшего сварного шва, вы в значительной степени освоите сварку MIG.
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это сварочный процесс, отличный от сварки MIG. Во-первых, для сварки TIG нет присадочного материала или линейного устройства подачи. Вместо того, чтобы использовать другой металл для нагрева и соединения деталей, сварка TIG нагревает два куска металла и плавит их вместе.
СваркаTIG – это более точная сварочная практика, для которой требуется хорошо обученный оператор. Чтобы решить, что лучше, сварка TIG или MIG для новичков, почти всегда ответ будет падать на сварку MIG.
Еще одно существенное отличие – способности сварщиков. Сварка TIG обычно используется для сварки более тонких металлов и сварных швов меньшего размера. Сварка MIG может соединять более толстые металлы и делать большие валики из-за присадочного материала.
Сварка палкой, также известная как дуговая сварка защищенным металлом (SMAW), является одним из старейших известных методов сварки. Это также один из самых сложных видов сварки. Поскольку углы наконечников, электрический ток и настройки должны быть точными, это может быть сложно изучить, использовать и освоить.
При сварке палкой используется пруток, очень похожий на подачу проволоки в сварочном аппарате MIG. Вам нужно будет постоянно заменять этот стержень по мере его использования. Однако, из-за универсальности сварки штангой, она полезна для многих типов соединений металлов, которые другие модели не могут выполнить.
Самым значительным преимуществом сварки штангой является то, что ее можно выполнять в неблагоприятных условиях, таких как дождь или ветер. Для того, чтобы хорошо разбираться в сварке штангой, у вас должен быть большой опыт и знания, поэтому не рекомендуется для начинающих.
Сварка сердечником под флюсом (FCAW) – более быстрая альтернатива сварке MIG. Однако это не для новичков, так как преимуществ больше, но требуется более высокая кривая обучения. В отличие от сварщиков MIG, в сердечнике из флюса не используется газ. Вместо этого проволока с постоянной подачей покрыта флюсом, который обеспечивает защиту от загрязнений, которую делает газовый пузырь сварочного аппарата MIG.
Как и сварка штучной сваркой, сердечник из флюса можно использовать в неблагоприятных условиях, например, при ветре (но не под дождем). Самым большим преимуществом является то, что FCAW может соединять загрязненные металлы вместе без ущерба для состава.
Дуговая сварка или сварка TIG для начинающих не рекомендуется. Освоив более удобный для новичков метод, такой как сварка MIG, вы можете переходить к более продвинутым методам, таким как сварка палкой, TIG и дуговая сварка порошковой проволокой.
Как собрать сварочный аппарат MIGВаш новый сварочный аппарат MIG будет готов к сварке в считанные минуты после распаковки.
Это так просто.
Убедитесь в этом сами в этом видеоролике по базовой настройке сварочного аппарата MIG.
Знание основ сварки
Процесс сварки прост. Он заключается в нагревании двух металлических частей до точки их плавления. Затем расплавленные жидкости объединяются в сварочной ванне и становятся единым целым, когда расплавленные металлы затвердевают. Сварка – один из ключевых навыков в производстве металла.
Третий источник металла, также известный как наполнитель, обычно вводят и расплавляют вместе с двумя основными металлами, чтобы добавить к общей массе сварного шва.
Этими присадочными металлами могут быть электроды, присадочные стержни или проволока с непрерывной подачей, в зависимости от выбранного процесса сварки.
При правильном выполнении сварной шов не будет иметь дефектов, таких как проколы, и будет хорошо соединяться с основным металлом на своих внешних краях. Хороший сварной шов также будет проникать до основания основных металлов и полностью их плавить.
Чтобы узнать несколько основных терминов по сварке, перейдите сюда.
Режимы Glob или Spray для толстой сталиБольшинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла.По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что они могут использоваться только на металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов.
Шаровая передача (короткая дуга): напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: напряжение, ток и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на сопло длиной около 3 дюймов или больше
Прежде чем начатьВо-первых, потренируйтесь обращаться со сварочной горелкой, не выполняя сварку.Положите его ствол в одну руку и опустите эту руку на стол. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они казались естественными. Попытайтесь расслабиться, позвольте этому течь.
Присоедините рабочий кабель к заготовке и держите пистолет так, чтобы проволока касалась поверхности сварного шва под углом примерно 30 градусов. Слегка коснитесь проволокой поверхности, нажмите спусковой крючок и осторожно потяните пистолет на себя, чтобы сделать первый пробный сварной шов.Проволока должна равномерно плавиться в сварочную лужу и издавать устойчивый треск во время движения. При необходимости отрегулируйте настройки сварочного аппарата.
Решите, какой метод сварки изучить в первую очередьЭто личное предпочтение, но я считаю, что научиться дуговой сварке электродом – отличное начало. Однако вам нужно подумать о том, над какими проектами вы планируете работать.
Имейте в виду, что не существует единого метода сварки, который лучше всего подходил бы для всех областей применения.
Рассматривая три основных метода, между ними есть некоторая взаимосвязь, но есть также определенные вещи, в которых каждый из них делает лучше, чем два других.
Например, сварка TIG – это выбор для сварки хрома, латуни, меди, магния и титана. Для сварки алюминия требуется метод MIG или TIG. Но для сваривания чугуна вам понадобится аппарат для ручной сварки.
Если вы выбрали сварку стали или нержавеющей стали, вы можете выбрать любой из трех методов. Просто имейте в виду, что сварка стали сварочным аппаратом TIG займет значительно больше времени, чем сварочным аппаратом MIG или стержневой сваркой.
И, если вы свариваете на открытом воздухе или на сквозняках, вы не захотите сваривать сталь методом MIG, если сначала не переключитесь на проволоку с флюсовым сердечником.
Не пугайтесь выбора, поскольку сварщики-любители работают почти исключительно со сталью. Таким образом, вы можете сузить выбор методов сварки до электродных или MIG-методов.
Если вы планируете сваривать металлы толщиной от 1/4 ″ до 5/16 ″ на улице или в сарае с открытыми дверями на ферме или ранчо, вам, вероятно, больше понравится сварка палкой.
Если вы работаете с более тонкой сталью и будете находиться в помещении почти без ветра, то вы, вероятно, сначала захотите научиться сварке MIG.
Современный аналог моего 30-летнего сварщика переменного / постоянного тока, которым я до сих пор регулярно пользуюсь, можно найти здесь!
Сварочный аппарат MIG, который я использую в магазине, – это Lincoln Easy MIG 180!
Научитесь самостоятельно выполнять сварку MIGНемного попрактиковавшись, вы начнете делать простые ремонтные работы и проекты.
Промышленные производители ценят сварку MIG за ее способность адаптироваться к автоматизированным процессам. Создатели сварочных аппаратов MIG используют ту же приспособляемость для разработки потребительских машин, оснащенных множеством функций, которые помогают новичкам в обучении сварке.
Потратьте немного времени на изучение хорошей книги по сварке и посмотрите несколько видеороликов о сварке, подобных показанному выше. Затем соберите несколько кусков металлолома, настройте нового сварочного аппарата и приступайте к сварке. После некоторых проб и ошибок вы научитесь этому.
Продолжайте читать, чтобы узнать, сколько функций сварочных аппаратов MIG и процесса сварки MIG объединены, что делает MIG лучшим сварочным аппаратом для начинающих, обучающихся сварке.
Подготовьте металлОтметьте линию твердосплавным резцом или столярным шилом и разрежьте отрезной пилой по металлу или ножовкой. Для получения прочного шва очистите металл обезжиривателем.
Защитите глаза при сварке или наблюденииНикогда не смотрите прямо на сварочную дугу даже в течение доли секунды без сварочной маски.Непрямое воздействие сварочной дуги также может повредить глаза, даже если вы находитесь на улице.
Необходима качественная сварочная маска. Независимо от того, планируете ли вы наблюдать за инструктором, другом или наставником по сварке, неплохо иметь собственный сварочный шлем. Не отчаивайтесь от ассортимента и ценового диапазона.
Начните с хорошего самозатемняющегося шлема с регулируемой функцией затемнения. Хороший можно получить, не разбивая банк. Сказав это, ваши глаза являются одним из самых ценных предметов оборудования, которым вы владеете.
При надлежащем уходе новый шлем должен прослужить много лет. У меня было несколько за эти годы.
Как новый сварщик, ваш опыт будет улучшен благодаря функции регулируемого затемнения. Отличный способ познакомиться с его эффективностью – посмотреть, как сваривает кто-то другой.
Это дает вам возможность отрегулировать затемнение на шлеме под огнем, не отвлекаясь. Качество сварного шва должно улучшиться быстрее, если вы сможете более четко видеть, что вы делаете.
Вы не хотите, чтобы регулировка была слишком легкой до такой степени, что дуга ослепляет вас. С другой стороны, слишком темно, и вы не сможете увидеть, куда идете со сварным швом.
Простые элементы управленияВы найдете таблицу настроек на боковой панели основных сварочных аппаратов. Найдите толщину материала и отсканируйте таблицу, чтобы увидеть варианты настроек для газа или без газа с разными размерами проводов. Используйте элементы управления на передней панели для установки начальных значений напряжения (нагрева) и скорости подачи проволоки (силы тока).
Еще проще: современные сварочные аппараты MIG позволяют вводить информацию о материале, а аппарат самостоятельно регулирует напряжение и скорость подачи проволоки. Новички в сварке, а также более продвинутые энтузиасты оценят эту функцию.
Практика, Практика, ПрактикаСначала потратьте некоторое время, просто кладя бусинки на цельный кусок более толстой стали. Сконцентрируйтесь на ванне, которая представляет собой небольшую ванну расплавленного металла у основания дуги. Вообще говоря, бассейн должен быть достаточно круглым.
Сварка – это все о бассейне и о том, как сварщик создает и поддерживает его. Укладка десятицентовиков – это термин, придуманный для описания хорошего сварного шва. Представьте себе монету, положенную на бок под очень небольшим углом с слегка приподнятой задней кромкой.
А теперь представьте ту же самую десятицентовую монету, половина массы которой находится под поверхностью свариваемого металла, а другая половина – над основным металлом. Теперь представьте цепочку монет, перекрывающих друг друга по длине сварного шва.
Если все сделано с правильной силой тока, скоростью и длиной дуги, у вас сложится несколько центов.
Если валик узкий и кажется, что он лежит поверх основного металла, а не является его частью, то либо сила тока слишком низкая, либо сварка выполняется слишком быстро.
И наоборот, если валик имеет более продолговатую или каплевидную форму с концом капли на заднем крае, возможно, сварка выполняется слишком медленно или напряжение может быть слишком высоким.
Сварочная защитаПоскольку мы уже обсуждали сварочный шлем, давайте обсудим некоторые другие элементы, предназначенные для защиты во время сварки.Ультрафиолетовые лучи, исходящие от дуги, обжигают всю открытую кожу в непосредственной близости.
Убедитесь, что ваша декольте и плечи не обнажены. Полученный ожог очень похож на очень сильный солнечный ожог.
Раскаленные докрасна искры и расплавленный металл, падающий из области сварки, нанесут серьезный вред вашей коже и одежде, не предназначенной для этого.
Если вы когда-либо видели, как горячая искра приземляется на теннисную обувь и прожигает ее, а также ноготь на ноге ниже, что ж … вы поняли.
Помимо кожаных сварочных перчаток, носите как минимум толстые хлопчатобумажные рубашки с длинными рукавами, рубашки на пуговицах и синие джинсы. Я рекомендую одежду из жаропрочного или огнестойкого материала.
Отличная сварочная рубашка с закрытым воротником по отличной цене – это Miller Electric Welding Jacket.
Дуговая сварка защищенного металла – обзор
1.1 Общие положения
Самозащищенная дуговая сварка (SSAW) – это процесс сварки плавлением с использованием непрерывного (проволочного) плавящегося электрода, который не требует никакого внешнего экранирования (1, 2), либо с минеральный флюс, как при сварке под флюсом, или с использованием защитных газов (CO 2 , Ar-CO 2 , Ar-O 2 и т. д.) как при сварке в среде защитного газа (MIG-MAG / GMAW). Для работы с SSAW на рабочем месте необходимо поставить только два элемента вместо трех: –
На рис. 1.1 схематически показаны различия в типичных установках для сварки в самозащитной среде (часто называемой SS-FCAW) и сварки в среде защитного газа сплошной или трубчатой / порошковой проволокой.С SSAW отпадает необходимость в пункте (iii): защитный расходный материал – защитный газ.
Рис. 1.1. Типовые установки для металлической дуговой сварки плавящимся электродом с непрерывной проволокой, который может быть сплошным или трубчатым / порошковым: –
Таким образом, логистическое удобство SSAW аналогично ручной сварке стержневыми электродами с флюсовым покрытием (MMA / SMAW).Однако, поскольку в SSAW используется непрерывный проволочный электрод, это дает очевидные преимущества в производительности по сравнению со стержневым электродом, поскольку отсутствуют принудительные остановки и пуски. Подобно дуговой сварке в защитном газе, самозащитная дуговая сварка может быть полуавтоматической или полностью механизированной. Таким образом, несмотря на текущую маркетинговую тенденцию замены покрытых флюсом электродов сваркой в среде защитного газа, сплошной или трубчатой / порошковой проволокой, первый вопрос, который должен рассмотреть текущий пользователь покрытых флюсом электродов, заключается в следующем: –
«Можно ли сделать текущую работу более рентабельной с использованием самозащитных расходных материалов, если доступ позволяет использовать полуавтоматическую сварку?»
Повышение производительности сварки непрерывным электродом общепризнано, но есть также некоторые опубликованные данные (3–5), показывающие технические преимущества, возникающие в результате устранения прерывания работы стержневого электрода и внедрения процессов непрерывного электрода, поскольку рассматривается ниже.