Как научиться правильно варить металл сварочным инвертором с нуля самому
05ДекСодержание статьи
- Что это за аппарат и как он работает
- Как правильно варить инверторной сваркой – выбор техники
- Как идет процесс приварки, если сваривать инверторной сваркой
- Начинаем с азов электросварки
- Учимся варить инверторной сваркой – пошаговая инструкция
- Грамотное создание сварного шва и разновидности дефектов
- Какие бывают типы полярности
- Обработка тонких материалов
- Пошаговая инструкция по сварке инвертором
- Процедура сварной резки металлических изделий
- Частые ошибки новичков
- Подведем итоги
Как заявляют опытные сварщики, использование инвертора позволяет легче удерживать дугу, что позволяет добиться идеального шва. Если вы только начинаете, не нужно бояться трудностей. Представленное устройство достаточно просто в обращении, овладеть им в сжатые сроки сможет каждый. В этой статье мы дадим советы о том, как научиться правильно варить сварочным инвертором с нуля.
Что это за аппарат и как он работает
Главная особенность описанного продукта в том, что он способен преобразовывать ток 220В в колебания высокой частоты, а после в постоянный. Таким образом удается добиться высокого КПД и не переживать из-за огромных расходов электроэнергии.
Практически все инверторы функционируют от обычной бытовой сети, причем действовать они могут и при пониженном напряжении, что очень удобно. Прибор идеален для новичков, так как научиться им пользоваться можно довольно быстро. Как именно это сделать, поговорим далее.
Как правильно варить инверторной сваркой – выбор техники
Прежде чем ответить на этот вопрос, нужно выяснить, действительно ли вам нужен такой агрегат для соединения металлических деталей. Бывают бытовые, полупрофессиональные и профессиональные. Инвертор – машина для использования электродов. Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Поскольку подобная практика является целой наукой, которой учат в колледжах, не стоит сразу делать крупный проект, такой как верстак или беседка. Лучше опробовать себя на обрезках. А потом попробовать соорудить несложную вещь, к примеру — книжную полку.
Как идет процесс приварки, если сваривать инверторной сваркой
При прямом контакте проводника и металлической поверхности образуется разряд. Он имеет высокую температуру, поэтому сам элемент и предмет обработки начинают плавиться.
По завершении манипуляций и охлаждения обмазка стержня становится шлаком, покрывающим получившийся шов. Сбить эти остатки можно молотком.
Во время работы, электрод плавится. Необходимо выдерживать расстояние между элементом. Это еще называют длиной дуги. Добиться желаемого можно путем подачи проводника в зону сварочной ванны с постоянной скоростью.
Начинаем с азов электросварки
Для начала нужно разобраться в том, чем нам вообще придется пользоваться. Сам аппарат выглядит как небольшой ящик, весом до 7 кг. На панели есть тумблер включения, а также основные индикаторы.
Имеются и два выхода – первый плюс, второй минус. К ним мастер подключает кабели. Один из которых заканчивается специальным зажимом, крепящимся к детали. Второй отводится под электрод и снабжен держателем. Такая вот простая конструкция. После остается только разобраться в том, как научиться варить металл инверторной сваркой с нуля. Ничего сложного тут нет.
Если вы только выбираете устройство, проследите чтобы кабели были достаточной длины. Важна и их гибкость, это упростит работу.
Используемое оборудование, экипировка и правила техники безопасности
Подобные работы всегда тесно связаны с электрическим напряжением, поэтому так важно позаботиться о собственной безопасности.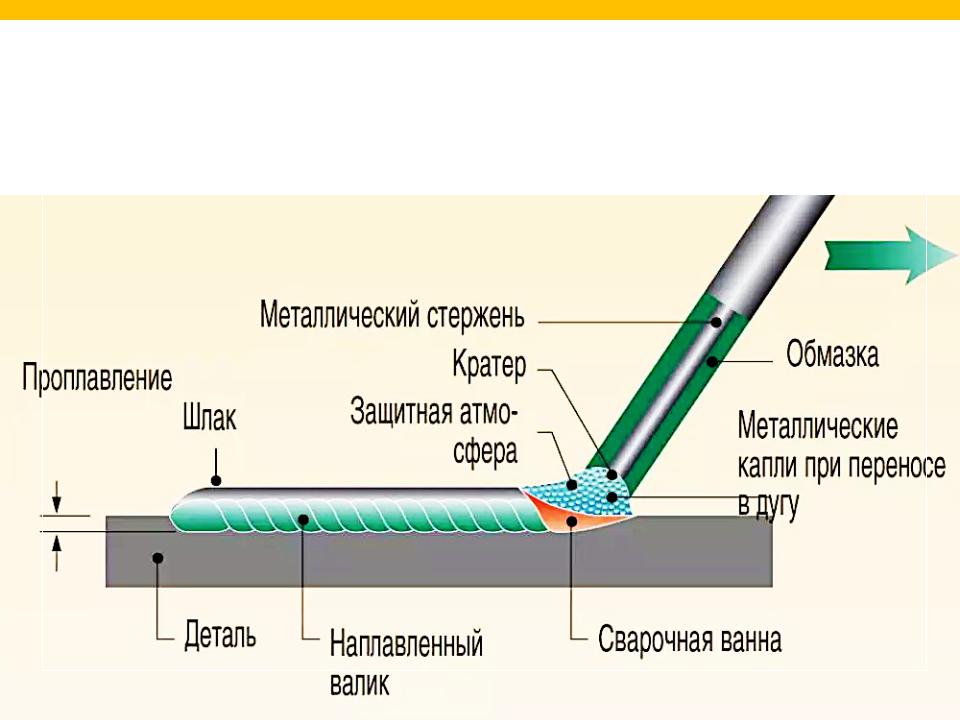 Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Учитывайте вес и устойчивость металлической конструкции. Нередки случаи, когда сооружения рушились и придавливали своим весом рабочих. Если мы только учимся сваривать металл инвертором, обязательно помните о технике безопасности.
Процесс сварки тесно связан не только с электричеством, но и высокой температурой. Поэтому позаботьтесь об экипировке:
- специальные холщовые или брезентовые рукавицы;
- маска для защиты глаз и лица;
- рабочий костюм;
- в условиях замкнутого пространства нужен респиратор;
- обувь на резиновой подошве.
Сами электроды стоит подбирать в соответствии с типом сплава, который будет подвергаться обработке.
Внешний вид оборудования
Вот перечень всех датчиков и индикаторов, которые выведены на панель:
- тумблер для включения и выключения устройства;
- ручки для определения требуемой величины напряжения;
- индикаторы, позволяющие понять, когда устройство перегрелось, а также дающие информацию о подаче питания;
- два выхода — плюс и минус.
Подключить технику можно через специальный разъем, расположенный в задней части устройства.
Учимся варить инверторной сваркой – пошаговая инструкция
Подготовительный этап начинается с приобретения защитной экипировки. Одного только сварочного аппарата мало. Чтобы позаботиться о своей безопасности, нужно подготовить место для работы:
- уберите все лишнее, что может помешать;
- установите качественное освещение;
- работы должны осуществляться на настиле из древесины, это защитит вас от поражения электричеством.
Далее можно приступать. Электроды подбираем в диаметре от 2 до 5 мм. На корпусе указывается, какой должна быть сила тока в соответствии с выбранными материалами. Данный этап можно пропустить, если используются только что купленные элементы, качество которых еще не проверено. Понять, как научиться правильно сваривать металл инвертором может каждый, достаточно углубиться в тему и почитать нужные статьи.
На корпусе указывается, какой должна быть сила тока в соответствии с выбранными материалами. Данный этап можно пропустить, если используются только что купленные элементы, качество которых еще не проверено. Понять, как научиться правильно сваривать металл инвертором может каждый, достаточно углубиться в тему и почитать нужные статьи.
Подсоединяем зажим массы к фрагменту, который будет подвергаться сварке. При этом сам материал нужно должным образом обработать:
- тщательно убрать всю ржавчину при помощи напильника или угловой шлифовальной машинки;
- кромки очистить бензином, чтобы полностью устранить загрязнения.
Основы мы разобрали, теперь детально поговорим о том, как именно варить, соблюдая все необходимые меры.
Придерживаемся правильного дугового промежутка
Длина дуги представляет собой зазор, который формируется во время касания электродом металлической поверхности. Выделяют несколько вариантов данного состояния.
При коротком разряде, не превышающем 1 мм, шов образуется выпуклый, так как слой прогревается на малую зону. Когда же формируется наоборот длинный, добиться стабильности очень сложно. Шов образуется недостаточно глубокий.
Идеальный вариант — постоянный зазор в 2-3 мм, приводит к тому, что достигается отличный провар, шов образуется нормальный по своей структуре. Разбираясь в том, как правильно работать сварочным аппаратом инверторной сварки, нужно углубляться в любые нюансы данного процесса.
Грамотное создание сварного шва и разновидности дефектов
Если передвигать электрод быстро, будет формироваться дефектный шов. А он должен быть на уровне металла. Все зависит от умений сварщика, он же выбирает тип движений, которые позволяют добиться требуемой глубины.
Если соблюдать европейские стандарты, то в случае с работой со сталью до 4 мм толщиной, лучше не использовать поперечные движения.
Какие бывают типы полярности
Металл плавится в процессе под активным воздействием тепла, исходящего от дуги. Сварочный процесс может проводиться в двух вариантах, различающихся по типу подключения.
Прямая полярность означает, что электрод подводится к минусу, поверхность для обработки к плюсу. Это позволяет добиться снижения уровня теплоотдачи. Есть и обратная полярность, тут соответственно подключение полностью меняется. Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов инверторной сваркой.
Как влияет скорость подачи проводника
Для протекания сварочных работ в нормальном режиме, важно поступление нужного количества плавленого металла в сварочную ванну. Если его будет слишком мало, происходит подрез.
Если передвигать электрод по линии шва очень быстро, дуга не сможет выдать достаточно мощности, чтобы прогреть сплав. Это приводит к тому, что шов образуется неглубокий. Если же наоборот, двигать стержень очень медленно, будет перегрев, возрастает риск прожигания поверхности.
Как влияет сила тока
Темп передвижения и установленная сила тока воздействуют на сварной шов одновременно. Чем выше напряжение, тем больше глубина проплавления. Соответственно в таком случае можно повысить скорость движения электродного элемента по материалу. Если совместить оптимальную скорость проводки и силу тока, получается ровный шов требуемой глубины провара.
Мы поможем каждому понять, как правильно пользоваться инверторной сваркой. От вас требуется только внимательно изучить полученную информацию и закрепить все на практике.
Обработка тонких материалов
При работе в домашних условиях предпочтение отдается небольшим и часто довольно тонким деталям. В таком случае нельзя допускать даже незначительные ошибки, так как они моментально приведут к прожогу поверхности. Чтобы добиться идеально ровного шва на тонких основаниях, сначала нужно потренироваться на более толстом металле.
- Сварочные действия следует проводить с установленной величиной силы тока близкой к минимальной.
- Шов создавайте углом вперед.
- Одной из главных проблем при соединении тонких деталей является деформация металла. Следите, чтобы полотно не перегревалось.
Пошаговая инструкция по сварке инвертором
Рабочий процесс начинается с розжига дуги. Сделать это можно двумя способами:
- Чирканье – чем-то данный метод напоминает поджигание спички. Создавая касательные движения, провоцируется запуск. Принцип в том, чтобы прикоснуться стержнем к сплаву, плавно провести по поверхности и поднять на небольшое расстояние.
- Постукивание – тут принцип схож, но разница в том, что элемент не ведется по плоскости, а только касается материала и отводится на исходную позицию.
Видео для начинающих
Процедура сварной резки металлических изделий
Чтобы сформировать отверстие, выставьте ток в 140А, в случае, если используется электрод в 2.5 мм. После того как начался процесс возгорания, как бы вдавите проводник в металл. Следует дождаться, пока сталь проплавится и далее остается двигать стержень по нужному контуру.
При резке пластина должна быть установлена в вертикальном положении, иначе сплав будет течь вниз.
Частые ошибки новичков
Всегда следите за тем, чтобы расходники были полностью просушены, а если возможно, то и прокалены. Дело в том, что неопытному человеку будет крайне сложно разжечь дугу с использованием непрокаленных электродов. Для начала подробно почитайте о том, как правильно пользоваться сварочным инвертором. Сначала теория, потом практика.
Еще одна частая ошибка – это выбор аппарата, с которым не так просто обращаться. Существуют такие устройства, система управления которых требует углубленных знаний. Начинающий мастер, используя такую технику, будет либо быстро прожигать металл, или наоборот не проваривать его до нужной степени. Начинать всегда стоит с самых простых моделей.
Существуют такие устройства, система управления которых требует углубленных знаний. Начинающий мастер, используя такую технику, будет либо быстро прожигать металл, или наоборот не проваривать его до нужной степени. Начинать всегда стоит с самых простых моделей.
Новичку следует пользоваться только масками, в которых светофильтр регулируется в автоматическом режиме. Проблема в том, что изделия без данной функции необходимо каждый раз настраивать заново, а без должного опыта можно допустить ошибки и получить ожог глаз.
Подведем итоги
Инвертор представляет собой довольно простой по своему устройству аппарат для сварки, использоваться может и дома. Это оптимальный вариант. Разобраться в том, как правильно сваривать металл инвертором, даже для новичков не составит проблем.
Добиться желаемого результата можно в сжатые сроки. Не забудьте подготовить рабочую зону, почитать о технике безопасность и немного попрактиковаться, следуя описанным в статье методикам.
Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.
У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной.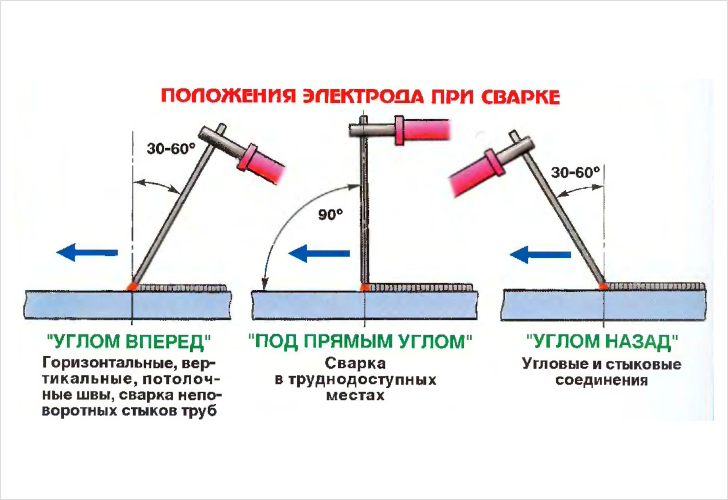 Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.
Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
советы новичкам, секреты и рекомендации
С началом весенне-летнего сезона вопрос о том, как освоить сварку инвертором для начинающих, становиться чуть ли не самым популярным. Разобраться во всех премудростях этого процесса вам поможет наша статья. Мы расскажем о работе со штучным электродом предельно простым языком, приоткроем некоторые секреты и дадим четкий алгоритм, который приведет вас к успеху.
Как варить новичку сваркой
Вы полны энтузиазма и готовы постигать азы сварки? А может быть в планах у вас создание масштабных конструкций? Остудите свой пыл и не торопитесь. Любой опытный специалист скажет, что первые шаги стоит делать, не спеша. Прежде всего, стоит уделить время тренировкам, а уж только потом переходить к реальным задачам.
Прежде всего, стоит уделить время тренировкам, а уж только потом переходить к реальным задачам.
В прошлой нашей статье мы уже рассказали о том, как подготовить свое рабочее место и какие средства защиты вам понадобятся. Если все готово, то можно переходить к активным действиям. Но при этом помните, что первые лучше тренироваться делать на простой ровной пластине. Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
Как вести электрод во время сварки
Скорее всего вы уже представляете, что такое ручная дуговая сварка. Но одного понимания процесса мало. Необходимо владеть еще и техникой работы. Давайте разберемся, как необходимо передвигать электрод новичку во время сварки.
Траектория ведения электрода
Когда смотришь на работу специалиста со стороны, то кажется, что стержень просто движется по прямой. Но на самом деле это не совсем так. Как минимум мастер совершает легкие колебательные движения с небольшой амплитудой. Он как бы раскачивает электрод по дуге, перемещаясь от одной кромки к другой и обратно. Эта техника используется при работе с заготовками, толщина которых не превышает 6 мм. С ее помощью удается хорошенько равномерно прогреть сварочную ванну.
Но обо все по порядку. Давайте познакомимся со всеми распространенными способами ведения электрода:
- Ломаная зигзагообразная линия. Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
- Круговые движения или в форме эллипсоида. Этот вариант идеален для тех ситуаций, когда необходимо хорошо прогреть кромки. Его используют при работе с легированными сталями при сварке вертикальных швов.
- Треугольником. Эта техника подходит для сварки труб, имеющих неповоротный стык. При этом их толщина должна составлять не более 6 мм. Используя этот способ, вы сможете хорошо проварить корень шва и обеспечить прогрев его средней части.


Угол наклона электрода
Скорее всего вы уже обращали внимание, что в процессе сварки штучным электродом, стержень не только раскачивают по определенной траектории, но и ведут под углом. На самом деле положения всего три, и каждое из них имеет свое значение:
- Углом вперед. Электрод наклоняют на 30–60 градусов. Этот способ позволяет максимально надежно защитить сварочную ванну от контакта с воздухом, т. к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком.
- Углом назад. В данном случае электрод наклоняют в другую сторону. Шлак, который образуется во время сварки, выталкивается из ванны назад. Он накрывает собой металл, позволяя ему остывать максимально равномерно. Этот вариант идеален для использования в процессе сварки угловых соединений труб, а также при необходимости провара корневого шва достаточно массивных заготовок.
- Прямой угол. Данный способ считается самым сложным в реализации, и поэтому используется достаточно редко. Он отлично подходит для тех ситуаций, когда необходимо работать в труднодоступных местах.
Длина дуги: сварка для начинающих
Угол наклона электрода и способ его движения — это крайне важно. Но еще большего внимания заслуживает такой показатель, как длина дуги. Именно он характеризует расстояние от металлического стержня до поверхности детали. Во многом эта величина оказывает влияние на качество получаемого соединения, а в частности на глубину проплавления, ширину шва, его форму и даже шероховатость.
Сразу же стоит отметить, что идеальная длина дуги — это примерно 2–3 мм. А вообще всего выделяют 4 разновидности:
- Очень короткая. Подходит для корневых швов, выполняемых на чрезвычайно толстых заготовках. При этом совсем не обязательно совершать колебательные движения. Сила тока устанавливается на среднем или даже максимальном уровне.
- Короткая. Такая дуга будет составлять примерно половину диаметра используемого в процессе работы электрода. Следует понимать, что при такой дистанции существенно меняется и глубина проплавки. Она становится больше, а ширина шва наоборот уменьшается. Наиболее часто такую дугу используют тогда, тогда необходимо выполнять вертикальный шов.
- Средняя. Таким считается то расстояние, которое примерно равно диаметру стержня. Средняя величина способствует росту напряжения и расширению шва.
- Длинная. Обычно равна 1,5 диаметра используемого электрода. Работать с такой дугой очень нежелательно. Во-первых, это не удобно. Во-вторых, значительно падает качество шва. Зона проплавления расширяется, глубина уменьшается, металл растекается и разбрызгивается.
Сварка электродом для начинающих: практика
Подробно изучив теоретическую часть вы вполне можете приступить к практике. Для того, чтобы начать сварочный процесс, прежде всего нужно разжечь дугу (главное, не забудьте про маску). Сделать это можно двумя способами:
- Постукиванием. Здесь главное не переусердствовать. Особенно этот вариант хорош для тех ситуаций, когда необходимо разжечь дугу при помощи электрода, который уже использовали. Связано это с тем, что на конце стержня образуется небольшой капюшон из обмазки, и его необходимо сбить. Иначе контакта не будет. Но важно помнить, если обмазка вдруг начнет скалываться кусками, использовать такой электрод нежелательно. Качественного шва не выйдет. Максимум, что можно сделать — наплавить металл на черновой заготовке до тех пор, пока не будет пройден участок без покрытия.
- Чирканьем по металлу. Процесс очень схож с розжигом спички. Этот способ считается более предпочтительным. Но он может быть немного неудобен в случае, если место ограничено, или есть капюшон из обмазки, мешающий контакту.
 Но он может быть немного неудобен в случае, если место ограничено, или есть капюшон из обмазки, мешающий контакту.
Но он может быть немного неудобен в случае, если место ограничено, или есть капюшон из обмазки, мешающий контакту.
Как только дуга появилась, необходимо приподнять стержень над металлом на необходимое расстояние. Теперь начинайте движение. Старайтесь не задерживаться надолго на одном месте, иначе возможен прожог. Внимательно следите за скоростью и длиною дуги. Первая величина должна быть равномерной, без замедлений и ускорений, вторая — постоянной. Не забывайте о том, что электрод плавиться вместе с заготовкой. Это значит, что для сохранения длины дуги его необходимо постепенно опускать вниз. Запястье должно быть достаточно расслаблено, сварочный кабель, идущий к держаку, можно обмотать вокруг предплечья, чтобы он не мешал и не тянул вниз.
Не меньше внимания, чем самой сварке, стоит уделить и завершению шва. Сделать это можно сразу несколькими способами, главное помнить, что просто обрывать дугу категорически нельзя. На рисунке ниже представлены схемы окончания сварки, по которым можно действовать.
Хорошенько натренировавшись наплавлять металл на пластину, вы вполне можете переходить к следующему этапу обучения — соединению двух заготовок. Процесс этот схож с простой наплавкой, но есть и свои нюансы. Так, например, если толщина деталей составляет более 2 мм, то обязательно нужно выставить зазор между ними и сделать прихватки. Иначе слишком велик риск того, что образуется перекос.
Пять советов для новичков
Если вы вновь и вновь задаетесь вопросом, как научиться варить сваркой ММА новичку, то уже давно пора переходить к действиям. Изучать теорию, конечно, полезно, но без практики пользы не будет. Мы же в свою очередь хотим дать вам 5 простых, но важных советов:
- Не забывайте про защиту. Это одна из главных проблем всех начинающих специалистов. Даже оббивая шлак специальным молотком, не пренебрегайте очками или маской, а также перчатками. Они помогут избежать травм.
- Как только вы слишком ускоряетесь или делаете слишком длинную дугу, металл будет растекаться. Чтобы сделать качественный шов, следите за скоростью и высотой расположения электрода.
- Следите за целостностью обмазки стержней и не используйте в работе отсыревшие материалы. Электроды всегда можно просушить, это не займет много времени, а качество шва увеличит заметно.
- Чем больше наклон стержня электрода, тем лучше выходит шлак. Зато если его расположить вертикально, дуга будет интенсивнее.
- Все колебательные движения должны быть легкими и с небольшой амплитудой. Не стоит хвататься за электрододержатель мертвой хваткой и сильно им размахивать. Расслабьте руку и наслаждайтесь процессом. Успех придет с опытом, а его нужно нарабатывать.
 Чтобы сделать качественный шов, следите за скоростью и высотой расположения электрода.
Чтобы сделать качественный шов, следите за скоростью и высотой расположения электрода.Научиться ручной дуговой сварке даже самостоятельно вполне реально, особенно если вы планируете использовать ее на бытовом уровне. Вам помогут наши рекомендации, качественное оборудование, аксессуары и расходные материалы. Заходите в каталог и выбирайте лучшую продукцию по адекватным ценам.
Как научиться варить сваркой правильно: советы
Сварка – сравнительно сложный, но достаточно надежный способ соединения металлических конструкций. На сегодняшний день он остается очень востребованным как в промышленности, так и в быту.
Как научится варить самостоятельно сваркой правильно? Данный вопрос задают многие домашние мастера. Сразу необходимо предупредить, что недостаточно приобрести качественное оборудование – важно еще, как говориться, набить руку.
Читайте также: Пошаговая сварка тонкого металла инвертором
Общее представление о сварке
Работа дуговой и тем более аргонной сваркой отличается не слишком. Качество же напрямую зависит от опыта рабочего, его профессиональной подготовки и аккуратности. Всего этого достигают в основном длительными тренировками.
Суть процесса можно описать таким образом – специальный силовой агрегат производит ток высокой мощности. Последний подается через кабели к электроду. На определенной дистанции между обрабатываемой деталью и ним образуется дуга, то есть достаточно устойчивый разряд, повышающий температуру металла. В результате он расплавляется и смешивается с присадкой.
В результате он расплавляется и смешивается с присадкой.
Место расплава именуется сварочной ванной. Именно контроль над ней и позволяет сформировать шов. Когда действие тока прекращается, происходит кристаллизация, что обеспечивает надежное соединение отдельных элементов.
За дуговой сваркой сейчас закрепилось звание наиболее популярного метода. Он именуется по международной терминологии – ММA. Способ имеет одну характерную отличительную особенность – необходимость применения плавких электродов (это стальные стержни в оболочке из специальной обмазки). Главный недостаток дугового метода – невозможность работы с цветными металлами.
Основное сварочное оборудование
Чтобы обучиться сварочному делу самому, стоит обзавестись всем необходимым оборудованием:
- аппарат;
- спецодежда;
- дополнительное оснащение;
- расходные материалы;
- куски металла для тренировки навыков.
Наиболее удобный для домашнего использования аппарат – инверторный. Его массовый выпуск произвел без преувеличения переворот в своей сфере.
Благодаря специфической схеме, обычное напряжение в 220 вольт проходит поочередно несколько этапов трансформации, что на выходе дает стабильный постоянный ток. Все процессы регулируются управляющим чипом в заданном режиме.
Для сварщика инвертор представляет собой настоящую находку. Вот его несомненные достоинства:
- малое влияние перепадов напряжения на качество работы;
- небольшое энергопотребление в сравнении с обычными трансформаторами;
- автоматическая стабилизация тока и ручное управление;
- незначительное разбрызгивание металла;
- компактность и легкость.
Чтобы сваривать максимально надежно, следует правильно подбирать электроды. Их диаметр напрямую зависит от толщины деталей. Так:
- тонкий металл (до 2-х миллиметров) требует электроды сечением от 1,5 до 2,5;
- 3 мм – 3;
- от 4 до 5 – 3-4;
- 6-12 – 4-5 мм.

Рабочее место
Начинающим сварщикам необходимо особое внимание уделить своему рабочему месту с самого начала.
По минимуму – подойдет навес во дворе. Открытое пространство гарантирует:
- исключение случайного возгорания;
- нормальный отвод токсичных газов.
Убедитесь, что поблизости нет никаких емкостей с опасными жидкостями и легковоспламеняющихся предметов.
На всякий случай все же подготовьте средства тушения:
- ящик с песком;
- бочка с водой;
- плотный брезент.
Стол для работы следует изготовить из металла. Снабдите его тисками и другими приспособлениями для фиксации деталей.
Первый этап тренировки
Для начала подготовьте нетолстый кусок железа, тщательно очищенный от ржавчины и грязи. К нему подсоедините провод массы. Важно, чтобы в месте касания губ зажима, металл был совершенно чистый.
Осваивать технику работы с дуговой сваркой лучше всего используя 3-миллиметровые электроды. Отрегулируйте аппарат на подачу тока в 80-100 ампер. Затем в держатель вставьте плавкий стержень и убедитесь, что он «сел» надежно.
Прежде всего, следует научиться зажигать дугу и удерживать ее. Порядок действий такой:
- включите аппарат;
- стукните несколько раз по детали;
- после появления искры постарайтесь не потерять дугу – выдерживайте дистанцию от поверхности металла равную диаметру электрода;
- оптимальный наклон – 30 градусов.
Если электрод оказывается слишком близко к детали – он залипает и перегревается. Что делать, когда это произошло? Быстро наклоните держатель набок.
Работая, помните, стержень постепенно выгорает.
Нагрев железа происходит в такой последовательности:
- возникает красное пятно от расплавившейся обмазки;
- затем образуется яркая оранжевая точка в центре – это ванна.
Последнюю необходимо перемещать вдоль шва, двигая электродом максимально плавно.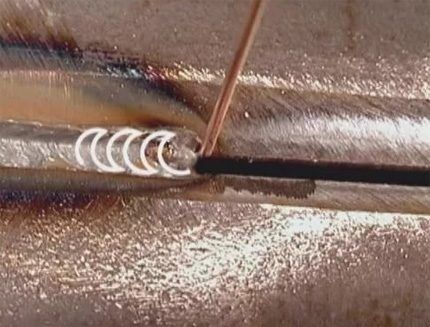 Образовавшаяся капля расплавленного металла потянется вслед за уходящей высокой температурой, что и требуется.
Образовавшаяся капля расплавленного металла потянется вслед за уходящей высокой температурой, что и требуется.
На первый раз постарайтесь сформировать максимально ровный валик по заранее начерченной линии. В процессе перемещайте электрод поочередно влево и вправо, как бы рисуя зигзаг.
По окончании работы дайте остыть детали и сбейте шлак – это позволит оценить качество сделанного шва. Так, если:
- встречаются непроверенные места, то сила тока слишком мала;
- чрезмерный прожиг указывает на необходимость снизить ампераж.
Важно избегать попадания шлака в толщу шва – он в этом случае окажется слабым и недолговечным. В каком направлении двигать рукой – дело личное. Одни тянут на себя, другие, наоборот, это совершенно непринципиально.
В то же время важен правильный наклон электрода. Так:
- вертикальный шов (как и горизонтальный) требует 60-120 градусов;
- потолочный – 120-180;
- нижний – 0,60.
Этап второй – швы
Когда вы научились держать ровную линию, можно приступать к свариванию двух элементов. Прежде всего, фиксируем детали прихватками – отдельными точками в нескольких местах. Для этого необходим ток примерно на 30 процентов мощнее обычного.
Нельзя делать прихватки:
- ближе чем на 10 миллиметров к краю;
- впритык к имеющимся отверстиям.
Далее сваривают детали по всей длине, стремясь максимально качественно заполнить шов.
Сварка тонкого металла MMА | Сварка своими руками
Для сварки тонкого металла 1 мм нужно иметь инвертор с хорошей вольт- амперной характеристикой, способный реально варить на низком токе.
Используют электрод диаметром 2 мм с рутиловым покрытием, можно взять 1,6 мм — минимально возможный размер. Ток выставляется 60А (для 2 мм) и 30- 40А (для 1,6мм), но также нужно смотреть по ощущениям, ведь неизвестно, какой ток на самом деле выдает ваш сварочник (читайте статью про сварочный обман).
Тонкий металл варить сплошным швом очень сложно, поэтому сварку ведут углом вперед с отрывом дуги. Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Со сваркой тонкого металла в гараже чаще всего сталкиваются при выполнении кузовного ремонта автомобиля. Конечно, кузов толщиной 0,8 мм, в лучшем случае 1 мм, намного проще варить полуавтоматом, но если у вас нет денег на приобретение полуавтоматической сварки, либо нет необходимости в такой покупке из-за одной небольшой латки, вы можете полностью справиться ручной дуговой сваркой. Варят внахлест сплошным швом (но при таком способе будут большие поводки), или точками с определенным шагом. Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий.
Не бойтесь пробовать, все начинали с плохих, некачественных швов, допуская огромное количество ошибок.
При сварке вертикальных швов, так как электрод длинный, очень трудно держать короткую дугу. Не бойтесь придержать электрод рукой, только обязательно защищенной крагой, иначе получите ожог. Так вам легче будет контролировать процесс.
После зачистки металла могут появится пропуски. Если речь идет о кузовном металле, их можно заварить, или зашпатлевать. Если речь идет, например, о резервуаре под давлением, соответственно, такие дефекты нужно устранять только сваркой.
Если речь идет, например, о резервуаре под давлением, соответственно, такие дефекты нужно устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла», если кузов ремонтируется в том месте, где был удар.
Как приварить тонкий лист к толстому
Режимы должны быть такими же, как и при сварке тонкого металла, не нужно выставлять силу тока по толстой пластине (новички-сварщики часто допускают такую досадную ошибку и прожигают металл).Прогревают металл на толстой пластине, а потом переносят его на тонкую. Это легко делать, если толстый лист лежит сверху, и достаточно сложно — если снизу.
Как варить сварочным инвертором: нюансы процесса — moyakovka.ru
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.
Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Перед выполнением сварки рекомендуется поставить в помещение ведро с водой. Понадобится подготовить рабочее место и все элементы, которые планируется сваривать.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?
Процесс возникновения дуги и схема горения.Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Далее подключается клемма массы к основанию, которое сваривается.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?
Рисунок 2. Прямая полярность создает узкую и глубокую зону расплавления.Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Вернуться к оглавлению
Что нужно знать о прямой и обратной полярности?
Рисунок 3. При обратной полярности зона расплавления будет широкой и не глубокой.В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой. Визуально процесс можно увидеть на рис. 2.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается. Визуально процесс можно увидеть на рис. 3.
Вернуться к оглавлению
Как варить инвертором листы металла небольшой толщины?
Стоит обратить внимание на полярность электродов. Во время сварки постоянным током будут отрицательный и положительный заряд. Прежде всего понадобится определить, какой заряд в какое место нужно подключать. Исходить нужно из того, что положительный заряд, удерживая материал, который сваривается, сможет нагреться больше. Чаще всего обратная полярность в процессе сварки используется тогда, когда нужно варить сварочным инвертором металл небольшой толщины, который можно легко прожечь. Следовательно, важно позаботиться об установке обратной полярности и подходящей силы тока. Электроды для сварки тонких листов металла нужно подключать «плюсом» к дуге устройства, а «минусом» — к листу металла.
https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Если нужно сделать так, чтобы шов сварки на листе металла получился предельно качественным, при этом на листах не было дыр, понадобится следить за тем, чтобы шов был виден в процессе выполнения сварки. Имеется в виду, что угол наклона электрода по отношению к детали должен быть приблизительно 30°. Электрод надо будет разместить как можно ближе к свариваемому металлу. После этого нужно подождать, пока не начнет образовываться пятно красного цвета, под которым появится капля металла, способная соединить между собой свариваемые листы.
Имеется в виду, что угол наклона электрода по отношению к детали должен быть приблизительно 30°. Электрод надо будет разместить как можно ближе к свариваемому металлу. После этого нужно подождать, пока не начнет образовываться пятно красного цвета, под которым появится капля металла, способная соединить между собой свариваемые листы.
В процессе медленного передвижения электрода по основанию листов из металла образовавшиеся капли будут соединять между собой заготовки, в результате чего получится шов сварки.
Места швов сварки по окончании работ нужно тщательно зачищать специальной щеткой по металлу, чтобы получить качественное изделие.
https://moyakovka.ru/youtu.be/APbB12bjRzM
Если ознакомиться со всеми нюансами и четко соблюдать последовательность действий, можно будет сваривать металл качественно.
советы для начинающих. Как влияет сила тока
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.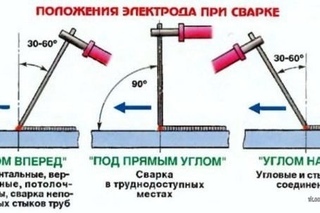
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 – 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
9. Вот, что приблизительно у нас должно получиться.
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять – личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает).
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки – движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.
Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла – деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
Обычные (37)
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле.
Будем практиковаться!) - Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету.
Научитесь данным вещам и вы обалдеете как всё легко и просто.
 Будем практиковаться!)
Будем практиковаться!) Научитесь данным вещам и вы обалдеете как всё легко и просто.
Научитесь данным вещам и вы обалдеете как всё легко и просто.Сварка по праву считается одной из самых распространённых технологий соединения металла. Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.
Также сварочные работы являются одним из главных технологических элементов . Но с чего начать сварку, а главное – на какие нюансы необходимо обратить внимание? В этом материале мы ответим на следующие вопросы:
- Как выбрать сварочный аппарат.
- На каком токе варить.
- Какая потребуется оснастка.
- Как получить качественные сварные швы.
- Как варить разные металлы.
Сварочные работы – необходимый теоретический минимум
Учиться сварке нужно по самой распространённой технологии – ручной дуговой сварке (коротко ММА – от английского сокращения «Manual Metal Arc»). Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.
Существуют и более продвинутые технологии сварки. Например, TIG (сокращение от Tungsten Insert Gas). Это – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона).
И MIG-MAG (Metal Inert/Active Gas). Это – ручная дуговая сварка с автоматической подачей плавящегося металлического электрода (присадочной проволоки) в защитной среде инертного/активного газа.
Данные типы сварки, в силу высокой цены на используемое оборудование и оснастку и требований к квалификации сварщика, больше подходят для профессиональных работ в ремонтных мастерских или на предприятиях. Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.
Для выполнения большинства работ «на даче» оптимально подходит ручная дуговая сварка с использованием инверторного сварочного аппарата.
Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть множество нюансов, которые необходимо учесть для получения качественного и прочного шва. Начать следует с выбора сварочного аппарата. Как это сделать?
На дачном участке чаще всего приходится заниматься сваркой так называемых «чёрных» металлов. Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.
Зависимость диаметра электрода от толщины металла представлена в следующей таблице.
Чем толще металл, тем больше берётся диаметр электрода, и тем больше должен быть ток у сварочного аппарата. У каждого электрода (в зависимости от его диаметра) есть нижний предел силы тока. Если уменьшить ток ниже этого предела, то качественного сварочного шва уже не получить. Для наглядности, настройка силы сварочного тока сведена в эту таблицу.
В среднем, в зависимости от предполагаемых работ, на каждый 1 мм диаметра электрода требуется ток в 25-30 ампер.
Перед началом сварочных работ также следует прикинуть допустимую нагрузку на вашу электрическую сеть.
При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети стоят предохранительные автоматы на 16А, в 3. 5 кВт. Соответственно, при превышении данных величин, автомат отключит электричество. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током на 140 ампер (аппарат лучше брать с небольшим запасом по току, на 160-165А, а не впритык). Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».
Следующий фактор, оказывающий влияние не только на выбор инвертора, но и на удобство работы с ним – это ПВ (Продолжительность включения). Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
За общее время цикла сварки обычно принимается:
- По евростандарту – 5 минут при 40 °C.
- В России – 10 минут при 20 °C.
Оптимальное значение ПВ составляет 60%. Т.е. работаем 6 минут (при 10 минутном цикле) – 4 минуты отдыхаем. Если ПВ меньше 60%, например, составляет всего 15%, то это означает, что через 1.5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
Если ПВ сварочного аппарата составляет 60% на максимальном токе, то этого более чем достаточно для работы даже в условиях повышенной температуры. На практике сварка не ведётся непрерывно в течение этих 6 минут (электрод столько не горит), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака, визуального контроля свариваемых деталей.
Практика сварочных работ
Качественная сварка начинается с подготовки рабочего места и необходимых приспособлений. Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т.д., с помощью которых фиксируются свариваемые детали.
Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т.д., с помощью которых фиксируются свариваемые детали.
Iven Пользователь FORUMHOUSE
По личному опыту могу сказать, что в сварке иногда очень нужна плоскость, т. е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любой кусок металла. Например, берём лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера – 1000х2000х2 мм – делаем среднюю полку.
При самодельном конструировании и изготовлении сварочного стола открывается большой простор для творчества. Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Идём дальше. Первый помощник любого сварщика – это всевозможные струбцины, крепёжная оснастка и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.
Сергейб3 Пользователь FORUMHOUSE
Сварочные работы подразумевают сварку швеллера, уголка, трубы и т.д. В каждом конкретном случае струбцина уникальна.
Хорошо продуманная и сделанная струбцина превращается в третью, по-настоящему универсальную «руку» сварщика.
Одна из главных сложностей любого начинающего сварщика – соблюдение прямых углов у свариваемых деталей. Нередки случаи, когда тщательно размеченные и нарезанные заготовки (например, прямоугольный ) после сварки «ведёт», и он превращается в параллелограмм. Как этого избежать?
Металл при остывании сжимается. С какой стороны больше швов, и где они толще, туда и поведёт металл. Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.
Ещё одно правило: если уголки и струбцины помогают выдерживать прямой угол, то плоскостность изделия может обеспечить только сборка на ровной поверхности. Перед началом сварки необходимо проверить диагонали, если они ушли, вносятся соответствующие корректировки. Для контроля прямых углов можно использовать угольники.
Также при сварке пространственных, не несущих повышенной нагрузки конструкций – вольера для собаки, каркаса под теплицу и т.д. – не стоит увлекаться тотальной проваркой всех мест, т.к 1 кв.мм сварочного шва выдерживает нагрузку примерно в 40 кг. Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.
Nikola1 Пользователь FORUMHOUSE
Я варил петли у ворот. Сначала прихватил 2 половинки створок, проверил лёгкость открытия – открываются легко. Затем обварил петли сплошным швом, проверяю лёгкость открытия – открываются туго. Что я сделал не так?
Это может произойти из-за того, что не совпала ось верхней и нижней петель, металл повело, петлю при сварке перегрели, потерялась её геометрия.
svar4ik Пользователь FORUMHOUSE
Если после прихватки ворота открывались без проблем, а после проварки нет – значит, петли тянет из-за возникновения остаточных сварочных напряжений.
Боремся с этим так:
- сперва петли привариваем к воротам, когда они лежат на сборочном столе;
- правильно располагаем и прихватываем все детали;
- закладываем соответствующие зазоры (около 2 мм) между петлёй и столбом;
- петель должно быть 2 на каждую сторону (а не 3 или 4), так проще соблюсти соосность;
- для компенсации сварочных деформаций провариваем петли к коробке и полотну ворот крест-накрест.

Сварка чугуна
Сварка чугуна считается непростой задачей. Чаще всего электродуговую сварку чугуна осуществляют «горячим» методом. Для этого свариваемые заготовки предварительно нагревают до 600-650°С. В дачных условиях, для сваривания не особо ответственных конструкций, можно использовать т.н. «холодный» метод сварки – без предварительного нагрева деталей и используя специальные электроды.
Klez Пользователь FORUMHOUSE
Чугун можно варить электродами для нержавейки. Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Более подробно о видах электродов рассказывается в статье .
Mictlayotl Пользователь FORUMHOUSE
Я свариваю чугун так: зачищаю место сварки, разделываю кромки и свариваю деталь либо ЦЧ4, либо УОНИИями. От смены полярности разницы не увидел. Сварку веду на минимальном токе, периодически остужая свариваемые детали на воздухе.
При сварке чугуна «на холодную» нельзя допускать перегрева свариваемых деталей. Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.
Также важно подготовить деталь перед сваркой – сделать разделку трещины.
makar4ic Пользователь FORUMHOUSE
Я как-то уронил на пол чугунный казан. Появилась трещина в 5 см, казан выбросить жалко, я решил заварить его.
Форумчанин поступил так:
- нашёл конец трещины;
- засверлил конец трещины сверлом на 4 мм и разделал трещину (снял фаски под углом) болгаркой, диском толщиной 3 мм;
- сварка велась электродом ЦЧ диаметром 3 мм;
- получившийся шов форумчанин зачистил болгаркой с зачистным диском.
Основная проблема сварки чугуна в том, что есть чугун ковкий, серый, высокопрочный. Кроме этого, в месте шва повышается хрупкость металла. Поэтому каждый случай требует индивидуального подхода.
Кроме этого, в месте шва повышается хрупкость металла. Поэтому каждый случай требует индивидуального подхода.
Если нет специальных электродов, то можно сделать самодельный, навивая поверх электрода, предназначенного для сварки стали (УОНИ 13/45, АНО-4), по спирали медную проволоку диаметром 1.2-2 мм.
Сварка оцинкованного металла
Timakval Пользователь FORUMHOUSE
Я решил сварить из оцинкованных труб лестницу. Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?
Dashnik: Пользователь FORUMHOUSE
Оцинкованные трубы – это такой же чёрный металл, только покрытый цинком. Место сварки зачищать надо до блеска, полностью сняв слой цинка. Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Важно запомнить, что в процессе сварки цинк интенсивно испаряется. Выделяющиеся пары цинка опасны для здоровья. Поэтому сварку оцинкованных изделий необходимо вести либо в помещении, оборудованном принудительной вентиляцией, либо на открытом воздухе.
Если цинк нельзя удалить, то нужно вдумчиво подойти к выбору электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
Для сварки низколегированных сталей – электроды с покрытием основного типа:
- УОНИ-13/45
- УОНИ-13/55
- ДСК-50
Варят, совершая электродом возвратно-поступательное движение. Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Удлинитель для сварочного инвертора
Часто необходимо вести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод. Сечение жилы провода – 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
Сечение жилы провода – 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
И в завершение статьи – памятка для начинающего сварщика от FORUMHOUSE:
- Начинать учиться варить лучше всего, выполняя шов по горизонтальной поверхности, в нижнем положении. Это позволит быстро набить руку и научиться контролировать сварочный процесс.
- Перед началом сварочных работ металл необходимо очистить от загрязнений, ржавчины, краски, иначе не добиться качественного шва.
- Электроды держим сухими. Состав сердечника должен быть схож с составом свариваемого металла.
- Наклон электрода при сварке выдерживаем примерно в 45 градусов, расстояние от электрода до металла – 2-3 мм.
- Вести электрод можно углом вперёд и углом назад. Если электрод вести углом назад, то проплавление будет глубже. Если углом вперёд, то проплавление будет меньше, а шов шире.
Стыковое сварочное соединение. Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.
Угловое/тавровое сварочное соединение. Сварочный шов имеет вид треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.
Сварка вертикального шва. При данном типе соединения выставляется меньший ток (подбирается индивидуально), чем, например, при сварке по горизонтали. Иначе металл сильно нагреется и потечёт, а качественный шов не получится. Вести электрод лучше снизу вверх, т.к. в данном случае расплавленный металл удерживается уже застывшим снизу металлом.
Сварка на прямой и обратной полярности.
Прямая полярность: к “+” инвертора подключается масса. Держак подключается к “-“.
Обратная полярность: масса подключается к “-“. Держак – к “+”.
. можно, пройдя по этой ссылке.
По каким критериям выбрать сварочный аппарат, рассказывается в этом видео. Обо всех преимуществах работы со сварочным инвертором можно узнать из этого видеосюжета.
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих – технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Галерея изображений
Выводы и полезное видео по теме
Особенности сваривания труб:
Как правильно выбрать сварочный инвертор:
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Когда лучше применять сварку прилипанием по сравнению с сваркой MIG
За последние сто лет сварка претерпела значительные изменения. Это началось в первые дни двадцатого века, когда сварщики стали использовать переменный ток для зарядки и работы сварщиков. Эти сварщики вскоре проникли на сельские фермы и в городские производственные центры.
По мере совершенствования электрических технологий были внедрены новые методы сварки, такие как MIG, TIG и сварка проволокой. Тем не менее, сварка штучной сваркой оставалась популярным видом сварки для профессионалов, поскольку она помогала решать многие типы сложных сварочных задач.В этой статье мы рассмотрим основные различия между сваркой штучной сваркой и сваркой MIG, плюсы и минусы каждого из них и определим, какой из них следует использовать для ваших конкретных требований к сварке. Мы также кратко коснемся сварки TIG, чтобы отметить ее отличия от двух других типов сварки.
Ручная сварка
Если вы какое-то время занимались сваркой, вероятно, вы научились сваривать с помощью дуговой сварки. Он включает использование металлической палочки, которая заряжается для создания высокотемпературной дуги.В процессе используется электрический ток, который течет из зазора между сварочной палкой и металлом для образования металлических соединений.
Сварка палкой на протяжении многих лет является доминирующим и самым популярным методом сварки. Это предпочтительный вид сварки для небольших домашних сварщиков и электриков. Считается эффективным методом сварки большинства типов металлических сплавов или стыков. Сварочный аппарат можно использовать как в помещении, так и на открытом воздухе, а также в местах с сквозняками и ограниченном пространстве.Сварка палкой – самый экономичный метод сварки, который дает возможность формировать эффективные соединения даже на ржавых или грязных металлах.
Также существуют некоторые ограничения для сварки штучной сваркой. Он создает очень мощную дугу, которая может очень сильно нагреть металл. Это затрудняет использование сварки штангой для металлов толщиной менее 18 калибра. При сварке штангой также необходимо часто менять стержень. Он выделяет значительные брызги, и сварные швы необходимо очистить после завершения процесса сварки.
Новичку также сложнее освоить и использовать сварку штангой. Умение зажигать и поддерживать дугу особенно сложно, но как только вы научитесь это делать, все станет намного проще.
В настоящее время доступны аппараты для ручной сварки с переменным, постоянным или переменным / постоянным током. Сварочные аппараты с входом переменного тока наиболее экономичны. Эти сварочные аппараты используются для сварки более толстых металлов, ширина которых составляет 1/16 дюйма или больше. Сварочные аппараты идеально подходят для фермеров, тех, кто занимается домашним хозяйством, тех, кто занимается своими руками, а также для домашних работ, например, для ограждений и решеток.
Преимущества сварки штангой
- Сварка палкой может использоваться для сварки независимо от краски и коррозии в месте сварки
- Можно прикрепить зажим заземления, чтобы удерживать металл в месте, удаленном от точки сварки
- При сварке палкой образуется большая дуга, на которую не влияют ни ветер, ни температура
- Заменить или заменить стержни для сварки специальных металлов, включая литые, нержавеющие и т. Д., Очень просто.
- Обеспечивает эффективную сварку как в помещении, так и на открытом воздухе.
- Сварщики, использующие опцию постоянного тока (d / c), могут изменять полярность электрода, чтобы уменьшить вероятность прожога на более тонких металлах
Недостатки сварки штангой
- Сварка палкой оставляет на металле отложение шлака после того, как соединение было выполнено.Перед покраской или последующей сваркой шлак необходимо удалить со сварных швов сколами или соскоблить
- Во время сварки штангой также появляются брызги. Ручная сварка постоянным током (DC) имеет меньше брызг, чем сварка переменным током (AC)
- Вам необходимо будет время от времени заменять стержень, что прерывает процесс сварки
- Очень трудно сваривать металл толщиной менее 1⁄8 дюйма с помощью сварки штангой
Сварка МИГ (металлический инертный газ)
Сварочные аппаратыMIG генерируют проволочный сварочный электрод на катушке, которая автоматически подается в сварочный аппарат с постоянной скоростью.Дуга возникает с помощью электрического тока, протекающего между основным металлом и проволокой. Сильно заряженный ток плавит проволоку и металлическую основу, образуя соединение между ними. Сварной шов, созданный с помощью этой технологии, достаточно прочен и практически не требует очистки.
Считается, что сваркуMIG проще выполнять и очищать после завершения сварки. Его можно использовать как на тонких, так и на толстых металлических пластинах. Чтобы освоить базовую технику MIG, требуется всего около недели или двух сварочных работ.Двумя наиболее сложными аспектами сварки MIG являются выбор правильного защитного газа и настройка параметров на аппарате. Как только вы позаботитесь об этих двух частях, процесс превратится в более или менее «наведи и стреляй», также называемый техникой «горячего клея для сварки».
Этот процесс сварки можно использовать для получения высокопрочных сварных швов, которые имеют отличный внешний вид и не требуют очистки или шлифовки. Применение защитного газа позволяет сварщику генерировать дугу с постоянной скоростью, что делает процесс очень простым.Сварочные аппараты MIG могут использоваться на всех типах металлических поверхностей и способны сваривать материалы толщиной до 26 мм для деликатной и точной работы.
СваркаMIG имеет ряд недостатков. Во-первых, оборудование довольно сложно использовать при работе на открытом воздухе из-за газов, используемых при сварке. Хотя вы можете работать со всеми типами металлов при использовании сварочного аппарата MIG, для некоторых материалов требуются разные катушки с проволокой и газами. Более того, тот, кто использует машину MIG, должен знать различные комбинации, которые следует использовать для проекта, и соответствующим образом настроить машину.Вы можете преодолеть это, используя машины с функциями автоматической настройки, так как они могут сэкономить массу времени.
Также важно выполнять сварку MIG на чистой металлической поверхности, чтобы получить наилучшие результаты. Перед выполнением любых сварных швов сварщик должен убедиться, что вся краска, ржавчина и другие загрязнения удалены с поверхности заготовки.
Преимущества сварки MIG
- Сварка MIG может быть очень точной – вы можете использовать ее для сварки металла толщиной от 24 калибра (0.0239 ″)
- Сварка MIG довольно чистая, и вы можете получить красивые, гладкие, безшлаковые и почти без брызг сварные швы.
- Вам не нужно прерывать сварку MIG для замены стержня, так как для сварки используется катушка Сварка
- MIG очень проста в освоении и использовании. Даже новичок может освоить сварку MIG за несколько недель.
- Позволяет создавать отличные и сложные сварочные конструкции.
- Можно добиться очень высокой скорости сварки, и сварка MIG часто считается самой производительной.
- Сварочное оборудование MIG можно использовать и для сварки порошковой проволокой.
Недостатки сварки MIG
- Металлическая поверхность должна быть полностью очищена.Даже небольшое количество ржавчины, краски или загрязнений приведет к образованию слабых пористых сварных швов
- Если вы используете заземляющие зажимы, они должны быть размещены на голом металле и должны располагаться близко к месту сварки.
- Даже легкий ветерок или вентилятор могут нарушить подачу защитного газа, что приведет к пористым и слабым сварным швам
- Для сварки MIG требуются баллоны с инертным газом под давлением, что затрудняет ее использование в полевых условиях.
- Хотя вам не нужно время от времени заменять стержень во время сварки, вам все равно нужно менять всю катушку проволоки при сварке различных металлов
Факторы, участвующие в сравнении сварки
Сварка палкой и MIG предлагает уникальные преимущества для сварщиков.Какой из них вы должны использовать, зависит от ваших конкретных потребностей и проекта, над которым вы работаете.
Например, если вы собираетесь работать на улице, лучше всего подойдет ручная сварка, поскольку она позволяет создать достаточно мощную дугу, на которую не повлияет ветер. Однако, если вы работаете с тонким металлом толщиной менее 1/8 – дюйма, то сварка MIG – лучший вариант.
При выборе типа сварки следует учитывать следующие факторы.
Проникновение сварного шва
Аппарат для ручной сварки имеет гораздо лучшую скорость проплавления металла, чем сварочный аппарат MIG. Вы, наверное, заметили, что просто поддержание дуги потребует дополнительной силы тока для сварочного аппарата. Если вы работаете с толстым металлом, который требует более глубокого проникновения дуги для образования прочных соединений, тогда используйте аппарат для ручной сварки, потому что MIG не справится с задачей создания прочных соединений.
Маржа для ошибки
СваркаMIG обеспечивает гораздо более высокую погрешность по сравнению со сваркой штучной сваркой, при которой у вас не так много возможностей для точных расчетов.Сварка MIG предоставляет больше возможностей и настроек, которые можно использовать для настройки аппарата под конкретную сварочную задачу. Это может быть как положительное, так и отрицательное значение, в зависимости от того, как вы на это смотрите.
Сварочный аппарат MIG позволяет регулировку в зависимости от силы тока, выхода электродной проволоки, потока защитного газа, угла горелки, заземления, техники и многого другого. Хотя это открывает возможность использовать сварочные аппараты MIG для различных задач, это также увеличивает вероятность того, что вы допустите ошибку и испортите свой сварочный проект.
Это означает, что вы должны четко понимать инструкции и настройки вашего сварочного аппарата MIG, чтобы избежать ошибок. Вы можете получить точную мощность и дугу, необходимые для работы с MIG, чего вы просто не получите с помощью сварочного аппарата.
Операционные расходы
Эксплуатационные расходы могут быть основным фактором для профессиональных сварщиков, которые ежедневно работают над множеством проектов. Общая стоимость сварщиков двух типов сильно различается.
Сварочный аппарат для стержневой сварки – это довольно простой аппарат, не требующий значительных усилий в эксплуатации.Все, что вам нужно, это подающий стержень и электрический заряд, который встанет на место. Очень мало движущихся частей, которые могут заклинивать или ломаться, что может вызвать проблемы. Дуга требует сильного тока, но вы можете контролировать ее размер с помощью шкалы. В большинстве случаев вы можете работать быстрее с помощью сварочного аппарата, так как вам нужно меньше настраивать параметры и поддерживать высокую производительность.
Сварочные аппараты MIG требуют дополнительных подготовительных работ, когда необходимо настроить дугу и мощность перед началом процесса сварки.Сварщикам MIG также требуется защитный газ, который обычно представляет собой смесь гелия, CO2 и аргона. Они также потребляют проволоку во время работы, и, как правило, сварка сварочными аппаратами MIG выполняется медленнее.
Если вы ищете недорогой вариант, лучше подойдет аппарат для ручной сварки. Если вы собираетесь работать над разнообразными проектами и способны справиться с различными требованиями к настройкам, сварочный аппарат MIG – лучший вариант.
Техника безопасности при сварке
У обоих сварщиков есть свои уникальные проблемы с безопасностью.Сварочные аппараты могут сильно обжечься и сильно нагреться. Когда дуга соприкасается с металлом, эти сварщики также создают брызги, которые могут вызвать ожоги, если вы не используете шлем и защитное снаряжение. Обязательно прикрывайте руки, предплечья и верхнюю часть тела, чтобы избежать травм.
Сварщик МИГ тоже не совсем безопасен. Хотя он не создает столько брызг, как аппарат для ручной сварки, он может сильно нагреваться при более высоких настройках температуры. Также необходимо контролировать защитный газ.Обязательно используйте качественные клапаны и следите за газовыми линиями во время сварки. Когда вы работаете с пламенем и искрами, вы не хотите закачивать лишний газ в рабочее пространство.
Качество сварного шва
Оба типа сварочных аппаратов обеспечивают высокое качество обработки, если вы знаете, как обработать поверхность. Однако сварочные аппараты MIG – намного лучший вариант, поскольку они создают красивые, чистые сварные швы с очень небольшим количеством шлака на поверхности металла. Высокое качество MIG особенно заметно при работе с тонкими металлами.
Несмотря на то, что сварочные аппараты подходят для толстых листов, они не подходят для работы с тонкими металлами. Они также создают намного больше шлака на стыковой поверхности в луже. Этот шлак образуется из-за стержня, используемого в аппаратах для ручной сварки.
Голая проволока E70s6, используемая в MIG, и стержень 7018, используемый в сварочных аппаратах, одинаково прочны. У них есть предел прочности на разрыв 70 000 фунтов на квадратный дюйм, что сильнее, чем у большинства сталей, с которыми вы будете работать.
Металлические типы
В большинстве случаев вы будете работать со сталью, нержавеющей сталью, чугуном или алюминием.Аппарат для ручной сварки хорошо подходит для первых трех, в то время как MIG более полезен для алюминия, чем для чугуна. Следующая таблица представляет собой руководство для сварщиков.
[идентификатор таблицы = 3 /]
[Источник]
Сварочные аппараты TIG
Сравнение между аппаратами для сварки MIG и стержневой сваркой было бы неполным без третьего основного типа сварочных аппаратов, доступных на рынке, сварочных аппаратов TIG. В нем используется неплавящийся вольфрамовый электрод, который может генерировать очень высокие температуры для создания сварного шва.Защитный газ, например аргон, используется для защиты зоны сварки от атмосферного загрязнения. Источник питания на основе тока производит энергию, которая проходит через столб пара металла и ионизированных газов.
СваркаTIG чаще всего используется для создания сварных швов очень тонких стальных сплавов, нержавеющей стали и цветных металлов, таких как магний и медь. Сварочный аппарат TIG дороже, чем сварочные аппараты MIG и стержневой сварки, но он предлагает самый широкий диапазон возможностей для металлообработки.
Сводка
Как ручные, так и MIG сварочные аппараты имеют уникальные преимущества и недостатки. Сварочный аппарат для стержневой сварки основан на технологии, которая существует уже очень давно, тогда как технология MIG была разработана намного позже.
Производители оборудования часто используют сварочные аппараты MIG для сборки или создания более совершенного оборудования в мастерских. Вот почему многие считают, что сварщики MIG – оптимальные сварщики для всех типов ситуаций. Сварочные аппараты MIG подходят для производства, где металл чистый, неокрашенный и окружающая среда закрыта от ветра.
Однако многие опытные сварщики предпочитают сварочные аппараты с питанием от переменного или переменного тока, в которых используются стержневые электроды, поскольку это позволяет им работать из любого места. Если вы хотите произвести общий ремонт или провести техническое обслуживание, при котором вам нужно будет сварить ржавый или окрашенный металл, или, возможно, вы хотите работать на открытом воздухе на ветру, то сварочный аппарат будет лучшим вариантом.
Похожие сообщения:
7 лучших сварщиков для начинающих (MIG, TIG, Stick)
0Последнее обновление: 13 января 2021 г.
Как выбрать из всех сварщиков онлайн, если ты начинающий сварщик? Вы можете рискнуть и посмотреть, как все пойдет, или вы можете прочитать ряд честных обзоров, подобных этому, и получить рекомендации по лучшим вариантам.
Мы знаем, каково это в начале пути к сварке. Иногда глубокий конец кажется пугающим, но вы не одиноки; все мы были в самом начале, и несколько советов помогут вам добиться максимальных результатов.
Мы выбрали семь наших любимых сварщиков-новичков и кратко рассказали об их плюсах и минусах, чтобы помочь вам решить, что подойдет вам лучше всего. Не каждый выбор будет правильным для вас, но есть множество примеров, на которых можно поучиться, и каждый вариант здесь хорошо послужит новичку.
Сравнение наших фаворитов на 2021 год
7 лучших сварщиков для начинающих
1. Универсальный сварочный аппарат Weldpro 200 – лучший результат
Наш любимый выбор – инверторный универсальный сварочный аппарат Weldpro на 200 А. Это не слишком дорого, он предлагает функции MIG и TIG, и это одна из самых простых машин для обучения.
Он имеет предварительно заданные внутренние параметры, которые рассчитывают наилучшее сочетание настроек для сварки, поэтому все, что вам нужно сделать, это включить его и сваривать.Вы можете увеличить или уменьшить температуру, но не нужно беспокоиться о других мелких деталях, которые часто затрудняют начальный этап обучения.
Имеется кнопка для переключения между автоматической или ручной подачей проволоки, что позволяет сосредоточиться на легком маневрировании резаком, не беспокоясь о том, чтобы удерживать спусковой крючок. Это также меньший по размеру аппарат, поэтому его легко транспортировать, и он способен выполнять широкий спектр сварочных работ по очень разумной цене. Это наш универсальный любимый сварщик-новичок для получения базовых знаний о сварке.
Плюсы
- Машина определяет сложные настройки
- MIG и TIG
- Автоматический выключатель сварки
- Простота установки и использования
Минусы
- Желтый цвет легко пачкается
2. Lotos TIG200 Начальный сварщик TIG
Lotos TIG200ACDC – лучший сварочный аппарат TIG для начинающих сварщиков. В нем достаточно настроек, чтобы дать возможность прогрессу, без панели сбивающих с толку опций, которые помешали бы новичкам начать работу.Это не просто сварщик TIG, как многие люди сначала начинают. Обычные сварщики дешевы, но с ними очень трудно учиться. Этот доступный по цене и один из самых простых в использовании аппаратов для сварки TIG.
Этот сварочный аппарат отличается идеальными возможностями и простотой. Может сваривать любой металл; просто не забудьте переключить его в режим переменного тока при сварке алюминия и постоянного тока для любого другого металла. На панели настроек есть несколько основных настроек, но вы можете оставить большинство из них в покое, если хотите только почувствовать сварку TIG, не зная всех параметров.
В комплект входит простая в использовании ножная педаль, которая помогает легко почувствовать сварку при различных температурах. Без педали нужно останавливаться и часто начинать менять температуру.
Нам очень нравится этот сварщик. Если вы интересуетесь исключительно сваркой TIG, это наш лучший выбор. В остальном он занимает второе место среди начинающих сварщиков.
Плюсы
- Легкая дуга
- Включает педаль
- Отличный фонарик для начинающих
- Сваривает любой металл
- Простота использования
3.Сварочный аппарат Forney Easy Weld 271 MIG – лучшая цена
На третьем месте мы выбрали Forney Easy Weld 271 в качестве нашего любимого сварочного аппарата MIG за такие деньги. Он также может выполнять сварку TIG, что удобно, если вы хотите расширить свои сварочные возможности, но в комплекте с ним нет горелки TIG.
Это прежде всего машина MIG, и это отличный вариант для начинающих. У него нет большого диапазона сварочных возможностей для толстых металлических секций, но он идеально подходит для любой сварки легкой и средней толщины, на которой сосредотачивается большинство новичков.
УForney есть одни из лучших руководств для сварщиков, поэтому у вас не должно возникнуть проблем с настройкой и запуском этого аппарата. Наша любимая часть – это цена. Это качественный сварщик, который предлагает многое любому начинающему сварщику без затрат, которые имеют другие машины.
Это лучший сварочный аппарат MIG для новичков среди всех наших онлайн-опций. Мощность TIG обеспечивает дополнительный бонус для всех, кто хочет перейти к новому процессу сварки.
Плюсы
- Высокое качество
- Возможность сварки MIG и TIG
- Простота использования
- Низкая цена
- Простое руководство для сварщика
4.Сварочный аппарат ESAB, 120/230 В, MIG / TIG / Stick
ESAB EMP215IC – одна из лучших машин для обучения с настройками MIG и TIG. Его легко настроить, а также изменить любые параметры сварки, как и в инверторном многопроцессорном сварочном аппарате Weldpro 200 Amp. Все сложные настройки определяются и инициируются за вас. Вам нужно только беспокоиться о том, какой процесс сварки вы хотите запустить, и о температуре шва.
Недостатком этого сварочного аппарата является то, что он немного дороже.То, что он предлагает, определенно стоит своей цены, но это не сварщик, который вы бы купили, если тестируете воду. Однако если вы хотите заплатить немного больше, чтобы прочно заняться сваркой, имея простой в освоении аппарат, это отличный выбор.
Этот аппарат не предназначен для сварки алюминия, хотя вы можете сваривать алюминий методом MIG с небольшими изменениями. Если вы хотите производить сварку алюминия методом TIG, инверторный многофункциональный сварочный аппарат Weldpro 200 Amp очень похож на него и обеспечивает функцию переменного тока, необходимую для сварки алюминия.
Плюсы
- MIG и TIG
- Прочный чемодан
- Простой в использовании цифровой экран
- Машина определяет сложные настройки
Минусы
- Дорого
- Не предназначен для сварки алюминия
5. Lotos MIG140 Сварочный аппарат для флюсовых сердечников
Lotos MIG140 – отличный выбор для новичка, желающего испытать воду с помощью сварки MIG.Его не так просто использовать, как инвертор Weldpro 200 Amp или ESAB EMP215IC, но он является одним из самых простых для сварки из аппаратов MIG, требующих ручной настройки параметров.
Он поставляется с удобным переключателем, называемым переключателем 2T / 4T, который дает вам возможность ручной и автоматической подачи сварочной проволоки. Это позволяет вам больше сосредоточиться на технике сварки, а не удерживать неудобный спусковой крючок.
Этот сварочный аппарат предназначен для сварки под флюсом без использования газа.Наличие этой возможности обеспечивает доступный вариант для начала сварки без затрат или хлопот по настройке газа для сварки.
Если у вас небольшой бюджет, этот вариант стоит того. Он не такой качественный, как другие сварщики из нашего списка, но хороший начинающий сварщик.
Плюсы
- Низкая цена
- Простота использования
- Автоматический выключатель сварки
- Возможности сварки алюминия
Минусы
- Без функции ВИГ
- Без схемы сварки
6.Hobart Handler 210 Сварочный аппарат MIG для начинающих
Hobart’s Handler 210 – это высококачественная машина, рассчитанная на длительный срок службы. Это также один из самых простых в настройке и использовании ручных MIG-аппаратов, но вам нужно выяснить собственное сочетание силы тока и настроек подачи проволоки, чтобы получить правильный сварной шов для каждого проекта, в котором вы его используете.
Нам не нравится, насколько он тяжелый. Он в первую очередь предназначен для сидения в одном месте, а не для переноски, если только он не на тележке.Вы можете сварить проект любого размера, для которого он понадобится начинающему сварщику, поэтому простота продвижения – бонус этой машины.
Это не дорогой сварочный аппарат, но он предлагает меньше по своей цене по сравнению с другими доступными машинами. Однако, если вам нужен качественный сварочный аппарат MIG с множеством настроек сварки для ряда свариваемых материалов, чтобы добиться успеха, этот вариант стоит рассмотреть.
Плюсы
- Качественная машина
- Простота использования
- Широкие возможности сварки
Минусы
- Тяжелая машина
- Без функции ВИГ
- Не предназначен для алюминия
7.Сварочный аппарат для дуговой сварки Amico TIG160
Аппарат Amico TIG 160 Amp – один из самых доступных аппаратов для сварки TIG, доступных в Интернете. Это хороший выбор, если у вас небольшой бюджет, но для начала это более сложная машина. Сварку TIG сложно освоить, и использование такого низкокачественного аппарата обычно усложняет процесс обучения.
Он разработан для сварки профилей малой и средней толщины, хотя приваривать к нему листовой металл сложно из-за его плохой сварочной способности.Большинство людей купят его для сварки штангой или в качестве недорогого сварочного аппарата TIG для простой сварки. Он не предназначен для того, чтобы помочь кому-либо улучшить свои сварочные способности.
С его помощью нельзя сваривать алюминий, а функций для сварки TIG очень мало. Есть только циферблат для изменения температуры сварки. Также отсутствует функция MIG; это всего лишь базовая машина по невысокой цене. Стоит купить, чтобы получить представление о сварке TIG, но помните, что научиться этому непросто.
Плюсы
- Недорогая машина
- Маленький сварочный аппарат
- Простота настройки
Минусы
- Трудно сварка аргонодуговой сваркой на
- Без функции MIG
- Нет возможности использовать алюминий
- Низкое качество
Справочник покупателя
На что вы обращаете внимание при выборе нового сварочного аппарата? Отличный вопрос.Есть несколько факторов, и не все они применимы к вам, но знание разницы кардинально изменит общие результаты. Надеемся, это поможет вам.
Процесс
Первый шаг – выяснить, на каких процессах вы хотите сосредоточиться. Читаем нашу статью «TIG против MIG: какой процесс сварки выбрать?» статья даст вам полезное изложение обоих вариантов, которые стоит рассмотреть.
Полезно на некоторое время сосредоточиться на одной области, чтобы увеличить количество повторений и убедиться, что вы выучите как можно больше в кратчайшие сроки.Лучше всего начать с одного. Сварка MIG – самый простой способ. Это дает любому начинающему сварщику полезную базу для понимания роли сварочной дуги и того, как работает расплавленная лужа, а также ее поведения в различных условиях, температурах и металлах.
С чего бы вы ни решили начать, заблаговременное решение изменит ваше решение о выборе сварочного аппарата. Есть много сварщиков, с которыми вы можете использовать MIG и TIG, но процесс, с которого вы хотите начать, определит, какого сварщика выбрать.
Конечный гол
После того, как вы выбрали процесс, вы захотите начать сварку во время процесса или даже во время него. Это помогает понять, какова ваша конечная цель сварки. Если вы хотите просто поиграться и почувствовать сварку, это существенно повлияет на то, какого сварщика вы захотите купить, по сравнению с завершением конкретного проекта или превращением сварки в побочный бизнес.
Обдумайте свою конечную цель, чтобы выбрать подходящего сварщика.Есть некачественные сварочные аппараты, которые являются доступным способом поиграть со сваркой в вашем гараже, но этот тип аппаратов не предлагает возможностей для дальнейшего развития, которые вы можете пожелать.
Сварочные аппараты, такие как Weldpro 200 Amp Inverter или ESAB EMP215IC, хороши, если вы новичок с целями быстрого продвижения к крупным проектам и даже к побочным делам [включить ссылку]. Но это не самые доступные варианты для экспериментов.
Если вы хотите сосредоточиться только на сварке TIG, сварочный аппарат TIG для алюминия переменного / постоянного тока Lotos TIG200ACDC 200A гарантирует, что вы сможете легко начать работу и добиться хороших результатов, не беспокоясь о сварке MIG.
Forney Easy Weld 271, 140 MP Welder и Hobart Handler 210 MVP MIG Welder разработаны аналогичным образом, чтобы помочь начинающему сварщику быстрее учиться и преуспевать в качественной сварке.
Существует множество вариантов, но первым шагом является определение вашей цели покупки сварочного аппарата, а также того, как далеко вы зайдете с этим и с какой скоростью.
Цена
Цена на сварочный аппарат, который вы покупаете, очень важна и определяется, прежде всего, вашей конечной целью. Чем быстрее вы хотите научиться и чем больше вы хотите сваривать на своем станке, тем больше вы будете платить, но это не всегда так.
Наш лучший сварочный аппарат для точечной сварки, инверторный многопроцессорный сварочный аппарат Weldpro 200 Amp – отличный сварщик для новичков, способный на гораздо большее, чем у большинства аппаратов. Цена на удивление невысока, несмотря на то, что это качественный и универсальный сварочный аппарат высшего класса.
Однако, вообще говоря, чем больше вы хотите, тем больше вы будете платить. Меньшая плата за сварщика сэкономит вам деньги заранее, но редко позволяет сэкономить деньги в долгосрочной перспективе. Стоимость сварочного аппарата постоянного тока с дуговым электродом Amico TIG 160 Amp удивительно низка.Однако он не прослужит долго, со временем может сломаться и потребовать замены. Обдумывание конечной цели приобретения сварочного аппарата поможет вам принять наилучшее решение.
Заключение:
Есть много хороших сварщиков для новичков на выбор, и наш фаворит – многофункциональный инверторный сварочный аппарат Weldpro на 200 А. Он очень доступен по цене и предоставляет широкие возможности для сварки MIG и TIG с простой функцией, которая определяет за вас сложные настройки.
Еще один сварочный аппарат, который можно купить за свои деньги, – это Forney Easy Weld 271, 140 MP Welder.Он не так много, как наш лучший выбор, но имеет очень низкую цену. Это дает вам отличные возможности сварки MIG и возможность сварки TIG, если вы хотите купить с ней отдельную горелку TIG.
Подумайте об основной цели, которую вы преследуете при покупке сварочного аппарата, и подумайте о своих долгосрочных целях, и вы обязательно найдете отличный выбор для покупки. Мы надеемся, что эти обзоры были полезны. Не стесняйтесь оставлять нам любые комментарии или вопросы ниже.
SUNGOLDPOWER ARC MMA Welder 200A Lift TIG Welder Dual Voltage 110V 220V IGBT Цифровой инверторный сварочный аппарат Портативный сварочный аппарат постоянного тока Горячий старт LCD Anti-Stick –
Я купил это, чтобы просто посмеяться и научиться дуговой сварке.У меня есть аппарат Miller MIG, и он мне очень нравится, но я хотел исследовать дуговую сварку, не тратя много денег. Это выглядело так, как будто оно отвечало всем требованиям, поэтому я решил, что за 226 долларов я попробую.Во-первых, лицевой щиток и “молоток” / проволочная щетка для удаления шлака в основном выбрасываются, но я знал, что входя … Я также понимаю, что зажим заземления и электрододержатель не самые лучшие. Фактически, на второй день я заменяю зажим заземления на более сильный зажим на 250 А. В какой-то момент я могу заменить электрододержатель.Но сам сварщик пока вроде хорош.
День 1, я целую вечность искал дуги. Казалось невозможным не вставлять проклятый стержень каждый раз, но я знал, что это я, а не сварщик … Я тратил большую часть своего времени на удаление застрявших стержней!
День 2, я немного лучше начал зажигать дугу и потратил больше времени на то, чтобы бегать по шарикам, а не к стержням. Бусинки, которые я пробежал, были не прямыми и не слишком красивыми.
День 3, мне намного лучше дуть по дуге, бусинки довольно прямые и начинают действительно красиво смотреться.
Я использовал устройство с питанием от 208 В (хотя неплохо иметь опцию для 120 В), и до сих пор я впечатлен этим. Я тренировался на пластине 1/2 дюйма со стержнями 1/8 дюйма @ ~ 125 А, и, кажется, было отличное проникновение. Это определенно слишком много на квадратной трубке 1/8 дюйма, с которой я играл, так как я постоянно прожигал в ней отверстия. Впоследствии я использовал стержни 3/32 дюйма @ ~ 90A на трубке 1/8 дюйма и получил гораздо лучшие результаты. Только время покажет, какое у него будет долговечность, но пока все хорошо.У меня есть несколько фунтов электродов 7018 и 6013, чтобы поиграть, и несколько 4043 для экспериментов с алюминием.
Плюсы: Цена (простота входа) – Размер (очень портативный) – Гибкость (120 В или 240 В) – Мощность (кажется, достаточно для большинства домашних работ)
Минусы: Маска для лица и отбойный молоток бесполезны. Я бы предпочел, чтобы они не были включены, так как это позволит избежать попадания большого количества отходов на свалки …
Приложение …
Я случайно сбил его со своей сварочной тележки во время его использования.Он упал на бетонный пол примерно на 3 фута, зацепив при этом главный выключатель. Совершенно моя вина! Как только я разобрался со всем и сбросил выключатель, я попытался включить его. Ничего … Я отключил аппарат и разобрал сварочный аппарат, но обнаружил большие обгоревшие участки на основной плате. Я обратился в компанию, чтобы узнать, есть ли что-нибудь, что я мог бы сделать с точки зрения ремонтного центра, но подумал, что эта авеню ОЧЕНЬ маловероятна из-за ее китайского происхождения. К моему удивлению, они были готовы прислать мне замену плате по очень разумной цене.(Я действительно не ожидал, что они позволят клиентам делать ремонт самостоятельно.)
После получения новой платы и замены необходимых компонентов я подключил ее и … ничего. Еще одна быстрая диагностика и поездка в местный магазин электроники за мостовым выпрямителем за 3-4 доллара, и он снова в действии! Я был очень разочарован, когда уничтожил сварщика, так как полагал, что это будет недолгое пожертвование на свалку в размере 200 долларов. В конце концов, все обернулось великолепно, поскольку у компании, кажется, отличное обслуживание клиентов, и вы действительно можете получить для них запасные части, если что-то пойдет не так! Я все еще использую этот маленький агрегат, и он по-прежнему впечатляет меня качеством сварки, учитывая низкую стоимость агрегата.Огромное значение!
Какой сварщик лучше всего подходит для моих проектов по восстановлению классических автомобилей
СТАТЬИ ИЗОБРАЖЕНИЙ
Со временем необходимо собрать все на автомобиле, включая панели кузова и рамы. Здесь на помощь приходит сварка, и из-за высоких затрат, связанных с профессиональным выполнением основных сварочных работ, в ваших интересах изучить этот навык и приобрести оборудование. Помните, что листовой металл и сварочные материалы дешевы, рабочая сила – нет.
У сварки одна (и только одна) цель: обеспечить качественное и высокопрочное соединение двух или более металлических частей. Тип сварочного аппарата, который вы покупаете, должен обеспечивать приемлемый сварной шов на материалах, с которыми вы, вероятно, столкнетесь. Давайте посмотрим на различные типы доступных сварочных систем и попытаемся сузить круг до нескольких хороших вариантов …
Газосварочные аппараты (горелки) (4-й вариант)
Мы собираемся потратить очень мало времени на традиционный газосварочный аппарат, кислородно-ацетиленовую горелку.Причина в том, что его преимущества перевешивают недостатки.
К ним относятся громоздкость и многочисленные меры безопасности кислородных и ацетиленовых баллонов; сложность обучения навыкам, необходимым для получения приемлемого сварного шва; склонность к деформации или прорезанию обрабатываемого металла; и общая стоимость оборудования.
Единственными значительными преимуществами сварочного аппарата являются его способность резать металл и работать быстро, но даже в этих случаях полученная кромка требует дополнительных этапов очистки и подготовки, а «кривая обучения» очень крутая.
Какой сварочный аппарат использовать?
Таким образом, наиболее распространенными сварочными аппаратами, используемыми для автоматического восстановления, являются MIG (аппараты для дуговой сварки металлом, газовой или порошковой сваркой), TIG (аппараты для дуговой сварки вольфрамом с использованием защитного газа) и аппараты для дуговой сварки (традиционные “стержневые” электроды). Чтобы выбрать наиболее подходящий для ваших нужд, необходимо учитывать следующие параметры:
– Какая максимальная и минимальная толщина свариваемого металла? К счастью, в автомобилях используются металлы, которые попадают в относительно узкий диапазон.
—Какой тип металла? Опять же, автомобили обычно делают из стали и, реже, из алюминия.
—Какое нормальное положение будет занимать сварочная «головка»? Вам нужно много сварочных работ? Обычно здесь нет ответа.
—Сколько тока есть в вашем магазине и есть ли у вас 220 вольт? Проверьте свои схемы.
Давайте будем откровенны. Нашим самым любимым типом сварщиков является MIG. Вскоре мы объясним почему, но сначала дадим обзор других претендентов.Вот так!
Сварщик TIG (3-й вариант)
В аппаратах для газовой сварки вольфрамом(TIG, для вольфрамового инертного газа) используется неплавящийся вольфрамовый электрод и защитный газ, который защищает металлическую поверхность от загрязнения. Его можно использовать во всех положениях, потому что его нагревательные эффекты очень точны и контролируемы. Сварщики TIG имеют несколько преимуществ:
—Поскольку нет брызг металла или флюса, сварные швы, выполненные TIG, превосходны с косметической точки зрения и, как правило, имеют очень высокое структурное качество.
– Оператор может регулировать плотность тепла (ток) во время сварки с помощью ножного или ручного управления.
—Сваривает большинство металлов, включая алюминий, одним защитным газом (аргоном).
—Поскольку процесс сварки так контролируется, сварщики TIG могут сваривать очень тонкие материалы с небольшими искажениями.
Прежде чем выбегать и покупать TIG, имейте в виду, что у таких сварочных аппаратов есть некоторые недостатки:
— Сварка TIG – это относительно медленный процесс, примерно вдвое медленнее, чем скорость сварки MIG.
— Большинству сварщиков TIG требуется подача воды с впускными и выпускными шлангами.
—Обучение работе со сварочным аппаратом TIG требует значительного количества практики.
— Сварочные аппараты TIG значительно дороже аппаратов для сварки MIG, стержневых или сварочных горелок.
Сварочные аппараты для стержней (2-й выбор)
Обычно называемые аппаратами дуговой сварки, аппараты для ручной сварки используют расходный электрод с флюсовым покрытием, который содержит определенный металл, необходимый для выполняемой сварки (сталь, нержавеющая сталь, чугун и т. Д.)). Электроды бывают разной толщины, которая должна соответствовать толщине свариваемого металла. Преимущества сварки штангой:
— Сварку можно выполнять в любом положении, но работа над головой приводит к образованию значительного количества распыленного металла и флюса.
—Не подвержен ветру, сквознякам или влажности.
—Сварщики клещей – самые дешевые.
—Они менее чувствительны к чистоте свариваемого металла.
Аппараты для ручной сварки имеют недостатки, однако:
—Они плохо работают с тонкими металлами (калибр 18 или тоньше).
— Готовый сварной шов требует дополнительных действий по его очистке.
— Требуется много времени и практики, чтобы выполнить сварку клеем с любой квалификацией.
MIG (1-й выбор)
Сварочные аппаратыMIG (Metal Inert Gas) – это аппараты для дуговой сварки, которые состоят из катушки сварочной проволоки (обычно толщиной 0,030), которая подается через специальную трубку, которая заканчивается в сварочной головке. Внутри этой трубки также течет защитный газ, обычно смесь 75% CO2 / 25% аргона. На сварочной головке есть спусковой крючок, который одновременно включает ток и пропускает газ, а когда проволока касается металла, возникает дуга, по которой происходит сварка.
Сварка MIG имеет ряд преимуществ:
— Сварка МИГ – самый простой в освоении процесс. Как правило, большинство людей приобретают необходимые навыки в течение первого часа практики.
—Сварщики MIG сваривают большинство обычных металлов, включая алюминий и нержавеющую сталь, и могут сваривать тонкие металлы, а также металлы толщиной до 1/4 дюйма.
— Сварка над головой выполняется относительно легко.
— Сварка MIG выполняется довольно быстро.
Также доступны сварочные аппаратыMIG, использующие порошковую проволоку.Порошковая проволока содержит внутри сварочный флюс, что устраняет (за исключением определенных ситуаций) потребность в защитном газе. Некоторые сварочные аппараты MIG могут работать как с флюсовой проволокой, так и с защитным газом. Основным преимуществом сварочного аппарата MIG, использующего порошковую проволоку, является его портативность, поскольку нет необходимости в газовых баллонах, регуляторах и шлангах.
Еще одно большое преимущество сварочных аппаратов MIG – это их стоимость. MIG очень хорошего качества можно приобрести менее чем за 400 долларов, хотя они могут стоить тысячи долларов в зависимости от мощности.
Итак, какой MIG мне купить?
Не так быстро, потому что сначала мы должны обсудить рабочий цикл. Для этого нам нужно прояснить, что сварщик делает свое дело, пропуская большое количество тока или силы тока через соединение между проволокой и металлом, которое заземлено на сварщика, чтобы замкнуть электрическую цепь.
Для более тонких металлов (калибр от 18 до 3/16) для выполнения приемлемой работы требуется плотность тока от 100 до 130 ампер.Для сварки стали толщиной 1/4 дюйма требуется примерно 180 ампер тока, чтобы проникнуть в металл достаточно глубоко и сделать хороший сварной шов.
В блоке питания сварочного аппарата используются трансформаторы и инверторы для понижения входного напряжения 120 или 220 вольт, чтобы обеспечить большой ток. Однако это приводит к перегреву обмоток схемы. Необходимо как-то бороться с теплом, иначе блок питания выйдет из строя.
Сварщики справляются с нагревом в «рабочем цикле».”Это означает, что сварщик может обеспечить определенное количество тока в течение определенного процента времени, после чего он должен отдохнуть и остыть. Рабочий цикл 20% означает, что сварщик может подавать полный ток в течение двух минут работы вне рабочего времени. каждые десять минут он включается. Очевидно, что чем выше номинальный рабочий цикл, тем дольше сварщик может работать без остановки.
Большинство сварочных операций являются краткосрочными событиями, когда вы можете сварить валик толщиной один дюйм, а затем остановиться и перейти к другой точке детали или потратить время на осмотр сварного шва и т. Д.Следовательно, рабочие циклы более 40% не имеют значения для любителей.
Входное напряжение, однако, вызывает беспокойство. Самые недорогие аппараты для сварки MIG – это устройства на 120 вольт, которые могут обеспечивать большой ток, но только для коротких рабочих циклов. Сварочные аппараты с напряжением 220 В могут обеспечивать гораздо больший ток для более длительных рабочих циклов, поэтому приобретение сварочного аппарата такого типа окупается.
Итак?
Сварщики получают то, за что платят. В частности, денежные затраты прямо пропорциональны простоте эксплуатации, надежности, доступности материалов, качеству сварных швов и общему спокойствию.
Как было сказано выше, за 400 долларов вы получите достойного и надежного сварочного аппарата, который может работать с обычными катушками с проволокой, доступными в домашних центрах и магазинах сварочного оборудования. За 500-600 долларов вы получите очень простой в использовании MIG, который прослужит много лет без неприятных проблем.
Если вы планируете часто выполнять сварку, потратьте деньги на профессионального сварщика известной марки, такого как Lincoln или Miller. Сварочные аппараты с более высокой ценой предлагают такие функции, как сварка с обратной полярностью, более длительные рабочие циклы, простая замена катушек с проволокой и т. Д.
По крайней мере, убедитесь, что все, что вы покупаете, имеет диапазон текущих настроек (иногда обозначаемых как «диапазоны нагрева») и скорости подачи проволоки, и что вы абсолютно уверены, что сможете получить сменные сопла, наконечники, катушки и другие детали. Есть очень много сварочных аппаратов, доступных по цене менее 200 долларов, но большинство из них сложны в использовании, имеют ограниченное качество сварки и их трудно найти детали.
Что еще?
Поскольку вы покупаете сварщика, потратьте деньги на мгновенно затемняющую маску для лица.Эти устройства стоят всего 100 долларов и работают невероятно хорошо. Кроме того, вам нужно потратить немного денег на защитное снаряжение, такое как толстые перчатки и огнеупорные куртки или рубашки и брюки.
Сварщикивыбрасывают шарики расплавленного металла, которые любят попадать на вашу голую кожу или легковоспламеняющуюся одежду, поэтому убедитесь, что используется правильное защитное оборудование и есть хороший огнетушитель.
data-matched-content-ui-type = “image_card_stacked” data-matched-content-rows-num = “3” data-matched-content-columns-num = “1” data-ad-format = “autorelaxed”>
Отзывы о лучшем сварочном аппарате (Полное руководство на 2021 год)
Заявление об отказе от ответственности: Welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Ручная сварка также широко известна как дуговая сварка в среде защитного металла (SMAW). Этот процесс широко используется в бытовой и промышленной сварке. Он отлично подходит для сварки на открытом воздухе и в сложных ситуациях. Сегодня на рынке представлен широкий спектр аппаратов для сварки штучным электродом, которые имеют разные размеры, характеристики и цены.При таком большом количестве доступных опций может быть сложно выбрать лучший сварочный аппарат для ваших нужд. Вот почему мы собрали эти обзоры сварочных аппаратов на 2021 год, чтобы помочь вам найти подходящее оборудование для вашего следующего проекта.
EVERLAST PowerARC 140
Процессы: DC TIG / DC Stick
Напряжение: 120/240 В
Сила тока: 10-140 А
Рабочий цикл: 120 В = 35% при 85 А, = 35% при 140 A
Вес: –
Lotos LTPDC2000D
Процессы: DC TIG / DC Stick / плазменный резак
Напряжение: 110/220 В
-200A
Рабочий цикл: 60% при 200A
Вес: 43 фунта
Amico Power DC-160A
Процессы: DC Stick
Напряжение: 115/230 В
Сила тока: 5-160 А
Рабочий цикл: 60% при 160 А
Вес: 18 фунтов
Forney Easy Weld 298
Процессы ses: Stick / Дополнительно TIG
Напряжение: 120 В
Сила тока: 90 А
Рабочий цикл: 30% при 80 А
Вес: 9.65 фунтов
EVERLAST PowerARC 160STH
Процессы: DC TIG / DC Stick
Напряжение: 120/240 В
Сила тока: 10-160 А
при рабочем цикле 160A
Вес: 36,9 фунта
Инвертор Century K2789-1
Процессы: DC Stick
Напряжение: 120 В
Цикл нагрузки: 10-90A
Цикл нагрузки: 10-90A : 20% при 70 А
Вес: 14 фунтов
6 лучших аппаратов для ручной сварки, проверенных
Amico Power DC-160A – Лучший сварочный аппарат в 2021 году
Amico Power DC-160A относительно новинка на рынке, но она зарекомендовала себя как лучший сварочный аппарат для домашнего использования для многих пользователей.Он содержит довольно много энергии в крошечном портативном корпусе. Обладая выходной мощностью 160 А, он способен сваривать материалы толщиной до дюйма. Он работает со сталью, а также с другими твердыми и плотными поверхностями.Хорошее
- Простота настройки. В коробке вы получите все необходимое для установки буровой установки, кроме электродов.
- Лучшее управление. Устройство имеет встроенную батарею конденсаторов. Поэтому, когда сварщик переключает сетевое питание на высокое напряжение, это напряжение может быть сохранено в этом банке для будущего использования.Позже, если потребуется создать больше мощности, микропроцессорное управление переключает эту энергию на второй трансформатор.
- Светодиодный дисплей. Этот инверторный сварочный аппарат отображает информацию в цифровом формате, что упрощает понимание потребляемой или необходимой мощности.
- Высокий рабочий цикл. При продолжительном рабочем цикле 60% при 160 А вы можете сваривать в течение более длительных периодов времени, не дожидаясь полного остывания.
- Двойное напряжение. Чтобы дать вам все преимущества его мощности плавления металла 160 А, у вас есть функция двойного напряжения.Таким образом, вы можете использовать его либо со стандартной розеткой 115 В, либо с прилагаемым адаптером на 230 В.
- Бесконечное регулирование силы тока. Вы можете контролировать силу тока в соответствии с вашими точными настройками.
- Доступный по цене сварочный аппарат. За очень низкую цену вы получаете высококачественный сварочный аппарат.
- Переносной сварочный аппарат. При весе всего 18 фунтов и компактной конструкции его размер станет вам помощником, если вы много перемещаетесь.
Плохой
- Низкокачественный электрододержатель. Только
- DC.
ПОСЛЕДНИЕ ЦЕНЫ НА AMAZON
Everlast PowerARC 140 – Лучшее для начинающих
Everlast PowerARC 140 – немного более дорогой сварочный аппарат. Но с учетом возможности сварки TIG и электродной сварки, портативных размеров и мощности, цена – воровство. Это отличный аппарат для домашнего использования или легкой профессиональной работы, и он станет отличным выбором для начинающего сварщика.Хорошее
- Возможность сварки TIG и Stick, что означает больше возможностей для сварки.Для TIG вы можете использовать функцию запуска подъема, чтобы получить стабильную постоянную дугу. Для сварки штангой вам потребуются электроды от 1/16 дюйма до ⅛ дюйма, с помощью которых можно сваривать листовой металл толщиной до 3/16 дюйма. Конструкция инвертора
- IGBT. Технология IGBT обеспечивает большую эффективность и лучшее управление, а конструкция инвертора делает устройство легче и портативнее.
- Переносимость. Как мы уже упоминали выше, это инверторная конструкция, поэтому устройство легкое и весит всего 25 фунтов. Кроме того, у него есть удобный ремень для переноски и удобный чехол для удобного хранения.
- Функция запуска подъемника – самый простой вариант для новичков.
- Стабильность дуги. Этот продукт не уступает крупным брендам, обеспечивая исключительную стабильность дуги. Для TIG у вас есть диапазон силы тока от 10 до 140 ампер. Ручка имеет автоматический адаптивный запуск, а также автоматическое адаптивное управление силой дуги, что обеспечивает лучшее качество сварки и дуги.
- Возможность двойного напряжения. Вы можете использовать 120 В или 240 В. Благодаря адаптивной технологии переключение между ними безопасно и легко.
- Большой рабочий цикл, который отличается от используемого напряжения. Для 120 В это 35% при 85 А. А для 240 В это 35% при 140 А.
- Полный стартовый комплект. Он включает в себя все необходимое для начала работы, кроме сварочных стержней для сварки штангой.
Плохой
- Без педали
- только DC
- Если вы планируете использовать его для сварки TIG, в нем нет регулятора газа.
ПОСЛЕДНИЕ ЦЕНЫ НА AMAZON
Lotos Technology LTPDC2000D – Лучшее за деньги
Lotos Technology LTPDC2000D – отличная многоцелевая машина, которая предлагает возможности TIG, Stick и плазменной резки.Так что, учитывая его функциональность, это лучший сварочный аппарат по цене. Сварщик может сваривать металл толщиной до 1/2 дюйма.Хорошее
- Пилотная дуга без касания обеспечивает эффективный разрез поверхностей с минимальным образованием шлака. Вы режете металл, не касаясь острием поверхности.
- Комбинация 3-в-1: TIG, стик, плазменный резак.
- Двойное напряжение. Вы можете запустить машину как на 220 В, так и на 110 В с помощью пигтейла (который покупается отдельно.
- Широкий диапазон ампер для сварки: 10-200 ампер.
- Обеспечивает чистые пропилы до ½ дюйма на различных металлах. Кроме того, максимальная толщина разрыва составляет ¾ дюйма.
- Легкий и портативный.
- Гарантия 3 года.
Плохой
- Ножная педаль продается отдельно.
ПОСЛЕДНИЕ ЦЕНЫ НА AMAZON
Forney Easy Weld 298 – Лучший дешевый сварочный аппарат
Еще один из лучших инверторных сварочных аппаратов – это аппарат Forney Easy Weld 298.Он имеет выход 90 ампер и вход 120 вольт. Этого не много, но для лучшего сварщика для начинающих хватит, особенно по такой цене.Хорошее
- Возможность сварки TIG и рукояти. Переключение между ними очень просто. Вам просто нужно щелкнуть выключателем.
- Однако имейте в виду, что горелка TIG не входит в комплект поставки сварщика.
- Инверторная система делает сварочный аппарат легким и простым в использовании.
- Его выходная мощность 90 А достаточна для использования в автомобилях и различных домашних проектах.
- Может работать с электродами диаметром до ⅛ дюйма.
- Сваривает металлы толщиной 16 калибра до дюйма.
- Самый легкий сварочный аппарат в нашем списке лучших сварочных аппаратов. Он весит менее 10 фунтов.
Плохой
- Пистолет TIG приобретается отдельно.
ПОСЛЕДНИЕ ЦЕНЫ НА AMAZON
Everlast PowerARC 160STH – Лучшее соотношение цены и качества
Этот небольшой аппарат для стержневой сварки Everlast PowerARC 160STH – это мощный аппарат, который идеально подходит как для новичков, так и для любителей, а также для профессионалов.Если вы ищете что-то более тяжелое, этот лучший аппарат для дуговой сварки определенно стоит рассмотреть. Его легко и быстро настроить, что делает его эффективным инструментом для высококачественной сварки.Хорошее
- Функция двойного напряжения. Функция двойного напряжения 120/220 В обеспечивает профессиональную сварку. Вы можете использовать 120 В для быстрых работ по дому и использовать 220 В для более тяжелых сварочных работ.
- TIG и arc. Эта универсальность дает вам больше возможностей для сварки.С помощью простого переключателя вы можете легко перейти от обработки мелких деталей на алюминии к работе со стальными пластинами толщиной ¼ дюйма за секунды.
- Варианты запуска ВЧ и лифта. Если вы предпочитаете сварку без педали, вы можете использовать функцию запуска подъема. HF идеально подходит для работы в плохих погодных условиях или в местности с сильным ветром.
- 5-летняя гарантия на детали и работу. Инвертор
- IGBT, дающий плавную и стабильную дугу.
- Низкое энергопотребление. Рабочий цикл составляет 35% при 160 ампер.
- Большой диапазон ампер: 10-160 ампер.
- Переносимость. Вы можете легко упаковать этот аппарат в прилагаемый кейс для переноски и взять его куда угодно для сварки, где есть источник питания.
Плохой
ПОСЛЕДНИЕ ЦЕНЫ НА AMAZON
ИнверторCentury Arc 120
Century Inverter Arc 120 – еще один хороший инвертор, который продается по доступной цене. Он обладает широкими возможностями для решения большинства сварочных задач.Хорошее
- Обеспечивает плавную дугу.Он может сваривать листовой металл толщиной от 18 до дюйма.
- Хороший диапазон сварочного тока: 10-90 ампер. Это может быть немного, но это хороший выбор для начинающего сварщика штангой, и он по-прежнему обеспечивает хорошую универсальность в целом ряде областей применения.
- Работает от 120 вольт
- Очень легкий, всего 14 фунтов, с плечевым ремнем, поэтому его легко носить с собой и использовать где угодно.
Плохой
- Его предел составляет 90 ампер, так что он действительно работает с очень большими удилищами.
- Рабочий цикл составляет всего 20% при 70 А, поэтому вам необходимо останавливать машину каждые 2 минуты из 10, чтобы предотвратить перегрев.
ПОСЛЕДНИЕ ЦЕНЫ НА AMAZON
Как выбрать лучший сварочный аппарат для дома или в мастерской?
Сварочные аппаратыStick представляют собой простой, доступный и высоконадежный вариант для создания прочных сварных швов на широком спектре материалов. Вот несколько вещей, которые следует учитывать перед выбором лучшего сварочного аппарата.
Требования к питанию
Одно из первых соображений перед покупкой нового сварочного аппарата должно быть связано с тем, для чего вы его собираетесь использовать и сколько энергии для этого потребуется.Подумайте о металлах, которые вы будете сваривать, и об их толщине. Кроме того, при определении необходимой мощности учитывайте размер используемого электрода. Ниже мы более подробно рассмотрим типы электродов.
- Выход. Что касается мощности, выходная сила тока является наиболее важным фактором. Если ваш сварщик слишком слаб, вам придется сделать несколько проходов, чтобы завершить сварку, тратя впустую свое время и силы. Если вы новичок, вам нужна максимальная мощность не менее 80 А, но вы регулярно занимаетесь сваркой, лучше приобрести аппарат с мощностью не менее 100 А.
- Ввод. Входной сигнал измеряется в вольтах, и, как и в случае с выходом, правильное количество мощности даст вам наилучшие результаты. Стандартный североамериканский дом обычно предлагает однофазный источник питания 110-120 В. Если вы любитель-сварщик, этого достаточно. Для более тяжелых работ есть вариант 220–240 В. Более высокая потребляемая мощность обеспечивает сварочные швы с большей силой тока и более чистую дугу.
Текущий тип
Что касается типа выходного тока, у вас есть три варианта: AC, DC и оба варианта.
- АС. Вариант AC (переменный ток) обычно встречается у сварочных аппаратов начального уровня. Пользователи часто выбирают переменный ток, когда нет постоянного тока. Другая ситуация, в которой можно использовать переменный ток, – это когда металл намагничивается трением, что вызывает возникновение дуги.
- DC. Этот тип встречается гораздо чаще. Вы можете использовать его практически в любой ситуации. Вышеупомянутая ситуация с намагниченным металлом является единственным исключением. Благодаря питанию постоянного тока дуга будет легко зажигаться, более стабильна, плавнее и с меньшим разбрызгиванием.Также лучше выбрать питание постоянного тока, если вы будете выполнять вертикальную сварку и сварку над головой.
DC также имеет две полярности, в зависимости от того, какие характеристики сварки у вас разные. Отрицательный постоянный ток обеспечивает меньшее проникновение, но с большим осаждением, в то время как положительный постоянный ток работает противоположным образом – имеет более высокое проникновение при меньшем осаждении.
Рабочий цикл
Рабочий цикл означает количество времени, в течение которого вы можете непрерывно сваривать, прежде чем вам понадобится дать машине остыть. Полный цикл – 10 минут.Так, например, если у вас рабочий цикл 35% при 160 А, это означает, что машина способна работать в течение 3,5 минут, прежде чем вам нужно будет оставить в покое на 6,5 минут.Более продолжительный рабочий цикл сделает вашу работу более эффективной, и вы сможете работать дольше без перегрева машины. Если вы просто используете сварщика для эпизодических домашних ремонтных работ или для другой домашней сварки, возможно, у вас не будет дефицита времени. Но если время имеет значение, это может сильно раздражать, если вам нужно останавливать сварку каждые 2 минуты.
Инвертор или трансформатор
Сварочные аппаратыбывают двух типов: инверторы и трансформаторы. Инверторы более популярны, и их выбирают многие сварщики. Однако у обоих есть свои преимущества и недостатки.
Инвертор. Инверторы – наиболее распространенный выбор. И все сварщики, о которых мы рассказали в этих обзорах, являются инверторами. Они намного более портативны, обычно весят около 20 фунтов. Некоторые из более простых инверторов весят всего 15 фунтов.Так что их легко транспортировать, и они занимают меньше места для хранения. Кроме того, инверторы заслуживают похвалы за более плавную и стабильную дугу. Кроме того, стоит упомянуть, что инверторы могут помочь вам сэкономить деньги в долгосрочной перспективе, поскольку они оказались более эффективными по сравнению с трансформаторами.
Трансформатор. Этот тип подходит для тяжелых работ, и они потребляют много энергии. Их прочная конструкция похожа на танки. Они намного тяжелее инверторов и занимают довольно много места.Первоначальная стоимость относительно невысока, но они рассчитаны на вечный срок службы. Он может быть хорошим сварочным аппаратом для вас, если вам нужна всего лишь случайная сварка.
Простое управление
Особенно, если вы новичок, важно, чтобы все элементы управления и дисплей были удобными для просмотра и понимания. Органы управления также должны быть достаточно большими, чтобы их можно было переключать даже в перчатках, чтобы не терять время зря. К счастью, сварка штучной сваркой довольно проста, поэтому у большинства сварщиков вы найдете простые в использовании элементы управления.Самый простой аппарат для ручной сварки должен иметь переключатель включения / выключения, элементы управления для регулировки силы тока и дисплей, на котором вы можете видеть мощность. У некоторых более продвинутых сварщиков вы можете найти дополнительные опции. Они могут включать предупреждение о рабочем цикле, переключатель переменного / постоянного тока и переключатель напряжения. Но это массовки. Так что вам решать, нужны они вам или нет.
Функции безопасности
Для вашей личной безопасности сварщики оснащены определенными защитными приспособлениями.
- Индикатор рабочего цикла.Эта функция безопасности предназначена для предотвращения перегрева. По мере приближения к концу рабочего цикла машины индикатор загорается, становясь все более ярким. Вы можете следить за светом, чтобы выключить машину, когда цикл закончится. Однако, если вы не очень бдительны и пропустите свет, сработает функция защиты от тепловой перегрузки.
- Тепловая защита от перегрузки. Эта функция автоматически отключает сварочный аппарат до того, как он станет слишком горячим. С помощью этой функции вы можете просто сосредоточиться на сварке и не беспокоиться о том, чтобы отвлечься, в конце рабочего цикла машина полностью отключится и будет готова к запуску только после того, как остынет.
Многоцелевой
Если вам нужна большая универсальность, вы можете выбрать сварочный аппарат, у которого есть возможности как TIG, так и Stick. Для более многопроцессорной работы в пакет также встроена функция MIG.
В настоящее время все более популярными становятся комбинированные сварочные аппараты TIG и Stick, и сварочные аппараты для однократной сварки становятся все более и более исключением. Тем не менее, вы все еще можете найти на рынке сварочные аппараты для однопроцессорной сварки. Но с передовыми технологиями, которые способны втиснуть в эти устройства столько энергии, почему бы не получить машину, способную на все.Таким образом, в вашем распоряжении будет гораздо больше возможностей.
Если вы точно знаете, что будете сваривать, и уверены, что вам нужен только хороший сварочный аппарат, то, возможно, вам не придется тратить дополнительные деньги на универсальный сварочный аппарат.
Мобильность
Одним из преимуществ аппаратов для ручной сварки является их портативность. А поскольку в настоящее время многие сварщики работают фрилансерами, очень важно быстро и легко перемещаться с одного объекта на другой. Поэтому для сварщика становится критически важным выбрать лучший портативный сварочный аппарат.
Если для вас важна портативность, обратите внимание на инверторные сварочные аппараты. С трансформаторами разница в мощности и размерах велика. Некоторые из лучших инверторных сварочных аппаратов весят от 10 до 20 фунтов. Сравните это с 90 фунтами или больше трансформаторов.
Стоимость
Сварочные аппараты Stick – самые дешевые сварочные аппараты на рынке. По цене около 200 долларов вы можете приобрести бюджетный сварочный аппарат, который обеспечит надежные результаты и прослужит долгие годы.Добавьте немного больше к цене, и вы получите больше мощности, большую универсальность и лучшие сварочные швы. Кроме того, учитывая, что вы не покупаете газ или другие расходные материалы, просто электроды, сварочные аппараты также доступны в обслуживании.
Ваш бюджет
Прежде чем искать нового сварщика, определите свой бюджет. Зная свой бюджет, вам будет проще найти товар в своем ценовом диапазоне.
Что такое ручная сварка?
Сварка палкой – это процесс, также известный как дуговая сварка экранированного металла (SMAW).Он может соединять различные металлы с помощью электрода и электрического тока.
История сварки штангой восходит к 1800-м годам, когда британский химик Хамфри Дэви с помощью батареи создал дугу между двумя угольными электродами. А в 1880-е годы были внедрены угольная дуга и сварка металлической дугой. Первый патент США на дуговую сварку был выдан в 1890 году C.L. Гроб.
Затем, примерно в 1900 году, другой британский изобретатель представил металлический электрод с покрытием. Он заметил, что тонкий слой глины или извести дает более стабильную дугу.Позже, в период с 1907 по 1914 год, шведский изобретатель Оскар Кьельберг создал электрод с покрытием в виде стержня, который был погружен в смеси карбонатов и силикатов. А в 1950-х годах производители сварочных аппаратов начали добавлять железный порошок во флюсовое покрытие, что увеличивало скорость сварки.
Как работает сварка стержнем? Основы сварки палкой
В процессах сварки палкой используется электрод с флюсовым покрытием, который машина использует для формирования сварного шва. При очень легком прикосновении электрода к заготовке и небольшом оттягивании ее назад возникает дуга, в результате чего плавится основной металл и расходуемый электрод.Затем капли электрода попадают в сварочную ванну. Когда электрод плавится, покрывающее его флюсовое покрытие создает облако газов. Это защищает металл и помогает избежать окисления. После этого газовое облако оседает на сварочной ванне, охлаждается и превращается в шлак. После завершения сварки этот шлак необходимо удалить, чтобы обнажить готовый сварной шов.
Сварка палкой очень проста в освоении, что делает ее самым популярным выбором среди новичков. Сложнее всего научиться зажигать дугу, которая зависит от электрода и состава металла.
Зачем покупать сварочный аппарат?
Как и другие виды сварочных процессов, сварка штучной сваркой имеет свои преимущества и недостатки. Вот некоторые из плюсов и минусов этого старейшего метода.
Преимущества
- Эффективен даже при работе в ветреную или дождливую погоду.
- Работает без внешнего защитного газа, экономя ваши расходы.
- Процесс очень прост в освоении, а оборудование обычно простое в использовании.
- Доступность аппаратов для ручной сварки.
- Может сваривать широкий спектр металлов и сплавов.
- Вы можете легко переключать стержни для сварки разных металлов. Есть стержни, которые обеспечивают большее проникновение, те, которые прожигают ржавчину, стержни для гладкого шва и многие другие варианты.
- Процесс менее чувствителен к краске, грязи и ржавчине. Таким образом, вы можете сократить время предварительной очистки и подготовки к сварке.
- Отлично работают в ограниченном пространстве. Например, если нужно сварить края и углы. Сварочные аппараты
- обычно сравнительно легкие, и, учитывая, что вам не нужно брать с собой газовый баллон, эти аппараты легко взять с собой куда угодно.
- Обеспечивает эффективный сварной шов. Он идеально подходит для ситуаций, когда важно как можно скорее получить сварной шов, а не создать идеальный стык.
Недостатки
- Сравнительно медленный метод сварки.
- Чтобы получить точный и чистый сварной шов, все же требуется немало навыков.
- Требуется дополнительное время для удаления шлака, образующегося из газового облака во время сварки.
- Не очень хорошо работает с некоторыми тонкими металлами.
- Сварочные электроды требуют более частой замены по сравнению с другими видами сварки.
Кому следует покупать сварочный аппарат?
Сварочные аппаратышироко используются фермерами, сварщиками труб и сварщиков, производителями и сварщиками инфраструктуры. Это выбор многих людей из-за его портативности, способности работать практически в любых условиях и того факта, что сварщику нужно только заменить электрод, чтобы он мог соответствовать металлу, размеру стыка и положению.
Процесс сварки штангой обычно используется, когда внешний вид готового сварного шва не так важен. Так что это идеальный выбор для кузовных работ, предметов искусства и других декоративных металлов.
Выбор основных электродов для стержневой сварки
Стержни плавящегося электрода – это то, что движет процессом сварки штангой. Они выглядят как тонкие стержни, похожие на палочки, и доступны в широком диапазоне типов. Каждый из них обладает различными механическими свойствами и работает с определенным типом источника питания.Прежде чем выбрать определенный вид, вам следует учесть несколько факторов. Они включают тип основного металла, источник питания, толщину металла и положение сварного шва.Блок питания
Большинство электродов работают с источниками переменного или постоянного тока. Некоторые из них также могут работать с обоими. Тип блока питания влияет на уровень проникновения в основной материал. AC – более распространенный выбор, поскольку он обеспечивает более глубокое проникновение.
Чтобы определить необходимый тип тока для конкретного электрода, посмотрите на четвертую цифру классификации AWS.
Основной металл Тип
Еще один фактор, который следует учитывать, – это состав основного металла. Наплавленный металл электрода должен соответствовать типу основного металла.
Если вы не знаете, какой металл у вас под рукой, примите во внимание следующее.
- Если вы свариваете сломанную деталь или компонент, осмотрите внутреннюю поверхность. Если он крупнозернистый и крупнозернистый, это обычно означает, что это литой металл.
- Если ваш металл является магнитным, основным металлом может быть углеродистая или легированная сталь.Если он не магнитный, это может быть марганцевая сталь или сплав цветных металлов (алюминий, латунь или медь).
- Если прикоснуться к металлу болгаркой и увидеть вспышку искр, это означает, что он имеет высокое содержание углерода, например, как в стали марки А-36.
- Если долото вгрызается в металл, значит, это более мягкий металл и может быть мягкой сталью или алюминием. Если он отскакивает, значит, у вас твердый металл, например чугун или углеродистая сталь.
Предел прочности
Первые две цифры классификации AWS указывают предел прочности электрода на разрыв.Его соответствие важно для того, чтобы предел прочности электрода на разрыв соответствовал пределу прочности металла. Это предотвратит образование трещин и другие дефекты сварного шва. Например, если вы посмотрите на электрод E6011, цифра «60» означает, что минимальная прочность на растяжение сварного шва составляет 60 000 фунтов на квадратный дюйм. Таким образом, этот электрод будет хорошо работать со сталью, имеющей соответствующий предел прочности.
Толщина основного металла
Если вы будете сваривать более толстые металлы, вам понадобится электрод с максимальной пластичностью, а также с низким содержанием водорода, чтобы предотвратить растрескивание металла.Выбирайте электроды с классификационным номером AWS с двумя последними цифрами 15, 16 или 18. Они обладают низкими водородными свойствами и обеспечивают большую прочность.
Для тонких материалов, с другой стороны, вам понадобится электрод, который даст вам мягкую дугу. В этом случае подойдет электрод 6013. Также ищите электроды небольшого диаметра, так как они не проникают глубоко и не прожигают материал.
Сварочное положение
Для определенных положений сварки также подходят электроды различных типов.Чтобы определить, для какой позиции подходит электрод, обратитесь к третьей цифре номера AWS.
Число «1» означает, что вы можете выполнять сварку в плоском, вертикальном, горизонтальном и потолочном положениях. А цифра «2» подходит только для плоских и горизонтальных положений.
Обычно используемые электроды
Ниже приводится таблица из 7 наиболее распространенных электродов и ситуаций, в которых они могут использоваться.
- 6010. Это универсальный сварочный электрод. Он обеспечивает глубокое проникновение и может использоваться на грязном и ржавом металле.Работает только с постоянным током. Получение плотной дуги может быть трудным для начинающих сварщиков.
- 6011. Также всепозиционный электрод, но работает как с переменным, так и с постоянным током. Имеет возможности, аналогичные 6010.
- 6012. Обычно используется для перекрытия зазора между двумя деталями. Обеспечивает быстрое и неглубокое проникновение для работы с тонкими материалами.
- 6013. Электрод создает мягкую чистую дугу с умеренным проваром. Нуждается в более чистом стыке. Меньше очистки, так как на нем минимум брызг.Обычно используется для сварки нового листового металла.
- 7014. Имея минимальное проплавление, отлично подходит для обработки углеродистой и низколегированной стали. Может сваривать с большей силой тока. Имейте в виду, что он имеет высокий уровень железного порошка, что влияет на повышенную скорость осаждения.
- 7018. Электрод содержит большое количество флюса и порошка железа. Они используются для получения гладкой дуги с более глубоким проплавлением и минимальным разбрызгиванием. Лучше всего работать с чистыми металлами. Этот самый простой в использовании электрод обычно используется для обработки более толстых металлов, таких как конструкционная сталь.
- 7024. Большое количество порошка железа в этом электроде увеличивает скорость осаждения. Лучше всего работает в плоском и горизонтальном положениях. Нуждается в чистом стыке.
Советы по ручной сварке для начинающих
Несмотря на то, что сварка штучной сваркой является одним из самых простых в освоении методов сварки, для ее освоения требуется высокий уровень навыков. Вот некоторые из наиболее важных моментов, на которые следует обратить внимание при выполнении первого сварного шва.
Безопасность
Поскольку вы будете работать с электричеством, вам следует опасаться возможных электрических разрядов.Если вам нужна более длинная дуга, вам понадобится более высокое напряжение. Всегда надевайте защитное снаряжение для защиты от электричества и мусора от сварочного шва. Защищайте руки толстыми кожаными перчатками, легкие – респиратором, а лицо и шею – сварочным шлемом.
Очистка
Несмотря на то, что сварка палкой считается щадящим методом для нечистых металлов, все же лучше очищать детали щеткой или шлифованием ржавчины и грязи. Это поможет избежать проблем с растрескиванием, образованием шлаков и сплавлением.
МОЛОЧКИ
Аббревиатура означает следующие методы: текущие настройки, длина дуги, угол перемещения, манипуляции и скорость перемещения. Запоминание этих моментов значительно улучшит вашу технику сварки штангой.
- Текущая настройка. Как мы уже упоминали выше, важно убедиться, что ток установлен правильно для используемого приложения. Определите, следует ли установить его: DC +, DC- или AC. Также выберите правильную силу тока, которая зависит от типа и диаметра выбранного электрода, положения сварки и визуального контроля сварного шва.
- Длина дуги. Этот момент также варьируется в зависимости от электрода и области применения. Длина дуги должна быть больше диаметра сердечника электрода (его металлической части). Если вы поднесете электрод слишком близко к стыку, это снизит сварочное напряжение и, как следствие, вы получите неустойчивую дугу, которая либо погаснет, либо быстрее заморозит электрод. С другой стороны, слишком длинная дуга приведет к большему разбрызгиванию, низкой скорости наплавки и может создать пористость.
- Угол движения. Для сварки в плоском, горизонтальном и потолочном положениях вам необходимо использовать технику перетаскивания или обратной руки, то есть удерживать электрод перпендикулярно стыку с наклоном верхней части на 5-15 градусов в направлении движения. Для вертикального положения используются техники толчка и переда, когда верхняя часть наклонена от направления движения под углом примерно 0-15 градусов.
- Манипуляции. Разработайте свой собственный стиль манипулирования электродом, но сначала понаблюдайте за другими, чтобы найти лучшие методы.На более тонких материалах иногда можно использовать просто прямую бусину, так как бусинка в любом случае будет шире, чем необходимо. С другой стороны, на более толстых материалах вы можете переходить из стороны в сторону, создавая полукруглые или ступенчатые узоры. Для вертикального положения вверх сварите стороны стыка.
- Скорость передвижения. Для достижения оптимальной скорости начните с определения сварочной ванны и ее диаметра, а затем двигайтесь со скоростью, которая соответствует дуге в передней ⅓ лужи. Слишком медленное перемещение приведет к более широкому валику, неглубокому провару и слишком большому наплавленному шву.Чрезмерная скорость также приведет к уменьшению проникновения, более узкому валику и поднутрению.
Контроль брызг
Брызги не повлияют на качество сварного шва, но очистка займет больше времени, и металл будет выглядеть неаккуратно. Чтобы контролировать разбрызгивание, вы можете уменьшить силу тока и сделать дугу короче. Кроме того, убедитесь, что вы используете правильный электрод и правильный диапазон силы тока. Также следует убедиться, что электрод не мокрый.
Предотвращение трещин
Трещины при сварке могут возникать по разным причинам.Они некрасивые и могут привести к полному разрушению сварного шва.
- Это может быть результатом высокого содержания углерода, серы или сплава, особенно если вы свариваете толстый лист, а также жесткие и жесткие детали. Вместо этого выберите электроды с низким содержанием водорода и меньшим диаметром.
- Кроме того, при сварке жестких деталей и толстых листов используйте предварительный подогрев с высокой скоростью.
- Приваривайте жесткие детали к свободному концу, также оставляя зазор 1/32 дюйма между пластинами, чтобы они могли свободно сжиматься во время охлаждения.
- Прежде чем разорвать дугу, сначала заполните каждую воронку.
- Чтобы уменьшить проникновение, вы можете снизить ток и использовать маленькие электроды.
Итог
Аппарат для ручной сварки – отличное вложение как для новичка, так и для сварщика среднего уровня. Их легко освоить, они эффективны и обеспечивают отличные сварные швы. Конечно, у них есть и недостатки, но, учитывая их цену и характеристики, мы думаем, что преимущества перевешивают недостатки.
Перед покупкой ознакомьтесь с отзывами о сварочных аппаратах, чтобы найти доступные на рынке изделия высочайшего качества. Затем, учитывая свой бюджет и требования, вы сможете найти лучший сварочный аппарат за те деньги и области применения, для которых вы его будете использовать. Кроме того, разумно обдумайте все факторы, чтобы убедиться, что мощность и характеристики машины соответствуют вашим потребностям.
4 Популярные типы сварочных процедур
Примечание. Сообщение в блоге обновлено 31 октября 2019 г. и содержит информацию о новом месте обучения и полезную инфографику.
Работа с металлом увлекательна и вдохновляет. По мере того как разлетаются искры и повышается тепло, сварщики могут преобразовывать одни из самых прочных материалов в мире в формы и изделия, которые они себе представляют. Этот навык требует работы и практики, и его лучше всего усвоить с помощью и руководством профессионалов отрасли.
В школах сварки, таких как Lincoln Tech, заинтересованные лица могут записаться на программу «Сварочные технологии», чтобы получить необходимые навыки и знания для начала карьеры в этой области.От использования стандартных инструментов до разжижения металла студенты быстро сделают успешную карьеру.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Это внимание к деталям – вот что делает хорошего сварщика более разносторонним потенциальным сотрудником. Есть четыре основных типа сварочных процедур, которые студенты Lincoln должны изучить, чтобы стать успешными сварщиками, работающими в этой области.Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 типа сварочных процессов
Газовая дуговая сварка металла (GMAW / MIG)
Этот вид сварки также называется сваркой в среде инертного газа (MIG). Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла.Этот метод требует постоянного напряжения и источника питания постоянного тока и является наиболее распространенным промышленным процессом сварки. Он имеет четыре основных метода переноса металла: шаровидный, с коротким замыканием, распыление и импульсное распыление.
Газовая дуговая сварка вольфрамом и газом (GTAW / TIG)
Сварка вместе толстых секций нержавеющей стали или цветных металлов является наиболее распространенным применением этого метода. Это также процесс дуговой сварки, в котором для создания сварного шва используется вольфрамовый электрод. Этот процесс занимает гораздо больше времени, чем три других, и намного сложнее.
Дуговая сварка экранированного металла (SMAW)
В этом конкретном типе сварки сварщик следует ручному процессу сварки штангой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами. Это часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна и стали.
Дуговая сварка порошковой проволокой (FCAW)
Этот метод был разработан как альтернатива сварке под защитным экраном. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и портативности.
Отраслевая подготовка и трудоустройство
Научитесь сварке в шести местах
Если вы готовы узнать больше о сварочной отрасли и хотите стать сварщиком, посетите одну из семи школ сварки Lincoln Tech, расположенных в Восточном Виндзоре, Коннектикут; Денвер, Колорадо; Гранд-Прери, Техас; Индианаполис, Индиана; Колумбия, Мэриленд; Саут-Плейнфилд, штат Нью-Джерси; и Нэшвилл, штат Теннесси. Обратите внимание, что в нашем кампусе Мелроуз-Парк в Иллинойсе будет предложена новая программа сварки; это место находится всего в 20 минутах езды к югу от аэропорта О’Хара в Чикаго.Прием заявок на эту программу сварки начинается 29 октября 2019 года, а занятия начинаются в июне 2020 года.
Возможности трудоустройства
Обладая большим опытом в этих сварочных технологиях, выпускники могут увидеть много возможностей, открывающихся перед ними, когда они начнут искать работу . Сварщики часто ищут работу в сфере производства, коммерческого строительства, горнодобывающей промышленности, сельского хозяйства, оптовой торговли, а также в сфере ремонта и обслуживания оборудования. Разнообразие применения этого навыка открывает прекрасные возможности для трудоустройства.
Какой сварщик мне нужен для сварки алюминия?
Алюминиевые сплавы представляют собой большую проблему для сварщиков, чем стальные сплавы. Алюминий имеет более низкую температуру плавления и более высокую проводимость, чем сталь, что может привести к прожогу, особенно в более тонких алюминиевых листах. Алюминиевая проволока для подачи мягче, чем ее стальная проволока, и может запутаться в устройстве подачи. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) является основным методом сварки алюминия. Поскольку алюминиевая заготовка требует большого количества тепла, чтобы нагреться до температуры, но может удерживать это тепло в течение длительного времени, сварочный аппарат с контролем тока полезен для предотвращения перегрева алюминиевой заготовки, вызывающего прогорания. Сварка TIG может применяться как к тонкому алюминиевому листу, так и к более толстому алюминиевому листу. Поскольку для сварки TIG требуется отдельный присадочный пруток, сварщик должен выбирать сварочный пруток со сплавом, максимально приближенным к сплаву деталей.