Ремонт стиральных машин Electrolux EWB 95205 W в Москве на дому
Ремонт всех моделей Electrolux
Electrolux EWS 1046
Electrolux EWS 1277 FDW
Electrolux EWS 1477 FDW
Electrolux EWB 95205 W
Electrolux EWT 1266 EDW
Electrolux EWT 1021
Electrolux EWC 1150
Electrolux EWC 1050
Electrolux EWC 1350
Electrolux EWF 1030
Electrolux EW6S4R06BX
Electrolux EW6S4R06BI
Electrolux EW6S4R26BI
Electrolux EW6S2R27C
Electrolux EW6F4R08WU
Electrolux EW6F4R28WU
Electrolux EW8F1R48B
Electrolux EW9F1R49S
Electrolux EW6S3R06S
Electrolux EW6S4R27W
Electrolux EW6S4R04W
Electrolux EW6S4R27BI
Electrolux EW7F2R48S
Electrolux EW7F3R48SI
Electrolux EW8F2R29S
Electrolux EW9F1R61B
Electrolux EW6S4R06W
Electrolux EW6S4R26W
Electrolux EW6S3R26S
Electrolux EW6S3R26SI
Electrolux EW6S3R07SI
Electrolux EWC1350
Electrolux EW8F3R28S
Electrolux EW7F3R48S
Electrolux EW6F3R48SA
Electrolux EW8F1R69SA
Electrolux EW6T5R261
Electrolux EW6T4R262
Electrolux EW7T3R262
Electrolux EW7T3R362
Electrolux EWT0862IFW
Electrolux EW6T5R061
Electrolux EW8T3R562
Electrolux EW6S4R06BX
Electrolux EW6S4R06BI
Electrolux EW6S4R26BI
Electrolux EW6S3R06S
Electrolux EW6S4R04W
Electrolux EW6S4R06W
Electrolux EW6S4R26W
Electrolux EW6S3R26S
Electrolux EW6S3R26SI
Electrolux EW7W3R68SI
Electrolux EWG147540W
Electrolux EW7F3R48SI
Electrolux EWX147410W
Electrolux EW8WR261B
Electrolux EW7W3R68SI
Electrolux EW7WR447W
Electrolux EW7WR361S
Electrolux EW7WR368SR
Electrolux EW7WR468W
Electrolux EWW 51685 HW
Electrolux EWW 51476 HW
Electrolux EWW 1686 HDW
Electrolux EWW 51676 HW
Electrolux EWW 1697 MDW
Electrolux EWW 51476 WD
Electrolux EWW51696SWD
Electrolux EWW 51685 SWD
Electrolux EWW51685WD
Electrolux EWW 51697 SWD
Electrolux EWW51607SWD
Electrolux EW9W161B
Electrolux EWX147410W
Показать все
Стиральные машины Electrolux EWB 95205 W весьма востребованы у покупателей, что абсолютно не странно. У них обширный набор функций, понятное управление. Также стиралки предлагаются по бюджетной цене. Но, к сожалению, даже лучшая техника ломается. Если произошла неполадка, следует обратиться в СЦ. Профессионалы проведут ремонт СМА профессионально и оперативно.
У них обширный набор функций, понятное управление. Также стиралки предлагаются по бюджетной цене. Но, к сожалению, даже лучшая техника ломается. Если произошла неполадка, следует обратиться в СЦ. Профессионалы проведут ремонт СМА профессионально и оперативно.
Сделанное своими руками устранение поломок может привести к еще более сложному ремонту, поэтому не нужно делать такую работу без специализированных познаний и опыта.
Типичные неполадки стиральных машин Электролюкс EWB 95205 W
Чтобы определить поломку, не обязательно демонтировать корпус стиралки. О неисправностях свидетельствуют разнообразные признаки. Следует посмотреть на коды ошибок, возникающие на дисплее.
Рассмотрим частые неисправности стиральных машин Electrolux EWB 95205 W.
Отсутствует включение
Когда при запуске стирки стиралка не начала работу, не расстраивайтесь. Это могло произойти по следующим причинам:
- Посмотрите, есть ли в электросети электричество. Возможно, его не хватает для включения техники.
 Просто включите другое оборудование. Если техника работает, вероятно с электросетью все в порядке. Если нет, попробуйте подождать, когда электричество подадут.
Просто включите другое оборудование. Если техника работает, вероятно с электросетью все в порядке. Если нет, попробуйте подождать, когда электричество подадут. - Неисправность шнура питания. Рассмотрите провод и вилку, нет ли на этих элементах дефектов. Если поломки обнаружатся, шнур нужно поменять.
- Осмотрите дверцу люка. Вполне вероятно, она не прикрыта.
- Также могли износиться контакты клавиши включения. Чтобы это выяснить, нужно разобрать панель управления. Нужен ремонт.
- Неисправность основного модуля. Это серьезная поломка, понадобится высококвалифицированный мастер.
 Просто включите другое оборудование. Если техника работает, вероятно с электросетью все в порядке. Если нет, попробуйте подождать, когда электричество подадут.
Просто включите другое оборудование. Если техника работает, вероятно с электросетью все в порядке. Если нет, попробуйте подождать, когда электричество подадут.Отсутствует подача или слив воды
Если стиральная машина Электролюкс EWB 95205 W не подводит или не спускает воду, могло произойти следующее:
- Не достает давления воды, следует проверить впускной вентиль.
- Перегиб сливного шланга, следует его осмотреть.
- Сломался наливной клапан, который подает воду в систему.
- Засорился сливной фильтр. Следует его очистить.
- Засорился выпускной патрубок. Потребуется очистка сливной системы.
 Следует его очистить.
Следует его очистить.СМА не использует порошок
Когда стиральный порошок добавлен в порошкоприемник, туда проходит струя воды сквозь специальный клапан. Сразу с водой уходит и моющее средство.
Когда машинка не забирает порошок, возможно, забился дозатор. Следует промыть лоток под проточной водой. Когда с порошкоприемником все в порядке, возможно, поврежден впускной клапан. Его заменяют на новый.
Не крутится барабан
Если барабан не вращается, попробуйте сначала уменьшить объем одежды в барабане. Если проблема не решена, значит, неисправен либо электромотор стиралки, либо приводной ремень, либо основная плата. Без помощи специалиста обойтись не удастся.
СМА не подогревает воду
Определить, что вода не нагревается, несложно. Для этого через 15 минут после момента начала процесса стирки приложите ладонь к стеклу бака. Если дверца даже не теплая, вода не нагревается. Основная причина – неисправный нагревательный элемент. Более того могли выйти из строя термостат либо стабилизатор СМА.
Основная причина – неисправный нагревательный элемент. Более того могли выйти из строя термостат либо стабилизатор СМА.
Не отжимает бельё
Стиральная машинка Electrolux EWB 95205 W не отжимает белье из-за следующих неисправностей:
- Сломанный таходатчик, контролирующий количество оборотов двигателя.
- Неисправный электромотор.
- Сломанный насос слива.
- Поломка щеток мотора.
Также проблема происходит из-за неисправности датчика уровня воды. В барабане не выявляется количество воды, поэтому машина не переходит к следующему циклу.
Комплекс услуг сервисного центра Electrolux
Мастера нашей компании быстро приедут и устранят неисправность. Перед этим специалисты сделают проверку СМА и определят точную причину неисправности. Восстановление выполняется в сжатые сроки с применением сертифицированных комплектующих. После окончания ремонта выписывается гарантийный талон.
Звоните, чтобы оформить выезд мастера. Контактная информация – на сайте.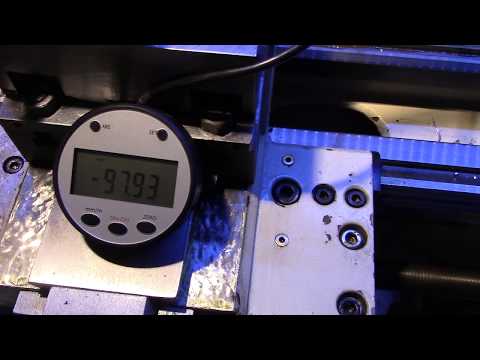
Токарно-винторезный станок 163: технические характеристики
Сведения о производителе токарно-винторезного станка 163
Производитель токарного станка модели 163 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64
станок токарно-винторезный универсальный Ø 800 - 1А983
станок трубонарезной Ø 800 - 1М63
станок токарно-винторезный универсальный Ø 630 - 1М63Б, 1М63БГ
станок токарно-винторезный повышенной мощности Ø 630 - 1М63БФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Ф101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Н
станок токарно-винторезный универсальный Ø 630 - 1М65
станок токарно-винторезный универсальный Ø 1000 - 1Н65
станок токарно-винторезный универсальный Ø 1000 - 1Н983
станок трубонарезной Ø 830 - 1П756ДФ3
станок токарный с ЧПУ Ø 630 - 16К30Ф3
станок токарный с ЧПУ Ø 630 - 16К30
станок токарно-винторезный универсальный Ø 630 - 16К40
станок токарно-винторезный универсальный Ø 800 - 16М30Ф3
станок токарный с ЧПУ Ø 630 - 16Р25П
станок токарно-винторезный повышенной точности Ø 500 - 163
станок токарно-винторезный универсальный Ø 630 - 165
станок токарно-винторезный универсальный Ø 1000 - ДИП-300
станок токарно-винторезный универсальный Ø 630 - ДИП-400
станок токарно-винторезный универсальный Ø 800 - ДИП-500
станок токарно-винторезный универсальный Ø 1000 - ТНП-111
станок токарный настольный Ø 150
История токарно-винторезного станка 163
В 1930 году на Московском станкостроительном было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним
Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним
, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок
немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934
году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500.
В 1944
году производство этих станков было передано на
Рязанский станкостроительный завод РСЗ.
В 1956
году запущена в производство первая модель 163-й серии — 163 – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973
года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Станки 163 серии производились, также, в Тбилиси — 1Д63А, 1М63Д, 1М63ДФ101.
В 1992
году начало серийного выпуска последней модели 163 серии 1М63Н.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Расположение основных узлов и органов управления токарным станком 163
Расположение органов управления токарным станком 163
Спецификация основных узлов станка модели 163
- Станина — 16301Б001
- Коробка скоростей (передняя бабка) — 16302001Г
- Задняя бабка — 16303001А
- Суппорт — 16304001А
- Фартук — 16306001Г
- Коробка подач — 16307001А
- Сменяемые шестерни — 16308001А
- Люнет неподвижный — 16310001
- Люнет подвижный — 16311002А
- Охлаждение — 16334001А
- Электрооборудование — 16380001
Перечень органов управления станком 163
- Штурвал управления коробкой скоростей (настройка чисел оборотов шпинделя)
- Рукоятка для настройки резьбы на нормальный или увеличенный шаг и для деления при нарезании многих резьб
- Рукоятка управления реверсивным механизмом для нарезания правых и левых резьб
- Рукоятка управления переборами (настройка чисел оборотов шпинделя)
- Рукоятка поворота, фиксации и закрепления резцедержателя
- Рукоятка для включения механического перемещения верхних салазок суппорта
- Рукоятка ручного перемещения верхних салазок суппорта
- Рукоятки управления шпинделями люнета
- Рукоятка закрепления и освобождения пиноли задней бабки
- Маховичок ручного перемещения пиноли задней бабки
- Включатель напряжения
- Переключатель для точения конусов или цилиндров
- Рукоятки включения, выключения и реверсирования вращения шпинделя
- Рукоятка включения, выключения и реверсирования продольных и поперечных перемещений суппорта
- Кнопка включения быстрых перемещений суппорта
- Рукоятка включения и выключения маточной гайки
- Кнопочные станции пуска и остановки главного электродвигателя
- Рукоятка ручного поперечного перемещения суппорта
- Кнопка для включения механической подачи продольных или поперечных салазок суппорта
- Маховичок для ручного продольного перемещения суппорта
- Кнопка включения и выключения реечной шестерни
- Рукоятки включения, выключения и реверсирования вращения шпинделя
- Кнопочные станции пуска и остановки главного электродвигателя
- Рукоятка включения ходового винта или ходового вала
- Рукоятка для настройки требуемого шага резьбы или величины подачи
- Рукоятка для настройки требуемого шага резьбы или величины подачи
- Рукоятка выбора типа резьбы или подачи
Универсальный токарный станок по металлу 163
Станок 163 — где купить, оплата, доставка, гарантия
Продажа аналогов станка модели 163 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки. Гарантия на аналоги токарного станка 163 новые — 12 мес., после капитального ремонта — 6 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки. Гарантия на аналоги токарного станка 163 новые — 12 мес., после капитального ремонта — 6 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам!
Если Вам необходимо купить Универсальный токарный станок по металлу 163 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре в Перми в Ростове-на-Дону в Воронеже +7 (473) 202-33-64 в Красноярске +7
в Нур-Султане ;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Универсальный токарный станок по металлу 163 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Расположение органов управления токарным станком 163
Расположение органов управления токарным станком 163
Список органов управления токарным станком 163
- Рукоятка для установки метрических или дюймовых резьб и подач
- Рукоятки для настройки чисел оборотов шпинделя
- Рукоятка для установки нормального или увеличенного шага резьбы
- Рукоятки для установки правой или левой резьбы
- Рукоятки для настройки чисел оборотов шпинделя
- Вытяжная кнопка для включения или выключения шестерни реечной передачи продольного перемещения суппорта
- Рукоятка для поворота, фиксации и закрепления резцовой головки
- Рукоятка для включения или выключения автоматического перемещения верхних салазок суппорта
- Кнопка на рукоятке 10 для включения быстрого перемещения суппорта
- Рукоятка для управления быстрыми и рабочими перемещениями суппорта во всех направлениях
- Рукоятка для закрепления пиноли задней бабки
- Маховичок для перемещения пиноли задней бабки
- Рукоятка для ручного перемещения верхних (резцовых) салазок суппорта
- Рукоятки для включения, останова и реверсирования шпинделя
- Рукоятки для включения гайки ходового винта
- Кнопочные станции пуска и останова главного привода
- Переключатель электромагнитных муфт фартука для обычной работы или конусного точения
- Рукоятки для ручного поперечного перемещения суппорта
- Вытяжная кнопка для включении или выключения механического поперечного перемещения верхних салазок суппорта
- Маховичок для ручного продольного перемещения суппорта
- Кнопочные станции пуска и останова главного привода
- 22 Рукоятки для включения, останова и реверсирования шпинделя
- Рукоятка для включения ходового винта или ходового валика
- Рукоятка для установки величины подачи шага резьбы
- Рукоятка для установки величины подачи шага резьбы
Расположение органов управления
На передней бабке расположены органы управления коробкой скоростей и скоростью вращения шпинделя:
- штурвал настройки числа оборотов шпинделя;
- рукоятка управления переборами;
- рукоятка регулировки шага резьбы;
- реверс – ручка переключения направления вращения.

На передней панели коробки подач расположены ручки:
- выбора типа резьбы;
- настройки шага резьбы и подачи;
- включения ходового винта и вала.
Для удобства управления станком и переключения режимов работы, на фартуке установлены рукоятки подач суппорта, переключения скорости и направления перемещения рабочих органов.
Задняя бабка передвигается вручную. На ней имеются ручки прижима к направляющим, перемещения и фиксации пиноли. Двигатель-насос СОЖ запускается автоматически при нажатии кнопки пуска станка.
Кинематическая схема токарно-винторезного станка 163
Кинематическая схема токарно-винторезного станка 163
Как правильно эксплуатировать
Чтобы работа с токарно-винторезным станком была безопасной и высокоэффективной, требуется неукоснительное соблюдение основных правил его эксплуатации.
Непосредственно перед включением оценивается состояние основных узлов машины – суппорта, коробки передач, бабки, электродвигателей основных и дополнительных, коробки передач. Некоторые агрегаты периодически смазываются.
Некоторые агрегаты периодически смазываются.
Суппорт токарного станка
Требования безопасности для станка 163:
- проведение инструктажа рабочих;
- использование защитных очков и рабочей формы в качестве средств защиты;
- обеспечение достаточного уровня освещенности;
- верная установка оборудования.
При соблюдении всех требований допустим запуск оборудования и выполнение необходимых манипуляций. При использовании различных режимов и приспособлений рабочие должны ознакомиться с правилами подобных операций.
Механизм переключения скоростей токарно-винторезного станка 163
Механизм переключения скоростей токарного станка 163
Механизм переключения скоростей. Включение любой из 24 скоростей вращения шпинделя производится на станке модели 163 двумя рукоятками.
Рукоятка 1 (рис. 23,б) управляет подвижными блоками шестерен Б1 и Б2 (рис. 22, а) коробки скоростей, а рукоятка 27 (рис. 23,б)—тройным блоком Б3 и двойным блоком Б4 (рис. 22, а) переборного устройства.
22, а) переборного устройства.
Вращением рукоятки 1 (рис. 23, б) через вал 26 и шестерни 25—8 приводятся в движение кривошипный палец 9 и диск 7 с торцовым криволинейным пазом а, в который входит ролик 6 двуплечевого рычага 5. Второй конец рычага 5 посредством ползунка 32 связан с вилкой 31 перемещающейся по круглой направляющей 30. Вилка 31 управляет тройным подвижным блоком Б2 (рис. 22, а).
Кривошипный палец 9 (рис. 23, б) при помощи ползушки 10 перемещает по круглой направляющей 12 вилку 11, которая управляет двойным подвижном блоком шестерен Б1 (рис. 22, а).
Каждому из шести фиксируемых положений рукоятки 1 соответствует определенное расположение двойного и тройного блоков шестерен, что обеспечивает шесть комбинаций зацепления шестерен и соответственно шесть различных скоростей вращения шпинделя.
Кожух 2 имеет шесть окон е, через которые видны цифры, нанесенные на диске 3. Цифры соответствуют ряду чисел оборотов шпинделя. Указатель д на лимбе рукоятки 1 показывает, какое число оборотов будет иметь шпиндель при данном расположении рукояток 1 и 27.
При повороте рукоятки 27 через вал 21, зубчатую передачу 20—19—18 и вал 17 приводится во вращение диск 16. Последний имеет криволинейные торцовые пазы в и г и V-образные выемки — б. На круглой направляющей 22 установлены вилки 24 и 23. Криволинейный паз в посредством вилки 24 определяет положение тройного подвижного блока шестерен Б3 (рис. 22,а), а паз г при помощи вилки 23 (рис. 23,б) перемещает двойной подвижный блок шестерен Б4 (рис. 22, а).
Выемки 6 (рис. 23, 6) служат для фиксации положения блоков шестерен. Для этой цели предусмотрен фиксатор, состоящий из шарика 15, пружины 14 и резьбовой пробки 13.
Диск 3 посредством рычажной втулки 4, тяги 29 и рычага 28 связан с валом 21. Поэтому каждому фиксированному положению рукоятки 27 соответствует определенное положение диска 3 с цифрами чисел оборотов шпинделя.
Электрооборудование. Электрическая схема станка 163
Электрическая схема токарного станка 163
Управление главным приводом станка 163
Пуск главного электродвигателя осуществляется нажатием одной из кнопок «Пуск» — 1KУ, 2KУ (расположенных на фартуке я около коробки подач), которая замыкает цепь питания катушек магнитного пускателя КШ и реле времени IPB (4-13). Катушки под влиянием проходящего по ним тока притягивают сердечника якорей и замыкают механически связанные с ними главные контакты и блок-контакты. При этом главные контакт КШ подключает электродвигатель 1Д к сети, а катушки пускателя и реле времен питаются через замкнувшийся блок-контакт КШ (1-5), что исключает дальнейшее нажатие кнопки «Пуск».
Катушки под влиянием проходящего по ним тока притягивают сердечника якорей и замыкают механически связанные с ними главные контакты и блок-контакты. При этом главные контакт КШ подключает электродвигатель 1Д к сети, а катушки пускателя и реле времен питаются через замкнувшийся блок-контакт КШ (1-5), что исключает дальнейшее нажатие кнопки «Пуск».
Одновременно с катушками пускателя КШ и реле времени IPB через замыкающий блок-контакт IPB (17-23) получит питание реле времени РВ. Если фрикцион не будет переведен в рабочее положение в течений времени, на которое настроено реле РВ, то последнее своими размыкающими контактами РВ (2-4) обесточит катушку магнитного пускателя КШ и реле времени 1РВ с последующим остановок электродвигателя 1Д. При выключении катушки РВ замыкающим контактом (45-V7) подключаются тормозная электромагнитная муфта 5ЭМ и сигнальная лампа 2ЛС. Останов главного двигателя 1Д осуществляется нажатием одной из кнопок «Стоп» — 3КУ, 4КУ, расположенных на каретке и около коробки подач.
Управление электронасосами 2Д осуществляется посредством выключателя-тумблера ВТ-2, расположенного на боковой стенке электрошкафа.
Инструкции по ускорению самокатаNIU (все модели)
бесплатная доставка по всему миру, возврат в течение 14 дней, безопасная оплата через PayPal, WhatsApp +31616827332
большая мощность амперного потока. Мало того, что наши материнские платы обеспечивают более высокую максимальную скорость и большее ускорение, для некоторых моделей, таких как UQI или M+, мы также можем активировать третий режим. Наши материнские платы также являются программируемыми, что означает, что вы можете настроить скорость по своему вкусу для каждого отдельного режима и настроить силу ускорения в соответствии со своими потребностями.
Speeds that can be achieved| NGT / NPRO | 90KM/H |
| NQI Sport / N1S | 75KM/H |
| MQI + / M+ | 60KM/ H |
| M1 | 55KM/H |
| UQI GT | 60KM/H |
| UQI + | 55KM/H |
| U1 | 55KM/H |
Installation instructions
1. Отключите аккумулятор и откройте приятель (отсек под сиденьем).
Отключите аккумулятор и откройте приятель (отсек под сиденьем).
2. Открутите четыре винта от напарника и выньте лоток напарника. Вы можете снять лоток для напарников, отсоединив его или балансируя на самокате. Теперь вы увидите материнскую плату вашего скутера.
3. Отключите силовую розетку материнской платы, а затем отсоедините винты и кабели от материнской платы.
4. Замените старую материнскую плату на новую и привинтите новую материнскую плату к скутеру. 2 винта достаточно.
5. Вкрутите 5 кабелей обратно в материнскую плату и убедитесь, что винты затянуты.
6. Возьмите двужильный кабель и вставьте сторону с черной головкой USB в новую купленную материнскую плату. Затем вы берете другую сторону кабеля с двумя головками и втыкаете его в сторону KZQ.
7. Затем вставьте кабель питания скутера в черный ящик на стороне «АВТОМОБИЛЯ»
Если вы не уверены в установке, обратитесь в нашу службу поддержки клиентов. Не устанавливайте материнскую плату самостоятельно без инструкций, так как это может повредить материнскую плату и скутер. Мы не несем ответственности за безрассудное использование
Мы не несем ответственности за безрассудное использование
Поиск и устранение неисправностей
Электрические отвертки
Будьте осторожны с электрической отверткой, чтобы не повредить винты, если это произойдет, возможно, вы больше не сможете выкрутить винт.
При включении скутера сразу начинает загораться лампочка готовности и приборная панель не может переключать режимы.
- Двужильный кабель установлен неправильно, переустановите материнскую плату заново согласно инструкции
- Трос с двумя головками отсоединился после того, как вы откинули сиденье.
Скутер заводится нормально, но при движении нормально не едет.
Параметры для вашего скутера неверны, обратитесь в службу поддержки клиентов, чтобы мы могли предоставить вам правильное программное обеспечение для программирования.
Ошибка 11
Неверное напряжение в параметрах вашей материнской платы допустим у вас 48В скутер M+, но настройки указаны для 60В N1S.
Быстрый просмотр
Быстрый просмотр
- 349,95 €
Rated 4,96
из 5 на основе 25 отзывов покупателей (25)- В корзину
Быстрый просмотр
Быстрый просмотр
- 349,95 €
Rated 4,82 из 5 на основе 17 оценок покупателей
(17)- Выберите опции
Быстрый просмотр
Быстрый просмотр
- 349,95 €
Rated 4,96 из 5 на основе 25 отзывов покупателей
(25)- В корзину
Быстрый просмотр
- 199,95 €
Rated 5.
(4) 00 из 5 на основе 4 отзывов покупателей- В корзину
Быстрый просмотр
- Распродажа!
Быстрый просмотр
- 199,95 €
Rated 5.00 из 5 на основе 2 отзывов покупателей
(2)- В корзину
- Распродажа!
 00 из 5 на основе 4 отзывов покупателей
00 из 5 на основе 4 отзывов покупателей— Самостоятельный ремонт или замена деталей часто приводит к аннулированию гарантии. Ознакомьтесь с условиями вашего соглашения о покупке, чтобы узнать, относится ли это к вам.
— Когда вы настраиваете свой скутер на скорость, превышающую разрешенную скорость, ваш скутер больше не может использоваться на дорогах общего пользования. Убедитесь, что ваш скутер больше не используется в пробках после внесения изменений. ESCOOTPARTS не несет ответственности за любой ущерб.
NIU UQi GT: Маленький скутер, который едва мог – Новые автомобили и мотоциклы в Непале, новости, цены и обзоры
NIU входит в число первых брендов электрических скутеров, появившихся в Непале, и они добились приличного успеха в сегменте автомобилей с альтернативным двигателем в Непале. Их современный, но минималистичный стиль был очаровательным, и ему удалось привлечь внимание покупателей электрических скутеров в Непале.
NIU UQi GT — электрический пригородный скутер, который, учитывая стремительно растущие цены на топливо, кажется выгодным предложением. Когда ребята из NIU вручили нам модные ключи, мы решили подвергнуть UQi GT окончательному испытанию, плюхнувшись на водителя и пассажира, чей комбайн весит 180 кг.
СТИЛЬ И ХАРАКТЕРИСТИКИ
Клавиши NIU UQi GT задают прецедент общего современного подхода к скутеру. Подобно современным автомобильным ключам, ключ NIU UQi GT имеет три кнопки для блокировки, разблокировки и запуска скутера. Потребовалось некоторое время, чтобы освоиться с ключами, но как только мы это сделали, отсутствие необходимости вставлять ключ в замок зажигания стало освежающим отходом от рутины.
Потребовалось некоторое время, чтобы освоиться с ключами, но как только мы это сделали, отсутствие необходимости вставлять ключ в замок зажигания стало освежающим отходом от рутины.
Еще одно долгожданное изменение представлено в виде интуитивно понятного приложения, которое дает вам доступ к вашей статистике поездок, такой как пройденное расстояние, средняя скорость, максимальная скорость и так далее. Помимо других функций, таких как удаленный запуск, блокировка и включение и выключение будильника, вы также можете использовать приложение, чтобы проверить, сколько загрязнений вы предотвратили, катаясь на NIU UQi GT, и похлопать себя по спине.
Как вы уже догадались, UQi GT — это не обычный скутер. Круглая светодиодная фара с автоматическим определением света расположена на переднем фартуке, а руль выглядывает из-за нее. Дневные ходовые огни представлены в виде светодиодной системы освещения, которая сочетает в себе низкое энергопотребление с высокой интенсивностью света. Боковые индикаторы тонкие, но заметные. Индикаторы автоматически выключаются после завершения маневра поворота, что является полезной функцией для тех, кто забывает выключать индикаторы.
Боковые индикаторы тонкие, но заметные. Индикаторы автоматически выключаются после завершения маневра поворота, что является полезной функцией для тех, кто забывает выключать индикаторы.
Переключатели, управляющие освещением, удобно расположены на руле. Они приятны на ощупь и чувствуют, что сделаны из качественных материалов. Вы получаете тонкие телескопические вилки спереди и двойные амортизаторы сзади. 220-миллиметровый трехпоршневой суппорт занимает передние колеса, а 180-миллиметровый однопоршневой суппорт занимает заднее колесо.
ЕЗДА И УПРАВЛЕНИЕ
На NIU UQi GT легко найти естественную посадку. Высота сиденья составляет 845 мм, что означает, что водители будут сидеть довольно высоко при езде. С одной стороны, это дает вам хорошую точку обзора для навигации в пробках. С другой стороны, это также означает, что более низким гонщикам будет трудно удерживать ноги на земле. К счастью, скутер не является тяжелой единицей, что облегчает жизнь. Сиденья, как для водителя, так и для пассажира, ошибаются в более жесткой части спектра, и вы начнете замечать это, когда проведете много времени в седле.
Эргономика для езды подходит для повседневной езды, и вы быстро найдете удобное положение на сиденье водителя. Кроме того, несмотря на кажущуюся тесноту, NIU Uqi GT может легко вместить как водителя, так и пассажира. Поручни также помогают делу. Под сиденьем вы найдете аккумулятор и порт для зарядки. Вы можете зарядить аккумулятор, вставив его в розетку, или вынуть портативный аккумулятор и зарядить его по своему усмотрению. Можно было бы подумать, что, приложив столько усилий к ключам и системе зажигания, они включили бы систему, которая могла бы удаленно разблокировать отделение для хранения сидений. Однако это не так.
Тем не менее, мы уверены, что отсутствие этой функции служит какой-то цели безопасности, которую мы не можем точно определить. Зарядное устройство подключается непосредственно к домашней розетке, а полная зарядка занимает около семи часов. Вместо того, чтобы полностью разряжать и заряжать его, вам, вероятно, было бы лучше использовать его как телефон и заряжать аккумулятор каждую ночь, что занимает меньше времени и становится частью вашей повседневной жизни.
Аккумулятор представляет собой литий-ионный аккумулятор Panasonic 48 В 31 Ач, который питает самоадаптирующийся электродвигатель NIU, установленный на заднем колесе, мощностью 1200 Вт. Запас хода батареи составляет 70-80 км, как заявляет компания. Вы можете выбрать один из двух режимов езды, один из которых обеспечивает полную мощность, а другой снижает мощность на 50% для экономии заряда батареи.
Независимо от того, какой режим вы выберете, в UQi GT вы не найдете мощного скутера. Это особенно верно, когда вы едете с пассажиром и действительно набираете вес. При выборе режима полной мощности вы начинаете очень вяло. После последовательных уговоров дело, наконец, сдвинулось с мертвой точки. Вы можете нажимать на педаль газа так сильно, как только можете, но максимальная скорость, на которой вы едете, — 45 км/ч. Продолжайте в том же духе достаточно долго, и вы увидите, как разрядится батарея на ваших глазах. Чтобы разрядить аккумулятор почти на 10%, потребовалось менее 15 минут резкого нажатия на педаль газа.
Вместо этого более удобно ходить пешком на медленных скоростях. Честно говоря, одного взгляда на спецификацию должно быть достаточно, чтобы сформировать реалистичные ожидания. Сказав это, как только вы поймете, что может предложить UQi GT, это достойный скутер для езды. Если вы будете ездить на нем, как на мотоцикле, вы быстро разрядите аккумулятор и все равно никуда не денетесь. Ездите на нем как на электрическом пригородном автомобиле, и вы, возможно, сможете сделать его своим ежедневным райдером, чтобы добираться на работу и с работы, а также по городу.
Принимая во внимание, что это функциональная машина, спроектированная для того, чтобы перевозить вас по городу и помогать вам в работе по дому, управляемость у нее очень хорошая. Шасси устойчиво и обеспечивает маневренность, помогая вам ориентироваться в пробках и выбоинах. Подвеска немного жестковата, но способна выдерживать выбоины, не теряя самообладания.
Невероятное торможение благодаря тормозной системе CBS, которая распределяет тормозное усилие между передними и задними тормозными дисками (правый рычаг управляет двумя третями переднего тормоза, а левый — задним тормозом и одной третью тормозного диска). спереди тоже), делая их более эффективными. Кроме того, система рекуперации энергии EBS использует рекуперативное торможение для восстановления энергии батареи, что увеличивает время работы от батареи и запас хода. Мы заметили, что тормозные рычаги немного чувствительны. Итак, если у вас есть привычка класть два пальца на тормозные рычаги, как мы, это приводит к срабатыванию тормозов, и вы замечаете это, когда пытаетесь тронуться с места.
ВЕРДИКТ
Пока вы используете его по назначению, NIU UQi GT имеет смысл. Это современный самокат со списком современных функций. Он может доставить вас на работу, в колледж, помочь вам выполнять поручения и все это практически с нулевыми эксплуатационными расходами (кроме ремонта и обслуживания).