Заточка фрезы на станке: методы, особенности
Главная » Обработка металла » Заточка » Способы заточки фрезы на станке
На чтение 5 мин
Содержание
- Когда необходима заточка резца
- Виды заточки
- Инструмент для заточки
- Порядок и особенности
- Подготовка
- Как заточить фрезу по дереву
- Заточка фрез по металлу
Режущий инструмент для фрезерных и расточных станков отличается многообразием и наличием нескольких режущих кромок. Сложная конфигурация требует высокой точности шлифовки, поэтому производят заточку фрезы на станках автоматах и ЧПУ. Вручную сделать одинаковыми все углы и кромки невозможно.
Для каждого типа фрез предназначены свои заточные станки. Невозможно на одном оборудовании обработать торцевой и отрезной инструмент.
Заточка фрезы на станкеКогда необходима заточка резца
При работе резца его рабочая кромка, снимая слой металла, постепенно стирается сама. Высокие температуры в зоне реза способствуют быстрому ее износу. Если нагрузки при работе усиливаются, стружка отходит с рваными краями, значит необходимо заточить фрезу.
Если нагрузки при работе усиливаются, стружка отходит с рваными краями, значит необходимо заточить фрезу.
Проверить состояние кромки можно, посмотрев на нее через увеличительное стекло, поскольку при увеличении хорошо будут видны:
- выщербленные места;
- заоваленные острые углы;
- выгибание кромки.
Резец следует затачивать при первых признаках его затупления, когда стерся острый угол, но еще не произошло разрушения кромки.
Виды заточки
Заточка резцов производится по передней и боковой режущей кромке и тыльной части. Например, отрезные и прорезные резцы режут одной передней поверхностью. У проходных основная рабочая поверхность боковая, расположенная к оси держака параллельно или под углом. Вторая кромка, перпендикулярная оси, скользит по детали и срезает оставшиеся кромки, создавая нужный класс чистоты.
Резьбонарезной станок имеет две симметричные кромки, расположенные под углом профиля нити. Они затачиваются по шаблону. Кроме угла между самими режущими кромками, выдерживается угол заточки резца.
Фрезы по металлу имеют сложную поверхность. В одних случаях они напоминают набор токарных резцов, выставленных по кругу — торцовые, в других цилиндры с острыми спиралями — цилиндрические. Отрезные имеют форму плоского диска с острыми зубьями, вырезанными по радиусу.
Способ заточки режущей кромки и затыловки выбирается в зависимости от типа фрезы и твердости материала, который она должна резать. В проходных многорезцовых фрезах вместо переточки производят замену режущих пластин, выставляя их по плоскости и радиусу.
Цилиндрические фрезы, используемые для калибровки отверстий и обработки пазов с высоким классом точности по размеру, после переточки по затыловочной наружной поверхности, изменяют свой диаметр на меньший. Их перепроверяют на приборах индикаторного типа и маркируют в соответствии с полученным фактическим размером. В случае сильного износа, перешлифовывают на меньший типоразмер.
Инструмент для заточки
Для заточки фрез по наружной поверхности – затыловке, используют чашечные мелкообразивные круги.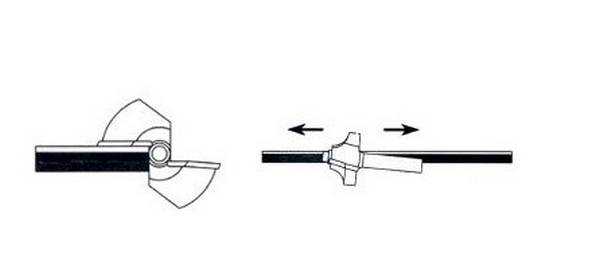 Их устанавливают на заточном станке, который обеспечивает угол направления кромки и перемещение точильного инструмента по всей длине затачиваемой детали. Станки работают автоматически по заданным настройкам. Приспособления для ручной настройки приводятся в движение человеком. Они только помогают выдержать нужный угол.
Их устанавливают на заточном станке, который обеспечивает угол направления кромки и перемещение точильного инструмента по всей длине затачиваемой детали. Станки работают автоматически по заданным настройкам. Приспособления для ручной настройки приводятся в движение человеком. Они только помогают выдержать нужный угол.
Заточку токарных резцов по металлу выполняют на точилах с кругами средней и мелкой зернистости. Доводка осуществляется на полировочных алмазных кругах и оселках. Правильность выполнения угла проверяется специальным шаблоном.
Заточка дисковых фрез осуществляется по 2 плоскостям. Сначала тонким кругом, перемещающимся перпендикулярно плоскости диска, обрабатывается внутренняя режущая кромка. Затем шлифуется тыльная сторона. При этом фреза после каждого прохода круга проворачивается на 2 – 5 зубьев. Это обеспечивает равномерную заточку. Количество зубьев в одном шаге инструмента не должно быть кратным их общему количеству. Например, для диска с 20 режущими кромками выбирается шаг через 2 на 3 выступ.
Порядок и особенности
Независимо от сложности станков и устройств, заточка фрезы производится в определенном порядке.
Подготовка
Учитывая, что инструмент рабочий, его следует подготовить, соблюдая правила заточки.
- Очистить от прилипшей стружки и остатков масла и охлаждающих жидкостей. Положить в керосин калоша, выдержать несколько минут. Грязь счистить мягкой щеткой, протереть резец насухо ветошью.
- Проверить углы заточки, используя шаблон.
- Установить фрезу в станок.
- Настроить нужный угол поворотом шлифовального круга.
Включив вращения заточного инструмента, надо коснуться им режущей кромки, медленно вручную подводя его резцу. Проверить правильность настройки и только после этого запустить на автоматическую подачу или при включенном круге перемещать фрезу по направляющим вручную.
Как заточить фрезу по дереву
Фрезы по дереву делаются из более мягкого металла, поэтому их затачивают обычно вручную, используя простые приспособления. Брусок крепится неподвижно к столу. Фреза выставляется в державке режущей кромкой параллельно абразивной поверхности. После этого каждая поверхность затачивается поступательным движением инструмента.
Брусок крепится неподвижно к столу. Фреза выставляется в державке режущей кромкой параллельно абразивной поверхности. После этого каждая поверхность затачивается поступательным движением инструмента.
Заточка фрез по металлу
Для каждого типа фрез по металлу имеется свой заточной станок или приспособление. Они позволяю вращать инструмент и обрабатывать зуб со сложной конфигурацией под нужным углом по всей длине.
Чашечный круг обеспечивает ровную поверхность кромки, без радиальных впадин. Он выполняет работу дольше цилиндрического, но кромка получается точно по шаблону.
При заточке по 2 и более поверхностям, сначала обрабатывают переднюю кромку, подгоняют угол заточки. После этого делается затыловка. Обе операции желательно выполнять с одной установки.
Червячные фрезы обрабатываются плоским кругом по рабочей плоскости, затем по кругу шлифуется их тыльная часть. Форма впадины зуба проверяется по шаблону. Поправить ее можно на станке с ЧПУ.
( Пока оценок нет )
Поделиться
Заточка фрез по металлу и дереву своими руками
В современном многообразии услуг, представленных на рынке строительных материалов, легко отыскать помощь в затачивании фрез.
Фреза по дереву
Но не стоит спешить, данную работу можно выполнить самому. Это характерно не только для работ по заточке фрез, но и для других видов работ.
Содержание:
- Как заточить фрезу
- Заточка по ленточке
- Заточка фрезы по торцу
- Заточка фрез своими руками
Как заточить фрезу
В станке для заточки фрез стандартной комплектации имеются два зажимных патрона разной конфигурации. Один из них для трех перовых фрез, а второй для двух и четырех перовых фрез. Ошибиться в данном случае сложно, так как при не верном установлении количества перьев фрезы, вставить фрезу в патрон не представиться возможным.
Фреза по металу
Определившись с выбором патрона можно переходить к непосредственным этапам заточки фрез:
- заточка по ленточке;
- заточка по торцу.
Заточка по ленточке
Необходимо воспользоваться одним из соответствующих гнезд стакана. Из стандартного набора цанг выбираем соответствующую по размеру цангу (8 мм, 10 мм, 12 мм).
Станок по заточке фрез
Заводим цангу в патрон и фиксируем зажимной гайкой. Эта процедура делается без каких-либо усилий, зажимная гайка свободно вращается и затягивать ее не надо.
- В гнезде стакана выставляем длину затачиваемой ленточки. Как правило — это расстояние регулируется выкручиванием винтов, расположенных в гнезде стакана. Путем перемещения нижней части гнезда вверх или вниз, выбираем длину, после чего обратно фиксируем винты.
- Устанавливаем фрезу в патрон через верхнее отверстие, при этом заранее установив диаметр фрезы и угол заточки на регулировочном винте. Подготовленный патрон закрепляем в стакане, при этом правильным образом устанавливаем линии фрезы по отношению к затачиваемому элементу.
 То есть своими канавками фреза должна цепляться за штифт.
То есть своими канавками фреза должна цепляться за штифт. - Затем включаем станок и регулятором подачи подводим фрезу к точильному кругу до начала звука соприкосновения и производим заточку ленточки фрезы со всех сторон. Съем металла с затачиваемой фрезы можно уменьшать и увеличивать используя установленные на станке регуляторы. Данная регулировка необходима при смене диаметра фрезы и исправлении имеющихся неровностей на обрабатываемой фрезе.
 То есть своими канавками фреза должна цепляться за штифт.
То есть своими канавками фреза должна цепляться за штифт.Заточка торцев
Заточка фрезы по торцу
Для заточки фрезы по торцу необходимо воспользоваться вторым гнездом для патрона, расположенного на станке.
Заточка фрезы
При этом нужно проделать описываемые ранее действия по установке диаметра и длины.
- В зависимости от жесткости обрабатываемого металла выставляются настройки на гнезде. Чем тверже металл, тем поворот кольца гнезда больше в сторону знака “+”.
- Далее включаем станок, вставляем подготовленный патрон с фрезой в гнездо и обрабатываем деталь до прекращения характерного шума. Обрабатывается каждая канавка фрезы.
- В дополнительном гнезде станка осуществляется заточка фрезы с торца, для чего проделываются вышеописанные действия.
- Последняя операция – обработка задней стенки фрезы, которая производится путем вставления патрона с фрезой в соответствующее гнездо станка.
- Таким образом, осуществлена заточка фрезы с соблюдением всех требующихся геометрических особенностей по отдельности и по отношении друг к другу. Соблюдена равномерность заточки по всем сторонам.
 Обрабатывается каждая канавка фрезы.
Обрабатывается каждая канавка фрезы.Заточка фрез своими руками
Данную процедуру можно выполнить самому и использовать при этом подручные средства.
Такая возможность сэкономит деньги, и в случае многократного использования сохранит драгоценное время.
- Сначала очищаем фрезу от нагара, для чего используем специальную жидкость, наподобие тех, что применяются для чистки двигателей автомобилей. Надо залить фрезу и подождать примерно три минуты, после чего очистить фрезу со всех сторон щеткой.
- Далее берем алмазный брусок и начинаем точить фрезу по передней кромке (движение канала фрезы по алмазному бруску).
- Брусок смачивается обычной водой. После заточки необходимо обтереть фрезу тряпочкой.

Качество ручной заточки значительно отличается от заточки с использованием специального станка, но в ручном варианте экономится время.
Такой вариант заточки рекомендуется применять в случаях, когда фреза еще не сильно затупилась или как профилактическая заточка, направленная на улучшения качества обрабатываемых изделий.
Заточка фрез | Металлообработка
Завершающей операцией процесса изготовления резца является его заточка.
С его помощью добиваются нужной геометрии зубьев. При последующей эксплуатации неизбежен износ зубьев фрезы, поэтому для улучшения ее работы необходима периодическая заточка и проверка состояния режущих частей.
Сопротивление увеличивается, если заточка была сделана правильно. Как следствие, снижается стоимость режущего инструмента. Желательно не допускать износа резца выше критерия затупления, так как это приводит к разрушению зубьев и чрезмерному износу инструмента.
Для заточки резцов использовать специально-заточные и универсально-заточные станки (например, ЗА64). Получить правильные углы на режущих кромках инструмента можно только правильно подобрав соответствующий шлифовальный круг и заточку. В результате режущие свойства будут высокими, а поверхность — качественной. Резцы из стали, содержащей кобальт и ванадий, в отличие от аналогичной стали Р18, показали в процессе заточки не очень хорошую шлифовальность и образование прижогов.
Винт и заостренные зубья обычно обрабатывают на универсальном шлифовальном станке. Зуб через задний диск или чашку шлифовального круга. Чашечное колесо, наклоненное под небольшим углом (1-2°) к оси фрезы, касается его только с одной стороны. Такой наклон способствует формированию заднего угла зуба, неподвижного очага. Задняя поверхность зуба цилиндрической фрезы становится несколько более вогнутой при заточке шлифовального круга. Изменяя диаметр диска, уменьшают возникающую погрешность заточки.
Такой наклон способствует формированию заднего угла зуба, неподвижного очага. Задняя поверхность зуба цилиндрической фрезы становится несколько более вогнутой при заточке шлифовального круга. Изменяя диаметр диска, уменьшают возникающую погрешность заточки.
Чашка шлифовального круга (торцевая плоскость) обработана стальной концевой фрезой со вставками из твердых сплавов, не смотрящими на основную плоскость. Установив вспомогательную леску горизонтально, заострите вспомогательную заднюю поверхность. После этого резец размещается в соответствии с геометрией зубца. Кромку диска или торцевую поверхность диска шлифовальным кругом для заточки передней поверхности зубьев с соблюдением необходимых геометрических параметров углов.
универсальный шлифовальный станок (например, фрезы В3125 d от 14 до 50 мм) косозубые зубья сможем стачивать с обеих сторон. Основную и вспомогательную поверхности фиксируют и затачивают торец чашечного круга.
Основная поверхность дисковой фрезы для заточки зубьев чашечного шлифовального диска аналогична процессу шлифования цилиндрических или торцевых. Задний вспомогательный такой же, как и в конце.
Задний вспомогательный такой же, как и в конце.
Для заточки фрез с простыми зубьями вертикального, косого, двунаправленного зубьев. Ось наклонена под углом к основному краю.
Одну из передних поверхностей надо заточить фрезами с рельефными зубьями. Погрешность угла передней плоскости не должна превышать ±1°, иначе фасонный профиль будет искажен.
Гладкую часть чашечного диска можно затачивать как прямыми канавками, так и коническими винтами. Для точной заточки используется копир с таким же количеством зубьев. Не стоит затачивать рельефные зубья при износе задней плоскости более 0,5-0,75 мм, так как тогда придется шлифовать весь профиль.
Заточка вставных пластинчатых фрез Сбор осуществляется, закрепляя зуб в захвате трехшарнирного универсально-шлифовального станка или затачивают с подлокотником. Чтобы фреза не треснула в тисках, вставьте между ними резиновую прокладку. Зубья концевой фрезы для заточки за один установ. В этом методе износ используемого шлифовального круга мало влияет на точность. Для гладкости шлифованной поверхности резца круг вращается в направлении от основания к режущей кромке. В промышленности зубья торцевых фрез иногда обрабатывают без разбора пластин. Станки для заточки инструмента из твердых сплавов также затачивают концевые фрезы из композиционных алмазных дисков АСО 8-10 В1 на 100%.
Для гладкости шлифованной поверхности резца круг вращается в направлении от основания к режущей кромке. В промышленности зубья торцевых фрез иногда обрабатывают без разбора пластин. Станки для заточки инструмента из твердых сплавов также затачивают концевые фрезы из композиционных алмазных дисков АСО 8-10 В1 на 100%.
Доводка после заточки необходима для достижения гладкости поверхности режущих кромок выше допустимых значений шероховатости. Процесс отладки необходим для устранения возможных прижогов, трещин или других ошибок режущей пластины, возникающих во время заточки инструмента. Чистовая обработка фрез осуществляется в основном путем обработки алмазным или мелкозернистым карбидокремниевым абразивным кругом.
промышленные машины с регулируемыми фрезами с резцами из минеральной керамики или твердого сплава. Например, на станке СВ-20 универсальный лист обрабатывается в закрытой кассете, защищающей от пыли; базовая плоскость корректируется также в магазинах с помощью алмазного диска для плоскошлифовального станка. Обработка алмазным кругом повысит стойкость инструмента из пластичного материала и при большом износе в 2-5 раз (в прямо пропорциональной зависимости от скорости резания), если сравнивать с дисками из карбида кремния. Но не целесообразно при работе со сталями повышенной прочности, титаном и твердыми сплавами, особенно при малых скоростях резания, а также с хрупким твердым металлом. В этих случаях он малоэффективен, может даже снизить стойкость режущей плоскости инструмента из-за ее растрескивания.
Обработка алмазным кругом повысит стойкость инструмента из пластичного материала и при большом износе в 2-5 раз (в прямо пропорциональной зависимости от скорости резания), если сравнивать с дисками из карбида кремния. Но не целесообразно при работе со сталями повышенной прочности, титаном и твердыми сплавами, особенно при малых скоростях резания, а также с хрупким твердым металлом. В этих случаях он малоэффективен, может даже снизить стойкость режущей плоскости инструмента из-за ее растрескивания.
Для заточки и доводки твердосплавных резцов используют алмазные круги, например, следующих типов: АТ, МТА, АБС,АПВ, АШП и другие. Результатом является хорошее качество поверхности и увеличение стойкости инструмента почти в два раза. Лучший среди обычных абразивов шлифовальный круг изготавливается из композиционных материалов.
После заточки обязательно проверяют правильность всех геометрических параметров, углы режущих кромок, гладкость поверхности и биение. Вылет фрезы фиксируется в приспособлении (центр в шпиндельной бабке), контроль индикатора при его обработке.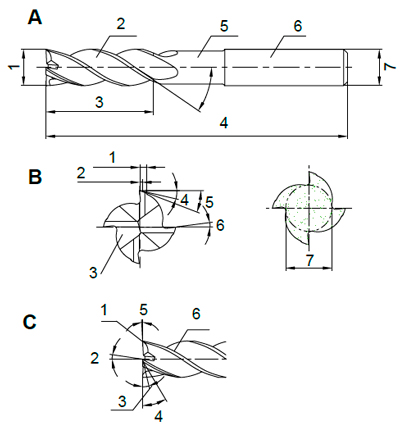 Для контроля внутреннего (посадочного) отверстия закрепляют на оправке вертикально или горизонтально. Вылет рабочих частей хвостовика фрезы в виде конуса или цилиндра проверяют специальным приспособлением или призмой. Также контролируют биение торца зубьев, цилиндрическую поверхность, базовую грань и углы кромки. Контроль качества доводки и заточки осуществляют визуально с помощью увеличительного стекла, лупы, микроскопа. Не допускаются заусенцы, сколы, вмятины на режущих кромках. Трещины на зубьях из твердого сплава можно увидеть через лупу или при шлифовке пластины, смоченной керосином.
Для контроля внутреннего (посадочного) отверстия закрепляют на оправке вертикально или горизонтально. Вылет рабочих частей хвостовика фрезы в виде конуса или цилиндра проверяют специальным приспособлением или призмой. Также контролируют биение торца зубьев, цилиндрическую поверхность, базовую грань и углы кромки. Контроль качества доводки и заточки осуществляют визуально с помощью увеличительного стекла, лупы, микроскопа. Не допускаются заусенцы, сколы, вмятины на режущих кромках. Трещины на зубьях из твердого сплава можно увидеть через лупу или при шлифовке пластины, смоченной керосином.
И в завершение совет: как заточить фрезу самостоятельно без станков и спец приспособлений.
Снять с фрезы подшипник, очистить от загрязнений растворителем. На край скамейки или стола положите алмазную планку, которая будет вести переднюю плоскость. Периодически меняя брусок на другой с другим зерном для улучшения качества заточки. Если вы затачиваете фрезу для фрезерно-зубчатого станка, старайтесь соблюдать симметричность кромок, движения осуществляются с равномерным нажимом. Брусок время от времени слегка смачивается водой. По окончании работы просушить тряпкой или любой тряпкой. Вместо бруска можно использовать наждачную бумагу в зависимости от материала, из которого сделана фреза. Бумага должна быть приклеена или прикреплена к поверхности (дереву, стали). Для заточки также можно использовать точильный камень, вращая его на небольшой скорости.
Брусок время от времени слегка смачивается водой. По окончании работы просушить тряпкой или любой тряпкой. Вместо бруска можно использовать наждачную бумагу в зависимости от материала, из которого сделана фреза. Бумага должна быть приклеена или прикреплена к поверхности (дереву, стали). Для заточки также можно использовать точильный камень, вращая его на небольшой скорости.
Фрезы с почти бесконечным сроком службы
Настройки защиты данных
Если вам еще не исполнилось 16 лет, и вы хотите дать свое согласие на волонтерские услуги, вы должны попросить разрешения у родителей или опекунов.
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента.
Принять все Магазин Принимать только необходимые файлы cookie
Настройки защиты данныхнезаменимый (2)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильного функционирования веб-сайта.
Просмотр информации о файлах cookie Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Анбитер | владелец этого сайта, Выходные данные |
| Цвек | Сохраняет настройки пользователей, выбранные в поле cookie с помощью Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Печенье Laufzeit | 1 год |
| Имя | Пользовательский |
|---|---|
| Анбитер | Userlike UG, Probsteigasse 44-46, 50670 Köln |
| Цвек | Для того, чтобы пользовательский виджет работал, файлы cookie сохраняются в браузере пользователя. Эти файлы cookie технически необходимы и заполняются данными только при использовании чата. Перед этим у них чисто техническое задание включить предложение сервисного чата.
Файл cookie сеанса: чтобы гарантировать функциональность программного обеспечения, файлы cookie для статуса приложения хранятся в файлах cookie конечного пользователя. Они включают постоянное состояние, состояние компьютера, идентификатор сеанса, а также статистику чата. Срок действия файла cookie: чтобы идентифицировать пользователей, когда они возвращаются на ваш веб-сайт, файлы cookie с данными пользователя сохраняются в браузере конечного пользователя. Они могут включать индивидуальный идентификатор пользователя, имя конечного пользователя, адрес электронной почты и количество посещений сайта». Эти файлы cookie технически необходимы и заполняются данными только при использовании чата. Перед этим у них чисто техническое задание включить предложение сервисного чата.
Файл cookie сеанса: чтобы гарантировать функциональность программного обеспечения, файлы cookie для статуса приложения хранятся в файлах cookie конечного пользователя. Они включают постоянное состояние, состояние компьютера, идентификатор сеанса, а также статистику чата. Срок действия файла cookie: чтобы идентифицировать пользователей, когда они возвращаются на ваш веб-сайт, файлы cookie с данными пользователя сохраняются в браузере конечного пользователя. Они могут включать индивидуальный идентификатор пользователя, имя конечного пользователя, адрес электронной почты и количество посещений сайта». |
| Датеншуцерклерунг | https://www. |
| Хост(ы) | userlike-cdn-widgets.s3-eu-west-1.amazonaws.com |
| Имя файла cookie | uslk_c, uslk_s |
| Печенье Laufzeit | сессия / 90 дней |
статистика (4)
статистика
Статистические файлы cookie записывают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Просмотр информации о файлах cookie Скрыть информацию о файлах cookie
| Акзептирен | Гугл Аналитика |
|---|---|
| Имя | Гугл Аналитика |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Файл cookie Google для анализа веб-сайта. Генерирует статические данные о том, как пользователь использует веб-сайт. Генерирует статические данные о том, как пользователь использует веб-сайт. |
| Датеншуцерклерунг | https://policies.google.com/privacy |
| Имя файла cookie | _ga,_gat,_gid |
| Печенье Laufzeit | 2 года |
| Акзептирен | Диспетчер тегов Google |
|---|---|
| Имя | Диспетчер тегов Google |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Файл cookie Google для управления расширенным сценарием и обработкой событий. |
| Датеншуцерклерунг | https://policies.google.com/privacy?hl=de |
| Имя файла cookie | _ga,_gat,_gid |
| Печенье Laufzeit | 2 года |
| Акзептирен | Матомо |
|---|---|
| Имя | Матомо |
| Анбитер | Гюринг |
| Цвек | Cookie от Matomo для анализа веб-сайтов. Генерирует статические данные о том, как пользователь использует веб-сайт. Генерирует статические данные о том, как пользователь использует веб-сайт. |
| Датеншуцерклерунг | Data Protection |
| Имя файла cookie | _уп_*.* |
| Печенье Laufzeit | 13 месяцев |
| Акзептирен | t.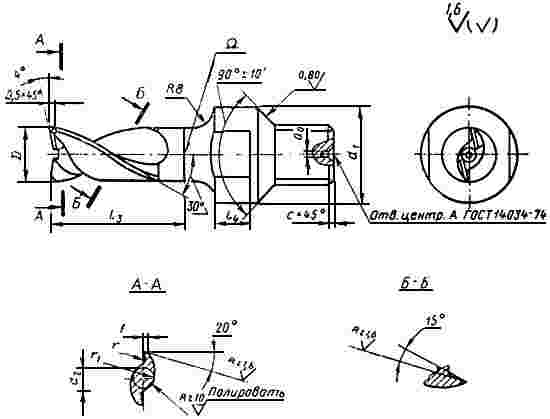 leadlab.click leadlab.click |
|---|---|
| Имя | t.leadlab.click |
| Анбитер | проводные умы |
| Цвек | С вашего согласия на использование файлов cookie WiredMinds LeadLab использует следующие файлы cookie через наш веб-сайт:
– Чтобы распознать вернувшихся посетителей и связать клик/просмотр страницы с посещением
Файл cookie установлен на 90 дней.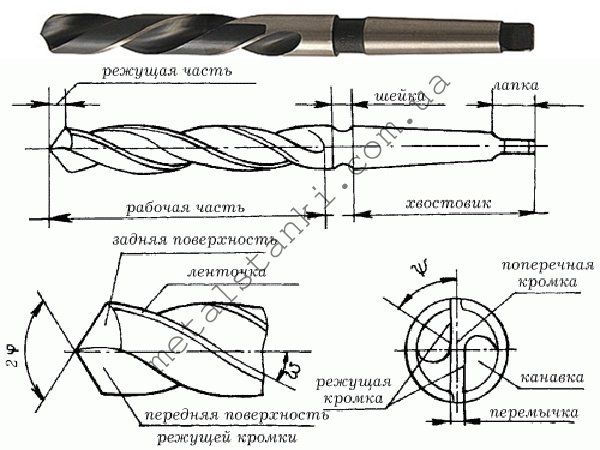 Если посетитель вернется на наш веб-сайт в течение этого периода, посетитель будет распознан, и действие файла cookie будет автоматически продлено на 90 дней. По истечении 90 дней файл cookie автоматически удаляется или немедленно удаляется, если использование файла cookie аннулируется. Если посетитель вернется на наш веб-сайт в течение этого периода, посетитель будет распознан, и действие файла cookie будет автоматически продлено на 90 дней. По истечении 90 дней файл cookie автоматически удаляется или немедленно удаляется, если использование файла cookie аннулируется. |
| Датеншуцерклерунг | https://www.wiredminds.de/datenschutzhinweis/ |
| Имя файла cookie | CCTCNTNM_b333d61d93b2daee |
| Печенье Laufzeit | 90 дней |
внешние носители (4)
внешние СМИ
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie принимаются внешними носителями, доступ к этому контенту больше не требует ручного согласия.
Если файлы cookie принимаются внешними носителями, доступ к этому контенту больше не требует ручного согласия.
Просмотр информации о файлах cookie Скрыть информацию о файлах cookie
| Акзептирен | Фейсбук |
|---|---|
| Имя | Фейсбук |
| Анбитер | Meta Platforms Ireland Limited, 4 Grand Canal Square, Dublin 2, Ирландия |
| Цвек | Используется для разблокировки содержимого Facebook. |
| Датеншуцерклерунг | https://www.facebook.com/privacy/explanation |
| Хост(ы) | .facebook.com |
| Акзептирен | Карты Гугл |
|---|---|
| Имя | Карты Гугл |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Используется для разблокировки содержимого Google Maps. |
| Датеншуцерклерунг | https://policies.google.com/privacy |
| Хост(ы) | .google.com |
| Имя файла cookie | НИД |
| Печенье Laufzeit | 6 месяцев |
| Акзептирен | Инстаграм |
|---|---|
| Имя | Инстаграм |
| Анбитер | Meta Platforms Ireland Limited, 4 Grand Canal Square, Dublin 2, Ирландия |
| Цвек | Используется для разблокировки контента Instagram.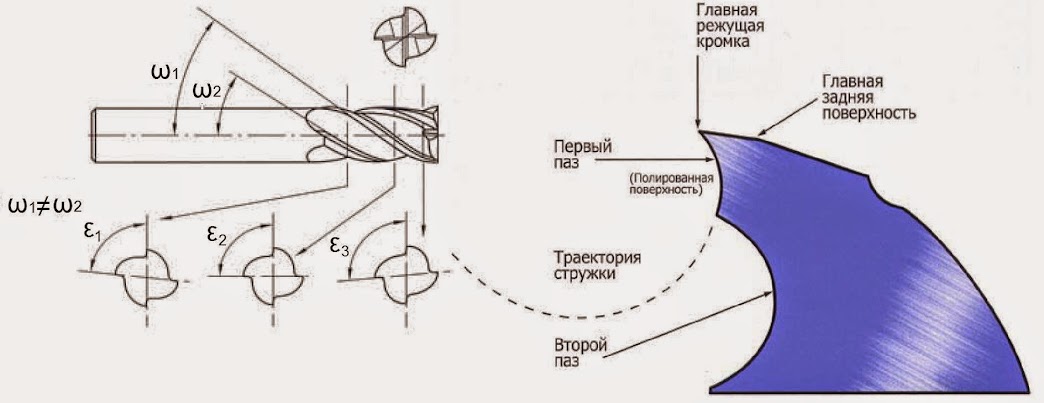 |
| Датеншуцерклерунг | https://www.instagram.com/legal/privacy/ |
| Хост(ы) | .instagram.com |
| Имя файла cookie | голубь_состояние |
| Печенье Laufzeit | Встреча |
| Акзептирен | YouTube |
|---|---|
| Имя | YouTube |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Используется для разблокировки содержимого YouTube |
| Датеншуцерклерунг | https://policies. |