Углы заточки токарного резца: какие бывают
Головка резца – неотъемлемый элемент токарного инструмента. На ней расположен ряд плоскостей и кромок, заточенных под различными углами. От их значения зависит не только функционал инструмента, но и то, как долго резец прослужит.
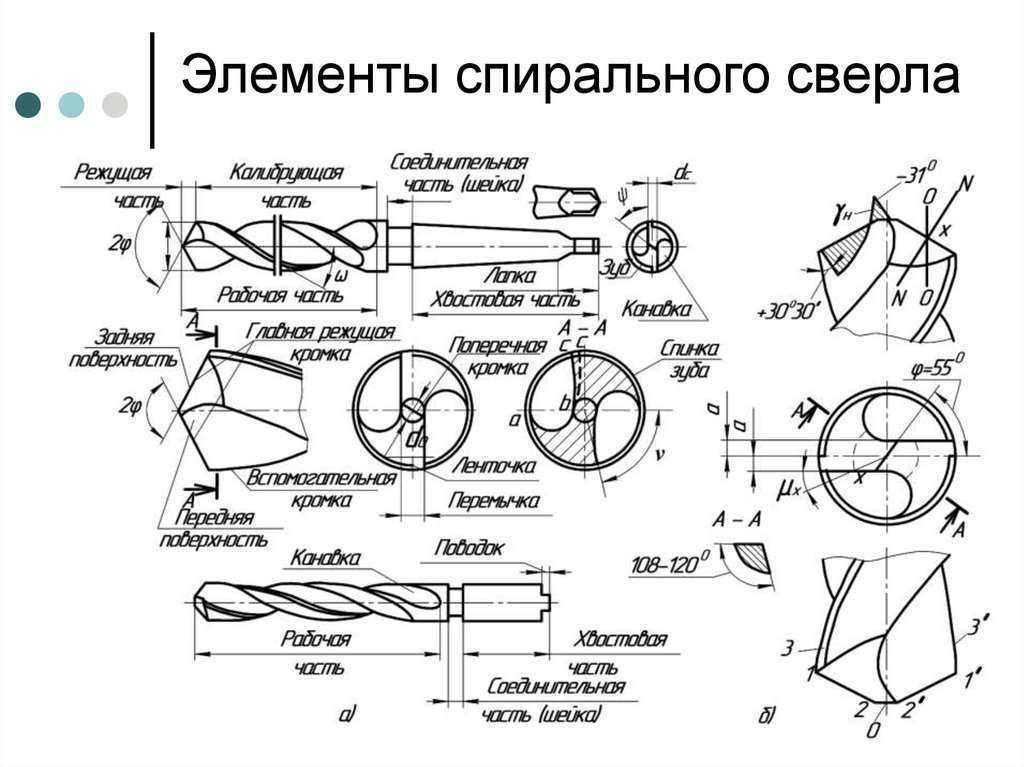
Конструкция токарного резца
У токарного резца всего две части: державка и рабочая головка. Державка отвечает за надёжное крепление инструмента на станке. Рабочая головка в свою очередь необходима непосредственно для процесса точения.
На рабочей головке резца разместились три поверхности. Передняя отвечает за стружкоотведение. А вот задних поверхностей получается две – обе они обращены к заготовке. Задняя главная и задняя вспомогательная поверхности на стыке с передней поверхностью создадут кромки и вершину.
Вершина резца – это самое острое место инструмента, испытывающее наибольшие нагрузки. Чтобы вершина не откололась, иногда ей придают немного округлости.
Назначение углов токарного резца
В зависимости от типа материала заготовки, его основных характеристик (например, твердости и вязкости), а также от условий и интенсивности обработки, вам пригодится инструмент с различной величиной углов.
Главный задний угол
Он контролирует силу трения в зоне обработки.
Если главный задний угол слишком острый, то расширяется площадь контакта с заготовкой, что ведет к снижению точности резания.
Чересчур широкий главный задний угол напрямую влияет на безопасность обработки: инструмент становится менее прочным, а также ухудшается крепление державки, что вызывает сильные вибрации и колебания во время точения.
Главный передний угол
Он снижает уровень деформации срезаемых слоев обрабатываемой детали, уменьшает усилие резания, делает стружкоотведение более легким и улучшает отведение тепла из зоны обработки.
Небольшой главный передний угол очень хорошо и оперативно убирает металл с заготовки, но делает это точечно. По мере расширения угла, зона резания увеличивается, однако сила воздействия делается слабее. Все это негативно влияет на продуктивность работы.
Кроме того, в этом случае толщина лезвия резца уменьшается, что ведет к ухудшению прочности, снижению теплоотвода и часто встречающимся выкрашиваниям режущей кромки.
Кстати, главный передний угол иногда обладает отрицательными значениями. Такое встречается, например, когда требуется инструмент для черновой обработки под ударной нагрузкой. Давление происходит не только на кромку, но и на всю переднюю поверхность инструмента, что делает его стабильнее и надежнее.
Угол резания
Он определяет, насколько легко инструмент будет проникать в заготовку, и насколько глубоко это сможет сделать. Обычно угол резания составляет 60-100 градусов.
Угол заточки
Чем значение данного угла выше (а угол – тупее), тем прочнее будет состояние режущей кромки. Узкий угол придает резцу остроту, но уменьшает прочность.
Узкий угол придает резцу остроту, но уменьшает прочность.
Главный угол в плане
Чем его значения ниже, тем инструмент окажется прочнее, а скорость обработки выше. Однако главный угол в плане не должен быть слишком маленьким, иначе это может привести к колебаниям.
Вторичный угол в плане
Данный угол напрямую влияет на качество резания. Если он широкий, то появляются шероховатости. А вот узкий угол напротив позволяет выполнить рез максимально гладко и чисто. Однако в этом случае инструмент нагревается намного быстрее.
Вспомогательный задний угол
Он борется с трением во время обработки, тем самым препятствуя перегреву в зоне резания. Таким образом инструмент служит дольше.
Чем меньше вспомогательный задний угол, чем менее прочным становится инструмент.
Угол около вершины
Качество обработки детали напрямую влияет на остроту этого угла. Чем он острее, тем лучше удаляются слои металла. Однако это ведет к нагреву в месте обработки. Инструмент становится подвержен металлическим разрушениям и быстрее изнашивается.
Чем он острее, тем лучше удаляются слои металла. Однако это ведет к нагреву в месте обработки. Инструмент становится подвержен металлическим разрушениям и быстрее изнашивается.
Угол наклона режущего края
Данный угол отвечает за направление отвода стружки. Он может иметь различные значения, как положительные, так и отрицательные. Во втором случае стружка будет отводится в ту же сторону, в которую происходит точение.
Отрицательный угол наклона обычно применяется для чистовой резки. Для черновой он должен составлять 10-12 градусов. Если металл очень твердый (например, закаленные стали), то угол наклона стоит выбрать побольше – 20-30 градусов.
У универсальных резцов данный показатель равен нуля.
В компании ТИГРОТЕХ вы можете найти любые виды токарных пластин и державок. Переходите в каталог или обращайтесь к нашим менеджерам +7 (495) 642-31-30.
Углы заточки резцов — Инструментальные материалы
Главная » Материалы и свойства » Инструментальные материалы
Автор Admin На чтение 2 мин. Опубликовано
Опубликовано
Выбор формы передней поверхности можно производить в соответствии с табл. 24. Рекомендуемые величины заднего и переднего углов резцов даны в табл. 25.
| Припуск на обработку (глубина резания, | Минимально необходимая длина режущей твердосплавной пластинки, мм, при главном угле в плане, град | |||
| 45 | 60 | 75 | 90 | |
| 2 | 4 | 3 | 3 | 3 |
| 4 | 8 | 6 | 6 | 6 |
| 6 | 12 | 10 | 9 | 8 |
| 8 | 15 | 13 | 11 | |
| 10 | 19 | 16 | 14 | 14 |
| 12 | 23 | 19 | 17 | 16 |
| 14 | 27 | 22 | 20 | 19 |
| 16 | 31 | 25 | 23 | 22 |
| 18 | 35 | 28 | 25 | 25 |
| 20 | 38 | 31 | 28 | 27 |
Таблица 24
| Форма передней поверхности | Эскиз | Рекомендуемое применение |
| Плоская с фаской | Резцы всех типов для обработки стали | |
| Радиусная с фаской | Точение и растачивание стали (наличие лунки обеспечивает завивание стружки) | |
| Плоская без фаски | Резцы всех типов для обработки чугуна и жаропрочных сталей и сплавов с подачей меньше 0,5 мм | |
| Плоская отрицательная | Черновое точение и растачивание высокопрочной стали и стального питья с ОВ = 1000 МПа по корке, загрязненной неметаллическими включениями и при точении с ударами | |
| Плоская С фаской и опущенной верши Ной | Черновое точение и строгание стали с подачами более 1,5 мм |
Примечание. Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Таблица 25
| Обрабатываемый материал | 3адний угол ?, град | Передний угол ?, град | |
| При черновой обработке | При чистовой обработке | ||
| Сталь и стальное литье ?В < 800 МПа | 8/6 | 12/8 | 15/12 |
| Сталь и стальное литье ?В > 800МПа | 8/6 | 12/8 | 10/10 |
| Сталь и стальное литье ?В > 1000 МПа, а также при обработке по корке, загрязненной неметаллическими включениями и при работе с ударами | 8/6 | 12/10 | 10/8 |
| Чугун серый HB <220 | 6/6 | 10/10 | 12/8 |
| Чугун серый HB > 220 | 6/6 | 10/10 | 8/5 |
| Чугун ковкий | 8/8 | 10/10 | 8/8 |
Примечание. В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
Главный угол в плане следует выбирать в пределах 30-45°. В случае недостаточной жесткости системы станок – деталь – инструмент главный угол в плане следует устанавливать в пределах 60-90°.
Ширина фаски принимается в зависимости от сечения стержней резцов в следующих размерах: для черновых токарных и строгальных резцов – 0,4-1,2 мм; для черновых расточных резцов – 0,2-0,7 мм; для чистовых токарных, строгальных и расточных резцов – 0,2-0,3 мм.
Положительный угол наклона главной режущей кромки в пределах 12-15° рекомендуется для строгальных и токарных резцов при работе с ударами.
Как заточить токарные резцы по металлу: особенности, углы, доводка
Содержание
- 1 Как сила резания зависит от угла затачивания
- 2 Особенности затачивания
- 3 Типы затачивания
- 4 Углы затачивания
- 5 Проведение доводки
Из всех технологических процедур, выполняемых над металлическими деталями, точение считается самой популярной.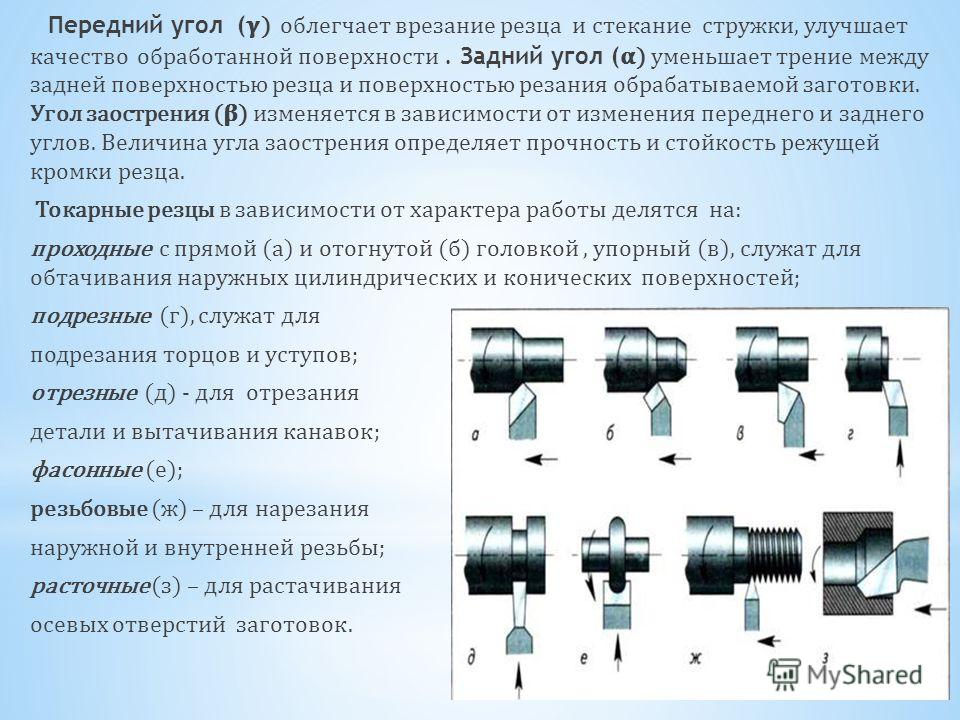 Ввиду этого заточка токарных резцов по металлу имеет большое значение. Ее нужно осуществлять правильно. Порядок проведения заточки токарных резцов зависит от материала, из которого сделан инструмент, назначения резца (фасонный, проходной, для нарезки резьбы, для расточки).
Ввиду этого заточка токарных резцов по металлу имеет большое значение. Ее нужно осуществлять правильно. Порядок проведения заточки токарных резцов зависит от материала, из которого сделан инструмент, назначения резца (фасонный, проходной, для нарезки резьбы, для расточки).
Содержание
- Как сила резания зависит от угла затачивания
- Особенности затачивания
- Типы затачивания
- Углы затачивания
- Проведение доводки
Как сила резания зависит от угла затачивания
Сила резания зависит от углов заточки, в особенности от переднего. Чем больше данный угол, тем меньше сила резания и тем проще отделять металлическую стружку. Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Иногда используют токарные резцы с отрицательным передним углом (от — 5 до -10 градусов). Обычно такие инструменты используются при обточке твердых либо закаленных металлов.
Особенности затачивания
Есть некоторые особенности, которые необходимо принимать во внимание, осуществляя затачивание резцов для токарного станка своими руками. Задняя часть инструмента обрабатывается за 3 шага:
- Сначала выполняют обработку задней части под углом, который равен заднему углу державки. Обычно он больше, чем задний угол резания (примерно на 5 градусов).
- На втором шаге осуществляют обработку задней части режущей пластинки. Ее затачивают под углом, который превышает задний угол резания на 2 градуса.
- Теперь нужный угол формируется посредством доводки. Процедура выполняется на узкой фаске, которая прилегает к рабочей кромке.
За несколько шагов затачивается и передняя часть инструмента для токарного станка.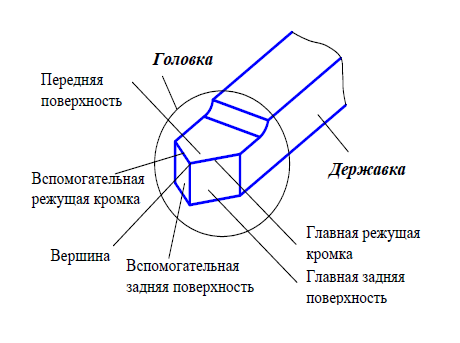 Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Заточка резца облегчается, если применять особые накладки, устанавливаемые промеж опорной поверхности и станочного стола. Для того чтобы точно и качественно заточить инструмент, можете изменить конструкцию стола, добавить возможность регулировать его по высоте и поворотному углу. После подобного изменения использовать накладки будет не нужно.
Для заточки резца рабочая кромка должна быть расположена на одной линии с серединой абразивного круга. Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Разумеется, что по окончании затачивания резца нужно выполнять проверку правильности исполнения. Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Большая твердость подобного трафарета, которую он приобретет после закаливания, позволит применять его продолжительный срок. Делая шаблон, нужно вырезать на нем отверстия, которые соответствуют ходовым углам затачивания. Лишь после создания отверстий трафарет закаливают. Стоит учесть, что от того, насколько точно изготовлен подобный шаблон, зависит правильность затачивания режущего инструмента.
Для выполнения доводки применяют оселки из меди, присадочные элементы. Для доводки инструментов из твердых сплавов используют особую пасту, борный карбид, который смочен керосином. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
- Абразивный (на шлифовочном круге).
- Механико-химический (выполняется обработка специальными средствами).
- С помощью особых приборов.
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.
Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно. Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 — 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов
Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Проведение доводки
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.
Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.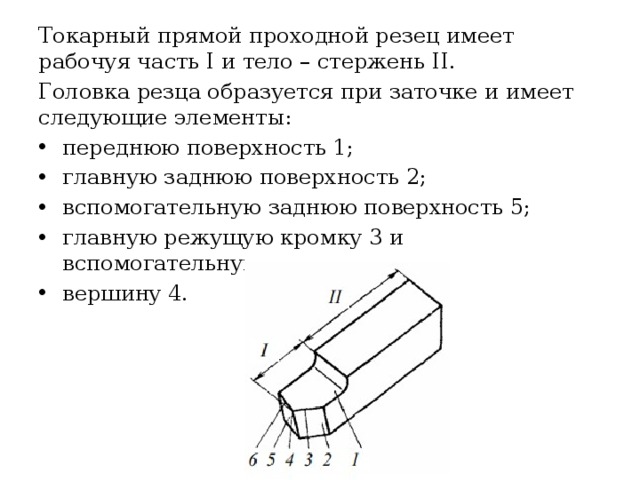
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
Способы заточки резцов токарных агрегатов
Металлические заготовки выдерживают многочисленные технологические операции. Но самой распространенной обработкой деталей является токарная. Рабочий инструмент агрегата должен всегда быть в идеальном состоянии, иначе заготовка получится не такого качества, как требуется. А так как рабочий инструмент, в большинстве случаев, резец, тогда он всегда должен быть правильно заточен.
Выполнение процедуры зависит:
- от материала, с которым работают;
- типа режущего инструментария. Резцы подразделяются на несколько моделей, например, чтобы нарезать резьбу, растачивать и др.
Затачивание резцовых деталей — это очень ответственное мероприятие. От того, насколько качественно оно проведено зависит эффективность и точность обработки заготовочного изделия на токарном агрегате. Затачивание инструментария регулярное, чтобы рабочая часть соответствовала требуемой форме, а получаемые углы — заданным параметрам.
От того, насколько качественно оно проведено зависит эффективность и точность обработки заготовочного изделия на токарном агрегате. Затачивание инструментария регулярное, чтобы рабочая часть соответствовала требуемой форме, а получаемые углы — заданным параметрам.
Углы заточки, преимущественно передний, влияют на силу резки. Увеличение угла приводит к уменьшению силы. Поэтому металлический стружечный материал отсоединяется легче. Но передний угол увеличивают аккуратно. Если переусердствовать, то снизится надежность инструментария, задействованного в работе. Кромка резца сильно изнашивается, крошится. Специалисты стараются подобрать такое значение переднего угла, чтобы металлорежущий инструмент был износостойким, имел прочную кромку, но при этом уменьшилась сила резания. Обточить закаленные или твердые металлоизделия лучше резцами, величина переднего угла которых отрицательная.
Поверхность режущего изделия изнашивается по-разному — только спереди, только сзади, или с обеих сторон. Основные аспекты, влияющие на этот процесс:
Основные аспекты, влияющие на этот процесс:
- физические и механические свойства обрабатываемой заготовки;
- материал резцового изделия;
- в каком состоянии находится поверхность металлорежущего изделия и его края;
- разновидность смазочно-охлаждающей жидкости, ее физические и химические характеристики;
- режим резки;
- состояние токарного агрегата;
- дополнительные условия механической обработки.
Особенности выполнения заточки
Необходимы буквально несколько этапов, чтобы заточить заднюю и переднюю область металлорежущего изделия. Обработка задней зоны изделия происходит в несколько этапов:
- под углом, идентичному заднему углу державки, который больше на пять градусов;
- режущей пластины. Угол заточки на два градуса больше заднего угла резания;
- формирование угла доводкой.
Обработка передней части рабочего инструмента:
- на угол, идентичный углу режущего элемента;
- формирование угла резания чистовым затачиванием или доводкой.

С использованием накладок процедура затачивания существенно упрощается. Они устанавливаются между поверхностями опоры и станочного стола. Рабочая кромка металлорежущего инструмента при заточке располагается на одной линии, соответствующей середине абразивного круга.
Когда процедура завершена, специальным закаленным шаблоном проверяют качество ее исполнения. Его отверстия совпадают с ходовыми углами затачивания. Правильность заточки зависит от точности шаблона. Доводка осуществляется присадочными элементами.
Методы проведения процедуры
Типы затачивания:
- абразивно,
- механико-химически,
- специальными приборами.
В первом случае используется шлифовальный круг, заточное или токарное устройство. Второй вариант — обработка резца спецсредствами. Заточка эффективная, без образования трещинок и сколов. Этим способом затачивают большие твердосплавные инструменты, обрабатываемые раствором купороса. Идет химическая реакция. Поверхность покрывается тонкой защитной пленкой. Ее смывают мельчайшие абразивные элементы раствора. Характеристики алмазного режущего инструмента восстанавливают кремниевым кругом или электрокорундовым.
Поверхность покрывается тонкой защитной пленкой. Ее смывают мельчайшие абразивные элементы раствора. Характеристики алмазного режущего инструмента восстанавливают кремниевым кругом или электрокорундовым.
Выполнение доводки
Когда заточка инструментария завершена, он подвергается конечной обработке. Выполняют доводку на чугунном диске. Предпочтение отдают борному карбиду. Скорость вращения дискового устройства — 1-2 м/с. Направление его вращения — от опоры резца к рабочему краю. В этот период на резце устраняют неровности, его поверхность и лезвия притираются в последовательном порядке.
Обработка на токарных агрегатах затупляет рабочий инструмент. Он быстро теряет эксплуатационные характеристики, выполняя возложенные на него задачи. Ведь пластина постоянно трется о деталь и стружку. Поэтому резцу и необходима доводка, чтобы вернуть высокие эксплуатационные характеристики. Резцовое изделие более устойчиво к износу, если пластина ровнее, поскольку трение ослабевает.
В составе абразивного пастообразного вещества, чтобы доводить инструментарий — борный карбид. Резцовые лезвия располагаются по отношению к середине диска на одной линии. Как вариант — несколько ниже. Вращение дискового элемента направлено к пластине. При доводке рабочее изделие прижимается, и составляющие пастообразной массы измельчаются. Они проходят по кромке резца, и не провоцируют образование трещин. Зернистые элементы пасты шлифуют резцовую поверхность и делают ее ровной.
Резцовые лезвия располагаются по отношению к середине диска на одной линии. Как вариант — несколько ниже. Вращение дискового элемента направлено к пластине. При доводке рабочее изделие прижимается, и составляющие пастообразной массы измельчаются. Они проходят по кромке резца, и не провоцируют образование трещин. Зернистые элементы пасты шлифуют резцовую поверхность и делают ее ровной.
Перейти к списку статей >>
Заточка резца для токарного станка
Обработка металлических и деревянных заготовок на токарных станках осуществляется с помощью резцов.
Резец представляет собой рабочий инструмент станка выполняющий режущую функцию. Виды резцов определяются их назначением и обрабатываемому материалу, но в процессе работы абсолютно все виды резцов теряют свою остроту и их приходится затачивать. Резец перестает нормально выполнять свои функции, как только на поверхности при черновой обработке появляются блестящие кольца (на чугуне пятна). Этот признак потери остроты резца, когда он больше не режет, а полирует и мнет заготовку. В финишной доводке появление блестящих колец не допустимо. Затупленный резец снижает скорость обработки изделий и не позволяет сделать «чистовой» проход с первого раза.
Этот признак потери остроты резца, когда он больше не режет, а полирует и мнет заготовку. В финишной доводке появление блестящих колец не допустимо. Затупленный резец снижает скорость обработки изделий и не позволяет сделать «чистовой» проход с первого раза.
Содержание
- 1 Конструкция резца
- 2 Алмазные абразивы для заточки
- 3 Наждачные круги
- 4 Доводка режущей кромки
- 5 Резцы для столярной мастерской
Конструкция резца
Конструктивно, токарный резец состоит из подающего стержня, который представляет собой стальной профиль прямоугольного сечения, закрепляемый в резцедержателе и рабочей головки- части которая участвует в процессе точения.
У рабочей головки резца две поверхности- передняя и задняя. Передняя поверхность служит для отвода стружки, задняя поверхность направлена к обрабатываемой детали и подразделяется на основную и вспомогательную. Режущая кромка образуется углом сопряжения двух этих задних поверхностей. Взаимодействие с заготовкой происходит в очень тонком слое металла и малейшие заусенцы или щербинки на резце приводят к образованию нежелательного рельефа, поэтому заточке инструмента следует уделять особое значение.
Заточка токарных резцов по металлу имеет свои особенности. Во-первых, при заточке следует учитывать назначение резца:
- Фасонный;
- Проходной;
- Резьбонарезной;
- Расточный;
- Подрезной.
Назначение токарного резца определяет его форму, углы заточки и используемое для заточки оборудование. Резцы бывают правого и левого направления, что зависит от того в какую сторону к (передней или задней бабке) перемещается резец в процессе работы.
Существуют цельные, сборные и сварные (впайные) резцы. Различие в способе крепления режущей головки к подающему стержню. Впайные резцы изготавливаются из более твердых сплавов чем несущий стержень, а сборные резцы позволяют производить замену режущей части. Заточка сборных резцов не производится, изношенная головка заменяется на новую.
Твердосплавные резцы из сплавов вольфрама и титана используются при работе с чугуном и цветными металлами, для их заточки нужен специальный абразив.
Алмазные абразивы для заточки
При заточке резцов с твердосплавной режущей кромкой должны использоваться алмазные круги для заточки резцов токарных.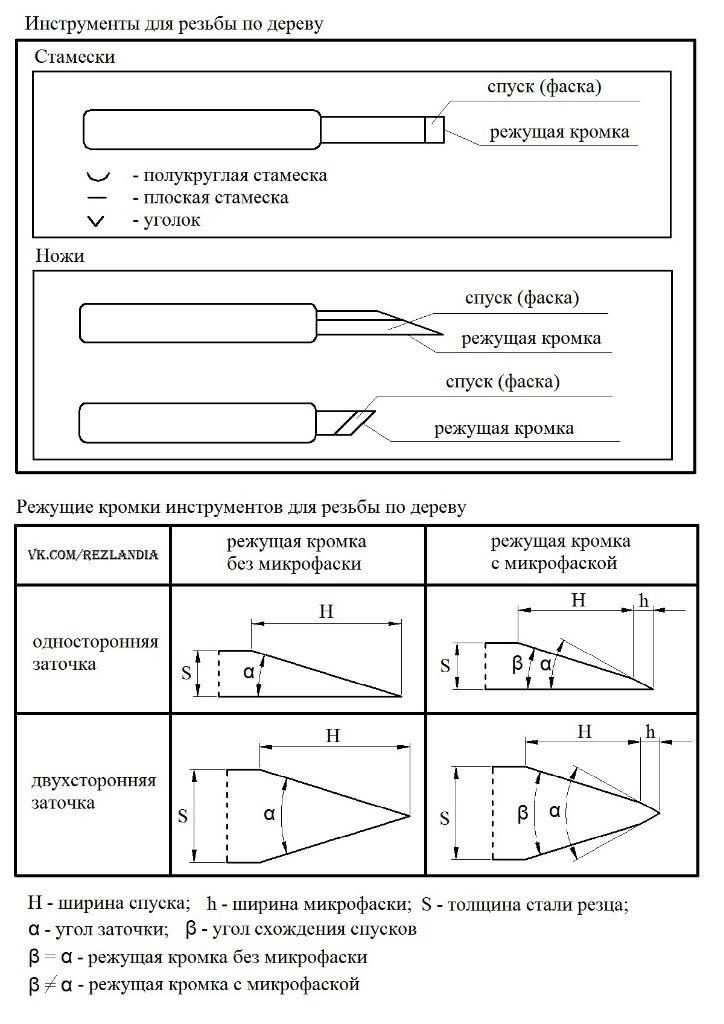 Твердосплавные коронки применяются в скоростных высокопроизводительных станках. Мелкая алмазная крошка из которой состоят круги для заточки резцов может обрабатывать такие твердые сплавы как победит и синтетические как эльбор, также резцы из обычной инструментальной стали можно обрабатывать на алмазных кругах. По форме обрабатывающего материала различают круги, диски и чашки.
Твердосплавные коронки применяются в скоростных высокопроизводительных станках. Мелкая алмазная крошка из которой состоят круги для заточки резцов может обрабатывать такие твердые сплавы как победит и синтетические как эльбор, также резцы из обычной инструментальной стали можно обрабатывать на алмазных кругах. По форме обрабатывающего материала различают круги, диски и чашки.
Алмазная чашка используется для заточки, шлифовки и других видов обработки слесарного инструмента:
- Дисковых пил;
- Фрез;
- Резцов;
- Сверл.
Использование алмазных чашек позволяет сократить время технологической операции по сравнению с обработкой с использованием другого абразивного материала, например, корунда. Любая чашка имеет маркировку, соответствующую ее размерам, материалу абразива, твердости и рабочей скорости вращения. Например, чашка с обозначением 12A2-45 /150*20*3*32 может использоваться для заточки токарных резцов с твердосплавной режущей частью.
Алмазный диск в основном используется в углошлифовальных машинах для резки различных материалов: стекла, керамики, бетона, мрамора и др. Для затачивания токарных резцов он обычно не используется. В маркировке алмазного круга, чаши или диска присутствует литера «А», эльборовые круги обозначаются через литеру «Л».
Наждачные круги
Для обработки металлорежущих инструментов, в частности используют наждачный круг. Круги для заточки маркируются в соответствии с размером, материалом из которого они сделаны и частотой вращения на которую они рассчитаны.
Материалом круга могут быть синтетические сверхтвердые соединения бора и кремния, кварц и кремень. Фракции абразива делятся на микропорошки, шлифзерно и шлифпорошок. Твердость круга обусловлена связующим компонентом и его процентным содержанием в составе круга.
В зависимости от назначения резца, мастер выбирает необходимый угол и положение резца по отношению к плоскости заточного круга. Так как токарные резец имеет более одной плоскости нуждающейся в обработке, то заточка выполняется в несколько подходов. Начинается заточка с задней-основной поверхности, далее обрабатывается задняя-вспомогательная часть, передняя часть и завершается заточка обработкой вершины токарного резца для получения нужного ее закругления.
Начинается заточка с задней-основной поверхности, далее обрабатывается задняя-вспомогательная часть, передняя часть и завершается заточка обработкой вершины токарного резца для получения нужного ее закругления.
Во время обработки некоторых типов резцов, может потребоваться охлаждение резца, для этого воду или масло подают на границу контакта кромки резца и вращающегося круга. Разогретый резец при обработке без охлаждения нельзя принудительно охлаждать резко, погружая в воду, т.к. в структуре стали могут возникнуть микротрещины, что может привести к разрушению резца во время работы. Обязательно при заточке резца из сверхтвердого материала (карбонадо, гексагонит) использовать охлаждение.
Для более точного исполнения углов резцов при используется шаблон для заточки. Он представляет собой металлическую пластину толщиной обычно 0,3-1 мм стороны которой имеют градуированные углубления, соответствующие различным углам, обычно от 40 до 80 градусов.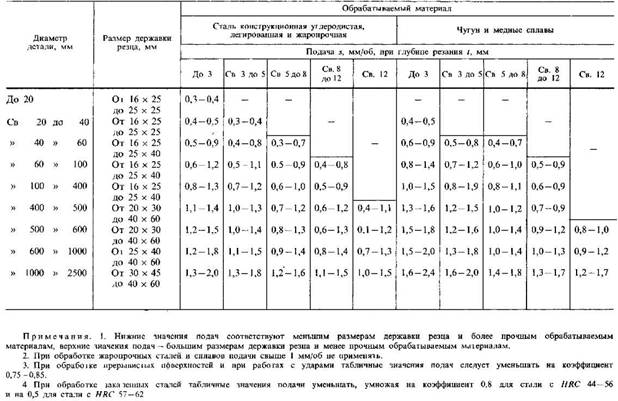 Сверяясь с шаблоном, мастер контролирует угол заточки для получения желаемого результата.
Сверяясь с шаблоном, мастер контролирует угол заточки для получения желаемого результата.
Кругами для заточки резцов пользуются как в столярном, так и в металлообрабатывающем цехах. Существуют специализированные станки с парой закрепленных на валу электродвигателя точильных камней или одним камнем. Есть станки привод точила в которых осуществляется через ременную передачу на шкивах.
Доводка режущей кромки
Для станков высочайшего класса обработки с минимальными допусками требуется после заточки произвести доводку режущей поверхности. Это нужно для того чтобы выровнять режущую кромку, приведя ее к идеальной прямой. Визуально результат доводки на резце не будет заметен, но качество обработки изделия будет выше. Доводку производят с абразивными пастами на медных брусках или на специальных станках с чугунными притирающими дисками. Промышленностью выпускаются алмазные и эльборовые круги для доводки, их используют только при локальном охлаждении.
Резцы для столярной мастерской
Для заточки токарных резцов по дереву применяется аналогичный набор металлообрабатывающего оборудования и оснастки.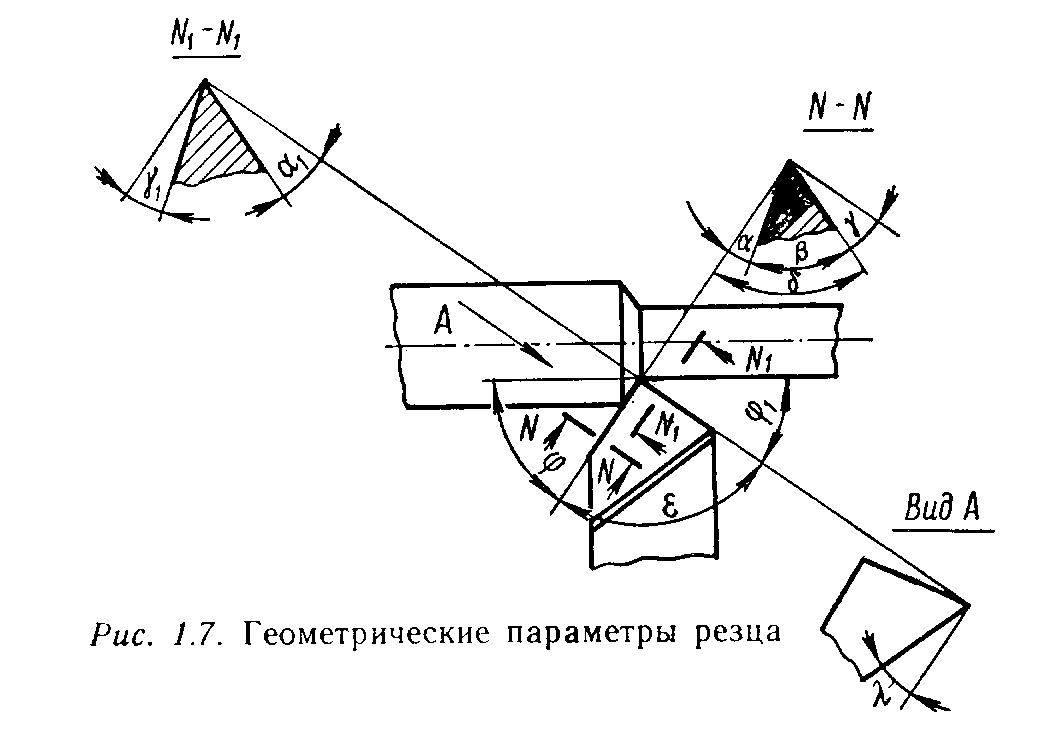 Столярные резцы по своей конструкции отличаются от резцов по металлу. Это обусловлено конструкцией станка и спецификой обработки древесины. Токарный станок по дереву вместо суппорта с резцедержателем имеет подручник, на который и опирается резец. При обработке вращающейся деревянной заготовки резец как правило направляется и удерживается руками, для этого он снабжен рукояткой, в которую резец входит хвостовиком клиновидной формы. Точение деревянной заготовки происходит на меньших оборотах чем обработка металла, соответственно не возникает больших нагрузок на резце, и он может быть изготовлен из обычной инструментальной или углеродистой стали.
Столярные резцы по своей конструкции отличаются от резцов по металлу. Это обусловлено конструкцией станка и спецификой обработки древесины. Токарный станок по дереву вместо суппорта с резцедержателем имеет подручник, на который и опирается резец. При обработке вращающейся деревянной заготовки резец как правило направляется и удерживается руками, для этого он снабжен рукояткой, в которую резец входит хвостовиком клиновидной формы. Точение деревянной заготовки происходит на меньших оборотах чем обработка металла, соответственно не возникает больших нагрузок на резце, и он может быть изготовлен из обычной инструментальной или углеродистой стали.
Виды резцов по дереву:
- Отрезной:
- Угловой;
- Фасонный;
- Полукруглый;
- Плоский косой.
Резцы по дереву никогда не включают в себя твердосплавных элементов поэтому шлифовальный круг для заточки не обязательно должен быть алмазным. Достаточно обычного корундового круга для обработки инструментальной стали.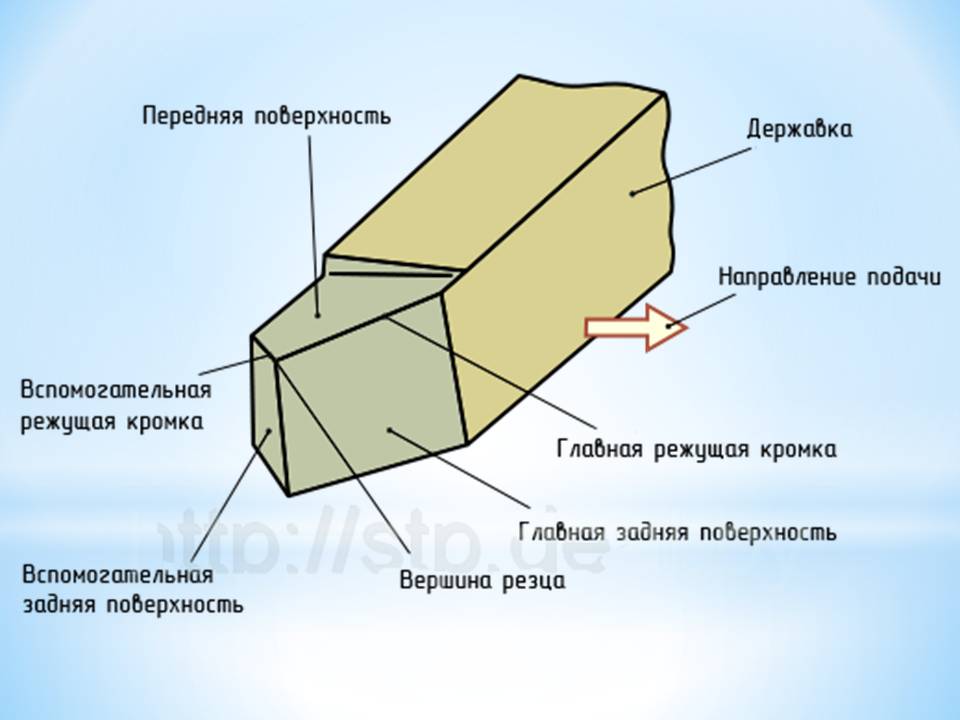 Во время заточки инструмента удобно использовать направляющую оправку. С ее помощью резец подводится к плоскости заточного круга под нужным углом, обеспечивая большую точность обработки.
Во время заточки инструмента удобно использовать направляющую оправку. С ее помощью резец подводится к плоскости заточного круга под нужным углом, обеспечивая большую точность обработки.
Заточка токарных резцов по дереву должна учитывать особенности обработки древесины. Так, резец, именуемый токарями как «рейер», используется для первичной черновой обработки заготовки. Угол наклона режущей кромки «рейера» обычно равен 25-30 градусам. Заточка односторонняя. У резца, которым завершают обработку название «мейсель». У него скошенное под углом 75 градусов полотно резца двусторонней заточки. Кромки сводятся с двух сторон под углом 20-25 градусов по отношению к оси резца. Углы сведения и наклона режущего полотна у фасонного резца зависят от его назначения.
Заточка резцов для токарного станка по дереву не требует специального оборудования, но также рекомендуется оправки для точного позиционирования инструмента.
Существуют способы заточки, в которых резец подвергается электро-механическому воздействию. Электроабразивная заточка осуществляется на специальном оборудовании с использованием алмазных кругов с токопроводящим связующим. Металл резца помимо действия абразивных частиц испытывает воздействие электрического тока, при этом происходит анодное растворение и электрическая эрозия обрабатываемой поверхности. Этот способ позволяет получить поверхности с значительно меньшей шероховатостью по сравнению с другими способами обработки.
Электроабразивная заточка осуществляется на специальном оборудовании с использованием алмазных кругов с токопроводящим связующим. Металл резца помимо действия абразивных частиц испытывает воздействие электрического тока, при этом происходит анодное растворение и электрическая эрозия обрабатываемой поверхности. Этот способ позволяет получить поверхности с значительно меньшей шероховатостью по сравнению с другими способами обработки.
Электроконтактная заточка основывается на принципе локального нагрева кромки резца пропускаемым через него током. Токопроводящий диск снимает размягченный током металл с поверхности изделия, таким образом происходит заточка.
Заточка резцов различных видов, быстро и недорого в Москве
Главная / Качественная заточка резцов в Москве
Рассчитать стоимость
При работе токарного оборудования происходит нагрев резца от трения образовавшейся стружки о поверхность круга и задней части детали в зоне реза. Такое повышение температуры приводит к постепенной потере остроты инструмента. В случае увеличения оптимальной степени износа инструмент не способен качественно выполнять резку материала, что требует его замены или происходит заточка резцов.
В случае увеличения оптимальной степени износа инструмент не способен качественно выполнять резку материала, что требует его замены или происходит заточка резцов.
Востребованность заточки в Москве
Данная процедура позволяет придать нужную форму и угол рабочей кромке. Проводится она при повышенном износе или перед работой. Выполненная заточка токарных резцов позволит продлить их срок службы, но правильно осуществить данные работы могут только специалисты на соответствующем оборудовании с соблюдением технологии.
Хотите получить быстрый расчет стоимости вашего заказа?
- Пришлите файл в формате AutoCad, КОМПАС и других;
- Пришлите файл в JPEG, PNG, PDF в виде чертежа или наброска;
Приложите файлы и мы бесплатно просчитаем стоимость выполнения работы.
Рассчитать стоимость
Конструкция резцов
Чтобы правильно выполнить заточку резцов, требуется знать конструктивные особенности данного инструмента. Основной его частью является стержень-державка. С его помощью происходит фиксация резца на оборудовании. Другая важная часть — и рабочая головка, режущую поверхность которой и требуется наточить. Она имеет две поверхности — переднюю и заднюю. По передней происходит отвод образующейся при работе стружки, а задняя сторона соприкасается с обрабатываемой деталью.
Основной его частью является стержень-державка. С его помощью происходит фиксация резца на оборудовании. Другая важная часть — и рабочая головка, режущую поверхность которой и требуется наточить. Она имеет две поверхности — переднюю и заднюю. По передней происходит отвод образующейся при работе стружки, а задняя сторона соприкасается с обрабатываемой деталью.
Наиболее важная часть резца – кромка, осуществляющая срез, находящаяся в месте соприкосновения двух поверхностей.
Инженер-технолог “Арсенкский Виктор Михайлович”
Основными характеристиками, которыми обладают резцы по металлу, считаются углы заточки. Они и определяют функциональные возможности. Они бывают основными и второстепенными. Для их определения берут две плоскости:
- основную. Она фиксируется на опорную часть резца, находящуюся в нижней его части;
- плоскость резания. Она будет находиться возле поверхности детали.
Особенности качественной заточки алмазных резцов
Для обработки потерявшей остроту детали используется специальное оборудование. Если осуществляется заточка алмазных резцов, то используется специальные средства, например, зеленый карборунд. К нему предъявляются определенные требования – он должен быть цельным, без изменения геометрии.
Если осуществляется заточка алмазных резцов, то используется специальные средства, например, зеленый карборунд. К нему предъявляются определенные требования – он должен быть цельным, без изменения геометрии.
Стандартная заточка резцов по металлу происходит алмазными элементами. Они придают чистоту кромке, что положительно сказывается на производительности.
Инженер-технолог “Арсенкский Виктор Михайлович”
Использование алмазных кругов положительно сказывается и на ресурсе резца, которому требуется меньшее количество заточек. Однако нужно учитывать, что целесообразно использовать его лишь тогда, если припуск около 2 мм. В ином случае лучше воспользоваться кругом из карборунда.
Заточка может происходить по-разному, в зависимости от величины износа. Она осуществляется по одной из поверхностей — задней, передней или по обеим. Облегчить процесс помогает шаблон для заточки резцов. Для обычного инструмента чаще всего применяется обработка по всем поверхностям. Если имеется малый износ, то происходит восстановление только задней части.
Если имеется малый износ, то происходит восстановление только задней части.
Выполняется заточка отрезного резца так, чтобы кромка находилась по центру станка, либо немного ниже, но не более чем на 5 мм. Направление кручения круга должно происходить в сторону станка, прижимая к нему резец. Гораздо лучше выполнять эту процедуру, если обеспечить постоянную подачу охлаждающей жидкости. Если она будет поступать периодически, то перегретая поверхность может покрыться трещинами.
Происходит заточка токарных резцов по дереву путем легкого нажима ими на круг и перемещения. Это позволяет сформировать ровную поверхность. Когда процедура будет завершена, проверяется правильность заточки, геометрия кромки, и для этого берется шаблон.
Заключительным этапом считается доводка. Когда заточка отрезного токарного резца будет завершена, следует выполнить притирку рабочих поверхностей инструмента. Осуществляется процедура в той же последовательности, что и заточка. Удаляются шероховатости, и происходит заключительная полировка до появления блеска.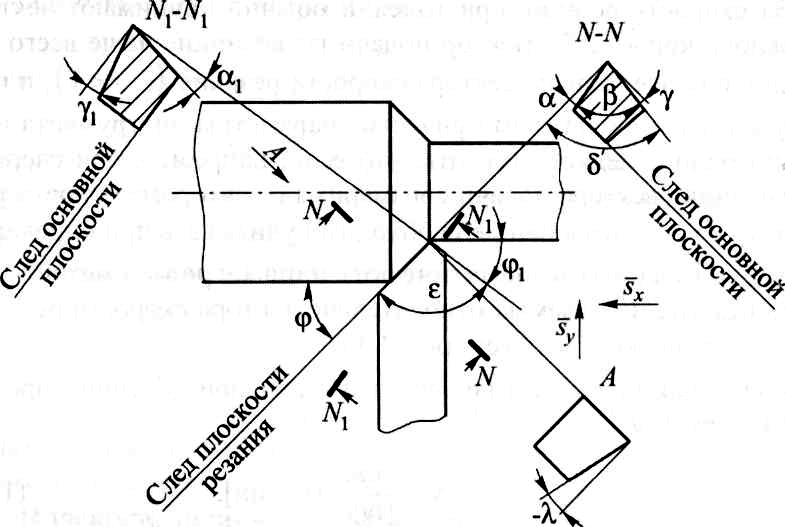 Чем чище будет рабочая часть, тем ниже будет коэффициент трения при работе, что положительно отразиться на сроке службы.
Чем чище будет рабочая часть, тем ниже будет коэффициент трения при работе, что положительно отразиться на сроке службы.
Процедура доводки происходит с применением паст карбида бора, с абразивным воздействием и диска. Также могут применяться и паста ГОИ или иные средства. Резец прижимается к работающему диску, и средство действует на поверхность инструмента, сглаживая неровности, шероховатости.
Стоимость качественной заточки резцов
| Диаметр | Черная сталь | Нержавеющая сталь | Алюминий |
|---|---|---|---|
| 100 мм | 1200 руб | 1800 руб | 950 руб |
| 300 мм | 2300 руб | 2950 руб | 1300 руб |
| 500 мм | 3600 руб | 4560 руб | 2800 руб |
| 1000 мм | 5500 руб | 6820 руб | 4630 руб |
Заказать качественную заточку резцов в Москве
Заточка резца, выполненная неправильно не только сокращает срок службы инструмента, но и влияет на качество работы. Поэтому доверять эту процедуру следует только профессионалам. Наиболее простым способом заказа данных работ является обращение в нашу компанию. Специалисты выполнят все работы с использованием необходимого оборудования и с соблюдением технологического процесса. Узнать обо всех особенностях заказа можно на сайте, где клиент может ознакомиться с ценами на предлагаемые услуги.
Поэтому доверять эту процедуру следует только профессионалам. Наиболее простым способом заказа данных работ является обращение в нашу компанию. Специалисты выполнят все работы с использованием необходимого оборудования и с соблюдением технологического процесса. Узнать обо всех особенностях заказа можно на сайте, где клиент может ознакомиться с ценами на предлагаемые услуги.
Это интерестно:
Лучший угол для заточки ножей
Краткий обзор
Есть три основных фактора, определяющих лучший угол для заточки ножа: твердость стали, толщина лезвия и использование ножа. Углы заточки ножей могут варьироваться от менее 10 до более 30 градусов. Более высокие градусы лучше всего подходят для прочных ножей, которые будут использоваться в более жестких условиях, в то время как более низкие градусы используются для более мягких приложений (например, нарезка мягких продуктов или нарезка мяса).
Независимо от того, насколько вы опытны в уходе за лезвиями, у вас будут вопросы о наилучшем угле заточки ножей.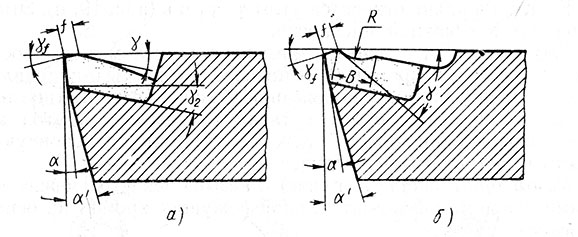 Сложность в том, что ответ зависит от того, как вы собираетесь использовать нож. В этой статье команда Red Label Abrasives подробно рассказывает о том, какой угол может быть лучшим для вашего конкретного ножа и как вы можете добиться идеальных результатов заточки.
Сложность в том, что ответ зависит от того, как вы собираетесь использовать нож. В этой статье команда Red Label Abrasives подробно рассказывает о том, какой угол может быть лучшим для вашего конкретного ножа и как вы можете добиться идеальных результатов заточки.
Объяснение углов наклона ножа
С точки зрения угла, мы имеем в виду угол, под которым вы держите нож по отношению к камню или абразиву во время заточки. Это относится к числу градусов, на которое скос отклоняется от центра лезвия.
Лезвие ножа обычно имеет два скоса, то есть скос с каждой стороны, хотя некоторые ножи имеют один один скос. Края с одинарным скосом подходят для сверхтонкой нарезки, а края с двойным скосом прочнее и долговечнее.
Применение угла 10 градусов к ножу означает заточку каждой стороны на 10 градусов для создания угла 20 градусов. Однако в некоторых случаях общий угол не соответствует этой формуле «удвоения»: например, традиционные японские лезвия, такие как Сантоку Гентен, имеют одинарную фаску.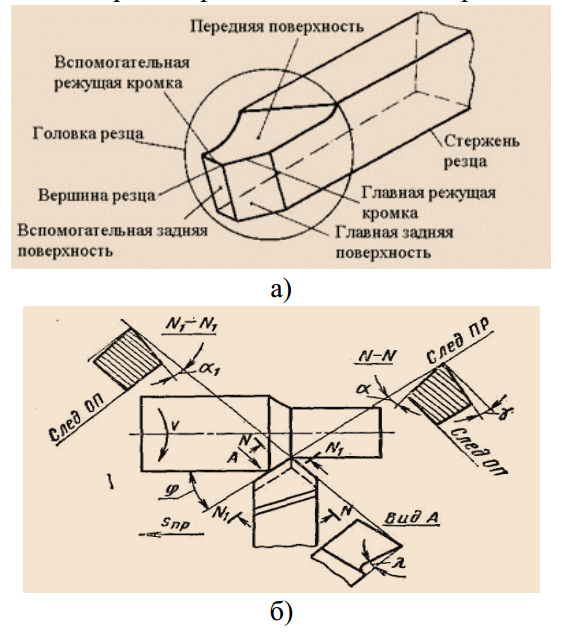 Если вы не уверены, уточните у производителя. Если это невозможно, обычно можно с уверенностью предположить, что нож имеет двойную фаску.
Если вы не уверены, уточните у производителя. Если это невозможно, обычно можно с уверенностью предположить, что нож имеет двойную фаску.
При выборе угла наиболее важным фактором является то, как вы собираетесь использовать нож. Будете ли вы нарезать мягкие куски мяса, нарезать грубые овощи или вырезать дерево? Другие факторы, которые вы хотите принять во внимание:
- Твердость стали : «твердость» стали определяет «долговечность» «ножа» и «измеряется» по шкале твердости Роквелла C. Разные марки стали имеют разный предел текучести (максимальное напряжение, которое они могут выдержать бездеформации), что влияет на угол заточки ножа. Благодаря более высокому пределу текучести более твердые стали можно затачивать под меньшими углами. Однако более мягкие стали требуют заточки под более крутыми углами для лучшей устойчивости к нагрузкам.
- Толщина лезвия: Угол заточки ножа также определяется толщиной его лезвия. Ножи с тонкими кромками лезвия легче затачивать вниз на нижние углы. Для более толстых лезвий необходимо удалить больше материала, чтобы сделать края более острыми, поэтому процесс занимает больше времени.
 Для более толстых лезвий необходимо удалить больше материала, чтобы сделать края более острыми, поэтому процесс занимает больше времени.
Для более толстых лезвий необходимо удалить больше материала, чтобы сделать края более острыми, поэтому процесс занимает больше времени.Давайте рассмотрим распространенные углы и как определить, какой из них лучше всего подходит для заточки ножей в вашем случае.
Углы менее 10 градусов
Кромки, которые режут более мягкие материалы, обычно имеют наименьшие углы, поскольку риск повреждения или поломки меньше. Например, опасные бритвы затачивают под углом семь или восемь градусов, в результате чего получается тонкий край, который легко повредить. Однако они не используются на материалах, достаточно твердых, чтобы вызвать поломку.
Заточка ножей под малым углом лучше всего достигается с помощью водяных камней. Если вы собираетесь использовать шлифовальный диск или ленту, выберите абразив с зернистостью не менее 1000 (по возможности мельче).
Углы от 10 до 15 градусов
Этот угол создает тонкую и деликатную кромку, которую не следует использовать для рубки, особенно если сталь более твердая: это может привести к повреждению при ударе. Этот более низкий угол хорошо подходит для резки мягких продуктов или нарезки мяса, поэтому японские ножи обычно попадают в этот диапазон. Как и ножи, заточенные под углом менее 10 градусов, используйте водный камень или ультратонкий абразив.
Этот более низкий угол хорошо подходит для резки мягких продуктов или нарезки мяса, поэтому японские ножи обычно попадают в этот диапазон. Как и ножи, заточенные под углом менее 10 градусов, используйте водный камень или ультратонкий абразив.
Углы от 15 до 17 градусов
С общим углом от 30 до 34 градусов эти ножи легко режут. Японские ножи и новые столовые приборы обычно затачивают под этим углом перед отправкой с завода. Хотя они менее долговечны, чем те, что имеют больший угол, их режущая способность делает их приемлемым компромиссом.
Углы от 17 до 22 градусов
Ножи с таким углом чаще всего используются на кухне и на открытом воздухе. Он также подходит для карманных ножей. Большинство лезвий, произведенных в Северной Америке, имеют угол наклона около 20 градусов, что обеспечивает хороший баланс между прочностью и остротой. Этот диапазон содержит лучший угол для заточки ножей, если вы ищете лезвие общего назначения.
Углы от 22 до 30 градусов
Лезвия ножей в этом диапазоне значительно более надежны, что делает эти углы подходящими для охотничьих ножей, карманных ножей и других лезвий для более тяжелых условий эксплуатации.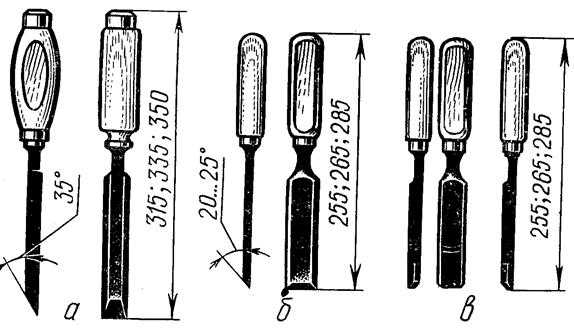 Лезвие, вероятно, не будет резать так же хорошо, как нож, предназначенный для резки более мягких материалов, но он будет более прочным, что снизит общую стоимость владения.
Лезвие, вероятно, не будет резать так же хорошо, как нож, предназначенный для резки более мягких материалов, но он будет более прочным, что снизит общую стоимость владения.
Углы более 30 градусов
Ножи, заточенные под углом более 30 градусов,оченьнадежны, хотя их режущая способность значительно снижается. Вообще говоря, большинству ножей такой угол заточки не принесет пользы, но остро заточенный инструмент, такой как топор, тесак или мачете, обычно хорошо реагирует, особенно если они сделаны из более мягкой стали.
Когда дело доходит до резки, помните, что меньшие углы заточки обеспечивают более точную нарезку и тщательную обрезку. Причина этого в том, что ножи с меньшими углами острее. И наоборот, более широкие углы можно использовать для более сложных работ по резке, поскольку они создают более прочную кромку.
Как узнать, правильный ли у вас ракурс?
Как определить угол заточки при заточке? Лучше всего инвестировать в точилку, которая устанавливает и поддерживает угол заточки за вас.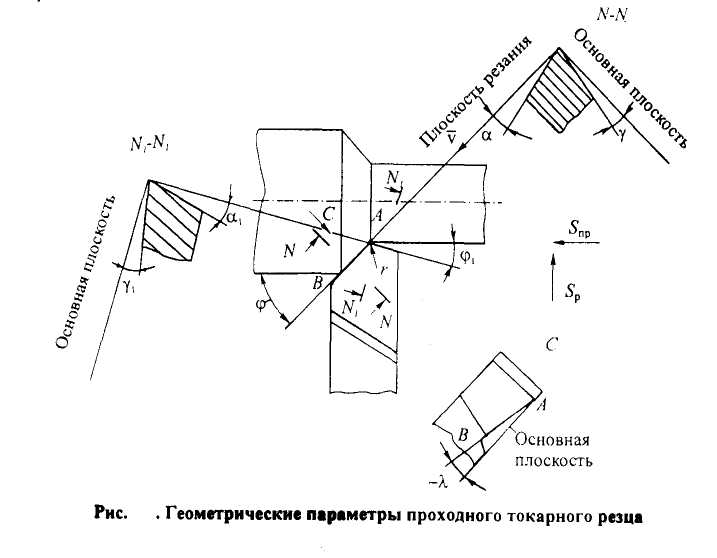 Одной из самых больших трудностей при заточке является установка и поддержание угла. Угловые направляющие решают эту проблему, позволяя вам сосредоточиться исключительно на заточке. Для тех, кто борется с резкостью от руки, эти руководства изменили правила игры.
Одной из самых больших трудностей при заточке является установка и поддержание угла. Угловые направляющие решают эту проблему, позволяя вам сосредоточиться исключительно на заточке. Для тех, кто борется с резкостью от руки, эти руководства изменили правила игры.
Советы по заточке ножей
Если вы предпочитаете заточку от руки, используйте черные маркеры. После окраски краевого скоса с обеих сторон лезвия затачивайте его до тех пор, пока чернила черного маркера не удалятся с обеих сторон. Удалите все чернила одним движением: «Если вы удаляете маркер на режиме кромке ваша кромка высокий угол о.
Выбор правильного абразива также имеет ключевое значение. Ниже приведены некоторые ключевые соображения при покупке шлифовальной ленты для заточки ножей.
Какой абразив лучше?
Для заточки ножей мы настоятельно рекомендуем керамический абразив премиум-класса с высокой скоростью резки и длительным сроком службы. Наши керамические шлифовальные ленты премиум-класса постоянно микротрескаются во время использования, обнажая острые и нетронутые края.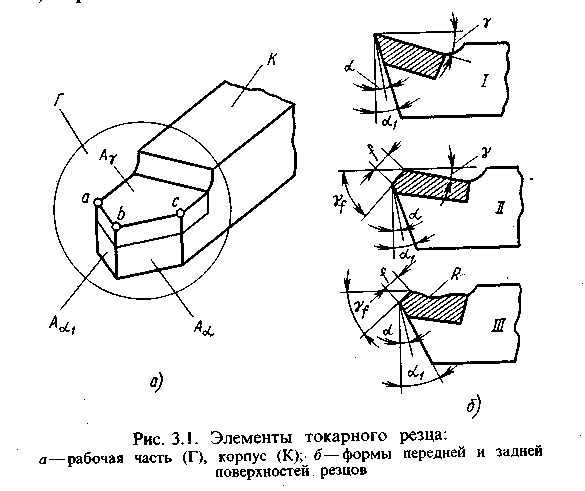
Если вам нужна более мелкая зернистость, отличным выбором станут оксид циркония (диоксид циркония) и оксид алюминия:
- Цирконий: Циркониевые ленты часто используются в наборах для заточки ножей и в цехах по изготовлению стали из-за их высокой термостойкости. Их можно использовать практически на всех этапах изготовления ножей, включая заточку.
- Оксид алюминия: Абразивные свойства оксида алюминия (А/О) широко используются в производстве металлов и ножей. Поскольку этот материал легко фрагментируетсярежущая поверхностьостаетсяострой. Для изготовления ножей предпочтительным является оксид алюминия с закрытым покрытием, так как он покрывает 95% поверхности ленты и обеспечивает более равномерную заточку.
Red Label предлагает несколько вариантов шлифовальных лент для заточки ножей. Если вы думаете об изготовлении ножей, Red Label Abrasives также продает комплексные комплекты для изготовления ножей с ремнями размером от 1 x 30 дюймов до 2 x 72 дюймов. Каждый комплект включает в себя все необходимое для изготовления и ухода за собственными ножами.
Каждый комплект включает в себя все необходимое для изготовления и ухода за собственными ножами.
Абразивные материалы Red Label: на шаг впереди остальных
Red Label Abrasives гордится тем, что является ведущим производителем высококачественных абразивов. Наши шлифовальные ленты, диски и листы промышленного класса доступны по цене и долговечны, и мы специализируемся на создании абразивов для нишевых применений, таких как изготовление ножей. Мы являемся семейной компанией, которая обслуживает различные отрасли уже почти 40 лет, поэтому вы можете рассчитывать на продукт премиум-класса и 100% удовлетворенность клиентов. Получить дополнительную информацию или сделать заказ можно по телефону 844-824-19.56 или заполните нашу контактную форму, и мы скоро свяжемся с вами!
Правильный угол заточки японских ножей | Это будет иметь значение
WN Образ жизни для дома — дом и семья
-угол-это-сделает-разницу
Наличие острого ножа может в буквальном смысле быть разницей между лезвием, легко проходящим через пищу или соскальзывающим и потенциально вызывающим несчастный случай. Японские ножи — это произведение искусства, они должны быть прочными, прочными и острыми.
Японские ножи — это произведение искусства, они должны быть прочными, прочными и острыми.
Острота, однако, будет зависеть от угла, под которым вам нужно заточить нож, так как это единственный определяющий фактор того, насколько острым будет ваше лезвие. Первоначальный угол, под которым был разработан нож, будет определять это, но как узнать, под каким углом вам нужно затачивать?
Правильный угол заточки японского ножа составляет 10-15 градусов с одной стороны. Большинство японских ножей теперь имеют двойную фаску, что означает, что лезвие необходимо заточить на 10-15 градусов и с другой стороны. Для ножей с двойным скосом общий угол заточки должен составлять 20-30 градусов.
Что касается угла наклона ножа, то чем меньше угол, тем острее лезвие, и в то время как западные лезвия (обычно немецкого производства) имеют больший угол наклона и, следовательно, более толстую кромку, японские ножи имеют гораздо более тонкие углы для более острой кромки. Это означает, что при заточке этих остроугольных ножей необходимо проявлять большую осторожность.
Если вы не знаете, под каким углом вам нужно заточить свой японский нож, то в этой статье мы расскажем не только о том, как вы можете заточить идеальную кромку, но и о том, как вы можете делать это постоянно, не будучи профессионалом. точилка!
Таблица содержания
- Правильный угол японского угла заточки ножа
- Как заточить японский нож под правильным углом
- Нахождение правильного угла заточки
- FAQ
- Обзор
В этой статье мы предполагаем, что ваш японский нож является стандартным поварским ножом. Поскольку существует такой ассортимент ножей для различных задач нарезки (мясо, кости, рыба, нарезка филе, фрукты и овощи…), угол скоса будет сильно различаться.
Стандартный японский поварской нож на сегодняшний день является наиболее распространенным ножом, и правильный угол заточки для этих ножей составляет от 30 до 40 градусов.
Мы коснулись этого ранее, но эта степень комбинирована для обеих сторон ножа (фаска). Наиболее распространенные ножи выполнены в западном стиле, когда дело доходит до кромки, и имеют двойную фаску, что означает, что кромка с обеих сторон лезвия симметрично образует V-образную кромку. Поэтому 15-градусный скос с одной стороны будет означать, что общий угол заточки вашего ножа составляет 30 градусов.
Это связано с тем, что обе стороны должны быть заточены под одинаковым углом, чтобы сохранить четкую кромку. Исключением является одиночный конический нож.
У ножа с одним скосом (обычно используется с традиционными японскими ножами) одна сторона лезвия фактически плоская, это означает, что сторона с одним скосом под углом 15 градусов дает общий угол заточки 15 градусов. Это невероятно тонкий и острый угол, и с этими ножами вы будете точить только боковую сторону со скосом.
Традиционные японские ножи обычно имеют кромку с одинарным скосом, однако ножи, изготовленные японцами для западного мира, будут иметь кромку с двойным скосом, поэтому мы используем его в качестве основы для работы.
Если возможно, мы рекомендуем обратиться к вашему конкретному продукту в Интернете (или если вы сохранили первоначальное руководство, прилагаемое к ножу), чтобы найти угол, под которым он был обработан. Если вы не можете найти это, не беспокойтесь, вы все равно можете получить хорошую оценку угла и создать новую.
КАК ЗАТОЧИТЬ ЯПОНСКИЙ НОЖ ПОД ПРАВИЛЬНЫМ УГЛОМЕсли вы не являетесь шеф-поваром или не имеете значительного опыта работы на кухне, маловероятно, что у вас есть уровень навыков, точности и аккуратности, необходимых для заточки японского ножа. нож под постоянным и правильным углом.
Когда вы принимаете во внимание уровень внимания и точности, затрачиваемый на проектирование и создание японского ножа (традиция постоянного совершенствования с акцентом на удовлетворение всех человеческих чувств), становится легче понять, что вы не можете относитесь к процессу заточки легко.
Заточка японского ножа сама по себе является искусством, и чтобы начать работу с правильным углом, мы всегда рекомендуем вам сначала выяснить, под каким углом вам нужно резать, чтобы сохранить лезвие, а затем выбрать что-то, что может действовать как Руководство.
Найти правильный угол заточки может быть довольно сложно. Если у вас есть инструкции производителя или вы знаете модель ножа, это будет легко, так как вы можете просто найти изготовленный угол и использовать его для справки.
Если же у вас его нет, вы можете использовать лазерный (или обычный) транспортир, чтобы попытаться определить угол. Это может быть немного сложно, так как чем тусклее становится край, тем больше он искажает измерение угла.
Поэтому для большинства японских ножей безопасным вариантом является выбор угла между 15–20 градусами и использование этого для создания собственной 30–40-градусной кромки.
** помните, что угол скоса одной стороны не является углом кромки, поэтому, если вы хотите кромку в 30 градусов, вам нужно будет заточить каждую сторону до 15 градусов.
Вы также можете расположить лезвие как можно ближе к скошенной кромке, чтобы воспроизвести оригинальную кромку.
Если вы достаточно опытны, чтобы выдерживать угол вручную, то это отлично, но для большинства людей полезно иметь начальное руководство, чтобы установить угол и иметь визуальное руководство . Самый распространенный способ, которым люди использовали это, — монеты.
Угол 90 градусов – это когда лезвие ножа направлено прямо вниз, если вы наклоните нож, чтобы создать угол 45 градусов, то большинство людей могут сделать это просто на глаз и на глаз.
Однако, когда вам нужно работать с типичным для японского ножа углом 15 градусов, большинству людей становится гораздо труднее измерить его просто на глаз, и здесь пригодятся монеты.
Две монеты, сложенные друг на друга, обычно могут составлять угол в 15 градусов, поэтому именно здесь вы должны расположить заднюю часть ножа, чтобы задать угол. Использование монет дает очень простой, но надежный метод самостоятельной заточки японского ножа под постоянным углом.
Это все равно будет приблизительной оценкой даже при использовании монет, и поэтому, чтобы получить наиболее точные измерения, мы рекомендуем измерить необходимый угол, определив расстояние, которое это создаст от острия лезвия до точильного камня (точильного инструмента). , а затем с помощью монет заполнить это необходимое расстояние.
В качестве альтернативы вы можете использовать направляющую с фиксированным углом, как на этом изображении, она включена в каждый точильный камень по умолчанию.
ЧТО ИСПОЛЬЗОВАТЬ ДЛЯ ЗАТОЧКИ НОЖЕЙЛучший способ заточки японского ножа — использовать точильный камень. Вы новичок в заточке ножей.
Точильные камни бывают разных сортов, которые определяются по грубости камня. Они могут варьироваться от зернистости #200, которая необходима для восстановления и обработки кромки от тупого лезвия, до зернистости #8000, которая является сверхтонкой и используется для точной обработки и полировки кромки.
Большинству японских ножей в основном требуется зернистость от #200 до #3000 при заточке под углом, хотя это будет полностью зависеть от того, насколько тупой ваш нынешний нож.
Если вы ищете лучший универсальный размер, мы рекомендуем 1000/6000 Whetstone Sharpening St one .
Информация, содержащаяся на этой странице, предоставлена независимым сторонним поставщиком контента. Откровенно говоря, и этот Сайт не дает никаких гарантий или заявлений в связи с этим. Если вы связаны с этой страницей и хотите, чтобы она была удалена, свяжитесь с [email protected]
Почему важны углы заточки!
В этом руководстве мы поделимся своими мыслями о заточке углов.
Важен ли угол заточки?
Краткий ответ: да.
Длинный ответ? Да, но…
Когда вы затачиваете ножи, угол заточки может варьироваться; Все зависит от того, как выглядит геометрия ножа. Более тонкие ножи хорошо справляются с более тонкой кромкой, тогда как более толстые ножи обычно нуждаются в более толстой кромке. Все это определяется принципами геометрии лезвия, которые диктуют правильный диапазон углов заточки, который лучше всего подходит для вашего ножа.
Более тонкие ножи хорошо справляются с более тонкой кромкой, тогда как более толстые ножи обычно нуждаются в более толстой кромке. Все это определяется принципами геометрии лезвия, которые диктуют правильный диапазон углов заточки, который лучше всего подходит для вашего ножа.
Основы геометрии кромки относятся к первичной и вторичной шлифовке, толщине BTE (за кромкой) (также называемой TBE для толщины за кромкой) и DPS (градусы на сторону). Толщина стержня и высота заточки также играют важную роль в определении того, насколько хорошо нож будет резать.
Первичная и вторичная шлифовки относятся к шлифовке, из которой состоит нож, первичная шлифовка — это шлифовка, ведущая к лезвию, тогда как вторичная шлифовка (также называемая граневой шлифовкой) — это шлифовка самого лезвия. Есть некоторые ножи, называемые ножами Zero-Grind или Scandi Grind, которые имеют первичную заточку, которая действует как лезвие.
Толщина стержня и ширина заушного ножа могут повлиять на окончательный угол заточки и режущую способность, делая нож в целом толще или тоньше. Чем шире BTE, тем выше проходит кромка, поэтому более широкие ножи имеют большую ширину BTE и, следовательно, требуют более широкой заточки для достижения оптимальной геометрии кромки.
Чем шире BTE, тем выше проходит кромка, поэтому более широкие ножи имеют большую ширину BTE и, следовательно, требуют более широкой заточки для достижения оптимальной геометрии кромки.
DPS измеряется по сторонам, а не по кромке в целом (также называется включительно). Как правило, когда ваш угол заточки составляет 20 градусов, это относится к DPS, поэтому он имеет включительный угол кромки 40 градусов. DPS ножа – это то, что напрямую влияет на производительность резки с меньшими углами и более тонкой режущей поверхностью, что упрощает резку с минимальными усилиями. Единственным недостатком является то, что чем ниже DPS, тем более хрупким является преимущество.
Итак, под каким углом я должен точить ножи?
Угол заточки зависит от того, для чего вы хотите использовать нож и насколько он толст. Если вам нужен тонкий режущий нож, вам понадобится меньший угол, и вам, как правило, понадобится более тонкий нож в целом. Для более сложных задач резки требуется более прочная кромка, что происходит при больших углах и ножах большей толщины. Если у вас есть толстый нож, вы все равно можете сделать так, чтобы он хорошо резал, но вы можете застрять, затачивая его под малым углом, что может занять довольно много времени. Вот почему скандинавская шлифовка используется в ножах для активного отдыха, поскольку у них более тонкий край, но более толстое лезвие, что делает его прочным и эффективным слайсером.
Если у вас есть толстый нож, вы все равно можете сделать так, чтобы он хорошо резал, но вы можете застрять, затачивая его под малым углом, что может занять довольно много времени. Вот почему скандинавская шлифовка используется в ножах для активного отдыха, поскольку у них более тонкий край, но более толстое лезвие, что делает его прочным и эффективным слайсером.
существует множество различных шлифовок и толщин, которые лучше всего подходят для разных целей, например, когда лезвия бритвы имеют полую заточку с тонким краем, которая хорошо подходит для стрижки волос, но при нанесении на что-то вроде топора может привести к более высокая вероятность разрывов, изгибов и стрессовых переломов.
Вот краткое руководство по выбору угла заточки:
- <15 градусов для очень деликатной резки и нарезки; все, что ниже 15 градусов, очень слабый, но эффективный слайсер. Этот диапазон углов обычно наблюдается только в бритвах.
- от 15 до 18 градусов для большинства высокопроизводительных японских кухонных ножей. Это делает острую кромку, которая обеспечивает гладкий срез, но кромка немного слабее. От 18 до 20 градусов подходит для большинства кухонных, карманных и уличных ножей. Он обеспечивает более прочную кромку, которая по-прежнему хорошо режется. Обычно это диапазон углов, используемый для получения «бритвенно-острой» кромки.
- 20 до 25 градусов предназначен для ножей, которые должны иметь острую режущую кромку и больше внимания уделять долговечности. Этот диапазон углов обычно используется в ножах для улицы и ножах для нарезки.
- от 25 до 30 градусов для более тяжелых условий эксплуатации на открытом воздухе и охотничьих ножей; он предлагает более высокую прочность и прилично острый край. В зависимости от геометрии ножа он может резать не так хорошо, как под меньшим углом, но вы можете не заметить разницы.
- 30< Градусов для лезвия, для которого вам потребуется более высокая прочность, например, для кустарных ножей, мачете, тесаков и топоров. Он также не сможет резать или резать, но сможет выдерживать большую силу на самом краю.
 Это делает острую кромку, которая обеспечивает гладкий срез, но кромка немного слабее. От 18 до 20 градусов подходит для большинства кухонных, карманных и уличных ножей. Он обеспечивает более прочную кромку, которая по-прежнему хорошо режется. Обычно это диапазон углов, используемый для получения «бритвенно-острой» кромки.
Это делает острую кромку, которая обеспечивает гладкий срез, но кромка немного слабее. От 18 до 20 градусов подходит для большинства кухонных, карманных и уличных ножей. Он обеспечивает более прочную кромку, которая по-прежнему хорошо режется. Обычно это диапазон углов, используемый для получения «бритвенно-острой» кромки.
*Обратите внимание: Ваш угол заточки всегда будет зависеть от геометрии лезвия ножа. Чем тоньше нож, тем лучше он справляется с тонкой кромкой, а чем толще нож, тем лучше он справляется с более толстой кромкой.*
Под каким углом вы обычно затачиваете ножи? Узнали ли вы что-то, чего не знали раньше, прочитав это? Дайте нам знать! Мы будем рады услышать ваши отзывы.
Продукт, показанный на рисунке: Work Sharp Knife and Tool Sharpener
Более подробное руководство по остроте и режущей способности от Knife Steel Nerds.
Имеет ли значение угол заточки? | Форум лесоводов, бензопил и работ по дереву
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы старые инструменты новые проблемы
- Дата начала
Помощь Форум арбористов:
Oldtoolsnewпроблемы
Оперативник ArboristSite
- #1
Теперь, когда я привлек ваше внимание, но до начала войны, позвольте мне уточнить. Только круглый напильник. Если цепь заточена под углом 35 градусов, но я решил потратить некоторое время и по какой-то причине изменить ее форму на 30 градусов, будет ли она резать так же хорошо, как цепь, которая была на заводе с углом заточки 30 градусов? Я не спрашиваю, лучше ли 30 градусов, чем 35, мне просто интересно, есть ли у цепей какой-то внутренний угол, при котором каждая конструкция фрезы работает лучше всего, или этот угол совершенно независим
ЭхоРомеоЧарли
ArboristSite Guru
- #2
Не верю. По крайней мере, по моему опыту, будь то цепи stihl, oregon, archer или любые другие марки, которые я затачивал, все они режут примерно одинаково, когда я затачиваю их так, как мне нравится. Некоторые просто длятся дольше, чем другие.
Чем тверже сталь, тем более острыми могут быть углы стали, и тем не менее она сохраняет остроту. Штиль, кажется, держится лучше ИМО, Орегон не сильно отстает, Арчер кажется сравнительно мягким по сравнению с этими двумя и не так сильно любит острые углы. По моему опыту быстрее тускнеет. Я, честно говоря, не обращаю внимания на то, под каким углом они идут с завода, хотя … они могут быть одинаковыми, насколько я знаю.
Я знаю, что после нескольких затачиваний они режут лучше, это точно.
Боб Хеджекаттер
Зависимость от ArboristSite
- #3
Я никогда не “градуировал” зуб после круглой заточки – если он выглядит достаточно хорошо и достаточно правильно режется, он мне подходит.
Разница между 30 и 35 градусами для большинства пользователей будет едва заметна, если вообще заметна.
Опустите этот градус среза слишком глубоко в пищевод и пропустите верхнюю пластину — тогда цепь будет тупой — это гораздо более распространенная ошибка при заточке от руки, чем 5 градусов здесь или там.
Некоторые люди зацикливаются на углах и формах, точно так же, как некоторые полируют корпуса бензопил. Цепи с индикаторами износа в верхней части верхних пластин удобны для определения угла, но иногда кончикам верхних пластин требуется еще один ход больше, чем задней кромке.
AKTrailDog
Участник ArboristSite
- #4
Что касается вашего конкретного вопроса о переходе с 35 на 30, я бы сказал, что это не имеет большого значения. Я затачиваю всю свою цепь, независимо от типа фрезы на 30 bc, это хороший средний показатель. Обычно в пределах 25-35. Существует так много различных типов цепей, что вы действительно можете открыть банку червей / дискуссий об этом.
Другой ответ: да, каждая цепь специально разработана для резки определенным образом с соответствующими углами от производителя, но в конце концов вы заметите разницу? Вероятно, не в большинстве случаев.
Опять же, зависит от того, какой тип резки вы делаете? Вырывание досок, резьба бензопилой или просто распиловка старых дров. Цепью можно рвать доски под углом 35, но я бы не стал этого делать. В целом очень утомительно для пилы.
Простой ответ, дерзайте. Посмотрите, как это работает, и заметите ли вы разницу. Вы всегда можете изменить угол при следующей заточке цепи. Выясните, что вам больше всего нравится в вашей ситуации. Опять же, мне нравятся мои на 30, и я могу сделать их довольно агрессивными при соответствующих допусках глубиномера и долго держать заточку. Это также связано с тем, как я обращаюсь со своими цепями и какие породы я обычно вырезаю.
Вы всегда можете изменить угол при следующей заточке цепи. Выясните, что вам больше всего нравится в вашей ситуации. Опять же, мне нравятся мои на 30, и я могу сделать их довольно агрессивными при соответствующих допусках глубиномера и долго держать заточку. Это также связано с тем, как я обращаюсь со своими цепями и какие породы я обычно вырезаю.
Майк Кунте
Оперативник ArboristSite
- #5
Большинство производителей шлифуют свои цепи для «общего» использования, поскольку они не предназначены для конкретного использования каждым человеком. Так что есть запас по углам. Найдите те, которые подходят для вашего конкретного приложения, и придерживайтесь их. Главное — точность и последовательность. Если у вас работает шлифовка при температуре 27,35 градусов, то делайте это каждый раз. Кроме того, если ваши глубиномеры обслуживаются должным образом, ваша цепь также будет резать ровно.
Главное — точность и последовательность. Если у вас работает шлифовка при температуре 27,35 градусов, то делайте это каждый раз. Кроме того, если ваши глубиномеры обслуживаются должным образом, ваша цепь также будет резать ровно.
Надеюсь, это поможет!
Майк
горное озеро
Зависимость от ArboristSite
- #6
Я не думаю, что вы найдете большую разницу в резке с 25 30 35 углами. Моя кофемолка была установлена на 30 в течение 40 лет. Стив
Oldtoolsnewпроблемы
Оперативник ArboristSite

- #7
Хорошо, это в основном совпадает с тем, что я понял. Я весь день рублю лиственные породы, так что сомневаюсь, что детали для меня важны. Когда-нибудь у меня будет мельница, но это совсем другое дело, о котором я не беспокоюсь.
Единственная причина, по которой я действительно спрашиваю, это то, что у меня есть около 8 петель цепи на 3 стержня, к которым я привык и понятия не имею, до чего их точить. И единственная новая цепь, которой я владею, утверждает, что ей нужен угол 25 градусов и 10 градусов от уровня 9.0003
Филберт
Любитель бензопилы
- #8
Это зависит от .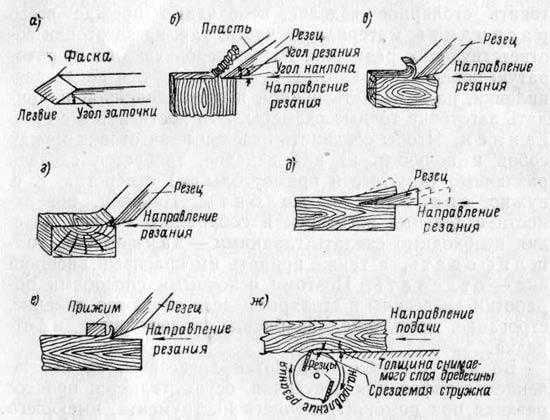 . .
. .
Если вы поместите свои цепи в испытательное приспособление и точно измерите производительность с помощью калиброванных инструментов, вы обязательно увидите существенные различия в контролируемом эксперименте с удалением всех других переменных (слишком много квалификаторов?). В повседневной рубке леса многого не замечаешь.
Я часто предлагал людям купить 3 одинаковые цепи, заточить одну на 25°, одну на 30° и одну на 35°, и попробовать их рядом , чтобы посмотреть, они заметят какие-либо различия в типе резки, который делают они , их пилы и их дерево. Даже 10-процентное увеличение скорости может не иметь практического значения для того, кто занимается дровосеком, который на самом деле работает с пилой только 15 % своего времени в лесу. Для производственных резчиков или ситуаций, когда необходима быстрая резка, это может быть очень важно. Или, если вам просто нравится производительность!
Поэкспериментируйте с имеющимися у вас цепями.
25° обычно рекомендуется как оптимизированный для твердой или мерзлой древесины.
30° обычно рекомендуется для различных пород дерева.
35° обычно рекомендуется как оптимизированный для мягкой древесины.
Как отмечает @Mike Kunte: настройки глубиномера тоже важны!
Нет никаких причин, по которым у вас не может быть разных цепей для разных ситуаций резки! Никто не играет в гольф только одной клюшкой! Ваш набор розеток поставляется с более чем одной розеткой!
Многие упускают из виду, что «угол верхней пластины» (например, 30°) также определяет угол скоса для режущей кромки боковой пластины: той части, которая выполняет тяжелую работу по рубке древесных волокон. Так что это больше, чем просто угол входа.
Филберт
Кенскип1
Зависимость от ArboristSite
- #9
Я должен сказать, что все зависит от того, что вы режете. Если вы жуете, скажем, дуб или другую твердую древесину, вам понадобится более острый край под углом 35 градусов. Если вы резали какую-то мягкую древесину, такую как сосна или болиголов, тогда угол 30 градусов. Поскольку это более мягкая древесина, вам не потребуется угол в 35 градусов. Лично я считаю, что чем меньше угол, тем дольше будет время резки. Конечно, у вас не будет более острого края под углом 35 градусов, но у вас будет край, который длится немного дольше. Что-то вроде обоюдоострого дерна.
Майк Кунте
Оперативник ArboristSite
- #10
@ОП!
Вот одно из лучших видео о шлифовке углов, которые я видел. Каждый аспект должным образом освещен, и его влияние на разрез и на резак объяснено. Наслаждаться!
Майк
Oldtoolsnewпроблемы
Оперативник ArboristSite
- #11
Ух ты, вот это мой ориентир. Если предположить, что это правильно, большая часть этого имеет смысл. Несколько битов потеряли меня, он движется быстро, но я посмотрю его снова, когда я не должен работать, лол
Oldtoolsnewпроблемы
Оперативник ArboristSite
- #12
Но было приятно, наконец, понять, почему некоторые цепи хотят быть заполнены под углом
Человек с топором
Зависимость от ArboristSite
- №13
Отличное видео , с удовольствием посмотрел . Спасибо за публикацию, Майк. Просто чтобы ответить на вопрос OP об углах верхней пластины, не так много разницы между 30 или 35 градусами. Мне всегда нравились 30 градусов для рабочей пилы, казалось, что она немного лучше держит лезвие в грязных условиях резки, таких как распилы пней. Правильно подобранный угол и профиль боковой пластины, а также правильные настройки ограничителя глубины играют гораздо более важную роль в том, как цепь будет работать.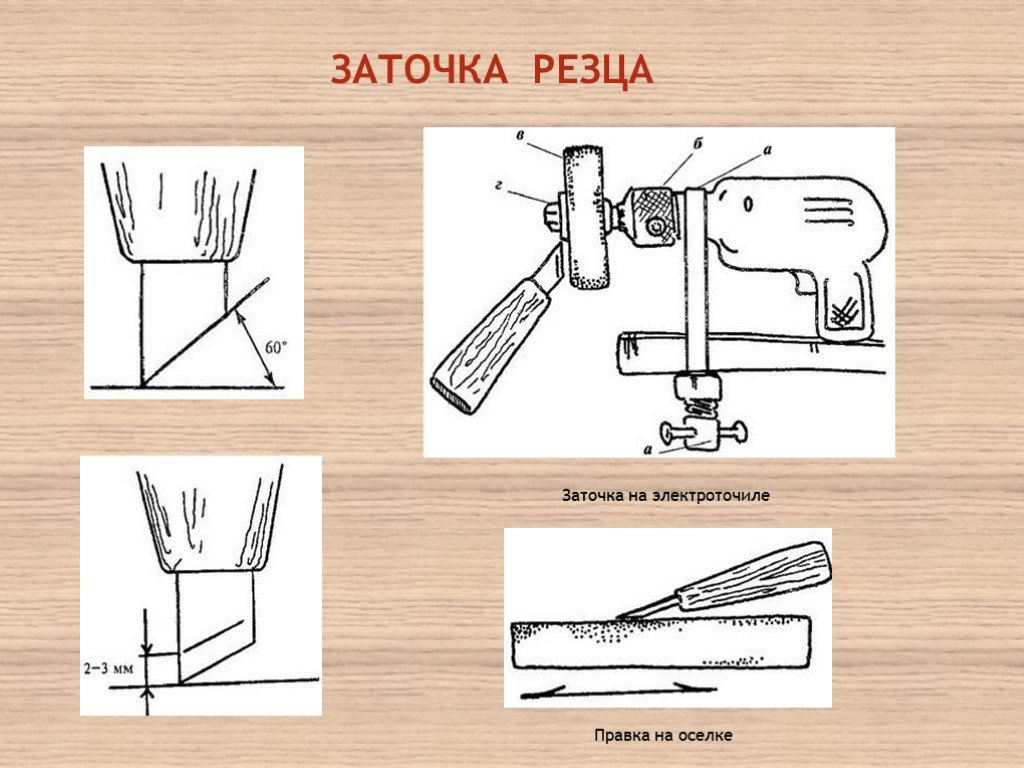 Видео иллюстрирует этот момент.
Видео иллюстрирует этот момент.
КАШ
ArboristSite Guru
- №14
Я затачиваю свои цепи при 25 градусах для мерзлой древесины или при 30 или 35 для лета. Цепь с полным долотом, кажется, остается острее зимой при 25 градусах.
Каш
Велунд
опытный одиночка
- №15
Теоретически это имеет большое значение, но в лесу либо режет, либо нет. 30/30 и острый – хорошая отправная точка для заготовки древесины.
30/30 и острый – хорошая отправная точка для заготовки древесины.
Чем острее, тем быстрее затупится, поэтому, если у вас есть мощная бензопила, такая как 50-кубовый двигатель, не стоит делать ее слишком острой.
Oldtoolsnewпроблемы
Оперативник ArboristSite
- №16
Круто, похоже, я буду сбрасывать все свои цепи до 25-30 градусов, учитывая, что это исключительно твердая древесина
Тед Дженкинс
Дрова от TJ
- # 17
Филберт сказал:
Это зависит . . .
Если вы поместите свои цепи в испытательное приспособление и точно измерите производительность с помощью калиброванных инструментов, вы обязательно увидите существенные различия в контролируемом эксперименте с удалением всех других переменных (слишком много квалификаторов?). В повседневной рубке леса многого не замечаешь.
Я часто предлагал людям купить 3 одинаковые цепи, заточить одну на 25°, одну на 30° и одну на 35°, и попробовать их рядом , чтобы посмотреть, они заметят какие-либо различия в типе резки, который делают они , их пилы и их дерево. Даже 10-процентное увеличение скорости может не иметь практического значения для того, кто занимается дровосеком, который на самом деле работает с пилой только 15 % своего времени в лесу.
Поэкспериментируйте с имеющимися у вас цепями.
25° обычно рекомендуется как оптимизированный для твердой или мерзлой древесины.
30° обычно рекомендуется для различных пород дерева.
35° обычно рекомендуется как оптимизированный для мягкой древесины.Как отмечает @Mike Kunte: настройки глубиномера тоже важны!
Нет никаких причин, по которым у вас не может быть разных цепей для разных ситуаций резки! Никто не играет в гольф только одной клюшкой! Ваш набор розеток поставляется с более чем одной розеткой!
Многие упускают из виду, что «угол верхней пластины» (например, 30°) также определяет угол скоса для режущей кромки боковой пластины: той части, которая выполняет тяжелую работу по рубке древесных волокон. Так что это больше, чем просто угол входа.
Филберт
Нажмите, чтобы развернуть.
 Для производственных резчиков или ситуаций, когда необходима быстрая резка, это может быть очень важно. Или, если вам просто нравится производительность!
Для производственных резчиков или ситуаций, когда необходима быстрая резка, это может быть очень важно. Или, если вам просто нравится производительность!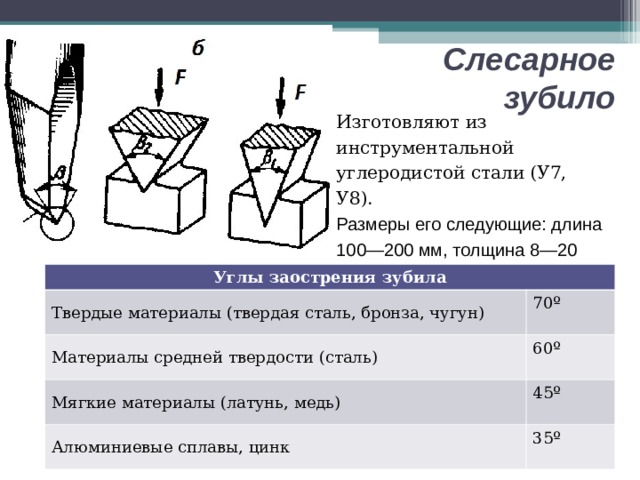 ..
..Я бы хотел, чтобы это было точно для большинства. Единственное, что я бы добавил, это то, что для грязных твердых пород дерева я делаю впадину немного меньше, а режущую кромку немного более тупой. Нужно будет попробовать небольшую вариацию, чтобы получить идеальную цепочку. Спасибо
дмб2613
Зависимость от ArboristSite
- # 18
У меня в основном кусачки для дров привозят цепи на заточку, делаю все под 25 градусов
Клифф Р
Зависимость от ArboristSite
- # 19
“Я не думаю, что вы найдете большую разницу в резке с углами 25 30 35. Мой шлифовальный станок настроен на 30 в течение 40 лет. Стив”
+2
Мой голос за 30 градусов. Около 10 лет у меня была направляющая для файлов, установленная на стержне, и я немного поиграл с этой сделкой. В целом 30 градусов — это очень хорошее место, и оно очень хорошо служило мне уже более 4 десятилетий. Я до сих пор перерезаю более 100 шнуров в год вместе со мной, моим братом и племянником, и хотя я перешел на меньшие пилы и полустамески, я все еще подпиливаю их под углом 30 градусов и получаю отличные результаты в лесу. и долгий срок службы фрезы.
Что касается этой темы, то я “подкрашиваю” цепи на всех своих пилах при каждой заправке. В последнее время я не ношу с собой лишних цепей, не заправляюсь топливом и не точу в полевых условиях, я ношу с собой дополнительные пилы. Не менее 4 пил на любой прогулке, острые как бритва, заправленные и готовые к работе. Если я что-то ударяю или они перестают нормально резать, я просто отбрасываю их в сторону и беру другую пилу.
Не менее 4 пил на любой прогулке, острые как бритва, заправленные и готовые к работе. Если я что-то ударяю или они перестают нормально резать, я просто отбрасываю их в сторону и беру другую пилу.
В конце каждой поездки мои пилы чистятся, затачиваются, заправляются топливом/маслом и готовы к работе. ВСЯ заточка делается в тисках большого цеха и вручную, гораздо проще сделать идеальную работу там, чем на задней двери грузовика……..Утес
Майк Кунте
Оперативник ArboristSite
- #20
Клифф Р сказал:
“Я не думаю, что вы найдете большую разницу в резке с углами 25 30 35.
+2
Мой голос за 30 градусов. Около 10 лет у меня была направляющая для файлов, установленная на стержне, и я немного поиграл с этой сделкой. В целом 30 градусов — это очень хорошее место, и оно очень хорошо служило мне уже более 4 десятилетий. Я до сих пор перерезаю более 100 шнуров в год вместе со мной, моим братом и племянником, и хотя я перешел на меньшие пилы и полустамески, я все еще подпиливаю их под углом 30 градусов и получаю отличные результаты в лесу. и долгий срок службы фрезы.
Что касается этой темы, то я “подкрашиваю” цепи на всех своих пилах при каждой заправке. В последнее время я не ношу с собой лишних цепей, не заправляюсь топливом и не точу в полевых условиях, я ношу с собой дополнительные пилы. Не менее 4 пил на любой прогулке, острые как бритва, заправленные и готовые к работе. Если я что-то ударяю или они перестают нормально резать, я просто отбрасываю их в сторону и беру другую пилу.
В конце каждой поездки мои пилы чистятся, затачиваются, заправляются топливом/маслом и готовы к работе. ВСЯ заточка делается в тисках большого цеха и вручную, гораздо проще сделать идеальную работу там, чем на задней двери грузовика……..Клифф
Нажмите, чтобы развернуть…
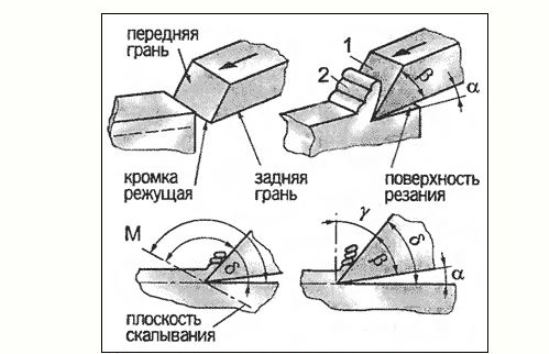 Мой шлифовальный станок настроен на 30 в течение 40 лет. Стив”
Мой шлифовальный станок настроен на 30 в течение 40 лет. Стив”
Здесь говорят о многолетнем опыте! Действительно хороший совет! Спасибо, Клифф!
Поговори со мной о занудных ракурсах, детка
- За кулисами
- Бензопила
- Ответы
- 10
- просмотров
- 976
Патрик62
У кого-нибудь был заводской брак в stihl или pferd 2 в 1?
- Плотницкая мастерская
- Бензопила
2
- Ответы
- 27
- просмотров
- 1К
Шон Донато
Измельчитель Oregon 620 – первые впечатления
- Сидр
- Бензопила
- Ответы
- 11
- просмотров
- 1К
Майк Кунте
Приспособление для заточки цепи Vert-i-File
- Philbert
- Бензопила
- Ответы
- 14
- просмотров
- 2К
Филберт
Цепь .325 VS X-CUT Husqvarna
- Gabriel1982
- Бензопила
- Ответы
- 11
- просмотров
- 2К
Gabriel1982
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Электронная почта Делиться Связь
М
привет ищу бесплатные дрова
- Последнее: Безумный профессор
Дрова, отопительное и дровяное оборудование
просто набрал кучу дров
- Latest: barebunns
Дрова, отопительное и дровяное оборудование
Добыча дров (и прочего)
- Последнее: Lee192233
Дрова, отопительное и дровяное оборудование
п
Разветвитель двигателя Troy Bilt
- Последний: Patrick1903
Дрова, отопительное и дровяное оборудование
п
Stihl 026 – течь карбюратора и/или картера
- Последний: Patrick1903
Бензопила
Верх
Направляющая угла заточки ножа
Угол заточки имеет решающее значение для настройки режущей способности ножа.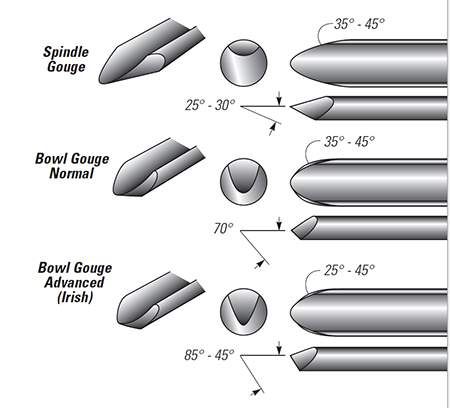 Это важная деталь, с которой должен ознакомиться каждый начинающий заточник для получения оптимальных результатов. В противном случае кромка будет острой, но легко сколется или с трудом разрежет яблоко, оставаясь при этом нерушимой.
Это важная деталь, с которой должен ознакомиться каждый начинающий заточник для получения оптимальных результатов. В противном случае кромка будет острой, но легко сколется или с трудом разрежет яблоко, оставаясь при этом нерушимой.
Под углом заточки понимается угол, под которым удерживается режущая кромка при заточке. Для ножей существует не лучший угол, а соответствующий диапазон. Они сводятся к назначению ножа, толщине лезвия, материалу и предпочтениям пользователя.
Здесь есть все, что вам нужно знать об углах заточки ножей, лучших углах для различных столовых приборов и способах определения угла заточки различными способами.
Как угол заточки влияет на режущую способность?
Чем меньше угол заточки, тем острее становится край. Однако эта резкость достигается за счет долговечности. Лезвия бритвы являются хорошим примером этого. Они невероятно острые с острым углом от 7 до 10 градусов, но настолько хрупкие, что легко ломаются.
С другой стороны, тупые углы заточки создают прочную режущую кромку. Например, скалыватели затачивают на 25-30 градусов. Это формирует сильное лезвие, которое прорубает, а не деликатно режет.
Например, скалыватели затачивают на 25-30 градусов. Это формирует сильное лезвие, которое прорубает, а не деликатно режет.
Но это крайние примеры. Большинство кухонных ножей имеют угол заточки от 15 до 25 градусов. Карманные ножи, напротив, имеют более прочную режущую кромку, заточенную под углом от 20 до 25 градусов.
При всем при этом, заточка ножа под большим углом делает его прочнее, но снижает остроту и наоборот.
Купите оптом кухонные ножи и начните масштабирование вместе с нами сегодня
Свяжитесь с нами и свяжитесь с торговым представителем, чтобы получить бесплатное предложение.
Какой лучший угол заточки (для поварского ножа)
Использование поварских ножей требует, чтобы они имели острую, но прочную режущую кромку для решения различных задач по резке. №
Универсальность поварских ножей делает их склонными к более высоким углам заточки. Лучший угол заточки поварского ножа составляет от 20 до 25 градусов. Это, однако, зависит от стали, используемой для ковки лезвия и термической обработки.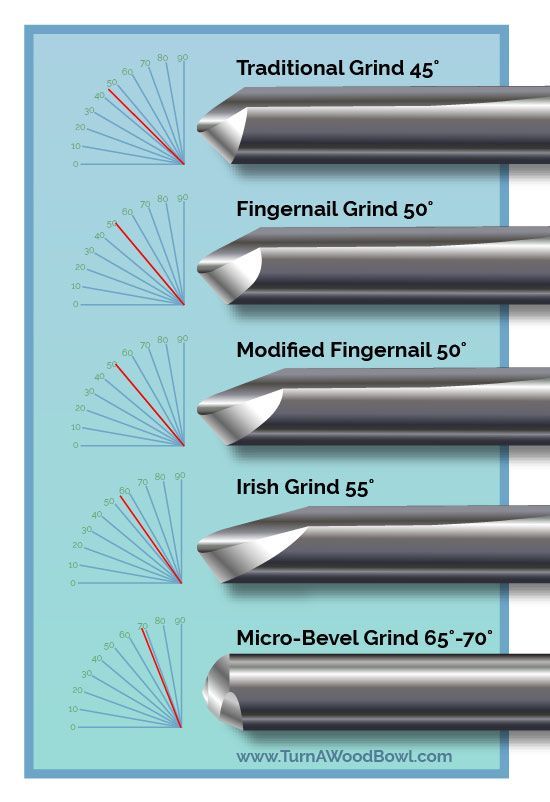
Универсальные японские кухонные ножи, такие как Гьюто и Сантоку, затачиваются под острыми углами, где-то от 15 до 20 градусов, а иногда и меньше. Это связано с твердостью и остротой стали, используемой для изготовления лезвия.
Помня об этом, повара могут настроить режущую кромку своих ножей по своему вкусу. Однако острые углы подходят не для всех лезвий. Лезвие должно иметь достаточную прочность, чтобы выдерживать необратимую деформацию при заточке.
Следующий список представляет собой представление того, что можно ожидать от поварского ножа, заточенного под разными углами.
- 25 градусов: прочное лезвие, способное выдержать мощные удары, но не так сильно, как тесак для мяса. Он идеально подходит для нарезки плотных ингредиентов и периодической разделки мелких костей птицы.
- 22 градуса: Точно так же нож шеф-повара, заточенный под этим углом, является прочным, но следует избегать костей и других очень плотных ингредиентов.
- 20 градусов: поварские ножи, заточенные под этим углом, могут деликатно нарезать, нарезать кубиками и измельчать продукты без образования сколов. Это хороший угол заточки для баланса между прочностью и остротой.
- 17 градусов: этот угол заточки создает тонкое лезвие, которое может тонко нарезать продукты, но склонно к сколам при разрезании чего-либо более плотного, чем арбузная корка.
- 15 градусов: поварской нож, заточенный под таким углом, очень острый, идеально подходит для нарезки тонких ломтиков и деликатной работы с мягкими ингредиентами, такими как куриные грудки. Тем не менее, настолько хлипкий, что может сломаться при умеренной нагрузке.
 Это хороший угол заточки для баланса между прочностью и остротой.
Это хороший угол заточки для баланса между прочностью и остротой.Поварской нож — лишь один из многих. Узнайте больше об углах заточки других кухонных и садовых ножей ниже.
Различные типы углов заточки для разных типов ножей
По мере изменения назначения ножа меняется и соответствующий угол заточки. Режущая кромка некоторых лезвий подвергается большему напряжению, как ножи для обвалки, в то время как некоторые просто прорезаются, как ножи для филе.
Из всего, что обсуждалось в этой статье, вы можете догадаться, какой угол заточки лучше всего подходит для конкретных ножей.
Нож для суши должен иметь острый угол для тонких ломтиков. Нож для обвалки должен иметь острую кромку, но не слишком хлипкую, иначе можно повредить мясо, счищая его с костей. Нож EDC должен иметь больше прочности, чем остроты, и так далее.
Хотя угол заточки определяется предпочтениями пользователя, существует соответствующий диапазон для разных типов ножей. Вот таблица с лучшими диапазонами углов заточки для различных ножей.
| The type of knife | Best sharpening angle range |
| Japanese specialty knives Filet knife | 15 to 17 degrees |
| Carving knife Boning knife Slicing knife Chef’s knife Utility knife | 17 to 22 degrees |
| Pocket knife Tactical knife Survival knife | 22 to 25 degrees |
| Cleaver | 25 to 30 degrees |
Any нож можно затачивать под другим углом, чем указанные выше диапазоны. Это сводится к конкретным целям, которые ваши клиенты хотят получить от ножа.
Это сводится к конкретным целям, которые ваши клиенты хотят получить от ножа.
Если вы не предлагаете услуги по заточке, полезно напомнить своим клиентам о важности этих углов. Достаточно простой таблицы, подобной приведенной выше, основанной на типах ножей, которые вы продаете.
Что такое скос ножа?
Прежде чем мы объясним, как найти угол заточки ножа, давайте рассмотрим скос ножа. Это даст нам основу, необходимую для определения угла заточки любого ножа.
Скос ножа относится к шлифованной части лезвия, образующей режущую кромку. Внимательный взгляд на режущую кромку ножа покажет это. Большинство кухонных ножей и почти все карманные ножи имеют двойную фаску, то есть заточены с обеих сторон. Таким образом, вы затачиваете обе стороны лезвия.
Ножи с одним скосом
9Cr18Mov Плакированная сталь Восьмиугольная ручка Ebony Wa Yanagiba 270 мм Некоторые кухонные ножи, в частности японские столовые приборы, имеют одинарный скос. Изготовители ножей создают режущую кромку этих ножей, затачивая только одну сторону. На противоположной стороне есть элементы дизайна, которые помогают с другими вещами, такими как разделение продуктов.
На противоположной стороне есть элементы дизайна, которые помогают с другими вещами, такими как разделение продуктов.
То, как формируется режущая кромка ножей с одинарной фаской, полностью меняет процесс заточки. Это не так просто, как говорить о заточке ножей с двойным скосом с обеих сторон и ножей с одинарным скосом с одной стороны.
Не каждая точилка может правильно заточить нож с одной фаской, даже самые опытные точилки. Японские кухонные ножи с одним скосом следуют специальной трехэтапной усовершенствованной технике заточки, включающей ураоси , кирэха и кобацукэ .
- Ураоши : Ураоши — это плоский ободок, покрывающий вогнутую часть лезвия. Заточка этой области выполняется осторожно и требует полировального камня. Этот процесс не способствует повышению остроты, а повышает прочность лезвия, выравнивает нестабильные участки и создает воздушный карман, предотвращающий прилипание ломтиков.
- Киреха : Киреха — основной скос. Именно здесь производитель ножей сначала затачивает лезвие, чтобы создать режущую кромку. Заточка этой части лезвия такая же, как и любого другого ножа.
- Kobatsuke : Также известен как Koba , Kobatsuke — это микрофаска на Kireha . Он создает вторичный скос, еще больше увеличивая остроту ножа. При заточке Kobatsuke ее необходимо производить от пятки к кончику, тогда как другие части можно затачивать по частям – от пятки к животу и от живота к кончику.
 Именно здесь производитель ножей сначала затачивает лезвие, чтобы создать режущую кромку. Заточка этой части лезвия такая же, как и любого другого ножа.
Именно здесь производитель ножей сначала затачивает лезвие, чтобы создать режущую кромку. Заточка этой части лезвия такая же, как и любого другого ножа.Как и при заточке любого другого ножа, углы заточки kireha и kobatsuke могут удовлетворить предпочтения разных пользователей. Однако, как и другие японские кухонные ножи, они заточены под острыми углами.
Купите оптом кухонные ножи и начните масштабирование вместе с нами сегодня
Свяжитесь с нами и свяжитесь с торговым представителем, чтобы получить бесплатное предложение.
Как подобрать угол заточки?
Угломер – самый точный способ измерения угла заточки.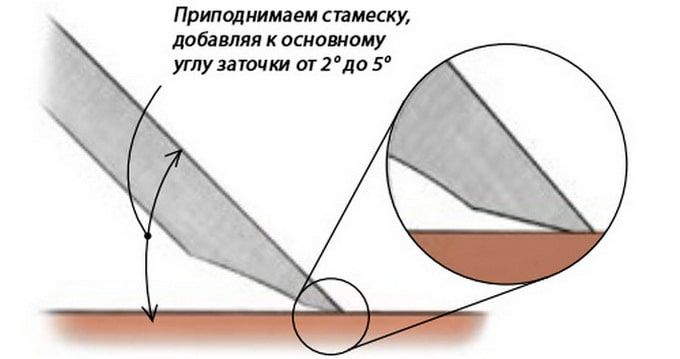 Предполагая, что у вас нет этого инструмента, вот несколько творческих способов найти точный угол заточки.
Предполагая, что у вас нет этого инструмента, вот несколько творческих способов найти точный угол заточки.
Бумажный клин
Если сложить бумагу в клин, получится угол примерно 22,5 градуса. Это простой способ найти идеальный угол заточки для большинства поварских ножей.
- Сложите квадратный лист бумаги в треугольник.
- Снова сложите бумагу ровной стороной от себя, как будто вы делаете бумажный самолетик.
- Поместите клин на точильный камень и аккуратно положите лезвие на бумагу, не нажимая.
- Затем вы можете убрать бумагу и начать точить.
Монеты
Использование X четвертаков для определения угла заточки является обычной практикой. Тем не менее, нет определенного количества монет, которые вы можете использовать для каждого ножа. Чем шире лезвие, тем больше монет вам понадобится, чтобы расположить нож под определенным углом.
Просто сложите монеты стопкой и коснитесь острия лезвия, чтобы положить нож.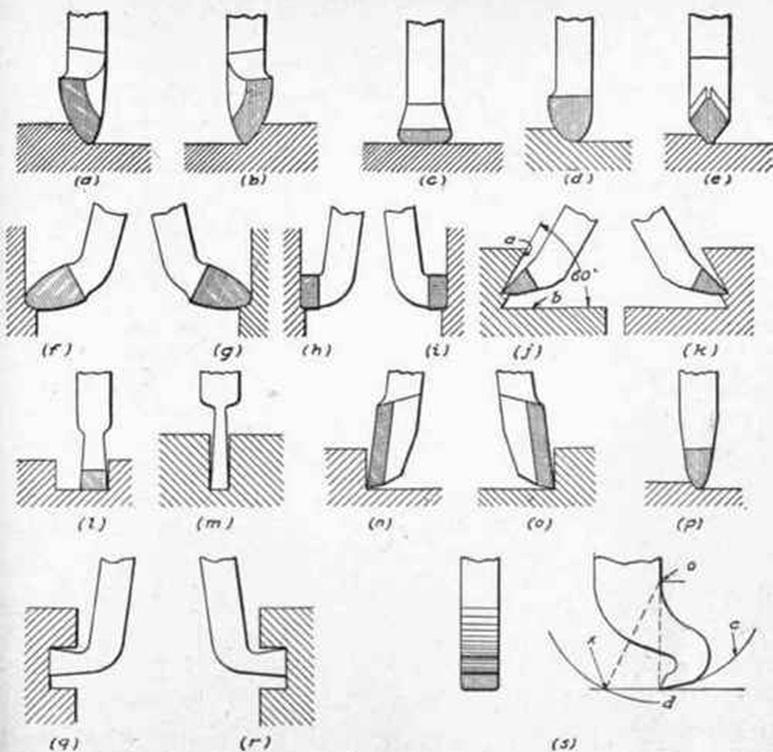 Затем вы можете удалить монеты и начать заточку.
Затем вы можете удалить монеты и начать заточку.
Вот сколько четвертинок нужно сложить, чтобы получить 20-градусный угол заточки для поварского ножа.
- 7 четвертей: угол 15 градусов
- 8 четвертей: угол 17,5 градусов
- 9 четвертей: угол 20 градусов
- 10 четвертей: угол 22,5 градуса
Этот метод применим к большинству поварских ножей. Однако чем уже лезвие, тем меньше монет вам нужно будет использовать. Например, вам потребуется от 4 до 5 четвертей, чтобы заточить нож для овощей на 20 градусов, в то время как для поварского ножа требуется до 9 четвертей.
Приложение уровня для iPhone
Встроенное в iPhone приложение «Измерение» имеет функцию уровня, которую можно использовать для определения угла заточки.
- Запустите приложение «Измерение» и выберите «Уровень».
- Поместите телефон на точильный камень и убедитесь, что он находится под углом 0 градусов.
- Медленно поднимите телефон, чтобы получить желаемый угол.
- Вставьте нож под телефон и держите нож под тем же углом.

Перед использованием телефона убедитесь, что он находится в защитном чехле. В противном случае поверхность бруска может поцарапать телефон.
Заключительные слова
Угол заточки жизненно важен для соответствия назначению ножа. Заточка ножа под неправильным углом приведет к снижению режущей способности. Напомните правильный угол заточки своим клиентам, прежде чем они уйдут с точильным камнем.
У нас есть множество инструментов для заточки, предназначенных как для среднего, так и для профессионального использования. Вы можете заказать двусторонние бруски или комплекты с угловыми и хонинговальными направляющими.
Просмотрите наши инструменты для заточки оптом здесь. Мы можем помочь вам с индивидуальной упаковкой и напечатать логотип вашего магазина на продуктах, чтобы они соответствовали имиджу вашего магазина. Нажмите здесь, чтобы запросить расценки на наши продукты и услуги.
Как заточить нож
- Как заточить нож
Для всех пользователей ножей, от новичка до самого продвинутого, это один из самых больших вопросов.
Каковы наиболее используемые методы совместного использования? Из чего они состоят?
Короче говоря, как заточить нож?
В этой статье мы ответим на все ваши вопросы, потому что знаем, что хорошая заточка означает хорошую резку!
Существует несколько методов повышения резкости, но сегодня мы рассмотрим только два из них. Точильный камень (алмазный) или ручная точилка: множество различных методов и способов, которые могут пригодиться, когда ваши ножи нуждаются в заточке.
Алмазный точильный камень: как им пользоваться?
Алмазный точильный камень — удобный в хранении и использовании инструмент. Доступный в разных размерах, вы можете легко найти камень, который будет полезен для заточки всех ваших лезвий.
Для этого метода необходимо выполнить несколько шагов. Мы советуем вам уважать каждый из них, чтобы получить нож с уникальной режущей кромкой, с непревзойденным качеством и точностью!
Мы советуем вам уважать каждый из них, чтобы получить нож с уникальной режущей кромкой, с непревзойденным качеством и точностью!
Шаг 1: Выберите правильный угол заточки для вашего ножа
Угол заточки вашего ножа является одним из важнейших аспектов заточки, поскольку он определяет режущую кромку лезвия. Угол заточки обычно выбирают из предыдущего: возможно, вы захотите заточить свой нож так же, как и в прошлый раз.
Также можно выбрать другой ракурс, но к этому нужно быть готовым, т.к. это означает, что заточка займет у вас больше времени и вам придется потом сглаживать грубые углы.
Чтобы определить правильный угол заточки вашего ножа, вам в первую очередь нужно знать, как часто вы им пользуетесь.
Чем меньше угол, тем острее лезвие. Но вам придется регулярно точить лезвие. Если у вас малоинтенсивное использование ножа, вы можете без проблем выбрать небольшой угол заточки, который может быть, например, ниже 30°.
При «нормальном» использовании ножа угол заточки может составлять от 36° до 40°, что обеспечивает оптимальную эффективность.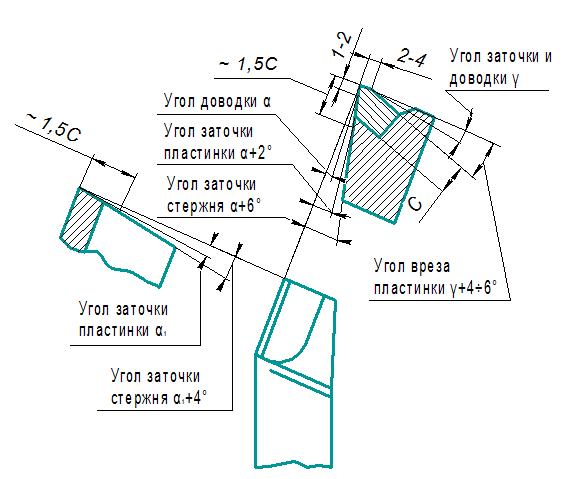
Если вы интенсивно используете свой нож, мы советуем вам не выбирать маленький угол, иначе вам придется очень часто точить лезвие. Чтобы обеспечить лучшую эффективность, мы рекомендуем вам использовать немного больший угол. Более крутые углы, например около 46°, обеспечивают более длительную заточку.
Дополнительная информация :
Перед тем, как приступить к заточке ножа, обязательно прочтите инструкцию, чтобы учесть указания по смазыванию камня. Если ваш точильный камень называется «масляный камень», вам придется нанести на камень легкое минеральное масло. Если нет, камень можно использовать для заточки лезвий.
Шаг 2: Проверьте угол вручную или с помощью приспособления для заточки?
Проверка угла заточки также является важным аспектом, который нельзя упускать из виду. Сохранение одного и того же угла на протяжении всей операции позволит получить нож с правильным лезвием и хорошего качества.
Чтобы отточить этот угол, есть 2 основных варианта: либо проверить вручную, либо использовать направляющую для заточки, которая поможет вам получить идеальный угол.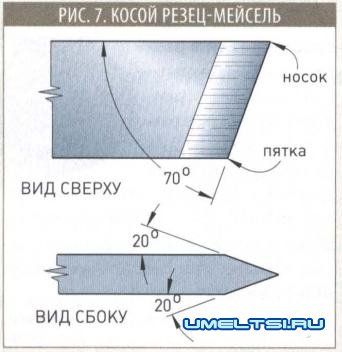
На самом деле проверить угол вручную можно, но процесс этот не простой и требует натренированного восприятия углов.
Чтобы облегчить этот шаг, вы можете проверить угол с помощью направляющей для заточки. Это небольшой инструмент, который вы кладете под нож, чтобы удерживать угол, когда вы протираете нож о точильный камень
Примечание: необходимо знать, как вы собираетесь контролировать угол, прежде чем начать заточку ножа.
Шаг 3: Вы можете начать заточку. Но будьте осторожны: вы должны использовать сторону камня с самым толстым зерном!
Зернистость алмазного камня и точильного камня различна с каждой стороны. Самый толстый используется для начала заточки путем шлифовки стали.
Если вы хотите симметричную кромку: затачивайте первую сторону лезвия примерно до середины толщины стали, затем переверните лезвие и затачивайте другую сторону, пока не получите косой угол. Наконец, заточите свой нож на тончайшем зерне для отделки!
Если вы хотите асимметричную кромку: затачивайте только первую сторону лезвия, не переворачивайте нож, чтобы работать с другой стороной. Затем используйте самое тонкое зерно камня для отделки.
Затем используйте самое тонкое зерно камня для отделки.
Примечание. Чтобы распознать самое толстое зерно, проверьте его на упаковке или на самом зерне
Шаг 4: Вы можете перевернуть камень и начать использовать тонкое зерно!
Теперь, когда первый этап завершен, вы можете закончить заточку ножа с точностью и сделать финишную заточку с использованием самого тонкого зерна.
Цель состоит в том, чтобы сгладить край лезвия и избавиться от остатков металла, оставленных самым толстым зерном. Так же, как и в предыдущем шаге, если вы хотите получить симметричный край, переверните нож, чтобы работать с обеих сторон лезвия.
Если вы предпочитаете асимметричный край, работайте только с той же стороны, что и на предыдущем шаге.
Теперь вы можете чередовать проходы ножа по камню, по-прежнему используя самое тонкое зерно. Для этого затачивайте одну сторону лезвия одним непрерывным проходом, прежде чем перевернуть нож и сделать то же самое со второй стороной. Мы советуем вам повторить это движение для лучших результатов.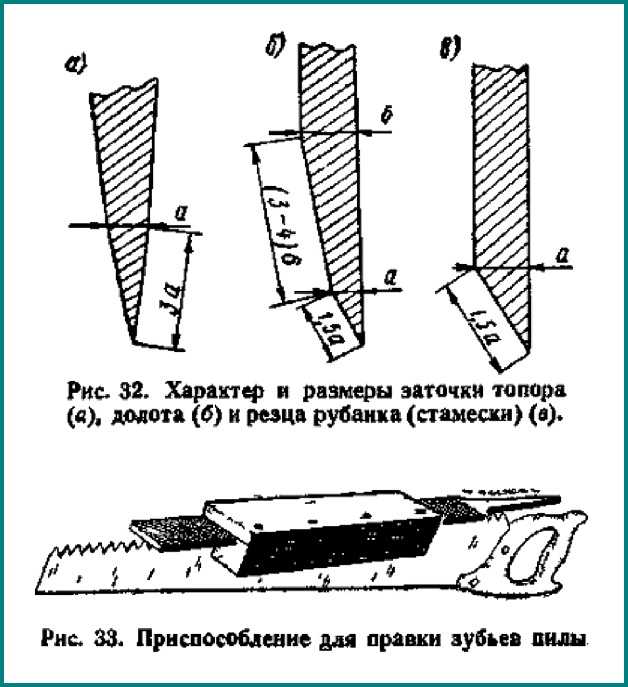
Вы закончили заточку ножа!
Благодаря алмазному или точильному камню вы получите идеальную режущую кромку для своих лезвий. Абразивность зерна обеспечивает идеальный и стойкий результат!
Ручная точилка: хороший выбор?
1. Если вам нужен инструмент, быстрый и простой в использовании, то ручная точилка – хороший вариант! Это второй метод.
Этот инструмент очень эффективен, если вы хотите быстро заточить нож, так как он имеет одну или несколько предварительно заданных прорезей, которые обеспечивают точный угол заточки.
Однако и у ручной точилки много недостатков! Он не подходит для всех ножей, и результат менее тонкий и точный, чем с таким инструментом, как камень. Toutefois l’aiguiseur manuel представляет aussi de nombreux неудобства! Il ne s’adapte pas à tous les couteaux et le résultat est moins fin et précis qu’avec un ustensile comme la pierre par example. Иногда он может быть слишком абразивным для ваших лезвий.