Cверла, виды заточки сверл
Сверла, виды заточки сверл, особенности сверления
Сверление применяется:
-
Для получения отверстий под крепежные детали (болты, винты, заклепки, шпильки и т.д.)
-
для получения отверстий под нарезание резьбы
-
для отверстий облегчающих конструкции
-
для отверстий под последующую обработку (рассверливание, зенкерование, развертывание, растачивание)
Точность сверления в отдельных случаях может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверление через специальное приспособление (кондуктор)
Сверла разделяются на спиральные, с прямыми канавками, перовые, ружейные, для глубокого, кольцевого сверления и центровочные.
Сверла изготавливают из быстрорежущих, легированных и углеродистых сталей
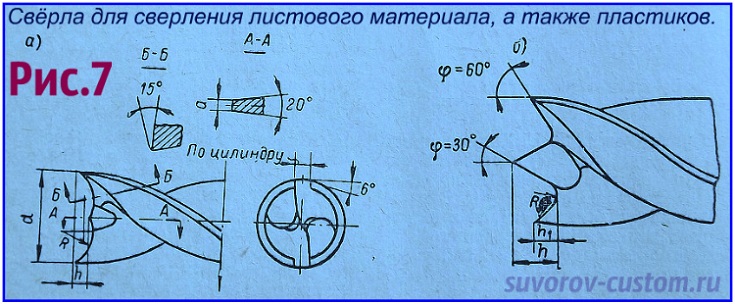
Для сверления отверстий чаще применяют спиральные сверла и реже специальные.
Угол заточки сверла выбирается в зависимости от твердости обрабатываемого материала
|
Материал |
Угол заточки |
|
Сталь, чугун |
116 – 118 |
|
Стальные поковки и закаленная сталь |
125 |
|
Латунь и мягкая бронза |
130 – 140 |
|
Медь мягкая красная |
125 |
|
Алюминий, баббит, электрон |
130 – 140 |
|
Силумин |
90 – 100 |
|
Магниевые сплавы |
110 – 120 |
|
Эбонит, целлулоид |
85 – 90 |
|
Мрамор, другие крепкие материалы |
80 |
|
Гетинакс, винипласт |
90 – 110 |
|
Органическое стекло |
70 |
|
Пластмассы |
50 – 60 |
Износ сверла в первой стадии можно обнаружить по резко скрипящему звуку. Заточку ведут с охлаждением, периодически погружая режущую кромку в водно-солевой раствор. При заточке необходимо следить за тем, чтобы режущие кромки были прямолинейны, имели одинаковую длину и были заточены под одинаковым углом. Сверла с режущими кромками разной длины или с разными углами их наклона будут сверлить отверстия больше своего диаметра.
Заточку ведут с охлаждением, периодически погружая режущую кромку в водно-солевой раствор. При заточке необходимо следить за тем, чтобы режущие кромки были прямолинейны, имели одинаковую длину и были заточены под одинаковым углом. Сверла с режущими кромками разной длины или с разными углами их наклона будут сверлить отверстия больше своего диаметра.
Сверление отверстий
При сверлении различаются сквозные, глухие и неполные отверстия.
Сверление по разметке:
По разметке сверлят одиночные отверстия. Предварительно на деталь наносят осевые риски, определяющие контуры будущего отверстия, затем кернят углубление в центре отверстия, чтобы дать предварительное направление сверлу.
Сверление осуществляют в два приема:
-
сначала выполняют пробное сверление, получают углубление размером около ¼ будущего отверстия,
-
После этого удаляют стружку и проверяют центр лунки и круговой риски, а затем его рассверливают до заданного размера.

Сверление глухих отверстий:
Осуществляется на заданную глубину по втулочному упору на сверле или измерительной линейке на станке (при сверлении глухих отверстий необходимо периодически извлекать сверло из отверстия, очищать отверстие от стружки и измерять глубину глубиномером штангельциркуля).
Сверление неполных отверстий (полуотверстий):
В тех случаях когда, отверстие расположено у края, к обрабатываемой детали приставляют пластину из того же материала, зажимают в тисках и сверлят полное отверстие, а затем пластину отбрасывают.
Сверление полых отверстий:
При сверлении полых деталей полость забивают деревянной пробкой.
Сверление отверстий больших диаметров:
Сверление отверстий d ˃ 25 мм обработку осуществляют рассверливанием просверленных отверстий (однако отверстия полученные отливкой, штамповкой рассверливать не рекомендуется т.
Сверление точных отверстий:
Для получения точных отверстий сверление производят в два приема. Первый проход делают сверлом, диаметр которого меньше на 1- 3 мм диаметра отверстия. Этим исключается вредное действие перемычки. После этого отверстие сверлят в размер. Сверло должно быть хорошо заточено, для получения более чистых отверстий сверление ведут с малой подачей при обильном охлаждении и непрерывном отводе стружки.
Сверление глубоких отверстий:
Называется сверление отверстий на глубину превышающую диаметр сверла в 5 раз и более. Просверливая глубокое отверстие, периодически выводят из него сверло, не останавливая станок, и удаляют из канавок накопившуюся стружку.
Знаете ли вы угол сверла HSS?
Перейти к основному содержанию
Мелоди Чен
Режущие инструменты ★ сверло ★ пильный диск ★ специалист по маркетингу 13 лет опыта ★ помощь 2000 покупателю в развитии рынка по всему миру
Опубликовано 27 августа 2021 г.
+ Подписаться
Стандартный угол сверла из быстрорежущей стали обычно зависит от материала сверла из быстрорежущей стали и обрабатываемого материала.
Чаще всего используется угол 118°.
Например, обработка деталей из алюминиевых материалов обычно составляет 118°.
Поскольку обработка деталей из алюминиевых материалов требует быстрой подачи, а сила режущих деталей с небольшим углом наклона головы во время обработки будет распространяться на левую и правую стороны и облегчать резку.
При обработке отливок обычно используют сверла 140-145
Подача медленная из-за высокой твердости, а сила резания в основном сосредоточена перед лезвием.
Если сверло слишком острое, оно быстро изнашивается, а угол наклона лезвия относительно мал. Из-за короткого лезвия естественная сила также невелика.
Угловые сверла
Стандартные углы буровых долот из быстрорежущей стали составляют 118, 120, 130, 135, 140, из-за различных материалов обработки, и выбор верхнего угла сверления также отличается.
Для сквозного отверстия в стальном блоке обычно используется 118 градусов. Режущая кромка не должна быть слишком тонкой, слишком тонкой и легкой в носке.
Tenyu Tools даст вам много советов по выбору сверл из быстрорежущей стали. Свяжитесь с нами сейчас, чтобы получить бесплатное предложение!
Разница между сверлами из быстрорежущей стали и кобальтовыми сверлами
9 августа, 2021 г.
Как отличить качество алмазных дисков?
22 июля 2021 г.
Связан ли цвет сверла с качеством?
23 июня 2021 г.
Как заточить спиральные сверла?
7 июня 2021 г.
-
Как продлить срок службы алмазных пил
20 мая 2021 г.
Какой материал можно резать алмазной пилой
5 мая 2021 г.
Какие формы зубьев имеет пильный диск?
5 фев.
2020 г.МЕЧТА ОТ ДНЯ ОТЦА!
13 июня 2019 г.
Herramientas de corte ★ broca ★ Sierra Blade ★ especialista en marketing 13Yrs Experience ★ ayudando a 2000 comprador a hacer crecer el mercado en tod
10 апр. 2019 г.
Режущие инструменты ★ сверло ★ пильный диск ★ специалист по маркетингу 13 лет опыта ★ помощь 2000 покупателю в развитии рынка по всему миру
16 января 2019 г.

 2020 г.
2020 г.
DBS-22 Приспособление для заточки сверл
С помощью приспособления Tormek для заточки сверл DBS-22 теперь вы можете затачивать сверла (3–22 мм) с высочайшей точностью. Оптимальную точку можно установить в соответствии с любыми требованиями к сверлению, которые зависят от размера сверла и материала. Вы можете полностью восстановить изношенные сверла, а также сломанные сверла до идеальной формы.
4-гранное острие
Вы создаете 4-гранное острие, которое обеспечивает идеальную производительность резания, поскольку кромка долота имеет острие, а не почти плоское, как у многих сверл. Острие с 4 гранями не будет шататься, а требуемая сила осевого усилия значительно снижена по сравнению с обычным сверлом с конусным острием.
Прецизионно заточенное 4-гранное острие выделяет меньше тепла, что также увеличивает срок службы сверла. Независимые тесты показывают, что заточенное сверло Tormek служит в 4 раза дольше, чем совершенно новое обычное сверло¹.
Независимые тесты показывают, что заточенное сверло Tormek служит в 4 раза дольше, чем совершенно новое обычное сверло¹.
Контролируемая заточка
Работая в соответствии с законами физики и непрерывно охлаждая кромку, риск перегрева стали, потери ее твердости или образования микротрещин исключается. Вы все время имеете полный контроль и можете видеть, как происходит повышение резкости.
Сверло крепится в держателе сверла (3) на направляющей (2), которая, в свою очередь, движется по основанию (1).
Слева направо: опорная плита, направляющая и шаблон настройки.
Слева направо: держатель сверла, лупа, инструкция.
Гибкость и точность
4-гранная вершинаКрай долота подходит к острию и не будет ходить. Растачивает круглое прямое отверстие с жесткими допусками.
Всегда одинаковые режущие кромки
Две режущие кромки заточены симметрично и работают идеально синхронно, что продлевает срок службы сверла.
Затачивает все углы заточки
Может быть установлен на любой угол от 90° до 150°.
Всегда правильный задний угол
Оптимальный задний угол может быть установлен в соответствии с каждым требованием сверления: 7°, 9°, 11° или 14°.
Затачивает сверла диаметром от 3 до 22 мм
Один и тот же держатель сверл подходит для диаметров от 3 мм (1/8″) до 22 мм (7/8″). Замена патрона не требуется.
Вопросы и ответы
Почему 4-гранное острие так выгодно по сравнению с обычным острием?
Значительно снижает усилие, требуемое на сердцевину сверла, т. е. на кромку долота, что снижает тепловыделение и позволяет увеличить усилие на режущие кромки. Это дает сверлу резкое улучшение режущей способности.
Почему заточенное сверло Tormek служит дольше?
Выгодное 4-х гранное острие и высокоточная заточка – обе режущие кромки заточены на одинаковую длину и симметрично – обеспечивают эффективную работу сверла и значительно продлевают срок службы сверла.
От чего зависит точность и прямолинейность отверстия?
Геометрия с 4 гранями позволяет сверлу сверлить прямое и круглое отверстие с очень жесткими допусками. Крайне важно, чтобы обе режущие кромки были одинаковыми и были заточены под одним и тем же углом. Это важное требование, чтобы обе кромки работали одинаково и чтобы сверло просверлило прямолинейное отверстие, диаметр которого не превышает диаметр сверла. В противном случае на более длинную кромку будет приходиться большая часть режущей силы, она будет перегреваться и сильнее изнашиваться. В результате сверло быстро затупится и перестанет работать должным образом.
Какой угол при вершине должен быть?
Сверла обычно имеют угол при вершине 118° или 130°. Закаленная сталь и нержавеющая сталь требуют больших углов при вершине. Также алюминий лучше всего сверлить с большим углом при вершине. При сверлении плексигласа риск образования трещин при прохождении сверла через материал снижается за счет большего угла при вершине. Центрирующие сверла обычно имеют угол при вершине 90°.
Центрирующие сверла обычно имеют угол при вершине 90°.
Важен ли задний угол?
Выбор заднего угла имеет решающее значение для производительности резания и продолжительности сверления. Оптимальный задний угол зависит как от диаметра сверла, так и от просверливаемого материала. Для более твердого материала требуется сверло с меньшим задним углом, в то время как для более мягкого материала угол может быть больше. Стандартные сверла имеют задний угол 11° и угол при вершине 118°, что хорошо подходит для большинства работ по сверлению.
Как узнать, не перегрелась ли сталь при использовании сухого шлифовального станка?
Перегрев стали часто незаметен, но последствия таковы, что сверло быстро тупится и даже может сломаться. В отличие от обычных точилок для сверл, Tormek затачивает с водяным охлаждением, которое бережно относится к стали.
ВИДЕО: ДБС-22
4
40004
Посмотрите это видео, чтобы получить пошаговую демонстрацию того, как работает насадка для сверла Tormek и как вы можете создать 4-гранную вершину.