Мастерская 1.2 Как заточить центровое сверло по дереву.
Всем привет.
В блоге понемногу появляется обратная связь, и это радует 🙂
Несколько дней назад мне задали вопрос по заточке спирального центрового сверла по дереву.
Я написал ответ.
Но подумав, решил что стоит сделать статью на эту тему, так как подобная работа может представлять трудность для мастера (и не только начинающего).
Как заточить центровое (трехперое) сверло по дереву ?
Вариантов заточки может быть несколько,
в зависимости от того, насколько точное отверстие нужно получить (точно в размер сверла, или допустимо разбивание отверстия на несколько десятых),
и для какой работы предназначено сверло (форма режущих зубьев, форма и длина центра.
Первые два способа подходят как для спиральных так и для перьевых сверл.
При НЕвысоких требованиях к симметричности расположения центра и длины режущих кромок, можно затачивать на обычном точиле,
Заточка производится на точиле с подручником,
с контролем длины Р. К. по линейке или штангенциркулю.
К. по линейке или штангенциркулю.
Недостаток такого способа – сложность получения вогнутой режущей кромки и длинного центра.
Угол между режущей кромкой и боковой поверхностью центра ~ 80 – 90 °
| Рис 1. Простая заточка с углом 90 градусов. |
Сверло затачивается в 2 этапа, сначала формируется режущая кромка (задний угол под наклоном к плоскости ~ 12 – 15°) и боковая поверхность центра.
Далее снимаются 2 плоскости на самом центре (формируется четырехгранная пирамида).
Минус такого способа – возможный увод центра – разбивание отверстия и короткий центр, не позволяющий засверливаться под углом к плоскости детали.
Плюс такой схемы – простота заточки.
Второй вариант требует применения 2х типов заточных кругов (широкого, цилиндрического
и узкого – с радиусной или цилиндрической рабочей поверхностью).
В качестве узкого полукруглого круга можно использовать толстый отрезной круг (для УШМ), толщиной 2,5 – 3 мм.
| Рис. 2 Заточка с острыми краями и вогнутой режущей кромкой. |
На цилиндрическом круге – формируется задний угол
(12 – 15°и направляющий центр.
А на узком, – занижается режущая кромка, (делается ридиусная выборка) для образования острого угла на внешних концах режущей кромки сверла.
Для симметричности рабочих кромок центр сверла затачивается на призме, жестко закрепленной на подручнике станка.
Следующий вариант заточки Рис. 3 – предназначен для перовых сверл больших диаметров.
Такая заточка позволяет быстро сверлить отверстие, эффективно снимая материал. Но имеет существенный недостаток – малое количество перезаточек.
По этой причине не желательно затачивать таким способом основной набор сверл.
В своей мастерской так я затачиваю сверла-дубликаты из дополнительного набора.
По мере снятия металла с торца зачистного ножа, (из-за радиусной выборки) режущий угол меняется от положительного (острого) – до отрицательного (тупого) и сверло начинает рвать материал.
В этом случае приходится отрезать часть лезвия и затачивать сверло заново.
Но во многих перовых сверлах имеется отверстие, из-за которого приходится обрезать 1/3 сверла.
| Рис. 3 Несимметричная заточка перового сверла. |
| Рис. 4 Радиусная выборка зачистного ножа. |
Спиральные сверла по дереву затачиваются в несколько этапов:
– предварительно затачиваются боковые стороны центра сверла.
Для того, чтобы получить симметричные режущие кромки, желательно проводить эту операцию на призме, закрепленной на подручнике заточного станка.
Далее формируются боковые грани подрезных ножей и плоскость, образующая острие центра (пирамидальную форму),
и последним этапом затачивается передняя грань подрезного ножа.
На Рис. 5 и 6 показан упрощенный способ заточки спиральных сверл по дереву.
| Рис. 5 Заточка спирального сверла. |
Рис. 6 Подточка передней кромки подрезного ножа. |
В короткой статье сложно рассказать обо всех нюансах заточки детально, но думаю своим рассказом я ответил на основные вопросы 🙂
Но если вопросов будет много – то я сниму видео о заточке сверл по дереву.
А на этом на сегодня – все.
Заточка сверла по металлу: рекомендации специалиста
Настоящий хозяин никогда не станет выбрасывать даже недорогие сверла и постарается заточить даже сломанное сверло, поскольку после заправки оно ещё может отслужить довольно долго. Но для этого необходимо восстановить его геометрию в соответствии с заводскими параметрами. Это отчасти касается и перового сверла по дереву. Как заточить сверла по металлу правильно, чем проводить заточку разберёмся прямо сейчас.
Поскольку металл тверже дерева, то о заточке свёрл по дереву можно не вспоминать долгие месяцы, а то и годы. Любой, даже самый мягкий металл, не сможет быть обработан тупым и изношенным инструментом. Кроме того, что о качестве отверстия можно забыть, используя тупые сверла, сам процесс сверления сопровождается перегревом инструмента, а это ещё больше изнашивает инструментальную сталь. В производственных условиях существуют специальные приспособления для заточки свёрл, есть и бытовые заточные станки для спиральных свёрл, но мастера, как правило, используют заточной станок универсальный, в крайнем случае, при наличии опыта, можно заправить сверло болгаркой.
Заточить сверло можно по нескольким методикам и от этого зависит твёрдость обрабатываемого металла, а также немаловажную роль играет и диаметр сверла. Однако в любом случае стоит обратить внимание на некоторые моменты:
- когда мы затачиваем сверло, его кромка должна быть строго параллельна оси заточного станка, в идеале — рабочей поверхности заточного круга;
- в процессе заточки нельзя спешить и оказывать излишнее давление на кромку;
- каждая режущая кромка на каждом сверле должна быть такой же длины, как и противоположная;
- для каждого металла необходимо хотя бы примерно соблюдать свой угол заточки.
Именно опираясь на последний пункт, необходимо соблюдать угол заточки, которые образуют режущие кромки:
- древесина, алюминий и хрупкие материалы требуют заточки под углом 140 градусов;
- силуминовые сплавы, магниевые, а также пластики отлично сверлятся при заточке сверла под углом 90 градусов;
- для сверления меди применяют угол заточки 125 градусов;
- 120-130 градусов — оптимальный угол для сверления мягкой бронзы и латуни;
- для сверления стали, чугуна и твёрдой бронзы применяют угол 116-119 градусов.

А как же соблюдать такую точность, ведь 120 от 118 градусов на глаз отличить довольно сложно? Конечно, сложно. Для этого существуют специальные шаблоны, по которым сверяют углы заточки кромок. Зная угол, такой шаблон можно запросто изготовить своими руками, а со временем угол будет получаться автоматически.
В зависимости от диаметра сверла, может применяться несколько методик правки кромок. К примеру, для сверла диаметром не более 3 мм применяют одноплоскостную заточку. Это значит, что рабочая кромка затачивается только в плоскости, параллельной рабочей поверхности заточного станка или его оси. Есть некоторые нюансы, поскольку при таком методе правки может выкрашиваться рабочая кромка сверла, если перестараться с усилием прижатия. Поэтому таким методом затачивать надо аккуратно, тем более, что сверла небольшого диаметра.
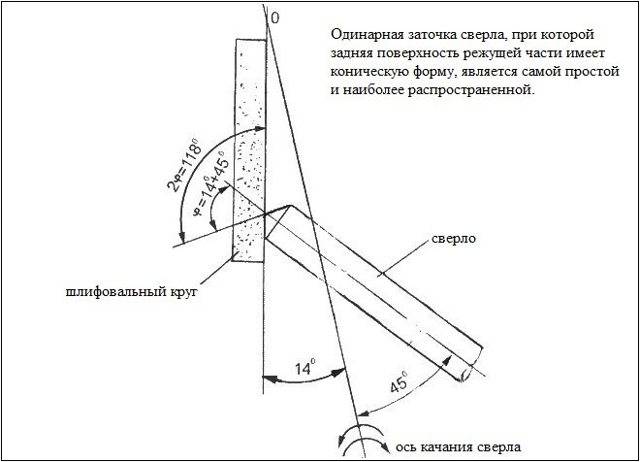
Для сверла диаметром более 3 мм используют более сложный метод заточки — конический. Для этого сверло удерживается за хвостовик, кромка аккуратно прижимается к рабочей поверхности заточного круга. В процессе заточки тело сверла слегка покачивается, тем самым придавая кромке коническую форму.
В процессе заточки тело сверла слегка покачивается, тем самым придавая кромке коническую форму.
Победитовое сверло для сверления отверстий в бетоне затачивается ещё проще — для этого необходимо соблюдать угол между осью сверла и осью заточного станка строго 60 градусов, а угол поворота режущей кромки должен быть в пределах 170 градусов. Здесь спешить никак нельзя, поскольку есть риск сточить большую часть напайки, после чего сверло будет непригодно для использования, но имея определённые навыки, можно сточить металлическую часть сверла, освободив несколько миллиметров победитовой напайки, если есть такая возможность.
Самая распространённая ошибка при заточке спирального сверла любого диаметра — отрицательный угол между режущей кромкой и затылком. Чтобы этого избежать, необходимо просто следить, чтобы кромка в любом случае была выше затылочной части. Заправляйте инструмент правильно и удачной всем работы!
- Автор: Светлана Сергиенко
- Распечатать
Оцените статью:
- 5
- 4
- 3
- 2
- 1
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Уголок для заточки старых сверл
Р
Ворон
- опубликовано
15 лет назад
Я использую много сверл как по металлу, так и по дереву, и решил
попробовать свои силы в их заточке. Есть ли определенный угол заточки сверл
Есть ли определенный угол заточки сверл
как по дереву, так и по металлу. Самое большое сверло, которое я когда-либо использовал, составляет 1/2 дюйма. А 9В местном хозяйственном магазине 0021 продается инструмент, который крепится к вашей гладкой каменной скамье
.
Любая помощь приветствуется.
Питер
Б
Б А Р Р Я
- опубликовано
15 лет назад
Что за дрель?
———————————————————— **
ссылка на форматирование
** ————————————————————
Р
Ворон
- опубликовано
15 лет назад
Все сверла по металлу, извините, что не упомянул об этом, большая часть моего настоящего дерева
сверла по-прежнему очень острые, так как я обычно использую сверла по металлу для дерева,
так как их дешевле заменить. Однако теперь, когда 3 из наших 5 магазинов скобяных изделий
здесь, в городе, закрыли, вождение туда и обратно начинает стоить.
Однако теперь, когда 3 из наших 5 магазинов скобяных изделий
здесь, в городе, закрыли, вождение туда и обратно начинает стоить.
Спасибо
Питер
М
Майк Марлоу
- опубликовано
15 лет назад
Это действительно сложный вопрос, чтобы ответить в текстовом формате. Это было задано много раз в прошлом, и я призываю вас к DAGS по теме (что-то что никто больше не делает). Были действительно хорошие записи ups, которые некоторые из нас опубликовали, и я думаю, вы найдете их полезными. Это не простой ответ из двух предложений.
Д
ДанГ
- опубликовано
15 лет назад
Мальчик, на это ответили? Было долгое время
участник Usenet, которого больше нет с нами, кто это объяснил
все лучше, чем кто-либо имеет или будет. Я горжусь тем, что публикую это как
некоторые из лучших работ TeeNut: 9)
Я горжусь тем, что публикую это как
некоторые из лучших работ TeeNut: 9)
Предположим, мы собираемся заточить хвостовик диаметром 3/8″, 2MT.
дрель..это
около 8 дюймов в длину (эти цифры произвольны.. Я просто хочу, чтобы каждый
иметь
ту же ментальную картину, что я описываю.) Мы подходим к
колесо, имеющее
был одет на лицо, мертвый прямо поперек без
канавки..(Ве СНЯТЬ В ЛЮБОГО
Мы поймаем, что делаем канавки в сверлильном круге!!..Нет Жалости..Нет
Заключенные..Я!
Verdampt!)
(Извините)…
Хвостовик сверла крепко держится в ПРАВОЙ руке…ВСЕ
движение и контроль
передается ПРАВОЙ рукой. Для заточки сверл,
левая рука
может быть… с пользой.. комок глины!!
Именно из этого «комка глины» мы делаем Bionic Darex».
СЛЕГКО сложите большой и кончики пальцев левой руки. Расслабьтесь.
другой
тремя пальцами и пусть они естественным образом сгибаются на ладони
твоя рука. Позволять
флейта сверла падает в V-образный вырез между большим и указательным пальцами
и пусть чаевые
пальца «Найди» изгиб флейты, где он подходит
удобно. Подсказка
большого пальца лежит на остром стыке земли и
флейта, о
дюйма назад от наконечника сверла. 9)
Поднимите сверло из пальцев… видите ПАЗ?… Опустите сверло.
сверлить обратно в.. это
находится в пределах тысячи или двух! Магия?.. Хотя бы бионическая! Сжимать
еще раз, чтобы установить
канавка. Вы создали индивидуальную направляющую для сверления, которая подходит
лучше, что на
любая машина, когда-либо построенная! Вы можете ослабить свою хватку сейчас .. почувствуйте, как
плавно
сверло будет ездить туда-сюда, ориентируясь по канавке, которая у вас есть
создан для него.
Подсказка
большого пальца лежит на остром стыке земли и
флейта, о
дюйма назад от наконечника сверла. 9)
Поднимите сверло из пальцев… видите ПАЗ?… Опустите сверло.
сверлить обратно в.. это
находится в пределах тысячи или двух! Магия?.. Хотя бы бионическая! Сжимать
еще раз, чтобы установить
канавка. Вы создали индивидуальную направляющую для сверления, которая подходит
лучше, что на
любая машина, когда-либо построенная! Вы можете ослабить свою хватку сейчас .. почувствуйте, как
плавно
сверло будет ездить туда-сюда, ориентируясь по канавке, которая у вас есть
создан для него.
Слегка положите костяшки левой руки на шлифовальное колесо.
инструментальный отдых,
и поверните хвостовик сверла слева направо (используя ТОЛЬКО
правая рука) и
протолкните сверло вдоль этой канавки в пальцах назад
или вперед, используя
канавка, чтобы сверло крутилось или «нарезало» в пальцах. Делать
НЕ перемещайте
левая рука никак.. она из глины помните!
ДО….
A) Ось сверла “на глазок” находится в половине требуемой точки
угол к
поверхность колеса. .. Вы можете начертить или начертить мелом контрольные линии на своем
кофемолка настольная к
помочь вам выстроить это .. по крайней мере, пока он не станет почти вторым
природа.
.. Вы можете начертить или начертить мелом контрольные линии на своем
кофемолка настольная к
помочь вам выстроить это .. по крайней мере, пока он не станет почти вторым
природа.
B) Ось сверла опущена на JUUUst ниже горизонтали. Это будет
обеспечить, что
ваша буровая кромка, которая скоро будет отшлифована, начнется с небольшого количества
резка
клиренс.
(В идеале и обязательно для новичка подставка для болгарки должна
быть убитым
радиально к центру колеса и около половины диаметра сверла
ниже истинного
центр колеса)
C) Две режущие кромки сверла.. прямые, острые биты,
образованный
стык флейты и задней грани (единственный бит, который вы шлифуете),
должно быть
расположен горизонтально .. с самым верхним краем на ближайшей стороне
слева от тебя
рука… другая острая часть, конечно, направленная вниз (Боже
это было бы
с блокнотом для рисования намного проще)
Я назову это положение SET или START!
СЕЙЧАС переместите левую руку в первый, последний и ЕДИНСТВЕННЫЙ раз в течение
это целое
упражнение. АККУРАТНО подтяните режущую кромку к вращающемуся
колесо, осторожно
сохранение всех углов и ориентаций SET
положение.. пока
режущая кромка ПРОСТО стесняется касаться колеса. если вы слушаете
осторожно ты
услышите тон вовлеченного воздуха, свистящий сквозь
сужение щели.
Вы услышите тонкое, но отчетливое изменение тона ТОЛЬКО, я имею в виду
Просто … пара
десятые доли тысячи ДО того, как край коснется колеса. ОСТАНОВКА!!!
ЗАМОРОЗИТЬ!! НЕ НАДО
ШАГ!!
АККУРАТНО подтяните режущую кромку к вращающемуся
колесо, осторожно
сохранение всех углов и ориентаций SET
положение.. пока
режущая кромка ПРОСТО стесняется касаться колеса. если вы слушаете
осторожно ты
услышите тон вовлеченного воздуха, свистящий сквозь
сужение щели.
Вы услышите тонкое, но отчетливое изменение тона ТОЛЬКО, я имею в виду
Просто … пара
десятые доли тысячи ДО того, как край коснется колеса. ОСТАНОВКА!!!
ЗАМОРОЗИТЬ!! НЕ НАДО
ШАГ!!
Теперь нажми на костяшки своего куска глины..извини, твой левый
рука ПЛОТНО вниз
на, внутри и вокруг шлифовальной подставки.. создайте «канавку» на
задняя часть
рукой, так и между пальцами.
Теперь мы готовы к шлифовке, Ваша левая рука прикована к дрели и
шлифовальный остаток
в противном случае он довольно расслаблен… позволяя сверлу скользить, крутиться и
наклоняться куда угодно
ваша правая рука и желобок на пальцах говорят ему идти.
Настоящая шлифовка немного разочаровывает.
Вы ранее изучали новую точку сверления, вы прочитали о
оформление,
и углы резания, и передние и. …..
…..
Удерживая ПРАВУЮ руку, осторожно наклонитесь вперед…
изгиб или
сжимая руки, руки и тело, а не двигаясь
их.. пока ты
поднимите последние пару десятых, и колесо начнет резать.
Пусть это
резать..не форсировать и не торопиться..действительно не повредит
что угодно, если ты
занять полную минуту за проход на лицо. ВЫ и ваш “Бионический Дарекс”
полностью
контролируя эту дрель и колесо .. Забудьте времена, когда,
близко к панике,
вы бешено крутили дрелью мимо колеса, надеясь получить
грязное дело” закончилось
с как можно быстрее.
Не торопись, наслаждайся моментом, ПОДУМАЙ о своей форме
пытаясь
генерировать. Только одно лицо остается для “Интерпретации”… каждый
Другой
аспект, угол, грань, что у вас … УЖЕ ПОЗАБОТИЛИСЬ
ИЗ!! и является
заперты на месте под вашим контролем!
Правая рука должна выполнить «прохождение нижнего квадранта» для нужды.
лучшего
срок..Наблюдатель позади вас увидит, как ваша рука двигается примерно от
17 минут прошло
час на циферблате примерно до 25 минут. Но это
не плавная дуга
круга, точнее сектора эллипса..Видишь, как твоя рука
начинает падать
медленно, вы также вращаете сверло в «канавке»… первый
треть
поворот должен поддерживать этот очень небольшой угол зазора на
передний край, и
не увеличивайте его слишком быстро.
Но это
не плавная дуга
круга, точнее сектора эллипса..Видишь, как твоя рука
начинает падать
медленно, вы также вращаете сверло в «канавке»… первый
треть
поворот должен поддерживать этот очень небольшой угол зазора на
передний край, и
не увеличивайте его слишком быстро.
Вам нужен зазор для резки..Но слишком много в этот момент будет
ОСЛАБИТЬ край,
и привести к тому, что сверло вырвется и отколется… Итак, первая часть
вращение
ПОЧТИ, но не совсем, как если бы вы шлифовали прямую
коническая точка на
конец вашей тренировки. Только по мере приближения ко второй трети,
делает твое право
рука начинает заметно опускаться.. типа “догоняет” на поворотном
движение… увеличение зазора, как это делает.
В последней трети вращения правая рука совсем опускается.
быстро.. хотя нет
достаточно, чтобы поймать ДРУГУЮ кромку сверла на колесе.. эта кромка
приближается
уже довольно быстро.
Прежде всего, не торопитесь, если это поможет, переместите сверло на один градус.
за раз, и
продумать заранее, какой формы или угла будет следующая степень режущей поверхности
потребности. .. Помните, что у вас есть контроль, и ИТ никуда не денется
пока не решишь.
.. Помните, что у вас есть контроль, и ИТ никуда не денется
пока не решишь.
После прохода по одной грани переверните сверло в «Бионическом Дарексе».
НЕ ШЕВЕЛИСЬ
ЭТО ЛЕВАЯ РУКА!!, вернитесь в исходное положение и повторите, пас дальше
другое лицо.
Сделав по паре проходов на каждую грань… теперь пора
проверить результаты
на нашем самодельном “Оптическом компараторе” 9)
Установите центральное отверстие в задней части хвостовика сверла на центр
точка
«Компаратор» и используйте сначала одну, а затем другую буровую кромку, чтобы
писец свет
линию на побеленной (ОК, окрашенной в синий или красный цвет) поверхности.
Вы легко увидите, совпадают ли линии… если губы
даже..или нет, как
случай может быть.
Давайте предположим, что это так.. Теперь посмотрите прямо ВНИЗ на конец
просверлить, чтобы проверить
зазоры. ХМ? Как проверить радиальный зазор
глядя прямо
на лице? Обязательно нужно смотреть на это сбоку?
Ну нет… на этот раз все это взаимодействует и сбивает с толку
угол и грани
и зазоры будут работать вместе в ВАШУ пользу и сделают
что может быть
хитрый бит метрологии . . довольно просто. Пока мы смотрим
конец
дрель, мы также проверим правильность УГЛА ПРИ ЗАВЕРШЕНИИ!!!
. довольно просто. Пока мы смотрим
конец
дрель, мы также проверим правильность УГЛА ПРИ ЗАВЕРШЕНИИ!!!
(Ладно, ребята, уходите тихо.. тинуты окончательно потеряли голову!!)
Нет, правда, поверьте мне. ЕСЛИ вы смотрите прямо вниз на точку
Что ж
заточено, стандартное сверло, вот увидишь
две режущие кромки, соединенные кромкой ДОЛОТО, которая пересекает
через сеть
сверла Угол между кромкой долота и каждым резцом
край, должен быть
ПРИБЛИЗИТЕЛЬНО 50 градусов … где-то между 40 и шестьюдесятью градусами для первого
пытаться. (Я могу
услышать, как пуристы и теоретики кричат и зажигают свои
огнеметы)
Но поверьте мне, сделайте это на этом стадионе, и ваша дрель ОТРЕЗЕТСЯ.
Если угол
слишком крутой..вам не хватает зазора…отрицательный зазор
дам тебе
угловое событие больше 90 град. Слишком БОЛЬШОЙ зазор и
появится угол
слишком мелко!
Глядя на конец, проверьте угол при вершине. Как? Смотреть
вниз по оси
сверло на режущих кромках. Они прямые? Если да, то ваш
точка довольно
близкий к прямому углу (как предназначено для этого сверла, по его
производитель когда
он задал угол наклона спирали и сечение канавки) Если
края появляются
ВОГНУТАЯ точка слишком плоская, и если они кажутся ВЫПУКЛЫМИ, точка
слишком
“Острие”
Если ваша дрель проходит все эти тесты, которые занимают всего секунду или
два для исполнения,
ПОТОМ БУДЕТ РЕЗАТЬ. .довольно близко к размеру, без дребезжания,
сколы,
перегрев, блуждание или захват. Я гарантирую это!
.довольно близко к размеру, без дребезжания,
сколы,
перегрев, блуждание или захват. Я гарантирую это!
Эй, неплохое начало для первой тренировки
земля! Все это
сейчас требуется немного практики, чтобы это стало второй натурой и
почти так же просто
с маленьким ‘un или большим ‘un!
Привет, ребята!
Мои извинения за “продолжение”, но если это поможет хотя бы одному человеку
набрать
couragre и иди, вручную заточи его (или Ее) первое сверло, вручную…
Тогда я надеюсь, что ты будешь терпеть меня.
Уже поздно, я устал и даже не буду доказывать или заклинать
проверьте это,
ночь все
teenut
Д
Дэйв В
- опубликовано
15 лет назад
Заточка сверл на круге – ценный навык. я выучил пятьдесят
лет назад, когда на летней работе в механическом цехе мне приходилось сверлить целый день. Этому можно научиться, только если кто-то покажет вам. Есть два важных
углы и поворот запястья, требующий терпения. я еще умею точить
дрелью, хотя я никогда не занимался ею “профессионально” с 50-х годов.
Дэйв
Этому можно научиться, только если кто-то покажет вам. Есть два важных
углы и поворот запястья, требующий терпения. я еще умею точить
дрелью, хотя я никогда не занимался ею “профессионально” с 50-х годов.
Дэйв
М
Мак Дэвис
- опубликовано
15 лет назад
Сосед затачивал все мои твистеры вручную на моем шлифовальном круге…
утверждал, что это было легко… *вздох*
Он проверил свой угол, положив 2 шестигранные гайки бок о бок так, чтобы их лыски соприкасались,
и используя угол, созданный сверху или снизу, чтобы проверить его работу…..
Очень грубый способ, но сегодня утром он наточил почти 100 бит, и они
были чертовски острыми и хорошо резали.
лицо..
mac
Пожалуйста, удалите осколки перед отправкой по электронной почте
л
Ларри В
- опубликовано
15 лет назад
Новые сверла по металлу обычно продаются с включенными в них размерами от 118d до 120d. угол. Если вы затачиваете эти биты исключительно для работы по дереву, вы можете
используйте более крутой угол для более быстрой резки. Я видел приспособления для измельчения,
на самом деле у меня даже один где-то запрятался, но никогда
использовал его (он был в коробке с барахлом, которую я купил на барахолке). С
некоторая практика не так уж сложно заточить более крупный
сверло вручную до пригодного для использования состояния. меня ничего не беспокоит
меньше 3/16 дюйма или около того; когда я был моложе и мои глаза были лучше, я
переточил более мелкие. Лично я не могу немного заточить
край как новый, но я знаю людей, которые могут.
угол. Если вы затачиваете эти биты исключительно для работы по дереву, вы можете
используйте более крутой угол для более быстрой резки. Я видел приспособления для измельчения,
на самом деле у меня даже один где-то запрятался, но никогда
использовал его (он был в коробке с барахлом, которую я купил на барахолке). С
некоторая практика не так уж сложно заточить более крупный
сверло вручную до пригодного для использования состояния. меня ничего не беспокоит
меньше 3/16 дюйма или около того; когда я был моложе и мои глаза были лучше, я
переточил более мелкие. Лично я не могу немного заточить
край как новый, но я знаю людей, которые могут.
режущая кромка заводского изготовления на сверле, но я видел людей
кто может.
Б
БиллинДетройт
- опубликовано
15 лет назад
Питер, выйди на улицу, подыши свежим воздухом, поезжай в хороший хозяйственный магазин. и получить буровой калибр. Угол (один из распространенных) выбит на
датчик и есть числа вдоль наклонной поверхности. Измельчить до
1) обе режущие кромки находятся под одним углом
2) центр точки долота центрируется при измерении относительно калибра
3) имеется некоторый задний угол вниз от хвостовика резца
губы. Углы отвода должны совпадать.
4) не видно линии на режущей кромке и глядя на нее вдоль
длина стержня НЕ показывает металл выше края позади него.
Если такая область существует, сверло будет только тереть, а не резать.
и получить буровой калибр. Угол (один из распространенных) выбит на
датчик и есть числа вдоль наклонной поверхности. Измельчить до
1) обе режущие кромки находятся под одним углом
2) центр точки долота центрируется при измерении относительно калибра
3) имеется некоторый задний угол вниз от хвостовика резца
губы. Углы отвода должны совпадать.
4) не видно линии на режущей кромке и глядя на нее вдоль
длина стержня НЕ показывает металл выше края позади него.
Если такая область существует, сверло будет только тереть, а не резать.
Готово. Заточить другое.
Это ОГРОМНАЯ помощь, если ваш шлифовальный круг имеет плоскую поверхность и
круглый, но не используйте сторону колеса.
Вот и все. Угол на купленном калибре установлен для низкоуглеродистой стали и
будет работать «достаточно хорошо» для многих материалов; другие материалы будут полезны
от регулировок этого угла и рельефа зазора стружки. Больше
биты могут выиграть от утончения паутины (это край долота между
вырезать флейты), но сначала возьмите это основное «в свои руки». Ниже о
1/8″, трудности, связанные с получением хороших баллов, говорят в пользу
просто покупая их в оптовых упаковках у J&L Machinery или Production Tool
или любой из ряда других поставщиков механических мастерских.
Ниже о
1/8″, трудности, связанные с получением хороших баллов, говорят в пользу
просто покупая их в оптовых упаковках у J&L Machinery или Production Tool
или любой из ряда других поставщиков механических мастерских.
– Wood Turners Wonders Угловая дрель
– Wood Turners WondersВыберите опцию
Название по умолчанию – 79,95$
Количество – +
Подробнее
Мы долго искали качественную угловую дрель с углом сверления 55 градусов по разумной цене. Мы все знаем, что есть достойные модели по цене более 125 долларов, но эта цена слишком высока. Эти сверла, используемые для шлифования, выдерживают большие нагрузки (из-за шлифовальной пыли). Более дешевые красные, которые мы нашли, просто не выдержали и имели много пластиковых компонентов. Войдите в угловую дрель Woodturners Wonders. Эти сверла были сделаны специально для нас и имеют несколько впечатляющих компонентов. Там, где у большинства дрелей пластиковые детали, у нас металлические. Мы разобрали одну из них, чтобы вы могли своими глазами увидеть, насколько хорошо собраны эти малыши. Стальные шестерни, здоровенные двухвальные подшипники на патроне, медные обмотки и тяжелые щетки.
Мы все знаем, что есть достойные модели по цене более 125 долларов, но эта цена слишком высока. Эти сверла, используемые для шлифования, выдерживают большие нагрузки (из-за шлифовальной пыли). Более дешевые красные, которые мы нашли, просто не выдержали и имели много пластиковых компонентов. Войдите в угловую дрель Woodturners Wonders. Эти сверла были сделаны специально для нас и имеют несколько впечатляющих компонентов. Там, где у большинства дрелей пластиковые детали, у нас металлические. Мы разобрали одну из них, чтобы вы могли своими глазами увидеть, насколько хорошо собраны эти малыши. Стальные шестерни, здоровенные двухвальные подшипники на патроне, медные обмотки и тяжелые щетки.
Ознакомьтесь со спецификациями ниже. Если вы ищете новую дрель/шлифовальную машину, эта не разочарует. Гарантия один год. Большинство конкурентов вообще не дают гарантии и стоят дороже. У нас есть лучший продукт по лучшей цене.
Мы долго искали качественную угловую дрель с углом сверления 55 градусов по разумной цене.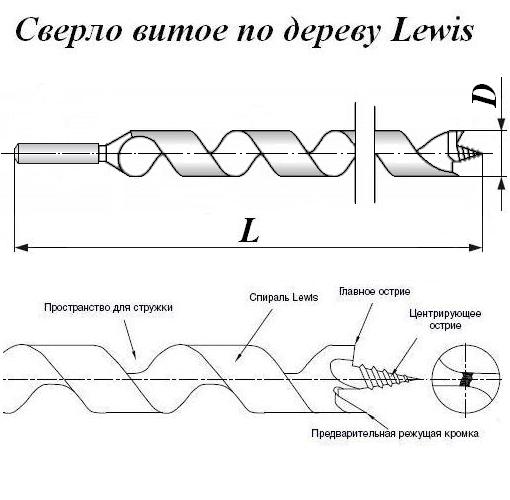 Мы все знаем, что есть достойные модели по цене более 125 долларов, но эта цена слишком высока. Эти сверла, используемые для шлифования, выдерживают большие нагрузки (из-за шлифовальной пыли). Более дешевые красные, которые мы нашли, просто не выдержали и имели много пластиковых компонентов. Войдите в угловую дрель Woodturners Wonders. Эти сверла были сделаны специально для нас и имеют несколько впечатляющих компонентов. Там, где у большинства дрелей пластиковые детали, у нас металлические. Мы разобрали одну из них, чтобы вы могли своими глазами увидеть, насколько хорошо собраны эти малыши. Стальные шестерни, здоровенные двухвальные подшипники на патроне, медные обмотки и тяжелые щетки.
Мы все знаем, что есть достойные модели по цене более 125 долларов, но эта цена слишком высока. Эти сверла, используемые для шлифования, выдерживают большие нагрузки (из-за шлифовальной пыли). Более дешевые красные, которые мы нашли, просто не выдержали и имели много пластиковых компонентов. Войдите в угловую дрель Woodturners Wonders. Эти сверла были сделаны специально для нас и имеют несколько впечатляющих компонентов. Там, где у большинства дрелей пластиковые детали, у нас металлические. Мы разобрали одну из них, чтобы вы могли своими глазами увидеть, насколько хорошо собраны эти малыши. Стальные шестерни, здоровенные двухвальные подшипники на патроне, медные обмотки и тяжелые щетки.
Ознакомьтесь со спецификациями ниже. Если вы ищете новую дрель/шлифовальную машину, эта не разочарует. Гарантия один год. Большинство конкурентов вообще не дают гарантии и стоят дороже. У нас есть лучший продукт по лучшей цене.
– Двигатель 3,8 А, 120 В
– Регулируемая скорость 0–1400 об/мин
– Патрон с ключом 3/8 дюйма, изогнутый под углом для работы в ограниченном пространстве
– Шнур длиной 6,7 дюйма с двойной изоляцией
– Зубчатая передача с металлическим каркасом для увеличения срока службы шестерни
– Большая спусковой крючок
Могу ли я отправить онлайн-заказ за границу?
Да, однако международные тарифы на доставку обычно выше, и онлайн-расчеты могут быть сложными. Пожалуйста, позвоните или напишите нам, чтобы узнать стоимость доставки, чтобы уточнить тарифы на доставку по конкретным международным направлениям.
Пожалуйста, позвоните или напишите нам, чтобы узнать стоимость доставки, чтобы уточнить тарифы на доставку по конкретным международным направлениям.
Могу ли я отправить онлайн-заказ на адреса APO/FBO?
Да, доставка по адресам APO/FBO не вызывает затруднений.
Могу ли я заказать доставку на почтовый ящик? Коробка?
Да, мы можем отправить на почтовый адрес. Коробка через USPS. FedEx и UPS не доставляют на PO. Коробки.
Каковы ваши тарифы на доставку?
Стоимость доставки зависит от фактического веса, размеров и пункта назначения вашего заказа. Мы используем таблицы доставки, предоставленные FedEx, UPS и USPS, для расчета стоимости доставки, взимаемой с вашего заказа. Ваш заказ будет отправлен с нашего склада, расположенного в Гейнсвилле, штат Джорджия, или любого из наших партнеров-поставщиков. Окончательная стоимость доставки рассчитывается в процессе оформления заказа после ввода пункта назначения доставки. Если вы считаете, что стоимость доставки, рассчитанная для вашего заказа, кажется неточной, пожалуйста, свяжитесь с нами для проверки.
Окончательная стоимость доставки рассчитывается в процессе оформления заказа после ввода пункта назначения доставки. Если вы считаете, что стоимость доставки, рассчитанная для вашего заказа, кажется неточной, пожалуйста, свяжитесь с нами для проверки.
Могу ли я забрать свой заказ со склада и избежать доставки?
Да! Если вы находитесь поблизости, посетите наш склад, чтобы забрать свой заказ и избежать дополнительных расходов на доставку. Для этих заказов, пожалуйста, позвоните нам, чтобы сообщить нам ваше приблизительное время прибытия.
Какими перевозчиками вы отправляете заказы?
Большинство наших посылок отправляются FedEx, UPS или USPS.
Могу ли я отслеживать свой заказ онлайн?
Да! Как только заказ будет отправлен, вы получите электронное письмо с подтверждением доставки и информацией об отслеживании.
Сколько времени займет доставка моего заказа?
Заказы обычно обрабатываются и отправляются в течение 1–3 рабочих дней.
Должен ли я подписывать свой заказ?
Обычно более дорогие заказы (шлифовальные машины, респираторы и т. д.) требуют подписи при доставке. Если вы считаете, что ваше местоположение безопасно для неподписанных доставок, сообщите нам, что вы не хотите расписываться за доставку. Покупатель берет на себя риск потери товара, если он просит не расписываться о доставке.
Если вы хотите вернуть или обменять свой заказ по какой-либо причине, мы здесь, чтобы помочь! Предлагаем бесплатный возврат или обмен бракованной продукции в течение 30 дней с момента получения вашего заказа. Гарантии на продукты зависят от продукта. Если вы недовольны своим продуктом, вы можете вернуть его в течение 14 дней, чтобы получить полный возврат средств или кредит в магазине, в зависимости от того, что вы выберете. Все возвраты исправных продуктов должны быть отправлены за счет клиента. Вы можете вернуть товар за кредит магазина , за другой продукт или за возврат , используя исходный способ оплаты.
Все возвраты исправных продуктов должны быть отправлены за счет клиента. Вы можете вернуть товар за кредит магазина , за другой продукт или за возврат , используя исходный способ оплаты.
Обратите внимание на следующие исключения из нашей политики возврата и обмена:
- Из-за особенностей респираторов Sundstrom они не подлежат возврату, если только они не имеют дефектов. Проблемы с гарантией Rikon Machinery не могут быть возвращены в WoodTurners Wonders, но должны решаться в гарантийном отделе Rikon. Окажем помощь при необходимости. Клиенты должны связаться с производителем по поводу проблем, связанных с этими продуктами.
- Продукты Clearance или Factory Second не могут быть возвращены. Все продажи являются окончательными.
- Товары должны быть возвращены в оригинальной упаковке.
- За исключением Sundstrom и Rikon, если у вас есть продукт, нуждающийся в ремонте или замене, вас могут попросить вернуть в Woodturners Wonders за ваш счет, чтобы мы могли исправить его для вас.
