Угол заточки сверла по металлу:таблица,рекомендации по заточке
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Угол заточки сверла по металлу:Видео
заточка свёрл
Сверло по металлу является самым распространённым инструментом в любой мастерской, а правильная заточка свёрл позволяет производить сверление легко и быстро, даже если обрабатываемый материал довольно твёрдый. В этой статье, больше рассчитанной на новичков, будет описано почти всё, что связано с правильной заточкой и доводкой сверла по металлу, а так же полезные приспособления, которые ощутимо облегчат эту операцию.
Мало кто знает, что спиральное сверло является более сложным инструментом, чем токарный резец. И каждого уважающего себя мастера в арсенале имеется большое количество спиральных свёрл разного диаметра и длины и все они будут бесполезны, если они не будут правильно заточены. Особенно это важно при сверлении металлов и сплавов, ведь просверлить древесину, какой то пластик, или другой мягкий материал возможно и подзатупившимся сверлом, а с металлами такой фокус не получится.
Особенно это важно при сверлении металлов и сплавов, ведь просверлить древесину, какой то пластик, или другой мягкий материал возможно и подзатупившимся сверлом, а с металлами такой фокус не получится.
К тому же заточенное сверло при сверлении древесины может не тупиться достаточно долгое время, а при сверлении металлов и сплавов свёрла приходится постоянно подтачивать и содержать в безукоризненном состоянии. Иначе при сверлении тупым сверлом придётся прилагать большое усилие, а толку всё равно не будет и кончик сверла попросту сгорит. Да и вообще любой опытный мастер отлично знает ощутимую разницу при сверлении тупым и острым сверлом.
Правильно заточенное сверло отлично врезается в металлы и сплавы, даже довольно твёрдые. Но если сверло используется часто, а сплав довольно твёрдый, то даже остро заточенное сверло с каждой минутой будет вгрызаться в материал все медленнее, а усилие давления на инструмент придётся прилагать все сильнее.
С какой скоростью затупится остро заточенное спиральное сверло зависит от нескольких факторов: от твёрдости или вязкости просверливаемого материала, скорости подачи (силы давления), от оборотов шпинделя сверлильного станка или дрели, от состава применяемой смазочно-охлаждающей жидкости (СОЖ) и других причин и нюансов.
И если даже один из выше перечисленных факторов окажется неблагоприятным, то острота спирального сверла измеряется минутами. Ну и если необходимо сверлить довольно много отверстий одного диаметра одним сверлом, да ещё и обрабатываемый материал довольно твёрдый, то заточку сверла придётся делать довольно часто, иначе работа превратится в мучение, ну или придётся сделать запас из нескольких новых сверл нужного диаметра, а это лишние затраты.
Поэтому каждый уважающий себя и свой кошелёк мастер, должен уметь затачивать спиральные свёрла правильно. А вот как это сделать и с помощью чего, и будет рассмотрено в этой статье.
О том, что сверло начало тупиться подскажет скрипящий звук, к тому же при этом возрастает усилие, которое нужно сделать на инструмент, чтобы он хоть как то продолжал работать. Но всё же лучше прекратить работу, иначе чем дальше, тем количество выделяемого тепла будет больше, а процесс износа инструмента (его режущих кромок) будет быстрее. К тому же чем больше износятся режущие кромки (грани) сверла, тем сложнее и дольше их восстанавливать.
Но всё же лучше прекратить работу, иначе чем дальше, тем количество выделяемого тепла будет больше, а процесс износа инструмента (его режущих кромок) будет быстрее. К тому же чем больше износятся режущие кромки (грани) сверла, тем сложнее и дольше их восстанавливать.
И процесс затупления возникает с самых краёв углов режущих кромок спирального сверла, так как края режущих кромок не только вгрызаются в материал при сверлении, но ещё и испытывают трение от постоянного соприкосновения с стенками уже просверленного отверстия. Да и скорость резания на краях гораздо больше, чем у центра. Если вовремя не прекратить работу для заточки сверла, то затупление постепенно распространится от краёв на всю поверхность режущих кромок и восстановить их будет уже сложнее.
Геометрия спирального сверла.
Прежде чем перейти непосредственно к правильной заточке сверла, рассмотрим из чего состоит спиральное сверло и его геометрические параметры, так как ознакомившись с ними, новичкам будет гораздо легче производить правильную заточку свёрл.
Как было сказано выше, спиральное сверло — это довольно сложный инструмент, даже сложнее чем токарный резец. Как видно из рисунка 1 а спиральное сверло состоит из рабочей части, шейки и хвостовика. Хвостовик сверла может быть как коническим — конус Морзе, так и цилиндрическим и всё зависит от устройства шпинделя сверлильного станка или дрели.
На рабочей части сверла выполнены две винтовые (спиральные — отсюда и название) канавки, которые образуют два рабочих пера. Так же рабочая часть сверла имеет режущую и цилиндрическую направляющие части с двумя спиральными ленточками, которые обеспечивают направление и центровку сверла в просверливаемом отверстии.
Режущая часть сверла имеет две главные режущие кромки (см. рисунок 1), которые образуются пересечением задних и передних поверхностей и две главные режущие кромки выполняют основную работу резания материала. Также режущая часть имеет поперечную кромку (см. рисунок 1 справа внизу) на перемычке сверла.
рисунок 1 справа внизу) на перемычке сверла.
Шейка сверла — это промежуточная часть, которая соединяет конический хвостовик и рабочую часть сверла. Шейка может и отсутствовать на спиральных свёрлах небольших диаметров, которые имеют обычный цилиндрический хвостовик.
Хвостовик сверла предназначен для крепления сверла в шпинделе сверлильного станка или в патроне станка или дрели, а также хвостовик служит для передачи крутящего момента от шпинделя (патрона) к рабочей части сверла. Как я отметил чуть выше, хвостовик может быть как коническим, для закрепления в коническом отверстии шпинделя сверлильного станка или в переходной конической втулке с конусом Морзе (об этом я уже писал в подробной статье про сверлильные станки вот тут). Или цилиндрическим, для закрепления в сверлильном патроне.
Лапка на хвостовике не позволяет сверлу провернуться в коническом отверстии шпинделя при больших нагрузках, а также лапка служит упором для выбивания сверла из конического отверстия шпинделя (выбивание производят с помощью клина).
Основные углы спирального сверла.
Основные углы показаны на рисунке 2.
Передний угол ϒ измеряют в плоскости, которая перпендикулярна к главной режущей кромке сверла (эта плоскость указана на рисунке ΙΙ — ΙΙ). Угол ϒ образуется касательной линией АМ, указанной на рисунке 2, к передней поверхности в точке А на режущей кромке и линией АК, которая перпендикулярна к поверхности резания в той же точке.
В разных точках режущей кромки передний угол имеет разные значения. Так если у периферии на наружном диаметре сверла угол имеет наибольшую величину в 20-30º, то при приближении к вершине сверла он уменьшается до величины, которая близка к нулю.
Задний угол α измеряется в плоскости, которая касательна к цилиндрической поверхности, ось которой совпадает с осью сверла ( плоскость указана на рисунке Ι — Ι). Задний угол α образуется касательной к задней поверхности в точке А на режущей кромке сверла и касательной в той же точке к поверхности резания.
Задние углы у спирального сверла разные для различных сечений по диаметру сверла. У периферии задние углы как правило меньше 6 — 8º, а у перемычки могут достигать 30º.
Угол наклона поперечной кромки ψ образован между проекциями поперечной кромки (см. рисунок 1 б) и главными режущими кромками на плоскость, которая перпендикулярна оси сверла.
Для того, чтобы повысить стойкость спирального сверла (свёрл) диаметром более 12 мм практикуют двойную заточку свёрл и при этом режущие кромки сверла имеют форму ломаной линии (см. рисунок 3). При этом основной угол 2φ равен 116º-118º — это для чугуна и стали, а на участке В, который равен 0,18 — 0,22 D мм. ещё затачивается второй угол при вершине сверла 2φο — он равен 70 — 75º.
Следует отметить, что стойкость с двойной заточкой свёрл получатся примерно в два раза больше, чем при обычной заточке. А это значит, что скорость резания у спиральных свёрл с двойной заточкой примерно на 15% больше, чем рекомендуется обычно в специальных таблицах нормативов для свёрл с обычной заточкой.
Рекомендуемая форма заточки и подточки спиральных свёрл, в зависимости от диаметра и обрабатываемого материала, показана в таблице 1 ниже.
Угол наклона винтовой канавки ω — это угол, который заключён между направлением оси сверла и касательной к ленточке сверла. А величина этого угла составляет примерно от 18 до 30º. Следует отметить, что для спиральных свёрл маленьких диаметров (от 0,25 — 3 мм) угол наклона винтовой канавки ω делают от 18 до 25º. Ну а для спиральных свёрл с бóльшим диаметром (от 10 мм и более) угол наклона винтовой канавки ω равен 30º.
Угол при вершине сверла 2φ — это угол, который заключён между режущими кромками и в зависимости от свойств обрабатываемого материала желательно принимать следующие значения угла 2φ:
- при сверлении стали, чугуна и твёрдых бронз угол 2φ равен 116 — 118º.
- при сверлении мягких бронз и латуней угол 2φ равен 130º.
- при сверлении силумина, алюминия или баббита угол 2φ равен 140º.

- при сверлении меди угол 2φ равен 125º.
- при сверлении целлулоида, эбонита и других пластиков угол 2φ равен 85-90º.

А в целях уменьшения усилия при сверлении и обеспечения нормального процесса образования стружки, применяют две специальные подточки, которые показаны в таблице 2 ниже.
Первая подточка — это подточка поперечной кромки сверла и она осуществляется с обеих её сторон на длину L.
Вторая подточка — это подточка ленточки сверла на длине L¹. При этом ширина ленточки делают уменьшенной до размеров примерно ƒ равной 0,2 — 0,4 мм. И такая подточка уменьшает трение ленточки о стенки просверливаемого отверстия.
В таблице 2 чуть ниже приведены данные об нужных углах и других элементах при заточке сверла (свёрл).
Новаторские (и не только) способы заточки сверла.
На рисунке 4 показана заточка сверла конструкции В.И. Жирова, которая имеет двойную заточку и позволяет сверлить с довольно большими подачами. Кроме двойной заточки это сверло имеет и сильно подточенную перемычку и поперечное лезвие у этого сверла вообще отсутствует. От этого ощутимо уменьшаются осевые усилия и облегчается процесс резания материала при сверлении.
Сверло конструкции Жирова
Такую заточку сверла желательно применять для сверления чугунов и других хрупких материалов и при их сверлении значения подач инструмента берутся в полтора раза бóльшими, чем при сверлении свёрлами с обычной заточкой.
Ещё один новаторский способ заточки по способу Е.Я. Есиновича показан на рисунке 5. Довольно давно, ещё в 60-х годах прошлого века он начал прорезать на главных режущих кромках две стружко-разделительные канавки.
При сверлении эти канавки отлично дробят стружку и от этого облегчается вывод стружки из отверстия (особенно из глубокого) во время сверления.
Сверло конструкции Есиновича
Так же при таком способе заточки ощутимо улучшаются условия охлаждения инструмента и всё это повышает производительность труда при сверлении, особенно при сверлении глубоких отверстий.
На рисунке 6 показана заточка сверла для сверления отверстий в стенках труб и в листовом материале из цветного металла. Если сверлить стенки труб и листовой материал обычными свёрлами, то внутри трубы или с обратной стороны стального листа образуются довольно крупные заусенцы, удалить которые в трубах (или в порогах и других закрытых полостях кузова автомобиля) довольно проблематично.
Заточка сверла для сверления отверстий в стенках труб из цветных металлов.
А изображённое на рисунке 6 сверло позволяет сверлить почти без заусенцев, так как такое сверло на выходе из отверстия не вытягивает заусенцы, а образует с помощью торца А остаток металла в виде тонкой шайбы.
Также для качественного сверления листового материала (например для отверстий в кузове машины при замене порогов — заточка с выступающей вершинкой, а также для сверления различных пластиков, фанеры, МДФ, дерева применяется заточка сверла показанная на рисунке 7. И как видно на рисунке 7 сверло имеет острые подрезающие кромки вогнутой по радиусу формы (радиус R) и кромка криволинейной формы имеет глубину профиля h.
Заточка сверла для сверления отверстий в листовом металле, пластике, фанере, дереве…
А ленточки подточены на длину L¹ и эта длина должна быть примерно на 5 — 10 мм больше длины отверстия, которое сверлится. Ну а поперечную кромку подтачивают со стороны передних поверхностей под углом в 10º.
При заточке свёрл с выступающей вершинкой (как на рисунке 7б) высота выступа h для свёрл диаметром от 15 до 18 мм составляет примерно 3-4 мм, а уголки сверла должны выступать над впадиной на величину h¹, которая равна не менее 1,8 мм.
Заточка свёрл — нюансы правильной заточки.
Для начала не помешает запомнить новичкам, что затачивать свёрла следует так, чтобы поперечное лезвие перемычки сверла получилось острым, а не закруглённым. Заточка сверла показана на рисунке 8 и как видно из рисунка заточка осуществляется по задней поверхности.
А получение нужных величин геометрии спирального сверла основано на том, что задние поверхности инструмента являются частями конических поверхностей воображаемых конусов, ну а режущие кромки сверла должны совпадать с образующими этих конусов. А оси воображаемых конусов должны быть взаимно перпендикулярны и составлять с осью сверла угол β который равен 45º.
При заточке передняя торцовая плоскость круга заточного станка (о заточных станках и шлифовальных кругах подробно вот тут) должна совпадать с образующей воображаемого заточного конуса, осью которого является ось поворота головки заточного станка.
Затачиваемое спиральное сверло, зажатое в головке станка под углом β к её оси, совершает в процессе заточки вокруг этой оси качательное движение. А получение разных углов при вершине сверла 2φ осуществляется за счёт изменения угла при вершине заточного конуса (из этого следует, что φ = α+β).
Ну, а если к примеру, повернуть суппорт с расположенной в нём осью качания головки станка и установить угол α =13º, тогда при заточке сверла получим нормальный угол при вершине, то есть: 2φ=2α+2β=2×45º=116º.
И ещё при заточке следует правильно зажимать сверло в кулачках головки станка, чтобы сверло было зажато именно по ленточкам. А расстояние ι от периферийных точек режущих кромок сверла до зажимных кулачков (или губок) следует выбирать по таблице 3, опубликованной ниже.
Подточку перемычки и ленточки у спирального сверла производят как правило вручную, при помощи шлифовального круга с немного сточенными (закруглёнными) кромками. Ну а что касается применяемых абразивных кругов, то для заточки свёрл из быстрорежущих и углеродистых сталей применяют шлифовальные круги из электрокорунда (на керамической связке) твёрдость таких кругов СМ1, а зернистость от 63 до 80 — это для предварительной обработки. Для окончательной обработки зернистость конечно же меньше и составляет от 32 до 50.
Ну а правильность заточки контролируют с помощью специальных шаблонов, например как на рисунке 9 (на рисунке показан контроль правильности заточки свёрл с помощью шаблона: а — для проверки угла 2φ, б — для проверки угла ψ).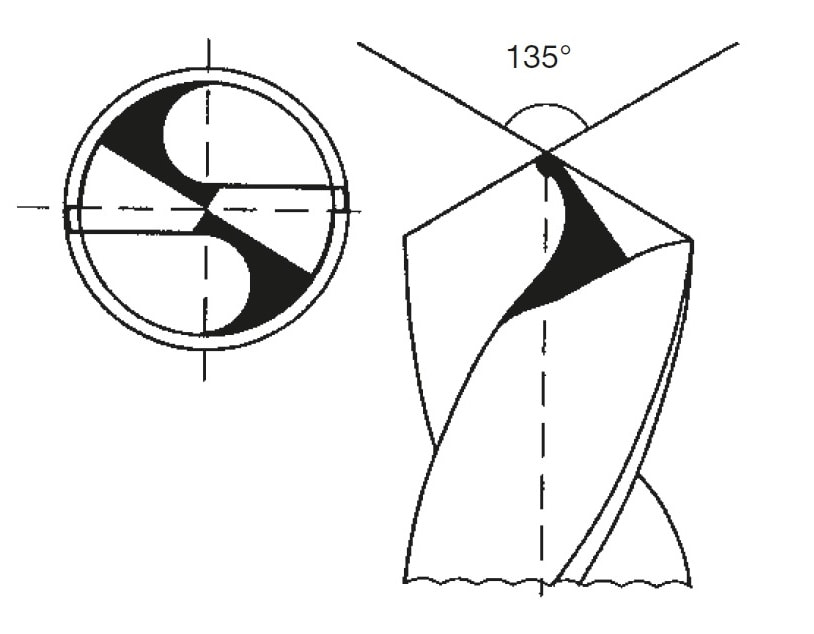
Ну а у кого нет специализированного заточного станка для заточки свёрл, то можно использовать обычный наждак и простое приспособление показанное на рисунке 10, в котором делается (сверлится) нужный угол для установки сверла.
заточка свёрл с помощью простого приспособления
Вот вроде бы и всё, надеюсь многие новички найдут в этой статье что то полезное для себя и заточка свёрл для них уже будет не такой сложной операцией, успехов всем.
Расскажем как правильно заточить сверло по металлу и как его сохранить
Для создания отверстий в металлах используются спиралевидные сверла. Каким бы прочным не был материал наконечника – все равно рано или поздно инструмент потеряет остроту режущей кромки. Признаки затупления:
- при трении о заготовку раздается резкий скрип;
- стружка выходит мелкой крошкой, а не спиралью;
- во время сверления происходит сильный нагрев.
При наличии любого из этих признаков вам необходимо наточить сверло. Причем не надо дожидаться окончательного стачивания острых кромок. При работе с тупым кончиком, он раскаляется настолько, что закаленный металл «отпускается», и стремительно деградирует.
Лучше вы будете при каждой заточке уменьшать длину инструмента на 0,5-1 мм, но приспособление будет всегда острым и прослужит дольше.
Следующая крайность – выбрасывать тупой инструмент и покупать новый. Вы же не выбрасываете затупленные ножи или топор? Вот и сверла надо точить. В отличие от режущих инструментов – этот процесс регламентирован определенными нормами.
Как правильно заточить сверло, какие углы заточки существуют
Главный угол при вершине, определяющий возможность обрабатывать разные металлы – развертка кромок наконечника.
Его величина изменяется для разных материалов.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.
Чтобы понять, как правильно точить разные углы – необходимо понять, сколько их у сверла, и где они расположены. Для примера рассмотрим компоненты рабочей части, и величины углов наконечника для обработки нержавеющей стали:
Как видите, инструмент состоит из большого числа компонентов, каждый из которых выполняет свою работу. Однако не все кромки придется затачивать вручную. Да и контролировать процесс можно по универсальному шаблону.
Сверла по металлу выглядят одинаково, за исключением специальных моделей, которые в быту не применяются.
Хвостовик и шейка в обслуживании не нуждаются. Из рабочей части затачивается лишь режущая часть. Ленточка, предназначенная для формирования и отвода стружки, изготавливается на заводе. Обработать ее в домашних или даже промышленных условиях практически невозможно.
Режущая кромка состоит из задней и передней поверхностей, которые соединяются под острым углом. Именно эта кромка соскабливает стружку с заготовки, углубляясь в поверхность и формируя отверстие.
Если кромка не острая, имеет выщерблины и неровности – сверление сильно затрудняется, и происходит банальное холостое трение металла о металл.
В отличие от ножа или топора, простым оселком не обойтись. Для заточки потребуется абразивный круг, вращающийся со скоростью до 1500 оборотов в минуту. Самое удобное приспособление – точильный станок.
Диск должен быть мелкозернистым Величина фракции по стандартной маркировке 8H-16H. Материал наждачного круга – карбид кремния. Такие абразивы имеют характерный зеленоватый оттенок. Маркировка материала – 64С.
Опытные мастера точат руками, используя лишь подручник. Правильность углов проверяют шаблоном. Однако существует ряд приспособлений для облегчения работы и повышения точности обработки.
Выбор достаточно широк, можно подобрать станок на любой вкус и кошелек. Многие «кулибины» изготавливают приспособления самостоятельно.
Вам необходимо лишь выставить по таблице необходимый угол, закрепить сверло в стойке – и контролировать нагрев.
ВАЖНО! При заточке рабочая кромка нагревается настолько сильно, что закалку металла может «отпустить». Наконечник потеряет твердость, и износ будет происходить быстрее.
Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды. При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой.
Если вы работаете со сверлами в промышленных масштабах – есть смысл купить полуавтоматическую машинку для заточки. Это может быть как отдельный специализированный станок
так и насадка на электроинструмент.
В обоих случаях ваше участие в работе минимально. Качество обработки в таких приспособах идеальное, но и стоимость достаточно большая.
Не стоит отчаиваться, мудрые китайцы придумали, как точить сверла недорого и эффективно. Насадка на обычный шуруповерт справляется с работой медленно, но качественно. И ценник более чем гуманный.
И все же вернемся к традиционному ручному способу
Именно так точат сверла по металлу практически все домашние слесаря.
Перед началом работ надо определиться, каким видом заточки надо обработать рабочую часть сверла. Режущие грани точат следующими способами:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
Сначала затачивается задняя поверхность кромки. Толщина снятого материала должна быть такой, чтобы не осталось ни одного дефекта на кромке. Если на сверле присутствуют выщерблины 1-2 мм – придется укорачивать насадку на эту длину.
В ходе процесса периодически осматриваем рабочую кромку. Грани должны быть симметричными, перемычка ровной, и находиться точно посередине между рабочими кромками.
Сверла диаметром до 3 мм затачивают одноплоскостным способом. После придания правильной формы задней поверхности, сверло с помощью подручника или другого приспособления прижимается к наждаку под углом 25°-30°.
ВАЖНО! Рабочая поверхность абразивного круга должна «набегать» на поверхность заточки. В противном случае кромка будет неровной.
В процессе заточки сверло нельзя поворачивать и менять угол. Это необходимо для придания кромке идеально плоской формы. К тому же, при повороте может выкрошиться часть металла рабочей кромки.
Инструмент такого малого диаметра затачивается с одного подхода, поэтому перегрева бояться не следует. Охлаждать сверло в содовом растворе можно при смене плоскости заточки.
Осматриваем рабочий кончик – грани должны быть одинаковыми, иметь равный угол наклона.
Проверяем по шаблону правильность угла. Если не получилось с первого раза – дорабатывать кромку нельзя. Необходимо произвести заточку заново.
Инструмент диаметром более 4 мм затачивают коническим способом. Техника требует определенных навыков, поэтому перед обработкой ценных сверл следует потренироваться на тех, которые не жалко испортить.
СОВЕТ! Старайтесь не выбрасывать сломанные сверла. Во-первых, на них можно отрабатывать навыки заточки, во-вторых, хвостовик сломанного инструмента может быть использован в качестве выколотки или шплинта.
Конический способ принципиально отличается от одноплоскостного. Сверло держится двумя руками (размеры крупных экземпляров это позволяют). После касания абразива режущей кромкой, сверло поворачивается по задней стороне, чтобы придать ей коническую форму.
ВАЖНО! Во время процесса нельзя отрывать сверло от наждака. Каждый подход начинается с рабочей кромки и заканчивается полным поворотом до конца задней поверхности.
После каждого подхода рабочая часть сверяется с шаблонами по всем трем углам.
Можно точить крупные сверла и плоскостным способом. Однако при этом способе сверло будет плохо отводить стружку из отверстия и сильно перегреваться.
Как хранить новые и заточенные сверла
При хранении и переноске сверла не должны тереться друг о друга. Когда вы достаете инструмент из общей коробки, острые рабочие кромки тупятся об соседей. Оптимальный вариант – индивидуальные отверстия или втулки для вертикального хранения. А если подписать размеры – поиски сверла нужного диаметра не займут много времени.
Разумеется, влажность в помещении не должна приводить к коррозии.
Подробный рассказ как правильно заточить сверло смотрите в этом видео.
About sposport
View all posts by sposport
Как делается заточка сверл по металлу?
Довольно часто, пытаясь просверлить отверстие в любой металлической (и не только в металлической) детали, мы вдруг обнаруживаем, что сверло буксует на месте, дымится и не углубляется внутрь. Это признак того, что инструмент затупился. В условиях промышленного производства или дома при наличии достаточной суммы в бюджете инструмент просто выбрасывают и берут новый.
А если подойти к вопросу более рационально, как говорится, по-хозяйски? Можно ли восстановить сверло, подарив ему тем самым «вторую жизнь»? Разумеется, если все учесть и сделать правильно. Как вы уже догадались, в статье ниже речь пойдет о заточке сверл по металлу.
Как это делается?
Сразу скажем, что данная операция требует определенной последовательности действий, серьезного практического навыка, хорошего глазомера и определенных теоретических знаний. Начнем с последних.
Правильность заточки
Суть теории сводится к пониманию того, что:
- Во-первых, в зависимости от материала и диаметра инструмента используются разные точильные камни. Они могут быть крупноабразивными, мелкоабразивными, алмазными, карбидо-кремниевыми.
- Во-вторых, операция осуществляется под правильным углом, что новичкам с не очень хорошим глазомером выполнить бывает проблематично. Причем углы рабочей поверхности сверла для различных металлов не одинаковые. Ниже мы расскажем о нюансах и приспособлениях, облегчающих данную работу.

Наиболее удобно выполнять работу на электроточиле, оборудованном подставкой в виде карниза под обрабатываемую деталь и оснащенном плоским точильным камнем правильной формы, то есть с параллельными боковыми сторонами и плоской торцевой частью с углом 90 градусов относительно боковин. Именно торцевая часть камня используется в работе.
Вариант заточки для домашнего пользования
Далее необходимо помнить, что прижимать инструмент к камню нужно с определенным усилием (как правило, с небольшим), иначе металл перегреется и станет хрупким, что приведет к откалыванию его частиц в момент эксплуатации делали, а учитывая скорость вращения при сверлении, это крайне опасно.
Визуально определить перегрев очень просто: перекаленный металл синеет и затем сохраняет этот цвет. Если допущен такой дефект, но его размеры незначительны, инструмент можно дополнительно проточить, тем самым удалив повреждение.
Следующий параметр — угол заточки сверла по металлу и здесь нам поможет таблица.
| Обрабатываемый металл | Угол заточки режущих сторон, градусы |
|---|---|
| Бронза, чугун, сталь | 116 – 118 |
| Латунь, медь | 120 – 130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевый сплав | 90 |
| Силумин | 90 – 100 |
На практике в домашних условиях при обработке большинства материалов достаточно величины 120 градусов. Что это значит? Это значит, что угол каждой режущей поверхности относительно продольной оси сверла должен составлять 60 градусов, а 60х2=120, что наглядно видно на рисунке.
Какой должен быть угол заточки
С непривычки соблюсти это параметр довольно трудно, поэтому стоит изготовить дополнительную оснастку в виде шаблонов. В качестве материалов подойдут жесть, твердый пластик или даже фанера. Первый шаблон с углом 120о поможет определить правильность заточки, с помощью второго следует на подставке точила под обрабатываемые детали нанести полосу под углом 60о к переднему торцу камня.
Сделать это можно, к примеру, обычным маркером. Также важно соблюдать симметричность режущих сторон, то есть длина от центра до кромок сверла должна быть одинаковой. Измерить ее можно с помощью штангель-циркуля.
Перед тем, как приступить к работе, скажем о необходимых мерах безопасности:
- Не используйте перчатки или рукавицы. Летящие искры не причинят вашим рукам вреда, а вот если материал случайно зацепится за быстро вращающийся камень, последствия будут очень печальными.
- Защитите глаза специальными очками или маской из прозрачного оргстекла. Куда полетят искры в случае непредвиденного соскальзывания или наклона инструмента не знает никто.
- Держите затачиваемую деталь в руках крепко, чтобы в процессе обработки она не смещалась и не вибрировала.
Показан процесс заточки
Теперь приступаем к заточке. Специалисты рекомендуют отработать навыки на неподвижном камне в зафиксированном положении, используя окончательно испорченное сверло. Так проще почувствовать необходимую силу нажима, отработать угол наклона и правильные движения, а в случае неудачи деталь не жалко выбросить. Если не получилось с первого раза – не огорчайтесь, спокойно повторите операцию.
Как говорится, практика — дело наживное. Угол мы уже упоминали. Соблюдая его, подводим рабочую кромку детали к торцевой части камня строго параллельно, затем прижимаем и двигаем инструмент немного вверх, после чего отводим его от камня, проворачиваем вокруг своей оси на пол-оборота и повторяем операцию.
Вы спросите, зачем нужно движение вверх? Так режущая поверхность приобретает коническую форму и необходимую остроту. В процессе воплощения теории в практику вы наверняка испортите не одну деталь, но, в конце концов, приобретете необходимые навыки.
Заточка сверла
Чтобы не подвел глазомер, есть масса заводских и самодельных фиксаторов, закрепляемых на подставку перед точильным камнем, позволяющих выполнить работу правильно, соблюдая необходимые параметры, но лучше всего это проделывать руками при условии, что диаметр затачиваемого инструмента не менее 4 мм.
При меньшем диаметре стоит прибегнуть к помощи простейших держателей, ибо маленькую деталь в руках удержать очень трудно.
Подробнее нюансы того, как осуществляется заточка сверла по металлу, продемонстрируем на видео ниже, но прежде расскажем о еще одной тонкости.
Дело в том, что в процессе обработки инструмента на нем могут образоваться сколы, зазубрины и чтобы избавиться от них, необходимо выполнить доводку, то есть ту же операцию, что и заточка, но на мелкозернистом камне. Так деталь окончательно приобретет свои рабочие характеристики.
А теперь предлагаем вашему вниманию обещанный видеоролик.
Таблица заточки сверл по металлу
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется “углом заточки” или “углом при вершине сверла”. Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
Угол заточки сверла в °
Сплавы на основе магния
Бронза и латунь
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 – 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ – относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина “перемычки” в центральной части (около 1/5 диаметра сверла). В зоне “перемычки” происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины “перемычки”. Считается нормальным, если длина “перемычки” за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки. Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 – 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 – 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм – 20,0 мм с шагом 0,05 – 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
В процессе сверления нередко приходится иметь дело с разными материалами. Так, в момент обработки древесины не особо обращается внимание на качество заточки, причем на самом материале это никак не отражается. При использовании металла эти показатели играют первостепенную роль. Почувствовать разницу можно в момент пользования конкретным образцом: так, если сначала бур вращается энергично, постепенно он начинает сбавлять обороты, как бы зарываясь в основании изделия.
Схема устройства сверла по металлу.
В таком случае приходится прилагать максимум физических усилий, нажимая на рукоятку. Время, за которое сверло затупляется, определяется следующими показателями:
- число оборотов;
- быстрота подач;
- охлаждение.
Если эта деталь неожиданно вышла из строя, а работы предстоит еще много, и запасного инструмента под рукой нет, можно освоить технику самостоятельной очинки. Проводить такую работу можно как ручным способом, так и автоматическим. В любом случае в запасе всегда должно быть несколько таких буров. Четко организованная работа позволяет приобрести нужный угол заточки сверла, увеличить период эксплуатации, снизить показатели прилагаемой мышечной силы, способствовать проделыванию точных отверстий.
Инструменты для сверления отверстий.
Подбирая необходимый материал для обработки, следует учитывать угловые коэффициенты, они у всех изделий различны. Эти величины определяются свойствами каждого из изделий. Как только очинка будет проведена, можно уточнить эти коэффициенты угломером или шаблоном.
Чтобы осуществить подобное мероприятие, следует приготовить такие атрибуты:
- точильный круг;
- тумблер;
- заглушка;
- подставка;
- сильный мотор;
- провода и ось.
Во избежание опасных рецидивов станок лучше всего разместить в корпусе, сохранив с внешней стороны ось и точильное приспособление в виде круга. Изделие работает от электричества. Оно может быть подсоединено к сети и осуществлять функцию переносного и облегченного прибора.
Величина угла определяется степенью твердости используемого материала. Он будет более тупым, если источник более плотный по структуре. Пластмассовое изделие требует соблюдения этих коэффициентов в 30-60 градусов, сталь нуждается в 130-140 таких единицах. В том случае, если не очень важны качественные результаты работы, выбирается угол в 90-100°.
О создании мини пилорамы читайте здесь.
Наточка сверла вручную: характеризующие параметры
Схема угла заточки сверла.
Механический, ручной способ отточки проводится при помощи абразивного диска или специального станка. Такая методика предполагает удерживание сверла на рабочем основании и направление его к режущему краю. Ведущей рукой нужно взять хвостовик. Резак плотно соединяется с боковой частью абразивного круга. Затем эта деталь аккуратно поворачивается ведущей рукой. Сверло должно приобрести нужный уровень наклона и определенную конфигурацию.
Заточка сверла осуществляется попеременно: сначала с одного бока, а затем с другого. Необходимо следить за очинкой режущего элемента так, чтобы острая часть располагалась строго по центру. Это поможет избежать дальнейшего поворота бура в одну из плоскостей. Прилагать излишнюю силу при сверлении не стоит, это способствует удлинению времени заточки. При механическом варианте очинки возможно появление изъянов и дефектов. При неправильном расчете протяженности сверла по завершении отточки и углами наклона середина сверла может смещаться относительно оси и будет двигаться вокруг нее. Чтобы добиться лучших результатов, стоит воспользоваться точильным станком.
Отточка сверла автоматическим способом
В процессе затачивания нужно проследить за начальным углом.
Схема заточки сверла.
Ориентироваться следует именно на него, затем проверяется состояние инструмента. Присутствие значительных дефектов дает право на пользование наждаком с грубым основанием. Если степень затупления невысокая, можно провести обработку доводочным кругом. Процесс отточки бура проводится в такой последовательности: первым делом проводится обработка верхней кромки, при надавливании на которую осуществляется ее соединение с точильным кругом.
Как только заднее основание будет обработано и приобретет облик точного конуса, проводится отделка режущей части у бура. Затем осуществляется завершающая доводка. В результате правильности проведения действий размеры перемычки для сверл сечением 8 мм и более приравниваются 0,4 мм. Если эта деталь достаточно крупная, ее величина равна 1-1,5 мм. Понять процесс очинки бура сначала можно на любых других поверхностях.
Автоматический станок предназначен для обработки стальных буров сквозного и глухого типов, а также чугунов и сплавов с твердым покрытием. Оснащение такого характера наделяется различными функциями, берущими во внимание разновидности наточки, ее габариты и иные показатели. При работе на станочном оборудовании угол легко меняется, начинать можно от 90° и заканчивать показателями в 140°. Подобное оборудование используется в промышленном и бытовом пользовании. Второй вариант представляет собой станки небольшого размера, удобные для использования дома. Их предназначением является заточка сверла незначительных размеров.
Угловые коэффициенты отточки сверла для стальных поверхностей
Схема устройства для заточки сверла.
Традиционно, бур имеет вид спирали. Детали подобного вида позволяют обрабатывать сталь и древесину. Спиралевидное устройство имеет вид стержня с двумя винтовыми бороздками. Эти канавки образуют на резаке 2 пера винтообразного вида, они называются зубьями.
Спиралевидный бур имеет рабочую часть, шейку, хвостовик, лапки. В заборном корпусе находятся все режущие детали. Направляющая деталь является движущей в самом процессе резки. На перьях по спирали бура находятся ленточки
Правильный угол заточки сверла по металлу | PoweredHouse
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Общие рекомендации:
- Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
- Титан можно резать в большом спектре – от 90° до 120°, это зависит уже от конкретной марки, величины присадок.
- Алюминиевые, латунные сплавы и другие мягкие металлы стоит обрабатывать в диапазоне углов 120-130°. Допустимо отклонение на 2 единицы в одну или другую стороны.
- Дерево или некоторые тонкие листы пластмассы не любят таких больших значений, 90-100° им вполне хватит, а то и меньше.
- И всего от 50 до 70 градусов нужно для оргстекла или эбонита.
Виды заточки сверл
Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как точить сверла по металлу
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Алгоритм затачивания сверла:
- Обрабатываем заднюю поверхность под правильным уклоном.
- Переходим к передней плоскости, контролируя размер получаемой перемычки.
- Если заходов несколько, очень важно собрать одинаковые по ширине и остроте витки.
- Проверьте заточку с помощью шаблона – его можно приобрести или изготовить своими руками.
Правила заточки
При заточке придерживайтесь следующих рекомендаций:
- Процедуру нужно выполнять регулярно для постоянного поддержания нужной остроты;
- Обязательно используйте охлаждение – достаточно просто окунуть готовый инструмент в емкость с водой;
- Делайте перерывы, чтобы не перегревать кромки.
Обязательно соблюдайте требования безопасности, чтобы не повредить оснастку, точильный станок, а также собственное здоровье:
- Надевайте прочные перчатки;
- Все части тела защищайте от искр;
- Одевайте защитные очки;
- Рядом должна находиться вода или другая охлаждающая жидкость.
Проанализировать соответствие геометрических параметров можно двумя способами:
- Воспользовавшись шаблоном – это небольшая плашка под определенным наклоном сторон друг к другу;
- Прибором Слепнина – это два вращающихся диска, которые находятся под регулируемым уклоном.
Приспособление для заточки сверл Graf 2
Приспособление для заточки спиральных сверл «Graf 2» позволяет затачивать сверла диаметром от 3 мм. до 20 мм. С углом при вершине от 90° до 150°. На поворотном основании есть шкала со стандартными углами заточки 90°, 105°, 118°,137° и 150°.
Равенство режущих кромок обеспечивается конструкцией направляющей призмы.
Параллельность режущей кромки и задней поверхности (затыловки) обеспечивается правильной установкой сверла в зажиме.
Профиль задней поверхности (затыловки) обеспечивается опусканием задней части направляющей призмы относительно оси поворота.
Порядок заточки режущей кромки сверла:
- Выставление и фиксация сверла в зажиме.
- Разворот приспособления на выбранный угол заточки сверла (от 90° до 150°). Наиболее распространены углы заточки 118°и 137°.
- Установка зафиксированного сверла вместе с зажимом в направляющую призму.
- По V-образному вырезу призмы перемещаем сверло вместе с зажимом подводя режущею кромку к абразивному кругу. Подвод сверла осуществляется кратковременными движениями, следим чтобы не перегреть режущую кромку. Перемещение сверла к точилу ограничивается призмой.
- Произведя заточку одной режущей кромки, переворачиваем зажим со сверлом (относительно оси сверла) на 180° и производим заточку второй режущей кромки.
Порядок заточки задней поверхности (затыловки) сверла:
- Производится ослабление зажимных гаек и опускание задней части направляющей призмы с одновременной подачей призмы к точилу. Фиксация (зажим) призмы.
Процесс заточки задней поверхности сверла аналогичен пунктам 4 и 5 заточки режущей кромки сверла, с той лишь разницей, что теперь призма установлена на больший, относительно точила, угол.
Читайте также:
Классы прочности Болтов, Винтов, Шпилек, Гаек. Маркировка прочности крепежа
Маркировка болтов и гаек с расшифровкой
Слесарные тиски и их виды
Если нет шуруповерта. Как правильно монтировать гипсокартон электродрелью
Как отличить саморезы для дерева
Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
Рис.2Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.
Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13
Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты – 320×180×190 мм;
- Вес – 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Как точить сверло по металлу! Видео о правильной заточке сверл
В хозяйстве самый популярный электроинструмент – дрель. С помощью надежного помощника можно не только просверлить практически любые отверстия, но и вырезать место для установки электроприборов, в том числе розеток, выключателей.
Но для этого обязательно понадобится набор сверл. Выпускаются дрели для работы с любыми материалами.
В эксплуатации сверло тупятся и требует заточки.
Расположенный ниже материал рассказывает, как точить сверло по металлу помимо заточки смотрите варианты видео
Что такое дрель и как затачивать
Для проведения сверлильных работ выпускаются специальные инструменты, наиболее распространенным из которых является дрель.
Внимание! Для работы с разными материалами выпускаются специальные сверла с разным углом заточки сверл.
Кроме того, шлифование под углом влияет на структуру материала. Но обо всем по порядку.
Различные методы заточкиСверло, называемое режущим инструментом, выполняет процесс резания вращательным движением с осевым потоком.
Сверлаиспользуются не только для выполнения сквозных отверстий разного диаметра, но и для развёртывания существующего сверла отверстия.Применяя, можно просверлить сквозное отверстие, проделать отверстие нужного диаметра, выполнить портирование на необходимую глубину.
Но для проведения этих работ вам понадобится сверло подходящего диаметра.
Кроме того, сверло должно быть правильно заточено.
Различные методы заточки определенного материалаА чтобы научиться точить сверло, необходимо уточнить, для любого материала будет использоваться инструмент.
Конструктивно сверла изготовленные рулонные, плоские или перьевые, кольцевые, шкворневые, для глубокого или одностороннего резания.
Спиральные сверла доступны в различных диаметрах. Диапазон 0,1 … 80 мм при длине рабочей части 275 мм.
Плоское сверло, используемое для изготовления отверстий большого диаметра на большей глубине. Конструктивно режущая часть выполнена в виде лезвия, закрепленного на держателе.
Кольцевое сверло выполнено в виде полой трубы, в которой работает узкая круглая режущая часть.
Центровочные сверла используются для центрирования при точении деталей.
Но все эти инструменты в процессе тупятся.И как только сверла тупятся, их надо затачивать. А чтобы узнать, как затачивать сверло, мы должны представить, для какого материала будет использоваться этот инструмент и правила по изменению угла наклона заточки.
Реже всего тупятся сверлом при работе по дереву. Если использовать сверло только при портировании дерева, то эти сверла не требуют заточки в течение нескольких месяцев или лет. Необходимо только позаботиться об их хранении и использовании.
Для нас важно научиться точить сверла при работе по металлу, бетону.
Чтобы узнать, как точить сверло по металлу, достаточно посмотреть видео о том, как затачиваются уголки.
Для выполнения шлифовальных работ необходимо иметь не только шлифовальное оборудование, но и средства защиты.
Защиты необходимо приобрести очки.
А заточку сверла лучше всего покупать на шлифовальном станке.
Видео:
Несколько слов о заточке
Чаще всего шлифовальный станок изготавливается на базе небольшого электродвигателя переменного тока 220 ат.
Частота вращения шлифовального станка от 1500 об / мин.
Станок должен быть оборудован обязательным прозрачным защитным экраном, скользящим.
В домашних условиях не используйте сверло диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О томах, требующих заточки сверла, можно судить по характерному скрипу при сверлении, особенно в его начале. При этом сверло начинает нагреваться, что в дальнейшем приводит к его истиранию.
Сверла для заточки на специальных шлифовальных станках. В домашних условиях сверло можно заточить по камню простым прессом, болгаркой с насадкой, наждачной бумагой.
так как точить сверло по металлу?
Как точить сверло, определяет форму задней плоскости сверла.
Дело в том, что заточка сверла ведется с тыльной стороны.
Внимание! Правильно заточенное сверло имеет два зуба, заточенных абсолютно одинаково. Говоря о видах заточки, отметим, что их будет несколько.
Простейший, одноплоскостной.
Для выполнения монопланарной заточки сверло прижимает режущую часть параллельно шлифовальному кругу. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида разрушения считается заточка режущей кромки сверла при работе в виде припудривания.
Второй распространенный вид заточки называется конической.
Используется для заточки сверл диаметром более 3 мм. Это более сложный вид заточки.
Конические сверла для заточки сложно выполнять вручную.
Для ее работоспособности надо брать биту в левую руку, удерживая рабочую часть. Хвостовик с зажимом правой рукой.
Сверло прижимается к режущей кромке к концу шлифовального круга под нужным углом.
Встряхнув правую дрель, создайте коническую поверхность на задней поверхности сверла.
Внимание! Плавными и медленными движениями рук точите перо сверла, не снимая его с поверхности камня.
Эти шаги следуют и для второй части упражнения.
Следите за сохранением формы тыльной стороны и углом заточки.
Для точного измерения углов заточки используйте специальный прибор, называемый гониометром.
Если счетчика нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнают значение.
Заточка углового сверла по металлу выбирается из таблицы.
Важно! В процессе работы не допускайте перегрева сверла, перегрев приводит к ослаблению стали. Убедитесь в охлаждении и закалке водой.
Для обеспечения нужного угла заточки сверл рекомендуется использовать специальные инструменты.
Устройство позволяет затачивать угловые сверла с ведением таблиц требований.
__TITLE__
Способы заточки сверл болгаркой в домашних условиях, своими руками
Про заточку сверл с помощью точильного камня мы рассмотрели.А как точить сверло?
Если под рукой нет шлифовального станка, можно сделать болгарку.
способ 1
Этот способ заключается в том, что сверло жестко устанавливается в тисках или приспособлении. Устанавливает угол крепления.
На болгарках установлен привод для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла.
Как точить сверло болгаркой, хорошо показано в предложенном видео.
Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закрепить в дрели или тисках.
Видео:
способ 2
При этом способе заточки крепится болгарка. На болгарки установлен диск с мелкой наждачной бумагой.
Ручная дрель, устанавливается на диск режущей частью.
Все отлично понятно, как точить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
Как точить победитовые сверла? Победитовое сверло чаще всего используется для сверления отверстий в бетоне, кирпиче, камне.
В процессе работы сверло нагревается, издавая визжаштый звук. Это первый признак того, что сверло нуждается в заточке.
Подробно о том, как затачивать сверло на победитовый пробойник.
Для заточки победитового сверла лучше использовать шлифовальный станок с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для сверл победитовые 170º.
Заточка победитового сверла – это затупленная подрезная кромка.
Видео:
Работа с наждаком
Шлифовальные камни для гладких сверл для обработки передней поверхности сверла.
Сверло берется левой рукой возле режущей части, правой держится за хвостовик. Сверло подается на шлифовальные камни, отрезной диск шлифовального станка или на грибок устанавливается с наждачной бумагой. Заточка происходит подрезкой режущей кромки сверла победитовой, портируя это при затуплении твердой поверхности.
Внимание! Следует помнить, что скорость шлифовального камня зависит от твердости сверла. Чем тверже материал сверла, тем медленнее должен вращаться привод.
В процессе заточки нужно соблюдать одинаковые режущие стороны.В противном случае у вас получатся увеличенные и неправильные отверстия. Важно не перегревать и не остывать сверло.
Видео:
Видео:
выводы:
- – сверло можно правильно заточить и в домашних условиях;
- – Сверло 3 мм желательно с заточкой одноплоскостной вид заточки;
- – Сверло более 3 мм рекомендуется конической точилкой;
- – можно использовать для шлифования не только спецтехникой, но и с насадкой для шлифовального станка;
- – заточку победитовых сверл лучше производить на шлифовальных станках с алмазным диском;
- – При заточке обязательно используйте защитные очки.
Видео совпадает по разным способам заточки сверл
Видео:
Видео:
Видео:
Как затачивать сверло (бит)
Как затачивать сверло
Это полезный навык, когда вы находитесь на строительной площадке или просто в мастерской без точилки для сверл. Переточку среднего или большого долота легче по сравнению с маленьким.Обеспечьте хороший свет, освещающий верстак, наденьте перчатки и защитные очки (мы должны это сказать). Ознакомьтесь с новым сверлом для справки. Положите его в руку и постепенно крутите. Обратите внимание на наклон углов. Лицевая поверхность для каждого угла находится на 59 градусах вверх от средней линии сверла. Общий входящий угол составляет 118 градусов, что является стандартным углом при вершине для любого сверла общего назначения. Смотрите, что передний край режущих граней повесить несколько ниже, что опорный буртик металла в задней части его, или же плечо будет натирать и остановить режущую кромку от резки.При выключенном настольном шлифовальном станке поднесите сверло к шлифовальному кругу, опираясь на него. Отрегулируйте подставку вверх или вниз до нужного угла. Теперь наклоните сверло в сторону, пока сверло не сядет торцом на шлифовальный круг. Поцарапайте отметку на регуляторе упора, а также отметку на остальной части для использования в настоящем и будущем. Теперь у вас есть контрольная точка, к которой нужно стремиться. С небольшим практическим опытом они вам больше не понадобятся.
Заточка сверла
Если ваше рабочее место хорошо освещено, это может иметь большое значение.Встаньте слева от кофемолки, расставив ноги. Закрепите сверло одной рукой на расстоянии около 2 дюймов от вершины сверла. Другой рукой поддержите нижнюю часть бура. Соедините сверло с болгаркой, удерживая его горизонтально под углом 60 градусов, ориентируясь в первую очередь на кончик сверла. Как только острие долота будет отшлифовано и станет похоже на острие неиспользованного сверла, вы начнете шлифовать углы заплечиков в задней части режущей кромки, начиная с той части угла, которая находится дальше от вас. .Вставьте сверло в шлифовальный станок таким образом, чтобы можно было заточить весь угол. Весь процесс заточки сверла с помощью болгарки немного сложен. Двумя вашими основными целями будут шлифование точки в центре долота под углом шестьдесят градусов
. Правильный угол заточки сверлаи что две режущие кромки не удерживаются выше опорными выступами сзади.Этого можно добиться, удерживая биту под углом немного ниже прямого. Часто сверяйте углы неиспользуемой фрезы, чтобы не повредить фрезу, которую вы шлифуете. Когда сверло расположено на 59 градусов в сторону и на 1 или 2 градуса ниже, чем прямое, медленно вращайте сверло во время шлифования.
Оставайтесь по центру
Сверло с хорошей обработкой поверхности должно иметь одинаковые режущие кромки и углы при одинаковой длине. Проверьте сверло, используя немного металлолома.Сверло не должно прилипать, скрипеть или вызывать чрезмерное давление. Во время заточки вставьте сверло в сверло и почаще проверяйте его, так как вначале оно немного нестабильно, и вы можете потратить целую вечность, пытаясь добиться блеска. Регулярное тестирование – лучший метод. Быстро выполняйте пробную тренировку по ходу дела, вместо того, чтобы усердно пытаться достичь совершенства. Вы можете использовать электрическую точилку для сверл, которая будет красиво обрабатывать углы и каждый раз центрировать режущую точку. Тем не менее, вы не получите того удовлетворения, которое может получить любой человек от овладения шлифовальным станком!
Настольные шлифовальные машиныПравильный угол заточки сверла по металлу.Как заточить сверло по металлу и какие бывают углы заточки? Используем прибор
Наверняка вы пробовали затачивать сверло своими руками. Ничего не вышло. Что ж, рассмотрим эту проблему. Сначала немного теории и терминологии. Затем познакомимся с инструментами и технологиями. В том числе с бюджетным набором для заточки сверла. Давайте начнем.
Геометрия этого инструмента очень разнообразна. Мы будем рассматривать только формы, типичные с точки зрения заточки.
Цилиндрическая спираль.
- Самая обычная дрель. Обычно имеет 2 канавки отвода стружки, но чаще.
Ступенчатая.
- Удобно использовать при просверливании отверстий в листе металла различного диаметра.
Корона по металлу.
- Применяется для сверления отверстий большого диаметра в листовом металле.
2. Материал сверла.
Рассмотрим материалы в порядке увеличения износостойкости и цены:
Обычное сверло из режущей стали без дополнительной обработки.Самый дешевый. Цвет обычной стали.
Обработка перегретым паром. Имеет черный цвет.
Обработано листьями, имеет легкий золотистый оттенок.
При применении нитрида титана они имеют ярко-золотистый цвет.
Легированный кобальтом характеризуется наличием золотисто-красного оттенка.
3. Элементы сверла для заточки.
Для лучшего понимания элементы для заточки будем рассматривать на примере двухпучкового цилиндрического спирального сверла.
Режущие кромки вырезают металл в области отверстия.
Задние поверхности. Их обрабатывают при заточке сверла, чтобы придать режущей кромке остроту и желаемую геометрическую форму.
Перемычка будет первым показателем правильной заточки сверла.
Именно на этих элементах стоит ориентироваться при заточке сверла.
4. Устройство для заточки сверла в мастерской.
Здесь мы рассмотрим инструмент для заточки сверла с инструментами, которые часто используются дома.
4.1. Болгарка (болгарка).
Для получения приемлемого качества заточки необходимо закрепить электроинструмент.
С помощником все решается очень просто. Пусть помощник поставит электрическую машину на твердую ровную горизонтальную поверхность диском вниз и экраном вверх. Например, на столе. Болгарка должна опираться на кожух диска. И, придерживая корпус, в местах, указанных на фото, надежно зафиксирует его.
Если у вас нет помощника и подходящих держателей, можно воспользоваться банальными слесарными или столярными тисками.Закрепите болгарку так, чтобы губки тисков не закрывали вентиляционные отверстия. Абразивный диск можно ориентировать как вертикально, так и горизонтально.
Диск можно использовать обычный (отрезной), но лучше поставить специальный – шлифовальный. Он намного толще фрезы.
4,2. Ручная дрель.
По креплению дрели все, что вы читали о креплении болгарки в предыдущем абзаце, верно.
ВАЖНО! Для заточки подходит только сверло с кулачковым патроном.
Не все знают, но в продаже есть держатели для дисков от болгарки, позволяющие использовать «болгарские» отрезные и шлифовальные круги с дрелью. Так что есть возможность заменить функции болгарки на высокоскоростную дрель.
Также можно использовать шлифовальный диск с наклеенной на него наждачной бумагой. Чем тверже основа, на которую наклеена бумага, тем лучше. Теперь можно найти наждачную бумагу, которая не прилипает к диску, а сидит «на липучке». Это тоже хорошо. При этом качество заточки будет хуже.
Вместо сверла в кулачковый патрон сверла устанавливается держатель «болгарского» диска или шлифовального диска.
4.3. Станок лущильный и шлифовальный (точилка, наждак).
Не в каждом доме есть такой агрегат. Но мы, тем не менее, кратко рассмотрим. Поскольку разобраться в технологии правильной заточки сверла и как правильно приспособить домашний инструмент к заточке легче всего на нем.
Круг абразивный из электрокорунда предназначен для обработки стали, в том числе для заточки сверла.
По горизонтали, на уровне оси вращения абразивного круга находится разнорабочий, – стальной пруток. Он служит опорой для пальцев и инструментов при заточке.
5. Технология правильной заточки сверла на лущильно-шлифовальном станке.
5.1. Подготовка для заточки
Отметьте маркером на поверхности поручня линию под углом 60 градусов относительно рабочей поверхности абразивного круга (торец круга, который смотрит на вас).
Это помогает правильно ориентировать сверло при заточке. Угол, показанный на рисунке, в большинстве случаев составляет примерно 120 градусов. В общем, чем тверже металл для сверления, тем больше должен быть этот угол.
ВАЖНО! Не работайте при заточке в перчатках. Обязательно защитите глаза очками или прозрачным щитком. Остерегайтесь потерять руку и сильно прикасаться к ней.
5.2. Исходное положение дрели.
Руки, пальцы не должны быть напряжены.
5.3. Движение сверла при заточке.
После установки сверла в исходное положение медленно продвигайте его вперед, пока оно не коснется круга. Сразу после прикосновения движемся одновременно в трех направлениях: опрокинуть вверх, хвостовиком вниз, сверлить вперед по оси.
5.4.
Повторить параграфы 5.2 и 5.3 еще 2 раза.
5.5.
Поворачиваем дрель вокруг продольной оси на 180 градусов и выполняем п.5.2, 5.3, 5.4 для второй задней поверхности.
5,6. Что мы должны получить.
Установите сверло вертикально, кончиком вверх. В этом положении вся задняя поверхность должна находиться ниже режущей кромки. Причем чем дальше от режущей кромки по задней поверхности, тем ниже. В технологиях заточки это называется занижением.
Прошив задней поверхности, мы недооцениваем. В результате только режущие кромки и перемычка касаются поверхности металла, прорезающего сверло.Отсутствие занижения – самая частая ошибка начинающих точилок.
6. Технология заточки сверл по металлу с помощью болгарки или ручной дрели.
Если с заточкой сверла на шлифовальном станке разобрались, то самое время узнать, что на болгарке (болгарке) это делается аналогично. Как разнорабочие мы просто используем край защитного экрана абразивного диска. Вращение заслонки регулируется. Перед заточкой поверните его так, чтобы пальцу было удобно упираться под заточенное сверло.Попробуйте выполнить те же движения, сто и на шлифовальном станке. Дело в том, что научиться правильно затачивать сверла на заточном станке можно довольно просто и быстро. Именно поэтому болгарку рекомендуется починить – быстрее получите достойный результат.
Ручная дрель сложнее. Вместо разнорабочего ей использовать нечем. Но вы можете приспособить для этого подручные предметы. Здесь вам понадобятся две устойчивые плоские поверхности. У одного закреплена дрель, другой используется как разнорабочий.Поверхности располагаются на одном уровне, так что диск, установленный в сверлильном патроне, можно разместить вертикально между ними. Например, это могут быть столы, верстаки, ящики.
В любом случае качество заточки на сверлах будет хуже, чем на других рассматриваемых инструментах.
7. Контроль качества заточки.
Во время заточки придется постоянно контролировать параметры сверлильных элементов. В большинстве случаев это нужно делать после обработки всех тыльных поверхностей.
7.1. Визуальный контроль перемычки.
Перемычка должна располагаться в центре конца наконечника сверла. Кроме. Его край должен проходить между самыми глубокими точками стружколомов. Другими словами, он должен быть как можно короче.
7.2. Длина режущих кромок.
Это расстояние от перемычки до края сверла по линии режущей кромки. Вы можете измерить штангенциркулем или линейкой. Очевидно, все режущие кромки должны быть одинаковыми.Если это не так, то вам следует отшлифовать заднюю поверхность, которая короче.
7.3. Контроль занижения.
Что такое занижение, мы рассмотрели в пункте 5.6. Вы можете быстро проверить его наличие, поставив дрель вертикально, наклонив вниз, положив перемычку на любую ровную поверхность. Посмотрите на заднюю поверхность, сидящую сбоку от дрели. Если визуально вы не видите недосказанности (обращенный к вам край задней поверхности плавно не поднимается), поверхность придется переточить.
8. Заточка ступенчатого сверла.
Если вы победили заточку спирального сверла, то это покажется вам песочницей. На фото в пункте 1 показано ступенчатое сверло с прямой канавкой для вывода стружки. Слегка проведите диском или шлифовальным кругом по режущим кромкам ступеней со стороны канавки. Старайтесь не нарушать угол между бороздкой и задней частью ступеньки.
Сложнее обстоит дело, если канавка спиральная. Заточка тоже выполняется, но потребуется больше сноровки и точности.
9. Заточка заводной головки.
Присмотритесь к зубцу металлической режущей коронки. В нем легко найти все те же режущие кромки и задние поверхности. Не будет только перемычек и пазов для вывода стружки. Теперь вы достаточно компетентны, чтобы удалить минимальный слой металла с задней поверхности и получить острую режущую кромку. Коронка может иметь центральное спиральное сверло. Как его заточить, вы уже знаете.
10. Типичные ошибки при заточке.
10.1.Попытка исправить не инструмент, а сверло при заточке дрелью или болгаркой.
Тяжелый инструмент с быстро вращающимся тяжелым ротором никогда не станет устойчивым даже в руках сильного человека.
10.2. Чрезмерное давление при заточке.
Лучше 10 раз повторить цикл операций с легким нажатием, контролируя результат после каждого цикла, чем те же 10 раз превратить треть сверла в металлическую пыль.
У домашнего мастера всегда под рукой и под рукой инструмент: дрель или перфоратор.Но сверло быстро стерлось, затупилось. В результате приходится их выбрасывать и искать новые в магазинах. Но настоящий хозяин сэкономит свое время и попробует самостоятельно разобраться, как правильно заточить сверло по металлу и какие инструменты для этого потребуются.
Какие бывают сверла
Они различаются по металлу и диаметру. Их характеристики зависят от их предполагаемого использования для обработки определенных типов материалов: дерева, камня, металла. Последний тип легче всего точить в домашних условиях.Остановимся на этом подробнее. Каждое сверло имеет 2 задние поверхности, придающие наконечнику инструмента коническую форму, и 2 режущие кромки. Если его поставить на горизонтально расположенную шайбу, то режущие кромки будут касаться ее, и деталь за ними будет отставать от них. Он расположен под определенным углом, который называют «задним». Сток должен составлять примерно 0,2 мм на каждую скрутку. Все это нужно знать, если вы собираетесь затачивать самостоятельно, например, организовав рабочее место в гараже. Ведь при обработке инструменту нужно придать правильную форму.
Как организовать рабочее место
Вам понадобится точильный круг. Но без этого можно обойтись. Например, приспособить электроинструмент: болгарку с вращающимся диском или электродрель. Главное, установить на верстак и хорошо закрепить. При заточке качество металла меняется (он теряет пластичность), сверло нагревается. Чтобы этого не произошло, нужно установить рядом банку с водой. Придется периодически погружать обрабатываемый инструмент. Вместо воды можно использовать машинное масло.Перед заточкой сверл по металлу необходимо соблюдать осторожность, чтобы не получить травму. Глаза необходимо защищать специальными очками, они защитят от сколов и крошек.
Заточка
Приступая к обработке инструмента, вы должны помнить, что он должен быть под таким же углом. Плотно прижмите сверло к шлифовальному кругу. Процесс заточки на электрическом эжекторе состоит из нескольких этапов. Сначала формируется острие сверла, затем режущая кромка и, наконец, шлифование тыльной поверхности.В идеале после обработки спинка должна иметь форму конуса, а режущая кромка должна иметь идеальный угол.
Когда основная работа сделана, настала очередь доработки. Мастер-профессионал сможет рассказать, как правильно заточить сверло по металлу. Его можно назвать наставниками. Если вы хотите освоить это дело самостоятельно, то начните экспериментировать со сломанными, тупыми инструментами. В результате обработки образуется перемычка. Для сверл диаметром до семи миллиметров его длина должна быть от 0.От 5 до 0,7 миллиметра. Для более крупных он может составлять от одного до полутора миллиметров. Если сверло имеет большой диаметр, то необходимо удалить края на хвостовике. Они испытывают большое сопротивление резанию. Для этого нужно очень точно разметить окружность инструмента на три части. Теперь нужно очень аккуратно удалить на них металл на равную глубину.
Обработка перемычки
Еще один важный момент: нужно знать, как заточить сверло по металлу и обработать перемычку.Чаще всего в домашних условиях на шлифовальном станке сложно добиться желаемого результата. Лента нужна для того, чтобы снизить нагрузку на сверло, повысить скорость и точность сверления. Весь процесс выглядит следующим образом. Перемычка и задняя грань затачиваются по краю круга на медленной скорости. Сверло должно на короткое время коснуться точилки. Затем его нужно отвести в сторону, повернуть на сто восемьдесят градусов, снова прижать к кругу. Периодически, если металл нагревается, заготовку нужно окунать в воду, чтобы она не потеряла эластичность.Если использовать мокрый, то значительно снижается риск испортить сверло.
Проверка заточки
После завершения процесса необходимо проверить качество проделанной работы, симметричность заточки. Для того, чтобы убедиться, как проводилась правильная заточка сверла по металлу, можно вооружиться лупой или использовать дрель. Вставьте в него обработанный инструмент и поднесите фломастер к режущей кромке. Затем выключите дрель и проверьте, где на дрели есть отметка.Если одна сторона загрязнена больше, чем другая, то ее нужно заточить. Второй способ – просверлить пластик ручной дрелью. На той стороне, куда уходит больше стружки, край сверла больше. Его нужно доработать. После того, как вам удастся заточить сверло по металлу, вы получите инструмент с восстановленными рабочими качествами. Чтобы сохранить их на более длительный срок, понадобится ящик. Во избежание их повреждения, ударов друг о друга или о другие предметы их следует обернуть промасленной тканью или связать резинкой.
Не требует особых доказательств того, что сверло по металлу в процессе работы имеет неприятное свойство тупеть. Причем это происходит тем быстрее, чем чаще работает дрель и тем больше работы она выполняет.
Сверло по металлу после непродолжительного использования затупилось и требует заточки.
Многие не обращают на это внимания и продолжают работать, пока сверло окончательно не придет в негодность, после чего выбрасывают и покупают новое. Происходит это потому, что хозяева просто не умеют заниматься металлом.Между тем, это можно сделать дома, используя инструменты и инструменты, имеющиеся почти в каждой домашней мастерской.
Признаки затупления сверла
Если при соприкосновении сверла и металла слышен резкий скрип, то сверло затупилось.
Сверление металла возможно только очень острым инструментом. Если в начале сверления вы слышите резкий скрип в месте соприкосновения инструмента и металла, то это верный признак того, что сверло затупилось. Услышав такой мерзкий звук, лучше прекратить работу.В противном случае инструмент, вращаясь, будет сильнее тереться о металл, соответственно, при сверлении будет выделяться больше тепла. От трения и нагрева рабочая кромка сверла изнашивается быстрее.
Домашние мастера в основном используют для своих нужд небольшие сверла Ø не более 16 мм. Для заточки тупого инструмента лучше использовать специальное оборудование. Но стоит он довольно дорого, поэтому для дома его покупают редко. Но в любой домашней мастерской можно придумать инструмент для заточки из подручных инструментов.Заточку можно производить при помощи:
- Станок шлифовальный с абразивным кругом;
- шлифовальный станок; Электродрель
- со сменной насадкой.
Для заточки можно использовать любой другой инструмент, на который можно установить точильный камень и заставить его вращаться. Нужно только, чтобы такое устройство могло обеспечить скорость вращения вала до 1500 об / мин.
Вернуться к содержанию
Подготовка к работе
Для вашей безопасности пользуйтесь перчатками и очками при заточке сверла.
Но перед началом работы нужно надеть защитные очки и перчатки и подготовить емкость с водой. Это обязательные защитные приспособления, без которых точить металлические инструменты очень опасно.
Во время работы от точилки и инструмента разлетаются искры и микроскопические частицы пыли. Если не защищать руки и лицо, то эти микроскопические частицы могут довольно чувствительно прорезать открытую кожу. Но они представляют особую опасность для незащищенных глаз.Попадая в них, частицы металлической пыли вызывают серьезные проблемы со зрением, вплоть до его полной потери.
Резервуар для воды нужен для охлаждения заточенного инструмента, так как при заточке он очень сильно нагревается от трения о вращающуюся плоскость круга. Если вовремя не охладить дрель, то она неизбежно перегреется и быстро выйдет из строя.
Вернуться к содержанию
Техника и последовательность заточки
Но приготовленные инструменты и защитное снаряжение – это только половина дела.Вы не можете приступить к работе, не зная как. Ведь этот процесс хоть и несложный, но требует четкого соблюдения последовательности заточки. Еще очень важно изначально правильно определиться с видом заточки. Вид определяется тем, какую форму нужно придать режущим кромкам («перьям») инструмента. Заточка бывает одноплоскостной, двухплоскостной, конической, цилиндрической и винтовой.
Чтобы определить, правильно или неправильно заточено сверло, нужно внимательно его рассмотреть после заточки.Факторы для правильной заточки сверла следующие: оно должно оставаться симметричным относительно своей оси. Его режущие кромки должны иметь одинаковую длину по отношению к оси сверла и одинаковые углы заточки.
Заточка всегда начинается с тыльной стороны сверла. Поверхность необходимо плотно прижать к шлифовальному кругу, сохраняя изначально заданный угол в течение всего процесса. Без навыков сделать все правильно с первого раза очень сложно, поэтому будьте готовы к тому, что вам придется проделать несколько подходов.После каждого подхода следует внимательно осматривать заточенную поверхность. Работа продолжается до тех пор, пока задняя поверхность не станет похожей на обычный конус при взгляде сбоку, на уровне глаз.
Только после достижения желаемого результата можно переходить к заточке режущей части. Выполняя его, нужно стремиться к тому, чтобы оба «пера» были заточены абсолютно одинаково. Также очень важно поддерживать правильный угол заточки во время работы.
При одноплоскостной заточке тыльная поверхность обрабатывается в виде одной плоскости, соблюдая угол в пределах 28-30 °.Это один из простейших методов, применяемых для тонких инструментов диаметром до 3 мм.
Выполняя работу таким образом, сверло прижимается под заданным углом к шлифовальному кругу. При заточке инструмент не переворачивается и не двигается. Часто это приводит к тому, что режущие кромки у сверла могут рассыпаться, особенно если металл некачественный.
Желательно, чтобы режущая часть больших сверл была конической. Это более сложный способ, и если по какой-то причине вы цените заточенный инструмент, лучше сначала потренироваться на какой-нибудь изломанной поверхности, чтобы «набить» руку.
Техника этого метода следующая: левой рукой берут инструмент за рабочую часть, а правой – за хвост. Держите рабочую часть как можно ближе к впускному конусу, иначе качественная заточка не выйдет. В этом положении сверло прижимается не только режущей кромкой, но и поверхностью задней части к торцу точилки. Удерживая хвост правой рукой, сверло медленно и плавно раскачивается, так что на заднем крае сверла образуется коническая поверхность.После заточки одной ручки инструмент превращается в точилку с другими, и все повторяется по-новому. Очень важный нюанс для этого метода: сверло при заточке ручки ни в коем случае не должно отрываться от точилки.
Существует еще одна техника конической заточки. Сверло также берется левой рукой за рабочую часть, а правой – за хвост. Но сверло прижимается к торцу точилки только режущей кромкой, а затем во время работы, не отрывая его от точилки, инструмент плавно вращается вокруг своей оси, добиваясь равномерной и качественной заточки тыльной поверхности.
При таком способе заточки на задней поверхности ручки с обеих сторон образуется конус, но у сверла не будет заостренного заднего угла. Поэтому в процессе эксплуатации такое сверло будет больше тереться о металл и соответственно больше нагреваться.
В быту самый популярный электроинструмент – дрель. С помощью надежного помощника можно не только просверлить практически любые отверстия, но и вырезать места для установки электрооборудования, в том числе розеток, выключателей.
Но для этого вам обязательно понадобится набор сверл. Доступны сверла для работы с любыми материалами.
В процессе эксплуатации сверла затупляются и требуют заточки.
В материале ниже описано, как затачивать сверло по металлу, дополнительно смотрите видео о вариантах заточки
Что такое сверло и как его затачивать
Для проведения сверлильных работ выпускается специальный инструмент, наиболее распространенным из которых является дрель.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разными углами заточки сверла.
Кроме того, на углы заточки влияет структура материала, но обо всем по порядку.
Сверло – это режущий инструмент, который выполняет процесс резания за счет вращательного движения при осевой подаче.
Сверлаиспользуются не только для изготовления сквозных отверстий различного диаметра, но и для сверления существующих отверстий. С помощью дрели можно просверлить сквозное отверстие, сделать выемку нужного диаметра, просверлить на необходимую глубину.
Но для выполнения вышеуказанных работ вам понадобится сверло нужного диаметра.
Кроме того, сверло должно быть правильно заточено.
Различные методы заточки для определенного материала
А чтобы научиться точить сверло, необходимо уточнить, для какого материала будет использоваться инструмент.
Конструктивно сверла бывают спиральные, плоские или перьевые, кольцевые, центральные, для глубокой или односторонней резки.
Спиральные сверла доступны в различных диаметрах. Диапазон 0,1 … 80 мм при длине рабочей части до 275 мм.
Плоские сверла используются для сверления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лезвия, закрепленного на держателе.
Кольцевые сверла изготавливаются в виде полой трубы, имеющей узкую кольцевую режущую часть.
Центрирующие сверла используются для центрирования деталей при токарной обработке.
Но все перечисленные инструменты скучны в процессе. А поскольку сверла тупые, их нужно затачивать. А чтобы узнать, как правильно заточить сверло, нужно представить, для какого материала будет использоваться инструмент, и изменить угол наклона точилки.
При работе с деревом сверла в большинстве случаев затупляются. Если использовать сверла при сверлении только по дереву, то такие сверла не требуют заточки несколько месяцев или лет. Вам только нужно быть осторожным с их хранением и использованием.
Для нас важно научиться точить сверла при работе по металлу, бетону.
Заточиваем сверла по металлу
Для того, чтобы узнать, как затачивать сверло по металлу, достаточно посмотреть видео о способах и углах заточки.
Для проведения шлифовальных работ необходимо иметь не только шлифовальное оборудование, но и средства защиты.
Из средств защиты в обязательном порядке приобретать защитные очки.
А для заточки сверла лучше всего купить заточный станок.
Несколько слов о шлифовальном станке
Чаще всего шлифовальный станок изготавливают на базе небольшого электродвигателя переменного тока 220В.
Частота вращения шлифовального станка от 1500 об / мин
Станок в обязательном порядке должен быть оборудован прозрачным защитным экраном, упорным подшипником.
В домашних условиях нельзя использовать сверла диаметром более 16 мм.
Так как же заточить сверло по металлу, если сверло затупилось?
О том, что сверло требует заточки, можно судить по появлению характерного скрипа при сверлении, особенно в начале. При этом сверло начинает сильно нагреваться, что в дальнейшем приводит к его стиранию.
Сверла затачиваются на специальных шлифовальных станках. В домашних условиях сверла можно заточить на простой точилке с камнем, при помощи болгарки с насадкой, на наждачном полотне.
Итак, как точить сверло по металлу?
Как точить сверло определяет форму задней плоскости сверла.
Дело в том, что заточка сверла производится по задним краям.
Внимание! Правильно заточенное сверло имеет два абсолютно одинаковых зуба, но, говоря о видах заточки, отметим, что их несколько.
Углы заточки
Самые простые, одноплоскостные.
Для одноплоскостной заточки сверло крепится режущей частью к шлифовальному кругу параллельно.Во время заточки не двигайте и не вращайте сверло.
Это самый простой вид заточки. Но рекомендуется использовать его для сверл диаметром до 3 мм. Самым большим недостатком этого вида заточки является разрушение режущей кромки сверла во время работы в виде сколов.
Второй распространенный вид заточки называется конической.
Этот вид заточки применяется для сверл диаметром более 3 мм. Это более сложный вид заточки.
Коническая заточка сверла затруднена вручную.
Для его выполнения нужно взять дрель в левую руку, придерживая рабочую часть. Хвостовик зажимается правой рукой.
Сверло прижимается режущей кромкой к торцу шлифовального круга под нужным углом.
Поверните сверло правой рукой, чтобы создать коническую поверхность на задней части сверла.
Внимание! Плавными и медленными движениями руки заточите перо сверла, не отрывая его от поверхности камня.
Выполните те же действия для второй части сверла.
Внимательно следите за сохранением формы тыльной стороны и угла заточки.
Для точного измерения углов заточки используйте специальный прибор, называемый гониометром.
Если нет измерительного прибора, можно сделать шаблон.
А какие углы выдерживать, где узнать их размер.
Угол заточки сверла по металлу выбирается из таблицы.
Важно! Во время работы не перегревайте дрель; перегрев приводит к ослаблению стали.Обязательно сделайте охлаждение и закалку водой.
Для обеспечения требуемых углов заточки сверла рекомендуется использовать специальные инструменты.
Устройство позволяет затачивать углы сверла с требованиями таблиц.
Способы заточки болгарки своими руками для сверл в домашних условиях
О заточке сверла точильным камнем мы разбирались. А как самому заточить сверло?
Если под рукой нет шлифовального станка, можно обойтись болгаркой.
Метод 1
Этот метод заключается в том, что сверло жестко закрепляется в тисках или приспособлении. Угол крепления установлен.
На болгарку установлен диск для работы с металлом. Вращающийся диск периодически подводят к плоскости сверла.
А как заточить сверло болгаркой хорошо показано в предложенном видео.
Внимание! Предлагаемый вариант небезопасен. Будет лучше и надежнее, если вы закрепите сверло в приспособлении или тисках.
Метод 2
При этом методе заточки крепится шлифовальный станок. На болгарку устанавливается диск с мелкой наждачной бумагой.
Сверло удерживается рукой, режущей частью прикладывается к диску.
Все прекрасно видно, как заточить сверло по металлу болгаркой на видео.
Правила заточки сверл
А как заточить сверло? Сверло чаще всего используется для сверления отверстий в бетоне, кирпиче, камне.
Во время работы дрель нагревается, издавая скрежет. Это первый признак того, что сверло требует заточки.
Подробно о методах работы
Для заточки сверла лучше использовать алмазный шлифовальный станок. Внимание! Старайтесь выдерживать угол заточки. Для корончатого сверла это 170º.
Заточка корончатого сверла заключается в подправке затупившейся режущей кромки.
Наждачная работа
Плавно прикасаясь сверлом к точильному камню, откорректируйте переднюю поверхность сверла.
Берется сверло в левую руку ближе к режущей части, правой рукой придерживая хвостовик. Сверло подводят к точильному камню, отрезному диску болгарки или грибу с установленной наждаком. Заточка заключается в подгонке режущей кромки сверла, которая при сверлении твердой поверхности затупляется.
Внимание! Необходимо помнить, что частота вращения точильного камня зависит от твердости сверла. Чем тверже материал сверла, тем медленнее должен вращаться диск.
В процессе заточки необходимо следить за равномерностью режущих сторон. Иначе получатся увеличенные и неровные отверстия. Важно не перегреть дрель и не остудить.
Выводы:
- – сверло можно правильно и в домашних условиях заточить самостоятельно;
- – сверла до 3 мм желательно затачивать одноплоскостным типом заточки;
- – для сверл более 3 мм рекомендуется использовать коническую заточку;
- – для заточки можно использовать не только спецтехнику, но и болгарку с наждачной насадкой;
- – заточку корончатого сверла лучше производить на точильном станке с алмазным диском;
- – При заточке обязательно используйте защитные очки.
Видео выбрано на тему заточки сверл разными способами
https://www.youtube.com/playlist?list\u003dPLmVYWktH6WTu4G5JGs_KAs3kBoOLtCsCZ
Любые режущие насадки для дрели при работе затупляются, что, собственно, не требует доказательств. Однако не спешите их выбрасывать, так как вы можете восстановить первоначальную работоспособность сопла путем заточки. Далее мы подробно опишем, как это сделать.
Когда требуется заточка?
Если сверла по дереву могут использоваться долгое время и при этом оставаться острыми, то металлический инструмент очень быстро приходит в негодность.Конечно, опытный мастер определяет тупое сверло на глаз или по первому контакту его с поверхностью металла. Если вы новичок, то можете определить необходимость заточки инструмента по следующим критериям:
- в процессе сверления слышен скрип и свист;
- инструмент нагревается намного быстрее обычного;
- качество отверстий низкое – есть зазубрины и заусенцы;
- стружка выходит только из одной спиральной канавки (этот признак также может указывать на неправильную заточку).
Имейте в виду, что работая тупым наконечником, вы подвергаете себя опасности, и он может сломаться. В то же время его разлетающиеся части могут нанести серьезную травму. К тому же дрель может «кусаться». В такой ситуации, если дрель мощная или вы работаете на станке, деталь вырывается у вас из рук, что часто также заканчивается травмой. Поэтому ни в коем случае нельзя затягивать с заточкой или заменой наконечника.
Ключевые детали
Чтобы можно было правильно заточить наконечник, прежде всего, рассмотрим его основные элементы, к которым относятся:
- режущая часть (режущая кромка), образованная схождением поверхности паз и задняя поверхность;
- передняя поверхность, под которой расположена режущая кромка;
- задняя поверхность, которая находится за краем:
- перемычка, расположенная между двумя задними поверхностями.
Во время работы сопла больше всего страдают режущая кромка, перемычка и задние поверхности. Поэтому восстановление инструмента происходит за счет заточки задних поверхностей, прилегающих к режущей кромке и перемычке. Однако не все так просто: чтобы кромка снова стала острой и образовалась четкая перемычка, углы заточки должны соответствовать значениям из таблицы:
Соблюдение этих значений позволит резать кромка всегда первой соприкасается с поверхностью заготовки, что обеспечивает максимальную эффективность инструмента.Длина режущей кромки зависит от угла при вершине. Его соблюдение позволит стружке хорошо войти в паз и выйти наружу. Если сделать угол более острым, ширина разрезаемой полосы увеличится, в результате чего стружка забьет канавку и больше не будет выводиться из отверстия со всеми вытекающими отсюда последствиями. Слишком тупой угол снизит эффективность сверла.
Помол на болгарке
В домашних условиях использовать обычную болгарку не составит труда.Единственное, что желательно, – чтобы станок был оборудован мастером, то есть небольшой площадкой, расположенной перед рабочей поверхностью шлифовального круга. Расстояние между ручкой и концом круга должно быть не более одного миллиметра.
Оптимальная частота вращения шлифовального круга – полторы тысячи оборотов в минуту.
Если сопло очень тупое, т.е. режущие кромки с задними поверхностями стали асимметричными, для правильной заточки инструмента рекомендуется выполнить простую адаптацию, выполнив следующие действия:
- проведите прямую линию на поручень под углом 60 градусов по отношению к рабочей поверхности абразивного диска.Линия должна быть напротив рабочей поверхности;
- на поручень закрепите обрезок металлического уголка, совместив его с намеченной линией, как показано на фото ниже. Те. угол также должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно использовать струбцину. Если часто затачивать, можно просверлить отверстия и закрепить уголок болтами.
Благодаря этому приспособлению можно своими руками прикрепить сверло к задней части угла и таким образом обеспечить угол 60 градусов к задней поверхности.Теперь, когда все готово, можно приступать к работе. В первую очередь нужно установить абразивный диск большого размера и включить станок. Затем нужно правильно подобрать дрель. Для этого положите два пальца правой руки на поручень, а на них положите заточенный инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик заточенного инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь прикрепите инструмент боковой плоскостью к задней части угла и своими руками поднесите к рабочей поверхности точилки.Правая рука должна оставаться неподвижной, а левая, держащая инструмент за хвостовик, должна немного двигаться в вертикальной плоскости, раскачивая сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
Во время заточки образуется большое количество искр, поэтому не забудьте надеть защитные очки, чтобы завершить эту операцию.
По этой схеме сделайте несколько покачивающих движений левой рукой вверх / вниз. Не стоит сильно напрягать руки, дрель не будет рвать, поэтому просто будьте осторожны.Заточив одну заднюю поверхность, следует повернуть сверло левой рукой на 180 градусов и точно так же заточить вторую заднюю поверхность. По завершению убедитесь, что угол заточки сверла, т.е. угол при вершине составляет 120 градусов, что является оптимальным для металлического инструмента. Кроме того, убедитесь, что края и спинка симметричны. Если инструмент далек от идеала, его все равно нужно заточить.
Надо сказать, что в результате движения хвостовика в вертикальной плоскости задняя поверхность закругляется.Поэтому такую заточку называют конической. Применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точилки и затачивается без раскачивания. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Захват дрели при такой обработке показан на фото ниже.
После того, как заточка будет завершена и инструмент приобретет правильную форму, необходимо провести точную настройку.Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и убрать все шероховатости. В результате поверхность должна быть идеально гладкой.
Подносить заточенный инструмент к рабочей поверхности точилки необходимо плавно, чтобы не было удара.
Чтобы убедиться, что работа сделана правильно, попробуйте просверлить отверстие, можно даже не глубокое, и проследите, чтобы край получился ровным и ровным.Это основной показатель заточенного инструмента.
Сверла по дереву тоже абсолютно заточены. Единственное, их угол вверху становится острее – 140 градусов. Соответственно, инструмент подводят к точилке под углом 70 градусов.
Нет заточного станка – болгарка на все случаи жизни
Если у вас нет заточного станка, но вам нужно срочно заточить сверло, можно воспользоваться болгаркой (угловой шлифовальной машиной). Но учтите, что болгарка – один из самых опасных ручных электроинструментов.Нарушение техники безопасности при работе с ним приводит к тяжелым травмам, а иногда и к летальному исходу. Поэтому, если у вас нет опыта работы с угловыми шлифовальными машинами, лучше не экономить, а купить новую насадку.
Если вы все же решили заточить сверло болгаркой, используйте для этих целей только торцевое колесо. Кроме того, желательно, чтобы сама болгарка была небольшой, то есть маломощной. Процесс заточки следующий:
- 1. Шлифовальный станок ставится на горизонтальную плоскость диском вверх, так что диск также находится в горизонтальном положении.Инструмент нужно крепко держать левой рукой, этой же рукой следует управлять кнопкой включения.
- 2. Затем сверло нужно подвести к диску и заточить, стараясь соблюсти заводские углы. В этом случае болгарку нужно включать на минимальную скорость.
Недостатком метода является то, что заточка осуществляется «на глаз», поэтому, если вы раньше не затачивали сверла по металлу, от этого метода лучше отказаться. Неадекватные действия могут испортить инструмент еще больше.
Используем прибор – когда теория не нужна
Самый простой способ заточки сверла по дереву или металлу, не требующий от вас никаких навыков или знаний, – это использовать специальные инструменты для дрели или шуруповерта. Устройство представляет собой насадку с отверстиями разного диаметра.
Для заточки нужно надеть насадку на электроинструмент, затем вставить инструмент в отверстие, соответствующее его диаметру, и повернуть до упора. Специальные пазы позволят зафиксировать сверло в рабочем положении.Учтите, что крайне важно правильно расположить сверло в отверстии, так как только в этом случае обратная поверхность будет обработана под прямым углом. После установки дрели нужно включить электроинструмент и подождать некоторое время, пока одна из его сторон не заточится. Затем заточенный инструмент нужно повернуть на 180 градусов и повторить процедуру.
Недостаток устройства в том, что есть ограничение по диаметру. Минимальный диаметр заточки сверла 3–3.5 мм, а максимум 10 мм. Обычно шаг диаметров составляет 5 мм. Однако для бытовых целей этого вполне достаточно. Стоимость такого устройства находится в пределах от 600 до 4000 рублей в зависимости от производителя. Самыми дорогими считаются изделия немецкого производителя Bosch.
Несколько слов о ремонте сверл по бетону
Все вышеперечисленные способы заточки относятся к металлическим и деревянным инструментам. Однако дрель с наконечником от win тоже может затупиться. При этом проявляет себя так же, как инструмент по металлу – плохо сверлит, быстро перегревается и при работе издает неприятный высокочастотный звук.Надо сказать, что принцип заточки сверл примерно такой же, как и для металлических инструментов, но есть несколько важных нюансов.
Прежде всего необходимо измерить высоту режущей части тупого инструмента. Заточка сверла имеет смысл, если высота не менее 7-10 мм. Если высота меньше, добиться качественного результата не получится, поэтому выгоднее приобрести новую насадку. Для заточки нам понадобится круг с алмазным напылением. Имейте в виду, что твердосплавный наконечник не переносит высоких температур.Следовательно, необходимо работать на минимальной скорости.
Для правильной заточки твердосплавного сверла сначала необходимо подправить края его наконечника, которые первыми «соскальзывают» во время бетонных работ. Углы кромок припоя должны быть ровными, то есть под 90 градусов. Затем тыльные поверхности шлифуются до самой пайки, как показано на фото выше. Если твердосплавная пайка притиралась к стали, необходимо отшлифовать переднюю часть. В противном случае низкоуглеродистая сталь выйдет на поверхность режущей кромки; соответственно, в этом случае невозможно добиться от инструмента эффективности и качества сверления.
Чтобы затачивать корончатое сверло и не перегревать его, используйте в процессе охлаждающую жидкость – воду или машинное масло.
Как и в случае с любым другим сверлом, обязательно проверьте симметрию. Режущие стороны должны быть одинакового размера. Если центр оси сместится, то эффективность инструмента снизится, к тому же отверстия будут неровными. Есть еще одно важное правило – чем жестче кончик, тем острее должен быть угол наверху. Для выигрышных трюков этот угол должен составлять 170 градусов.
Это, собственно, все, что вам нужно знать для самостоятельной заточки сверл.
AutoSpeed - Заточка сверл
| Эта статья была впервые опубликована в 2008 году. |
В наши дни настольные шлифовальные машины невероятно дешевы что в каждой домашней мастерской должен быть такой. Как мы рассказали в Настольные шлифовальные машины можно использовать во множестве для настольного шлифовального станка, в том числе для шлифовки сварных швов и профилирования металла.Но, возможно, Наибольшее применение в реальном мире – заточка сверл.
Давайте посмотрим, как это делается.
Легко, да?
Во-первых, не думайте, что, поскольку это выглядит легко, заточка сверл не требует навыков и практики. Извините, что говорю вам, но Это просто не соответствует действительности.
Особенно при шлифовании небольших сверл очень легко производить “режущие кромки”, которые фактически делают сверло бесполезным для любая работа вообще!
Однако, если вы знаете, как точить сверла (и особенно на что обращать внимание при оценке того, насколько хорошо вы выполнили свою работу), становится намного легче.
Когда точить
Понятно, что заточка сверл нормальная. выполняются, когда они потускнели. Признаки затупившегося сверла включают необходимость более высокого давления, чем нормальное, создание чрезмерного жар, визг и отсутствие прогресса резки.
Однако, возможно, потребуется повторная шлифовка для соответствия другим материалам. По мере покупки сверла имеют режущие поверхности, предназначенные для универсальных работ – сверление стали, Например.Но для получения оптимальных результатов на таких материалах, как пластик, резина или очень Для твердых материалов геометрию сверла лучше всего изменить по сравнению с универсальной формой. Этого легко добиться шлифованием.
Хорошо качественные сверла стоят дорого – очень дорого при больших размерах. Но как только ты грамотно заточить сверла настольным шлифовальным станком можно, можно купить много ваши сверла подержанные, что значительно снижает закупочные цены. |
Условия
На этом этапе я бы хотел, чтобы вы пошли в мастерскую или в ящик с инструментами и взяли большое сверло – то, которое все еще имеет «заводскую» остроту и конец. геометрия. Не стесняйся – иди и сделай упражнение!
Держите дрель вертикально и вращайте до упора. выглядит вот так. Обратите внимание на углы, которые образуют верхние края сверла по отношению к по вертикали – здесь каждая грань расположена под углом 59 градусов, что дает угол наклона 118 градусов. градусов.Это типичный угол при вершине для сверла общего назначения. немного.
Здесь виден угол при вершине для большого Сверло (12,5 мм).
Вращайте сверло пальцами до упора. посмотрите на «пандус» позади одной из двух режущих губ. Если сверло удерживается По вертикали край пандуса образует угол с короткой осью около 12 – 15 градусов. Это называется свободным углом .
Вот оно, 12.Сверло 5 мм ….
… и вот оно выделено.
Заточка
Перед заточкой сверла необходимо иметь очень четкое видение того, что вы делаете. Это значит, что болгарка должна быть яркой. с подсветкой и, если вы носите очки для работы крупным планом, вы должны их надеть. Шлифовальный круг должен быть мелкозернистым, а его поверхность должна быть плоской и квадратный.
Первым шагом в заточке сверла является Отшлифовать угол при вершине .
Встаньте немного левее шлифовального круга, ноги друг от друга. Держите сверло примерно на четверть пути от острия, используя большой и указательный пальцы. Положите эти пальцы на опору для инструмента болгарки. Другой рукой держите сверло за хвостовик.
Удерживайте дрель горизонтально, но подходит к шлифовальному кругу под углом около 60 градусов. Поверните сверло так, чтобы его режущая кромка была параллельна и близка к колесу.Затем сверло может двигаться вперед и точка земли.
Следующим этапом шлифуем губу клиренс.
Поверните хвостовик сверла левой рукой. вниз и влево. Эти движения незначительны. Не забудьте сохранить правая рука поддерживается подставкой для инструмента. Двигая левой рукой, используйте пальцами правой руки, чтобы повернуть дрель по часовой стрелке примерно на четверть оборота и одновременно подайте сверло к шлифовальному кругу.
Попрактикуйтесь в выполнении этих движений с помощью упражнения, которое вы только что принесла с вашего рабочего места. Используйте край стола как «притворяться» шлифовать камень.
Последовательность движений: левая рука вниз и влево, пальцы правой руки вращают сверло по часовой стрелке, обе руки перемещают сверло нападающие. Следите за режущей кромкой (красная стрелка), и вы увидите, что когда вы это сделаете, он движется вперед и от шлифовального круга. Однако если повернуть сверлить слишком далеко, или левая рука не перемещается влево, противоположная сторона режущая кромка (рядом с острием) будет соприкасаться с точильным камнем – не то что хотелось!
Когда угол при вершине и зазор кромки были Заземлите одно лицо, сделайте другое.Убедитесь, что угол при вершине симметричен и по центру.
При шлифовании использовать только легкое давление и часто делайте паузы, чтобы поток воздуха охладил сверло.
Оценка
При обучении затачиванию сверл не заточите целую кучу сверл! Вместо этого заточите одно сверло и попробуйте на куске стального лома, чтобы посмотреть, насколько хорошо он на самом деле сверлит отверстия. Быть честно говоря, многие из моих первых попыток заточки сверл заканчивались сверлами. это было хуже, чем до того, как они были «заточены».Итак, вы должны оценить результаты измельчения, прежде чем продолжить.
Правильно заточенное сверло должно иметь равные углы резания, режущие кромки одинаковой длины и равные угловые зазоры кромок.
Просверлите отверстие в стальном ломе. В дрель не должна дребезжать, визжать или заедать, а также не требует чрезмерного давление. Стружка (стружка) должна быть сплошной и производиться двумя способами. линии, а сверло должно плотно прилегать к просверленному отверстию (т. е. удалить сверло из станка и попробуйте снова в отверстие).
Как Точный?А Имеющаяся у меня книга 1941 года по сверлению и шлифованию делает следующее заявление: В то время как стоит приобрести опыт шлифования спиральных сверл вручную, Следует отметить, что это недопустимо при любых инженерных работах, где требуется точность: сверла будут правильно заточены в инструментальной или будет в наличии соответствующее сверло-шлифовальное оборудование. Следовательно, если необходимо сделать действительно точные отверстия (например, для метчика малого диаметра), это Лучше всего покупать новое сверло для работы. |
Проблемы
Ну и что, если вы заточили сверло и тогда есть проблемы? Следующий этап – свериться с этой таблицей:
Проблема | Причина | Исправить |
Стружка выходит неравномерно Острие сверла качается, сверлильный станок качает Внутренний уступ в основании глухого отверстия Негабаритное или черновое отверстие | Угол смещения вершины – неравная длина режущей кромки или углы | Переточить |
Медленное проникновение Писк или визг | Тупые режущие кромки Недостаточный зазор кромки за одной кромкой | Переточить |
Грейферы буровые | Слишком острый угол при вершине Слишком большой зазор кромки | Заточить заново |
Другой способ найти проблемы – снова визуально осмотрите сверло , особенно обращая внимание на зазор углы .Как показано на следующих диаграммах, глядя на торец сверла, можно оценить фактические зазоры.
Назад ОгранкаЭто не упоминается в учебниках, но многие сверла большого диаметра имеют наклонный вырез сзади за передней губой. По моему опыту, такой разрез может радикально улучшить производительность сверла, поэтому при заточке больших сверл не забудьте, что эти порезы тоже можно отшлифовать. |
Различные материалы
Как мы уже говорили ранее, если вы откажетесь от бурения типичные материалы, такие как сталь, слегка измененная спецификация сверла дадут лучшие результаты.
На этих диаграммах показаны варианты – обратите внимание, что это в первую очередь изменяется угол при вершине, поэтому шлифовальное движение, которое дает клиренс практически не изменился.
Заключение
Острые сверла правильной формы для работа ускоряет работу, позволяет просверливать отверстия с большей точностью и меньше вероятность несчастного случая.Но когда вы начнете затачивать сверла, возьмите медленно и осторожно, проверяя работоспособность сверла и обеспечивая что соблюдаются правильные процедуры шлифования. Затем, когда у тебя хватит сноровки, заточите все сверла в вашем ящике для инструментов!
Заинтересованы в проектах и методах домашней мастерской? Тогда вы наверняка заинтересуетесь Справочником по домашней мастерской, который доступен сейчас. |
Скорости бурения и подачи 2019 [об / мин, калькулятор, диаграмма, формулы]
Примечание : Эта статья – Урок 9 из нашего мастер-класса по бесплатной подаче и скорости
Введение в спиральные сверла и формирование стружки
Спиральное сверло – один из наиболее часто используемых инструментов в арсенале машинистов.По общему мнению, он также имеет одни из самых высоких показателей съема материала среди доступных инструментов. Таким образом, стоит узнать их немного лучше.
Для получения общей информации о спиральных сверлах ознакомьтесь с нашим Руководством по спиральным сверлам с ЧПУ и изготовлению отверстий . Если вы хотите узнать, как добиться максимальной производительности спирального сверла, вы обратились по адресу.
Фактором номер один, влияющим на производительность спирального сверла, является стружкообразование и удаление стружки. Чем глубже отверстие, тем больше вероятность застревания стружки.Идеальная стружка – это короткие скрученные стружки, потому что они легче всего удаляются. Слушайте свою спиральную дрель, чтобы получить устойчивый звук. Если звук начинается и останавливается, значит, происходит застревание стружки. Также обратите внимание на то, выходят ли хорошо скрученные стружки или есть изогнутые стружки. Последнее является признаком заклинивания.
Условия участия
В зависимости от состояния поверхности скорость подачи должна варьироваться в зависимости от поверхности. Примеры:
– Неровная или шероховатая поверхность : уменьшите подачу до 1/4 нормальной скорости подачи, чтобы избежать сколов спирального сверла.
– Выпуклая : Выпуклые поверхности трудно сделать, если радиус выпуклой поверхности не превышает 4-кратного диаметра сверла, а вы вводите перпендикулярно радиусу выпуклости. Если это не так, фрезеруйте плоское место для сверления, прежде чем пытаться сверлить.
– Вогнутая : не пытайтесь выполнить вогнутую поверхность, если радиус не превышает 15 диаметров сверла и сверло не центрируется на вогнутости, а не на стене. Можно просверлить стену вогнутой поверхности.При входе уменьшите подачу до 1/3. Если поверхность не соответствует этим требованиям, отшлифуйте ровную поверхность, прежде чем пытаться сверлить.
– Угловой : Обработка входа и выхода из наклонных поверхностей одинакова. Если вы входите или выходите из угловой поверхности под углом от 2 до 5 градусов к вершине или меньше, уменьшите подачу до 1/3 от нормы, чтобы приспособиться к этому условию прерывистого резания. Для поверхностей, расположенных под углом 5-10 градусов, в идеале используйте сверло, угол при вершине которого соответствует углу поверхности. Если угол больше 10 градусов, перед сверлением необходимо фрезеровать плоскость.
Keep ‘Em Sharp!
Один из самых простых способов улучшить производительность спирального сверла – сделать так, чтобы они оставались острыми. Вы будете использовать чертовски крутые спиральные сверла, и нет ничего более раздражающего, чем скучный кусочек. Если вы сможете заточить спиральное сверло, в спиральном сверле останется много жизни. Точилки для сверл доступны в любом ценовом диапазоне, или вы можете затачивать их вручную на шлифовальном станке. Я использую Drill Doctor, он дешевый и дешевый, имеет все необходимые настройки и позволяет всегда иметь под рукой острые спиральные сверла.
Используйте правильные углы и типы точек
Разные материалы можно затачивать под разными углами. Возможность работать с разными углами – одна из причин иметь под рукой заточный станок или иметь хорошие возможности для ручной заточки сверл. Вы можете найти лучший угол при вершине в справочных материалах, например в Руководстве по оборудованию, или вы можете использовать наш калькулятор G-Wizard, чтобы определить правильный угол при вершине для любого материала, который вы выбрали:
G-Wizard рекомендует для нержавеющей стали серии 300 деление или надрез под углом 135 градусов…
Помимо угла, тип острия также полезен для увеличения производительности спирального сверла.
Обычная точка слева, точка разделения справа…
Более экзотические наконечники требуют немного больше усилий, но они помогают в самоцентрировании сверла, они уменьшают силы резания и лучше ломают стружку.
Предварительное сверление, пилотные или ступенчатые отверстия
Эта практика вызывает много споров. Следует предварительно просверлить пилотное отверстие или нет? А что насчет ступенчатого сверления?
Ценность пилотного отверстия заключается в уменьшении сил сверления вокруг центра отверстия и, надеюсь, в более точном позиционировании сверла.Эффективность пилотного отверстия зависит от его размера относительно большего спирального сверла, которое последует за ним. Как правило, пилоты не рекомендуются для отверстий размером менее 1 дюйма (25-30 мм). Если вы просверливаете отверстие меньшего размера, делайте это без пилота. Это не значит, что вам может не понравиться точечное бурение (см. Ниже), но это отличается от пилотного отверстия на полную глубину.
Зачем отговаривать пилотов? Потому что стружколомание не происходит правильно, если пилотное отверстие слишком велико по сравнению с общим отверстием, и потому что быстрее обойтись без пилотного отверстия для отверстий меньше 1 дюйма или около того.Если вы столкнулись с проблемой стружкодробления, вы легко поймете, что ступенчатое сверление, при котором вы делаете несколько проходов в отверстии все более крупными сверлами, также не рекомендуется.
Есть случай, когда пилотное отверстие может быть полезно для всех размеров отверстий. Когда вы просверливаете глубину более 7 x диаметр сверла, может быть полезно проделать небольшое пилотное отверстие на глубину 2 x диаметр сверла. G-Wizard автоматически предложит этот совет при необходимости.
При сверлении пилотного отверстия сделайте диаметр немного больше, чем толщина стенки большого спирального сверла, которому вы расчищаете путь.
Точечное сверление и другие методы для точного позиционирования отверстий для винтового сверления
Используйте винтовые спиральные сверла машинной длины
Самый простой способ повысить точность сверления – использовать спиральные сверла с винтовой длиной станка вместо длинных. Более короткие биты будут меньше изгибаться и, следовательно, будут более точными. Полноразмерное спиральное сверло в любом случае редко используется при металлообработке, поскольку работа становится более сложной в спешке, чем глубже отверстие.
Точечное просверливание отверстия
Если вы используете твердосплавное сверло или сверло для длинных винторезных станков, то пятно обычно не требуется. Фактически, большинство производителей не рекомендуют точечное сверление твердосплавным сверлом или вставным сверлом, потому что точечное просверленное отверстие более подвержено скалыванию твердого сплава. Вы можете сэкономить много времени, избегая точечного сверления.
При необходимости воспользуйтесь точечным сверлом, чтобы найти отверстие. В то время как многие ручные машинисты используют для этой цели центрирующие сверла, лучше всего подходит точечное сверло с направляющей немалого диаметра.Центровочное сверло – это специализированный инструмент для изготовления отверстий для токарных центров. Пилот малого диаметра – дело хрупкое, а центрирующие сверла излишне дороже, чем точечные сверла.
Вы хотите использовать точечное сверло, угол которого равен или больше угла при вершине спирального сверла. Причина в том, что вы хотите, чтобы спиральное сверло контактировало с отверстием точечного сверла на кончике, а не с краями, для лучшего центрирования.
Вам следует избегать точечного сверла при использовании твердосплавного сверла или при сверлении материалов, которые легко затвердевают.
Для получения дополнительной информации у нас также есть специальная страница “Точечное бурение”.
Совет: кольцевые фрезы или интерполяция для больших сквозных отверстий
Усилия резания увеличиваются в спешке с отверстиями большего диаметра. Мало что так сильно повлияет на пределы мощности машины, как загрузка большого винтового сверла или, что еще хуже, большого сверла с перфорацией для проделывания большого отверстия. Например, для прокручивания 2-дюймового сверла со сменными пластинами из нержавеющей стали серии 300 требуется 8 л.с.
Есть два хороших варианта, в зависимости от того, нужно ли вам сквозное или глухое отверстие.Для сквозных отверстий лучшим выбором может быть кольцевая фреза:
Кольцевая фреза удаляет пробку, создавая кольцеобразное отверстие и оставляя центр нетронутым…
Кольцевые фрезы не должны превращать все отверстие в стружку, а только его окружность, поэтому они могут двигаться намного быстрее и с гораздо меньшей мощностью, чем спиральное сверло аналогичного размера. К сожалению, если они не пройдут до конца, невозможно извлечь оставшуюся пробку, поэтому они годны только для сквозных отверстий.
Альтернативой для глухих отверстий (которая также работает со сквозными отверстиями, но не так быстро) является использование концевой фрезы и интерполяция отверстия.
Методы обработки более глубоких отверстий
Что такое глубокая дыра?
Глубокое отверстие – это любое отверстие глубиной более 5 диаметров. Чем глубже отверстие, тем сложнее становится извлечение стружки. Из-за этого вы должны уменьшать подачу и увеличивать скорость по мере того, как отверстие становится глубже.
Вот удобная таблица с описанием методов сверления глубоких отверстий:
Для получения полной информации ознакомьтесь с нашим руководством по сверлению глубоких отверстий.
Страница не найдена | Департамент обучения и развития персонала
Страница не найдена
Добро пожаловать на новый веб-сайт Департамента обучения и развития персонала. Вы попали сюда, потому что информация, которую вы искали, имеет новое местоположение, больше не доступна или URL-адрес, который вы использовали, неверен. Используйте главное меню, чтобы найти то, что вы искали, воспользуйтесь функцией поиска в верхней части страницы или просмотрите следующий обзор содержания нового веб-сайта, чтобы найти нужную информацию.Или вы можете перейти на нашу домашнюю страницу, чтобы узнать больше о том, что доступно.
Этот веб-сайт был запущен 15 декабря 2016 года с новым дизайном и реорганизацией контента, так что теперь он больше соответствует нашим клиентам и заинтересованным сторонам, а информацию легче находить. Кроме того, новый веб-сайт соответствует всем требованиям правительства штата, включая доступность, и удобен для мобильных устройств.
Мы будем рады вашим отзывам о новом веб-сайте. Напишите нам по электронной почте через веб-сайт @ dtwd.wa.gov.au.
1513913721
Что на сайте
Обучение
В этом разделе представлена информация о профессиональном образовании и обучении для учащихся, родителей и сотрудников, такая как выбор учебного курса и / или учебного заведения, ученичество и стажировка, курсы базовых и справедливых навыков, стоимость курсов и ПОО для учащихся средних школ. программы.
Работа и навыки WA
Информация о вакансиях и навыках WA, включая подробную информацию о субсидируемых учебных курсах. В этом разделе доступен отраслевой квалификационный список Priority (PIQL).
Карьерный рост
В этом разделе вы найдете информацию и ссылки на ресурсы и инструменты, которые помогут вам в развитии вашей карьеры и планировании.
Развитие персонала
В этом разделе представлена информация о модели планирования и развития персонала в Западной Австралии, а также информация о рынке труда Западной Австралии.Список приоритетных занятий штата – SPOL – находится в этом разделе.
Онлайн-сервисы
Здесь мы предоставили ссылки на услуги, которые Департамент предлагает в Интернете.
О нас
В этом разделе содержится корпоративная информация Департамента, включая политики и инструкции. Контактная информация наших сервисных центров также доступна здесь.
Офис ученичества
Управление ученичества регистрирует и управляет контрактами на обучение и регулирует систему ученичества / стажировки в Западной Австралии.
1513820918
Провайдеры обучения, практики ПОО и школы
Вся информация, инструменты и ресурсы, относящиеся к программам ПОО, доставке и оценке, доступны через «стикер» на главной странице или значок в правом углу главного меню.
Это включает в себя нашу программу повышения квалификации, грамотность и навыки счета, политику и руководящие принципы, SPOL, информацию о требованиях к отчетности, Регистр квалификаций классов A и B , руководства по номинальным часам и Поиск продуктов для обучения, учебный центр управление и ресурсы для контрактных поставщиков и реферальных агентов по участию.
1486449314
Последнее обновление страницы: 22 января 2021 г.
Приспособление для 4-гранной заточки с использованием всякой всячины в магазине
Привет, ребята, Давно нет поста. Мое хобби машиниста идет рывками, и через несколько месяцев у меня не будет желания играть в мастерской. Затем приходит идея для проекта, и я готов к работе. На этот раз ничем не отличается.Мне очень хотелось увидеть, какой ажиотаж вокруг заточки четырехгранных сверл, и я подумал, что вам, ребята, понравятся результаты и процесс.
Мне повезло, что у меня есть плоскошлифовальный станок и старый чашечный развальцовщик, и я решил, что самая сложная часть уже сделана. Итак, мне просто нужно было придумать, как использовать вещи в магазине, чтобы снять остальное … Увидев мой спин-индексатор и набор цанговых патронов 5C, я подумал, что мне нужно держать сверло и способен точно индексировать биту на 180 градусов, чтобы точить обе губы. После этого мне понадобился способ наклона спинового индексатора к первичному и вторичному углам рельефа.Я пережевал это некоторое время и попробовал несколько вещей: угловые тиски (наклоняется в неправильном направлении, и ручка затяжки мешает, если я поверну его), наклонный стол (слишком сложно установить и затянуть) и несколько других идей, которые не принесли результата.
В любом случае, магнитный патрон моей кофемолки не был достаточно глубоким, чтобы удерживать спин-индексатор, и все же оставлял мне достаточно движений вперед и назад, надежно удерживая спин-индексатор с выступающей коронкой. Я подумал, что стальная пластина на магнитном патроне, нависающая над передней частью шлифовального станка, решит эту проблему.Я начал оценивать шлифованную сталь и пластину CI и получил ударную наклейку! Большой $$$. Итак, зная, что у меня болталась старая стальная пластина 3/4, я разрезал ее и снова сварил вместе в форме буквы Т, а затем отшлифовал ее на плоской шлифовальной машине.
Возвращаясь к возможности наклонять спин-индексатор, наконец-то меня осенила идея использования синусоидальной пластины … Проблема была в том, что у меня ее не было. Я поспрашивал на работе, и несколько старших сотрудников вспомнили, что у нас где-то был один из них. Примерно через полчаса поисков я нашел его и смог одолжить на выходные.У меня есть набор калибровочных блоков, но мне было любопытно, какие первичные и вторичные углы я бы получил, используя вместо 123 блок: 11,5 градуса и 23,5 градуса. Для меня это звучало достаточно разумно …
Теперь у меня было все, что мне нужно, и я ничего не тратил.
Вот изображение установки:
Вот вид крупным планом:
и крупный план первого сверла с установки, монстр 1-1 / 16 серебра и деминг:
Я зажал его в задней бабке токарного станка, вставил кусок алюминия в патрон и просверлил его насквозь.Ни пилотного отверстия, ни центрального сверла, ничего. Так же, как я бы сказал о четырехгранном шлифовании, они требуют гораздо меньшего осевого усилия для сверления и намного меньше ходят.