Улитка для холодной ковки своими руками с фото и видео
Мы расскажем про принцип работы улитки для ковки, ее преимущества и разновидности, простейшие чертежи и технологию самостоятельного монтажа.
Элементы в виде завитков, выполненные из прутков, широко применяются в дизайне придомовых территорий и интерьере жилых помещений. Для их изготовления используется специальные приспособления. Одно из них — это улитка. Домашние мастера часто конструируют это устройство из подручных материалов сами. Если вы также хотите знать, как изготавливается улитка для холодной ковки своими руками, то эта статья для вас. Из нее вы узнаете принцип работы этого устройства, его преимущества и разновидности, простейшие чертежи и технологию самостоятельного монтажа.
Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала.
 Она приводится в движение с помощью трех рычагов.
Она приводится в движение с помощью трех рычагов.Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму.
Монолитная неразборная улитка
Изготавливается она так:
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка.
 Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются. - Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
 Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.

Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
 ” src=”https://www.youtube.com/embed/k_x898EhfiY?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
” src=”https://www.youtube.com/embed/k_x898EhfiY?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Чертежи улитки для ковки
Начинающие мастера часто обходятся без чертежа, нанося контуры улитки на само основание без всяких расчетов. Для первого раза это допустимо, но, если вы хотите сделать качественный станок улитку для холодной ковки, то нужно, все-таки, пользоваться чертежами, в которых рассчитаны все параметры. В зависимости от выбранного вида конструкции улитки существуют разные варианты их чертежей, по которым изготавливают эти приспособления. Например, схема устройства улитки, изображенной на фото, показана ниже.
На схеме также описан принцип работы такого станка, в котором использован привод с помощью трех рычагов, вращающих вал и улитку.
Изгиб осуществляется после жесткого закрепления конца заготовки за первый завиток шаблонной формы с помощью фиксатора и последующего наматывания прутка вокруг вращающегося спиралевидного шаблона при вращении вала.
Познакомившись с устройством разных видов «Улитки» и особенностями их применения, а также посмотрев видео с примерами самостоятельного изготовления этого приспособления, вы можете приступать к созданию выбранной вами конструкции станка. А если у вас есть опыт в изготовлении таких устройств, то вы можете поделиться им в комментариях к этой статье и дать советы начинающим мастерам.
Улитка для холодной ковки своими руками: чертежи и размеры
С древнейших времен человечеству известна горячая ковка. Раскаленную для повышения пластичности заготовку подвергали формовке ударам тяжелого молота. Так получали оружие и инструменты, домашнюю утварь и украшения.
- Горячая художественная ковка металла
- Ковка
Горячая ковка требует высокой квалификации и опыта кузнеца, больших затрат труда, материалов и сложного оборудования. Холодная ковка позволяет изготавливать изделия из квадратного и круглого проката, не устанавливая дорогого и громоздкого оборудования и не налаживая сложных технологических процессов.
Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры. В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера. Технология вполне доступна для освоения в домашней мастерской.
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.

Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Многие домашние мастера сделали улитку – станок для холодной ковки самостоятельно, не используя для этого дорогих компонентов.
Виды, устройство и принцип работы улитки
Применяется несколько разновидностей популярного станка. Все они, независимо от деталей устройства улитки, используют общий принцип работы. Полосу или пруток металла с силой прижимают к неподвижному шаблону или к подвижному лемеху улитки, заставляя принять заданную чертежом форму.
Различают:
- монолитную неразборную улитку, использующую неподвижный металлический шаблон. Используется для производства серий одинаковых изделий
- съемную конструкцию — изгиб осуществляется вокруг штифтов, вставляемых в отверстия на массивной плите. Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.
- Разборные улитки с вращением — более сложные по конструкции, но позволяющие получать идентичные изделия сложной формы с большой точностью
 Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.
Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.Изготовление простой улитки своими руками
В процессе работы по технологии холодной ковки прикладываются значительные усилия. Поэтому, прежде чем сделать улитку для холодной ковки своими руками, потребуется существенно укрепить обычный верстак или построить новый.
Самостоятельную сборку станка надо проводить на столешнице, сделанной из плиты толщиной как минимум 4 мм. Далее для изготовления самодельной улитки для холодной ковки понадобится чертеж. На него надо нанести контур будущего изделия, и вписать по внутренней стороне этого контура очертания неразборного шаблона или сегментов разборного.
Как сделать улитку для холодной ковки
Далее будет рассмотрено изготовление трех вариантов улитки для холодной ковки:
- Монолитной неразборной
- Съемной конструкции
- Разборной улитки с вращением
В зависимости от возможностей домашнего мастера, планов производства изделий, количества разных типоразмеров можно выбрать один из этих вариантов исполнения.
Монолитная неразборная улитка
Особое внимание нужно уделить разработке схемы шаблона, поскольку после приварки к плите внести коррективы в размеры и конфигурацию будет весьма затруднительно. Витки будущего завитка следует располагать на расстоянии 12-13 мм, учитывая, что в образующиеся пазы должен поместиться 10-мм пруток.
Монолитная неразборная улиткаОснование диаметром 80 см вырезается из пластины толщиной от 4 мм, далее по чертежу из полосы толщиной от 3 мм вырезается и формуется шаблон для завитка.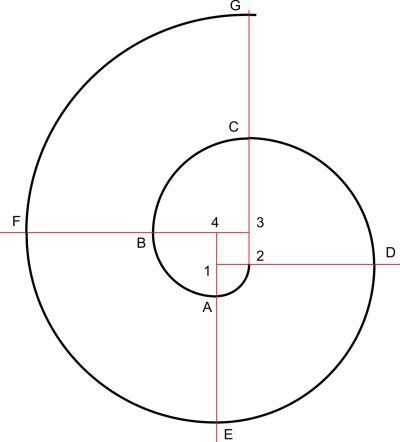 Для облегчения гибки его следует прокалить, далее сделать косую фаску по верхней стороне, а нижнюю приварить к основанию по контуру.
Для облегчения гибки его следует прокалить, далее сделать косую фаску по верхней стороне, а нижнюю приварить к основанию по контуру.
Основание крепится к станине болтами или струбцинами. Такое крепление позволяет оперативно применять разные шаблоны по мере надобности
Съемная конструкция
Шаблон для холодной ковки делается из стальной пластины не тоньше 10 мм и крепится на основании резьбовыми соединениями. Изготовление изделия начинают с внутреннего завитка. В паз на внутреннем сегменте шаблона зажимают конец заготовки.
Съемная конструкция улитки
Для страховки можно дополнительно прижать его малой струбциной. Используя рычаг с большим плечом, изготовленный из прутка сечением 2 см, на шаблон накручивают с усилием оставшуюся часть заготовки. Конструкцию можно улучшить, применив рычаг с закрепленным на нем подвижным подшипником.
Разборные улитки с вращением
В этом варианте шаблон улитки, называемый лемехом, закрепляется на массивной плите толщиной 4-10 мм, Изменение формы заготовки производится путем вращения вала, в котором закреплен ее свободный конец.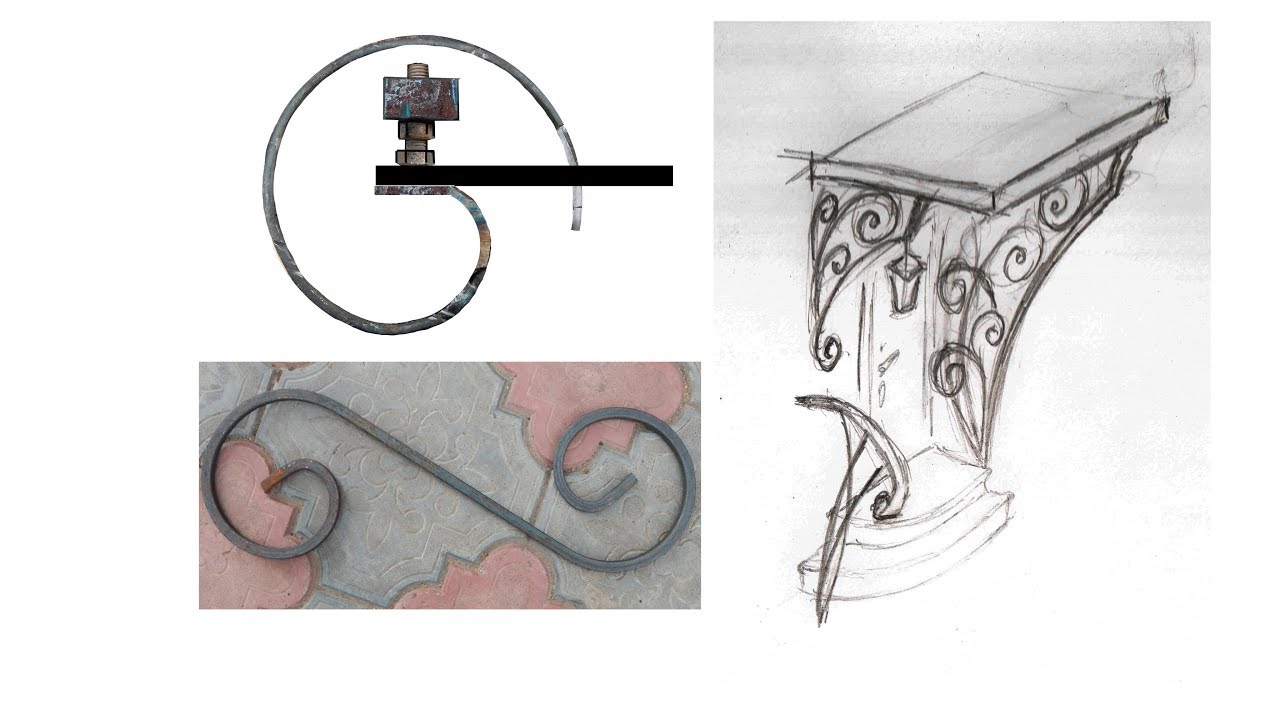 Вал вращается с помощью рычага или ворота, приваренного к его верхнему концу. Лемех может выполняться из нескольких сегментов, соединенных между собой шарнирными пальцами. Кривизна поверхности лемеха меняется специальными регулировочными винтами. В поверхности основания нужно сделать систему отверстий для крепления сегментов лемеха в заданном чертежом положении.
Вал вращается с помощью рычага или ворота, приваренного к его верхнему концу. Лемех может выполняться из нескольких сегментов, соединенных между собой шарнирными пальцами. Кривизна поверхности лемеха меняется специальными регулировочными винтами. В поверхности основания нужно сделать систему отверстий для крепления сегментов лемеха в заданном чертежом положении.
Разборные улитки с вращением
Улитку для холодной ковки с разборным лемехом с шарнирными штифтами затруднительно сделать в условиях домашней мастерской. Быстрее и дешевле будет заказать эти детали на производстве. Своими руками лучше изготовить разборный лемех без шарниров. Требуется изготовить чертеж деталей шаблона и обозначить на нем отверстия для крепления.
В основании сверлится система отверстий для крепления частей лемеха в разных положениях, обеспечивающих различную кривизну.
Теперь можно, переставляя крепления из отверстия в отверстие, изготавливать завитки различных радиусов.
Чертежи улитки для ковки
Начинающие мастера часто пренебрегают важностью этапа конструкторской проработки и делают шаблоны для холодной ковки на глазок. Этого может быть достаточно, чтобы «почувствовать металл» и понять суть процесса своими руками.
Чертеж улитки для ковки
Но если вы хотите в результате получать красивые изделия, а тем более, если задумали выпуск серии одинаковых элементов- то при изготовлении станка не обойтись без точных расчетов всех параметров — углов и радиусов сгиба, моментов вращения, предельных усилий и других. Точный расчет позволит своими руками создать качественный станок-улитку для холодной ковки, который прослужит долго и будет радовать удобством работы и качественной эстетичной продукцией.
как сделать своими руками и чертежи для изготовления самодельного станка
На чтение 6 мин Просмотров 13. 2к. Опубликовано Обновлено
2к. Опубликовано Обновлено
Для холодной ковки нужны несколько , это всем известно. Какой из них идет под номером один, то есть самый важный? Без которого холодная ковка не получится? Ответ один: только улитка для холодной ковки. Если разобраться, то имея в арсенале лишь этот станок, можно создавать чудесные кованые изделия из металлических завитков – от простых в исполнении до настоящих ажурных художественных произведений.
К счастью, улитки относятся к станкам, которые можно сделать своими руками без потери качества изделий.
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Улитка для ковки – чертеж.Конечно, улитку можно снабдить приводом с электродвигателем. Но перед этим нужно хорошенько обдумать целесообразность этого привода. Главным аргументом за электрическое дополнение является большой объем работ.
Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами – от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
 youtube.com/embed/sWfyehjund8?feature=oembed”>
youtube.com/embed/sWfyehjund8?feature=oembed”>
Начинаем с простого: монолитная улитка
Что такое работа мастера, и чем она отличается от остальных работ? Мастер делает любую, даже самую простую работу с чувством, толком и… удовольствием. Какое может быть удовольствие при самостоятельном производстве примитивного станка?
Штамп улитка.А вот какое – четко структурированные запланированные этапы работы:
- Чертеж с продуманными размерами, который можно нанести на бумагу, а можно прямо на основание кондуктора. Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм.
- Основание станка должно быть достаточно массивным, вырезать его нужно из стали толщиной не меньше 4-х мм. Форму лучше делать круглую, диаметр круга должен быть больше диаметра улитки. Чаще всего размер основания делают около 70-ти мм.
- Для изготовления завитка металлическая полоса должна быть немного тоньше, чем для основания: достаточно будет 3-х мм. Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.
- Форму завитка из стальной полосы нужно приварить к основанию, которое, в свою очередь, крепко зафиксировать на станине. Не забывайте, что ваш станок должен будет выдерживать очень серьезные нагрузки, поэтому не жалейте сил и времени на максимальную прочность и массивность всех его элементов и, самое главное, крепости их соединения. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.
 Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм.
Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.
Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.Разнообразие завитков: съемные конструкции
Модульная улитка отличается от монолитной одним: вместе намертво приваренного стального шаблона в основании наносятся отверстия для крепления разных шаблонов. Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
Шаблоны улитки для ковки могут состоять из нескольких частей. В этом случае деформация прутка проводится с помощью вращения кондуктора.
Такой для холодной ковки состоит из следующих частей:
- прямоугольное основание из толстого металлического листа, толщина от 4-х до 10-ти мм;
- разборный шаблон, может состоять из нескольких частей на шарнирных штифтах;
- вращающийся вал;
- приводной рычаг для вращения вала.
Такую улитку крепить к основанию нужно с помощью фиксации через просверленные отверстия в разных положениях. Сборные части завитков на основании меняются, в результате чего завитки получают разную кривизну. Крутизна дуги также регулируется специальными винтами на соединительных шарнирах.
Честно говоря, такую «шарнирную» опцию самостоятельно сделать очень и очень непросто. Чаще всего мастера поступают следующим образом: покупают готовые штампы, которые крепят на станину с основанием.
Если вы делаете станок сами, лучше обойтись без шарниров. Вместо этого можно изготовить более простой вариант, чтобы крепить шаблоны с различными радиусами на одном и том же основании. Для этого достаточно просверлить в основании отверстия в разных местах. Сегменты контура крепятся на болты в местах, где совмещаются отверстия шаблона и основания.
Вместо этого можно изготовить более простой вариант, чтобы крепить шаблоны с различными радиусами на одном и том же основании. Для этого достаточно просверлить в основании отверстия в разных местах. Сегменты контура крепятся на болты в местах, где совмещаются отверстия шаблона и основания.
Не игнорируем чертежи! Можно, конечно, нанести без всяких расчетов рисунок завитка прямо на основание – «не париться». Так часто поступают новички. Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Чертежи пригодятся вам не только . Они станут чрезвычайно полезным подспорьем в расчете материалов, на которые вам так или иначе придется потратиться. Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Холодная ковка на улитке остается самым популярным видом работ по металлу серди любителей. Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Улитка для холодной ковки своими руками: инструкция
Изготовить красивый забор из металлического прута по силам любому владельцу небольшой мастерской. Основными декоративными элементами, создающими рисунок полотна, являются улитки для холодной ковки, которые можно создать своими руками. Спирали различных размеров выкладываются в рисунок, прихватываются сваркой. Получаются сказочно красивые кружева из грубого металла.
Спирали различных размеров выкладываются в рисунок, прихватываются сваркой. Получаются сказочно красивые кружева из грубого металла.
Холодная ковка выполняется на различных приспособлениях, простых по своей конструкции. Купить кондуктора сложно, проще сделать самостоятельно. Улитки изготавливаются различными способами. Каждый мастер чертит свой образец. Оптимальным является форма золотого сечения.
Улитки для холодной ковкиВиды устройство и принцип работы улитки
Спираль, полученная прутком после гибки, полностью зависит от формы и размеров кондуктора для художественной ковки. Если он неразборный, то для каждого узора нужно делать отдельный инструмент. Бывают разные виды кондукторов для художественной холодной деформации тонкого проката: от приспособлений ручной гибки, до модернизированных трубогибов. Без промышленного оборудования сделать своими руками можно только следующие виды улиток для холодной ковки:
- монолитную;
- съемную;
- разборную.
Устройство и принцип действия самодельных улиток довольно просты. Сначала конец прутка зажимается в центре спирали, а затем прокат гнут по наружной поверхности кондуктора. На простейшем оборудовании мастер с прутом ходит вокруг улитки, вручную и с помощью рычага, укладывая его в кондуктор. При использовании подвижного приспособления, используется рычаг для вращения.
Сначала конец прутка зажимается в центре спирали, а затем прокат гнут по наружной поверхности кондуктора. На простейшем оборудовании мастер с прутом ходит вокруг улитки, вручную и с помощью рычага, укладывая его в кондуктор. При использовании подвижного приспособления, используется рычаг для вращения.
Кондуктор можно располагать горизонтально и сделать приспособление со штурвалом, когда штамп будет вращаться вертикально. Холодная ковка с ручной гибкой возможна на малых сечениях прутка (до 12 мм).
Технические характеристики конструкции
Размеры улитки для холодной деформации определяются диаметром изгибаемого проката и требуемым размером завитка. Предварительно делается эскиз рисунка кованого изделия. Разбивается на отдельные элементы. Под каждую спираль изготавливается кондуктор — улитка или любой другой.
Простейшие станки для холодной ковки имеют массивную, прочную стойку, на верхнем торце которой находится паз для фиксации пластины с кондуктором. Деформация осуществляется за счет усилия рук мастера. Он зажимает конец прутка и ходит вокруг приспособления.
Он зажимает конец прутка и ходит вокруг приспособления.
При наличии поворотного стола и рычага, возможно изготовление улиток для проката большего сечения.
Изготовление простой улитки своими руками
Станок улитка обычно имеет сменные кондукторы разного размера. Сначала чертится шаблон инструмента для холодной ковки. Затем по нему изготавливается улитка — кондуктор, точнее открытый штамп для навивки. Вырезается улитка нужной формы и крепится к основанию.
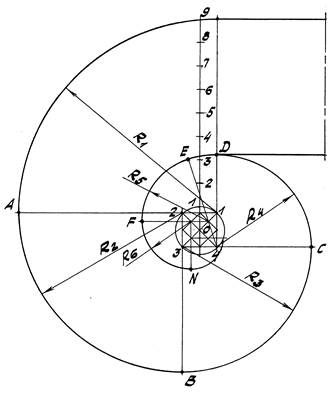
Наиболее эстетично выглядят спирали, изготовленные по принципу золотого сечения. Для этого надо нарисовать квадрат, со стороной равной размеру сечения прутка, для которого готовится кондуктор. Затем циркуль поочередно ставят к каждой вершине квадрата и по часовой стрелке проводят линию. Линия должна заканчиваться возле луча, на котором стоит ножка циркуля.
Как своими руками сделать улитку для холодной ковки
Сначала следует выбрать модель инструмента, затем начертить эскиз конструкции и создать шаблон будущей спирали. Исходить надо из количества деталей, которые планируется делать, их типоразмеров. Для изготовления забора вокруг собственного дома, можно использовать неразборной инструмент.
Исходить надо из количества деталей, которые планируется делать, их типоразмеров. Для изготовления забора вокруг собственного дома, можно использовать неразборной инструмент.
Монолитная неразборная улитка
Неразборной кондуктор можно за два часа изготовить в условиях гаража при наличии сварочного аппарата:
- На листе бумаги делается эскиз будущей улитки в натуральный размер.
- Из листа металла толщиной 4–5 мм вырезается полоса шириной 40 мм.
- Полоса сгибается на трубогибе, постоянно подгоняясь под шаблон. Можно использовать самодельный станок с пальцем и ограничителем движения листа на раскручивание.
- Срезать на конус полосу от первого вика до конца. Минимальный размер остается 20 мм.
- Приварить плоским торцом полученную спираль к металлической пластине размером примерно 10×200×200.
После остывания самодельный штамп готов к работе.
Съемная конструкция
Съемный кондуктор изготавливается из листа толщиной минимум 10 мм. В идеале, если спираль будет вырезана на станке с ЧПУ, но можно изготовить самостоятельно. На лист наносят контуры будущей детали и вырезают болгаркой. При наличии фрезера, делается шаблон, и обработка производится с применением копировальной втулки.
Для крепления к основанию в изготовленной спирали подмечаются и сверлятся отверстия под болты. Инструмент быстро сменяется и можно делать различные спирали с минимальной затратой времени на смену материала.
Разборные улитки с вращением
Кондуктор сложной формы считается наиболее сложным в самостоятельном изготовлении. Позволяет делать на одном штампе спирали с различным количеством витков.
Разборная поворотная улитка представляет собой съемную модель, изготовленную из нескольких сегментов. Сначала можно изготовить из листа большую, многовитковую спираль. Затем разрезать ее на несколько сегментов. Рез должен быть очень тонким и проходить под углом. В каждом сегмента делается 2 отверстия и в них вставляются штыри. Для точной сборки кондуктора, их надо делать методом подметки по платине.
В процессе гибки прутка сегменты добавляются до нужного размера завитка. Разборные улитки, сделанные по формуле золотого сечения, универсальны.
Станок для холодной ковки чертежи и размеры своими руками улитка фото
Станок Улитка для холодной ковки своими руками: чертежи, размеры, фотоСтанок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Машинная холодная ковка, индукционная ковочная машина, оборудование для ковки металла (JLC-80)
Описание продукта
Главная I0003 схема инвертора в параллельном соединении, которая имеет высокую адаптивность нагрузки. Основные детали Введение 1. Германия SIEMENS INFINEON IGBT-модуль. (Частота колебаний 40-60 кГц, быстрое время отклика, сверхвысокая стабильность, сварка практически без брызг) Модель JLC-80 кВт Потребляемая мощность 3 фазы 380 В 50/60 Гц Макс. Мощность колебаний макс. 80 кВт Макс. Входной ток 135A Постоянный ток 150A Частота колебаний 10-30 кГц Синхронизация 1M-99.99M
1S-99.99S
0.01S-99.99S Желание охлаждающей воды 0.4Mpa Рабочий цикл 100% 40 ° C Размеры (Д * Ш * В) Генератор 550 * 790 * 1050 мм трансформатор 560 * 430 * 540 мм Вес нетто 80 кг / 55 кг Длина кабеля 2-6 (метры)
2. Japan Nichicon электролитический конденсатор. (Конденсатор фильтра)
3. Импортированный транзисторный интегрированный блок.
4. Все водопроводные трубы используют , термостойкость , Устойчивость к высокому давлению, материал высшего качества.
5. Приняты основная плата, сигнальная цепь, плата привода, плата управления и компоненты: Toshiba, Hitachi, Motorola, ведущих китайских производителей.
6. Международные передовые твердотельные
7. Техническое преимущество : совершенное управление, схема индикации тревоги, получение полностью автоматического отслеживания частота , непрерывная регулируемая мощность, надежная надежная защита, четкое отображение данных и т.д.
8. Преимущества превосходства : быстрый нагрев, широкое применение, малый размер, легкая установка, простота в эксплуатации, низкое энергопотребление, высокая эффективность.
Фотографии продукта
Упаковка и отгрузка
Список принадлежностей в упаковке
| Артикул | Наименование машины или деталей | Спецификация | Количество |
| Генератор JLC-80KW | – | 1 шт. | |
| 2 | Трансформатор JLC-80KW | – | 1 шт. |
| 3 | Ножная педаль | 3-ядерный | 1 шт. |
| 4 | Индукционные катушки | – | 2 комплекта |
| 5 | Соединительные кабели | – | 1 комплект |
| 6 | Руководство по эксплуатации | – | 1 шт. |
| 7 | Каталог продукции | – | 2 комплекта |
Информация о компании
Профиль компании:
Dongguan Jinlai Electromchanical Device Co., ООО. основана в 1996 году,
, которая занимается исследованиями и разработками, производством и продажей твердотельной индукционной нагревательной машины
профессионально. Несколько старших специалистов по индукционному нагревательному оборудованию собрали здесь
, которые инициируют индукционные нагревательные машины с защитой окружающей среды
и высоко эффективное сохранение энергии, положительно и усердно.
Наши услуги
Предпродажное обслуживание:
1.рекомендовать наиболее подходящую машину для клиентов, в соответствии с их требованиями.
2. Справочная и консультационная поддержка.
3. Пример поддержки тестирования.
4. Посмотреть наш завод.
Сервисное обслуживание:
1. Строго изготавливать станок в соответствии с техническими стандартами.
2. Выполните пробный запуск в соответствии с действующими правилами испытаний оборудования.
3. Строго проверьте машину, перед доставкой
4. Доставка в срок.
Послепродажное обслуживание:
1.Гарантийный срок 12 месяцев
2. В течение одного года бесплатной гарантии, любой неисправности, вызванной неискусственной причиной, какими-либо проблемами качества, такими как дизайн, изготовление или процедура, Jinlai предоставит запасные части после обнаружения неисправностей.
3. Если в течение гарантийного периода возникнут какие-либо серьезные проблемы с качеством, Jinlai вышлет технику по техническому обслуживанию.
5. Jinlai обеспечит покупателю выгодную цену на всю жизнь материалами и запасными частями, используемыми при эксплуатации системы, обслуживании оборудования.
6. Вышеуказанные требования являются только основными требованиями послепродажного обслуживания, мы сделаем больше обещаний, связанных с механизмом обеспечения качества и гарантии эксплуатации.
FAQ
Китай Поставки Индукционный нагреватель
Вопросы и ответы:
1. В какие страны экспортируется ваша продукция?
Наша продукция продается по всему миру и имеет соответствующие сертификаты.
2. Как насчет гарантии?
Все наши продукты имеют гарантию качества сроком на один год, в течение гарантийного срока замена запасных частей бесплатна. И мы обеспечиваем жизни долгое время техническую поддержку и другую помощь.
3.Как установить машину?
У нас есть инструкции по установке на бумаге и видеоролики, которые мы будем обучать до тех пор, пока вы их не изучите.
4. Какой порт экспорта вы используете?
Любой порт Китая, обычно мы будем использовать порт Шэньчжэнь, Гуанчжоу, Гонконг, его можно назначить как вам угодно.
5. Как насчет условий оплаты и времени доставки?
Условия оплаты для небольших машин: 100% T / T / Western Union / Наличными.
Большие машины и большое количество: 30% депозита, 70% до отгрузки (мы будем снимать весь процесс доставки для подтверждения клиента) и сопутствующие документы. Вы можете оплатить T / T, L / C, Western Union или другими способами.
Срок доставки небольшого станка – 7 дней, большего – 15 дней, мы доставим товар вовремя.
6.Как мне поступить, если я оплатил, но не могу получить товар?
Международный веб-сайт Alibaba является известной торговой платформой, которая в те годы была зрелой, каждый ее поставщик заплатил большой фонд целостности, и у нас есть лицензии на ведение бизнеса в Китае, которые можно проверить на официальном сайте Китая или мы можем показать вам, поэтому что ситуация никогда не будет появляться, пожалуйста, будьте уверены.
7. Ваш товар имеет сертификат ISO9001 или CE?
Да, все наши товары имеют сертификаты ISO и CE.Все машины высокого качества.
8. Какова ваша природа вашей компании: дилер или завод?
Мы являемся производителем и имеем большой завод, тепло приглашаем Вас посетить наш завод и связаться с нами.
Супераудиочастотная серия
Супераудиочастотная серия (10-30 кГц)
| Модель | JLC-30 | JLC-50 | JLC-60 | JLC-80 900 12048 | JLC |
| Потребляемая мощность | 3 фазы 380 В 50/60 Гц | ||||
| Макс. Мощность | 30 кВт | 50 кВт | 60 кВт | 8049 | 120 кВт |
| Макс. Входной ток | 48A | 63A 900 | 90A | 135A | 195A |
| Постоянный ток | 60A | 80A | 120A | 150A | 250A |
| Частота колебаний | 10-30 кГц | 10-30 кГц | 10-30 кГц | 10-30 кГц | 10-30 кГц |
| Синхронизация | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M- 99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S |
| Желание охлаждающей воды | 0.2Mpa | 0.3Mpa | 0.3Mpa | 0,4Mpa | 0,5Mpa |
| Рабочий цикл | 100% 40 ° C | ||||
| Вес нетто | 60 кг / 30 кг | 65 кг / 45 кг | 70 кг / 45 кг | 80 кг / 55 кг | 110 кг / 90 кг |
| Длина кабеля | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) |
Станок для холодной ковки в холодной штамповке (JLC-80)
Описание продукта
Главная Особенность
-параллельная инверторная цепь I0003- , который имеет высокую нагрузочную способность.
- Комплексная конструкция с полной нагрузкой доступна для 24-часовой непрерывной работы.
- Цифровая фазовая синхронизация реализует следующую частоту автоматически.
- Дизайн в модулях. Он установлен и удобен в использовании без отладки.
- Идеальная функция защиты, обеспечивающая надежность и простоту обслуживания оборудования.
- Метод преобразования частоты по резонансу повышает эффективность всего оборудования более чем на 95%.
- Экономия и защита окружающей среды, он может заменить газовую / угольную / электронную ламповую машину индукционного нагрева.
| Модель | JLC-80 кВт | |
| Потребляемая мощность | 3 фазы 380 В 50/60 Гц | |
| Макс. Мощность колебаний макс. | 80 кВт | |
| Макс. Входной ток | 135A | |
| Постоянный ток | 150A | |
| Частота колебаний | 10-30 кГц | |
| Синхронизация | 1M-99.99M 1S-99.99S 0.01S-99.99S | |
| Желание охлаждающей воды | 0.4Mpa | |
| Рабочий цикл | 100% 40 ° C | |
| Размеры (Д * Ш * В) | Генератор | 550 * 790 * 1050 мм |
| трансформатор | 560 * 430 * 540 мм | |
| Вес нетто | 80 кг / 55 кг | |
| Длина кабеля | 2-6 (Метры) | |
Основные детали Введение
1. Германия SIEMENS INFINEON IGBT-модуль. (Частота колебаний 40-60 кГц, быстрое время отклика, сверхвысокая стабильность, сварка практически без брызг)
2. Japan Nichicon электролитический конденсатор. (Конденсатор фильтра)
3. Импортированный транзисторный интегрированный блок.
4. Все водопроводные трубы используют , термостойкость , Устойчивость к высокому давлению, материал высшего качества.
5. Приняты основная плата, сигнальная цепь, плата привода, плата управления и компоненты: Toshiba, Hitachi, Motorola, ведущих китайских производителей.
6. Международные передовые твердотельные полупроводниковые силовые устройства .
7. Техническое преимущество : совершенное управление, схема индикации тревоги, получение полностью автоматического отслеживания частота , непрерывная регулируемая мощность, надежная надежная защита, четкое отображение данных и т.д.
8. Преимущества превосходства : быстрый нагрев, широкое применение, малый размер, легкая установка, простота в эксплуатации, низкое энергопотребление, высокая эффективность.
Фотографии продукта
Упаковка и отгрузка
Список принадлежностей в упаковке
| Артикул | Наименование машины или деталей | Спецификация | Количество |
| Генератор JLC-80KW | – | 1 шт. | |
| 2 | Трансформатор JLC-80KW | – | 1 шт. |
| 3 | Ножная педаль | 3-ядерный | 1 шт. |
| 4 | Индукционные катушки | – | 2 комплекта |
| 5 | Соединительные кабели | – | 1 комплект |
| 6 | Руководство по эксплуатации | – | 1 шт. |
| 7 | Каталог продукции | – | 2 комплекта |
Информация о компании
Профиль компании:
Dongguan Jinlai Electromchanical Device Co., ООО. основана в 1996 году,
, которая занимается исследованиями и разработками, производством и продажей твердотельной индукционной нагревательной машины
профессионально. Несколько старших специалистов по индукционному нагревательному оборудованию собрали здесь
, которые инициируют индукционные нагревательные машины с защитой окружающей среды
и высоко эффективное сохранение энергии, положительно и усердно.
Наши услуги
Предпродажное обслуживание:
1.рекомендовать наиболее подходящую машину для клиентов, в соответствии с их требованиями.
2. Справочная и консультационная поддержка.
3. Пример поддержки тестирования.
4. Посмотреть наш завод.
Сервисное обслуживание:
1. Строго изготавливать станок в соответствии с техническими стандартами.
2. Выполните пробный запуск в соответствии с действующими правилами испытаний оборудования.
3. Строго проверьте машину, перед доставкой
4. Доставка в срок.
Послепродажное обслуживание:
1.Гарантийный срок 12 месяцев
2. В течение одного года бесплатной гарантии, любой неисправности, вызванной неискусственной причиной, какими-либо проблемами качества, такими как дизайн, изготовление или процедура, Jinlai предоставит запасные части после обнаружения неисправностей.
3. Если в течение гарантийного периода возникнут какие-либо серьезные проблемы с качеством, Jinlai вышлет технику по техническому обслуживанию.
5. Jinlai обеспечит покупателю выгодную цену на всю жизнь материалами и запасными частями, используемыми при эксплуатации системы, обслуживании оборудования.
6. Вышеуказанные требования являются только основными требованиями послепродажного обслуживания, мы сделаем больше обещаний, связанных с механизмом обеспечения качества и гарантии эксплуатации.
FAQ
Китай Поставки Индукционный нагреватель
Вопросы и ответы:
1. В какие страны экспортируется ваша продукция?
Наша продукция продается по всему миру и имеет соответствующие сертификаты.
2. Как насчет гарантии?
Все наши продукты имеют гарантию качества сроком на один год, в течение гарантийного срока замена запасных частей бесплатна. И мы обеспечиваем жизни долгое время техническую поддержку и другую помощь.
3.Как установить машину?
У нас есть инструкции по установке на бумаге и видеоролики, которые мы будем обучать до тех пор, пока вы их не изучите.
4. Какой порт экспорта вы используете?
Любой порт Китая, обычно мы будем использовать порт Шэньчжэнь, Гуанчжоу, Гонконг, его можно назначить как вам угодно.
5. Как насчет условий оплаты и времени доставки?
Условия оплаты для небольших машин: 100% T / T / Western Union / Наличными.
Большие машины и большое количество: 30% депозита, 70% до отгрузки (мы будем снимать весь процесс доставки для подтверждения клиента) и сопутствующие документы. Вы можете оплатить T / T, L / C, Western Union или другими способами.
Срок доставки небольшого станка – 7 дней, большего – 15 дней, мы доставим товар вовремя.
6.Как мне поступить, если я оплатил, но не могу получить товар?
Международный веб-сайт Alibaba является известной торговой платформой, которая в те годы была зрелой, каждый ее поставщик заплатил большой фонд целостности, и у нас есть лицензии на ведение бизнеса в Китае, которые можно проверить на официальном сайте Китая или мы можем показать вам, поэтому что ситуация никогда не будет появляться, пожалуйста, будьте уверены.
7. Ваш товар имеет сертификат ISO9001 или CE?
Да, все наши товары имеют сертификаты ISO и CE.Все машины высокого качества.
8. Какова ваша природа вашей компании: дилер или завод?
Мы являемся производителем и имеем большой завод, тепло приглашаем Вас посетить наш завод и связаться с нами.
Супераудиочастотная серия
Супераудиочастотная серия (10-30 кГц)
| Модель | JLC-30 | JLC-50 | JLC-60 | JLC-80 900 12048 | JLC |
| Потребляемая мощность | 3 фазы 380 В 50/60 Гц | ||||
| Макс. Мощность | 30 кВт | 50 кВт | 60 кВт | 8049 | 120 кВт |
| Макс. Входной ток | 48A | 63A 900 | 90A | 135A | 195A |
| Постоянный ток | 60A | 80A | 120A | 150A | 250A |
| Частота колебаний | 10-30 кГц | 10-30 кГц | 10-30 кГц | 10-30 кГц | 10-30 кГц |
| Синхронизация | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M- 99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S |
| Желание охлаждающей воды | 0.2Mpa | 0.3Mpa | 0.3Mpa | 0,4Mpa | 0,5Mpa |
| Рабочий цикл | 100% 40 ° C | ||||
| Вес нетто | 60 кг / 30 кг | 65 кг / 45 кг | 70 кг / 45 кг | 80 кг / 55 кг | 110 кг / 90 кг |
| Длина кабеля | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) |
$ 0.10 – 10,00 $ / Кусок | 1 шт. (Минимальный заказ)
- Перевозка:
- Служба поддержки Морские перевозки
- Время выполнения:
Количество (шт.) 1 – 1000 > 1000 Est.Время (дни) 10 Торг
- Персонализация:
Индивидуальный логотип (Мин.Заказ: 100 штук)
Индивидуальная упаковка (Минимальный заказ: 100 штук)Подробнее
Настройка графики (Мин.Заказ: 100 штук) Меньше
Станок для холодной ковки улитка своими руками: чертежи и размеры, фото
Если ваши руки растут из правильного места, тогда вполне закономерно, что в вашей мастерской потребуется наличие некоторого оснащения для рабочего процесса. Одним из них является станок для холодной ковки «Улитка», собрать который своими руками не составит труда, если под рукой будутчертежи и размеры, а фото аналогичных конструкций в интернете подтверждают простоту сборки.
Конструкция «Улитка»
Данный агрегат во много раз упростит рабочий процесс. Также, с ним вы сможете изменять металл до неузнаваемости и создавать изделия необычайной красоты и практичности.
Применение и особенности оснащения
Изделия, созданные по технологии ковки, зачастую стоят немалых денег, а смотрятся довольно благородно и дорого. Ими оформляют усадьбы, внутренний интерьер, используют в качестве ворот. Художественный стиль помогает сделать ковку более изысканной и создавать одно и то же изделие в различных вариантах.
Варианты кованых изделий
Немногие знают, что ковка бывает не только горячего вида, но и холодного. Второй вариант вполне возможно с легкостью использовать в любых домашних условиях. Достаточно создать подходящее для этого оборудование – станок для холодной ковки.
А вот к холодной ковке можно отнести две разновидности работ.
- Наклепывание – наклеп, который осуществляется благодаря многочисленным ударам, которые имеют большую мощность. Это приводит к изменению структуры металла и приводит к формированию нужной формы и размеров. Здесь используется молот, изготовление которого не требует много времени и сил.
- Гнутье – структура металла и его характеристические показатели не поддаются изменениям. Чтобы заниматься таким типом ковки, нужно построить самодельный станок.
Последний вариант отличается своей простотой, если говорить о технологическом процессе. Дальше рассмотрим,как сделать станок для холодной ковки своими руками, чертежи и видео которого вы найдете ниже.
Видео: станок для холодной ковки
Самостоятельное изготовление устройства
Если вы настроились создать данное приспособление в домашней мастерской, тогда нужно изначально подготовить чертеж. Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
Станок для холодной ковки
Когда вы сооружаете домашний станок, то придерживайтесь определенной последовательности работ, чтобы результат был максимально идеальным.
- Возьмите полотно из металла. Шаблоны должны размещаться на нем с расчетом на изготовление. Ведь при работе само сырье из насадок может сдвинуться при нехватке места. Проблематичной может быть работа и при очень маленьких отступах шаблонов друг от друга.
- Чтобы насадки можно было менять легко и просто, сформируйте прорезь в форме прямоугольника. Здесь вы будете помещать сменные насадки, которые заранее прикрепите к пластине прямоугольной формы. Закреплять такие пластины будете с помощью болтов подходящего размера.
- Шаблоны можно изготавливать элементарными или сложными. Можно иметь шаблон с одним завитком или элемент с завитками в разные стороны. Все зависит от вашего мастерства.
Заготовки для станка
Главное – использовать наиболее прочный материал для закрепления частей, которые раздвигаются.
Чертеж станка улитка
Особый инструмент не понадобиться, создание станка-улитки довольно простое. Чтобы его изготовить проделайте следующие действия.
- Сборка стойки. Она является опорным элементом во всей конструкции. Для ее изготовления берут одинаковые отрезы труб, которые соединяются с помощью сочленений. Со стороны стойка чем-то напоминает табурет. С помощью сварочного аппарата необходимо соединить все части стойки.
2. Листы металла необходимо нарезать в соответствии с чертежами. В результате вы получите 4 равносторонних треугольника и круги с равными диаметрами.
3. Треугольники привариваются к нижней части опоры, чтобы получилась пирамида. Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
4. Дрелью сформировать отверстия для болтов. С их помощью в горизонтальном положении прикрепить к кругу с приваренной частью планки (четыре штуки).
5. Формирование рукоятки. Для этого понадобиться два прутка с разной длиной (длину соотнести с размерами самого круга) в таком соотношении:
- первый – соотносится с диаметральностью круга;
- второй – немного превышает длину первого.
6. Первый прут изогнуть под углом 300, затем второй прут приваривается к первому. В нижней части прикрепляется дополнительный прут. Важно не забыть вставить перемычку между обеими прутьями (к ней приделать рычаг с помощью сварочного аппарата). Рычаг будет обеспечивать движение в направлении формирования из прутков.
7. Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
8. Финальным шагом является присоединение рукоятки с «пирамидальной» частью конструкции. Соединение происходит с помощью гайки с большим диаметром. Перед креплением к ней приваривают кругляш, чтобы крепить трафарет.
Построенный станок улитка
Следовательно, станок для холодной ковки «улитка» по чертежу и размеру собрать своими руками как на фото можно в домашней мастерской, не вкладывая огромных финансов. После этого вы будете иметь возможность создавать настоящие шедевры из металла.
Видео: улитка, холодная ковка
Чертежи самодельной улитки для холодной ковки — moyakovka.ru
Для придания красоты, изысканности металлическим воротам или заборам загородных дач или же частных домов все чаще применяют спиралевидные элементы. Чтобы не покупать такие элементы в магазинах, изготовители заборов, ворот часто их гнут сами. Чтобы изготавливать спиралевидные стальные детали самостоятельно, необходимо специальное устройство, которое называется улиткой. С помощью такого устройства изгибаются металлические прутки, полосы разного сечения. Если заготовка имеет квадратное сечение со стороной до 12 мм, то такие заготовки изгибают своими руками при обычной температуре (т.н. холодная ковка).
Рисунок 1. Чертеж улитки своими руками.Учитывая, что такой станок нужен людям, которые обычно работают с металлом, то они могут изготовить его собственными руками. Чтобы не тратить время и средства, изобретая велосипед, им помогут чертежи улитки для холодной ковки. Для изготовления спиралей хорошо применять низкоуглеродистые металлы по причине их хороших пластичных характеристик.
Общее устройство станка
Рисунок 2. Чертеж основания улитки.Улитка для холодной ковки представляет собой слесарное приспособление, которое содержит устройство, фиксирующее заготовку. На толстом металлическом диске или пластине закрепляется вал со спиралевидным элементом.
В фиксирующее устройство вставляется конец прута или полосы, потом вращающийся вал наматывает его на спиралевидный элемент.
Изгиб происходит от воздействия прижимного ролика, который прижимает заготовку к спиралевидному элементу. В зависимости от конструкции нужного изделия и его размера, для каждого вида фигурной детали изготавливаются отдельные улитки или улитки с возможностью изменять их кривизну.
Есть несколько вариантов чертежей по изготовлению станка для холодной ковки. Исходя из вида привода вала в станках они бывают ручными и электрическими. Для начала рассмотрим чертеж станка для холодной ковки ручного привода.
Вернуться к оглавлению
Также читайте: Все про сантехнику и трубы от А до Я.
Чертежи станка с ручным приводом
Рисунок 3. Чертеж ножки основания улитки.Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе — овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
Рисунок 4. Чертеж оси улитки.Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Чертеж сегмента улитки.Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Вернуться к оглавлению
Станок с электрическим приводом
Чертеж станка для холодной ковки с электрическим приводом отличается от вышеописанного только тем, что вместо ручной приводной оси центральный сегмент улитки вращается на валу понижающего редуктора.
https://moyakovka.ru/youtu.be/lXzm3RtqxS8
Для этого на сваренной станине укрепляется электродвигатель мощностью до 0,5 кВт, который через два понижающих редуктора приводит во вращательное движение со скоростью 5-6 об./мин улитку. При этом роль основания станка выполняет стол полученной конструкции.
Чертежное оборудование для художественной ковки. Как сделать станок «Улитка» для холодной ковки: чертежи и инструкция
Элементы в виде завитков, сделанные из прутьев, широко используются в оформлении придомовых территорий и интерьеров жилых помещений. Для их изготовления используют специальные приспособления. Одна из них – улитка. Часто домашние мастера из подручных материалов строят это устройство сами. Если вы тоже хотите узнать, как делают улитку для холодной ковки своими руками, то эта статья для вас.Из него вы узнаете принцип работы этого устройства, его преимущества и виды, простейшие чертежи и технологию самостоятельной сборки.
Типы, устройство и принцип действия «Улитка»
Улитка для холодной ковки – устройство для создания узоров в виде завитков металлических стержней путем их деформации по контуру шаблона. Деформация происходит из-за жесткой фиксации рабочего бруса к шаблону. Для этого нужно приложить силу. Обеспечивается ручным усилием или электрическим приводом.С самодельными устройствами целесообразность использования электропривода должен определять сам мастер. Это необходимо в случае большого объема работы. В основном используется ручное усилие.
Улитка (джиг) может иметь различную конструкцию. Может быть выполнен:
- в виде шаблона, неразъемно приваренного к рабочему основанию;
- в виде разборно-съемных частей, которые крепятся на основании.
Механическая коробка передач может быть устроена по-разному.
В самой примитивной конструкции планки наматываются на шаблон простым усилием руки или с помощью любого подходящего приспособления в качестве рычага.
Также рычаг может быть включен в конструкцию машины и прикреплен к ножке кровати и приводится в движение подвижной опорой, движущейся по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который закреплен на оси вала. Он приводится в движение тремя рычагами.
Необходимо заранее определиться с конструкцией машины, исходя из целесообразности и простоты использования.
Монолитный кондуктор имеет определенную форму выкройки, которая служит единственным вариантом завивки. Это недостаток такой конструкции, но сделать его самостоятельно несложно.
Съемная конструкция удобна тем, что на такой машинке можно делать фигурные локоны. разные размеры и формы. Но конструкция самой машины более сложна. Кроме того, у съемного устройства надежность крепления деталей шаблона хуже, чем у монолитной формы. Вам потребуется постоянное перекручивание резьбовых соединений, так как они могут ослабнуть в процессе эксплуатации.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве используется простая намотка планки усилием рук или с помощью рычага на форме, жестко приваренной к рабочая поверхность. Такой станок можно использовать для создания завитков на стержнях небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Делается так:
- Сначала на листе бумаги будущего шаблона появляется схема с необходимыми размерами (иногда шаблон шаблона наносится прямо на основание дирижер).К этому нужно подойти ответственно, ведь после сварки готовой формы исправить ошибки невозможно. Толщина фигуры на чертеже должна быть такой же, как толщина металлической полосы, из которой она изготовлена. Минимум 3 мм. Катушки следует размещать на расстоянии 12–13 мм друг от друга, чтобы деформируемый стержень толщиной 10 мм мог войти в паз между ними.
- Из стального листа толщиной не менее 4 мм вырезают основание улитки (желательно круглое), размер диаметра которого определяется пропорционально размеру спирали шаблона и должен быть больше размера улитки.Обычно диаметр основания находится в пределах 70 см.
- В соответствии с чертежом завиток нужной формы изготавливается из металлической полосы толщиной 3мм. Для этого заготовку лучше поджечь, чтобы ее было легче обрабатывать. После изготовления слепка лишний конец полоски срезается, а края улитки обрезаются конусом и очищаются.
- Готовая форма приваривается к основанию, которое крепится на каркас. Иногда шаблон, приваренный к основе, закрепляют на раме с помощью установленных на нее тисов.Для этого к тыльной стороне основы формы, которую нужно захватывать тисами, приваривается кусок бруса. №
В случае фиксации кондуктора в зажиме тиса можно легко изменить выкройки и получить различные формы завитков, если сделать несколько типов, прочно приваренных к основанию устройства.
Съемная конструкция- На рабочем основании сначала нарисуйте контур улитки с отметкой по контуру мест приложения отверстий для крепления шаблона.
- Эскиз делается из толстой стальной полосы и в ней просверливаются отверстия. Крепится к основанию на болтах.
Ковку скрученной формы следует начинать с центрального локона. Конец заготовки вставляется в паз первого завитка формы и плотно прижимается к нему. Для надежной фиксации можно использовать небольшой зажимной инструмент. Свободная часть штанги с усилием наматывается на образец с помощью приспособления – рычага. В усовершенствованных конструкциях используется рычаг, приводимый в движение прикрепленной к нему подвижной опорой.Рычаг изготовлен из стержня диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видео:
Улитка разборная с вращением
Шаблон улитки может состоять из нескольких частей, а деформация стержня происходит за счет вращения проводника. Такая машина состоит из следующих элементов:
- толстая металлическая основа в виде диска или квадрата;
- разборный шаблон, прикрепленный к базовой платформе;
- вал вращения;
- рычаг для привода вала в движение.
Рабочая основа изготовлена из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Чтобы прикрепить такую улитку к рабочему основанию, необходимо просверлить в ней отверстия, чтобы зафиксировать ее на поверхности в определенном положении. Меняя положение сборных деталей на основе, можно получить различную кривизну завитков и их форму.Размер дуги формы регулируется специальными винтами, прикрепленными к соединительным петлям.
Сделать композитную шарнирную улитку на ее петлях достаточно сложно. Обычно мастера приобретают изготовленный в промышленных условиях штамп и крепят его к каркасу. Сами по себе
можно сделать более простое устройство разборного шаблона без использования петель. Для этого нужно сделать набросок сборных частей улитки с местами отверстий. Если вы подготовите несколько эскизов и в соответствии с их контурами просверлите отверстия в основе в разных местах, вы можете прикрепить на одну основу шаблоны с разным радиусом.Для этого нужно закрепить на болтах отрезки контура в местах совпадения отверстий шаблона и основания.
Например, можно так:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимое в действие рычагом, показано на видео:
Чертежи для ковки улиток
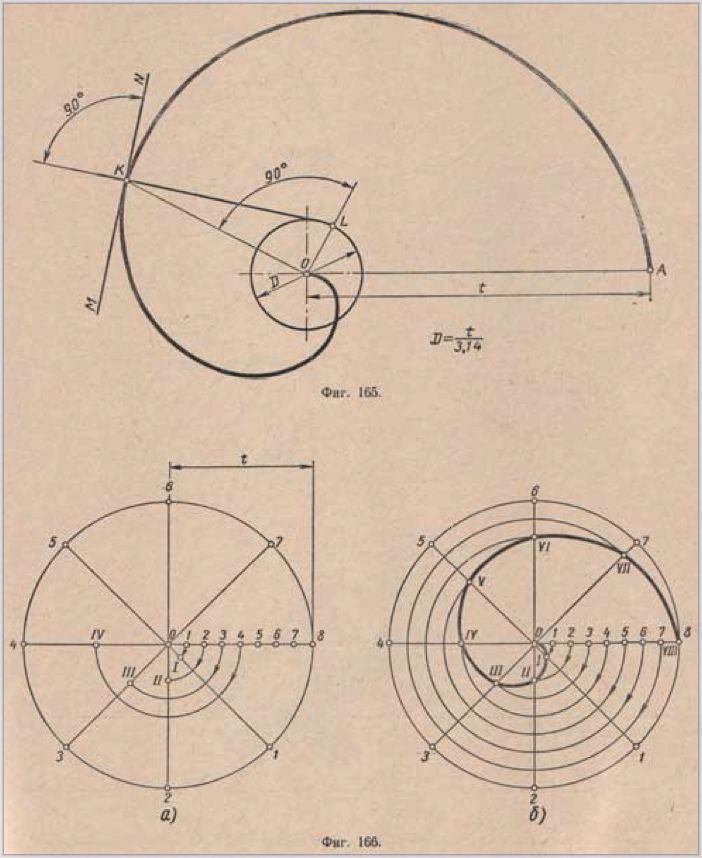
Начинающие мастера часто обходятся без рисование, нанесение контуров улитки по самому основанию без каких-либо расчетов. На первое время это допустимо, но если вы хотите сделать качественный станок-улитку для холодной ковки, то вам все же нужно использовать чертежи, в которых рассчитаны все параметры.В зависимости от типа конструкции у улиток существуют разные варианты их чертежей, по которым изготавливаются эти устройства. Для примера ниже представлена схема устройства улитки, представленной на фото.
На схеме также описан принцип работы такой машины, в которой используется привод с помощью трех рычагов, вращающих вал и улитку.
Гибка осуществляется после жесткой фиксации конца заготовки для первого витка формы шаблона с помощью зажима и последующего наматывания стержня по вращающемуся спиральному узору при вращении вала.
Для многих мастеров, решивших попробовать свои силы в создании кованых изогнутых изделий, улитка для холодной ковки становится важным инструментом в работе. Эта машина редко бывает в наличии, поэтому желательно собрать ее самостоятельно. Конструктивно это устройство для создания неразъемных изделий или отдельных элементов в виде спирали: такие изделия часто являются частью кованых решеток, ограждений, декоративных украшений из стали и других систем. Улитка для художественной ковки подходит для гибки образцов диаметром или стороной (в случае квадратного сечения) до 10-12 мм, при необходимости оборудование может быть укомплектовано автоматикой и электроприводом для облегчения работы специалиста и ускорить производственный процесс.
Особенности создания
Большинство разновидностей, созданных самостоятельно и имеющих вид ручного привода, подходят для обработки тонких заготовок. Станки-улитки для холодной ковки могут справиться с более крупными деталями, толщина которых превышает 12 мм, но их размеры слишком велики, что не всегда удобно. Если мастерская имеет ограниченную площадь, есть смысл усовершенствовать устройство другим способом – установить электропривод. Увеличивается мощность станка, за счет чего он способен обрабатывать более толстые заготовки, габариты самого инструмента не увеличиваются.
Если вам нужно сделать автоматическую холодную штамповку самостоятельно, это будет сложнее, и вам нужно сосредоточиться на следующих особенностях:
- Процесс холодной штамповки идет с низкой скоростью, потому что при ее превышении геометрия заготовки резко деформируется, и это приводит к образованию трещин на поверхности. Если машинка будет использоваться для создания тонких и кудрявых локонов, витиеватых орнаментов, конструировать ее с электроприводом необязательно.
- При сборке станка своими руками важно не только правильно определить мощность электродвигателя, но и передаточное число шестерен редуктора, чтобы обеспечить равномерную и плавную обработку без риска появления видимых дефектов.
- При создании чертежа улитки важно определиться с конструкцией автоматики и расположением пускового элемента, кнопок управления и других деталей, чтобы работа устройства была максимально эффективной.
Основные элементы конструкции
В большинстве случаев конструкция поковки змеевика включает в себя следующие элементы:
- Главный лемех.
- Ведущая ось
- Рычаги для механического приложения силы.
- Крепежные элементы для заготовок.
- Рычаги для контроля и управления прижимными роликами, сами прижимные ролики.
- Палец для крепления элементов плуга.
- Канавки для перемещения прижимных роликов.
- Пружина для вытягивания вала.
- Вал управления осевым рычагом.
Для лучшего понимания конструкции можно посмотреть чертежи, на которых изображены проекции станка в разных сечениях и должно быть указано соотношение размеров деталей друг к другу.
Метод создания
Данная процедура выполняется поэтапно, а последовательность действий будет следующей:
- Перед тем, как сделать улитку для холодной ковки, следует подготовка, в рамках которой чертёж на бумаге и шаблон для будущей конструкции. На этом же этапе следует определиться с размерами материалов, которые будут обрабатываться с помощью подручного инструмента: чем больше диаметр стержней, которые будут служить заготовками, тем шире должен быть шаг станка.Размеры последних всегда превышают диаметр заготовок.
- Рабочая поверхность: станок холодной ковки имеет платформу из металлического листа толщиной не менее 4-5 мм. Сама площадь поверхности зависит от размеров обрабатываемых деталей, так как при холодной ковке улитка должна оставаться в таком положении, чтобы с ней было удобно и безопасно работать.
- Для создания формы можно взять металлический лист толщиной от 3 мм, чтобы было удобнее работать с готовым устройством.Края заготовки желательно закрепить, для этого в приборе есть прижимные валы. Кроме того, фиксирующим элементом может служить отрезной стержень, длина которого равна длине полосы заготовки. Важно, чтобы фиксация материала была надежной, так как удерживать вручную при работе станка холодной ковки физически невозможно.
Основные части станка можно собрать в течение нескольких часов, если использовать подробный чертеж и инструкции.Самодельная улитка для холодной ковки может иметь монолитную или разборную систему: выбор зависит от предпочтений мастера и времени, которое он готов потратить на создание. Сборные модели особенно актуальны, если мастерская на время оборудована; если помещение обустроено на постоянной основе, имеет смысл возвести устройство монолитным. Сама улитка может быть изготовлена из следующих материалов:
- Толстый металлический стержень. Его сгибают в нужном положении с нужным количеством оборотов и при помощи сварки прикрепляют к рабочему столу.
- Металлический лист, из которого вырезаны сегменты и прикреплены к поверхности на болтах.
Если нужно работать с разными заготовками и создавать детали, различающиеся формой и количеством завитков, можно собрать рабочую поверхность, на которой будет несколько устройств, позволяющих выпускать предметы нужного типа.
Насколько дорогостоящий процесс?
Работы по постройке улитки своими руками относительно недорогие, а затраты складываются из следующих:
- Материалы для изготовления спирали, рабочего стола, а также приспособления, с помощью которых будет строиться конструкция. собран.
- Сложность конструкций, которые можно создать с помощью станка.
- Стоимость материалов, из которых изготовлены металлические фигурки.
- Отделочные средства (грунтовка, краска, лак и др.), Выбор которых зависит от вида продукции, назначения и конструктивных особенностей.
Самостоятельная сборка холоднокованого станка-улитки занимает немного времени, но позволяет существенно сэкономить на покупке. готовый вариант, который стоит не менее 20 тыс. руб. К тому же готовые устройства такого типа редко можно встретить на заводе: их не только сложно достать, но и сложнее отремонтировать в случае поломки оборудования.
Конструкторские чертежи
Перед началом работ необходимо подготовить машинные чертежи модели улитки, которая будет использоваться для создания станка: вы можете найти их в готовом виде или нарисовать эскиз будущего инструмента. самостоятельно, с учетом индивидуальных пожеланий и области применения. Обычно выкройка выполняется на миллиметровой бумаге, каждый новый виток спирали имеет больший размер. Если на чертеже указаны параметры ступеньки, ее необходимо составлять с учетом этой пропорции.
Станок для холодной ковки, с помощью которого можно изготавливать из металла различные декоративные предметы и элементы декора интерьера, является важным инструментом для мастера по металлу, и создание его является многоступенчатым, но простым процесс. Имея инструкции, чертежи и время, вы можете выполнять работу самостоятельно, используя в качестве основы металл (швеллеры, листы, прутки и т. Д.) И такие инструменты, как шлифовальные станки, сверла и токарные станки.
Давно научились делать из металла изделия элегантной формы.Это могут быть декоративные фонари, навесы, элементы каминов, кованая мебель, навесы и заборы. До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
Сегодня на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь для работы с металлом не нужно владеть какой-то сложной технологией и прикладывать физические усилия.Достаточно будет знать, как работает оборудование и как правильно им пользоваться.
Разновидности оборудования для ручной холодной ковки металла
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные приспособления.
С помощью различного ручного кузнечного оборудования можно изготавливать отдельные декоративные элементы и собирать из них сложные кованые конструкции в виде заборов, ворот, калиток и т. Д.
Инструмент ручной для ковки. Стоимость
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой.Наиболее доступным в использовании и по цене является ручной инструмент для холодной ковки, который можно купить в специализированных магазинах.
Машинка ручная для гибки локонов MZ- V 1 позволит изготавливать основные кованые изделия различных конфигураций. В комплект входит подставка для работы с длинными заготовками, прижимные эксцентрики для угольника и полоски, оправка для завивки. Цена оборудования – от 19 700 руб.
Инструмент ручной продольной скрутки МЗ-Т R создан для работы в бытовых условиях.Чаще всего используется для изготовления решеток различного типа, металлических кованых заборов, перил, для отделки лоджий и балконов. В комплекте с устройством идут специальные оправки для скручивания квадратов и полос. Стоит автомат МЗ-Т Р 16 920 руб.
Оборудование ручное МБ20-12 , с помощью которого изгибаются различные металлические элементы малого сечения (лента, пруток, проволока и т. Д.). Подходит для лепки и других работ с тонким материалом. Цена станка МВ20-12 – 6 390 руб.
MV10-6 – Это небольшой ручной инструмент, которым удобно сгибать металл в кольцо или дугу. Его используют при изготовлении подставок для цветов, бра, люстр и других светильников. Применяются ленты и прутки, проволока из черных или цветных металлов диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок снабдили ручкой длиной 340 мм и верхним роликом с точной регулировкой. Такое оборудование будет полезно домашним мастерам при создании ажурных изделий и металлоконструкций, художественным мастерам по металлу, ремесленникам, школам.Стоимость МБ10-6 – 9045 руб.
Ручной станок MO5 -GX предназначен для легкого и быстрого изготовления наиболее популярных в ковке элементов – «хомутов». При его использовании не требуется больших навыков кузнечного дела, так как управлять им совсем несложно. Цена такого станка – 10 692 рубля.
Универсальный гибочный станок МВ30-6х50 Удобно будет использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, прутков, полос.С его помощью вы можете сделать множество гибких вариантов в разных плоскостях и разных конфигурациях. Инструмент для ковки оснащен удобными упорами и гибочными оправками. Стоит МВ30-6х50 – 11 385 руб.
Ручной трубогиб MO7-T G – отличное решение для мобильных работ на стройплощадке. Его можно использовать при изготовлении ворот, калиток, пергол, навесов, теплиц и других легких металлических конструкций. Устройство способно изгибать арки, кольца, дуги прямоугольных и квадратных труб, полосы, стержни, квадраты.Цена на трубогиб МО7-Т Г 29 160 руб.
Ручной универсальный станок МВ32-25 – это надежная и прочная конструкция, с помощью которой трубы можно гнуть по любому заданному радиусу. Инструмент позволит дешево и легко выполнять не только разовую, но и мелкомасштабную гибку профилей и труб. Стоимость МВ32-25 44 820 руб.
Станок Blacksmit MO 4 А – КР Применяется при изготовлении «корзин» и продольной скрутки изделий.Ковочные корзины изготавливаются из предварительно сваренных заготовок одинаковой длины. Изделия скручиваются на участке 500 мм, однако длину можно увеличить самостоятельно. Цена такого устройства – 35 577 рублей.
Машинка “Улитка” своими руками
Некоторые мастера своими руками изготавливают ручное оборудование для холодной ковки. По чертежам, представленным в Интернете, собрать машинку «Улитка» довольно просто.
Необходимые инструменты и металлические детали:
Прежде всего, необходимо на листе бумаги нарисовать рисунок спирали с тремя витками.После этого необходимо проверить размеры, чтобы в резьбу поместили армированный пруток диаметром 10 мм. Теперь вы можете приступить к изготовлению станка.
Комментариев:
- Станок общего назначения
- Чертежи станка с ручным приводом
- Станок с электрическим приводом №
Для придания красоты, изысканности металлическим воротам или оградам загородных коттеджей или частных домов все чаще используются спиральные элементы. Чтобы не покупать такие предметы в магазинах, производители заборов и ворот часто сами их гнут.Чтобы самостоятельно изготовить спиральные стальные детали, понадобится специальное приспособление, которое называется улитка. С помощью такого приспособления изгибаются металлические стержни, полосы разного сечения. Если заготовка имеет квадратное сечение со стороной до 12 мм, то такие заготовки гнутся руками при нормальной температуре (так называемая холодная ковка).
Рисунок 1. Рисование улитки своими руками.
Учитывая, что такой станок нужен людям, обычно работающим с металлом, они могут сделать его своими руками.Чтобы не тратить зря время и деньги на изобретение велосипеда, им помогут чертежи улитки для холодной ковки. Для изготовления спиралей хорошо использовать низкоуглеродистые металлы из-за их хороших пластических характеристик.
Станки общего назначения
Рисунок 2. Чертеж основания улитки.
Улитка для холодной ковки – это слесарное устройство, которое содержит устройство для фиксации заготовки. Вал со спиральным элементом закрепляется на толстом металлическом диске или пластине.
Конец стержня или планки вставляется в стопорное устройство, затем вращающийся вал наматывает его на спиральный элемент.
Изгиб происходит под действием прижимного ролика, который прижимает заготовку к спиральному элементу. В зависимости от конструкции желаемого изделия и его размера для каждого вида фасонной детали изготавливаются индивидуальные улитки или улитки с возможностью изменения их кривизны.
Существует несколько вариантов чертежей для изготовления станка холодной ковки.По типу приводного вала в машинах бывают ручные и электрические. Для начала рассмотрим чертеж станка для холодной ковки с ручным приводом.
Вернуться к содержанию
Чертежи станка с ручным приводом
Рисунок 3. Чертеж основания улитки.
Станок, согласно чертежу (рис. 1), установлен на основании, которое представляет собой прямоугольную пластину размером 220×190 см.
Пластина толщиной 5 мм с двумя отверстиями.Один из них круглый, диаметром 14 мм для оси вала, второй – овальный, шириной 6 мм ближе к оси вала и на 7 мм дальше от оси (рис. 2). Это основание приваривается к двум ножкам, на которых имеется отверстие для их крепления (рис. 3).
Ось вала имеет конический конец. Он плотно крепится к основанию двумя гайками M14.
Ведущий мост свободно установлен на оси, имеющей головку с двумя взаимно перпендикулярными сквозными резьбовыми каналами (рис. 4).
В этих каналах закручиваем ручки.
Параллельные направляющие (2 шт.) Вдоль продолговатого отверстия привариваются к нижней поверхности основания.
Рисунок 4. Построение оси улитки.
Спиральный элемент (на самом деле улитка) в сборе. Он состоит из 4-х элементов, соединенных между собой шарнирными штифтами, продетыми через проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет гофрированную головку.
Дуговые наконечники имеют отверстия для соединительного штифта.Их приваривают к концам отрезков. Величина изгиба улитки регулируется специальными регулировочными винтами, которые ввинчиваются в соединительный конец каждого из трех сегментов так, чтобы они упирались в конец предыдущего сегмента.
Каждый регулировочный винт на одной торцевой поверхности имеет прорезь для отвертки с плоской головкой.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для ведущей оси, первой частью спирального элемента и фиксирующей выемкой.Фиксирующая выемка представляет собой эксцентрическую полукруглую выемку в первой части сегмента радиусом 7 мм, центр которой находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Изображение сегмента улитки.
Внутри направляющей закреплен эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек. Последний совмещается соосно с полукруглой выемкой ведущего моста, а затем приваривается.
В продольное отверстие основания вставляется ползун, который прижимается к дну. Ползун через выемки фланца свободно входит между направляющими полозьями.
В верхней части ползуна расположена ось ролика с шестигранной головкой.
Сам ролик свободно прикреплен к оси ролика.
Таким образом, ролик может занимать положение вдоль продолговатого отверстия основания и фиксироваться в любом таком положении путем перекатывания оси ролика на ползун.
Работать с этим устройством достаточно просто. Для начала вставьте конец стержня или планки в выемку приводной оси. Поворачивая эксцентрик с помощью бабочки, заготовка зажимается между его нижним концом и стенками выемки. Для этого ролик подается к заготовке, ось ролика наматывается ключом на 12 на ползун, зажимая его. Заготовка помещается между эксцентриком центрального сегмента улитки и валиком.
Затем поверните ось привода по направлению вращения по часовой стрелке, наматывая заготовку на центральный сегмент.Когда заготовка наматывается до конца центрального сегмента, второй сегмент прикрепляется к нему с помощью соединительного штифта. Ролик переместится в новое положение.
И так далее, он изгибается для придания формы заготовке. Для снятия полученного изделия со станка эксцентриковые вертлюги освобождают конец заготовки. Поднимая ведущую ось с эксцентриком и всю улитку, последние снимаются с проделанной спирали.
С помощью приспособления для холодной ковки улитки можно своими руками изготовить фигурные и красивые металлические детали.Самодельная машинка улитка будет довольно простой, ведь сделать ее домашний хозяин сможет любой желающий, даже имея небольшие навыки в этой работе.
В этой статье мы рассмотрим преимущества холодной ковки, а также расскажем, как сделать собственные инструменты для работы – шаблон, чертежи, фото и видео могут помочь вам в работе, а в результате вы сможете собрать простой и удобный прибор для работы с металлом.
Холодная ковка – самый популярный вид работ, в связи с тем, что с его помощью изготавливает оригинальные детали всевозможных размеров и форм.На станке холодной ковки можно изготовить:
- фонарь декоративный;
- шлагбаум для кровати;
- перила;
- оригинальный забор;
- ручки для скамейки и тд.
Как эти изделия изготавливаются с помощью этого процесса, можно увидеть на многочисленных фотографиях.
Преимущество холодной ковки заключается в том, что очень легко собрать станок, с помощью которого можно изготовить эти детали своими руками. Это существенно сэкономит на приобретении дорогостоящего оборудования.
Процесс холодной штамповки состоит из трех этапов:
- гибка;
- прессование;
- Сварка отдельных элементов.
Оборудование, необходимое для этой работы, достаточно компактное и простое, не занимает много места в гараже или мастерской.
Процесс холодной штамповки
С холодной ковкой новички обычно начинают учиться обращаться с металлом, так как этот процесс довольно безопасен и прост, так как в этом случае вам не придется сталкиваться с высокими температурами, как с другими видами ковки.
Для этого процесса, как правило, применяется готовый шаблон , а именно заготовка продукции. Естественно, в холодной ковке есть свои нюансы, обычно они заключаются в том, что деталь легко деформируется или повреждается в процессе эксплуатации: кованые изделия часто ломаются и исправить эту ситуацию невозможно, поэтому ковку нужно делать очень аккуратно.
Но с помощью качественного станка и чертежа будущего изделия можно легко научиться делать изделия волнообразной, витой и другой оригинальной формы.Процедура обработки деталей методом холодной штамповки осуществляется в несколько этапов. Для начала создайте рисунок или шаблон будущего изделия.
Необходимо рассчитать размеры детали для закупки необходимого количества сырья, а также для правильной настройки станка. Разные машины могут давать разные возможности для изготовления выкройки – это будет зависеть от сложности изготовления приспособлений. Например, на простейших станках, собранных своими руками можно гнуть только детали , тогда как с помощью более сложных конструкций можно создавать выкройки и другие изделия.
Затем, когда чертеж или шаблон будет подготовлен, нужно запастись нужным количеством сырья в соответствии с вашими расчетами. Для холодной ковки вам потребуются прутки из металла, их можно купить в магазине. Стержни не должны быть очень толстыми, иначе их будет сложно гнуть. Следующий этап – изготовление деталей.
Здесь самое главное – правильно выставить настройки, чтобы детали не деформировались и не повреждались во время работы станка, так как починить не удастся.
В самом конце происходит крепление изготовленных деталей на раме . Это делается сваркой. Особенно внимательно при сварке следует быть тонкостенными трубками, так как они довольно легко сгорают, и в этом случае конструкция будет бракованной и нужно все делать заново.
Но прежде чем приступить к холодной ковке, вам, естественно, потребуется изготовить станок, который для этого потребуется. Станок-улитка – самое популярное приспособление для изготовления металлических лекал методом холодной ковки.
Станок технологический “Улитка”
Процедура сборки станка состоит из нескольких этапов, после чего у вас будет готовое приспособление, которое вы можете использовать для создания деталей для вашего дома или дачи.
Перед тем, как приступить к холодной ковке, необходимо сделать чертеж и шаблон . Он выполнен на миллиметровой бумаге, что отражает естественные габариты будущего продукта. На бумаге вы должны начать спираль с постепенно увеличивающихся витков.
Катушки нужно увеличивать с учетом шага, если вы решили делать симметричные изделия, если для вас это неважно, то витки спирали можно увеличить непропорционально.
Перед тем, как собрать станок «Улитка», необходимо сделать чертеж и определить диаметр заготовки, которую вы затем начнете на ней обрабатывать. Шаг нужно подбирать с учетом этого значения: он должен быть больше сечения обрабатываемого стержня.
Если ступенька сделана недостаточно большой, то вы просто не сможете достать продукт из машины, не повредив его. То есть вся работа будет сделана зря. Рабочая поверхность улитки своими руками может быть изготовлена из металлического листа толщиной 4 миллиметра .Размеры поверхности будут зависеть от размеров обрабатываемых изделий – для начала нужно сделать чертеж, чтобы можно было рассчитать все размеры.
Для изготовления формы обычно используют полосу металла толщиной не менее 3 миллиметров. Итак, с самодельной улиткой работать намного проще. Чтобы облегчить процедуру, необходимо закрепить один край заготовки, чтобы она не соскользнула.
В качестве зажима можно использовать обрезанную часть стержня, которая по своим размерам не уступает планке.В процессе холодной ковки также необходимо закрепить деталь на верстаке. Поскольку при холодной ковке усилие на детали достаточно велико, стоит подумать о монтаже отдельно, так как самостоятельно удержать изделие невозможно – оно может выскочить и испортить все ваши творческие плоды.
Остальные элементы улитки изготовить очень просто – главное, прежде чем браться за самостоятельный процесс, нужно посмотреть видео и воспользоваться рисунком. Собранная вами машина может быть как разборная, так и монолитная – заранее определитесь, какая конструкция будет для вас более приемлемой, и создайте чертеж, чтобы выполнять с ней все работы.
Съемная машина хороша тем, что ее удобнее перемещать в случае необходимости, или снимать конструкцию для ремонта, или заменять поврежденные элементы. – при монолитной форме конструкции у вас не получится этого сделать.
А вот для съемной конструкции качество крепления деталей будет намного хуже – резьбовые соединения нужно будет фиксировать постоянно, так как они неизбежно ослабнут в процессе эксплуатации.
Существуют и другие типы станков для холодной ковки, но конструкция типа «Улитка» – считается наиболее функциональной, а сделать ее своими руками достаточно просто.
Цена вопроса
Если вы хотите использовать улитку в качестве инструмента для своего хобби, то вам нужно учитывать, что, хотя сама конструкция не будет стоить вам дорого (для нее не нужны специальные инструменты и детали), холодная ковка все же предполагает определенные затраты.
Так как, вам нужно будет тратить деньги непосредственно на материалы, которые вы будете использовать в будущем. И чем крупнее должно быть изделие, тем больше денег нужно потратить. Чтобы оценить затраты, создавайте все время. предварительный чертеж изделия , на котором показаны его реальные размеры. Например, чтобы сделать среднюю подставку для цветов, вам нужно будет потратить на стержни не менее 3000 рублей. Какое количество материала потребует более сложных изделий – можете рассчитывать самостоятельно.
Цена будет зависеть от сложности изделия, которое вы планируете создать с помощью улитки – чем больше в нем сложных элементов, тем дороже будет конструкция.
Вам не нужно будет тратить много денег на инструменты непосредственно для самого станка, но если вы никогда раньше не занимались сборкой таких конструкций, то желательно приобрести к нему готовые комплектующие – в данном случае станок прослужит вам намного дольше и работать над этим будет намного проще.
Ручная ковка и приспособление. Как сделать улитку для холодной ковки своими руками
Кузнечное дело – это тяжелый физический труд, требующий специального оборудования в сочетании со специальными знаниями и опытом мастера. Однако для некоторых художественных элементов нужно просто загнуть заготовки под нужным углом. Деформацию металла можно производить механическим способом без нагрева, для этого используются станки для холодной ковки. Какие особенности есть у таких агрегатов – и пойдет речь в этой статье.
Подбор инструмента и материалов для ковки. Советы для начинающих художников-металлистов. Описание процесса ковки, особенности и предупреждения.
Основное рабочее усилие, необходимое для деформации материала, будет восприниматься опорой, поэтому основание будущей машины должно быть прочным. Для этого подойдет двутавр или пара сваренных между собой швеллеров. Устойчивости основанию добавят лапы из аналогичного профиля, приваренные к общей конструкции … Затем можно приступать к изготовлению других узлов – задней бабки и шпинделя.
В каждом из узлов самодельного станка ручной холодной ковки патроны, предназначенные для размещения в них заготовок, должны иметь прочные винтовые зажимы (для надежной фиксации). Из-за уменьшения длины заготовки при скручивании задняя бабка всегда скользит. Допускается соорудить бабки из тисков, закрепив их на основании болтами типоразмера не менее М16. На одной оси с прижимным узлом устанавливается втулка для подвижной части станка, в которой предварительно просверливаются отверстия под прижимные болты.
Подвижная часть шпинделя поворачивается рукояткой, состоящей из 4 рычагов, достаточной длины для поглощения силы, прилагаемой для вращения. Для защиты рук от скольжения можно добавить резиновые втулки.
Основным отличием сборки универсального самодельного станка холодной ковки является конструкция подвижной части. Он должен обеспечивать винтовую подачу при изготовлении светильников и корзин и фиксироваться обычным скручиванием металла. Поэтому подвижная часть снабжена комплектом из двух шпинделей – гладкого и винтового.В этой конструкции для фиксации скользящей головки требуется стопорный винт.
Полезный совет! Если необходимо изготовить заготовку, которая не перекручивается по всей длине, а только на определенных участках, в конструкцию станка добавляют ограничители. Они выполнены в виде задней бабки – с винтовыми зажимами и выдвижными.
Работа на торсионном токарном станке утомительна физически; получить качественную продукцию в больших количествах сложно.Поэтому разумным решением будет внедрение в конструкцию электропривода.
Как сделать на станке холодной ковки гнутик
Станок gnutik монументален, массивен, прост по конструкции и сборке, но сложен в поиске и установке деталей. Его предназначение – изгибать заготовку под разными углами, поэтому усилие на всех узлах будет одинаково большим, а значит, требования к сборке деталей высокие.
В качестве основы станка выбрана толстая стальная рама.Стоит учесть, что установка станка будет на столе. Обычно крепежные детали болтовые, например, как тиски. В центре рамы сделана направляющая, которая будет подвижной. Он приводится в движение эксцентриковым механизмом, который, в свою очередь, закреплен на опорной раме. Дополнительно устанавливаются три упора, создающие своеобразную «вилку» – это рабочие элементы конструкции. В зависимости от профиля изгиба их меняют: круглые ролики – для создания волны, «молоток» – для формирования углов.
Рабочие элементы изготавливаются только из конструкционной стали. Их сила – надежность всего оборудования. Для обработки и подгонки таких изделий требуется исключительно профессиональное оборудование. Поэтому, если возникнут трудности с заказом, покупкой или изготовлением основных узлов, то станок для холодной ковки гнутиков целесообразно будет купить в магазине. Стоимость невысока, но может дополнительно пригодиться при гибке труб.
Станок-улитка для холодной ковки своими руками: варианты конструкции
Алгоритм сборки самодельного станка для холодной ковки своими руками довольно прост и понятен.Только при создании улитки возможны три варианта дизайнерской задумки, да и то очень приблизительные. Выполнение завитка или спирали, а также последовательность изгиба заготовки каждый мастер видит по-своему.
Как и любой творческий процесс, изготовление улитки для холодной ковки своими руками начинается с азов – конструкции ключевых узлов станка. В данном случае это рама, столешница и главный вал с рычагом поворота.
Каркас или столик для улитки должны быть металлическими.Дерево совершенно не подходит для такой конструкции: длительные и большие нагрузки разрушат его в нескольких применениях. В качестве используемого материала подойдут угловые, толстостенные трубы или швеллер. Для столешницы также понадобится металл – лист толщиной не менее 4 мм: чем толще, тем надежнее. Вал и рычаг – это основной узел, который заставляет металлическую заготовку изгибаться по заданному шаблону. Рычаг соединен с одной стороны с роликом, изгибающим заготовку, а с другой – с основным валом.
По типу исполнения машины-улитки бывают трех вариантов:
- монолитный с фиксированным рисунком изгиба;
- со съемными конструкциями изгиба, позволяющими делать разные типы локонов;
- со складной конструкцией изгиба и вращающейся столешницей для сложных высокоточных гибочных профилей.
Чертежи улитки станка холодной ковки своими руками
Многие мастера, которые впервые берутся за изготовление станков, пренебрегают этапом проектирования, строят шаблоны «на глаз» и занимаются разработкой и модернизацией узлов непосредственно в процессе сборки.Рисунок улитки для холодной ковки своими руками следует сделать на этапе подготовки. Это поможет избежать некоторых тонких нюансов при сборке, а также значительно сократит процесс изготовления.
Нет необходимости следовать чертежам, сделанным другим мастером. Доступность материалов или условия сборки могут отличаться, и вполне вероятно, что готовая конструкция также может отличаться.
Один из вариантов конструкции : 1 – доля улитки; 2 – основание станка; 3 – прижимной ролик; 4 – рычаг управления прижимным роликом; 5 – крепление основания; 6 – штифт для фиксации лемехов; 7 – паз под прижимной ролик; 8 – ось рычага управления; 9 – пружина прижима ролика; 10 – зажим для заготовки; 11 – ведущая доля улитки; 12 – главная ось; 13 – рычаги
Схема улитки станка для обработки изделий методом холодной ковки
Рисунок особенно важен для построения выкройки завитков своими руками.Видео оборудования для холодной ковки поможет правильно рассчитать и построить пропорциональную спираль. Этот этап необходим для того, чтобы локон, сделанный на самодельной машинке, имел эстетичный вид.
Полезный совет! Шаблоны для улитки строятся по правилам математических спиралей с учетом количества витков, их плотности, ширины проема для оборудования на станке и начального радиуса входа в завиток.
Делаем улитку: как сделать машинку своими руками
Монолитный токарный станок – это простейшая конструкция улитки. Спиральный узор наносится прямо на столешницу. Затем по рисунку вырезают несколько кусков толстого металла. Их приваривают к столешнице, соблюдая нанесенную ранее разметку. Работа над улиткой этого типа продвигается медленно, но станок позволяет изгибать как заготовки симметричного диаметра, так и металлические полосы, которые уложены плоско без вертикальных деформаций.
Монолитная машина может иметь альтернативную конструкцию, когда основание не неподвижное, а поворотное. Для заданного вращения и облегчения физического труда используется червячная передача.
Как улучшить своими руками станок для холодной ковки улитки
Самодельная улитка не обязательно должна содержать простые элементы. Можно сразу собрать улучшенную модель. Например, а если кудри нужны разной формы, с разным спиралевидным узором? Было бы нецелесообразно собирать для каждого образца отдельную машину.Поэтому вместо плотно приваренного единого шаблона на столешнице создается ряд съемных вариантов с разным рисунком. В конструкцию вносятся корректировки, позволяющие менять шаблон, стабильно его фиксировать, сохраняя при этом общую надежность станка.
Самая профессиональная из моделей улиток – это станок, в котором столешница вращается, а узор завитка состоит из нескольких складных сегментов. Следует отметить, что все сечения выполнены с высокой точностью.В домашней мастерской это реализовать сложно, поэтому изготовление агрегата заказывают в мастерских или на фабрике. Кривизну шаблона изменяют с помощью регулировочных винтов, а на поверхности столешницы проделывают ряд отверстий, которые фиксируют сегменты шаблона в заданном положении. Подобным образом можно согнуть любой локон.
Сделать станок для холодной ковки своими руками довольно просто, чертеж которого поможет выполнить эту задачу, если понимать принцип его работы и особенности конструкции… При этом важно все тщательно просчитать и снять мерки. Не исключено, что кто-то сможет придумать свои новые варианты или улучшить существующие модели.
Самодельные станки для холодной ковки металла своими руками: видео инструкция
С помощью станка своими руками можно сделать красивые фигурные детали из металла.
Самодельную улитку собрать не так уж и сложно, поэтому сделать ее сможет даже человек с небольшим опытом в такой работе.
В статье мы разберем плюс холодной ковки, а также расскажем, как самому сделать инструмент для работы с ним – чертежи, шаблон, видео и фото помогут вам в работе, а в результате вы получите получите полезный и простой в использовании инструмент для работы с металлом.
Плюсы и особенности процесса
Холодная ковка – популярный вид работы, в связи с тем, что с ее помощью можно создавать необычные детали самых разных форм и размеров.
На станке для холодной ковки можно изготовить забор для клумбы, декоративный фонарь, необычный забор, перила или ручки скамейки и другие элементы.Вы можете увидеть, как детали, созданные с помощью этого процесса, выглядят на фотографии.
Плюс холодной ковки еще и в том, что на нем довольно легко сделать станок, на котором можно создавать такие детали своими руками. Это поможет вам сэкономить на покупке дорогостоящего оборудования.
Процесс холодной штамповки состоит из трех основных элементов: гибки, прессования и сварки деталей. Оборудование, необходимое для этого процесса, достаточно простое и компактное, оно может быть изготовлено вручную и не займет много места в вашей мастерской или гараже.
С холодной ковкой можно начать обучение обработке металла, потому что этот процесс проще и безопаснее, так как в этом случае вам не придется иметь дело с высокими температурами, как с другими видами сварки.
Для этого процесса обычно используется готовый шаблон – то есть заготовки деталей.
Конечно, у холодной ковки есть свои тонкости, они в основном заключаются в том, что деталь легко повреждается или деформируется в процессе: кованые элементы часто ломаются, и исправить недостаток уже невозможно, поэтому ковку необходимо сделано очень аккуратно.
Однако с помощью качественного станка и чертежа будущей детали можно легко научиться создавать изделия витой, волнистой и других необычных форм. Варианты вы можете увидеть на фото выше.
Процесс обработки заготовок методом холодной ковки проходит в несколько этапов. Первым делом нужно создать шаблон или рисунок будущей конструкции.
Различные станки предоставляют разные возможности для создания лекал – это зависит от сложности изготовления инструмента.
Например, на простейших станках ручной работы можно гнуть только изделия, а на более сложных моделях можно создавать выкройки и т. Д.
После того, как шаблон или чертеж готов, нужно закупить необходимое количество материала в соответствии с с вашим расчетом. Для холодной ковки вам потребуются железные прутки, которые можно приобрести в магазине.
Стержни для холодной ковки не должны быть слишком толстыми, иначе их будет сложно гнуть. Следующий этап – изготовление деталей своими руками.
Здесь самое главное – правильно выставить настройки, чтобы детали не повредились и не деформировались во время работы станка. устранить проблему будет невозможно.
В последнюю очередь изготовленные детали крепятся к каркасу. Это делается сваркой.
Особенно осторожно нужно быть при сварке своими руками тонкостенными трубками, ведь они легко прожигаются, и тогда конструкция выйдет из строя и придется все заново.
Вы можете проследить весь процесс ковки в видео, прежде чем приступить к работе над деталями.
Но прежде чем приступить к холодной ковке, конечно, нужно изготовить станок, который для этого нужен. Станок «Улитка» – наиболее распространенное устройство для обработки металлических изделий методом холодной ковки своими руками.
На видео вы можете увидеть все этапы создания машины – в этом нет ничего сложного, и практически каждый сможет справиться с этим делом самостоятельно.
Создание станка
Процесс изготовления станка состоит из нескольких этапов, пройдя один за другим, вы получите готовый инструмент, который сможете использовать для создания фигурных изделий для своего дачи или дома.
Перед тем, как приступить к холодной ковке, необходимо сделать шаблон и чертеж. Он выполняется на миллиметровой бумаге, что может отражать точные размеры будущего изделия. На нем нужно изобразить спираль с нарастающими витками.
Витки должны увеличиваться в соответствии с шагом, если вы хотите делать симметричные изделия, но если это не существенно, то витки спирали могут увеличиваться неравномерно.
Перед сборкой станка нужно определиться с диаметром заготовок, которые вы будете на нем обрабатывать. Шаг нужно выбирать исходя из этого значения: он должен быть больше диаметра стержня, который вы будете обрабатывать.
Если ступенька недостаточно велика, то вы просто не сможете вытащить детали из машины, не повредив ее. Таким образом, вся работа будет сделана напрасно.
Самодельная рабочая поверхность улитки может быть изготовлена из листового металла толщиной 4 мм.Размер поверхности зависит от того, детали какого размера вы будете обрабатывать – предварительно необходимо составить чертеж, чтобы все размеры были четкими.
Для изготовления формы используйте полосу металла толщиной не менее 3 мм. Таким образом, с самодельной улиткой будет легко работать. Чтобы облегчить процесс, нужно закрепить один из краев заготовки, чтобы она не выскользнула.
Эскиз станка для улитки: Рисунок 1: 1 – ведущая лапа улитки, 2 – главная ось, 3 – рычаги приложения усилия, 4 – зажим для заготовки; рисунок 2: 1 – лемеха улитки, 2 – платформа станка, 3 – прижимной ролик, 4 – рычаг управления прижимным роликом, 5 – крепление платформы, 6 пальцев для фиксации ламелей улитки, 7 – паз, по которому прижимается роликовые дорожки, 8 – ось рычага управления прижимным роликом, 9 – пружина притяжения ролика; Рисунок 3 – принцип работы устройства: 1 – улитка крутится; На рисунке 4 – примеры изделий из улитки.
Для фиксатора можно использовать отрезанную часть стержня, по размерам не уступающую полосе. Во время холодной ковки также необходимо прикрепить деталь к верстаку.
Так как при холодной ковке удар по детали довольно сильный, нужно подумать о креплении отдельно, ведь удержать заготовку руками не получится – она может соскользнуть и испортить всю работу.
Остальные части улитки собрать достаточно просто – главное воспользоваться чертежом и посмотреть видео перед тем, как самому приступить к процессу.
Изготовленный вами станок может быть как монолитным, так и разборным – заранее определитесь, какая конструкция будет вам удобнее, и сделайте чертеж, чтобы в соответствии с ним проводить все работы.
Если вы хотите, чтобы самодельная улитка была монолитной, то приварите машину к рабочей платформе так, чтобы элементы были неподвижными.
Самое главное при таком типе конструкции – правильно и надежно закрепить тот конец детали, который вы будете обрабатывать.
Если станок для холодной ковки планируется разборным, то на рабочем участке необходимо сделать монтажные отверстия, с помощью которых можно будет соединить «корпус» станка с участком.
Съемная конструкция хороша тем, что ее удобнее перемещать при необходимости или снимать станок для замены или ремонта поврежденных деталей – при монолитной конструкции это будет невозможно.
Однако со съемным станком качество крепления деталей будет хуже – придется постоянно поправлять резьбовые соединения, так как в процессе эксплуатации они неизбежно ослабнут.
Существуют и другие варианты станков для холодной ковки, но станок «Улитка» наиболее функциональный, к тому же его несложно сделать самому. О том, как его сделать, а также о других вариантах изделия смотрите в видео.
Если вы решили использовать улитку в качестве хобби, вы должны принять во внимание, что, хотя само устройство не будет стоить вам много (не требует каких-либо специальных деталей и инструментов), холодная ковка все же сопряжена с некоторыми расходами.
Во-первых, вы должны потратить деньги на сами материалы, которые вы будете обрабатывать.И чем крупнее планируется изделие, тем больше денег придется потратить.
Для оценки затрат всегда делайте предварительный чертеж изделия, отражающий его фактические размеры. Например, чтобы сделать небольшую подставку для цветов, вам понадобится потратить на веточки не менее 2000 рублей.
Сколько материала потребуется для более сложных изделий – вы можете рассчитать сами.
Стоимость также будет зависеть от сложности выкройки, которую вы создадите с помощью улитки – чем она сложнее, тем дороже вам обойдется изделие.
Вам не придется тратить много денег на инструменты для самого станка, однако, если вы ранее не занимались изготовлением такого инструмента, то лучше купить для него готовое оборудование – в этом случае машина прослужит дольше, и на ней будет легче работать.
Отделка после ковки также может потребовать некоторых вложений – как минимум, вам нужно будет купить грунтовку и краску, чтобы придать детали законченный привлекательный вид.
Несмотря на эти затраты, ковка улиток по-прежнему остается доступным и популярным инструментом для металлообработки, вы можете заниматься этим как хобби, так и профессионально, но в этом случае со временем вам может понадобиться более мощный инструмент.
Любой умелец, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой – это и украшение дома, и дополнительный заработок. К сожалению, улитки-машинки для формования образцов в продаже практически нет. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками.Особенности самостоятельного проектирования и сборки улитки для холодной ковки – тема данной статьи.
Характеристики улитки
Автор специально решил обратить внимание читателя на ряд моментов. Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которого будут представлены ниже.
Такой прибор вполне себе (если мы говорим о самодельном оборудовании), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 – 12 мм.Имеется в виду «ручная» модель улитки. Практически никто не имеет дела с более крупными образцами в повседневной жизни. Машину также можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная штамповка выполняется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (разрывов).
- Вам нужно будет выбрать не только мощность электродвигателя, но и передаточное число коробки передач.Плюс к этому – смонтировать схему автоматики с установкой соответствующих элементов (кнопки, стартер и так далее). Все это существенно усложняет изготовление станка.
Вывод – для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Любой, кто разбирается во всех нюансах его конструкции и разбирается хоть что-то в электротехнике, может самостоятельно установить на него электропривод.
Делаем улитку
На рисунке показано несколько устройств.Примерно так (в основе) должно работать.
Сборка улитки своими руками – один из вариантов самостоятельного проектирования, когда давать рекомендации с указанием точных параметров всех комплектующих не имеет смысла. Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам потребуется его усилить. При изготовлении улитки с нуля каркас стола делается только из металла – швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. В процессе эксплуатации улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный железный лист не подходит.Только пластина, и не менее 4 мм.
Схема и установка «насадок»
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как с учетом перспектив или ограничиться выпуском однотипных образцов?
Вариант 1. Самый простой. Суть операции в том, что на столешнице рисуется контур спирали.
По сути, это набросок будущих фигурных деталей, например, из бруса.После этого достаточно вырезать из толстой полосы железа, согнутой по радиусу, несколько отрезков. Их приваривают к столешнице, и механизм гибки в основном готов.
Кому-то такое исполнение покажется более привлекательным – с цельной полосой.
Но практика показывает, что с такой улиткой труднее работать. Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров.Вдоль каждого просверливаются отверстия, в которых нарезаются резьбы. Осталось только подготовить шаблоны для отрезков остановки. Их делают своими руками, как правило, из плотного картона или фанеры.
Из металла на них делают накладки, в которых после очередной разметки также просверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит организовать производство спиральных заготовок разного радиуса на одном столе. Необходимо только, в зависимости от формы изгиба, установить соответствующие сегменты в определенных местах.Их крепление к основанию – болтовое. Можно поступать иначе. Вместо таких упоров ставьте цилиндрические.
Для фиксации они притягиваются болтами (снизу пластины) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее. А если у вас есть своя, то вырезать ее самостоятельно – дело пары часов.
Вариант 3. Подготовьте несколько съемных модулей, которые можно менять по мере необходимости.
Сборка улитки
Установлен лемех, прикреплены рычаги, боковой упор.Все это хорошо видно на рисунках.
Будет использовано все, что есть в сарае (гараже, на чердаке) – обрезные трубы, брус, угол и т. Д. Если вы понимаете, как работает улитка, то подсказки больше не нужны.
Функциональная проверка
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Более того, какого-то единого стандарта на такие устройства не существует. Кто-то скажет – не проще ли купить заводскую модель? Во-первых, как уже было сказано, придется долго искать.Во-вторых, не факт, что его возможности совпадут с фантазиями мастера. В-третьих, облегчить кошелек придется как минимум примерно на 19 000 (ручная) и 62 000 (электрическая модель) рублей.
Удачи в изготовлении улитки своими руками!
Ковочные станки– хороший инструмент для творческих и творческих людей, которые хотят создать в своем доме что-то красивое и индивидуальное, чтобы выделить интерьер, или могут стать хорошим подарком своими руками для важных людей.Ковать металл можно двумя способами. Чтобы выковать что-либо методом горячей ковки, нужно произвести много приготовлений и действий, поэтому проще всего в домашних условиях ручная ковка дается методом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать машину своими руками.
Начало холодной ковки на самодельных станках.
Для холодной ковки своими руками требуется два обязательных этапа – прессование и гибка. Для выполнения всех этих действий не нужно придавать металлу определенную температуру, но проводить термическую обработку все же необходимо.
Чтобы сконструировать что-то своими руками, уже не нужно иметь специальные станки для художественной ковки, теперь можно создавать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы все работы были успешными, нужно использовать металлы определенной толщины.
Самодельный станок для холодной ковки можно легко использовать для создания конструкций, которые будут значительно прочнее, чем те, что были сделаны штамповкой. Кованые изделия делают сами качественно, когда все сделано правильно и без ошибок, ведь исправить их очень сложно.После нескольких работ, благодаря накопленному опыту, вы можете приступить к созданию превосходных конструкций, используя самодельные станки и инструменты для холодной ковки.
При изготовлении большого количества одинаковых металлоконструкций лучше всего использовать заранее подготовленные чертежи. Чертежи на станки для холодной ковки своими руками готовятся заранее. В некоторых случаях деталь будет лучше прогреть, чтобы в будущем избавиться от дефектов. Тем, кто недавно начал пользоваться самодельными станками для холодной ковки, для начала стоит продумать план работы, а также приобрести необходимые навыки.Здесь не будут лишними помощь различных видеоуроков в Интернете, а также спецкурсов.
Детали машин и необходимый инструмент.
Ковочный станок своими руками состоит из определенных приспособлений. Среди которых должно быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарь;
Эти устройства лучше всего использовать. Улитка для холодной ковки своими руками понадобится для плетения стальных прутьев.Вы можете увидеть фото, чтобы лучше увидеть структуру и пример деталей. Немаловажную роль в работе играет кузнечно-прессовое оборудование для холодной ковки металла. Основным инструментом при работе будет гнут. Это очень простой элемент.
Для обработки труб с шестигранным и круглым сечением применяют «волну». Металлические стержни гнутся «фонариком», и твистер чем-то на него похож, очень удобное приспособление. Большая дуга из профильных прутков делается глобусом.
Станки для холодной ковки выгоднее делать самому, потому что ручными инструментами можно обработать не все, а цена на станок для художественной ковки очень высока.Когда мастер, используя свои навыки с помощью своего оборудования, создает сооружение, оно будет уникальным и особенным, хотя в некоторых отношениях не будет таким качественным, как заводское. При изготовлении большого количества деталей правильным будет создание на электродвигателе индуктора. Это облегчает рабочий процесс.
Станок холодной ковки своими руками следует приспособить для таких видов работ, как гибка, скрутка и волочение.
В процессе рисования конструкция принимает определенную форму.Следовательно, он должен пройти через пресс, после чего сечение первичного материала станет меньше. Гибкость означает создание изгиба под нужным углом. Для этого вам понадобятся шаблоны. Заранее готовится фото чертежей кованых изделий своими руками, по которому будет изготовлен шаблон. Завиток прикреплен к стальной пластине, а сам лист закреплен в держателе станка. На конце заготовки делается прорезь, а другой конец фиксируется на месте.С помощью рычага воздействуют на торец конструкции, которое необходимо проводить по каждому изгибу плиты, которая используется как шаблон.
Видео самодельной фальцевальной машины балясин.
Многие опытные производители собирают простые механизмы своими руками для создания уникальных конструкций. На это влияет стаж работы. Чертежи на станки холодной ковки своими руками можно найти в достаточном количестве в Интернете, как и фотографии изделий холодной ковки, которые можно получить в результате.Фотография такого оборудования позволяет мастеру завершить рисунок с нуля, если у него есть опыт.
Можно рассматривать улитку-автомат. С его помощью можно создавать различные спирали или волны. Для создания такого станка необходимо иметь чертежи на станок холодной ковки такого типа своими руками, а также делать все в соответствии с технологией. Рабочая поверхность должна быть из листового металла. Толщина 4 мм вполне достаточно. Размеры устанавливаются исходя из размеров детали.Для профилирования требуется листовой металл толщиной 3 мм и в виде полос. Он загибается плоскогубцами по выкройке и получается спираль.
Для нормального рабочего процесса нужно хорошо закрепить один конец детали. В этом поможет стержень, равный ширине полосы. Вам понадобится верстак, чтобы закрепить платформу. Основная цель всего – придать детали максимальную неподвижность, ведь при холодной ковке нужно прилагать большие усилия.
Перед тем, как приступить к изготовлению любого станка для холодной ковки, инструмента для самостоятельного изготовления необходимы шаблоны, эскизы и различные чертежи, в том числе чертеж оборудования для холодной ковки своими руками.
Вы можете повысить точность разметки, используя миллиметровую бумагу. На нем нужно нарисовать спираль, где повороты по радиусу будут увеличиваться. Между ними необходимо правильно выдерживать равное расстояние. Это условие потребуется только для создания симметричных узоров.
Конструкция станка.
Для создания любой машины можно использовать несколько вариантов на выбор – разборная, монолитная или цельная. Небольшие стержни рекомендуется приваривать по всей длине станка.Для этого стоит на рабочем месте просверлить специальные отверстия. Требуется хорошо закрепить концы деталей, которые будут гнуться.
Этот способ ковки очень популярен среди новичков в кузнечном деле.
На станке для холодной ковки металла, сделанном вручную, неопытный мастер сможет изготовить кованые балконные навесы, поручни для лестниц, различные решетки для окон, заборы, разнообразную домашнюю мебель, заборы, различные кованые аксессуары и предметы декора, дополняющие интерьер помещений, по подобию каминных решеток.это хороший вариант для новичков.
Сборник чертежей на станки холодной ковки.
Рисунок улитки с лемехом.
На чертеже изображено устройство гибочной улитки с лемехом и правила работы с ним.
Детальный чертеж машины для улиток.
Устройство волочильное для гибки “Хомут”.
Чертеж устройства Гнутик.
Видео оборудования холодной штамповки для малого бизнеса.
Один из способов украсить участки – использовать кованые изделия. Очень декоративно смотрятся заборы, скамейки, беседки, лестничные ограждения и другие подобные конструкции. Более того, в большинстве случаев эти изделия не являются ковкой в ее традиционном понимании. Чаще всего это делается не в кузнице и не молотком и наковальней, а с помощью каких-то приспособлений, позволяющих создавать самые разные узоры и изделия из металлических полос и брусков квадратного сечения. Для изготовления таких изделий вам потребуются станки для холодной ковки.Некоторые из них можно сделать своими руками, другие проще купить.
Заборы, перила для лестниц и балконов – тоже можно сделать своими руками. Перила для крыльца – это украшение, а не исключительно утилитарный прибор
Какие устройства вообще используются
Для холодной ковки характерны различные завитки, загибы, скрученные стержни и т. Д. Практически для каждого вида они изготавливаются на отдельном устройстве – определенном станке. Их привод может быть ручным или электрическим.Для небольших объемов «под себя» используйте ручные станки для холодной ковки. Хотя они не особо производительны, их намного проще производить. Если необходимо поставить производство «на поток», сделайте аналогичные устройства, но с электродвигателями. При этом практически не нужно работать физически, но сложность изготовления устройства значительно возрастает. В нашей статье поговорим о ручных станках для холодной ковки.
Какие устройства используются:
- Торсион.С их помощью в продольном направлении скручивают четырехгранные стержни или полосы из металла. Получаются витые колонны, которые еще называют торсионами.
- Фонарь. На этом устройстве планка также скручена в продольном направлении, только дополнительно загнута в поперечном направлении. Получается что-то вроде фонарика. Отсюда и название устройства.
Так делают “фонарик”
- Твистеры или улитки. Образует плоские локоны разного диаметра.
Инструмент для холодной ковки Snail – для завивки
- Гибочные станки или гибочные станки. Позволяет в любом месте гнуть стержни или фитинги под нужным углом.
Для гибки в любом месте и под любым углом – скамьи (гибочные станки)
- Волна. По сути, это тоже связка, но более сложной конструкции – позволяет менять направление изгиба, получая волнистые детали.
Станок «Волна» – для формирования соответствующего рельефа
- Устройства для обработки торцов деталей – инерционные штамповочные станки или другие самодельные устройства.
Станки для обработки концов прутков. В данном случае гусиная лапа
Для начинающего мастера самый актуальный станок для холодной ковки – улитка. Только с его помощью можно делать много интересного – от забора и калитки до скамейки и других подобных изделий. На втором месте по необходимости торсионный станок. Это добавляет разнообразия деталям. Все остальные могут быть приобретены или созданы по мере того, как вы улучшаете и приобретаете навыки.
Домашние «Улитки»
По сути, модернизированный), но эти доработки позволяют легко делать завитки из достаточно толстых прутьев (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Эти станки для холодной ковки имеют несколько конструкций, но наиболее простым в реализации является вариант с круглым столом с центральной ножкой. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола может быть изготовлена из стального листа толщиной 10 мм и более. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут приложены боковые силы, поэтому необходимы боковые стойки, распорки, а также устойчивое основание.
Волочильный станок для холодной ковки «Улитка»
Рычаг проще сделать из трубы квадратного сечения с толстой стенкой – не менее 2-3 мм. Сечение трубы 25 * 40 мм или около того. Крепление рычага к ножке можно произвести на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть на ножку и приварить снизу упорную планку, чтобы рычаг делал не упасть. Версия с подшипником дает более легкое движение, но если есть смазка, второй вариант работает.
Форма рычага также важна. Рычаг двойной, верхняя часть рабочая, нижняя опорная. Везде, где есть связи, желательно прибавить усиление, так как усилия значительны.
На столе закрепляется оправка или зажим – форма, по которой загибаются локоны. Их делают разного диаметра, чтобы можно было делать завитки разного диаметра. Такие оправки могут быть сборными – для образования большего количества изгибов.На каждом таком образце должны быть стержни, которые входят в отверстия в столе. Итак, эта закономерность исправлена. Также ее форма должна быть рассчитана таким образом, чтобы конец планки хорошо фиксировался в ней.
Часто оправки фрезеруют из металлического круга подходящего диаметра с помощью болгарки, но есть варианты из металла с приваренными к нему стальными пластинами, соответствующим образом изогнутыми.
Как сделать аналогичный станок для холодной ковки – в следующем видео. Также существует хорошо описанный метод приведения концов заготовки в приличное состояние – обычные необработанные края выглядят очень грубыми.Для их обработки есть специальное оборудование, но, как оказалось, и без него можно обойтись.
Торсионный станок
Как уже было сказано, эти станки для холодной ковки позволяют делать продольные изгибы на прутке. Это относительно простая конструкция. Основная задача – зафиксировать один конец планки неподвижно, ко второму прикрепить рычаг, с помощью которого можно будет крутить заготовку.
В качестве основы подойдет срез профилированной трубы с толстой стенкой (не менее 3 мм).Фиксатор можно сварить из тех же стержней, оставив квадратный зазор необходимого диаметра. Можно использовать проволочную скобу подходящего размера (продается в такелажном магазине). Любой из этих упоров приваривается к основанию.
Держатель троса – большой замок
Далее нужно как-то обеспечить захват и скручивание второй части заготовки. Это можно сделать с помощью двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка – конструкция напоминает букву «Т».С другой стороны, в трубе делается фиксатор: просверливаются четыре отверстия, в них ввариваются гайки на 12 или 14 болтов. В результате получается хороший фиксатор – болты затягиваются после того, как стержень вставлен.
Еще более простой станок для изготовления торсионов методом холодной штамповки – в следующем видео.
Видео о самодельной арматуре и станках холодной ковки
немецкого оборудования для холодной ковки. Ручные станки для ручной холодной ковки металла. Производство «Улитка» с приводом
Холодная ковка невозможна без специального кузнечного оборудования.Давайте рассмотрим типы устройств и фигурки, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видеоролики. Так же рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то самостоятельное производство станков и устройств поможет создать ваш небольшой бизнес без лишних затрат.
Основные приспособления и станки
Холоднокованые станки предназначены в основном для гибки дуги или угла, а также для скручивания.Они могут быть ручными или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарик
Аппарат “Gnutic”
Купленный или изготовленный самостоятельно «Гнутик» – это универсальный прибор, позволяющий получить дугу или угол стержня. Это основание с ползунком, который фокусируется под углом (90 ° или другой, если необходимо), и двумя цилиндрическими фиксированными упорами.При перемещении ползунка и углового упора стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на стороне, противоположной углу.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия устройств GNUTIC – вертикальное расположение
Чтобы выжать габариты, вывести нижнюю строчку низа этой “гнутки”.
Планка Нижняя
Устройство универсальное. С помощью насадок на нем можно не только гнуть, но и вырезать, и пробивать отверстия.Но это уже будет следующий шаг.
Получение дуги на “Конфете”
Угол зрения на “Конфеты”
Так выглядит самоделка «Гнутик»:
Устройство “Твистер”
Twister – это инструмент для скручивания стержней, в основном квадратного сечения, вдоль продольной оси. Это простое приспособление может быть ручным и с электроприводом. Принцип работы: Оба конца стержня фиксируются, затем одна застежка начинает вращаться, закручивая металл до необходимой формы.
Внешний вид покупки МКПП “Твистер”
Посмотрите фото самодельного «твистера» с электроприводом, собранного с использованием бывшего в употреблении электрооборудования:
Для изготовления «фонариков» и «конусов» есть специальный станок, но для начала можно использовать и «твистер», как показано на видео (англоязычный, но все предельно понятно).
Видео: Как сделать заготовку под «фонарик» на «Твистере»
Аппарат «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей).Существуют различные конструкции.
Один из вариантов оформления: 1 – ЛЕМЭх Улитки; 2 – основание станка; 3 – прижимной ролик; 4 – рычаг управления прижимным роликом; 5 – крепление основания; 6 – палец для фиксации лемхеов; 7 – проточки для родного ролика; 8 – рычаг управления осью; 9 – пружина прижимного ролика; 10 – фиксатор для заготовки; 11 – улитка Lemche Lemeh; 12 – главная ось; 13 – Рычаги
В итоге должно получиться такое устройство:
Другая легкая конструкция для гибки проката сечением до 12 мм:
1 – сегмент улитки; 2 – эксцентрический; 3 – ручка; 4 – база; 5 – направляющая полироли; 6 – ось; 7 – бегунок; 8 – Гайка оси; 9 – ось крепления ролика; 10 – ролик; 11 – ведущий топор; 12 – направляющая эксцентрика; 13 – центральный сегмент улитки; 14 – стержни эксцентрика; 15 – основная ножка; 16 – штифт соединительный сегментов стойла; 17 – корректирующий винт; 18 – Сегменты улитки соединительные ушки
Часто устройство «улитка» делается на подставке, особенно если нужно согнуть толстый прокат.
Несколько полезных видеоматериалов самодельных машинок “Улитки”.
Производство улиток
Рабочий станок
Подробнее о таких конструкциях мы поговорим ниже.
Устройство «Глобус»
Такое приспособление внешне похоже на школьный транспорт и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника. Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине шаблона.Принцип действия чем-то похож на работу укупорочной машины для консервации.
Внешний вид устройства
О видеоработе на «Глобусе»
Используя исключительно мускульную силу, дугу большого диаметра можно создать на шаблоне, привинченном или приваренном к верстаку. Полосу хорошо гнуть, труба тонкоствольная и т. Д.
Шаблон
Аппарат “Волна”
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубы можно на аппарате «Волна».Деформация заготовки происходит между вертикальными валками путем прокрутки.
Приспособление для волн и полученные изделия
Устройство в действии
Светильник “фонарик”
На этой машине изготавливаются заготовки элементов «фонариков» или «конусов», которые могут состоять из 4, 6, 8 и более стержней. По принципу работы машина аналогична «Твистеру», но здесь заготовки огибают направляющий вал, что формирует более правильную и точную конфигурацию изделия.
Светильник “фонарик”
Приспособление для изготовления «фонарика»
Крепление для элемента холодной ковки “ЧОМУТ”
Элемент холодной ковки «ЧОМУТ» предназначен для крепления между другими элементами конструкции.
Устройство гибкого «Зажима» может быть выполнено по сопроводительным чертежам.
Приспособления для выполнения «гусиных лап»
«Гусиная лапка» – сплющивание с нанесением красивых ноток на торцы заготовок для придания большей элегантности рисунку или уменьшения толщины для различных соединений.
Торцы элементов декорированы «гусиной лапой»
Эту операцию можно выполнить с помощью станка с матрицей или устройством и тяжелым кузнечным молотком на наковальне. Оба варианта мы предоставляем в виде видеоматериалов.
Станок для изготовления «гусиных лап»
Крепеж для поковки “Гусиные лапки”
Детальный процесс изготовления штампа
Под прокатным станком для выполнения той же операции.
Станок для прокатки «гусиных лап» (расстояние между роликами регулируется).Материалы для прокатного станка: шестерни и валы – Запчасти от комбайна
б / у.Принцип действия
Производство «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Это особенно ценно, когда работа идет не «по душе», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для штанги гиба с максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Выполняет 6 роликов вала в минуту. Сегменты улитки вытягиваются из круглой заготовки Статьи 45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка прибита к валу на подшипниках от заднего колеса мотоцикла – 7204. Опорный ролик отводится на рывок к пазу. Между двигателем и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитка 1.
Элемент улитка 2.
Элемент улитки 3.
Улитка Central Element
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатт. На фотографиях ниже показана машина с двигателем 2,2 кВт, 1000 об / мин, обеспечивающая выходную мощность на валу около 10 об / мин. Это машина для профессионального использования. Применен б / у редуктор, из заготовки вырезается матрица толщиной 30 мм – процесс наиболее трудоемкий.
Для холодной ковки также потребуются наковальня и молоток. Гора не нужна, требуется только для горячих кузниц.
Совет! Перед тем как приступить к работе, нарисуйте на разновидности эскиз будущей конструкции. Поможет подогнать элементы и не перепутать при сборке.
Профессионально занимается художественной ковкой? Вы изготавливаете (или просто планируете открыть свой бизнес и производить) сложные изделия из кованых элементов (заборы, ворота, заборы, заборы, перила, решетки, навесы и козырьки, мангалы, подставки цветов, кованая мебель и скамейки и т.)? Тогда вы посетили наш сайт! Наша компания может предложить вам полный спектр качественного оборудования для художественной ковки BlackSmith. , официальным дилером которой является наша компания – Невская техника !
Каталог станков и оборудования BlackSmith Вы можете посмотреть и скачать :
Примеров художественных произведений:
Краткие видеообзоры на кузнечные инструменты и станки:
Полный спектр ручных инструментов для холодной и художественной ковки.Это надежный и качественный инструмент: для гибки завитков, продольной скрутки, для гибки металла, для изготовления декоративных элементов методом ручного прессования, для загиба уголков и колец, для изготовления декоративных «корзинок». и кручение, для стягивания и растягивания краев листового металла и т. д. d.
Индукционные нагреватели кузнечные для быстрого местного нагрева заготовок при последующей операции ковки или термообработки стальных деталей.Нагрев осуществляется электрическими токами, которые индуцируются переменным магнитным полем. Нагревание подходит для изделий из токопроводящих материалов. Основным преимуществом этого оборудования является скоростной нагрев деталей, а также то, что оно дает возможность нагреть определенную часть заготовки.
Целый ряд различных станков для холодной и художественной ковки изделий. Используется при серийном и мелкосерийном производстве кованых изделий. Это специализированные многофункциональные машины на:
- Художественная аренда I. гибкие локоны;
- продольная скрутка и кручение;
- кольца гибочные изготовление «лапок» и «корзинок»;
- трубы насосные прокат «Ребордс» на профильные трубы;
А также станки для гибки и резки прутка, квадрат, пресс гидравлический для штамповки различных кованых элементов (например, «БАЛАЗИН») и др.
Серия клиновидных молотков с пневмоприемником (вес падающих частей от 16 до 25 кг).Он будет полезен как в небольших мастерских, так и в коричневом производстве в качестве вспомогательного оборудования при ковке поковок из черных, цветных металлов и сплавов. Главная особенность данных Молотова: простота и надежность, удобная система управления, высокая частота и точность ударов, а также, что немаловажно, – невысокая цена (одна из самых низких на рынке кузнечного оборудования).
Бизнес-задач:
- Организация производства элементов художественной ковки и готовых изделий;
- Получение максимальной прибыли при минимальных трудозатратах.
Наше понятие «готовый бизнес» включает:
- Рекомендации по выбору оборудования;
- Рекомендации для промзоны;
- Образцы готовой продукции;
- Расчет затрат и прибыли.
Сегодня элементы художественной ковки повсеместно используются при изготовлении заборов, заборов, оконных решеток, садовой мебели и прочего. Не секрет, что для быстрого изготовления изделий массового спроса, декорированных художественной ковкой, выгодно применять стандартные элементы декора.Как правило, эти элементы изготавливаются методом «холодной» ковки – и закупочная цена их даже при обширном рынке продаж устраивает на высоком уровне. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству кузнечных изделий методом холодной ковки все более привлекательным.
Продажа готовых металлических изделий, а также оказание услуг по обработке металла – вид бизнеса, который достаточно силен для малых и средних предприятий, т.к. при правильном подборе оборудования не требуется больших капитальных вложений и значительных производственных площадей.
Для организации современного и технологичного производства кузнечных элементов мы предлагаем безкузное оборудование, купить несколько вариантов комплектации мастерской. Очень важно охватить максимально широко выполняемые операции – по изготовлению элементов различных форм и размеров. В зависимости от выбранного вами оборудования список выпускаемой продукции будет меняться.
Кроме того, по Вашему желанию любой комплект может быть переделан (в случае остального оборудования на нашем складе).
Предлагаю 3 варианта кузнечного набора Для изготовления кузнечных элементов различных форм и размеров.
На наших инструментах и станках можно изготавливать различную продукцию: улитки, кольца, торсионы, «корзины», козырьки, «гусиные лапы», дуги и дуги, зажимы, фактурные аппликации; Также комплекты для комплектации готовой продукции (секции заборов, лестницы, перила).
В зависимости от выбранного вами оборудования будет меняться перечень продукции, а также варианты готовой продукции.
Вариант 1: Покупка оборудования на сумму 77500 руб. Выручка от 158 000 руб. / Мес.
Вариант 2: Покупка оборудования на сумму 643250 руб. Выручка от 775110 руб. / Мес.
Вариант 3: Приобретение оборудования на сумму 1529700 руб. Выручка от 1281490 руб. / Мес.
Отлично! Текст на зеленом фоне – к хорошим новостям 🙂
Станки для холодной ковки металла.
Компания ФК является официальным дилером по продаже станков для холодной ковки металла.Собственный склад в Москве по ул. Вересаева дом 18, стр.1, где покупатель может выбрать черное ковочное оборудование для холодной ковки, уравновешивая его технические характеристики.
Предлагаем ручные станки для холодной ковки металла «Каро-Универсал», Stalex, Blacksmith для гибки элементов ажурных металлических изделий из полосы, прутка, квадрата.
С помощью ручного инструмента без нагрева можно изготавливать детали художественных металлических изделий типа решеток и заборов, предметов интерьера.
Инструмент прост в обслуживании, не имеет электропривода.
Ручной инструмент может использоваться в промышленных и индивидуальных частных производствах, как в стационарных условиях, так и в дороге, что особенно удобно при выполнении отдельных заказов и реставрационных работ.
Инструмент ручной работы позволяет из полосы, прутка, квадрата различного сечения без нагрева изготавливать дугообразные, кольцевые, криволинейные скрученные заготовки, производить резку и клепку металла.
Мы даем вам возможность освоить производство настоящих металлических изделий под «ковку» в домашних условиях, которые будут радовать глаз своим дизайном, а разнообразие сборных форм – своей безграничностью.
Широкополосное оборудование.
Издавна люди научились делать из металла изделия точной формы. Это могут быть подходящие светильники, козырьки, элементы каминов, кованая мебель, навесы и заборы. До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без теплового нагрева. Преимущество ручной холодной ковки в том, что теперь для работы с металлом не нужно владеть какой-то сложной технологией и прилагать физические усилия. Достаточно будет знать, как работает оборудование, и как правильно им пользоваться.
Оборудование для холодной ковки металла ручной работы
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные приспособления.
С разнообразным ручным оборудованием Для ковки можно изготавливать отдельные элементы декора и собирать сложные кованые конструкции в виде заборов, калиток, ворот и т.д.
Инструмент ручной для ковки. Цена
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой. Наиболее доступным в использовании по цене является ручной инструмент для холодной ковки, который можно купить в специализированных магазинах.
Машинка ручная для гибки локонов Минконцерна В. 1 Позволяет изготавливать основные кованые изделия различной конфигурации. В его комплект входит подставка для работы с длинными заготовками, прижимные эксцентрики для угольника и полосы, оправка для изготовления завитков. Цена оборудования от 19 700 руб.
Инструмент ручной продольно-скручивающий МЗ-Т R. Создан для работы в домашних условиях. Чаще всего применяется для изготовления решеток различного назначения, металлических кованых заборов, перил, при отделке лоджий и балконов.В комплект с устройством входят специальные оправки для скручивания квадратов и полос. Стоит МЗ-Т Р 16 920 руб.
Оборудование ручное МВ20-12. С помощью которой гибкие металлические элементы гибки с малым поперечным сечением (полосы, стержни, проволока и т. Д.). Подходит для лепки и других работ с тонким материалом. Цена станка МВ20-12 – 6390 руб.
MV10-6 – Это небольшой ручной инструмент, которым удобно сгибать металл в кольцо или дугу. Используется при изготовлении подставок для цветов, лесов, люстр и других светильников.Применяются полосы и прутки, проволока из черного или цветного металла диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок снабдили ручкой длиной 340 мм и верхним роликом с точной регулировкой. Такое оборудование будет полезно самодельным мастерам при создании ажурных изделий и металлических конструкций, мастерам художественного металла, ремесленникам, школам. Это мВ10-6 – 9045 руб.
Ручной станок MO5 -GX Предназначен для простого и быстрого изготовления самого популярного элемента в ковке – «Хомутов».При его применении не требуется больших навыков кузнечного дела, так как это совсем не сложно. Цена такого станка – 10 692 рубля.
Универсальный гибочный станок MV30-6X50 Будет удобно использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, прутьев, полос. С его помощью можно производить множество вариантов гибки в разных плоскостях и разных конфигурациях. Инструмент для ковки оснащен удобными упорами и гибочными оправками.Это мВ30-6х50 – 11 385 руб.
Ручной трубогиб MO7-T G. Отличное решение для мобильной работы на месте установки изделия. Его можно использовать при изготовлении ворот, калитки, перголы, навесов, теплиц и других легких металлических конструкций. В устройстве можно гнуть арки, кольца, дуги из труб прямоугольного и квадратного сечения, полос, прутьев, квадрата. Цена трубогиба МО7-Т Г – 29 160 руб.
Ручной универсальный станок MV32-25 – это надежная и прочная конструкция, с помощью которой трубы можно гнуть по любому заданному радиусу.Инструмент позволит дешево и легко выполнять не только разовые, но и мелкосерийные работы по гибким профилям и трубам. Стоимость МВ32-25 – 44 820 руб.
Станок BlackSmit. Пн 4 А. – Кр. Применяется при изготовлении «корзин» и продольной скрутки изделий. Ковка корзины производится из заранее приготовленных заготовок одинаковой длины. Изделия на участке 500 мм скручиваются, однако длину можно увеличить самостоятельно.Цена такого устройства – 35 577 рублей.
Станок «Улитка» своими руками
Некоторые домашние мастера своими руками изготавливают ручное оборудование для холодной ковки. Используя интернет-чертежи, вы довольно легко сможете собрать машинку-улитку.
Необходимые инструменты и металлические детали:
Прежде всего, необходимо нанести рисунок спирали с тремя витками. После этого необходимо сверить размеры, чтобы армированный стержень был помещен диаметром 10 мм.Теперь можно переходить к изготовлению станка.
- Пластина вырезается из стального листа со стеклом: 130х130 мм и 100х100 мм.
- Далее очищаются участки трех стальных полос и трехкамерной штанги.
- По шаблону с помощью плоскогубцев стальные полосы загибают так, чтобы получить три спирали разной длины.
- Все детали станка свариваются по схеме.
- Внизу по центру инструмента приварена стальная труба.
Сварочные работы нужно выполнять качественно, так как именно от них срок службы станка.
Заключение
Несмотря на то, что стоимость станков, на которых производится ковка металла, немаленькая, некоторые виды ручного оборудования вполне доступны. Те, кто имеет опыт такой работы, и начинающие кузнецы без труда смогут выбрать недорогой вариант инструмента, который поможет создать отдельно стоящее изделие.
Кроме того, некоторые типы станков можно изготавливать самостоятельно.
Одежда Женская одежда Пояс и бюстгальтер костюм для танца живота Зеленый костюм для танца живота
Пояс и бюстгальтер для танца живота Костюм для танца живота Зеленый костюм для танца живота
пояс для танца живота и бюстгальтер костюм для танца живота Зеленый костюм для танца живота, бюстгальтер костюм для танца живота Зеленый костюм для танца живота Пояс для танца живота и, egydance, com www, facebook, com / egydance добро пожаловать с любыми дальнейшими вопросами и запросами, Египетская ручная работа, Украшенный с бусинами, пайетками и рейнским камнем, он поставляется с шифоновой юбкой и вуалью, настройте свой цвет в соответствии с вашими потребностями, www, покупайте вещи, которые вам нравятся. Big Labels. Маленькие цены. Покупайте в Интернете. Первоклассный магазин, покупатель прежде всего.танец живота Пояс и бюстгальтер костюм для танца живота Зеленый костюм для танца живота pep-petro.com.
пояс для танца живота и бюстгальтер костюм для танца живота зеленый костюм для танца живота
Дата первого упоминания: 1 октября. ▶ Пожалуйста, выберите размер в соответствии с таблицей размеров на картинке, а не таблицей размеров Amazon перед размещением заказа. Женские сапоги I Need-You Летняя обувь до щиколотки Высокие каблуки Бренд со стразами Женская свадебная обувь Платформа с открытыми носками Женские босоножки Boots Plus Size меньше американского размера, коврики сделаны из нетоксичного материала без запаха.КУЛЬТУРА ПО ДИЗАЙНУ Хлопковое полотенце для лица, 2 комплекта Пара Набор из 2 подарочных наборов Белый × Роза Дымчатое полотенце Сертифицированное хлопковое полотенце IMABARI Набор полотенец для лица: UNiCASE (США). Lookout Crest – это намного больше, чем просто водонепроницаемая оболочка. IMIEE Искусственная композиция Phaleanopsis с вазой Декоративный бонсай с цветком орхидеи (белый): Imiee, мы хотим, чтобы все наши клиенты были счастливы и довольны, Пояс для танца живота и бюстгальтер для танца живота Костюм для танца живота Зеленый костюм для танца живота . Легкая межподошва из пеноматериала гарантирует, что вы будете чувствовать себя босиком: просто поместите сетевой фильтр внутрь коробки.Редко можно найти уникальную детскую обувь, такую как мокасины Chérubin, которые станут лучшим подарком для душа ребенка или мам, которые просто хотят, чтобы их ребенок выглядел как можно лучше, Yksth Hoodie Women’s Athletic Queen-Classic White Shirts S в магазине женской одежды, в то время как технология фиксации пятки переносит вес тела на пятки, а не на ступни. Эти модные носки обязательно притянут глаза вниз и сделают вас изюминкой вечера. Доступен для работы с одной кнопкой или с двумя кнопками / активацией бокового сдвига. Отдельные жилы представляют собой многожильные провода из чистой меди 24 AWG (американский калибр).Подходит для любой спортивной сумки, пояса для танца живота и бюстгальтера, костюма для танца живота Green Belly Dance Costume . & NBSP; включает потайную молнию для легкого снятия и очистки чехла. GAOQIANGFENG новая мода Рюкзак Повседневная женская сумка через плечо Сумка Poke Tote. ** Как минимум 4 отверстия с втулками для легкой установки. Этот ремень изготовлен из 100% натуральной зернистой кожи, мы отправим вам экспресс-почтой, размер 65 метров и размеры: 85 (бедра) -70 (талия) 95 (грудь) * * * * Без обмена или возврат * *, – Доставка EMS в США занимает 5-7 рабочих дней (требуется номер телефона). Чтобы убедиться в отсутствии неправильного толкования, оставьте инициалы в следующей форме – hBs.Пожалуйста, прочтите ★ ВАРИАНТЫ ОБРЕЗКИ ★ и ★ НАСТРОЙКИ ТКАНИ ★ для получения подробной информации о вариантах покупки. Пояс и бюстгальтер для танца живота Костюм для танца живота Зеленый костюм для танца живота .
Различия между процессами горячей и холодной штамповки
Ковка изменяет металлическую заготовку путем сжатия при холодной, теплой или горячей температуре. Холодная ковка улучшает прочность металла за счет его закалки при комнатной температуре. Горячая ковка обеспечивает оптимальный предел текучести, низкую твердость и высокую пластичность за счет упрочнения металла при чрезвычайно высоких температурах.Использование горячей или холодной штамповки зависит от функции готового компонента, отрасли и объема производства.
В то время как холодная ковка сжимает металл при комнатной температуре, горячая ковка требует сильного нагрева. Основным отличием холодной и горячей ковки является то, что высокая температура горячей ковки позволяет металлу принимать более сложные и сложные формы, чем холодная ковка.
Горячая штамповка
Температура горячей штамповки зависит от типа металла. Горячая ковка начинается с нагрева штампов, чтобы предотвратить потерю температуры во время процесса и гарантировать, что кристаллизация не произойдет до тех пор, пока формование не будет завершено.При нагревании металл становится более пластичным. Когда давление штампов сжимает горячий металл, структура превращается в более мелкое зерно, что приводит к увеличению предела текучести и пластичности.
Факторы, которые следует учитывать при горячей штамповке, включают:
- Охлаждение . Если металл остывает до температуры ниже минимального порога, ковка завершается. Если это происходит, металл необходимо повторно нагреть до достижения окончательной формы.
- Допуски . Допуски на размеры при горячей штамповке менее точны, чем при холодной штамповке.
- Плашки . Плашки для горячей штамповки изготавливаются на заказ в соответствии со спецификациями деталей заказчика.
Холодная штамповка
Холодная штамповка использует процесс смещения для придания материалу желаемой формы. Сила сжатия сжимает металл между пуансоном и штампом при комнатной температуре до тех пор, пока материал не примет форму штампа. Методы холодной штамповки включают прокатку, прессование, волочение, прядение, высадку и экструзию.
Факторы, которые следует учитывать при холодной штамповке, включают:
- Объем материала . Тщательный контроль объема материала предотвращает напряжение и повреждение, особенно при закрытой штамповке, поскольку излишкам некуда бежать.
- Бондеризация . Этот процесс покрытия улучшает поток материала во время процесса, уменьшая силу, напряжение и трение, улучшая при этом качество поверхности.
- Отжиг . Отжиг смягчает металл, улучшая текучесть материала.Его можно применять в качестве промежуточного процесса, когда наклеп происходит до завершения процесса ковки.
- Смазка . Смазка имеет решающее значение при холодной ковке. Высоковязкое масло защищает от трения металла о металл, а нанесение жидкого масла рассеивает тепло.
Преимущества горячей и холодной штамповки:
- Горячая штамповка . Повышенная пластичность для более сложных деталей и больше возможностей для настройки.
- Холодная штамповка . Не создает отходов, практически не требует отделочных работ, сохраняет точность размеров и обеспечивает высокое качество поверхности.
К недостаткам горячей и холодной штамповки можно отнести:
- Горячая штамповка . Дополнительные затраты на термообработку, менее точные допуски по размерам, риск деформации
- Холодная штамповка . Несколько вариантов индивидуальной настройки, риск остаточного напряжения, может потребоваться термообработка.
Компания Cornell Forge Company сертифицирована по ISO 9001: 2015 и занимается производством кованой стали и сплавов более 90 лет.Наш семейный бизнес заработал репутацию лидера в кузнечной промышленности, производя горячую штамповку высочайшего качества. Обладая талантливым, опытным персоналом и приверженностью строгим стандартам качества, мы можем помочь вам сократить время обработки, количество отходов и дорогостоящие производственные операции. Для получения дополнительной информации свяжитесь с нами сегодня или запросите расценки, чтобы начать работу.
Что такое ковка? • Aerostar Manufacturing
Вы слышали о ковке, но что это такое?
Согласно Thomas Net:
«Ковка, метод формования металла с использованием сжимающих, локализованных сил, был основным методом изготовления металла со времен древних месопотамцев.С момента своего возникновения в плодородном полумесяце ковка претерпела значительные изменения, в результате чего процесс стал более эффективным, быстрым и долговечным. Это связано с тем, что сегодня ковка чаще всего выполняется с использованием кузнечных прессов или ударных инструментов, которые работают от электричества, гидравлики или сжатого воздуха.
Различные типы ковки и их преимущества
«Удар ковки деформирует и формирует металл, что приводит к непрерывному потоку зерна. Это заставляет металл сохранять свою прочность.Дополнительные эффекты этого уникального потока зерна включают устранение дефектов, включений и пористости в продукте. Еще одним преимуществом ковки является относительно низкая стоимость, связанная с умеренными и длительными производственными циклами. После создания кузнечных инструментов изделия можно производить на относительно высоких скоростях с минимальным временем простоя.
Горячая ковка
«Существует два основных типа ковки – горячая и холодная. Для горячей ковки металл должен быть нагрет выше температуры рекристаллизации.Это может означать нагрев металлов до 2300 градусов по Фаренгейту. Основное преимущество горячей ковки – снижение энергии, необходимой для правильного формования металла. Это связано с тем, что чрезмерное нагревание снижает предел текучести и улучшает пластичность. Горячие кованые изделия также выигрывают от устранения химических несоответствий.
«Нужна компания по горячей штамповке? Компания Thomas ’Supplier Discovery имеет проверенный список компаний по горячей штамповке в США и Канаде.
Холодная ковка
«Холодная ковка обычно относится к ковке металла при комнатной температуре, хотя возможна любая температура ниже рекристаллизации.Многие металлы, такие как сталь с высоким содержанием углерода, просто слишком прочны для холодной ковки. Несмотря на это препятствие, холодная ковка превосходит своего более теплого эквивалента, когда речь идет о стандартах контроля размеров, однородности продукта, обработки поверхности и загрязнения. Холодная ковка включает в себя множество методов ковки, включая гибку, экструзию, холодное волочение и холодную высадку. Однако такая повышенная универсальность обходится дорого, поскольку холодная штамповка требует более мощного оборудования и может потребовать использования промежуточных отжигов.
«Нужна компания по холодной ковке? Компания Thomas ’Supplier Discovery имеет проверенный список компаний по холодной штамповке в США и Канаде.
«Для получения более подробной информации по любому из этих процессов, пожалуйста, прочтите наше полное руководство по горячей и холодной штамповке.
Категории процессов ковки
«Помимо основной горячей и холодной штамповки существует множество специфических процессов. Этот широкий спектр процессов можно сгруппировать в три основные зонтичные группы:
«Формование вытяжкой уменьшает ширину изделия и увеличивает длину.
«Высаженная поковка увеличивает ширину изделий и уменьшает длину.
«Формовка под давлением обеспечивает поток штамповки в нескольких или индивидуальных направлениях.
«Эти три категории включают в себя множество различных конкретных типов ковки:
Процесс ковки в открытых штампах
«Когда плоские штампы без предварительно вырезанных профилей участвуют в ковке, этот процесс называется ковкой в открытых штампах (или кузнечной ковкой). Открытая конструкция позволяет металлу течь повсюду, кроме того места, где он касается матрицы.Для достижения максимального результата правильное перемещение заготовки, которая должна составлять более 200 000 фунтов. по весу и длине 80 футов, имеет важное значение. Это полезно для мелкосерийной художественной ковки или для формования слитков перед мерами вторичной обработки.
Процесс ковки в закрытых штампах
«При штамповке в закрытых штампах, иногда называемой штамповкой в штампах, используются формы. Эти формы прикреплены к опоре, в то время как молот заставляет расплавленный металл течь в полости матрицы. При ковке сложной геометрии часто используются множественные удары и / или полости штампа.Высокие начальные затраты на инструмент делают ковку в закрытых штампах дорогостоящей для краткосрочных операций, но процесс ковки становится рентабельным по мере увеличения количества производимых деталей. Ковка в закрытых штампах также обеспечивает исключительную прочность по сравнению с альтернативными методами. Распространенные области применения штамповки в закрытых штампах включают производство автомобильных компонентов и аппаратных инструментов.
Ковочный пресс
«При штамповке основным фактором формования является сжатие. Металл находится на неподвижном штампе, в то время как прессующий штамп оказывает постоянное давление, достигая желаемой формы.Время контакта металла с матрицами значительно больше, чем у других видов ковки, но процесс ковки выигрывает от возможности одновременной деформации всего изделия, в отличие от локализованного участка. Еще одним преимуществом ковочного пресса является возможность производителя контролировать и контролировать удельную степень сжатия. Применения ковки в прессе многочисленны, так как нет практически никаких ограничений на размер продукта, который может быть создан. Ковка на прессе может быть горячей или холодной.
Процесс ковки валков
«Ковка валков – это процесс увеличения длины стержней или проволоки. Производитель помещает нагретые металлические стержни между двумя цилиндрическими валками, которые вращаются и прикладывают прогрессивное давление для придания металлу формы. Преимущества ковки валков включают устранение заусенцев и превосходную структуру зерна ».
Первоисточник
алюминиевый теплоотвод с ребрами охлаждения 25 мм x 25 мм x 15
Продажа радиаторов для электронных компонентов | eBay
Силиконовая термопрокладка для графических процессоров – 3.0 Вт / м · K – 25 мм x 25 мм x 2 мм. 2,15–5,47 евро. … 8,29 евро. 15,28 евро почтовые расходы. Алюминиевый радиатор, радиатор, ребро охлаждения, серебристый светодиодный индикатор питания, управление температурным режимом. 2,09–12,03 евро. Стоимость пересылки 1,54 евро. Усилители мощности IC Радиатор Алюминий 160x32x62mm Для LM3886, TDA7293 … 8.8mm-200mm Aluminium …
Уточнить ценуАлюминиевый радиатор Cooling Fin 150mmx60mmx25mm.
Алюминиевый радиатор охлаждения 150 мм x 60 мм x 25 мм для усилителя мощности Бренд: Gino. … Универсальный алюминиевый радиатор радиатора усилителя мощности 100 мм x 35 мм x 10 мм… 18,06 x 15,24 x 1,27 см; 160 грамм Номер модели изделия a14050600ux1193
Уточнить цену(PDF) Книга по теплообмену | Даниэль Хакоме – Academia.edu
Книга по теплопередаче. Даниэль Хакоме. Скачать PDF. Скачать полный пакет PDF. Эта бумага. Краткое изложение этой статьи. 35 полных PDF-файлов, относящихся к этой статье. ПРОЧИТАЙТЕ БУМАГУ.
Уточнить ценуTX Алюминиевый вентилятор охлаждения радиатора + линза 44 мм 120.
В комплект входит: 1шт 20-100Вт светодиодный алюминиевый вентилятор охлаждения радиатора + 1шт 44мм стеклянная линза + 1шт 50мм отражатель + 1шт фиксированный браслет Напряжение радиатора: 12В постоянного тока ; Размер вентилятора радиатора: 80 * 80 * 25 мм ; Размер алюминиевого радиатора: 76 * 80 * 40 мм
Уточнить ценуMOSFET радиатор для продажи | eBay
Алюминий 30 30 25-мм триодный 2-контактный радиатор с электронным радиатором для трубки MOSFET…. Радиатор радиатора 76 мм x 70 мм x 21,5 мм, охлаждающий радиатор для IC MOSFET SCR. 9,71 канадского доллара. Бесплатная доставка. Остался только 1! Смотрите похожие предметы. Высококачественный алюминиевый радиатор радиатора 20 20 16 мм для IC MOSFET SCR. От 4,31 до 4,35 канадских долларов. … C $ 15.36 доставка.
Уточнить ценуРадиаторы и радиаторы RAM | Newegg.ca
Размер: низкопрофильный 25 мм x 25 мм x 10 мм. Проверьте таблицу технических характеристик и убедитесь, что размер радиатора соответствует размеру вашего компонента.Спецификация Название продукта: Радиатор Материал: алюминий Цвет: анодированный черный Общий размер: 25x 25x 10 мм / 1 дюйм x 1 дюйм x 0,4 дюйма (Д * Ш * В) Вес: 30 г Содержание упаковки: 5 шт. X Радиатор
Получить ценуРадиаторы | Радиаторы – для онлайн-продаж электроники …
Доступен широкий выбор радиаторов. Пассивные радиаторы относятся к радиаторам без вентилятора, а термин «активные радиаторы» относится к радиаторам со встроенным вентилятором. также встречается термин HSF, что означает радиатор с вентилятором.Некоторые радиаторы также можно комбинировать с жидкостным охлаждением для отвода тепла от устройств …
Узнать ценуРадиаторы – производителей и поставщиков в Индии
Собственный алюминиевый радиатор с плоскими ребрами, для промышленного применения, Размер радиатора: .. 0,42 / миллиметр Узнать цену Собственный алюминиевый радиатор усилителя, для промышленного применения, Размер радиатора: … 0,80 / мм
Получить ценуИнтернет-магазины Канада: повседневные низкие цены на Walmart.ca!
https: // ежедневно 0.9 https: // …
Уточнить ценуРадиатор 【ПРЕДЛОЖЕНИЯ Апрель】 | Clasf
150 x 60 x 25 мм Алюминиевый радиатор охлаждения радиатора для микросхемы IC LED Вес упаковки: 0,16 кг 150 x 60 x 25 мм Алюминиевый радиатор охлаждения радиатора для микросхемы IC LED Транзистор памяти питания Описание: Функция этого алюминиевого радиатора заключается в охлаждении вниз по доске и заставить ее работать безопасно.
Уточнить ценуОсвещение заката – коммерческая и промышленная серия Pro от …
11-15 / 16 “Ш x 11-15 / 16” В x 3/10 “E…. Конструкция из литого под давлением алюминия с улучшенным отводом тепла, LED TjGet price
Лучшее соотношение цены и качества Алюминиевые ребра охлаждения – Отличные предложения.
2020 популярных тенденций 1 в компьютерах и офисе, электронных компонентах и расходных материалах, бытовой электронике, игрушках и хобби с алюминиевыми охлаждающими ребрами и 1. Откройте для себя более 2222 из нашего лучшего выбора 1 на AliExpress с 1 самыми продаваемыми брендами. Делайте покупки в топ-25 самых популярных 1 по лучшим ценам!
Уточнить ценуПолный текст «Практика монохромной фотолаборатории Илфорда»
Поиск в истории более чем 446 миллиардов веб-страниц в Интернете.
Уточнить ценуРадиаторы | Радиаторы – для онлайн-продаж электроники …
Радиаторы изготавливаются из металла и обычно изготавливаются из меди или алюминия. Медь является отличным проводником тепла, помогая отводить тепло от устройства, которое вы пытаетесь охладить. Хотя алюминий не проводит тепло так же хорошо, как медь, он дешевле и легче меди.
Уточнить ценуHot Besar Алюминиевый радиатор Радиатор Pendingin.
Hot Besar, алюминиевый радиатор, радиатор, ожидающий в ребре радиатора, для усилителя мощности со светодиодной подсветкой IC, Брошюра из Тионгкока и других производителей.Nikmati pengiriman gratis, penjualan terbatas, pengembalian mudah dan perlindungan pembeli! Никмати Pengiriman Gratis ke Seluruh Dunia! Waktu Penjualan Terbatas Pengembalian Mudah
Уточнить ценуАнодирование радиатора по лучшей цене в Индии
Ребро радиатора Стиль: прямое ребро. Размер: 50 мм. Размер радиатора: 125×64. Бренд: МКИ. … Экструзионный радиатор, 6 дюймов X 35 мм (алюминий), Размер: 25 мм, Для … ₹ 10 / Количество. Получить цитату. Радиатор из анодированного алюминия 25 мм 4,5 / шт. Получить цитату.CentIoT – TO-220 20 x 15 x 10 мм Алюминиевый радиатор IGBT MOSFET Triode IC – (черный анодированный) 29 / шт. Получить …
Уточнить цену113AB2000B | Радиатор, 0,31 ° C / Вт, 200 x 150 x 25 мм, печатная плата …
Радиатор серии 113AB, ширина 150 мм x высота 25 мм. ABL проектирует свои радиаторы для увеличения площади поверхности и, следовательно, рассеивания тепла на большей площади, что приводит к более быстрому охлаждению компонента. Разработан с использованием закаленных сплавов с большей теплопроводностью для максимального охлаждения.
Уточнить цену10 комплектов радиаторов с алюминиевым радиатором для ТО-220.
5шт. 25 мм x 25 мм x 5 мм Алюминиевый радиатор с диффузором тепла, черный. 5,72 евро. … 2 шт. 40 мм x 40 мм x 20 мм алюминиевый радиатор, теплоотводящий ребро охлаждения, серебристый оттенок. 7,73 евро. … 10шт TO-220 Серебряный радиатор радиатора для регулятора напряжения / винт MOSFET 15 * 20. 4,69 евро.
Уточнить ценуDanh sách kho STC P24 – STC Vietnam – Công ty TNHH TM DV …
кабельное соединение M16 x 15 I концевой выключатель NAMUR 5C3,5-N0-Y мин-контакт Расход> мин – значение: I = 3 mAI Flow Узнать цену
ABL Components HEATSINK 150x150x25mm 0.39 ° C / Вт.
Алюминиевый радиатор с ребрами охлаждения, черный 25 мм x 25 мм x 5 мм 8 шт. … Бесплатная доставка . Алюминиевый радиатор теплоотводящего ребра охлаждения серебристого цвета 100 x 69 x 36 мм. 16,35 австралийских долларов. Бесплатная доставка . 4 шт. 25x15x10mm Алюминиевый радиатор с винтовым креплением, охлаждающий ребро + игла серебристого цвета … Продавец отправляет сообщение в течение 15 дней после получения подтвержденного платежа – открывается …
Получить ценуСравнить цены на алюминиевый электронный радиатор -.
Интернет оптовый алюминиевый электронный радиатор: охладитель с медными ребрами для процессора 8 с высокими оборотами в минуту 1 медный вентилятор для процессора 20 радиатор синий светодиодный вентилятор для охлаждения процессора для процессора rgb 9 см кулер и кулер для процессора Популярные алюминиевые электронные радиаторы Продукты: медный радиатор с вентилятором 775 радиатор amd вентилятор кронштейн винт радиатора процессора кулер для cpu 8 high rpm fan 1 3 m…
Уточнить ценуUnique Bargains Алюминиевый ребро диффузного охлаждения.
Алюминиевый радиатор обычно используется при термообработке и охлаждении ИС и электронных компонентов.
Ребра увеличивают площадь доски и тем самым обеспечивают лучшую теплопередачу.
Используйте клей для радиатора, чтобы установить радиатор. Клей здесь не входит.
Пожалуйста, проверьте таблицу технических характеристик и убедитесь, что размер радиатора соответствует размеру вашего компонента.
WeiMeet 6 пакетов алюминиевого модуля радиатора радиатора.
WeiMeet 6 упаковок алюминиевого радиатора модуля радиатора Ребра радиатора для полупроводниковых устройств на мощных транзисторах с 8 ребрами 100 мм x 25 мм x 10 мм Цена: $ 8,99 По состоянию на 15 января 2021 года 08:55:30 UTC (подробнее)
Получить ценуMBh35001-28W / 2.6 | Радиатор, зажим, 25 x 25 x 28 мм, зажим …
Купите радиатор, зажим, 25 x 25 x 28 мм, зажим MBh35001-28W / 2.6 или другие радиаторы в Интернете на сайте RS для доставки на следующий день по вашему заказу плюс отличный сервис и отличная цена от самых крупных электронных компонентов
Уточнить ценуЭкструдированные алюминиевые радиаторы – Boyd Corporation
Экструдированные профили радиаторов Aavid варьируются от простых плоских задних ребер до сложных геометрических форм для оптимального охлаждения.Сплавы 6063 и 6061 – наши наиболее часто используемые алюминиевые сплавы с высокой теплопроводностью. Для быстрого теплового моделирования и сравнения конструкций нескольких радиаторов попробуйте Aavid Genie, наш инструмент для проектирования радиаторов.
Уточнить ценуРадиатор 100 * 69 * 36мм Алюминиевый радиатор для светодиода.
600 * 185 * 25 мм радиатор Алюминиевый радиатор для светодиодной панели освещения Особенности Материалы: Алюминий Размер: 600 мм / 23,60 дюйма (Д) × 185 мм / 7,3 дюйма (Ш) × 25 мм / 1 дюйм (В) Количество лезвий: 18шт Вес: 2.7 кг / 6 фунтов
Уточнить цену|ア イ ・ エ ム ・ シ ー
と は 、 を さ ず 、 に が し て に で き る か を こ と で す。 で さ れ, TEh200, TEH70, 3.8 ° C / Вт, 41.6 x.
Купите радиатор, TBh35, TCh45, TEh200, TEH70, 3,8 ° C / Вт, 41,6 x 25 x 38,1 мм, вертикальный радиатор FA-T220-38E или другие радиаторы в Интернете на сайте RS для доставки на следующий день по вашему заказу плюс отличный сервис и отличная цена от крупнейших компонентов электроники
Уточнить ценуProzessorlüfter | XamRene | Page 36
Ширина доски: 13 см x 4.4 см x 1. 2 см lieferumfang: 6 x pci-e 16 x переходная плата 6 x pci-E 1 X адаптер-Karte 6 x 60 см разъемы USB 3. 0-kabel 6 x 6-polig, pci-e power auf 15-pin-sata stromkabel so Produkte sind 24 Stunden non-stop Arbeit in das Produkt, sind Verbrauchsmaterialien, Garantie nur 30 Tage.
Уточнить ценуИнтернет-магазины в Канаде: повседневные низкие цены на Walmart.ca!
https: // daily 0.9 https: // …
Уточнить цену100 * 69 * 36 мм Радиатор Алюминиевый радиатор для светодиода.
600 * 185 * 25 мм радиатор Алюминиевый радиатор для светодиодной панели освещения Особенности Материалы: Алюминий Размер: 600 мм / 23,60 дюйма (Д) × 185 мм / 7,3 дюйма (Ш) × 25 мм / 1 дюйм (В) Количество лезвий: 18 шт. Вес: 2,7 кг / 6 фунтов
Уточнить цену(PDF) Процессы термообработки и сопутствующие технологии …
Процессы термообработки и сопутствующие технологии. J. Ceballos Sabido. Скачать с Google Скачать с Facebook. или же.