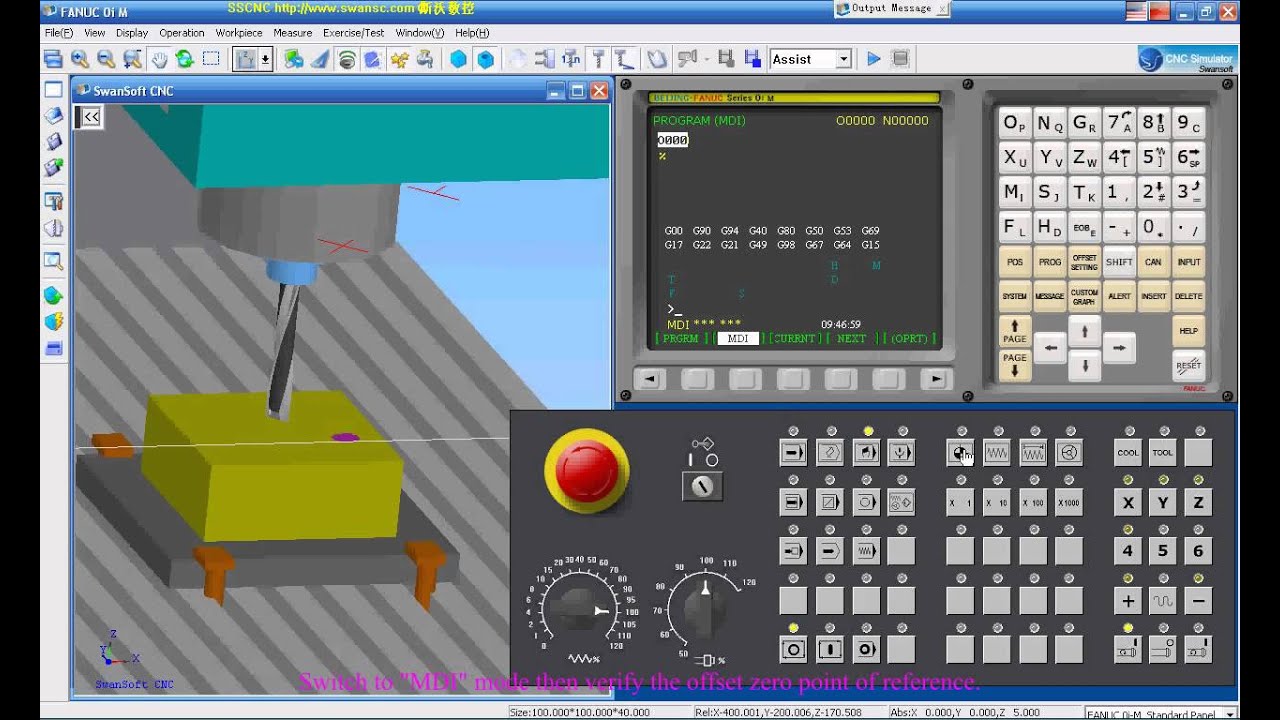
Подробный пример программы для токарного станка с ЧПУ
ТокарныйДля того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, токарным и фрезерным машинам задается план работы.
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, фрезерным машинам задается план работы.
Разработка плана действий машин с ЧПУ начинается с построения координатных лучей, на которых с помощью числового кода распределяются точки, по ним будет проводиться действие рабочих элементов. Созданием управляющей программы для фрезерного станка занимается инженер-программист.
Система координат
Составление программы для токарной и фрезерной машины требует определенных знаний.
- Z – совмещается с осью движения шпинделя, она направляется от крепежного элемента обрабатываемой детали к режущему элементу, она направляется как вертикально, так и горизонтально;
- ось Х представляет собой горизонтальный луч, при горизонтальном положении оси Z, ось Х пролегает вправо от левого края передней части станка, где располагается пульт, если же она лежит вертикально, то Х направляется вправо относительно токарному станку, его передней плоскости, если повернуться к ней лицом;
- чтобы определить положение оси Y, ось Х поворачивают на 90 градусов относительно оси Z.
Точка пересечения лучей является началом отсчета.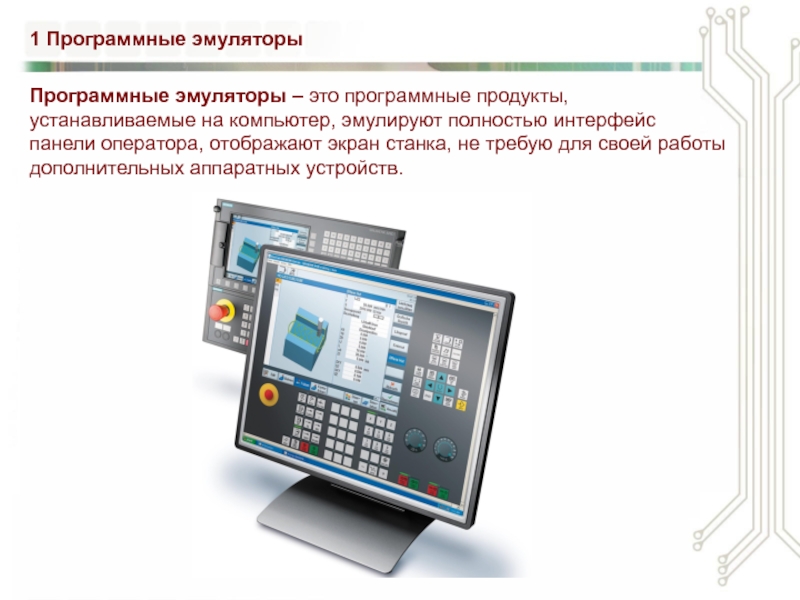 Чтобы на координатной системе задать точку, следует отметить ее числовое выражение на каждом луче.
Чтобы на координатной системе задать точку, следует отметить ее числовое выражение на каждом луче.
Рабочий процесс
В ходе фрезерования приходится оперировать сразу несколькими системами координат, предполагается наличие нескольких центров. Управляющая программа для станков – это сложная система, ее написание – ответственный процесс. Рабочий процесс определяется следующими точками:
- нулевая точка (М), она задается производителем и не подлежит изменению;
- нулевая точка (R), ее координаты постоянны, в момент включения машины инструмент должен располагаться в начальной точке;
- нулевая точка закрепляющего элемента инструмента (N) также неизменна, ее задает производитель, в момент отладки машины, верхняя часть режущего элемента, зафиксированного в держателе, замеряется и выставляется в нулевой точке;
- нулевая отметка заготовки (W) на станке имеет свободное расположение, оно зависит от того, какой вид обработки будет произведен, W может меняться, если деталь нужно будет обработать с обеих сторон;
- точка замены (Т), в этой точке производится замена инструментов, параметры задает программист, если устройство смены инструмента имеет вид револьверной головки, также она может быть постоянной, если фрезерный станок оснащен системой для автоматической смены инструмента.


Центр координатной системы является начальным пунктом. Современные токарные и фрезерные обрабатывающие системы работают по специальной программе. Программное обеспечение создается программистами-инженерами, при их составлении следует учесть специфику предстоящей работы.
Пример программы
Ознакомление с программами для работы со станками позволить понять процесс точения, научиться обработке деталей на фрезерных машинах. В качестве примера можно использовать фрагмент программы для станков с ЧПУ, которая составлена для обработки детали, устанавливаемой на станок. Требуется на токарных станках получить деталь с радиусом в 50 и уступом – 20 мм. В левой колонке указание программного кода, а в правой его расшифровка. Обработка детали производится согласно следующему примеру:
- N20 S1500 M03 – шпиндель, работающий со скоростью 1 500 оборотов в минуту, движение по часовой стрелке;
- N25 G00 X0 ZO – начало работы;
- N30 X20 – отход режущего инструмента по заданным параметрам;
- N40 G02 X60 Z – 40/50 F0,5 – движение резца по указанным в программе координатам;
- N50 G00 Z0 X0 – перемещение в исходное положение;
- M05 – выключение шпинделя;
- М30 – стоп программа.

Перед началом работы проводится подготовка: резец фиксируют в начальной точке заготовочного элемента, затем потребуется обнулить параметры. Примеры программ позволяют понять, как работает система, как они управляют машиной.
Ознакомление с примерами управляющих программ поможет начинающему программисту познать азы управления станком.
Токарный и фрезерный станки с софт управлением представляют собой программу, которая характеризуется технологической гибкостью. Это свойство позволяет по окончании обработки одной детали мгновенно перейти к обработке следующего изделия. Для того чтобы станок начал точение, программисты должны написать программу, где информация закодирована в числовом виде. На примере программы для токарного станка с ЧПУ, можно проследить, как работает система. Управляющие программы влияют на качество работы, к их составлению стоит подходить со всей ответственностью. Современная токарная и фрезерная машина функционирует только на основе программ.
Подготовка управляющих программ для станков с ЧПУ
1. Лекция 10 Подготовка управляющих программ для станков с ЧПУ Основные понятия и сведения о кодировании, управляющей программе. Определение
Лекция 10Подготовка управляющих программ для станков с
ЧПУ
Основные понятия и сведения о кодировании, управляющей
программе. Определение кода, кодирования. Характеристика
систем счисления: двоичная, двоично-десятичная система
счисления. Вес кода. Определение управляющей программы, кадра,
слова, адреса. Формат кадра управляющей программы
2. Основы программирования
Для разработки управляющей программы обработки деталей на станках сЧПУ необходимо:
инструментов и приспособлений;
2.
 Разработать операционную технологию с расчетом режимов резания и определением траекторий движения режущих инструментов;
Разработать операционную технологию с расчетом режимов резания и определением траекторий движения режущих инструментов;3. Определить координаты опорных точек для траекторий движения
режущих инструментов;
4. Составить расчетно-технологическую карту и карту наладки
станка;
5. Закодировать информацию;
6. Нанести информацию на программоноситель и переслать в память
устройства ЧПУ станка или вручную набрать на пульте устройства
ЧПУ;
6. Проконтролировать и при необходимости исправить программу.
Для программирования необходимы чертеж детали, руководство по
эксплуатации станка, инструкция по программированию, каталог
режущих инструментов и нормативы режимов резания
Понятия о коде, кодировании
Кодирование информации – процесс формирования определенного
представления информации.
В более узком смысле под термином «кодирование» понимают переход от
одной формы представления информации к другой, более удобной для хранения,
передачи или обработки, т.
 е. преобразование знаков или групп знаков одной
е. преобразование знаков или групп знаков однойзнаковой системы в знаки или группы знаков другой знаковой системы.
Декодирование – расшифровка кодированных знаков, преобразование кода
символа в его изображение
Код – система условных обозначений или сигналов используемых для кодирования
Длина ( значность) кода – количество знаков (разрядов) n в кодовой комбинации,
используемых для представления кодируемой информации. Каждый разряд может
принимать значение 0 или 1.
Вес кода – количество единиц в кодовой комбинации
Например: кодовая комбинация 100101100 характеризуется значностью n=9 и
Главнейшим показателем кода является значность кода или алфавит выбранных
элементарных символов (сигналов), используемых для записи информации в
выбранном коде. Если выбирается алфавит из двух элементов (букв), например, 0
и 1, то такой код (алфавит) называют двоичным или бинарным, если число
элементарных сигналов (букв) выбирают больше двух, то такой код (алфавит)
называют многозначным (например, если количество элементов алфавита –
десять: 0, 1, 2, 3, 4, 5, 6, 7, 8, 9 – такой код называют десятичным).

Десятичная система
Десятичные числа: ОСНОВАНИЕ 10
Наша десятичная система состоит из цифр от 0 до 9. Одна и та же
цифра внутри одного числа в зависимости от положения (разряда)
может иметь различное значение.
Пример: число 72075
Двоичная система
Двоичные числа:
ОСНОВАНИЕ 2
В устройствах обработки данных при обработке информации оперируют только импульсами тока. Это означает, что компьютер может понимать только два
состояния сигнала. Поэтому для представления знаков и цифр используется
числовая система, которая состоит только из цифр 0 и 1.
Элемент информации, у которого возможны только два состояния, называется бит (англ. binary digit = двоичный шаг). Информационная единица из 8 бит
называется байт.
Преобразование “двоичное число —
десятичное число”
Преобразование “десятичное
число — двоичное число”
Вычислительные операции
Все вычислительные операции в ЭВМ, такие как вычитание, умножение и деление,
сводятся к сложению.
 Правила вычисления в двоичной системе при сложении те
Правила вычисления в двоичной системе при сложении теже, что и в десятичной системе, т. е. переносы прибавляются к следующему более
высокому разряду.
В двоично-десятичном кодировании, каждая десятичная
цифра (сообщение) представляется группой двоичных
возможных комбинаций двоичного 4-х разрядного числа
составляет N = 24 = 16. Из них для представления
десятичного числа используется только 10 комбинаций.
Остальные 6 являются лишними (избыточными). 10
комбинаций дают возможность построить большее
количество вариантов кода.
При рассмотрении двоичного представления десятичных цифр видно, что использование
первых 4-х степеней цифры 2 (20, 21, 22, 23) приводит к одному из возможных кодов 8-4-2-1.
Каждый разряд этого кода имеет постоянный вес. Возможны и другие двоично-десятичные
.коды с другими весами разрядов двоичного числа, например:
Эти коды представляют десятичное число от 0 до 9, однако, они не имеют однозначности в
изображении десятичных чисел.
 Например, код 4-3-2-1 дает определение числа 6 в виде:
Например, код 4-3-2-1 дает определение числа 6 в виде:0111 или 1010
Управляющая программа
Согласно ГОСТ 20523-80 «Управляющей программой называется
совокупность команд на языке программирования, соответствующая
заданному алгоритму функционирования станка по обработке
конкретной заготовки».
Другими словами: УП для станка с ЧПУ представляет собой совокупность элементарных команд, определяющих последовательность и
характер перемещений и действий исполнительных органов станка при
обработке конкретной заготовки. При этом вид и состав элементарных
команд зависит от типа системы ЧПУ станка и языка программирования,
принятого для данной системы.
В настоящее время наибольшее распространение получил универсальный
международный язык программирования ИСО-7бит, который иногда еще
называют CNC-кодом или G и М -кодом. В нашей стране действует также
специальный государственный стандарт ГОСТ 20999-83 «Устройства числового программного управления для металлообрабатывающего оборудования.
Кодирование информации управляющих программ». Современные международные и отечественные требования к управляющим программам станков с
ЧПУ в основном соответствуют друг другу.
Код языка программирования ИСО-7бит относится к буквенно-цифровым кодам, в котором команды управляющей программы записываются в
виде последовательности кадров с использованием соответствующих символов
Кадр программы (фраза) – последовательность слов, расположенных в определенном порядке и несущих информацию об одной
технологической рабочей операции.
Кадр УП может состоять из одного или нескольких слов которые
воспринимаются системой ЧПУ как единое целое и содержат как минимум одну команду. Отличительным признаком кадров как совокупности слов является то, что в них содержится вся геометрическая,
технологическая и вспомогательная информация, необходимая для
выполнения рабочих или подготовительных действий исполнительных органов станка. Рабочее действие в данном случае означает
обработку заготовки за счет однократного перемещения инструмента по
одной элементарной траектории (прямолинейное перемещение,
перемещение по дуге и т.
 п.), а подготовительное действие – действие исполнительных органов станка для выполнения или завершения
п.), а подготовительное действие – действие исполнительных органов станка для выполнения или завершениярабочего действия.
Пример записи кадра:
N125 G01 Z-2.7 F30.
Данный кадр состоит из четырех слов: порядкового номера кадра
«N125» и трех слов «G01», «Z-2.7» и «F30», которыми задается прямолинейное перемещение инструмента по оси Z до точки с координатой
Z=–2,7 мм со скоростью подачи F = 30 мм/мин.
Слово программы – последовательность символов, находящихся в определенной связи как единое целое.
Слово представляет собой комбинацию прописной буквы латинского алфавита и некоторого числового значения, в качестве
которого может использоваться либо целое двузначное или трехзначное число, либо десятичная дробь, целая и дробная части которой
могут отделяться как запятой, так и точкой.
Пример записи слов:
G01
Х136.728
Z-4.87
В некоторых случаях в слове кроме буквы и числа могут использоваться и другие текстовые символы; например, между буквой и
числом при необходимости может находиться математический знак
«+» или «–».

Буквенная составляющая слова в теории ЧПУ называется
адресом, потому что она определяет «назначение следующих за
ним данных, содержащихся в этом слове» (ГОСТ 20523-80).
Системы ЧПУ разных производителей имеют свои индивидуальные особенности в отношении буквенных символов, применяемых при
составлении управляющих программ. Они во многом различаются как
по перечню букв, так и по смысловому назначению команд. Стандарт
РФ ГОСТ 20999-83 дает следующие определения значениям
буквенных символов (см. табл).
Буквы, используемые в качестве символов в управляющих программах,
выбраны не случайным образом. Большинство из них представляют собой
начальные буквы соответствующих терминов на английском языке. Например,
в качестве символа величины контурной скорости подачи выбрана буква «F» –
первая буква английского слова feed («подача»), в качестве символа скорости
вращения шпинделя – буква «S» – первая буква английского слова speed
(«скорость»), в качестве символа номера инструмента – буква «T» – первая
буква английского слова tool («инструмент»).

В качестве числовой составляющей слов с буквенными символами G и М
может использоваться только целое двузначное или трехзначное число.
Десятичная дробь в словах с символами G и М использоваться не
может, в отличие от слов с другими буквенными символами.
Если числовая составляющая слова представляет собой десятичную
дробь, в конце дробной части которой содержатся нули, то для упрощения
записи и чтения программ незначащие нули дробной части в большинстве
систем ЧПУ отбрасываются. В УП не принято записывать, например, числа
4,100 или 3,120, а принято писать 4,1 или 3,12.
Приведенные в таблице буквенные символы являются не обязательными, а только рекомендуемыми для языков программирования. Если
символы A, B, C, D, E, P, Q, R, U, V и W не используются для управления
станком по прямому назначению, то они могут применяться для программирования каких-то специальных функций, присущих данной системе ЧПУ.
Текст управляющей программы для станка с ЧПУ есть не
что иное, как сформированная по определенным правилам
совокупность кадров.
 В общем случае система ЧПУ станка выполняет команды управляющей программы строго в порядке следования кадров, при этом переход к каждому очередному кадру осуществляется только по окончании выполнения предыдущего кадра.
В общем случае система ЧПУ станка выполняет команды управляющей программы строго в порядке следования кадров, при этом переход к каждому очередному кадру осуществляется только по окончании выполнения предыдущего кадра.Чтобы отдельные кадры можно было связать в единую систему,
кроме буквенных символов, приведенных в табл. 1, при составлении
управляющих программ для систем ЧПУ применяют и многие другие
текстовые символы. В табл.приведены некоторые дополнительные
символы, которые рекомендованы к применению стандартами РФ
(ГОСТ 20999-83 и ГОСТ 19767-74).
Слова, произвольно расположенные в тексте управляющей
программы, воспринимаются системой ЧПУ всего лишь как некоторый
набор слов и не будут приняты к исполнению. Чтобы данные слова
представляли собой команду, понятную для системы ЧПУ, они должны
быть записаны в кадре управляющей программы в определенном виде
и порядке в соответствии с принятым для конкретной системы ЧПУ
форматом кадра.
 Формат кадра уточняется в руководстве
Формат кадра уточняется в руководствеэксплуатации на конкретный станок
Международный стандарт содержит следующие общие
рекомендации, относящиеся к формату кадра при ручном
программировании:
1. Слова кадра, так же как и в обычном тексте, должны отделяться
друг от друга интервалами (пробелами). (Необходимо отметить, что
данное требование не всегда соблюдается во многих современных
системах ЧПУ).
2. Каждый кадр начинается словом, обозначающим номер кадра.
Данное слово – «номер кадра» – содержит буквенный символ N и
число, соответствующее порядковому номеру кадра.
3. Каждый кадр рекомендуют заканчивать словом, обозначающим
конец кадра. Рекомендуемый вариант написания данного слова для
большинства импортных систем ЧПУ – LF, для отечественных систем
ЧПУ – ПС. (В современных станках не пишут)
4. Командные и размерные слова, а также слова, задающие
величины технологических параметров обработки деталей, располагаются в тексте кадра между словами «номер кадра» и «конец кадра» в
порядке, определенным производителем системы ЧПУ.

В одних системах ЧПУ он может быть только строго определенным, в других – произвольным.
Для удобства работы международный стандарт рекомендует
следующий порядок расположения слов в кадре: N…, G…, X…, Y…,
Z…, U…, V…, W…, P…, Q…, R…, A…, B…, C…, I…, J…, K…, …, LF.
Если задается скорость подачи по одной определенной оси
координат, то слово, обозначающее скорость подачи, должно
следовать непосредственно за словом, задающим перемещение по
данной оси. Если задается скорость подачи одновременно по двум и
более осям координат, то слово, обозначающее скорость подачи,
должно следовать непосредственно за последним словом, задающим
перемещение по данным осям.
5. Не допускается наличие в одном кадре слов с одинаковыми
буквенными символами. В то же время любое слово может быть
пропущено, если оно не является обязательным в данном кадре.
6. С целью уменьшения объема текста управляющей программы в
каждом кадре записывается только новая информация по отношению к предыдущему кадру, при этом неизменяемая часть информации из предыдущего кадра воспринимается системой ЧПУ по
умолчанию как действующая.
Пример записи и анализа структуры кадра:
N75 G01 Z-10.75 F0.3 S1800 T03 M08 LF
Пример: формат кадра для системы ЧПУ «Размер- 4»
станков типа 2204ВМ1Ф4
N7 – семиразрядный номер кадра, т.е.сколько кадров может содержать УП;
9G2 – двухразрядная подготовительная функция, разбитая на 9 групп;
X+–43Y – семиразрядная функция перемещения по оси Х, последняя цифра
(3) означает количество знаков после запятой, т.е. тысячные доли мм;.
E7 – выдержка времени;
H7 – число повтора программы и т.д.
Число кадров в УП
различных систем ЧПУ
Структура управляющей программы
В соответствии с международными стандартами и ГОСТ 20999-83
структура управляющей программы в общем случае подчиняется
следующим правилам:
1. В тексте управляющей программы должна содержаться геометрическая, технологическая и вспомогательная информация,
которая необходима для проведения заданной обработки. В каждом
кадре программы записывается только та информация, которая
изменяется по отношению к предыдущему кадру.
 При этом выполнение системой ЧПУ оставшейся неизменной информации прекращается
При этом выполнение системой ЧПУ оставшейся неизменной информации прекращаетсятолько после поступления команды на ее отмену (вид этой команды и
способ отмены определяется особенностями конкретной системы
ЧПУ).
2. Каждая управляющая программа начинается символом «начало
программы», подающим системе управления сигнал о начале выполнения программы. Вид символа «начало программы» зависит от
особенностей применяемой системы ЧПУ. Наиболее часто в
отечественных и зарубежных системах ЧПУ используется символ %.
При этом кадр с символом «начало программы» не нумеруется.
Нумерация кадров начинается с последующего кадра.
3. Если управляющей программе необходимо присвоить обозначение, то его располагают в кадре с символом «начало программы»
непосредственно за символом.
4. Если текст управляющей программы необходимо сопроводить
комментарием, например сведениями об особенностях наладки
станка, то его размещают перед символом «начало программы».

5. Управляющая программа должна заканчиваться символом
«конец программы», подающим системе управления сигнал на
прекращение выполнения управляющей программы, останов
шпинделя, приводов подач и выключение охлаждения. Информация,
помещенная в тексте управляющей программы после этого символа
не должна восприниматься системой ЧПУ.
6. Информация, расположенная в тексте управляющей программы
между символами «начало программы» и «конец программы» и
заключенная в круглые скобки не должна приниматься системой
ЧПУ к исполнению. При этом в тексте внутри скобок не должны
применяться символы «начало программы» и «главный кадр».
Пример: распечатка текста управляющей программы с
точки зрения ее структуры
Вопросы для самоконтроля.
1. Какие подготовительные работы необходимо выполнить для
написания УП? Перевести число 42 в двоичный код.
2. Что такое кодирование, длина (значность) кода, вес кода?
Перевести кодовую комбинацию 1 0 11 00 в десятичное число.
3. Какой код называют двоичным и десятичным? Перевести число 56
в двоичный код.
4. Дайте определение управляющей программы. Перевести кодовую
комбинацию 1 1 0 1 0 в десятичное число.
5. Что такое кадр УП? Напишите пример кадра. Перевести число 17 в
двоичный код
6. Что такое слово УП?. Напишите пример слова. Перевести кодовую
комбинацию 1 1 0 1 0 в десятичное число.
7. Какие основные символы (буквы) используют при написании УП и
что они обозначают? Перевести число 71 в двоичный код
8. Что такое текст УП? Перевести кодовую комбинацию 1 0 0 1 1 в
десятичное число.
9. Как обозначают главный кадр в УП, пропуск кадра?
10. Что такое формат кадра?
11. Назовите общие рекомендации, относящиеся к формату кадра в
УП.
12. Какие правила регламентируют структуру УП?
Управляющая программа для станков с чпу пример
На данной странице представлены некоторые примеры (образцы) управляющих программ (УП) для систем числового программного управления (ЧПУ).
Пример (образец) программы управления (G-кода) для систем числового программного управления для фрезерования круга
Данная управляющая программа для фрезерования круга ( окружности ), предназначенная для станков с ЧПУ, создана при помощи данного сервиса с использованием следующих начальных данных: центр системы координат находится в точке 5, т.е. в центре круга, обход контура осуществляется против часовой стрелки, диаметр круга D равен 160, движение фрезы производится по линии, безопасная высота (координата Z) перемещений равна 0.5 , общая глубина фрезерования равна 2, глубина фрезерования за один проход равна 2, рабочие подачи режущего инструмента по координатным осям для G01 равны 60.
Также подобная управляющая программа может быть сгенерирована приложением Intuwiz G-code Generator, автоматически создающим управляющие программы для станков с системами ЧПУ.
%
O0001 (Krug) (Номер программы (O0001) и её название (Krug))
G00 Z0.5 (поднятие инструмента на безопасную высоту)
G00 X-80 Y0 (перемещение инструмента к точке начала фрезерования)
G01 Z-2 F60 (опускание инструмента на необходимую глубину фрезерования)
G02 I10 F80 (фрезерование круга)
G00 Z0. 5 (поднятие инструмента на безопасную высоту)
5 (поднятие инструмента на безопасную высоту)
G00 X0 Y0 (перемещение инструмента на исходную точку)
M30 (конец управляющей программы)
%
Пример (образец) программы управления (G-кода) для систем числового программного управления для фрезерования контура в виде прямоугольного треугольника
Данная управляющая программа для фрезеровки контура в виде прямоугольного треугольника, предназначенная для станков с ЧПУ, создана при помощи данного сервиса с использованием следующих начальных данных: центр системы координат находится в точке 1, обход контура осуществляется по часовой стрелке, катет a треугольника равен 120, катет b треугольника равен 90, движение фрезы производится по линии, координата X начала обработки равна 20, координата Y начала обработки равна 30, безопасная высота (координата Z) перемещений при G00 равна 0.5 , общая глубина фрезерования равна 3, глубина фрезерования за один проход равна 3, рабочие подачи режущего инструмента по координатным осям для G01 равны 60.
Также подобная управляющая программа может быть сгенерирована приложением Intuwiz G-code Generator, автоматически создающим управляющие программы для станков с системами ЧПУ.
%
O0002 (Treugolnik) (Номер программы (O0002) и её название (Treugolnik))
G00 Z0.5 F70 (поднятие инструмента на безопасную высоту)
G00 X20 Y30 (перемещение к точке начала фрезерования)
G01 Z-3 F60 (опускание инструмента на необходимую глубину фрезерования)
G01 X20 Y150 F60 (фрезерование катета a)
G01 X110 Y30 (фрезерование гипотенузы)
G01 X20 Y30 (фрезерование катета b)
G00 Z0.5 (поднятие фрезы на безопасную высоту)
G00 X0 Y0 (перемещение инструмента на исходную точку)
M30 (конец управляющей программы)
%
Пример (образец) программы управления (G-кода) для систем числового программного управления для фрезерования контура в виде прямоугольника
Данная управляющая программа для фрезерования прямоугольного контура, предназначенная для станков с ЧПУ, создана при помощи данного сервиса с использованием следующих начальных данных: центр системы координат находится в точке 5, обход прямоугольного контура осуществляется по часовой стрелке, сторона прямоугольника a равна 200, сторона прямоугольника b равна 300, движение фрезы производится по линии, координата X начала обработки равна 25, координата Y начала обработки равна 35, безопасная высота (координата Z) перемещений при G00 равна 0. 5 , общая глубина фрезерования равна 2, глубина фрезерования за один проход равна 2, рабочие подачи режущего инструмента по координатным осям для G01 равны 60.
5 , общая глубина фрезерования равна 2, глубина фрезерования за один проход равна 2, рабочие подачи режущего инструмента по координатным осям для G01 равны 60.
Также подобная управляющая программа может быть сгенерирована приложением Intuwiz G-code Generator, автоматически создающим управляющие программы для станков с системами ЧПУ.
%
O0003 (Prjamougolnik) (Номер программы (O0003) и её название (Prjamougolnik))
G00 Z0.5 (поднятие инструмента на безопасную высоту)
G00 X0 Y0 (перемещение инструмента к точке начала фрезерования (точке 5))
G01 Z-2 F60 (опускание инструмента на необходимую глубину фрезерования)
G01 X0 Y200 F60 (фрезерование стороны a)
G01 X300 Y200 (фрезерование стороны b)
G01 X300 Y0 (фрезерование стороны a)
G01 X0 Y0 (фрезерование стороны b, возврат к точке начала фрезерования)
G00 Z0.5 (поднятие инструмента на безопасную высоту)
M30 (конец управляющей программы)
%
Загрузить файл установки программы Intuwiz G-code Generator
Работа современных металлорежущих станков основывается на числовом программном управлении ( ЧПУ или CNC), то есть предполагает управление его приводами системами автоматического позиционирования. Для организации работы таких станков требуется написание программы с подготовительными и вспомогательными функциями на специализированном языке программирования.
Для организации работы таких станков требуется написание программы с подготовительными и вспомогательными функциями на специализированном языке программирования.
Сдесь мы попытамся расказать все, чтобы вы смогли самостоятельно изучить чпу станок.
Постараемся собрать информацию от А до Я.
Задание перемещения осей всегда производится в какой-либо системе координат. СЧПУ позволяет задавать позиции рабочего органа в системе координат связанной со станком или с деталью.
Система координат станка определяется при его проектировании и учитывает предельные размеры перемещений. Система координат детали определяется программой ЧПУ и учитывает особенности геометрии обрабатываемой детали.
Прямоугольная система координат на плоскости представляет собой две пересекающиеся под прямым углом линии X’X и Y’Y. Оси координат пересекаются в точке O, которая называется началом координат, на каждой оси выбрано положительное направление, указанное стрелками, и единицы измерения длин отрезков на осях. Оси координат разбивают плоскость на четыре части – четверти – I, II, III, IV.
Оси координат разбивают плоскость на четыре части – четверти – I, II, III, IV.
Точка А[3;6] находится в четверти № I.
Точка B[–4;–7] находится в четверти № III.
Пересечение трех взаимно перпендикулярных плоскостей образует трехмерную систему координат, которая используется для описания положения точки в пространстве.
Положение точки A в пространстве определяется тремя координатами x, y и z. Координата x по абсолютной величине равна длине отрезка OB, координата y по абсолютной величине – длине отрезка OC, координата z по абсолютной величине – длине отрезка OD в выбранных единицах измерения. Отрезки OB, OC и OD определяются плоскостями, проведёнными через точку A параллельно плоскостям YOZ, XOZ и XOY соответственно.
Координата x называется абсциссой точки A, координата y – ординатой точки A, координата z – аппликатой точки A. Записывают так: A(a, b, c).
Нулевая точка станка – это положение рабочих органов, которое определяет начало координат, установленное заводом изготовителем.
После включения станка, машина ещё не знает реального положения её подвижных частей, поэтому каждая направляющая должна быть переведена в исходное положение:
Команда на выполнение выхода в нуль станка задаётся с пульта в специальном режиме.
Для того чтобы системе стало известно о местоположении направляющих, на них закрепляются специальные упоры, которые в свою очередь наезжают на датчики или концевые выключатели, закреплённые на станине, с них и подаётся сигнал.
В самом начале УП обязательно пишется код начала программы % и номер программы (например, О0001 ). Два этих первых кадра не влияют на процесс обработки, тем не менее, они необходимы, для того чтобы СЧПУ могла отделить в памяти одну программу от другой. Указание номеров для таких кадров не допускается.
Следующая строка, настраивает систему ЧПУ на определенный режим работы с последующими кадрами УП . Иногда такие кадры называют строками безопасности, так как они позволяют перейти системе в некоторый стандартный режим работы или отменить ненужные функции.
N15 G21 G40 G49 G54 G80 G90
Кадры с N20 по N30 говорят станку о необходимости подготовки к обработке.
- N20 M06 T01 (FREZA Dl)
- N25 G43 Н01
- N30 M03 S1000
Кадры с N35 по N70 непосредственно отвечают за обработку детали.
- N35 G00 Х5 Y10
- N40 G00 Z1.5
- N45 G01 Z-2 F30
- N50 G01 Х5 Y5
- N55 G01 X9 Y5
- N65 G01 X9 Y10
- N70 G01 Z1.5
Окончание программы содержит кадры, предназначенные для останова шпинделя ( кадр N75 ) и завершения программы ( кадр N80 ):
- %
- О0001 (PAZ) – номер программы ( 0001 ) и ее название ( PAZ )
- N10 G21 G40 G49 G54 G80 G90 – строка безопасности
- N20 М06 Т01 (FREZA D1) – вызов инструмента №1
- N30 G43 H01 – компенсация длины иструмента №1
- N40 M03 S1000 – включение оборотов шпинделя на 1000 об/мин
- N50 G00 Х3 Y8 – ускоренное перемещение в опорную точку Т1
- N60 G00 Z1.5 – ускоренное перемещение инструмента в Z1. 5
- N70 G01 Z-l F25 – перемещение на глубину 1 мм на подаче 25 мм/мин
- N80 G01 Х3 Y3 – перемещение инструмента
- N90 G01 Х7 Y3 – перемещение инструмента
- N100 G01 Х7 Y8 – перемещение инструмента
- N110 G01 Z5 – подъем инструмента вверх в Z5
- N120 М05 – выключение оборотов шпинделя
- N130 М30 – завершение программы
- %
 5
5Для правильной эксплуатации станков с числовым программным управлением ( СЧПУ ), с тем, чтобы ими в полной мере реализовывались заложенные в них функциональные возможности, необходимо создание специальных управляющих программ ( УП ). При создании таких программ используется язык программирования, известный среди специалистов как язык ISO 7 бит или язык G и M кодов. Различают три основных метода создания программ обработки для СЧПУ : метод ручного программирования, метод программирования непосредственно на стойке ЧПУ и метод программирования с использованием CAM -систем.
Следует сразу же подчеркнуть, что любой из перечисленных способов обладает своей нишей применительно к характеру и специфике производства. А потому ни один из них не может быть использован в качестве панацеи на все случаи жизни: в каждом случае должен существовать индивидуальный подход к выбору наиболее рационального для данных конкретных условий метода программирования.
А потому ни один из них не может быть использован в качестве панацеи на все случаи жизни: в каждом случае должен существовать индивидуальный подход к выбору наиболее рационального для данных конкретных условий метода программирования.
Метод ручного программирования
При ручном написании УП для станка с ЧПУ целесообразнее всего использовать персональный компьютер с установленным в его операционной системе текстовым редактором. Метод неавтоматизированного программирования строится на записи посредством клавиатуры ПК (либо, если в условиях производства наличие ПК не предусмотрено, то просто на листе бумаги) необходимых данных в виде G и M кодов и координат перемещения обрабатывающего инструмента.
Ручной способ программирования – занятие весьма кропотливое и утомительное. Однако любой из программистов-технологов обязан хорошо понимать технику ручного программирования вне зависимости от того, использует ли он ее в реальной действительности. Применяется ручной способ программирования главным образом в случае обработки несложных деталей либо по причине отсутствия необходимых средств разработки.
В настоящее время пока еще существует много производственных предприятий, где для станков с ЧПУ используется лишь ручное программирование. В самом деле: если в производственном процессе задействовано небольшое количество станков с программным управлением, а обрабатываемые детали отличаются предельной простотой, то опытный программист-технолог с хорошим знанием техники ручного программирования по производительности труда превзойдет технолога-программиста, предпочитающего использование САМ -системы. Еще один пример: свои станки компания использует для обработки небольшого номенклатурного ряда деталей. После того, как процесс обработки таких деталей будет запрограммирован, программу когда-либо вряд ли изменят, во всяком случае, в ближайшем будущем она будет оставаться все той же. Разумеется, в подобных условиях ручное программирование для ЧПУ окажется наиболее эффективным с экономической точки зрения.
Отметим, что даже в случае использования CAM -системы как основного инструмента программирования весьма часто возникает необходимость в ручной коррекции УП по причине выявления ошибок на стадии верификации. Потребность в ручной коррекции управляющих программ всегда возникает и в ходе их первых тестовых прогонов непосредственно на станке.
Потребность в ручной коррекции управляющих программ всегда возникает и в ходе их первых тестовых прогонов непосредственно на станке.
Способ программирования на пульте стойки СЧПУ
Современные станки с ЧПУ , как правило, обеспечены возможностью создания рабочих управляющих программ непосредственно на пульте, оснащенном клавиатурой и дисплеем. Для программирования на пульте может быть использован как диалоговый режим, так и ввод G и M кодов. При этом уже созданную программу можно протестировать, используя графическую имитацию обработки на дисплее СЧПУ управления.
Способ программирования с применением CAD/САМ
Разработка управляющих программ с применением CAD/САМ систем существенно упрощает и ускоряет процесс программирования. При использовании в работе CAD/CAM системы программист-технолог избавлен от необходимости выполнять трудоемкие математические расчеты и получает инструментарий, способный значительно ускорить процесс создания УП .
Если в конце предыдущей программы та или иная функция не была отменена, то она останется в памяти СЧПУ с заданными характеристиками и будет активной до тех пор, пока её не отменят.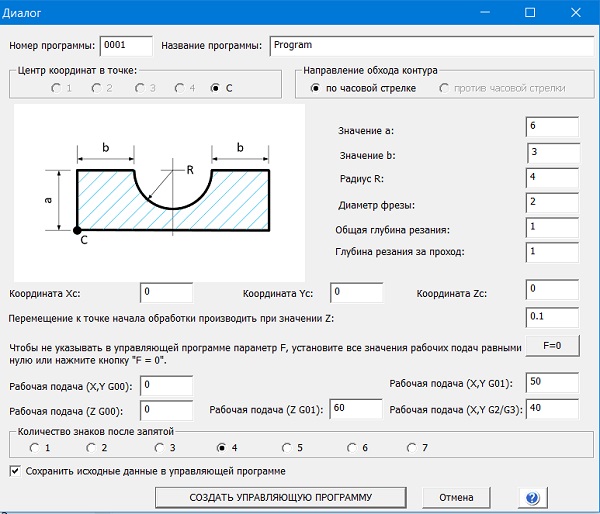
Для этого при составлении управляющей программы в одной из первых строк записывается ряд подготовительных функций, которые отменяют или задают определяющие параметры. Такая строка называется – « строка безопасности».
N15 G21 G40 G49 G54 G80 G90
G21 – активизирует режим работы в метрической системе мер и отменяет действие кода G20 .
G40 – отменяет коррекцию на радиус инструмента.
Коды G40/G40/G42 управляют смещением инструмента от заданной в программе траектории перемещения инструмента.
G49 – отменяет компенсацию длины инструмента.
Коды G43/G44/G49 управляют к омпенсацией длины инструмента.
G54 – выбор рабочей системы координат.
Коды G54 активизирует одну из нескольких рабочих систем координат – G54/G55/G56/G57/G58/G59 .
G80 – отмена постоянных циклов.
Код G80 отменяет все постоянные циклы и их параметры.
G81/G82/G83/G84/G86 – являются постоянными циклами.
G90 – абсолютная система координат.
Код G90 активизирует работу в абсолютной системе координат.
G коды чпу станка
- G00 – ускоренное перемещение
- G01 – линейная интерполяция
- G02 – G03 – круговая интерполяция
- G04 – пауза
- G17/G18/G19 – выбор плоскости
- G20/G21 – выбор системы мер
- G40/G41/G42 – коррекция на радиус инструмента
- G43/G44/G49 – компенсация длины инструмента
- G52 – система локальных координат
- G53 – система координат станка
- G54 – G59 – система рабочих координат
- G80 – отмена постоянных циклов
- G81 – цикл сверления
- G82 – цикл растачивания (сверления) с задержкой
- G83 – цикл глубокого сверления
- G84 – цикл нарезания резьбы
- G85 – цикл растачивания с отводом на рабочей подаче
- G86 – цикл растачивания с быстрым отводом и остановом шпинделя
- G90/G91 – абсолютная и относительная система координа
- G94 – подача в мм/мин
- G95 – подача в мм/об
- M00 – программируемый останов
- M01 – останов с подтверждением
- M02 – конец программы
- M03 – вращение шпинделя по часовой стрелке
- M04 – вращение шпинделя против часовой стрелки
- M05 – останов шпинделя
- M06 – смена инструмента
- M07 – включение дополнительного охлаждения
- M08 – включение охлаждения
- M09 – отключение охлаждения
- M30 – останов и переход в начало управляющей программы
N ( number) – это обозначение номера кадра.
Программа состоит из набора команд записанных в строки, каждой строке присваивается номер. Нумерация производится для удобства программирования и дальнейшей работы. В процессе обработки возникает необходимость в корректировке программы, дополнении функций или координат в связи с технологическими изменениями. Для того чтобы вставить дополнительные строки нумерация пишется с пропуском. Номер кадра не влияет на работу станка.
- N100 Т10 М06 – вызвать инструмент №10
- №03 S1200 – вращение шпинделя по часовой стрелке 1200 об/мин
N04 S1200 – вращение шпинделя по часовой стрелке 1200 об/мин . . - N45 G01 Z-l F40 – перемещение на глубину 1 мм на подаче ( 40 мм/мин )
- N50 G01 Х12 Y22 – перемещение инструмента ( 40 мм/мин )
- N55 G01 Y50 – перемещение инструмента ( 40 мм/мин )
- N60 G01 Y50 F22 – перемещение инструмента ( 22 мм/мин )
- N65 G01 Х30 Y120 – перемещение инструмента ( 22 мм/мин )
- N70 G00 Z5 – быстрое перемещение по Z
- N75 Х00 Y00 – быстрое перемещение
Блогеру – сайто-строение, реклама и заработок!
понедельник, 6 августа 2018 г.

Программа для управления самодельным станком с ЧПУ VRI-cnc
Описание программы VRI-cnc ( для контроллера VRI на 555тм7)
Программа для управления станком с ЧПУ (программа для управления шаговыми двигателями) также является моей собственно разработкой. Выражаю благодарность Кичаеву Константину за то, что поставил меня на путь истинный, а именно объяснил что такое Delphi, а первая программа была разработана под Q-Basic и работала только в Win 98. (контроллеры шаговых двигателей)Предлагаемая программа работает и под Win 98 (95) и под XP. Драйвер (программный) для обслуживания LPT под XP я взял здесь http://valery-us4leh.narod.ru/XpCoding/XPlpt.html
Принцип работы: Рисуется в AutoCad рисунок только линиями (lines) , круги, полигинии, дуги. Файл сохраняется в формате DXF. Запускается программа, открывается сохраненный файл. Рабочий инструмент (перо, сверло и т.п.) выставляется в «ноль» – вкладка «ручное перемещение»
В программе есть просмотр «программы(файла) обработки», оптимизация файла – сокращение холостых перемещений, задание режимов резания. Выбирается вид обработки: рисование, сверление, фрезерование, гравировка. Сверление происходит по точкам “Point” в файле DWG. Фрезерование почти не отличатся от рисования (только режимы).
Выбирается вид обработки: рисование, сверление, фрезерование, гравировка. Сверление происходит по точкам “Point” в файле DWG. Фрезерование почти не отличатся от рисования (только режимы).
Также возможна работа с файлами Sprint-Layout формата Gerber (RS274-X) или G-код. Т.е. рисовать и сверлить платы разработанные в программе Sprint-Layout.
Описание программы VRI-cnc:
Программа постоянно совершенствуется, поэтому описание может не отражать внесенные изменения.
Окно программы имеет четыре вкладки:
- Ручное
- программе
- настройка
- ?.
Ручное управление .
В данной вкладке можно управлять станком с чпу в ручном режиме. Описание элементов вкладки «Ручное» (см. рис):
1) Отображает процесс выполнения перемещения рабочего органа по одной из осей
2) Настройка скорости перемещения в ручном режиме
3) Расстояние на которое переместится рабочий орган при нажатии одной из кнопок перемещения (стрелки 7)
4) При введении координат в окно 4, и нажатии ОК рабочий орган начнет перемещение в указанную точку со скоростью указанную в п. 2
2
5) Введены в этом окне координаты присваиваются положению инструмента, без перемещения инструмента. Например: мы знаем что сейчас инструмент находится в точке 100:100:0, но после включения программы по умолчанию координаты инструмента обнулены (окно 6), поэтому в окно 5 вводим 100:100:0 и нажимаем ОК.
6) Отображает реальное значение положения инструмента.
7) Кнопки ручного перемещения инструмента. Со скоростью п.2 на расстояние п.3.
Управление по программе – автоматический режим. В данном режиме обработка (перемещение инструмента) ведется в автоматическом режиме по координатам записанным в соответствующем файле обработки.
Рассмотрим окно программы: «по программе»
На столе закрепляем индикатор ИГ-0.01, вместо инструмента закрепляем какой либо предмет и перемещает его с помощью ручной подачи в сторону индикатора. Затем в обратную сторону по 0.01мм, до тех пор пока не выберется люфт (стрелка не пойдет в другую сторону), сумма перемещений по 0.01мм пока стрелка не подвижна и будет люфт по этой оси. Поверяется так: люфт был 0.2мм. вводим его в настройки. Затем в ручном перемещении при сдвиге на 0.01 стрелка должна сдвигаться даже при смене направления перемещения.
Поверяется так: люфт был 0.2мм. вводим его в настройки. Затем в ручном перемещении при сдвиге на 0.01 стрелка должна сдвигаться даже при смене направления перемещения.
Проверка LPT: используется для проверки работы контроллера и программы.
Если подключенный двигатель к контроллеру не вращается при ручном перемещении поступаем так:
– включаем поочередно 1-8 бит и нажимает «передать в LPT» и проверяем приходят ли данные сигналы (+5в) на контроллер, на соответствующий вход тм7
– чтобы проверить работу тм7 необходимо передать следующие сигналы в LPT:
ТМ7 №1
1000 1000 – на выходе тм7 (№1) на 16 выводе должно появится +5в.
0100 1000 – на выходе тм7 (№1) на 15 выводе должно появится +5в.
0010 1000 – на выходе тм7 (№1) на 10 выводе должно появится +5в.
0001 1000 – на выходе тм7 (№1) на 9 выводе должно появится +5в.
1111 1000 – на выходе тм7 (№1) на 16,15,10, 9 выводе должно появится +5в.
ТМ7 №2
1001 0100
0100 0100 и т.д
Далее опишу последовательность действий при работе с программой.
Я опишу только работу программы VRI-cnc с файлами DXF из AutoCAD, работа с файлами GBR (из программы SprintLayout.) аналогичен.
В качестве управляющей программы для станка (т.е. описание пути инструмента) используется файлы *.DXF или *.GBR. В данных файлах в векторном формате описаны примитивы (линии, круги и т.д.). Программа считывает из файла координаты и в соответствии с ними перемещает инструмент.
Пока программа поддерживает только примитивы Line. Т.е. Рисунок должен быть нарисован только линиями.
Рассмотрим пример: допустим нам надо выполнить надпись на пластине 50х70мм
Расположение начала координат в файле рисунка, может быть и в другом месте. Но учти это при расположении детали на станке.
Направление координат в станке может быть произвольное. Например ось Х может быть направление и влево и вправо. Это выставляется в п.Настройка – передаточное отношение. Т.е. для изменения направления можно ввести отрицательное передаточное отношение.
Для себя я принял следующее направление осей координат:
Расположение начала координат также может быть произвольное. см. далее.
см. далее.
При первом запуске станка советую проверить скоростные характеристики шаговых двигателей.
Открываем вкладку «Ручное перемещение»
Далее обнуляем координаты или в окошке «положение инструмента» кнопки [>0 dxf). необходимо открыть файл в AutoCAD и сохранить. При необходимости разбить рисунок (команда _explode)
-показывает холостые ходы на просмотре GBR
-показывает холостые ходы на просмотре при сверлении по DRL
-просмотр Drl (Exellon) файла
-в окне виртуальный стол добавлена координатная сетка 10мм х 10мм
-отображение текущего состояния порта LPT – вкл/выкл битов
-добавлен полношаговый режим
-добавлен режим инвертирования данных при использовании микросхемы НА1340 в качестве драйвера
-корректная привязка к винчестеру, теперь переформатирование диска не повлияет на работу программы.
-увеличена Мах выбираемая скорость в ручном режиме
-включение/выключение шпинделя (фреза или сверло) в ручном и автоматическом режиме.
-Управление с клавиатуры в ручном режиме, при удержании клавиши двигатель включен.
-отключение движков после окончания программы и между перемещениями в ручном режиме.
Создание управляющей программы при помощи подготовленного рельефа
Краткий Обзор
В этом разделе Вы создадите простую управляющую программу, используя предварительно подготовленный рельеф. Установочные параметры механообработки в этом примере предназначены только для демонстрации. Подразумевается что Вы уже знаете как эксплуатировать Ваш станок и что Ваших знаний достаточно, чтобы выбрать подходящий инструмент и технологические параметры. Если Вы не уверены в каких-либо аспектах работы вашего станка, консультируйтесь с квалифицированным специалистом или свяжитесь с поставщиком Вашего станка.
Открытие Рельефа
Механическая
Обработка в ArtCAM Pro начинается после получения
трехмерного рельефа. В этом примере Вы используете проект, созданный путем
простой вставки нескольких элементов из трехмерных шаблонов, находящийся на
компакт диске с ArtCAM Pro.
В этом примере Вы используете проект, созданный путем
простой вставки нескольких элементов из трехмерных шаблонов, находящийся на
компакт диске с ArtCAM Pro.
1. Используя команду Close (Закрыть) из меню File (Файл) закройте все проекты, с которыми работали до этого.
2. Выберите команду Load – Replace (Загрузить – Заменить) в меню Relief (Рельеф).
3. Загрузите файл Dragbadg.rlf директории Examples/overview.
Так как не имеется никакого изображения в окне двухмерного вида, АrtСАМ создает полутоновое черно-белое изображение в окне двухмерного вида.
Создание УП
Для создания
управляющей программы используется Toolpath Manager (Менеджер
УП).
4. Переключитесь на инструментальную панель Toolpath (УП).
5. Нажмите иконку Material Setup (Задание Заготовки).
| Material Setup (Задание Заготовки) |
Оставьте все значения по умолчанию и нажмите кнопку ОК.
6. Нажмите иконку Z Level Roughing.
| Z Level Roughing |
7. Введите в
поле Name (Название) название траектории
движения инструмента – Simple Raster. Это название может иметь не более
32 символов, включая пробелы.
8. В секции Roughing Tool нажмите кнопку Select.
9. В открывшемся диалоговом окне Tool Groups Database выберите из метрического инструмента для алюминия фрезу Ball Nose 1.5mm и нажмите кнопку Select.
10. Переместитесь в секцию Strategy (Стратегия).
11. Выберите тип стратегии – Raster (Растровая Обработка).
Для этого примера все установки можно оставить по умолчанию.
12. Просмотрите другие закладки.
Значения,
которые Вы задали, предназначены только для демонстрации. Если Вы хотите
обработать модель из этого примера, выберите значения, которые являются
подходящими (и сохраните их!) для Вашею станка. Если имеются какие-нибудь
сомнения, обратитесь за справкой к квалифицированному специалисту или поставщику
Вашего станка.
Если Вы хотите
обработать модель из этого примера, выберите значения, которые являются
подходящими (и сохраните их!) для Вашею станка. Если имеются какие-нибудь
сомнения, обратитесь за справкой к квалифицированному специалисту или поставщику
Вашего станка.
13. В самой нижней части окна Z Level Roughing нажмите кнопку Now напротив Calculate.
Вы увидите как АrtСАМ в окне трехмерного вида создает управляющую программу в виде линии красного цвета. Если щелкните кнопкой мыши, то ArtCAM даст Вам возможность отказаться от создания траектории движения инструмента.
Как только управляющая программа была создана, ArtCAM сигнализирует об этом – появляется отметка красного цвета рядом с названием траектории движения инструмента на закладке Project.
Управляющая
программа создается по текущему рельефу, находящемуся в окне трехмерного
вида.
14. Нажмите иконку Object To Draw (Элементы для Отображения).
| Object To Draw (Элементы для Отображения) |
Теперь Вы можете исследовать траекторию движения инструмента так же, как было описано в главе Управление Окном Трехмерного Вида раздела Создание Трехмерного Рельефа. Сейчас Вы можете сохранить УП в формате конкретной стойки ЧПУ.
Сохранение УП для конкретной стойки ЧПУ
1. Нажмите иконку Save Toolpath (Сохранить УП) на инструментальной панели Toolpath (УП).
| Save Toolpath (Сохранить УП) |
Появляется
диалоговое окно Save Toolpaths (Сохранить УП). Если Вы создали
несколько управляющих программ или имеете станок с автоматической сменой
инструмента, то Вы можете упорядочить и объединять свои управляющие программы с
помощью этого диалогового окно. Для нашего примера, который состоит только из
одной управляющей программы, Вы можете просто выбрать выходной формат файла для
станка с ЧПУ и нажать кнопку Save (Сохранить).
Если Вы создали
несколько управляющих программ или имеете станок с автоматической сменой
инструмента, то Вы можете упорядочить и объединять свои управляющие программы с
помощью этого диалогового окно. Для нашего примера, который состоит только из
одной управляющей программы, Вы можете просто выбрать выходной формат файла для
станка с ЧПУ и нажать кнопку Save (Сохранить).
Выходной файл сохраняется в формате конкретного станка с ЧПУ. Для получения подробной информации смотри соответствующий раздел в On-Line Help Manual.
Программное обеспечение
Программное обеспечение — расширяем возможности!
Технологи компании LIGA оказывают поддержку в установке и обновлении программного обеспечения для оборудования с ЧПУ KDT! Наши специалисты регулярно проходят обучения в компаниях-производителях современного ПО и обладают глубокими знаниями, которые помогут обеспечить высокую эффективность Вашего производства.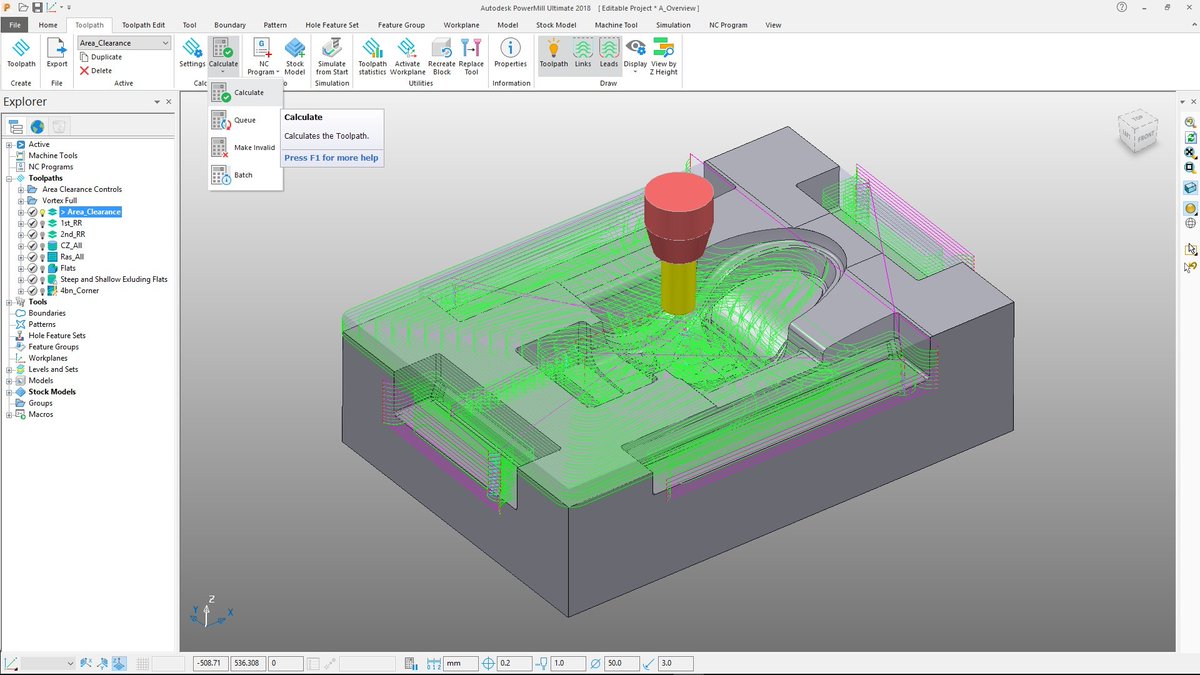
Наши технические специалисты оказывают следующие услуги:
- Интеграция программного обеспечения оборудования с ПО «Базис»;
- Консультирование по вопросам программирования;
- Обновление ПО до последних версий;
- Услуги по оцифровке и программированию деталей.
Мы сотрудничаем с самыми популярными производителями программного обеспечения для промышленного оборудования!
1. Tpa
2. БАЗИС
3. KDT
4. Dinçmak
5. Alphacam
Итальянская компания Tpa Srl была основана в 1971 году и сегодня является одним из ведущих производителей систем ЧПУ и программного обеспечения в мире.
Все промышленные обрабатывающие центры с ЧПУ производства завода KDT поставляются на рынок России и Белоруссии со стойками управления Tpa с русифицированным интерфейсом. В стандартную комплектацию оборудования входит программное обеспечение TpaCAD.
В стандартную комплектацию оборудования входит программное обеспечение TpaCAD.
TpaCAD
СКАЧАТЬ ДЕМОВЕРСИЮ (демонстрационная версия программы имеет ограничение по сохранению файлов)
1. Программа для нестинга TpaNESTING входит в основную программу TpaCAD.
2. В функциональных возможностях программы функция Trueshape.
3. Импорт таблиц XLS формата позволяет расширить возможности взаимодействия с программой Базис-Мебельщик.
4. Реализована работа с этикетками с возможностью редактирования данных.
5. Возможность размещения деталей строго вдоль или поперек текстуры листа.
Возможность размещения деталей строго вдоль или поперек текстуры листа.
6. Возможность задавать очередь обработки от мелких деталей к крупным.
7. Возможность задавать фрезеровку на два прохода на указанную длину и ширину.
Все это обеспечивает удобство работы с программой и точность обработки мелких деталей. Расширенные функциональные возможности позволяют отвечать запросам наших клиентов и выполнять задачи любой сложности.
Расширенные функциональные возможности позволяют отвечать запросам наших клиентов и выполнять задачи любой сложности.
У Вас уже есть программа и Вы хотите приобрести дополнительное расширение? Оставляйте заявку с указанием установленной версии.
БАЗИСУже третий год компания LIGA сотрудничает с производителем самого известного в России и странах ближнего зарубежья ПО для комплексной автоматизации мебельных предприятий БАЗИС.
В 2016-ом году офис компании БАЗИС посетил директор завода KDT. Состоявшиеся переговоры положили начало плотной совместной работы.
Сегодня все оборудования с ЧПУ KDT имеет сертификацию БАЗИС. Многие клиенты нашей компании уже успешно эксплуатируют оборудование KDT совместно с программным обеспечением Базис-Мебельщик.
Ограничения в демо версиях: отсутствие сохранения, выборочная выдача карт раскроя, ограниченное число выводимых панелей в модуле визуализации.
БАЗИС 10 (Мебельщик, Смета, Раскрой, Шкаф) – СКАЧАТЬ ДЕМОВЕРСИЮ
БАЗИС-Салон 10 – СКАЧАТЬ ДЕМОВЕРСИЮ
БАЗИС-Склад 10 – СКАЧАТЬ ДЕМОВЕРСИЮ
Пример управляющих программ БАЗИС-Раскрой ЧПУ для станков KDT, сделанный постпроцессором для модуля БАЗИС-Раскрой – СКАЧАТЬ ДЕМОВЕРСИЮ
Пример управляющих программ БАЗИС-Раскрой ЧПУ для форматно- раскроечных станков KDT, сделанный постпроцессором для модуля БАЗИС-Раскрой – СКАЧАТЬ ДЕМОВЕРСИЮ
ЧПУ для станков KDT под управлением Syntec – СКАЧАТЬ ДЕМОВЕРСИЮ
ЧПУ для станков KDT под управлением KDT Trepan – СКАЧАТЬ ДЕМОВЕРСИЮ
ЧПУ для станков KDT под управлением TPA – СКАЧАТЬ ДЕМОВЕРСИЮ
ОТКРЫТЬ ПРАЙС
Более подробную информацию о ПО БАЗИС Вы можете найти на сайте: https://www.bazissoft.ru/
KDT
Drilling Master
Новая автоматическая программа для сверлильно-присадочных станков проходного типа Drilling Master позволяет оптимизировать работу оборудования и сократить время перенастройки!
Программа поддерживает работу с файлами форматов DXF, XML и MPR, а также имеет встроенный редактор для создания карт обработки непосредственно в программе управления станка.
По вопросам приобретения обращайтесь к технологам компании LIGA: [email protected]
Dinçmak
Pegasus CAD/CAM
Программное обеспечение Pegasus от турецкого производителя оборудования Dinçmak предназначено для автоматических токарно-фрезерных центров с ЧПУ.
Alphacam
Все поставляемые нашей компанией обрабатывающие центры с ЧПУ KDT и Masterwood работают с ПО Alphacam. Начиная от 3х осевых станков, заканчивая оборудованием с полной 5ти осевой интерполяцией.
Программный комплекс Alphacam представляет собой одно из лучших CAD/CAM-решений в области разработки управляющих программ для станков с ЧПУ. Он позволяет удовлетворять потребности предприятий в сфере обработки пластика, дерева, камня, стекла и металла.
Преимущество Alphacam – в разработке УП для очень широкого диапазона деталей: от простых деталей раскроя до самых сложных компонентов мебели, требующих 5-ти координатную обработку.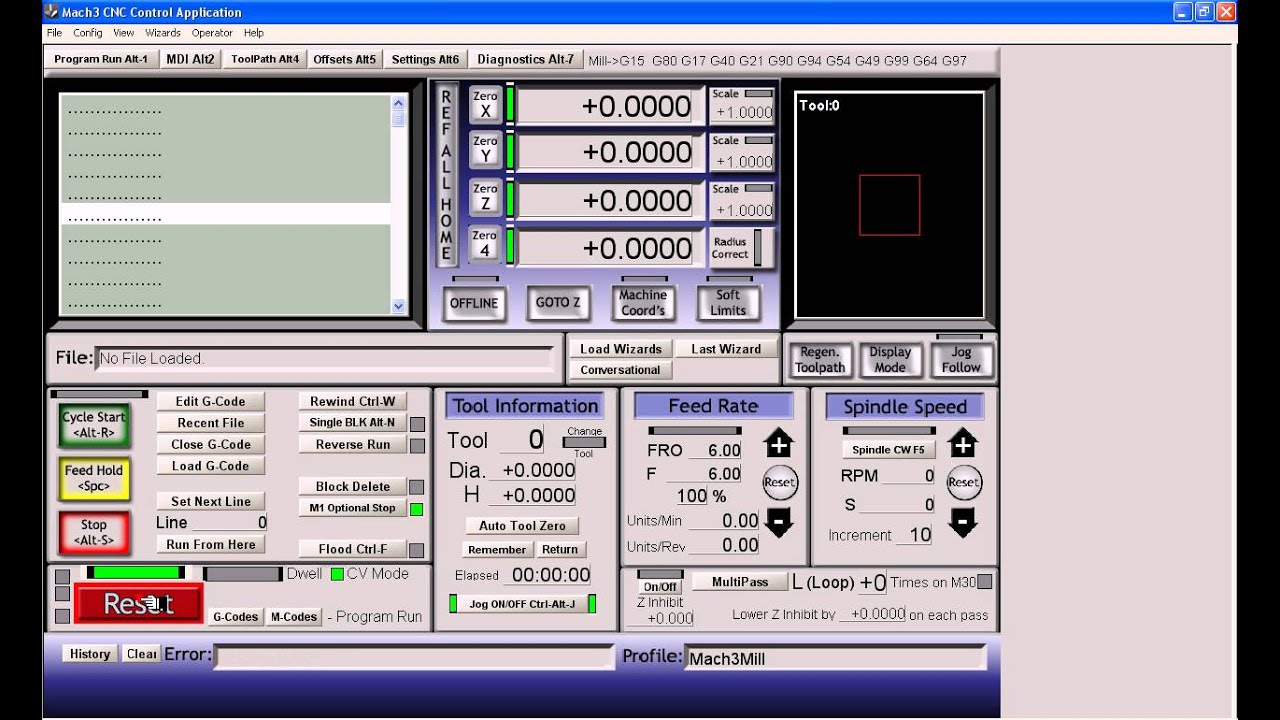 Alphacam поддерживает полное динамическое отслеживание процесса обработки и позволяет повысить производительность, надежность и гибкость в решении поставленных задач.
Alphacam поддерживает полное динамическое отслеживание процесса обработки и позволяет повысить производительность, надежность и гибкость в решении поставленных задач.
Модули Alphacam позволяют осуществлять следующие виды обработки:
токарная 2-х/4-осевая;
токарно-фрезерная;
фрезерная 2-x – 5-осевая, включая 4-х/5-осевую одновременную обработку;
3D-гравирование;
многошпиндельное сверление;
электроэрозионная 2-x / 4-осевая;
гидроабразивная/лазерная/плазменная резка.
Среди возможностей программы Alphacam:
библиотека инструментов;
библиотека материалов;
автоматическое определение конструктивных элементов твердотельной модели;
опции раскроя листового материала;
опции подрезки углов и обработки карманов;
ассоциативность модели и траектории обработки;
коррекция на радиус инструмента;
полная визуализация процесса обработки;
поддержка Visual Basiс for Applications.

Более подробную информацию о стоимости модулей, их функциональных возможностях и ограничениях можно получить у наших сервис-менеджеров. Для её получения свяжитесь с нашей службой сервиса по телефону или отправьте заявку на почту [email protected]
Обзор программ для фрезерного станка с ЧПУ: От макета до гравировки
Возможности фрезерного станка, оснащённого ЧПУ, многократно возрастают. Но только в случае, когда программное обеспечение (ПО) подобрано правильно.
Но только в случае, когда программное обеспечение (ПО) подобрано правильно.
Термином ПО обозначается пакет софта, используемого для управления станком на всех этапах рабочего процесса: от разработки качественной модели, до изготовления готового изделия. В специальной литературе и открытых источниках используется несколько синонимов: ПО, софт, программное обеспечение, управляющие программы.
Основным достоинством станка с ЧПУ является возможность изготовления заготовок и конечных товаров с высоким качеством полностью в автоматическом режиме, что исключа6ет негативное влияние на результат пресловутого «человеческого фактора».
Какой софт необходимо приобрести в первую очередь
Основным требованием, которое предъявляется к софту при его выборе является простота использования и многофункциональность.
Весьма желательно приобретать продукт лицензированный.
Это минимизирует вероятность «зависания» станка, скажется на существенном повышении производительности и эффективности технологических процессов.
Работы рекомендуется начинать с выбора и последующей профессиональной настройки, под существующую модель станка, необходимого блока ПО, обозначаемого международной аббревиатурой САМ (в русском переводе, системы автоматизированного изготовления, производства). Это программа, адаптированная для работы с проектами, подготовленными в ином пакете ПО, CAD (русская расшифровка, система, предназначенная для автоматизированной разработки)
Применение CAD позволяет выполнять проектирование и создание 3D объектов с учётом заданных исходных значений, с их последующим редактированием.
Использование САМ обеспечивает конвертацию цифровой информации в команды, понятные фрезерному станку с ЧПУ. Чаще всего, это G-code, представляющие набор команд, осуществляющих непосредственное управление рабочими органами станка. Для отдельных случаев, совместимость приобретаемой CAM программы с фрезерным станком может потребовать использования программ, именуемых конверторами: Post Processor, Post.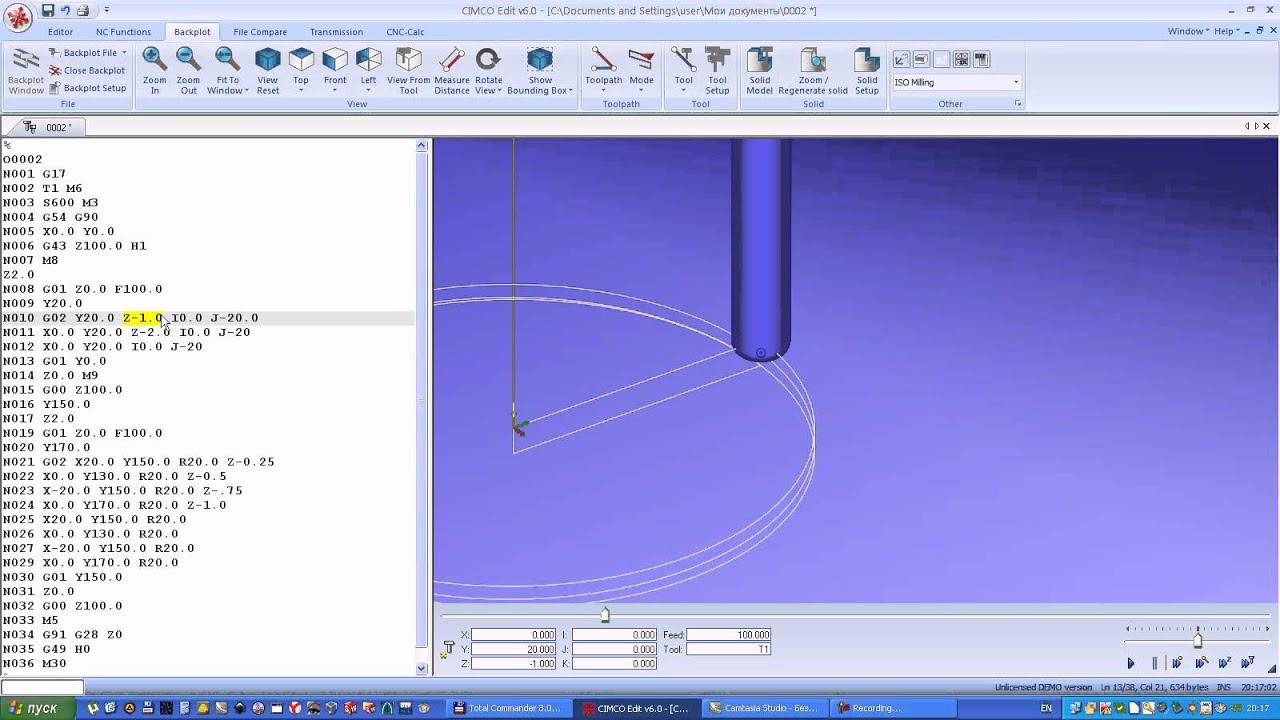 В противном случае, формируемые G-code могут выдать непредсказуемую последовательность управляющих команд при установке на станок и запуске последнего.
В противном случае, формируемые G-code могут выдать непредсказуемую последовательность управляющих команд при установке на станок и запуске последнего.
Кроме него, на рынке представлены иные языки: Cutter Location, OpenSBP, Data, HPGL, APT.
Достаточно частым решением у многих разработчиков является разработка единого программного пакета CAM/CAD, либо выполняется их заблаговременная подготовка, обеспечивающая успешную интеграцию для совместной работы в любых существующих программно-аппаратных системах (комплексах).
Начинающим пользователям фрезерным станком с ЧПУ не рекомендуется начинать с покупки и установки «самого-полного» комплекта CAM. Попробуйте начать работу с простого пакета. Получите в процессе первичные навыки, который в дальнейшем существенно облегчат вам работу с более функциональным софтом.
Важно понимать, что кроме САМ-программ к управляющему софту относится программы, осуществляющие прямое управление станком с ЧПУ (общее обозначение, machine controller). Они могут (пример) передавать движение пера, мышки на контроллер непосредственно. Самыми востребованными продуктами в данной группе являются: LinuxCNC, PyCNC, Grbl, Inkcut, UGS, Jedicut.
Они могут (пример) передавать движение пера, мышки на контроллер непосредственно. Самыми востребованными продуктами в данной группе являются: LinuxCNC, PyCNC, Grbl, Inkcut, UGS, Jedicut.
Варианты программ, используемые для моделирования макета для чпу станка
В зависимости от объёмности будущей детали и её сложности используются разные программные продукты для эскизного моделирования.
Модели 2D
Если предстоит плоская резка, наиболее популярными являются следующие графические редакторы:
- CorelDraw – позволяет создавать и обрабатывать векторные изображения. Отличается многообразием встроенного инструмента;
- Adobe Illustrator – также рассчитан на векторную графику. Позволяет выполнять эскизы для предстоящей контурной резки;
- LibreCAD – обеспечивает простое создание чертежей 2D. Интерфейс понятный и удобный, предусмотрена возможность группировать объекты, множество иных полезных функций.
Модели 3D
В случаях необходимости разработки пространственной модели выбор более значительный. Назовём только программы, являющиеся самыми популярными на рынке:
Назовём только программы, являющиеся самыми популярными на рынке:
- Solidworks – обладает широчайшими возможностями для моделирования твёрдотельного. Высокая производительность и функционал делают данный софт одним из самых востребованных инженерами и проектировщиками.
Обеспечивает проработку сборок и деталей практически любой сложности, анализ предстоящих процессов изготовления и технологичности создаваемой конструкции, проведение рендеринга, создание управляющих программ (УП).
- MasterCAM – весьма популярная программа для 3D (2D) моделирования с последующей разработкой УП для станков, оснащённых ЧПУ.
В ней несложно разобраться. Обеспечивает значительную скорость выполнения расчётов. Обесп6ечивает создание модели под черновую, чистовую обработку, заблаговременную проверку траекторий перемещения инструмента и заготовки, подбор оптимальных технологических режимов. Комплектуется значительным количеством библиотек, допускающих перенастройку.
- Type 3 – имеет приложение, применяемое при создании моделей скульптур (Type Art), библиотеку инструмента.

Рассчитана на эффективную работу с моделями в диапазоне 2D-5D. Реализован прямой доступ к непосредственному управлению конкретным станком.
- AutoCAD – многопрофильная программа с большим числом встроенных инструментов.
Обеспечивает анализ и проектирование объектов 2D, 3D. Интерфейс весьма удобен для пользователя. Имеет встроенную функцию генерации различной техдокументации, возможность создавать и загружать приложения самостоятельно, широкий ряд иных опций и функций.
- ArtCAM – включает пакет программ, предназначенных для плоского и объёмного моделирования.
Допускает работу с растровой, векторной графикой. Активно востребован для формирования рельефных поверхностных объёмов, обесп6ечивает построение маршрута перемещения фрезы, допускает трансформацию 2D эскиза в 3D объект.
После создания модели (эскиза) следует построить траекторию, по которой должна двигаться фреза, выбрать конкретные типы инструмента, сформулировать указания в части режима обработки (финишная, черновая).

После этого подготовленный файл следует сохранить в формате, понятном имеющейся у вас модели фрезерного станка с ЧПУ.
Работа по созданию управляющей программы завершена. Теперь следует загрузить её в контроллер.
Программы, осуществляющие автоматическое управление манипуляциями, выполняемыми различными блоками и узлами станка
Эти задачи решает отдельный блок софта. Лидерами по востребованности в данном сегменте являются:
- Mach4 – эта программа создана на основе Windows. Используется любителями и профессионалами.
Обеспечивает создание пользовательских кодов, позволяет одновременно управлять фрезерованием по шести осям, контролировать скорость вращения шпинделя. Выполняет прямой импорт файлов формата DXF, JPG, BMP, способна генерировать G-code (благодаря встроенному ПО). Совместима с экранами сенсорного типа.
- NC Studio – этот пакет программ совместим с любым фрезерным станком.
Удобный, интуитивно понятный интерфейс, способность обработки самых сложных УП, работа с G-code, сформированными почти во всех программах моделирования.
- EMC2 – существенным преимуществом программы является её разработка на Linux, возможность управлять станком через порт LPTспособна контролировать работу по шести осям.
В качестве недостатка можно назвать повышенную сложность управления и установки (необходимо хорошо разбираться в системах UNIX).
Приобретая фрезерный станок с ЧПУ модельного ряда WATTSAN, можно быть уверенным в том, что он адаптирован для использования всех наиболее востребованных версий софта (пример, графических редакторов, поддерживающих векторные форматы: CorelDraw, Adobe Illustrator (для 2D моделирования), AutoCAD (для 3D).
Создание УП 4х осевой обработки кольца из модельного воска в DeskProto
Подготовка файлов управляющих программ многосторонней обработки для станков с ЧПУ (CNC) возможна в программных пакетах DeskProto, PowerMill, и др.
Часто обработка с использованием 4-й оси применяется в производстве ювелирных изделий, бижутерии , сувениров, нанесении логотипов и т. д.
д.
Ниже представлен вариант создания управляющей программы c использованием поворотной оси в программном пакете DeskProto6.1
Преимуществом DeskProto является наличие «Мастера запуска» (Wizard). Это облегчает со работу с программой.
Если при старте программы мастер не запустился сам -откройте его, рисунок 1.
Рисунок 1.
После старта мастер запуска позволяет пошагово вести подготовку управляющей программы для станка.
В первом окне выбираем тип станка ЧПУ (1) и вид обработки модели (2) — обработка с поворотной осью, рисунок 2.
Рисунок 2.
Загружаем геометрическую модель будущего изделия, рисунок 3.
Рисунок 3.
Если размеры геометрической модели изделия отличаются от необходимых, то производим их масштабирование (1), так же поворачиваем модель в удобное для работы положение(2), рисунок 4.
Рисунок 4.
Переходим к следующему окну.
Формируем технологические поддержки. Пункт «Произвольное» позволяет формировать поддержки самостоятельно, по форме и размерам подходящие к используемой модели,, рисунок 5.
Рисунок 5.
После выбора, числа расположения и габаритов поддержек, устанавливаем размеры заготовки, которую будем использовать в работе, рисунок 6.
Рисунок 6.
Глубина фрезерования по Z зависит от модели, здесь используем параметр пр умолчанию «Глубина равна половине блока».
Следующий шаг мастера — параметры черновой обработки -окно «Выборка». Если планируем использовать черновую обработку, то устанавливаем параметры обработки, если делаем сразу чистовую, то просто отключаем операцию,рисунок 7.
Рисунок 7.
Следующим шагом переходим к параметрам чистовой обработки, рисунок 8.
Рисунок 8.
Выбираем фрезу из стандартных или ранее созданных. Можно выбрать любую, потом создать новую фрезу и заменить в процессе расчета. На рисунке 9 приведён пример создания конической фрезы используемой в данном проекте для чистовой обработки.
Рисунок 9.
Сохраняем созданную фрезу и устанавливаем необходимые параметры чистовой обработки стратегию, тип фрезы, точность, скорость подачи и число оборотов шпинделя. Рисунок 10.
Рисунок 10.
Рисунок 10.
Следующее окно — окончание работы «мастера», рисунок 11.
Рисунок 11.
В открывшимся окне нажимаем кнопку «финиш», мастер свою работу закончил -создал основу проекта и расчёта управляющей программы.
В основном окне программы «дереве проекта» выделяем мышью вкладку «чистовая обработка». Щелчком правой клавиши открываем меню выбора -рисунок 12.
Рисунок 12.
Выбираем пункт меню параметры операции. В открывшимся окне « Параметры операции-Чистовая обработка» выбираем вкладку « Стратегия», рисунок 13.
Рисунок 13.
Используем стратегию «Вокруг оси А (обратно)». Данная стратегия позволяет начать обработку модели с правого края заготовки. (Траектория начала и окончания работы инструмента будут указаны стрелками см. рисунок 16). Нажимаем кнопки «Применить» и «ОК», тем самым закрывая окно.
Выбираем «иконку» «Рассчитать траекторию инструмента», рисунки 14 и 15.
Рисунок 14.
Рисунок 15.
Сохраняем полученную управляющую программу и проект, рисунок 16.
Рисунок 16.
Настройка постпроцессора в программе DeskProto
Рисунок 17 Настройка постпроцессора
Видео резки сделанной модели кольца из модельного воска на станке cnc-2535al
Результат многосторонней обработки на 4х осевом фрезерном чпу CNC-3040AL2 с использованием поворотной оси
Восковка резного кольца
Видео работы поворотной оси. Фрезеровка шахматного коня
Создание УП в программе ArtCAM
Четырёхосевая обработка на станке с поворотной осью
3Д резьба по дереву
% PDF-1.7 % 1 0 объект > / Метаданные 283 0 R >> эндобдж 2 0 obj > эндобдж 3 0 obj > эндобдж 5 0 obj > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 90 0 R / Parent 66 0 R / Type / Page >> эндобдж 6 0 obj > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 97 0 R / Parent 66 0 R / Type / Page >> эндобдж 7 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 98 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 8 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 105 0 R / Parent 66 0 R / Type / Page >> эндобдж 9 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 106 0 R / Parent 66 0 R / Type / Page >> эндобдж 10 0 obj > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 107 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 11 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 108 0 R / Parent 66 0 R / Type / Page >> эндобдж 12 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 109 0 R / Parent 66 0 R / Type / Page >> эндобдж 13 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 110 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 14 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 111 0 R / Parent 66 0 R / Type / Page >> эндобдж 15 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 112 0 R / Parent 66 0 R / Type / Page >> эндобдж 16 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 120 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 17 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 121 0 R / Parent 66 0 R / Type / Page >> эндобдж 18 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 122 0 R / Parent 66 0 R / Type / Page >> эндобдж 19 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 123 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 20 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 124 0 R / Parent 66 0 R / Type / Page >> эндобдж 21 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 125 0 R / Parent 66 0 R / Type / Page >> эндобдж 22 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 126 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 23 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 127 0 R / Parent 66 0 R / Type / Page >> эндобдж 24 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 128 0 R / Parent 66 0 R / Type / Page >> эндобдж 25 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 129 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 26 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 136 0 R / Parent 66 0 R / Type / Page >> эндобдж 27 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 137 0 R / Parent 66 0 R / Type / Page >> эндобдж 28 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 138 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 29 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 139 0 R / Parent 66 0 R / Type / Page >> эндобдж 30 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 140 0 R / Parent 66 0 R / Type / Page >> эндобдж 31 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 141 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 32 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 142 0 R / Parent 66 0 R / Type / Page >> эндобдж 33 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 143 0 R / Parent 66 0 R / Type / Page >> эндобдж 34 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 144 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 35 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 145 0 R / Parent 66 0 R / Type / Page >> эндобдж 36 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 146 0 R / Parent 66 0 R / Type / Page >> эндобдж 37 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 147 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 38 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 148 0 R / Parent 66 0 R / Type / Page >> эндобдж 39 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 149 0 R / Parent 66 0 R / Type / Page >> эндобдж 40 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 150 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 41 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 157 0 R / Parent 66 0 R / Type / Page >> эндобдж 42 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 158 0 R / Parent 66 0 R / Type / Page >> эндобдж 43 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 159 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 44 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 160 0 R / Parent 66 0 R / Type / Page >> эндобдж 45 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 161 0 R / Parent 66 0 R / Type / Page >> эндобдж 46 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 168 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 47 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 181 0 R / Parent 66 0 R / Type / Page >> эндобдж 48 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 182 0 R / Parent 66 0 R / Type / Page >> эндобдж 49 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 183 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 50 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 184 0 R / Parent 66 0 R / Type / Page >> эндобдж 51 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 185 0 R / Parent 66 0 R / Type / Page >> эндобдж 52 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 190 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 53 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 195 0 R / Parent 66 0 R / Type / Page >> эндобдж 54 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 196 0 R / Parent 66 0 R / Type / Page >> эндобдж 55 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 197 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 56 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 198 0 R / Parent 66 0 R / Type / Page >> эндобдж 57 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 199 0 R / Parent 66 0 R / Type / Page >> эндобдж 58 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 200 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 59 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 201 0 R / Parent 66 0 R / Type / Page >> эндобдж 60 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 202 0 R / Parent 66 0 R / Type / Page >> эндобдж 61 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 203 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 62 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 210 0 R / Parent 66 0 R / Type / Page >> эндобдж 63 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 211 0 R / Parent 66 0 R / Type / Page >> эндобдж 64 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Содержание 212 0 R / Родительский 66 0 R / Тип / Страница >> эндобдж 65 0 объект > / ColorSpace> / XObject> / Shading> / ExtGState> / Font >>> / MediaBox [0 0 720 539.717] / Contents 215 0 R / Parent 66 0 R / Type / Page >> эндобдж 66 0 объект > эндобдж 67 0 объект [/ ICCBased 68 0 R] эндобдж 68 0 объект > поток xwTSϽ7PkhRH H. * 1 J
G-код для программирования ЧПУ | Блог Fusion 360
Вы знаете, что они говорят об основах: сначала изучите их, и вы запомните их навсегда.То же самое верно и для программирования станков с ЧПУ. Даже по мере развития новых производственных технологий основы обработки деталей с помощью программы ЧПУ останутся с вами навсегда.
В этой статье мы поговорим об основном компоненте каждой программы ЧПУ – G-коде.
Краткий обзор G-кодаПроизводители по всему миру используют программирование ЧПУ для управления инструментами станка для производства деталей. В основе этого автоматизированного производственного процесса лежит набор инструкций, которые сообщают станку с ЧПУ, куда и как двигаться.Эти инструкции называются G-кодом.
G-кодбыл впервые установлен в 1960-х годах Ассоциацией электронной промышленности (EIA). Хотя официальный язык был задокументирован как RS-274D, вы слышите, как все называют его G-кодом. Почему? Многие слова или отдельные фрагменты кода, составляющие этот машинный язык, начинаются с буквы G.
Хотя G-код должен быть универсальным стандартом, вы обнаружите, что многие производители станков с ЧПУ разработали свои собственные уникальные особенности.В конце дня мы все ели мороженое, но Haas может быть со вкусом клубники, а Tormach может быть со вкусом шоколада. Из-за этой разницы в разновидностях G-кода крайне важно понимать, как ваша собственная машина использует G-код.
Почему разница в вкусах G-кода? Это действительно сводится к возможностям каждой машины. Возьмем один станок, который может обрабатывать вращение системы координат на основе входных данных датчика. Вам понадобится набор команд G-кода, которые могут включить или отключить это вращение.Другой компьютер без этой возможности настройки не потребует G-кода.
В случае сомнений всегда обращайтесь к документации вашего станка с ЧПУ, когда будете работать до конца этой статьи. Мы рассмотрим основы, но вы никогда не узнаете, могла ли ваша машина пойти по другому пути к тому же конечному пункту назначения.
Блоки G-кода
Стандарт G-кода был опубликован еще в те времена, когда машины имели небольшой объем памяти. Из-за этого ограничения памяти G-код является чрезвычайно компактным и лаконичным языком, который на первый взгляд может показаться архаичным.Возьмем, к примеру, эту строку кода:
G01 X1 Y1 F20 T01 M03 S500
В этой единственной строке мы даем машине ряд инструкций:
- G01 – Выполнить движение линейной подачи
- X1 / Y1 – Перейти к этим координатам X и Y
- F20 – Переместить со скоростью подачи 20
- T01 – Использовать инструмент 1 для выполнения работы
- M03 – Токарная обработка шпиндель на
- S500 – Установите скорость шпинделя 500
Несколько строк G-кода, подобных этим, объединяются, чтобы сформировать полную программу ЧПУ.Затем ваш станок с ЧПУ будет читать код по одной строчке слева направо и сверху вниз, как при чтении книги. Каждый набор инструкций находится в отдельной строке или блоке.
Программы G-кода
Цель каждой программы G-кода – производить детали наиболее безопасным и эффективным способом. Для этого вы обычно найдете блоки G-кода, расположенные в определенном порядке, например:
- Запустить программу ЧПУ.
- Загрузите необходимый инструмент.
- Включите шпиндель.
- Включите охлаждающую жидкость.
- Переместить в позицию над деталью.
- Запустить процесс обработки.
- Выключить охлаждающую жидкость.
- Выключите шпиндель.
- Отойдите от детали в безопасное место.
- Завершить программу ЧПУ.
Этот поток представляет собой простую программу, использующую только один инструмент для одной операции. На практике вы обычно промываете и повторяете шаги со 2 по 9. Например, приведенная ниже программа G-кода включает все вышеперечисленные блоки кода с повторяющимися разделами там, где это необходимо:
Модальные и адресные коды
Как и другие языки программирования, G-код может бесконечно повторять действие, пока не будет остановлено.Этот процесс цикла использует модальный код, который действует до тех пор, пока вы не отключите его или не измените его другим модальным кодом. Например, M03 – это модальный код, который будет запускать шпиндель неопределенно долго, пока вы не скажете ему остановиться с помощью M05. А теперь подожди секунду. Это слово (помните: слово – это небольшой фрагмент кода) не начиналось с буквы G, но это все еще G-код. Слова, начинающиеся с буквы М, представляют собой машинные коды, и они включают или выключают такие функции станка, как охлаждающая жидкость, шпиндель и зажимы. Я перечислю некоторые из наиболее распространенных в следующем разделе, но вы можете найти список M-кодов вашего компьютера в документации.
G-code также включает в себя полный список адресных кодов. Вы можете думать об этом как о словаре G-кода, который определяет конкретное поведение. Коды адресов начинаются с буквенного обозначения, например G, а затем с набора цифр. Например, X2 определяет адресный код с координатой X, где 2 – это значение по оси X, на которое нужно переместить станок.
Полный список адресных кодов включает:
В программу G-кода можно добавить несколько кодов специальных символов.Обычно они используются для запуска программы, комментирования текста или игнорирования символов и включают:
- % Начинает или завершает программу ЧПУ.
- () Определяет комментарий, написанный оператором ЧПУ; иногда они должны быть полностью заглавными.
- / Игнорирует все символы, идущие после косой черты
- ; Определяет, когда заканчивается блок кода, не показанный в текстовом редакторе
Объяснение G-кодов и M-кодов
G и M-коды составят основную часть вашей программы ЧПУ.Коды, начинающиеся с G, подготавливают вашу машину к выполнению определенного типа движения. Наиболее распространенные коды G, с которыми вы снова и снова сталкиваетесь в каждой программе ЧПУ, включают:
G0 – Быстрое движение
Этот код указывает машине двигаться как можно быстрее к заданной координатной позиции. G0 будет перемещать ось станка за осью, что означает, что он сначала будет перемещаться по обеим осям и завершит перемещение на той оси, которая не находится в положениях. Вы можете увидеть пример этого движения на изображении ниже:
G1 – линейное перемещение
Этот код указывает станку двигаться по прямой к координатной позиции с определенной скоростью подачи.Например, G1 X1 Y1 F32 переместит станок в координаты X1, Y1 со скоростью подачи 32.
G2, G3 – дуга по часовой стрелке, дуга против часовой стрелки
Эти коды указывают станку двигаться по дуге к месту назначения координат. Две дополнительные координаты, I и J, определяют центральное положение дуги, как показано ниже:
G17, G18, G19 – обозначения плоскости
Эти коды определяют, на какой плоскости будет обрабатываться дуга. По умолчанию ваш станок с ЧПУ будет использовать G17, то есть плоскость XY.Два других самолета показаны на изображении ниже:
G40, G41, G42 – Коррекция диаметра фрезы
Эти коды определяют компенсацию диаметра фрезы или CDC, которая позволяет станку с ЧПУ позиционировать свой инструмент слева или справа от заданной траектории. D-регистр хранит смещение для каждого инструмента.
G43 – Коррекция длины инструмента
Этот код определяет длину отдельных инструментов по высоте по оси Z. Это позволяет станку с ЧПУ понять, где острие инструмента относительно детали, с которой он работает.Регистр определяет коррекцию длины инструмента, где H – коррекция длины инструмента, а Z – длина инструмента.
G54 – Рабочее смещение
Этот код используется для определения смещения приспособления, которое определяет расстояние от внутренних координат станка до нулевой точки на заготовке. В таблице ниже только G54 имеет определение смещения. Однако вы можете запрограммировать несколько смещений, если задание требует одновременной обработки нескольких деталей.
М-коды
КодыM – это машинные коды, которые могут различаться между станками с ЧПУ.Эти коды управляют функциями вашего станка с ЧПУ, такими как направление подачи охлаждающей жидкости и шпинделя. Некоторые из наиболее распространенных M-кодов включают:
Стандартные циклы в G-коде
Последний аспект G-кода, который нужно затронуть, – это постоянные циклы. Они похожи на методы или функции в компьютерном программировании. Они позволяют выполнять сложное действие всего в нескольких строках кода без необходимости вводить все детали.
Возьмем, к примеру, постоянный цикл ниже. Здесь мы говорим инструменту ЧПУ создать отверстие с помощью сверла только в двух строках кода слева.Это же действие требует более 20 строк обычного G-кода.
Некоторые общие циклы сверления включают:
G81 – простой цикл сверления
В этом цикле будет проделано отверстие путем врезания в заданную координату оси Z и затем втягивания. Для программирования этого цикла требуются глубина, скорость подачи, координаты XY и плоскость для сверления.
G83 – Пек-дрель
Этот цикл используется для быстрого сверления глубоких отверстий. Инструмент сначала просверливает заданное расстояние, а затем отводится, что удаляет весь материал из отверстия и позволяет охлаждающей жидкости смывать стружку.Самая простая реализация этого цикла требует начальной высоты, плоскости подачи, шага клевка и глубины.
G98 – возврат к начальной быстрой высоте
В этом цикле инструмент отводится до плоскости зазора между отверстиями, что помогает избежать зажимов. Программирование этого цикла требует начальной высоты и плоскости подачи для сверления.
Основные принципы работы
Даже если вы никогда не закончите писать свою собственную программу ЧПУ вручную, понимание основ G-кода поможет вам продвинуться в карьере программиста ЧПУ.Поведение ядра остается неизменным у разных производителей, даже несмотря на то, что фактический G-код немного отличается. В конце дня вы комбинируете координаты, скорости подачи и набор определяемых действий для успешного перемещения инструмента и обработки детали.
Некоторые руководства рекомендуют запоминать наиболее распространенные коды G и M. Хотя это может сработать, практика ведет к совершенству! Постоянно используйте и обновляйте основы G-кода на протяжении всей карьеры, и они останутся с вами. Вот небольшая викторина, чтобы узнать, где вы находитесь.
Готовы применить свои знания в области программирования ЧПУ и G-кода? Попробуйте Fusion 360 сегодня!
Разъяснение G-кода| Список наиболее важных команд G-кода
Если ваша работа или хобби соотносятся с станками с ЧПУ или 3D-принтерами, то понимание того, что такое G-код и как он работает, имеет важное значение для вас. Итак, в этом руководстве мы изучим основы языка G-кода, каковы наиболее важные или распространенные команды G-кода, и мы объясним, как они работают.
Что такое G-код?
G-code – это язык программирования для станков с ЧПУ (числовое программное управление).G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, с какой скоростью двигаться и по какому пути двигаться.
В случае станка, такого как токарный станок или фрезерный станок, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, срезая материал, чтобы получить желаемую форму.
Аналогичным образом, в случае аддитивного производства или 3D-принтеров, команды G-кода инструктируют машину наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж сложно понять.
Если мы внимательно посмотрим на код, мы можем заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода – это все те числа, которые мы видим, которые являются просто декартовыми координатами.
Давайте взглянем на одну строку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Строка имеет следующую структуру:
G ## X ## Y ## Z ## F ##
- Сначала идет команда G-кода , и в данном случае это G01 , что означает «двигаться по прямой в определенное положение».
- Мы объявляем положение или координаты со значениями X , Y и Z .
- Наконец, со значением F мы устанавливаем скорость подачи или скорость, с которой будет выполняться перемещение.
Подводя итог, линия G01 X247.951560 Y11.817060 Z-1.000000 F400.000000 сообщает станку с ЧПУ двигаться по прямой от его текущего положения до координат X247.951560, Y11.817060 и Z- 1.000000 при скорости 400 мм / мин. Единица измерения – мм / мин, потому что, если мы посмотрим назад на изображение примера G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, мы используем вместо этого команду G20.
Самые важные / распространенные команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода.Мы узнаем, как работает каждый из них, на нескольких примерах, и к концу этого руководства мы сможем полностью понять, как работает G-код, как читать, как изменять и даже как писать наш собственный G-код.
G00 – быстрое позиционирование
Команда G00 перемещает станок с максимальной скоростью движения из текущего положения в заданную точку или координаты, указанные в команде. Станок будет перемещать все оси одновременно, поэтому они завершают движение одновременно.Это приводит к прямолинейному перемещению к новой точке положения.
G00 не является режущим движением, и его цель состоит в том, чтобы просто быстро переместить машину в желаемое положение, чтобы начать какую-либо работу, такую как резка или печать.
G01 – Линейная интерполяция
Команда G-кода G01 инструктирует станок двигаться по прямой с заданной скоростью подачи или скоростью. Мы указываем конечное положение значениями X , Y и Z , а скорость – значением F .Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер машины выполняет тысячи вычислений в секунду, чтобы выполнить эти движения.
В отличие от команды G00, которая используется только для позиционирования, команда G01 используется, когда станок выполняет свою основную работу. В случае токарного или фрезерного станка – прямолинейная резка материала, а в случае 3D-принтера – прямолинейная экструзия материала.
G02 – Круговая интерполяция по часовой стрелке
Команда G02 указывает машине двигаться по часовой стрелке по круговой схеме. Это та же концепция, что и команда G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь нам также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка фактически является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.
Итак, в первом примере у нас есть команда G01, которая перемещает станок в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это с помощью параметров I и J.Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку по X5 и Y7, нам нужно сделать смещение 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку где угодно, таким образом мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример:
Итак, здесь у нас все еще есть та же конечная точка, что и в предыдущем примере (X10, Y7), но теперь центральная точка находится в другом положении (X0, Y2).Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
G00, G01, G02 Пример – ручное программирование G-кода
Давайте рассмотрим простой пример фрезерования с ЧПУ с использованием этих трех основных команд G-кода: G00, G01 и G02.
Чтобы получить траекторию для формы, показанной на изображении выше, нам необходимо выполнить следующие команды G-кода:
G00 X5 Y5; точка B G01 X0 Y20 F200; точка C G01 X20 Y0; точка D G02 X10 Y-10 I0 J-10; точка E G02 X-4 Y-8 I-10 J0; точка F G01 X-26 Y-2; точка B
С помощью первой команды G00 мы быстро переводим станок из исходного или исходного положения в точку B (5,5).Отсюда мы начинаем с «резки» со скоростью подачи 200 с помощью команды G01 . Здесь можно отметить, что для перехода из точки B (5,5) в точку C (5,25) мы используем значения X и Y относительно начальной точки B. Итак, +20 единиц в направлении Y приведет нас к точке C (5,25). Фактически, это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Как только мы достигаем точки C (5,25), у нас есть еще одна команда G01 для достижения точки D (25,25).Затем мы используем команду G02, круговое движение, чтобы добраться до точки E (35,15) с центральной точкой (25,15). На самом деле у нас есть такая же центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F (31,7). Однако мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы завершаем траекторию инструмента другой командой G01, которая выводит нас из точки F (31, 7) вернуться к пункту Б (5,5).
Итак, вот как мы можем вручную запрограммировать G-код для создания этой формы.Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких основных команд. Мы сделаем полный G-код в следующем примере, так как сначала нам нужно объяснить эти команды G-кода.
G03 – Круговая интерполяция против часовой стрелки
Как и G02, команда G-кода G03 определяет движение станка по круговой схеме. Единственная разница здесь в том, что движение идет против часовой стрелки. Все остальные функции и правила такие же, как у команды G02.
Итак, с помощью этих трех основных команд G-кода, G01 , G02 и G03 , мы можем сгенерировать траекторию инструмента буквально для любой формы, которую мы хотим. Теперь вам может быть интересно, как это возможно, но на самом деле это простая задача для компьютера и программного обеспечения CAM. Да, это правда, что иногда мы можем вручную создать программу G-кода, но в большинстве случаев мы делаем это с помощью соответствующего программного обеспечения, которое намного проще и безопаснее.
Тем не менее, теперь объясните еще несколько важных и часто используемых команд и в конце сделайте реальный пример G-кода.
G20 / G21 – Выбор единиц
Команды G20 и G21 определяют единицы G-кода: дюймы или миллиметры.
- G20 = дюймы
- G21 = миллиметры
Отметим, что единицы измерения должны быть установлены в начале программы. Если мы не укажем единицы измерения, машина будет учитывать значения по умолчанию, установленные предыдущей программой.
G17 / G18 / G18 – Выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
- G17 – плоскость XY
- G18 – плоскость XZ
- G19 – самолет YZ
G17 используется по умолчанию для большинства станков с ЧПУ, но два других могут также использоваться для выполнения определенных движений.
G28 – Возвращение домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X ## Y ## Z ##
Исходное положение может быть определено с помощью команды G28.1 X ## Y ## Z ## .
G90 / G91 – Команды G-кода позиционирования
С помощью команд G90 и G91 мы сообщаем машине, как интерпретировать координаты. G90 – для абсолютного режима и G91 – для относительного режима .
В абсолютном режиме инструмент всегда позиционируется от абсолютной точки или от нуля.Таким образом, команда G01 X10 Y5 переместит инструмент в эту точную точку (10,5), независимо от предыдущей позиции.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в настоящее время находится в точке (10,10), команда G01 X10 Y5 переведет инструмент в точку (20,15). Этот режим также называется «инкрементным режимом».
Дополнительные команды и правила
Итак, команды G-кода, которые мы объяснили выше, являются наиболее распространенными, но их гораздо больше.Есть такие команды, как коррекция на режущий инструмент, масштабирование, системы координат заготовки, выдержка и т. Д.
Помимо G-кода, существуют также команды M-кода, которые используются при генерации реальной полноценной программы с G-кодом. Вот несколько распространенных команд M-кода:
- M00 – Остановка программы
- M02 – Конец программы
- M03 – Шпиндель включен – по часовой стрелке
- M04 – шпиндель включен – против часовой стрелки
- M05 – Упор шпинделя
- M06 – Смена инструмента
- M08 – Жидкость для заливки ON
- M09 – Дымоход ВЫКЛ
- M30 – Конец программы
В случае 3D-принтера:
- M104 – Запуск нагрева экструдера
- M109 – Подождите, пока экструдер достигнет T0
- M140 – Пусковой подогрев станины
- M190 – Подождите, пока кровать не достигнет T0
- M106 – Установить скорость вентилятора
Для некоторых из этих команд требуются соответствующие параметры.Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, линия M30 S1000 включит шпиндель со скоростью 1000 об / мин.
Мы также можем отметить, что многие коды являются модальными , что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, скажем, у нас есть код для линейного движения резания G01 X5 Y7 F200 . Если следующее движение снова будет линейным резанием, мы можем просто ввести координаты X и Y, без надписи G01 спереди.
G01 X5 Y7 F200 X10 Y15 X12 Y20 G02 X5 Y5 I0 J-5 X3 Y6 I-2 J0
То же самое относится и к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если мы не хотим изменить его значение.
В некоторых файлах G-кода вы также можете увидеть « N ## » перед командами. Слово N просто для нумерации строки или блока кода. Это может быть полезно для идентификации конкретной строки в случае ошибки в огромной программе.
Пример простой программы G-кода
Тем не менее, после прочтения всего этого, теперь мы можем вручную создать настоящий, актуальный код.Вот пример:
% G21 G17 G90 F100 M03 S1000 G00 X5 Y5; точка B G01 X5 Y5 Z-1; точка B G01 X5 Y15 Z-1; точка C G02 X9 Y19 Z-1 I4 J0; точка D G01 X23 Y19 Z-1; точка E G01 X32 Y5 Z-1; точка F G01 X21 Y5 Z-1; точка G G01 X21 Y8 Z-1; точка H G03 X19 Y10 Z-1 I-2 J0; пункт I G01 X13 Y10 Z-1; точка J G03 X11 Y8 Z-1 I0 J-2; точка K G01 X11 Y5 Z-1; точка L G01 X5 Y5 Z-1; точка B G01 X5 Y5 Z0 G28 X0 Y0 M05 M30 %
Описание программы G-кода:
- Инициализация кода.Этот символ (%) всегда присутствует в начале и в конце программы.
- Линия безопасности: установите программирование в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 дюймов / мин.
- Шпиндель вращается по часовой стрелке со скоростью 1000 об / мин.
- Быстрое позиционирование в B (5,5).
- Управляемое движение в том же положении, но опускание инструмента до -1.
- Линейное движение резания в положение C (5,15).
- Круговое движение по часовой стрелке до точки D (9,19) с центром в точке (9,15).
- Линейная резка до точки E (23,19).
- Линейная резка до точки F (32,5).
- То же прямое резание до точки G (21,5).
- Еще один прямой распил до точки H (21,8).
- Круговая интерполяция против часовой стрелки в положение I (19,10) с центром в (19,8).
- Линейный разрез до точки J (13,10).
- Круговая резка против часовой стрелки в положение K (11,8) с центром в точке (13,8).
- Линейная резка в положение L (11,5).
- Окончательное линейное перемещение резания в положение B (5,5).
- Поднимите инструмент.
- Перейти в исходное положение.
- Шпиндель выключен.
- Окончание основной программы.
Вот как выглядит этот код, готовый к отправке на наш станок с ЧПУ через программу Universal G-code Sender:
Итак, используя эти основные команды G-кода, описанные выше, нам удалось написать наш собственный полноценный G-код. Конечно, этот пример довольно прост, и для более сложных фигур нам обязательно нужно использовать программное обеспечение CAM.Вот пример сложного G-кода фигуры лошади:
Для сравнения, в этом коде около 700 строк, но все они генерируются автоматически. G-код был создан с использованием Inkscape в качестве примера для моей DIY-машины для резки пенопласта Arduino с ЧПУ. Вот как получилась форма:
Вы можете проверить мое конкретное руководство для получения более подробной информации об этой машине.
Заключение
Итак, мы рассмотрели основы G-кода, объяснили наиболее важные и распространенные команды G-кода и вручную создали наш собственный G-код.В конце концов, я думаю, что понять G-код не так уж и сложно. Конечно, есть так много других команд и функций, используемых при обработке с ЧПУ или 3D-печати, о которых мы должны знать, но об этом подробнее в некоторых других руководствах.
Если вы нашли эту статью полезной, поделитесь ею с другими энтузиастами ЧПУ и 3D-печати. Также не стесняйтесь задавать любой вопрос в разделе комментариев ниже.
Пример программы ЧПУ III. ПОСТАНОВКА ПРОБЛЕМЫ
Контекст 1
… являются обязательными. Есть две основные функции: первая называется подготовительной функцией, и она кодирует в программе адресом слова G, а другая функция называется смешанной функцией, которая использует адресную букву М. Валентино и Гольденберг [7] всесторонне исследовали технологию ЧПУ. . Пример полной программы показан на рис. 1. В настоящее время SOS не рассматривается в G-кодах, запрограммированных вручную, но оператор определяет последовательность, случайным образом выбирая операции одну за другой.С другой стороны, пакеты программирования ЧПУ, которые генерируют пакеты программ ЧПУ, рассматривают последовательность, основанную на том, как описывается операция, введенная …
Контекст 2
… Генерация программного кода ЧПУ для оптимизированного SOS. На рисунке 11 показаны сгенерированные коды. …
Контекст 3
… TSP и GA были использованы для поиска кратчайшего пути инструмента путем оптимизации SOS для операций, показанных на рис. 12. На рисунке показаны 50 операций для демонстрации эффективности предложенного метода. для оптимизации SOS.Режущие инструменты, используемые для операций, показаны в таблице 1. После многих поколений предложенного метода была найдена последовательность операций, которая дала наиболее короткую TP. Оптимизированная последовательность операций для приложения …
Контекст 4
… 12. На рисунке показаны 50 операций, демонстрирующих эффективность предложенного метода оптимизации SOS. Режущие инструменты, используемые для операций, показаны в таблице 1. После многих поколений предложенного метода была найдена последовательность операций, которая дала наиболее короткую TP.Оптимизированная последовательность операций для примера применения на фиг. 12 показана на фиг. 13. Рисунок 13. Оптимизированные последовательности для исследуемой системы. На фиг. 14 показана лучшая кривая соответствия из процесса генерации. Пригодность снижалась с каждым поколением, пока не было достигнуто минимальное значение. Достигается уменьшение траектории инструмента на 57%. Это показывает, что GA и TSP эффективны …
Контекст 5
… 50 операций для демонстрации эффективности предложенного метода оптимизации SOS.Режущие инструменты, используемые для операций, показаны в таблице 1. После многих поколений предложенного метода была найдена последовательность операций, которая дала наиболее короткую TP. Оптимизированная последовательность операций для примера применения на фиг. 12 показана на фиг. 13. Рисунок 13. Оптимизированные последовательности для исследуемой системы. На фиг. 14 показана лучшая кривая соответствия из процесса генерации. Пригодность снижалась с каждым поколением, пока не было достигнуто минимальное значение. Достигается уменьшение траектории инструмента на 57%.Это показывает, что GA и TSP эффективны для SOS …
Context 6
…, чтобы продемонстрировать эффективность предложенного метода для оптимизации SOS. Режущие инструменты, используемые для операций, показаны в таблице 1. После многих поколений предложенного метода была найдена последовательность операций, которая дала наиболее короткую TP. Оптимизированная последовательность операций для примера применения на фиг. 12 показана на фиг. 13. Рисунок 13. Оптимизированные последовательности для исследуемой системы. На фиг. 14 показана лучшая кривая соответствия из процесса генерации.Пригодность снижалась с каждым поколением, пока не было достигнуто минимальное значение. Достигается уменьшение траектории инструмента на 57%. Это показывает, что GA и TSP эффективны для SOS …
Контекст 7
… оптимизированная последовательность операций для примера приложения на рис. 12 показана на рис. 13. Рис. 13 Оптимизированные последовательности для системы исследованный Рисунок 14 показывает лучшую кривую приспособленности от процесса генерации. Пригодность снижалась с каждым поколением, пока не было достигнуто минимальное значение….
Контекст 8
… Описывается создание программы ЧПУ для оптимизированной SOS. Часть программы ЧПУ для работы в примере 2 показана на рис. 15 …
Контекст 9
… оптимизированное решение сравнивается с решением исходного решения. Для SOS, равного 100 операциям, достигается уменьшение траектории инструмента на 60,41%. Более высокое улучшение может быть достигнуто за счет увеличения числа. операции в последовательности. Соотношение между процентным соотношением уменьшения траектории инструмента и количеством операций показано на рис.16. …
G10 Использование G10 на контроллере типа Fanuc
G10 Использование G10 на контроллере типа Fanuc
Меня всегда удивляло, что многие компании до сих пор не используют G10 в своих программах ЧПУ.
Нет G10 Это ты?
Я уверен, что у вас есть причины, с которыми я согласен. Но если ваша причина в том, что вы этого не понимаете, этого недостаточно.
Итак, вы делаете деталь, все готово, и вам нужно ее разобрать.
Если вы можете закрепить зажим так, чтобы его можно было перезагрузить точно в том же месте, тогда вам понадобится G10.
Позвольте мне объяснить, посмотрите это видео, чтобы увидеть, как работает одноточечное определение местоположения.
G10 Не нужно тратить кучу денег.
Вы можете просто прикрутить вспомогательную плиту к столу станка, чтобы на тиски, патроны и т. Д. Можно было установить дюбеля.
Но основная идея в том, что вы можете каждый раз перемещать свой рабочий холдинг в одно и то же место.
Использование G10 в элементе управления Fanuc TypeЭто страница рабочего смещения в элементе управления Fanuc.
Эти цифры были написаны вручную или с помощью автоматической настройки.
Если бы вы написали эту строку в своей программе.
G90 G10 L2 P1 X-440.500 Y-265.200 Z-443.00
Они были бы записаны автоматически при запуске программы.
Таким образом, страница рабочего смещения может иметь любые значения в G54 , но как только вы запустите свою программу, эта команда G10 заменит их своими предустановленными значениями.
Убедитесь в абсолютном превосходстве
Постарайтесь не забыть G90 (абсолютный), потому что вы можете случайно оказаться в G91 (инкрементальный). Что тогда произойдет, так это то, что он добавит эти числа к тому, что уже есть в рабочем смещении. Боже мой.
В G90 он всегда заменяет их.
Вы можете записать на номер G54 G55 G56 G57 G58 или G59 , просто изменив номер P .
G90 G10 L2 P1 X-140.600 Y-265.923 Z-400.00 (G54)
G90 G10 L2 P2 X-125.500 Y-236.865 Z-313.865 (G55)
G90 G10 L2 P3 X-800.500 Y-563.200 Z-125.00 (G56)
G90 G10 L2 P4 X-440.500 Y-265.200 Z-169.369 (G57)
G90 G10 L2 P5 X-440.500 Y-265.200 Z-123.568 (G58)
G90 G10 L2 P6 X-410.500 Y-235.200 Z-443.00 (G59)
Приведенный выше код устанавливает все шесть рабочих смещений.
А как насчет
L2 спросите вы?Для чего это?
L2 означает, что вы записываете рабочие смещения (G54- G59)
Но вы также можете записать в коррекцию длины инструмента, в этом случае это будет
G10 L10 P1 R200.(Длина 200 в приспособлении 1)
G10 L12 P1 R10. (Радиус 10 мм в приспособлении 1)
ПРЕДУПРЕЖДЕНИЕ: ЭТО НЕ ОДНО ДЛЯ ВСЕХ ОРГАНОВ УПРАВЛЕНИЯ FANUC
Заключение
G10 означает, что ваши исходные позиции сохраняются в вашей программе ЧПУ.
При следующей установке тиски или приспособление должны находиться точно в том же месте.
Вы можете использовать специальное крепление в одной точке или просто сделать опорную плиту.
Haas G10
Программные стандарты – Программные стандарты
Что такое «Стандарты программы»?
стандартных балла программы основаны на оценке повседневной среды в программе вашего ребенка.Сюда входят:
- Достаточно места для деятельности
- Оборудование и материалы, соответствующие возрасту / развитию
- Мероприятия, соответствующие возрасту / развитию, области деятельности и график
- Безопасная, здоровая и удобная игровая площадка в помещении / на открытом воздухе
- Количество персонала на ребенка
- Взрослые и дети
- Дети с другими детьми
- Дети с занятиями и материалами
Программы, желающие получить более высокие оценки, должны заполнить шкалу экологической оценки.
Что такое шкала оценки окружающей среды?
Шкала оценки состояния окружающей среды – это признанные на национальном уровне инструменты, используемые для измерения качества помощи, предлагаемой программами. Эти шкалы оценки качества были разработаны Институтом развития ребенка Фрэнка Портера Грэма при Университете Северной Каролины в Чапел-Хилл. Обученные оценщики посещают программы, чтобы понаблюдать за детьми и их окружением. Оценщики оценивают программы по тому, насколько хорошо , или как часто , происходят определенные вещи.Например, оценщики будут:
- Определите, соблюдаются ли правила здорового образа жизни, такие как мытье рук, когда детей одевают или кормят
- Посмотрите, как воспитатели взаимодействуют с детьми и реагируют ли они на потребности детей
- Понаблюдайте за занятиями, чтобы увидеть, есть ли у детей возможность играть и учиться в соответствии с их уровнем развития
- Оценить безопасность внутри и снаружи помещений
Для получения дополнительной информации о рейтинговой шкале посетите веб-сайт проекта оценки рейтинговых лицензий в Северной Каролине.
Каким образом учебное заведение вашего ребенка набрало баллы в соответствии со стандартами программы?
- Если детский центр или семейный детский сад имеет звездную лицензию, посмотрите, сколько баллов было заработано по программным стандартам.
- Детское учреждение имеет право на получение лицензии с рейтингом от двух до пяти звезд, поэтому обязательно признайте достижения своего поставщика. Увеличение количества баллов в соответствии со стандартами программы означает, что ваш поставщик услуг решил сделать больше, чтобы предлагать более качественные услуги по уходу за детьми
- Если ваш провайдер не получил более высоких баллов по стандартам программы, спросите, каковы его планы или цели на будущее в этой области.
| Универсальный лазер VLS4.75 Лазерная система | Универсальная лазерная лазерная система VLS3.60DT | ||||
|
| ||||
| Рабочая зона: 24 дюйма x 18 дюймов x 9 дюймов
Опции лазера : 10-75 Вт Конфигурация лазера : одиночный лазер CO 2 | Рабочая зона: 24 дюйма x 12 дюймов x 4 дюйма
Опции лазера : 10-60 Вт Конфигурация лазера : одиночный лазер CO 2 | ||||
| Roland DGSHAPE DE-3 Настольный гравировальный станок | Настольный фрезерный станок Roland SRM-20 | ||||
|
| ||||
| Рабочая зона: 12 дюймов x 9 дюймов x 1.6 дюймов Тип гравировки: 2D, плоская, 3D, изогнутая, вращающаяся и разметка Макс.скорость шпинделя: 20 000 об / мин | Рабочая зона: 8 дюймов x 6 дюймов x 2,38 дюйма Материалы: пластик, пена для моделирования, воск для моделирования, дерево Дополнительно: комплект для прототипирования печатной платы, комплект для гравировки | ||||
| Вакуум-формовочная машина Formech 450DT | Вакуум-формовочная машина Formech 508FS | ||||
|
| ||||
| Площадь формования: 17 дюймов x 11 дюймов Макс. | |||||