подготовка и технология процесса, типы швов
Инвертор для сварки, или инверторный источник сварочного тока (ИИСТ) – это источник питания электрической дуги, посредством которой и происходит соединение деталей из металла под воздействием очень высокой температуры. На сегодняшний день это один из самых популярных аппаратов для ручной сварки.
Как работает ИИСТ
Напряжение сети 220 В переменного тока подается на выпрямитель. Далее в силовом блоке инвертора постоянный ток преобразуется снова в переменный, но с повышенной частотой, который подается на высокочастотный сварочный трансформатор. Затем напряжение через выпрямитель подается на дугу.
На выходе получается дуга на постоянном токе, более устойчивая, что и требуется для качественной сварки.
Достоинства данного аппарата:
- За счет преобразования тока исследователи пришли к высокочастотному трансформатору, вес которого более, чем в 10 раз, меньше, чем у сетевого сварочного трансформатора.
 Масса его находится в пределах от 2 до 7 кг.
Масса его находится в пределах от 2 до 7 кг. - Сварочная дуга высокого качества.
- Более сконцентрировано тепло к месту соединения, что повышает КПД.
- Минимальное разбрызгивание металла.
- Плавные регулировки сварочных характеристик.
- Более аккуратный и ровный сварной шов.
 Масса его находится в пределах от 2 до 7 кг.
Масса его находится в пределах от 2 до 7 кг.Недостатки:
- Ограничение по коэффициенту загрузки. При продолжительной работе происходит нагревание внутренних элементов, необходимо давать остывать в процессе работы.
- Повышенная чувствительность к влажности воздуха и конденсату внутри корпуса. Хранить инвертор рекомендуется в теплых сухих помещениях без резких перепадов температуры.
- Высокий уровень создаваемых высокочастотных электромагнитных помех.
Организация рабочего места
Оборудование для сварочных работ:
- Источник сварочного тока – сварочный инвертор или сварочный трансформатор.
- Сварочный электрод – в данном случае берется плавящийся, изготовленный из сварочной проволоки, которая подразделяется на углеродистую, легированную и высоколегированную. Поверх нанесен слой защитного покрытия, который тоже выполняет свою роль в этом процессе. Есть правило настройки преобразователя сварочного тока: чем толще электрод, тем большую мощность нужно выставить на сварочном аппарате.
- Одежда сварщика – это защитный огнестойкий костюм, который закрывает все открытые части тела: брюки, куртка с длинными рукавами, перчатки, прочная обувь (брюки должны быть поверх ботинок), шлем-маска с защитным стеклом. Необходимо, чтобы одежда была без синтетики.
- Молоток, для сбивания нагара. Напильник. Плоскогубцы.

Подготовка к процессу сварочных работ
Детали для сваривания подгоняются по размеру. Зачищаются от ржавчины и загрязнения.
Кабель массы подключается к одной из свариваемых деталей. Для надежного контакта это место зачищается до металла, можно применить напильник.
Для надежного контакта это место зачищается до металла, можно применить напильник.
Электрод вставляется концом без напыления в держатель. Сварочный аппарат включается в сеть.
В соответствии с размером электрода выставляется сила тока. Можно руководствоваться табличными значениями. Всегда следует помнить, что слишком высокое значение силы тока будет резать металл, для чего ее и нужно использовать, а недостаточная – не даст дугу хорошего качества.
Процесс сварных работ
В процессе сварки горит электрическая дуга между металлом детали и электродом, расплавляя их.
Правильный розжиг дуги
Розжиг дуги можно сделать следующим способом: краткие касания кончиком электрода у начала сварного шва. Задача в том, чтобы электрический ток пробил воздушный промежуток и напыление на электроде.
Возможные причины, когда электрическая дуга не зажигается: качество подключения «массы», необходимо очистить кончик электрода от обсыпки, увеличить силу тока.
Траектория движения электрода при сварке
При сваривании вертикальных поверхностей сварной шов ведется снизу вверх.
При горизонтальном размещении направление движения электрода зависит от удобства выполнения шва.
Во время сварки электрод располагается под углом 300 – 600 к поверхности металла на расстоянии 3 – 5 мм от него.
Движение электрода идет поступательно – по принципу «елочка».
Для более ровного ведения шва можно отметить его место мелом.
Ускорять или замедлять ведение шва необходимо в зависимости от состояния сварной ванны – объема жидкого металла.
Завершение
По завершении процесса сварки очистить сварной шов от образовавшегося нагара. Осмотреть внимательно место сварки на предмет зашлакованности или пропуска.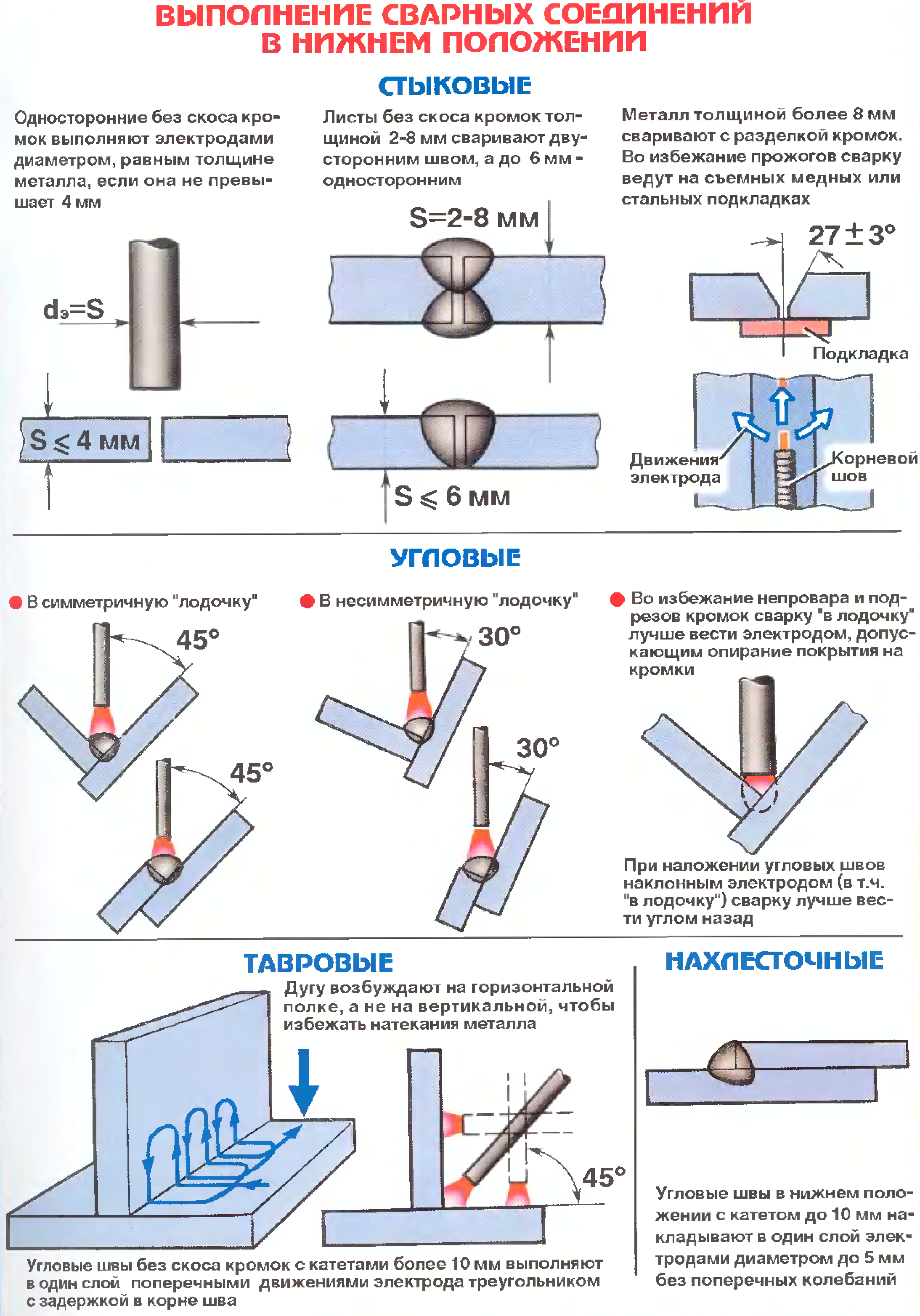
Типы швов при сварке электродами
Швы бывают:
- Швы встык.
- Тавровые соединения.
- Угловые соединения.
- Швы внахлест.
Ошибки начинающих сварщиков
Наиболее часто встречающиеся ошибки заключаются в следующем:
- При медленном ведении электрода – образование прожогов.
- Слишком быстрое движение электрода – неровный шов.
- Не выдержан угол между электродом и поверхностью – шов плоский и неровный.
- Слишком маленький зазор между электродом и деталями – дефект «всплывания шва», металл непроварен.
- При слишком большом зазоре между электродом и рабочей поверхностью – шов непрочный, непроваренный металл.
- Детали повело – нужно перед началом сварки прихватить детали в нескольких местах с обеих сторон.
Как правильно варить электродом?
Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер. Чтобы производить качественное сваривание нужно обеспечить устойчивое горение дуги, которое можно обеспечить с помощью не только правильного выбора электродов, а также еще и достижение оптимального расстояния между электродом и свариваемыми частями. В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление. Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода, а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные, медные, стальные, латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока используйте такую пропорцию: 1 миллиметр электрода равен 30 – 35 Амперам тока.
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
Как начать работать электросваркой для чайников – Ручная дуговая сварка – ММA
Последнее время много варю, и стало получаться так, что самому нравится.
В итоге решил собрать все те вопросы на которых спотыкался и не мог найти ответы в интернете, и свои ответы на них в одну подборку. Дабы облегчить жизнь тем, кто так же начнет с ноля. Заодно и проговорить свои мысли, чтобы их упорядочить. Разумеется на истину не претендую. Далее речь идет о ручной дуговой сварке. И для чайников. Основная задача этого опуса – быстрый старт для начинающего. Прошу сильно не пинать. Я не настоящий сварщик. :hi:
Итак
1. Чтобы начать варить вам нужны электроды и источник сварочного тока.
Источники сварочного тока бывают трансформаторные (большой тяжелый трансформатор) и инверторные (небольшая коробка с ручкой сверху). Трансформаторные были раньше, но видимо скоро их не будет, они отмирают. Трансформаторный источник тока отличается тем, что очень тяжел, надежен и вынослив, но при этом он очень сильно просаживает электрическую сеть, что в быту приводит к большим проблемам. Вы переругаетесь с соседями или ещё хуже, сожжете проводку или электрическую аппаратуру.
Инверторные источники тока не просаживают сеть так сильно и имеют кучу удобств, которые оказываются важны для начинающего. В случае прилипания электрода сварочный трансформатор просаживает питающую сеть что может привести к большим проблемам, инвертор же просто выключает сварочный ток. В начальный момент сварки, когда дуга только зажигается, на трансформаторном сварочном источнике происходит бросок тока, который приводит к броску тока в питающей сети и сгоранию соседской аппаратуры, инвертор же имеет накопительные конденсаторы и разжигает дугу энергией, запасённой в этих конденсаторах, без бросков в питающей сети.
Инверторные источники различаются по максимальному выдаваемому току и периоду нагрузки.
Выдаваемый ток источника прямо зависит от диаметра электродов. Чем толще электрод тем больше должен быть ток источника. Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите.
Например
Для электрода 2.5 мм диаметром минимальный ток около 80 ампер.
Для электрода 3 мм диаметром минимальный ток 110 ампер.
Так, попытка варить электродами 3мм диаметром на токе 70 ампер сразу и однозначно обречена на провал. Шва не будет. Однако же электрод 2.5 мм на токе 110 ампер и даже выше, варить будет, и шов будет, правда электрод будет очень быстро сгорать и будет неудобно работать.
Большая точность при выставлении сварочного тока не требуется. Требуется подняться выше нижнего предела. Косвенным признаком правильного тока является то, что дуга начнет гореть с сухим треском, без бульканья и гуденья.
Казалось бы, поднимай ток как можно выше, бери электрод потолще и всё будет замечательно. Однако же не будет. Стандартное напряжение сварочной дуги – 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2. 7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт.
7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт.
Таким образом, если мы вдруг решим варить током 140 ампер, что составит 3.5 квт чистой потребляемой мощности, то у нас уже ничего не выйдет. Автоматы отключат электричество.
Таким образом про электрод диаметром 4 мм в бытовой сети можно забыть. Соответственно верхний предел диаметра электродов для начинающего сварщика – 3.2 мм диаметр. Верхний предел тока – 120 ампер. Этого например достаточно чтобы сварить два уголка 60х60мм. Но этого уже недостаточно для приваривания массивных петель для гаражных ворот. Это предел и вы ничего не сможете с этим поделать. Электрод 3 мм диаметром толстое массивное железо не прогреет, металл электрода будет собираться соплями на поверхности свариваемого металла, не проплавляя его. Сварки не будет.
Таким образом, толщина свариваемого металла определяет толщину сварочного электрода.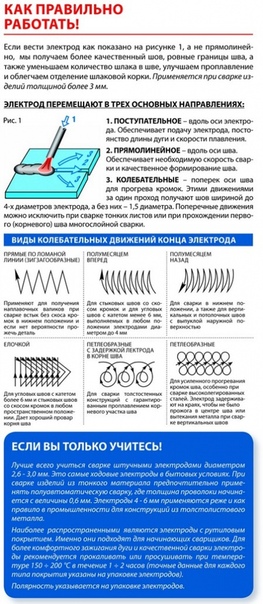
Толщина сварочного электрода определяет сварочный ток. Если ваш источник и ваша электрическая сеть этот ток выдать не могут, то нормальную сварку вы не сделаете и лучше ищите другие пути решения.
Таким образом, сварочный инвертор с максимальным током 140 ампер достаточен для бытовых нужд в бытовой электрической сети (часто выбором является инвертор на 160 ампер, но это уже скорее из соображений запаса по мощности и надежности). Ограничением будет электрическая сеть. Инвертор с максимальным током 200 ампер будет потреблять от сети 5 кВт мощности. Что приведет или к отключению автоматов или к сгоранию проводки.
Однако, следует понимать, что если на инверторе с максимальным током 200 ампер выставлен ток 100 ампер то и потреблять от сети при сварке он будет 2.5 квт.
Период нагрузки (ПВ) источника тока это величина, показывающая, отношение времени сварки к времени холостого хода источника. Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
2. Перед сваркой.
При сварке постоянным током (бытовой инвертор) имеется плюс и минус источника. Полярность, какой провод куда подключать, определяется исходя из используемых электродов. Если же электроды одинаково хорошо работают при любой полярности, то следует понимать следующее -электроны, как известно, отрицательно заряженные частицы и двигаются с минуса на плюс. А сварочная дуга это поток электронов. Соответственно, если плюс источника сварочного тока присоединён к детали, то нагреваться больше будет деталь, ибо в неё ударяет поток электронов. Если плюс источника присоединен к электроду, то и нагреваться (и сгорать соответственно) быстрее будет электрод. Типовой является обратная полярность, при которой больше греется электрод. В принципе это объяснимо тем, что тонкими электродами варится тонкое железо и его легко можно прожечь.
А сварочная дуга это поток электронов. Соответственно, если плюс источника сварочного тока присоединён к детали, то нагреваться больше будет деталь, ибо в неё ударяет поток электронов. Если плюс источника присоединен к электроду, то и нагреваться (и сгорать соответственно) быстрее будет электрод. Типовой является обратная полярность, при которой больше греется электрод. В принципе это объяснимо тем, что тонкими электродами варится тонкое железо и его легко можно прожечь.
3. Сварка.
Все многостраничные описания того, как двигать и как держать электрод, практически никак не влияют на качество шва. Возможно влияют на форму шва, но тут уже каждый себе сам хозяин. В быту, где нет больших нагрузок на сварные конструкции простой прямой качественный шов гораздо лучше, чем все зигзаги с дырами непроварами. От вас только требуется взять электрод так, чтобы было видно место сварки.
Соответственно:
Делай раз: Электрод в руку, Угол наклона градусов 30 от перпендикуляра к детали. чиркнул о деталь, зажглась дуга.
чиркнул о деталь, зажглась дуга.
Делай два: Электрод максимально близко к детали, Обмазка электрода уперлась в деталь. Дуга горит.
Делай три: Стоим и ждем, электрод не шевелим, только не забываем его приближать к детали по мере его сгорания. Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно – это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Делай четыре: В какой то момент времени, через две три секунды, в центре красного пятна, начнет появляться более яркое, оранжевое, пятнышко с постоянно дрожащей поверхностью с мелкой рябью. Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Делай пять: Как перемещать ванну? Если примитивно то метод такой – зажгли дугу, стоим ждем на месте, пока не появится ванна, сдвигаем электрод на миллиметр два три в ту сторону, куда нам нужен сварочный шов, опять стоим ждем пока не появится оранжевая поверхность с рябью. Индикатором того, что можно двигаться дальше, является появление ванны, оранжевого пятна с дрожащей поверхностью с мелкой рябью, в том месте, где электрод находится сейчас. Пока этого оранжевого пятнышка, ванны, нет, двигаться никуда нельзя. Надо создать эту ванну и только потом сдвигаться в сторону.
Следует помнить, что ванна получается из расплавленного металла, а расплавленный металл берётся из электрода. Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Сварка в итоге выглядит так
1. Первые две три секунды формируем первую сварочную ванну. Появилась дрожащее оранжевое пятнышко с мелкой рябью – сдвигаемся в сторону на 1-2 миллиметра.
2. Стоим и ждем пока появится оранжевое дрожащее пятнышко. Если все нормально, то но должно появиться где то за секунду или меньше.
3. Сдвигаемся на 1-2 миллиметра по шву, возвращаемся к пункту 2. И так столько раз, сколько надо.
Если при таком режиме металл проплавляется насквозь, значит надо или взять электрод потоньше, а вместе с электродом уменьшить и сварочный ток и следовательно и количество тепла, или надо периодически останавливаться и ждать, пока металл схватится. То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
Несколько замечаний:
Если вы прожгли дыру – не бросайтесь тут же её заваривать, ничего не выйдет, в этом месте металл горячий и при попытке заварить он снова расплавится. Перейдите дальше по шву на сантиметр два и начните варить там. К дыре вернитесь потом, когда металл застынет и можно будет сколотить шлак. Сколотив шлак, на холодную, уже заваривайте дырку.
Если после сварки шлак скалывается большими плоскими чешуйками – значит сварочный ток нормальный и сварка видимо тоже. Если шлак не скалывается чешуйками – сварочного тока не хватает и шва не будет.
Если шлак не скалывается чешуйками – сварочного тока не хватает и шва не будет.
Электроды бывают разные. Бывают китайские МР3. От них очень очень много шлака. Эти электроды дешевые и это единственное их преимущество. Для начинающего они категорически противопоказаны. От них вы только устанете.
Электроды бывают OK.46 фирмы esab. Эти электроды лучше всего для совсем начинающего. От этих электродов шлака мало и весь процесс сварки отлично виден. Шлак от них тонкий и скалывается чешуйками в сантиметр шириной и несколько сантиметров длиной. Бывает, что шлак отстаёт от металла сам. Ещё одно огромное преимущество для начинающего (и удобство при постоянной работе) этих электродов в том, что они зажигаются поверх шлака. То есть ими не надо долбить электродом чтобы зажечь дугу. Их можно просто прикоснуть к детали и дуга загорится. Даже с необбитым шлаком. Что по хорошему говоря – плохо. Шлак надо оббивать. При условии нормально проваренного шва шлак оббивается легко.
Электроды бывают LB52u. Эти электроды дают белый как полированный шов и глазурованный слой шлака сверху. У них практически идеальный шов. Главный их недостаток в том, что если вы прервали дугу, то снова вам её уже не зажечь, ибо шлак как стекло. Придется остановиться, дождаться пока металл остынет, оббить блестящую корку шлака, и только потом снова зажечь дугу. Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Изменено пользователем ПаниковскийКак сваривать металл электросваркой – Про дизайн и ремонт частного дома
VISTA-TURBO › Блог › 🔧 Как правильно варить электросваркой
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Технология сварочного процесса
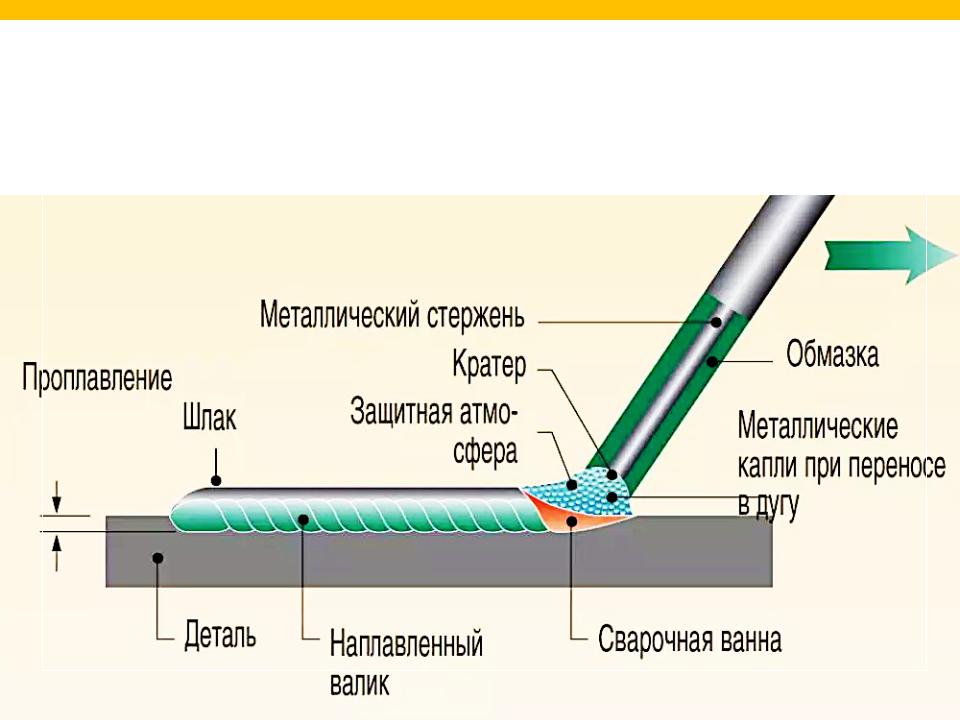
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки.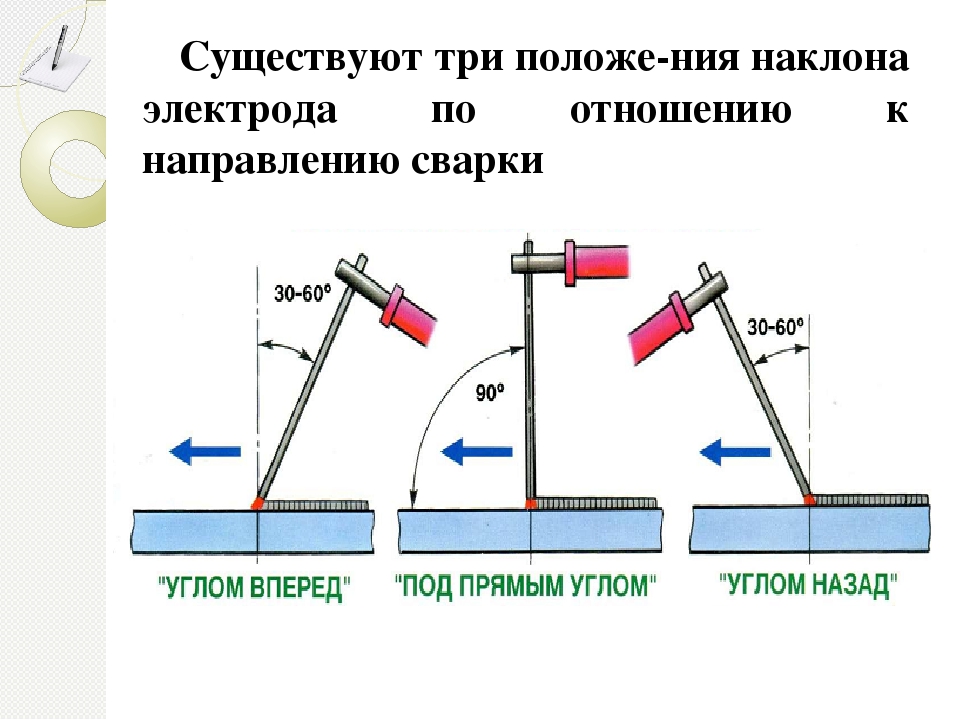 После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
 youtube.com/embed/kuDWg6cKUbY?wmode=opaque&rel=0″/>
youtube.com/embed/kuDWg6cKUbY?wmode=opaque&rel=0″/>
Как научиться варить электросваркой с нуля
Электросварка – это простой и надежный метод сцепления двух металлических поверхностей. Правильная электросварка позволяет сделать сварочный шов долговечным и изящным. Для того, чтобы начать осваивать практические навыки деятельности сварщика, необходимо иметь теоретическую базу, без которой невозможно приступить к работе. В этой статье мы доступно и понятно изложим основные моменты электросварки для начинающих.
Принцип работы сварочного аппарата
В поисковых системах часто можно встретить запрос: «как варить электросваркой без опыта». Чтобы этому научиться, прежде всего, необходимо четко понимать, что такое сварочный процесс и как происходит сцепление металлов, в чем суть работы и почему сварка приобрела такое широкое распространение. Именно для новичков и написана эта статья. Итак, после того, как аппарат для сварки подсоединен к источнику питания, он может производить сильный сварочный ток, который возникает при включении электрода и металлической детали. Между ними создается электрическая дуга крайне высокой температуры. Дуга способна плавить сверхпрочные металлы, так как ее накал можно регулировать при работе с материалами любой температуры плавления. В результате разжижения металла происходит диффузия и два вещества входят друг в друга, создавая монолитное соединение.
Сварочные работы применяются практически в любой отрасти промышленности, а также существует масса аппаратов для домашнего применения. По способу сваривания металла их разделяют на несколько направлений, но в нашем случае рассмотрим самые простые технологии, которые может без труда освоить даже школьник:
- ручная дуговая сварка. Она осуществляется при помощи специального присадочного электрода, обработанного химическим составом. Благодаря этому напылению вспыхивает сварочная дуга. Очень простой в применении метод и справиться с ним доступно каждому. Он не требует никаких дополнительных приспособлений, нужна только практика и соблюдение техники безопасности. Минус такой сварки в том, что сварочный аппарат работает с узким кругом металлов;
- полуавтоматическая сварка. Основа метода заключается в подаче специального газа, который создает нейтральную среду и устраняет окислы жидкого металла, вступающие в реакцию с воздухом. При попадании кислорода в сварочный шов гарантировано такая работа считается некачественной и стык со временем деформируется и лопнет.
 Очень простой в применении метод и справиться с ним доступно каждому. Он не требует никаких дополнительных приспособлений, нужна только практика и соблюдение техники безопасности. Минус такой сварки в том, что сварочный аппарат работает с узким кругом металлов;
Очень простой в применении метод и справиться с ним доступно каждому. Он не требует никаких дополнительных приспособлений, нужна только практика и соблюдение техники безопасности. Минус такой сварки в том, что сварочный аппарат работает с узким кругом металлов;Плюсы работы ручным способом:
- многообразие электродов дает возможность работать с разными классами металлов;
- легкие и мобильные аппараты, не занимают много места;
- простота использования;
- оптимальный вариант для домашней мастерской.
Минусы работы ручным аппаратом:
- выделение опасных паров;
- дуговая сварка подходить не для всех типов металлов;
- чем больше вы тренируетесь, тем лучше ложится шов. С первого раза идеальный стык ни у кого не получался.
 С первого раза идеальный стык ни у кого не получался.
С первого раза идеальный стык ни у кого не получался.При работе полуавтоматом, необходимо надежно зафиксировать рабочее изделие и выбрать удобное место для сварки, чтобы ничего не отвлекало от процедуры. Не используйте деревянные столы, соблюдайте меры предосторожности. Дистанция от электрода до металлического стыка должна быть 5 мм, это наилучшее расстояние и практично для новичков.
Мастера со стажем советуют начинать варить ручным способом, а когда набьете руку, то рекомендуют переходить на более профессиональный подход.
Какие бывают аппараты для сварки
Не получится произвести сварочные работы без профильного оборудования. В зависимости от того, какой вид металла необходимо соединить, на рынке представлено несколько видов функциональных агрегатов. Приведем примеры и расскажем более подробно о каждом из них:
- трансформаторы. Его позиционируют как самый банальный вид оборудования. Не требует глубоких познаний, имеет компактный вид и работает от электрической сети. Недостаток его заключается в нестабильности горения дуги и образовании металлических брызг, так как трансформаторные агрегаты очень чувствуют скачки напряжения, а это влияет на качество шва;
- выпрямители. Этот вид оборудования громоздкий и тяжелый, но зато он не реагирует на скачки в электросети, и дуга горит стабильно. Процесс проходит быстрее, а швы получаются ровнее. Не нужно выставлять настройки подачи газа;
- инвертор. Это самый популярный вид сварочного оборудования и идеально подойдет для начинающих. Прост в управлении и стойко выдерживает перепады напряжения, обеспечивает постоянный сварочный ток и имеет ряд положительных качеств:
- скачки в сети не влияют на режим сварки;
- не требует больших энергозатрат;
- прост в использовании;
- отсутствует рассеивание металлических капель.
 Недостаток его заключается в нестабильности горения дуги и образовании металлических брызг, так как трансформаторные агрегаты очень чувствуют скачки напряжения, а это влияет на качество шва;
Недостаток его заключается в нестабильности горения дуги и образовании металлических брызг, так как трансформаторные агрегаты очень чувствуют скачки напряжения, а это влияет на качество шва;Чтобы начать сваривать металл, попробуйте все методы и найдите для себя наиболее приемлемый. Не забывайте о защитной одежде и у вас все получится.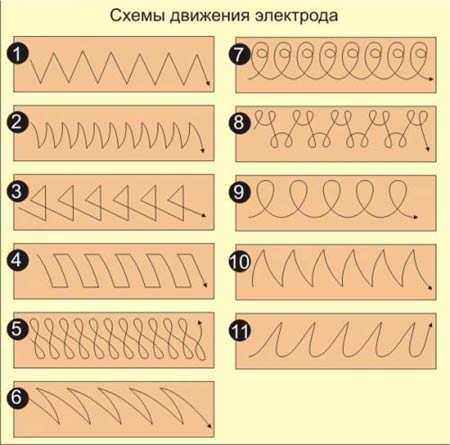
(видео как выбрать сварочный аппарат)
Какие функции сварочного аппарата наиболее значимы
Огромный выбор данного оборудования нередко становится преградой для неопытного мастера. В каждом аппарате есть свои достоинства и недостатки. Но наличие нижеприведенных параметров позволит вам значительно сузить выбор и задавать правильные вопросы при покупке:
- сварочный ток, от него зависит скорость работ;
- невосприимчивость к перепадам электросети, от которой работает ваша установка;
- мощность влияет на ассортимент работ, руководствуйтесь этим параметром, если хотите сваривать большое количество металла;
- продолжительность включения, это значит, сколько аппарат сможет работать непрерывно и сколько времени потребуется на отдых.
Кроме того необходимо приобрести сопутствующие аксессуары – электроды, присадочный пруток, клещи, дополнительные кабели, защитную одежду. Берегите глаза от искр, пользуйтесь специальными очками и масками. Надевайте перчатки во избежание ожогов кожного покрова.
Надевайте перчатки во избежание ожогов кожного покрова.
Суть сварочного процесса
Мы изучили необходимые теоретические знания, теперь настала очередь вплотную заняться самой сваркой на практике. Что представляет собой сварочный процесс и как он происходит? Технология проста: высокая температура, действующая на металл, расплавляет его, а из смеси материала присадочной проволоки и самого свариваемого металла образуется, так называемая, ванна, то есть область плавления. Жидкий металл при остывании твердеет и получается прочное соединение двух деталей. Часто могут возникнуть ошибки у новичков из-за неправильного удержания дуги. Шов выглядит грубым и кривым. Но эти навыки приходят с опытом. А для того, чтобы сварочный стык оставался долговечным и был невосприимчив к погодным условиям, нужно не допускать контакта с кислородом. С этим действием справляется специальный газовый туман, который образовывается вокруг сварочной ванны. Также, рассмотрите статью — как правильно работать с алюминием аргонной сваркой.
Как варить вертикальный шов электросваркой
Сварка не всегда проходит в комфортных условиях. Иногда бывают ситуации, когда нужно произвести работу в вертикальном положении или под углом. Сила гравитации действует на все предметы на земле, в том числе и на жидкий металл. Вот ряд практических советов, которые помогут понять и выполнить вертикальный шов:
- создавайте короткую дугу и удерживайте ее на протяжении всей сварки;
- при поджиге электрод должен быть направлен под углом 90 О по отношению к металлу;
- после появления дуги, измените наклон электрода, и направьте его вниз от держателя;
- увеличьте ширину шва, такой шаг поможет удержать жидкий металл и не дать ему стечь.
Вертикальный шов может быть сварен елочкой, треугольником или лесенкой. Все зависит от того, какую толщину имеет заготовка, и какое расстояние между стыками подлежит свариванию.
Как варить чугун электросваркой
Сварщики считают чугун капризным металлом и не очень любят работать с ним по причине его текучести, низкой температуры плавления и большого количества углерода в смеси. Но если выполнить ряд условий, применяемых в этом виде металла, то электросварка способна надежно соединить чугунные элементы.
Но если выполнить ряд условий, применяемых в этом виде металла, то электросварка способна надежно соединить чугунные элементы.
Для получения качественного шва требуется тщательно подготовить чугунный материал, чтобы при остывании не получить трещин и пор. Также, рассмотрите ассортимент электродов для работы с чугуном.
- В чугуне часто можно увидеть глубокие трещины. Чтобы надежно залить такое углубление необходимо распилить ее тонким диском шлифовальной машины, а затем ввести туда расплавленную металлическую массу.
- Глубина трещин может быть намного больше, чем позволяет увидеть человеческий глаз, поэтому в зоне окончания нужно просверлить несколько отверстий, тогда металл зальет максимально большую зону и не позволит дальнейшего разлома изделия.
- Чугун отличается перегревом в месте стыка. Если подпилить кромки под углом в 45 О , и прогреть шов по всей длине не больше 600 О , а затем заполнить расплавленным присадочным материалом, то получится стойкое противостояние на излом.
- Если свариваемый лист тонок, то под него можно проложить слой графита. Этим вы обеспечите непротекаемость жидкого чугуна.

При работе с чугуном электрической дугой подбирайте электрод с диаметром 3-4 мм, с защитным слоем графита, и регулируйте ток в диапазоне 90-120А.
Секреты сварки электродом
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.
При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.
Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.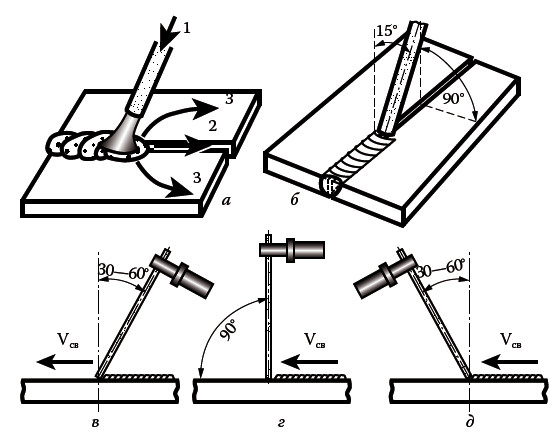
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».
Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Азбука электросварки
Электросварка – наиболее надёжный способ соединить детали из металла. При электродуговой сварке детали сплавляются в одно целоe под воздействием высоких температур. Электрическую дугу сейчас применяют в большинстве аппаратов для сварки и расплавления металла. Дуга нагревает металл до температуры, при которой он начинает плавиться, причем происходит это на небольшой площади.
При электродуговой сварке детали сплавляются в одно целоe под воздействием высоких температур. Электрическую дугу сейчас применяют в большинстве аппаратов для сварки и расплавления металла. Дуга нагревает металл до температуры, при которой он начинает плавиться, причем происходит это на небольшой площади.
Виды электросварки
Для получения электрической дуги используют либо постоянный, либо переменный ток. С переменным током работают трансформаторы, постоянным — инверторы.
С трансформатором работать сложнее: вследствие переменного тока дуга может «скакать», к тому же сам аппарат занимает много места и имеет внушительную массу. При работе и дуга, и трансформатор сильно шумят. Ещё один недостаток: трансформатор сильно перегружает сеть, наблюдаются значительные скачки напряжения. Из-за этого может пострадать бытовая техника.
Инверторы обычно работают от напряжения 220 В. В отличие от трансформаторов, они имеют меньшие габариты и вес (3-8 кг), работают тише и почти не влияют на напряжение сети. Плюс ко всему, дуга образована постоянным током, поэтому она не «прыгает» и её легче контролировать. Учитывая все эти преимущества, рекомендуем новичкам начинать работу именно с инверторов.
Плюс ко всему, дуга образована постоянным током, поэтому она не «прыгает» и её легче контролировать. Учитывая все эти преимущества, рекомендуем новичкам начинать работу именно с инверторов.
Технология сварочных работ
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
Электрод – это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления – сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну – необходимое условие.
Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну – необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью. Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока.
Учимся пользоваться сваркой
Во-первых, нужно подготовить рабочее место. Особое внимание следует обратить на безопасность: при сварке велик риск травмироваться как от электричества, так и от высоких температур.
Во-вторых, учиться пользоваться электросваркой лучше всего на толстом куске металла. Помимо самой детали и инструмента для сварки, будут нужны краги (специальные плотные перчатки) и маска сварщика. Подберите плотную одежду, которая защитит всё тело, крепкую обувь из толстой кожи. Обувь должна быть настолько крепкой, чтобы она смогла пережить попадание искр и окалин. Подготовьте молоток и металлическую щетка, которой будете сбивать шлак. И не забудьте про защитные очки.
Обувь должна быть настолько крепкой, чтобы она смогла пережить попадание искр и окалин. Подготовьте молоток и металлическую щетка, которой будете сбивать шлак. И не забудьте про защитные очки.
Как вставить электрод в держатель?
Самый подходящий электрод для новичков – универсальный, диаметром 3,2 мм. Такой электрод не самый дешёвый, но с ним будет удобно и комфортно работать. После того, как навык будет отточен, можно будет перейти на использование более дешевых аналогов.
Электрод помещаем в держатель, который крепится на одном из сварочных кабелей. Фиксаторы делятся на 2 типа — пружинный и винтовой. Чтобы вставить электрод в пружинный держатель, нужно нажать на кнопку, расположенную на ручке, и попасть в образовавшееся гнездо. При винтовом зажиме вращением ручки раскручивают зажим, помещаем внутрь электрод и закручивают обратно. После установки электрода можно подключать кабели.
Электродуговой аппарат постоянного тока имеет два выхода: положительный и отрицательный. Сварочных кабелей тоже два:
Сварочных кабелей тоже два:
- Первый кабель заканчивается металлическим зажимом-фиксатором и крепится к детали;
- Второй кабель имеет на конце держатель для электрода.
Тип работы определяет, какое направление тока будет выбрано. При использовании инверторов обычно плюс подключают на деталь, а минус – на электрод. Такое подключение считается прямой полярностью. Но при ряде работ создают обратную полярность: минус — на деталь, плюс — на электрод. Такой метод используется, например, при сварке нержавеющей стали.
При прямой полярности металл сильнее нагревается, а это плюс для большинства соединений. Лучший прогрев обусловлен тем, что электроны движутся от отрицательно заряженного полюса (в нашем случае электрода) к положительно заряженному (деталь). В процессе такого перехода электроны отдают металлу часть своей кинетической энергии, повышая его температуру.
Начало сварки: как зажечь дугу?
Когда кабели подключены, самое время подумать о том, как всё-таки получить электрическую дугу. Главное условие её возникновения – непосредственный контакт между электродом и деталью. Существуют два способа обеспечить контакт:
Главное условие её возникновения – непосредственный контакт между электродом и деталью. Существуют два способа обеспечить контакт:
В первом случае ведём электрод вдоль шва (дабы не оставлять следов), в другом — постукиваем по металлу кончиком электрода.
Если электрод новый и его кончик оголен, разжечь дугу проще. Если инструмент уже использовался ранее, стержень стирается и оказывается под толстым слоем из защитного покрытия. Этот слой необходимо сбить. Для этого нужно несколько раз слегка ударить кончиком электрода по детали.
Наклон электрода
Следующий момент, достойный особого внимания – положение электрода при работе с ним. Его следует наклонять к себе на угол от 30 до 60 градусов от нормали к поверхности детали. Угол наклона подбирают с учётом того, какой шов планируют получить, а также выставленного тока. Берут в расчёт и состояние сварной ванны.
При наклоне инструмента на себя ванна и расплавленный шлак движутся за кончиком электрода. Его угол наклона и скорость движения следует подбирать так, чтобы шлак успевал накрыть горячий металл. В этом случае металл прогревается на большую глубину.
В этом случае металл прогревается на большую глубину.
Если металл не требует слишком сильного прогрева, угол наклона берут от себя, шов и ванна снова следуют за электродом, и глубина прогрева в этом случае минимальна.
Как двигать электрод
Чтобы шов получился качественный, контролируйте сварную ванну. Удерживайте электрод на расстоянии 2-3 мм от плоскости металла и постоянно наблюдайте за состоянием и размером сварной ванны. Это требует хорошего навыка, но при регулярной практике он обязательно появится.
Вся загвоздка в том, чтобы одновременно контролировать целый ряд тонкостей:
- направлять электрод строго по определённой траектории;
- по мере стирания стержня плавно опускать электрод, соблюдая расстояние в 2-3 мм от поверхности;
- регулировать размеры и состояние сварной ванны, увеличивая или уменьшая скорость движения электрода;
- контролировать направление шва.
Желательно освоить несколько разных движений электрода и применять их в зависимости от ситуации.
Для освоения движений лучше взять толстый фрагмент металла. Поначалу швы получаются грубые, похожие на валики. На этом этапе вы получите элементарные навыки: привыкните держать необходимое расстояние от кончика электрода до детали и придерживаться правильной траектории.
Берём кусок металла, мелом проводим на его поверхности линию: по этой линии необходимо уложить валик. Разжигаем дугу и осваиваем движения, вместе с этим контролируя ванну. Как правило, получается далеко не с первого раза. Когда техника будет отработана, валик будет равномерным, его ширина и высота не будут «скакать», можно будет приступать к более сложным заданиям.
Как контролировать положение свариваемых деталей
Конечно, правильно держать и двигать инструмент – это ещё не всё. Важно понимать механику соединения металлов. Она имеет свои тонкости: шов «тянет» детали, что может привести к их деформации. Как итог – изделие будет заметно отличаться по форме от того, что было задумано изначально.
Чтобы этого избежать, детали фиксируют струбцинами, стяжками и прочими приспособлениями. Помимо этого создают прихватки — маленькие поперечные швы, прокладывая их с интервалом в несколько десятков сантиметров. Они помогают придать изделию нужную форму. В месте стыков деталей прихватки делают с двух сторон, чтобы скомпенсировать возникающие напряжения.
Выбираем ток для сварки
Последнее, о чём стоит сказать – какой подавать ток. На выбор величины тока влияет толщина соединяемых деталей и применяемых электродов.
При ручной электросварке все компоненты связаны друг с другом. К примеру, при падении напряжения в сети инвертор не способен выдать нужный ток. Но это не станет критической помехой работе: для достаточного прогрева можно просто уменьшить скорость движения электрода. Если это не приносит плодов, можно пройти по одному и тому же месту несколько раз. Другое решение — взять электрод потоньше. Какой-то из этих методов или их комбинация должен привести к положительному результату.
После изучения всех теоретических тонкостей, отрабатывайте навыки на практике. Покупайте сварочный аппарат, электроды, защитную маску – и за дело.
Как наносить акриловую краску на металл
Виды соединения электрических проводов в распаечной коробке
Способы удаления старой краски с металла
Технология укладки керамической плитки на деревянный пол
Правильное утепление отмостки вокруг дома.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Что можно варить электросваркой
Практически каждому человеку приходится сталкиваться с использованием сварки. Сварочный аппарат является необходимой вещью для решения бытовых проблем. Правильно варить не получается с первого раза – это факт. Поэтому для того, чтобы можно было сваривать металл у себя дома, нужно знать основные принципы работы с электросваркой и знать, что ею можно сваривать.
Для сваривания в быту можно использовать любой сварочный аппарат с максимальным сварочным током 160 Ампер. Принцип работы электросварки заключается в том, что при его работе возбуждается электрическая дуга между поверхностью свариваемого металла и электродом.
Правильно сваривать электро сваркой у Вас получится только в том случае, если Вы будете соблюдать простейшие правила зажигания сварочной дуги. К свариваемой детали крепится один из проводов, который идет от трансформатора и называется «массой». Другой провод со вставленным электродом в электродный держатель подносится к месту сваривания и с помощью прикосновения возбуждается электрическая дуга.
Для того чтобы правильно производить сваривание электрической сваркой, нужно обеспечить стабильное горение сварочной дуги. Этого можно достичь правильно подобрав оптимальное расстояние между сварочным электродом и свариваемой деталью. Обычно сварочная дуга прекрасно горит на расстоянии 2 – 6 миллиметров. Под влиянием температуры металл сварочного электрода расплавляется и заполняет углубление, которое образовалось в результате воздействия дуги на металл. Передвигая электрод вдоль шва, сварщик заполняет это место раскаленным металлом.
Важной составляющей сваривания является выбор присадочного электрода.
Обычно сварочная дуга прекрасно горит на расстоянии 2 – 6 миллиметров. Под влиянием температуры металл сварочного электрода расплавляется и заполняет углубление, которое образовалось в результате воздействия дуги на металл. Передвигая электрод вдоль шва, сварщик заполняет это место раскаленным металлом.
Важной составляющей сваривания является выбор присадочного электрода.
При сварке электросваркой нужно ориентироваться на вид и состав свариваемого металла. Для электрической сварки применяются стальные, медные, чугунные, медные и латунные электроды. Для сваривания углеродистых, конструкционных и малоуглеродистых сталей применяются электроды марок : 342, 360, 385, 332, 338, 385, 370 и другие.
В маркировке таких электродов используется индекс, который обозначает вязкость сварочного шва, а цифры, стоящие после него – твердость металла. Основным требованием при подборе сварочных электродов для сварки электрическим сварочным аппаратом является соответствие толщине металла.
Правильно производить сваривание электросваркой поможет поддержание электрода в правильном положении. Угол электрода по отношению к сварочному шву должен составлять приблизительно 75 градусов в направлении электрической дуги. При возникновении дуги нужно использовать метод чирканья и метод подъема. В первом случае нужно кончиком электрода сделать движение похожее по манере зажигания спички, а в случае поджога ведется по шву.
Второй метод заключается в постукивании и подъеме сварочного электрода при возникновении сварочной дуги. Электрической сваркой можно производить сваривание всех металлов, для которых существуют соответствующие сварочные электроды. Исключением являются очень тонкие металлы, например фольга.
Какими электродами варить нержавейку | Статьи о сварке от МЭЗ
Нержавеющая сталь – сплавы особого рода. Они содержат повышенное количество легирующих элементов (хрома, молибдена, никеля и других – в зависимости от марки), что придает материалу специальные свойства. Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред. Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред. Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Особенности нержавеющих сталей
Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
- Низкая (в сравнении с углеродистыми сталями меньше в 2 раза) теплопроводность. Из-за этого проплавление металла происходит гораздо быстрее, поэтому силу тока следует уменьшать на 15–20%.

- Коэффициент расширения выше, чем у других сталей. В процессе сварки происходит растягивание металла, при остывании – стягивание. Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения.
- Появление межкристаллитной коррозии – в случае, если нержавейка нагревается до температуры 500°С и выше. Это резко снижает антикоррозионные качества металла.
Все перечисленные факторы обуславливают то, что ММА сварка по нержавейке выполняется только специальными электродами с обмазкой основного типа при точно подобранном сварочном режиме. Обычные стержни с обмазкой используются только в крайних случаях и исключительно в быту – для изделий, рассчитанных на минимальные нагрузки.
Каким током варить при ММА?
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
- На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки. Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
- На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
- ЦЛ-11 – универсальная, повсеместно используемая марка. Хорошо подходит для сталей 12Х18Н9Т, 08Х18Н12Т, 12Х18Н10Т, 08Х18Н12Б и других. Позволяет получить очень стойкий к межкристаллитной коррозии шов.
- НЖ-13 – хорошо варит по сталям с высоким содержанием не только хрома или никеля, но и молибдена. Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.

Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Сварка нержавейки переменным током
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
- ОЗЛ-14;
- ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- ЛЭЗ-8;
- АНВ-36.
Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61.30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
- 1,5 мм – d 2 мм – 40–60 А;
- 3 мм – d 3 мм – 75–85 А;
- 4 мм – d 3 мм – 90–100 А;
- 6 мм – d 4 мм – 140–150 А.
Далее порядок действий таков:
- поверхность соединения на детали обязательно зачищается металлической щеткой.
- для лучшего проплавления (при толщине от 4 мм) напильником или болгаркой разделываются кромки.
- при соединении тонкостенных изделий (до 2 мм) предварительно выполняются прихватки.
- при большой (от 7 мм) толщине зона соединения предварительно прогревается до 150 ⁰C.
- путем легкого дотрагивания до металла активируется электрод и поджигается дуга.
- металл сваривается на короткой дуге.
- по завершении сварки делается «замок» во избежание появления свищей и трещин.
- изделие должно остыть (не менее 5 минут).
Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Также возможна зачистка железной щеткой.
Какими электродами варить нержавейку с черным металлом
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
- ОЗЛ-25Б – для соединения черных металлов и жаропрочных сталей;
- НИАТ-5 – для аустенитных сталей;
- ЦТ-28 – для соединения с черным металлом сталей с большой долей никеля.
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает наш Магнитогорский электродный завод. По доступным ценам вы можете купить на сайте материалы для ММА-сварки по нержавеющим сталям. Стоимость определяется маркой изделий и материалом покрытия. В ассортименте – сварочные материалы для коррозионностойких (в том числе жаропрочных и жаростойких) сталей и сплавов, высокое качество которых подтверждено сертификатами.
Возможно, вас заинтересует
Возможно, вас заинтересует
Возможно, вас заинтересует
Точечная сварка электродом тонкого металла. Как варить инвертором тонкий металл – наши советы
Сварка тонкого металла – вопрос, который сегодня часто волнует и начинающих сварщиков, и тех, кто работает со сваркой уже давно, но впервые столкнулся с проблемами, которые возникают при сварке изделий, изготовленных из тонкого металла. А изделия могут быть самыми разными. Тонколистовой металл сегодня применяется как при производстве автомобилей, так и при изготовлении катеров или моторных лодок. Да и другие современные товары часто изготавливаются именно из такого металла и связано это, в первую очередь, с вопросами рентабельности производства.
Таким образом, сварка тонкого металла электродом – процесс достаточно востребованный, но при этом обладающий своими тонкостями, учитывать которые необходимо для качественного выполнения работ.
Сложности сварки тонкого металла.
Основная проблема, которая возникает, когда ведется работа с тонколистовым металлом – это то, что любое неосторожное движение электрода может привести в появлению в металле сквозного отверстия – то есть, металл прожигается и становится совершенно не пригодным для дальнейшего использования. С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотное соприкосновение электрода с металлом приводит к недостаточно высокому качеству сварного шва – а проще говоря, в данном случае сварной шов отсутствует вовсе, образуется так называемые непровар, то есть, недостаточно хорошее соединение свариваемых поверхностей между собой.
Еще одной проблемой при сварке подобных изделий является то, что ведется она на малых токах, и если даже совсем немного увеличить расстояние между электродом и поверхностью изделия, сварная дуга тут же обрывается. Одним словом, для ведения такого процесса требуется достаточно большой практический опыт, позволяющий правильно выбрать ток, при котором ведется сварка, скорость подачи электрода и длину сварной дуги.
Существуют и другие сложности при сварке тонколистовых металлов или изделий из них. Например, кромка изделия должна быть подготовлена к сварке особым образом, да и не все виды сварных соединений здесь подходят – существуют те соединения, которые применяются чаще всего, и те, которые применять можно только в крайних случаях, когда другого выхода из ситуации нет. Кроме того, большое значение имеет конкретная толщина листа и пространственное расположение сварного шва. Одним словом, особенностей, которые необходимо учитывать при сварке изделий из тонколистового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Основные требования при сварке тонкого металла.
- Большое значение при сварке тонкого металла имеет толщина выбранного электрода. Толщина электрода зависит от толщины самого металла. Если толщина металлического листа примерно 3 мм, то сварку необходимо производить электродами диаметром 3-4 мм. Для сварки металла с меньшей толщиной следует выбирать и более тонкие электроды. Как правило, диаметр электрода должен соответствовать толщине листа. Например, для листа толщиной 2,5 мм, необходимо выбрать и электрод с тем же диаметром.
- Также особые требования при выполнении сварки тонного металла предъявляются и к сварочному току. Ток зависит и от толщины металла, и от диаметра электрода. Если ведется сварка металла толщиной 3 мм, то необходимо выбирать сварной ток в диапазоне от 140 до 180 А. При применении более тонких электродов и ток, необходимый для проведения сварочных работ, снижается до 10-90 А.
- Очень важно в случае работы с тонкими металлами обратить самое пристальное внимание и на вид выбираемых электродов. Для сварки на малых токах тонколистового металла рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно дают легкое возбуждение дуги и ее устойчивое горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавки давать жидкотекучий металл.
 Для сварки на малых токах тонколистового металла рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно дают легкое возбуждение дуги и ее устойчивое горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавки давать жидкотекучий металл.
Для сварки на малых токах тонколистового металла рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно дают легкое возбуждение дуги и ее устойчивое горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавки давать жидкотекучий металл.Основные способы сварки тонкого металла.
Сварку тонкого металла можно производить как полуавтоматическим аппаратом, так и с применением ручной дуговой сварки. Сварка полуавтоматом производится гораздо легче, так как подобное оборудование отлично справляется с теми проблемами, которые могут возникнуть при сварке на малых токах. Но далеко не все домашние мастера являются обладателями подобного оборудования, поэтому чаще всего применяется именно ручная дуговая сварка.
Существует несколько способов сварки, которые могут быть применены в данном случае.
- Непрерывная сварка всего шва. Здесь очень важно выбрать правильный ток (лучше всего начать с диапазона 40-60 А) и правильную скорость ведения электрода, так как при слишком быстром движении электрода корень сварного шва не проварится, а при слишком медленных движениях сварщика в металле будут образовываться дырки.
- Прерывистая сварка. Этот вид сварки можно еще назвать «сварка точками». Именно этот способ сварки чаще всего применяют, когда ведется работа с тонкими металлами. Сварка ведется с помощью коротких точечных соприкосновений электрода и свариваемого металла. Также можно не только «ставить точку» электродом на металле, а проводить короткие линии. Особенностью данного способа является то, что сварной ток устанавливается слегка выше, чем обычно. Движения сварщика должны быть достаточно быстрыми, чтобы свариваемый металл не успевал остывать.

Итак, сварка тонкого металла электродом имеет свои особенности, которые необходимо учитывать при выборе электродов и сварочного тока. Конечно, здесь очень важно наработать определенную скорость и равномерность движения электрода, чтобы сварной шов получался ровным и качественным. Кроме того, очень важно обращать внимание на то, чтобы зазор между электродом и свариваемой поверхностью был постоянным. Конечно, все эти навыки вырабатываются далеко не с первого раза, но в данном случае упорство и практический опыт сварщика гораздо важнее, чем его теоретические умения и квалификация.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание – наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов – это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто – это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
 При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное – не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Электроды для сварки существенно облегчили жизнь человека, и создали массу полезных и надежных вещей методом «сваривания швов» между двумя металлическими деталями. На самом деле, электрод имеет предельно простую конструкцию – это проволока в форме стержня со специальным покрытием или без покрытия. На сегодняшний день вы сможете найти более 200 разновидностей электродов, которые различаются не только маркой и изготовителем, но и механическими свойствами шва, допустимым градусом изгиба, возможной степенью вязкости и так далее. Но самые распространенные являются такие особенности:
На самом деле, электрод имеет предельно простую конструкцию – это проволока в форме стержня со специальным покрытием или без покрытия. На сегодняшний день вы сможете найти более 200 разновидностей электродов, которые различаются не только маркой и изготовителем, но и механическими свойствами шва, допустимым градусом изгиба, возможной степенью вязкости и так далее. Но самые распространенные являются такие особенности:
- Неметаллические.
- Металлические.
Это самое важное дифференцирование и уже из этой особенности выводятся следующие типы. К примеру, неметаллические сварочные стержни могут быть только неплавящимися, так как их изготавливают из графита или угля. В отличие от них, металлические электроды могут быть плавящимися и неплавящимися. Об этом более детально и в скором времени вы сможете определить самостоятельно какими электродами варят какие металлы.
О классификации металлических электродов.
Металлические электроды могут подразделяться на два вида:
- Плавящиеся.
- Неплавящиеся.

Материал для изготовления первого типа металлических электродов – это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь. Главная область применения данных электродов – это защитная газовая сфера, плазменная резка и сварка, которые требуют огромных температур, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют сварочную проволоку трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стрежни покрываются специальным защитным составом, чтобы обезопасить электрод от окисляющего влияния кислорода и обеспечивает более эффективное горение сварочной дуги.
О покрытых и непокрытых электродах.
В наше время покрытые сварочные электроды (рис.1) находятся в большем ассортименте, чем не покрытые. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное множество материалов, но разделяются всего на несколько типов:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
Непокрытые сварочные стержни – это прообраз современных электродов, и его использовали в самом начале развития технологии сварочных приборов. На сегодняшний день, непокрытый электрод имеет область применения в защитной газовой среде.
Особенности покрытых электродов и область их применения.
В современном мире сварки стандартным материалом покрытий электродов является кислое вещество на основе оксидов кремния, железа и марганца. Главная особенность состоит в том, что используя электрод с оксидным покрытием можно создать горячие трещины в металле. Его область применения, по сути, универсальна, так как этот стержень годится для сварки, как при переменном, так и постоянном токе. По ГОСТу классификация этого стержня имеет наименование: марка Э38 и марка Э42.
Следующий тип стержней – это электроды марки Э42, а также Э46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получим превосходный рутиловый стержень для работы с полуспокойной и спокойной сталью.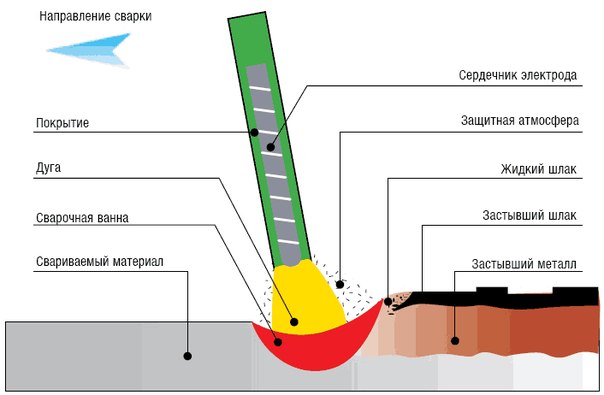 Рутиловый электрод создает более качественные швы и не создает трещин как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы сведете к минимуму потери металла и упростите удаление шлаков после сварки. Похожие по особенностям покрытия являются ильменитовые стержни.
Рутиловый электрод создает более качественные швы и не создает трещин как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы сведете к минимуму потери металла и упростите удаление шлаков после сварки. Похожие по особенностям покрытия являются ильменитовые стержни.
А, к примеру, электроды с основным покрытием производят с помощью нанесения на поверхность стержня фтористых и карбонатных соединений. Главная область применения – это спокойные металлические конструкции, и при этом, особенностями стержней с таким покрытием является высокий уровень пластичности и также ударной вязкости. Кроме того, основной электрод имеет схожее свойство с рутиловыми стержнями: препятствует созданию горячих трещин на швах. По ГОСТу этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний тип покрытых электродов – это стержни с целлюлозным веществом в состав, которого входят натуральные органические составы, среди которых важнейшим является целлюлоза. Главная область применения сварочных стержней с целлюлозным покрытием – это спокойные и полуспокойные стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция будет на «земле», а также и на весу или сверху вниз, что является достоинством данных электродов. По ГОСТу эти стержни можно отыскать под таким наименованием: Э50, Э46, Э42.
Для того, чтобы точно узнать какими электродами варят какие металлы, рекомендуем перед покупкой сварочных стержней детально ознакомиться с инструкцией и описанием на упаковке, потому что стержни для сваривания цветного металла нельзя использовать для сварки чугуна или стали. Для подробной консультации обращайтесь к продавцу.
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.

Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Режимы и особенности применения
Главной особенностью применения является более высокая скорость сваривания. В отличие от , где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
- Сварка тонкого металла: каковы сложности работы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и работа с тонким металлом
- Сварка тонкого металла: практические советы профессионалов
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Сварка тонкого металла: каковы сложности работы
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при , толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.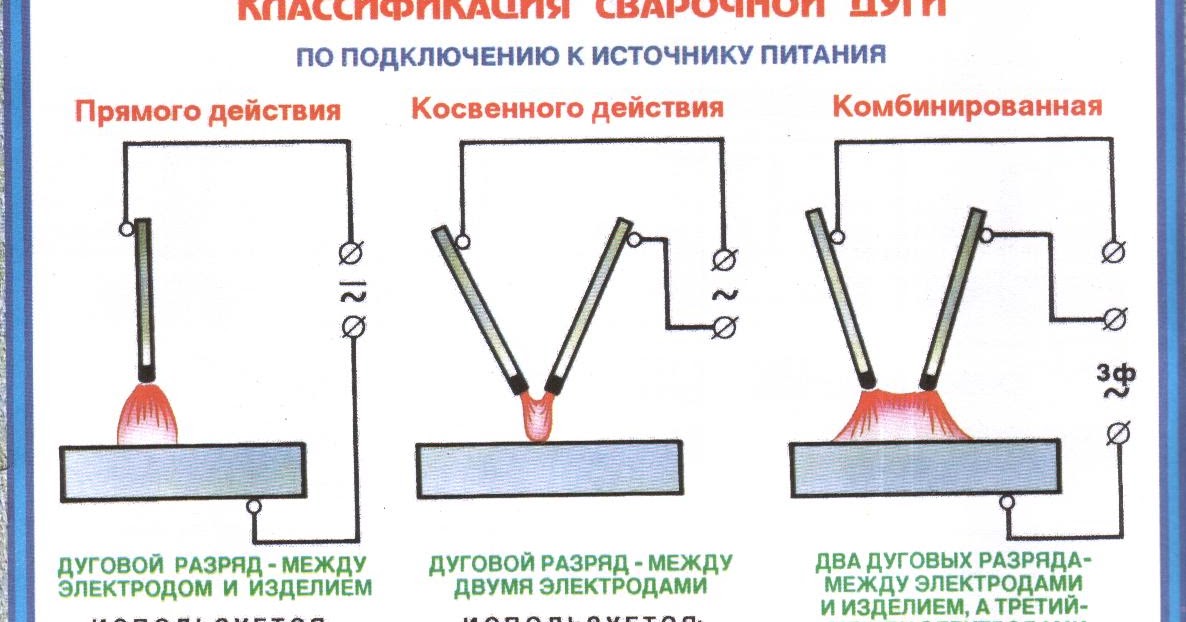
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.

Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл — далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая . Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Как вырезать металл сварщиком за 8 шагов
Сварочные аппаратыпредназначены для соединения двух металлических частей, но в крайнем случае их можно использовать для резки металла, если вы знаете, как правильно настроить свою установку. В результате получается не чистый срез, но если это не является проблемой или если у вас нет оборудования, необходимого для правильной резки, сварщик сможет выполнить эту работу. Однако это потенциально опасная операция, поэтому делайте это только в том случае, если знаете, как это сделать.
Как резать металл сварщиком? Установите сварочный аппарат на отрицательный электрод постоянного тока.Увеличьте силу тока до более 200 ампер. Используйте погруженную в воду удочку 6010 или 6011 или специально сконструированную удочку. Начните дугу на одной стороне кромки и двигайтесь вдоль линии, отталкивая расплавленный металл с его пути пильным движением.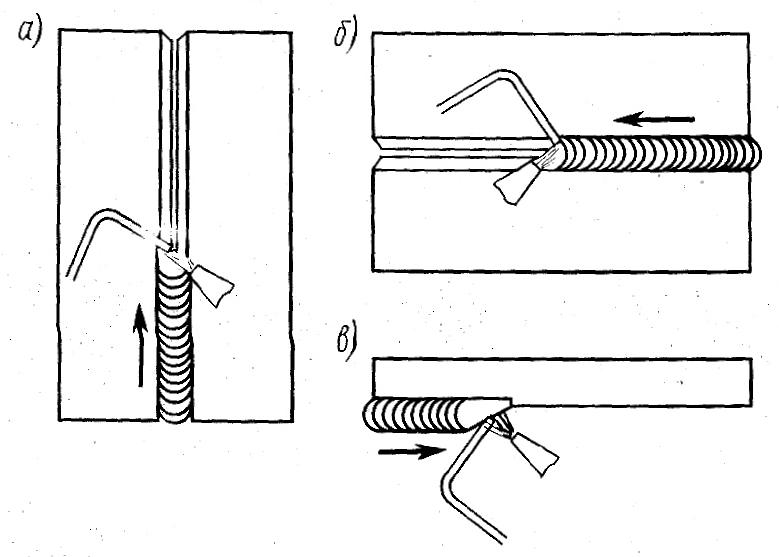 При необходимости повторите.
При необходимости повторите.
Нельзя не подчеркнуть, что это не идеальный способ резки металла. Сварщики не предназначены для этой функции, и в результате получается беспорядок и потенциально опасен. Однако это возможно. Некоторые сварщики используют этот метод, когда разрез не обязательно должен быть красивым, а другое оборудование недоступно или его трудно использовать в их ситуации.Выполнение правильных шагов снижает риски.
Шаг 1. Соблюдайте меры безопасности
Сварочные аппараты – это мощные аппараты, представляющие значительный риск для здоровья. Вы должны защитить себя от:
- электрические токи,
- чугун,
- летящие искры,
- капающий расплавленный металл,
- чрезвычайно яркий свет и
- токсичные газы
Средства индивидуальной защиты а для безопасной резки металла сварщиком необходимо правильно организовать сварочную площадку.
Используйте сварочный аппарат только в хорошо вентилируемом помещении. При резке металла сварщиком образуется много дыма. Если вы должны сделать это в помещении, убедитесь, что есть вентиляционные отверстия, вентиляторы или, по крайней мере, открытые окна, чтобы дым и пары могли уноситься ветром. Скопившийся дым может ухудшить видимость и вызвать повреждение органов дыхания.
При использовании сварочного аппарата для резки металла всегда используйте следующие средства индивидуальной защиты: Убедитесь, что оно хорошо сидит и не повреждено.
- Сварочные перчатки,
- защитная маска для сварщика,
- защитная одежда с длинными рукавами и рабочая обувь
Убедитесь, что ваше оборудование подходит и не повреждено.
Сварочные перчатки
Сварочные перчатки изолированы для защиты рук
- тепла (9900 градусов по Фаренгейту (5500 градусов Цельсия)) и
- электричества (не менее 200 ампер).
Сварщик работает, создавая сильный электрический ток через сварочный стержень и разрезаемый кусок металла.
Для резки металла требуется много электроэнергии, в результате чего выделяется огромное количество тепла. Вы не хотите рисковать, касаясь чего-либо из них голыми руками.
Ссылки по теме: Выбор сварочных перчаток: единственное руководство, которое вам когда-либо понадобится
Сварочная маска
Когда электричество проходит через металл, выделяется энергия в виде огромного количества тепла и света. При выполнении любого типа сварки необходимо носить защитную маску, которая защищает как ваши:
Щиток предотвращает попадание искр на кожу лица, а стекло козырька защищает глаза от яркого света.
Как сварщик, вы знаете, что вам нужно защищать глаза от яркого света дуги. Однако при резке металла сварщиком вы будете использовать еще более высокую силу тока, что приведет к большему нагреву и, что более важно, большему количеству света. Так же, как использование плазменного резака создает более яркую дугу, использование сварочного аппарата для резки металла приведет к гораздо более яркому свету.
Так же, как использование плазменного резака создает более яркую дугу, использование сварочного аппарата для резки металла приведет к гораздо более яркому свету.
- Если вы используете регулируемый сварочный шлем, поверните шкалу защиты от ультрафиолета на 11 или 12.
- Если у вас есть фиксированный стеклянный козырек, убедитесь, что стекло имеет достаточно высокий рейтинг для защиты от большого количества света. который будет испускаться плазменным резаком
Убедитесь, что он правильно установлен и функционирует должным образом.
Ссылки по теме: Как выбрать сварочный шлем: на что обратить внимание
Защитная одежда с длинными рукавами
При резке металла сварщиком образуется много искр. Расплавленный металл, образованный электрическим током, проходящим через стержень и основной металл, вступает в контакт с (относительно) гораздо более холодным металлом, окружающим область сварного шва, и реагирует, вырываясь ливнем искр. Каждый из них представляет собой горящую каплю расплавленного металла.
Каждый из них представляет собой горящую каплю расплавленного металла.
Эти искры могут обжечь волосы и кожу. Надевайте рубашку с длинными рукавами и брюки, чтобы искры не соприкасались. Одежда должна быть из защитного материала типа
.Ни один из них не должен загореться.
Рабочие ботинки
Помимо летящих искр, при резке металла сварщиком образуются капли расплавленного металла, которые будут падать через разрез. Они могут упасть на ваши ноги, поэтому вы должны носить защитную рабочую обувь (опять же из кожи или другого негорючего материала), чтобы защитить свою кожу.
Поскольку вы используете сварочный аппарат, чтобы разрезать кусок металла (а не соединять два куска металла), ваши действия могут привести к тому, что кусок очень горячего металла упадет на пол, когда вы закончите. В зависимости от размера отрезанного куска металла вам следует носить ботинки со стальным носком, чтобы защитить ноги от падающего куска горячего металла.
Шаг 2. Настройка сварочного аппарата
Настройка сварочного аппарата для резки металла – это больше, чем просто подключение заземляющего провода и провода ручки сварочного стержня к соответствующим гнездам с цветовой кодировкой на боковой стороне аппарата и включение аппарата.Вам нужно будет изменить настройки сварщика, чтобы получить достаточно мощности, чтобы прорезать металл.
Перед изменением следующих настроек убедитесь, что ваш сварщик находится в хорошо вентилируемом помещении.
Постоянный ток
Многие сварщики предлагают на выбор:
- постоянного тока (DC) или
- переменного тока (AC)
Параметры переменного тока могут быть полезны для сварки в угол или для уменьшения дуги, особенно при сварке намагниченного металла.Однако при резке металла вам понадобится полное проникновение постоянного тока.
Ссылки по теме: В чем разница между сваркой на переменном и постоянном токе >> Сравнение на переменном токе и постоянном токе
Отрицательный электрод
Если ваш сварочный аппарат работает на постоянном токе (DC), у вас есть возможность сделать электрод:
Определяет, в каком направлении течет ток: либо от стержня в металл, который нужно разрезать, либо от металла, который нужно разрезать на стержень.
Выбрав отрицательный электрод, вы получите больше мощности резания, потому что ⅔ тепла будет направляться в металл, подлежащий резке. Тогда он будет таять в два раза быстрее, что приведет к более быстрой резке. С другой стороны, если вы сделаете электрод положительным, только тепла будет направлено на разрезаемый металл, в результате чего процесс резки займет в два раза больше времени.
Связанное чтение: Что означает DCEN в сварке?
200+ ампер
Для резки металла сварщиком требуется намного больше энергии, чем для сварки.При сварке вам нужно только расплавить достаточно металла, чтобы образовалась лужа, которая остынет и превратится в соединение твердого металла. Однако при резке вам нужно проплавить весь кусок металла. Как минимум 200 ампер должно хватить, чтобы прорезать любой металл.
Если у вашего сварщика:
- « arc force» или
- «dig» кнопка
убедитесь, что она выбрана, потому что это еще больше увеличит силу тока.
Шаг 3: Подготовка металла к резке
Резка металла сварщиком никогда не будет очень точной, но это не значит, что вы не должны подготавливать металл, чтобы сделать рез как можно более прямым.Отметьте желаемый путь реза инженерным мелом, чтобы у вас было руководство, которому нужно следовать, когда дуга зажжется.
Если кусок металла небольшой, зажмите его, чтобы он не смещался во время резки. Закрепите заземляющий провод на разрезаемом металле, чтобы могла возникнуть дуга или электрический ток.
Здесь вы можете найти статью с нашего сайта обо всех металлах, которые можно сваривать методом MIG.
Шаг 4. Выбор сварочного стержня
Поскольку сварочные аппараты не предназначены для резки металла, этот процесс очень разрушителен для используемого сварочного стержня.Если выбранный вами стержень недостаточно прочен, он сгорит быстрее, чем металл, который вы хотите разрезать. Таким образом, при резке металла сварщиком используйте:
- запасных, поврежденных стержней, которые можно испортить, или
- стержней, предназначенных для резки
6010 или 6011 Стержень
Если вы используете дешевые стержни, которые у вас уже есть, вам нужно выбрать сварочный стержень 6010 или 6011.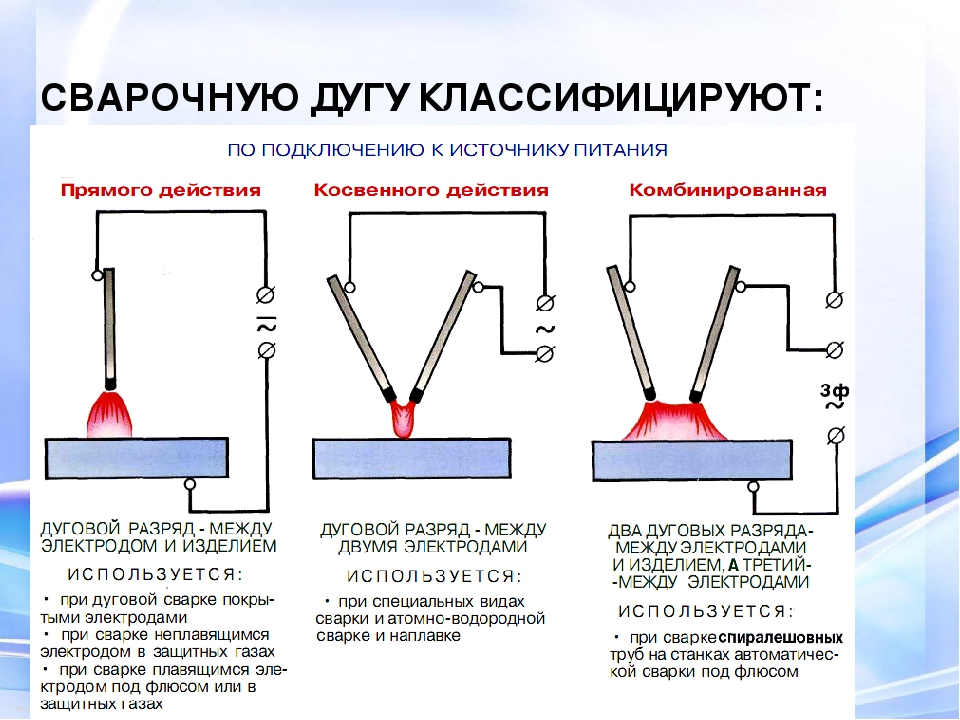 Эти стержни предназначены для врезания в металл во время горения дуги, что позволяет выталкивать расплавленный металл из зоны сварки.С другой стороны, сварочный пруток 7018 выделяет меньше тепла и быстрее изнашивается в условиях резания.
Эти стержни предназначены для врезания в металл во время горения дуги, что позволяет выталкивать расплавленный металл из зоны сварки.С другой стороны, сварочный пруток 7018 выделяет меньше тепла и быстрее изнашивается в условиях резания.
Если вы пойдете по этому маршруту, вам нужно будет выбрать стержень, который уже поврежден или использовался, потому что он довольно быстро израсходуется в процессе резки металла. Нет смысла использовать новые стержни, потому что они не сделают рез быстрее и чище.
Один из способов продлить срок использования этих дешевых стержней – это окунуть их в воду перед зажиганием дуги.Вода на поверхности стержня поможет распределить тепло, позволяя стержню прослужить немного дольше во время процесса резки.
Ссылки по теме: Различные типы сварочных стержней и их применение
Режущий стержень
Другой вариант – использовать сварочный стержень, предназначенный для резки металла.
Несмотря на то, что сварочные аппараты не предназначены для резки металла, такая практика достаточно распространена, поэтому некоторые производители разработали сварочные стержни, способные противостоять разрушающим воздействиям лучше, чем обычные сварочные стержни.
Эти стержни для резки:
- имеют непроводящий сердечник, который является термостойким,
- позволяют работать при более высокой силе тока.
- создают более сильное взрывное действие.
В результате эти специализированные режущие стержни служат дольше и режут быстрее, чем обычные стержни, экономия:
Режущие стержни дороже. Обычно вы можете купить пачку из 4 режущих стержней за 10-15 долларов, а вы можете купить 5 фунтов (несколько десятков) стержней 6010 или 6011 за 30 долларов.На самом деле выбор стоит между использованием большого количества дешевых обычных стержней или меньшего количества более дорогих режущих стержней, чтобы сделать такой же разрез.
Шаг 5: Обрежьте металл
Выровняйте сварочный стержень параллельно линии, которую вы хотите разрезать. Начните с одного конца и зажгите дугу. Как только дуга зажжется, выдавите стержень в зоне сварки, чтобы удалить скопившийся расплавленный металл. Держите стержень в контакте с основным металлом и осторожно тяните вперед и назад пильными движениями по мере продвижения по линии разреза.
Держите стержень в контакте с основным металлом и осторожно тяните вперед и назад пильными движениями по мере продвижения по линии разреза.
- Если толщина металла составляет четверть дюйма или меньше, вы сможете полностью прорезать основной металл за один раз . В этом случае распиловка стержня проталкивает расплавленный металл через разрез. Возможно, вам придется немного отступить, чтобы выбить перемычку, образованную шариками металла, приземляющимися за ходом стержня. Если дать охладиться, эти перемычки будут действовать как сварной шов, соединяющий детали.
- Если металл слишком толстый, чтобы его можно было разрезать сразу, выдавление стержня в разрезе приведет к вытеснению расплавленного металла из канавки, образованной этим процессом резки. .Если оставить его в щели, он затвердеет, создав сварной шов, который на самом деле прочнее, чем исходный кусок металла, который вы собирались прорезать.
- Если вы намереваетесь проделать отверстие в куске металла (а не разрезать линию), просто продолжайте копать стержень глубже в основной металл вместо того, чтобы двигаться по линии разреза . Когда вы полностью пройдете через основной металл, вы можете расширить отверстие, пропустив стержень по периметру отверстия.
Шаг 6: При необходимости повторить
Даже если ваш сварщик настроен на использование отрицательного электрода постоянного тока, а сила тока увеличена до максимума, вы все равно сможете прорезать только около 3/8 дюйма металла за один раз . Если разрезаемый металл толще, вам нужно будет сделать несколько проходов, чтобы разрезать его.
Это также относится к случаям, когда длина отрезка слишком велика. Процесс резки металла сварщиком чрезвычайно разрушителен для используемого сварочного прутка.Вот почему люди часто предпочитают использовать поврежденные стержни, потому что они знают, что не стоит использовать новые стержни, поскольку стержень будет поглощен процессом.
Стержни, предназначенные для резки, также разрушаются в процессе, просто они предназначены для более длительного использования. Если разрез, который вы хотите сделать, длинный или глубокий, вам, вероятно, придется заменить стержни, поскольку они используются для завершения разреза.
Шаг 7. Дайте металлу остыть
После того, как разрез будет сделан, вам нужно сделать небольшой перерыв.Края разреза будут нагреты до 9900 градусов по Фаренгейту (5500 градусов по Цельсию), и им потребуется некоторое время, чтобы остыть.
В идеале вы можете просто оставить детали как есть, пока они остывают. . Система вентиляторов, которую вы настроили для удаления дыма и токсичных испарений, также поможет рассеять тепло и ускорить процесс охлаждения.
Если вы спешите, вы можете быстрее охладить металл, окунув его в емкость с водой.В этом случае тепло будет передаваться воде, быстро охлаждая металл. Это внезапное изменение температуры может иметь негативные последствия, создавая напряжение в металле из-за резкого изменения температуры.
Однако, если вы режете металл сварщиком, вполне вероятно, что качество резки не имеет значения, и поэтому риск деформации металла является спорным вопросом.
Шаг 8: При необходимости очистите край
Резка металла сварщиком – грязный процесс, и получаемый рез такой же грязный.Это будет выглядеть так, как будто вы решили срубить дерево из пулемета. Это больше серия соединенных отверстий, чем прямая линия. Линия ровная настолько, насколько вы можете догадаться, и вдоль кромки среза неизбежно будет скалистый край высохшего металлического шлака.
Скорее всего, если вы выбрали этот метод резки металла, вы просто пытаетесь разрезать шлак на более простой в обращении размер . В этом случае вы не будете заботиться о качестве реза, но при этом будьте осторожны, чтобы не порезаться о неровный край, образовавшийся при транспортировке.
Если вы выполняете резку только сварщиком, потому что у вас нет доступа к плазменной резке, горелке, циркулярной пиле с металлическим лезвием, сабельной пиле или ножовке, перед он пригоден для использования или сварки.
Ссылки по теме: Как начать и развивать сварочный бизнес за 11 шагов
Резка металла с помощью сварочного аппарата >> Посмотрите видео ниже
Выбор и изготовление вольфрамовых электродов
Любимая аналогия с вольфрамовым электродом заключается в том, что у вас может быть лучшее сварочное оборудование в мире, но без должным образом подготовленных вольфрамовых электродов для передачи дуги ваша сварочная операция похожа на езду на Porsche на колесах.
Вольфрамовый электрод – один из наиболее важных и, тем не менее, один из наиболее часто игнорируемых технологических параметров процесса дуговой сварки постоянным током. Выбор и подготовка их к сварке включает три критических области:
- Геометрия электрода
- Подготовка электродов
- Оборудование для подготовки электродов
Геометрия электрода
Полная геометрия электрода для сварки постоянным током включает диаметр электрода, прилегающий угол (конусность) , и наконечник (плоский) (см. Рисунок 1 ).
Выбор геометрии всегда влияет на срок службы электрода, зажигание дуги, проплавление и форму дуги. Независимо от выбранной геометрии конфигурация электродов должна быть проверена при разработке процедуры сварки. Геометрию следует отметить как критическую технологическую переменную для процедуры сварки и придерживаться жестких допусков для всех последующих сварных швов.
Диаметр электрода. При выборе диаметра электрода лучше всего ознакомиться с рекомендациями производителя сварочного оборудования.В то время как небольшие диаметры легче зажигать дугу, большие диаметры выдерживают более высокие силы тока и служат дольше, чем меньшие диаметры. Однако, если уровни тока выше рекомендуемых, вольфрам слишком быстро испортится, упадет в сварочную ванну и загрязнит сварной шов. И наоборот, если сила тока слишком мала для диаметра электрода, дуга станет нестабильной.
Угол в комплекте с электродом (конус). Электроды для сварки на постоянном токе следует шлифовать продольно и концентрически алмазными кругами до заданного угла в сочетании с подготовкой наконечника / плоской поверхности.
Тупой конус с большим входным углом приводит к увеличению срока службы электрода, лучшему провару сварного шва, более узкой форме дуги и способности выдерживать большую силу тока без эрозии. Острый конус с малым внутренним углом обеспечивает меньшее отклонение дуги и более широкую и стабильную дугу.
Наконечник (плоский). Форма наконечника вольфрамового электрода является важным параметром процесса при прецизионной дуговой сварке, поскольку с увеличением плоского размера увеличивается вероятность блуждания дуги и затруднений при запуске.Однако увеличение плоской поверхности также улучшает проплавление сварного шва и увеличивает срок службы электрода (см. , рис. 2, ).
Неправильная плоская поверхность может привести к падению заостренного электрода в сварочную ванну. Это также может привести к нестабильности дуги, сокращению срока службы электродов и изменениям напряжения дуги от одного электрода к другому.
Подготовка электрода
Вольфрамовый электрод является важнейшим носителем в процессе сварки, и его необходимо правильно отшлифовать и отрезать. Неправильно подготовленный электрод приводит к блужданию дуги, ее расщеплению, отслаиванию, несоответствиям или дорогостоящим ошибкам.Правильно заземленные и обрезанные электроды улучшают зажигание дуги и стабильность.
Рисунок 1 Геометрия электрода включает три фактора: диаметр электрода, угол наклона (конусность) и кончик (плоский).
Алмазные круги рекомендуются для шлифования и резки всех вольфрамовых электродов. Хотя вольфрам – очень твердый материал, поверхность алмазного круга тверже, что обеспечивает плавное шлифование. Шлифовка с использованием других типов кругов может привести к появлению зазубрин на краях, дефектам или невидимой плохой отделке поверхности, что приведет к несогласованности и дефектам сварных швов.
Подготовка наконечника (плоского). В зависимости от процесса сварки плоская подготовка может производиться на новом электроде или на ранее использованном электроде. Если конец использованного электрода сильно загрязнен, его следует удалить перед плоской подготовкой. Чтобы восстановить электрод с минимальным загрязнением, новый или отрезанный, поместите электрод точно под углом 90 градусов к стороне колеса.
Коническое шлифование. Самым важным элементом правильной шлифовки электрода является продольная шлифовка электрода.Вольфрамовые электроды изготавливаются с молекулярной структурой зерна, идущей в продольном направлении, поэтому шлифование в поперечном направлении – это шлифование по зерну (см. , рис. 3, ).
Что еще более важно, электроны текут с большей плотностью на поверхности электрода. Если электроды шлифовать или полировать крест-накрест, электроны должны прыгать через следы шлифования. Дуга начинается до вершины, расширяется и обычно блуждает. Вольфрамовый электрод перегревается и быстрее изнашивается.При продольном шлифовании зерна электроны постоянно направляются к крайнему концу вольфрамового электрода. Дуга начинается прямо и остается узкой, концентрированной и стабильной.
Алмазный шлифовальный круг нельзя использовать для шлифования чего-либо, кроме вольфрама. Это поможет избежать загрязнения круга и вольфрамового наконечника во время шлифовки и попадания посторонних материалов на сварной шов.
Раскрой по длине. Загрязненный электрод вызывает беспорядочную дугу и загрязненный сварной шов.Лучший способ убедиться, что все загрязнения удалены с наконечника, – это отрезать эту часть вольфрама. Шлифовка загрязненного наконечника может не удалить все загрязнения и отложить загрязнения на шлифовальном круге, которые будут снова собраны при шлифовании в будущем.
Поскольку вольфрам – очень твердый материал, правильная резка требует использования алмазного отрезного круга для получения однородных и чистых резов. Многие сварщики неправильно режут вольфрам одним из следующих способов:
- Разрыв электрода вручную или кусачками
- Скручивание электрода двумя парами плоскогубцев
- Надрезание электрода на шлифовальном круге с последующим разрывом его вручную. молотком или плоскогубцами
- Удар электрода молотком по острой металлической кромке
Все эти методы могут вызвать проблемы с безопасностью и сваркой.Электрод может незаметно расколоться или расколоться, что может привести к нестабильности дуги и дефектам сварки, а также к риску травмы глаз или рук. Гораздо проще быстро и правильно разрезать электрод с помощью подходящего режущего инструмента, специально разработанного для твердости и хрупкости вольфрама.
Использование алмазного отрезного круга помогает гарантировать, что разрез будет чистым и гладким, без трещин или сколов. Инструмент должен быть быстрым и простым в использовании, иметь защитные крышки и иметь шкалу для обеспечения точного измерения и отрезания длины.
Обработка поверхности угла электрода. Гладкость отделки подготовленного кончика электрода определяет некоторые характеристики процесса сварки. В общем, острия следует отшлифовать как можно тоньше, чтобы улучшить сварочные свойства и увеличить срок службы электрода. Слишком грубая шлифовка электродов приводит к возникновению нестабильной дуги.
Рис. 2 Правильная форма вольфрама предотвратит блуждание дуги и затруднения при запуске.В таблице указаны рекомендуемые размеры наконечников в зависимости от диаметра электрода.
Стандартная отделка со средней шероховатостью (RA) около 20, которая все еще показывает продольные шлифованные линии невооруженным глазом, является универсальной качественной отделкой для любого применения. Полированная зеркальная отделка примерно от 6 до 8 RA, на которой видно мало линий или их не видно, лучше для долговечности электрода, потому что это снижает риск загрязнения, «прилипающего» к острию электрода и вызывающего эрозия.Однако для источников питания для сварки, которые не обладают хорошими характеристиками зажигания дуги, окончательная обработка около 20 RA лучше, потому что продольные заземляющие линии помогают стабильно направлять электроны к крайней точке электрода, что способствует зажиганию дуги.
Оборудование для подготовки электродов
В большинстве случаев очень важно иметь специальный шлифовальный станок для вольфрамовых электродов. Стандартное шлифовальное оборудование на большинстве предприятий не предлагает средств для надлежащего продольного алмазного шлифования или согласованности подготовки от одного электрода к другому.Кроме того, неспециализированный станок загрязняет электрод инородным материалом, что по ряду причин ухудшает качество сварки.
Для эффективного изготовления однородных и повторяемых электродов и сварных швов следует учитывать следующие характеристики шлифовального станка:
- Продольное шлифование
- Алмазный шлифовальный круг
- Режущий инструмент с измерительным прибором, позволяющим резать достаточно коротко для применения, особенно в случае орбитальной сварки
- 20 RA или лучше
- Точное шлифование вольфрама менее чем за одну минуту
- Способность соблюдать требуемые допуски по углу, длине и плоскости
- Простая, последовательная операция, которую можно изменить легко, когда требуются различные геометрические формы
- Улавливание пыли, особенно для электродов из радиоактивного 2-процентного торированного вольфрама
Рисунок 3 Электроды изготавливаются с продольным перемещением зерна.Шлифовка в продольном направлении приводит электроны к крайнему концу электрода
SMAW, основы электродов для наплавки
Вам понадобится книга, содержащая все основные знания, касающиеся электродов для дуговой сварки защищенным металлом (SMAW) и наплавки. Одно можно сказать наверняка: эти расходные материалы не подходят всем под одну гребенку. Они имеют различные покрытия из материала, относятся к разным категориям, служат разным целям и даже требуют специального хранения и ухода.Понимание этих основ работы с электродами SMAW и наплавкой имеет огромное значение для вашего конечного результата.
Покрытия электродов из углеродистой стали
Стальные электроды делятся на три категории в зависимости от состава покрытия: целлюлозные, рутиловые и основные.
Целлюлозные электроды, такие как E6010 и E6011, в основном состоят из древесной массы (целлюлозы), которая генерирует водород для создания дуги копания / движения с глубоким проникновением. Ведущая дуга привлекает внимание при ремонте сельскохозяйственного оборудования и других применениях с загрязненными поверхностями, а также с V-образными канавками, связанными с соединениями труб с открытым корнем.Чтобы контролировать сварочную ванну с помощью копающей / ведущей дуги, используйте технику «взбивания и паузы» с электродами E6010.
Рутиловый электрод, такой как E6013 и E7014, имеет покрытие, состоящее из диоксида титана (TiO2), диоксида кремния (SiO2), порошка железа и карбоната кальция (CaCO3). Электроды E7014 имеют повышенный уровень железа, поэтому они могут работать при более высоких токах и обеспечивать более высокую скорость наплавки. Рутиловые электроды запускаются легко, не требуют особых манипуляций и создают мягкую дугу с легким проникновением.Говорят, что они привлекательны для сварщиков, но при этом производят больше брызг.
Основные электроды имеют покрытие, состоящее из CaCO3, плавикового шпата (CaF2), ферромарганца и порошка железа. Слово «базовый» относится к pH покрытия. E7018 – самый популярный основной электрод, обеспечивающий дугу со средней глубиной выемки / напора и средним проплавлением. Базовые покрытия также имеют низкие уровни поглощения водорода и влаги, которые необходимы для критических сварных швов, поскольку молекулы водорода могут проникать в металл сварного шва и вызывать растрескивание, когда они расширяются и пытаются выйти.В результате эту категорию электродов обычно называют с низким содержанием водорода.
Электроды с низким содержанием водорода также могут иметь дополнительные обозначения, при этом E7018 h5R становится все более распространенным. H5 указывает менее 4 мл диффундирующего водорода на 100 г наплавленного сварного шва, когда электроды испытывают в состоянии поставки, как правило, в герметично закрытых упаковках из фольги или канистрах. R указывает на влагостойкость. Электроды h5R будут поглощать менее 0,4 процента влаги после девяти часов воздействия при температуре от 80 до 85 градусов F и относительной влажности от 80 до 85 процентов.
Чтобы обозначение h5R сохранялось более девяти часов, обязательно храните открытые контейнеры при температуре от 225 до 300 градусов F. При необходимости восстановите их, запекая в течение одного часа при 700 градусах F. Кроме того, храните и запекайте электроды с низким содержанием водорода отдельно.
Не только смешивание электродов в стержневой печи может вызвать загрязнение, но и различные типы покрытий несут и требуют разного содержания влаги для надлежащей работы. Например, целлюлозным электродам требуется определенное количество влаги для создания расчетной силы дуги; поэтому смешивание основного и целлюлозного электродов в печи будет вредным для обоих.
Электрод E7018 также может иметь обозначение -1, что означает, что он обеспечивает обещанные ударные свойства с V-образным надрезом по Шарпи при -50 градусов по Фаренгейту по сравнению с -20 градусов по Фаренгейту для электродов без -1. Эти электроды обеспечивают исключительную вязкость при низких температурах. Примечание. Электрод E7018-1 можно использовать вместо электрода E7018, но обратное неверно.
Покрытия электродов из нержавеющей стали
Покрытия электродов из нержавеющей стали также подразделяются на три категории: EXXX-15, EXXX-16 и EXXX-17.-15 после основного сплава указывает на известковое основное покрытие, которое содержит значительное количество известняка и плавикового шпата, образуя быстро замерзающий шлак, который облегчает сварку в вертикальном и верхнем положениях. Бусинка умеренно волнистая, слегка выпуклая; Последнее свойство может обеспечить необходимый запас прочности в сильно нагруженных суставах.
Известковые базовые покрытия обеспечивают оптимальные механические свойства. Эти электроды обычно предназначены для сварки материалов супераустенитных и очень высоконикелевых марок в криогенных применениях, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на основе извести имеют худшую свариваемость из-за шаровидного переноса металла, что затрудняет управление лужей. Использование легкой техники взбивания – возможно, шага вперед на 1/8 дюйма и паузы – поможет создать лужу. Известковые основы также требуют удаления шлака – всегда требующего измельчения – и могут работать только на положительном электроде постоянного тока (DCEP).
A -16 указывает на основное покрытие рутилового типа, которое содержит преобладающее количество рутила, среднее количество известняка и ограниченное количество плавикового шпата.Имея возможность выбора, большинство операторов предпочитают использовать электрод -16. Он обеспечивает стабильную, плавную дугу с переносом струи и выпуклый плоский профиль валика с мелкой рябью и хорошим сплавлением боковых стенок. Он также производит небольшое количество мелких брызг и шлака, который обычно самовыпускается.
Электроды -17 содержат больше кремния, чем электроды -16, что дает более плавную сварочную ванну, которая лучше всего подходит для сварки в плоском положении. Возможна вертикальная сварка и сварка над головой, но они требуют большего мастерства оператора, чем электрод с известковой основой, потому что шлак не замерзает так быстро.Эти электроды работают на DCEP или переменном токе (AC).
Электроды из нержавеющей стали обычно не проявляют водородного растрескивания, но могут возникнуть пористость, избыточное разбрызгивание и плохое отделение шлака, если покрытие впитывает влагу. Обязательно храните электроды из нержавеющей стали при температуре 300 градусов по Фаренгейту. Если вы не используете их слишком долго, вы можете восстановить электроды, запекая их при температуре от 600 до 800 градусов по Фаренгейту в течение от одного до шести часов.
Факты о наплавке
Не путайте наплавку с процессом соединения.Наплавка – это процесс нанесения более твердого или более твердого металла на основной материал. Электроды для наплавки делятся на три категории: на основе железа, на основе никеля и на основе кобальта, которые затем легируют карбидообразующими элементами, такими как хром, вольфрам, молибден и другими элементами. Как правило, они не имеют специальной классификации AWS, за исключением стандартного диапазона 1, 6, 12 и 21 кобальтового сплава.
В отличие от соединительных электродов, электроды для наплавки представляют собой набор запатентованных составов сплавов, предназначенных для удовлетворения конкретных потребностей.Их производят тремя способами: трубчатый стержень, заполненный смесью сплава и затем погруженный в покрытие, или на него нанесено покрытие; стержень из углеродистой стали, покрытый смесью сплавов и раскислителей; или литой кобальтовый стержень с нанесенным на него покрытием.
Электроды для наплавки, особенно трубчатой конструкции, не предназначены для прокалывания. Для них требуются более низкие параметры для меньшего разбавления и большей эффективности наплавки. Одна из распространенных ошибок трубчатых электродов – это вдавливание электрода в заготовку, что приводит к ее перегреву.Помните, что электроды для наплавки работают иначе, чем электрод E7018 SMAW. Они имеют более шаровидный перенос и требуют большей длины дуги.
Электроды для твердосплавной наплавки, когда они наносятся с использованием стрингера или переплетения валика, образуют рисунок перекрестного растрескивания (перекрестного контроля) из-за карбидов, которые образуются в матрице сварочной ванны во время затвердевания. Это нормально. Исключение составляют случаи, когда электрод разработан специально для отложений без трещин.
Халинсон Кампос – руководитель проекта по присадочным металлам в ESAB Welding & Cutting Products; Мартин Дено (Martin Denault) – разработчик приложений и CWI в Exaton, бренде ESAB; Ричард Кук – старший менеджер по продукции Stoody Co., бренд ESAB, 2800 Airport Road, Denton, TX 76207, 800-372-2123.
Насадки для прихваточной сварки | Сделай сам
Сварочный процесс был разработан в начале 1940-х годов для авиационной промышленности. Сварочный аппарат TIG (TIG означает инертный газ вольфрам) генерирует тепло от электрической дуги между электродом на кончике горелки, присадочным стержнем и свариваемой металлической частью. Электрод изготовлен из вольфрама. Вольфрам – тот же материал, что и лампочки, но вместо того, чтобы создавать свет, он создает тепло – достаточно тепла, чтобы расплавить металл.
Сварка – это процесс плавления металла. Также имеется заземляющий кабель, который крепится к самой заготовке или к сварочному столу. Он действует как громоотвод на крыше здания. Он забирает лишнее электричество, проводит его по кабелю к корпусу сварочного аппарата и нейтрализует его.
Чтобы получить прочный сварной шов, не допускайте попадания загрязняющих веществ в металл, пока он находится в жидкой форме, потому что это ослабит сварной шов и со временем вызовет растрескивание.Инертные газы – это газы, которые нелегко соединяются с другими элементами, такими как металл. Инертный газ аргон в резервуаре прокачивается через сварочный аппарат к наконечнику горелки, где выделяется небольшое количество. Это создает газовый экран вокруг сварного шва, предотвращающий любые загрязнения до тех пор, пока металл не затвердеет.
Стоимость аппаратовTIG варьируется от 1000 до 3500 долларов. Вы можете арендовать его в промышленной аренде примерно за 60 долларов в день, включая оборудование для обеспечения безопасности.
Сварка имеет свои собственные опасности. Вы имеете дело с электрическим током, который мгновенно генерирует 1600 градусов тепла, и вспышкой света, которая настолько ярка, что может ослепить вас. Сварочная маска не только защищает глаза от вспышки света, но и закрывает все лицо и часть шеи. Это важно, потому что яркий свет может обжечь вас, как солнечный ожог. Защитите свои руки и руки кожаными сварочными перчатками и кожаной сварочной курткой с длинными рукавами.
Некоторые сварочные аппараты имеют дистанционное управление силой тока, которое позволяет регулировать количество тепла при сварке с помощью ножной педали.
Процесс сварки включает прихваточную сварку металлических частей вместе, заполнение сварного шва и, наконец, очистку сварного шва.
Назначение прихваточного шва – временно удерживать части сборки в надлежащем выравнивании до тех пор, пока не будут выполнены окончательные сварные швы.Хотя размеры прихваточных швов не указаны, обычно они составляют от 1/2 до 3/4 дюйма в длину, но никогда не превышают 1 дюйм. При определении размера и количества прихваточных швов для конкретной работы вы следует учитывать толщину соединяемых металлов и сложность собираемого объекта.
Сделайте небольшие прихваточные швы на одной стороне стыка с помощью присадочного стержня. Когда сварной шов остынет, сварите другую сторону шва. Прихваточная сварка включает сварку двух или более металлических деталей вместе путем простого приложения давления и тепла к свариваемой области.Сварка прихваточным швом соединяет два куска металла с помощью электродов, пропускающих электрический ток через детали. Детали локально нагреваются. Эти небольшие сварные швы предохраняют заготовку от перегрева и деформации до тех пор, пока не будет сделан прочный шов.
Расплавленный металл заполняет пространство между стыками, создавая прочный сварной шов – отсюда и название присадочный стержень. Используемые здесь сварные швы технически называются угловыми сварными швами – металл, сплавленный в угол, образованный двумя кусками металла, сваренные поверхности которых расположены под углом примерно 90 градусов друг к другу.Угловой шов очень распространен в сварной мебели. Он также является одним из самых сложных для стабильной сварки. Угловые швы требуют большого количества тепла. У начинающих сварщиков это может привести к отсутствию дефектов проплавления и / или сварки, которые невозможно обнаружить визуально.
После каждого сварного шва возьмите проволочную щетку и очистите синюю отметку от прожога. Это сокращает количество полировок, необходимых для последующего удаления обесцвечивания.
Сварные валики – Введение
Как и при зашивании шва, есть несколько способов пропустить сварной шов вдоль стыка.Однако, в отличие от портных, сварщикам часто приходится выполнять свою работу в неудобном положении. Гравитация также играет роль в том, как расплавленный металл осаждается между металлическими пластинами или секциями труб. Например, если вы выполняете сварку над головой, вам нужно двигаться быстро, иначе металл шва окажется на вашем лицевом щитке, а не в стыке. После подготовки стыка к сварке, выбора подходящего стержня (в случае сварки штангой) и выбора правильных настроек машины сварщик должен использовать определенный вид ручного хода (и правильную скорость), чтобы правильно опустить валик.
Вообще говоря, манипуляции с горелкой практически одинаковы, независимо от того, подаете ли вы сварочную ванну отдельным присадочным прутком или используете электрод с подачей проволоки или стержневой электрод. (Если вы еще не знакомы с процессами сварки, нажмите здесь, чтобы получить обзор.) Ниже вы найдете описание четырех наиболее распространенных типов валиков, используемых как в мастерской, так и в полевых условиях:
Бусины стрингераЭто простой валик, в котором вы либо «перетаскиваете» (тянете), либо проталкиваете резак поперек стыка с минимальным (если есть) движением из стороны в сторону.Перетаскивание означает, что электрод направлен назад к луже, ведя ее. Это обеспечивает максимальное проплавление и надежный сварной шов.
MillerWelds.comДля термочувствительных или тонких металлов или при сварке в вертикальном положении сварщики «толкают» горелку, что означает направление электрода вперед. (См. Фото выше.) При сварке вертикально вверх расплавленный металл стремится упасть вниз, поэтому направление тепла от лужи позволяет сварному шву быстро затвердеть.Недостатком толкания является то, что проникновение в основной металл намного меньше, чем при перетаскивании (вытягивании) резака.
WeldingEngineer.comСтрингеры обычно не очень широкие и могут использоваться в любом положении при сварке. Несмотря на то, что вы движетесь по прямой линии, все же важно убедиться, что вы «затянули» кончик сварного шва с обеих сторон. Помните, цель сварки – не просто заполнить стык новым металлом. Очень важно добиться плавления сварного шва и основного металла.Иногда достаточно медленно перемещать горелку, чтобы сварочная лужа текла по обеим сторонам стыка, – это все, что требуется для достижения хорошего сплавления. В других случаях необходимы небольшие манипуляции из стороны в сторону, как показано ниже:
TheFabricator.comОпять же, манипуляции из стороны в сторону незначительны. Если вы будете двигаться слишком далеко из стороны в сторону, у вас получится переплетение бусинок. (См. Ниже.) Бусинки стрингера также используются при наплавке твердым покрытием – операции наплавки, которая помогает продлить срок службы совков, крыльев, плугов и других внешних металлических деталей промышленного оборудования.Однако здесь бусины предназначены не для слияния с основным металлом, а для создания защитной поверхности над ним.
Бусины плетеныеДля более широких сварных швов можно плести из стороны в сторону вдоль стыка. Для толстого шва плетение – самый быстрый способ скинуть сварочное задание. Это особенно актуально для сварных швов с разделкой кромок на толстой заготовке. Переплетение также распространено на угловых швах.
Есть, конечно, разные виды переплетений, и у каждого сварщика есть свои любимые.Ваша рука может выполнять зигзагообразную, серповидную или фигурную технику. Помимо обеспечения более широкого валика, плетение используется для контроля нагрева сварочной ванны. Кроме того, вам обычно нужно делать паузы на каждой стороне сварного шва, чтобы добиться хорошего соединения и предотвратить подрезку кромок. Однако когда вы перемещаетесь по центру сустава, вам нужно поторопиться. В противном случае у вас может получиться высокая корона (т. Е. Выпуклость посередине). При плетении лучше иметь плоскую или слегка выпуклую поверхность сварного шва.
Треугольное переплетение полезно, когда вам нужно заполнить крутой карман. Например, при сварке вертикально вверх этот метод плетения позволяет построить за лужей своего рода полку, которая не дает расплавленному металлу скользить вниз.
Чтобы лужа не перегревалась или не расширялась, вы можете попробовать плетение полукругом, при котором центральная точка или гребок пересекают перед лужей (или прямо перед ней). Если вам нужно больше тепла в луже, проденьте полукруг (или полумесяц) обратно через лужу, как показано на предыдущем рисунке.
Плетение в верхнем положении может быть проблемой, поскольку сила тяжести имеет тенденцию вытягивать расплавленный металл из сварного шва. Даже с практикой уложить бусину верхнего переплетения полдюйма или шире может быть непростой задачей. Но сварщики учатся это делать, так как плетение экономит время по сравнению с бусинами стрингера.
Движение хлыстомПри сварке с открытыми канавками сварщик палкой обычно выполняет взбивающее движение запястьем на корневом проходе, что является первой выполненной сварочной операцией.Здесь цель состоит в том, чтобы соединить рабочие пластины вместе внизу с помощью плоского валика сварочного металла. Наиболее распространенными стержневыми электродами для корневых проходов на низкоуглеродистой стали являются стержни E6010 и 6011 для быстрого замораживания.
Схема сварного шва с канавкой (слева) – соединение труб с замочной скважиной, полученное сваркой (предположительно) сверху вниз.
Сварщик перемещает электрод вверх через зазор и вдоль него. Это важно для достижения полного проникновения. Вы увидите замочную скважину, появившуюся в отверстии в начале лужи.(См. Фото справа вверху.) Это один из самых сложных приемов, которым учатся сварщики. Помимо наблюдения за лужей, вы также должны поддерживать размер замочной скважины. Если он станет слишком большим (то есть более чем в два раза больше диаметра стержня), вы не сможете соединить стороны вместе. Вот почему во время корневого прохода очень важно контролировать тепло.
В дополнение к правильному дизайну стыка и настройкам сварочного аппарата, вы можете контролировать размер ключевого отверстия с помощью частоты движений хлыста.Прежде чем замочная скважина расширится бесконтрольно, вы поднесете стержень немного вверх и впереди сварного шва. Это действие охлаждает все и сохраняет размер замочной скважины неизменным. Это также позволяет затвердеть бусинке в задней части лужи. В этот момент вы возвращаетесь к расплавленной луже, и еще одна капля сварочного металла должна упасть с вашего стержня (если вы выполняете сварку клещами), образуя следующий цент.
Все это происходит довольно быстро. Скорость взбивания определяется уровнем нагрева, который вы наблюдаете в сварном шве.Например, когда вы впервые начинаете сварку, возможно, вы вообще не будете взбивать, потому что еще недостаточно тепла. Однако к тому времени, когда вы дойдете до конца сварного шва, вы можете щелкнуть запястьем на устойчивом зажиме из-за сильного нагрева, протекающего через основной металл. В следующем видео показана техника:
Вариант хлыстового движения называется J-образным переплетением. Это комбинация серповидных и хлыстовых движений, и используется во втором ( или «горячем») проходе соединения с V-образной канавкой.Здесь вы перемещаете свой E6010 или другой электрод быстрого замораживания с одного пальца ноги на другой, ненадолго останавливаясь с каждой стороны, а затем на мгновение крутите стержень вперед и вверх вдоль одной стороны сустава. Для этой задачи может пригодиться дуга большей длины. И так же, как при корневом проходе, после рывка вперед вы возвращаетесь к следующему открытому участку на левом (или правом) носке сварного шва и повторяете ход.
«Ходьба по чашке»
На корневом проходе трубы сварщики часто используют горелку TIG для получения более точного шва, чем при сварке стержнем.Этот процесс обычно включает в себя особый удар рукой, известный как «ходьба по чашке». В данном случае чаша представляет собой керамический изолятор, окружающий наконечник горелки, и сварщик перемещает его взад и вперед по основному металлу с обеих сторон от стыка. В видео ниже описывается техника:
Далее: Параметры сварки
Ресурсы / Документы
Ручная сварка TheFabricator.com
Введение в наплавку
Stoody
Совершенствование техники сварки штангой MillerWelds.com
Стрингер по стыку внахлест видео
Стыковое соединение с открытым корнем и V-образной канавкой 3G вертикальное вверх видео
Использование параметров CLAMS в сварке стержнем
TheFabricator.com
Использование воздушно-дуговой строжки
Строжка канавок – это процесс удаления металла за счет тепла, выделяемого угольной дугой. В этом процессе используются угольно-графитовый электрод, сжатый воздух и стандартный источник питания. Сверхвысокая тепловая дуга, возникающая между электродом и металлической заготовкой, вырезает и расплавляет заготовку.Сжатый воздух также сдувает расплавленный металл. Этот процесс является обычным для резки нержавеющей стали, углеродистой стали и сплавов меди, латуни, алюминия и магния.
Воздушно-дуговая строжка
Назначение воздушно-дуговой строжки
Основная цель воздушно-дуговой строжки – удаление дефектных или старых сварных швов для ремонта или демонтажа оборудования. В отличие от газокислородной резки, строжка канавок исключает необходимость окисления металла при резке.Скорость удаления металла зависит от эффективности струи воздуха по удалению расплавленного металла и скорости плавления.
Как работает воздушно-дуговая строжка
Строжка начинается с ударов кончиком электрода о поверхность заготовки для зажигания дуги. Наконечники электродов для ручной дуговой сварки металлическим электродом (MMA) извлекаются. Однако наконечники электродов не вынимаются для определения длины дуги. Поток воздуха сразу сдувает расплавленный металл прямо под наконечник электрода (дуга). Важно, чтобы воздушный поток был направлен к дуге из-за электрода и проходил под кончиком электрода для эффективного удаления металла.Диаметр электрода определяет ширину канавки.Однако угол наклона электрода к заготовке и скорость перемещения определяют глубину. При использовании малого угла электрода возможны относительно высокие скорости движения. Это дает неглубокую канавку. Крутой угол приведет к образованию глубокого паза и требует меньшей скорости движения. Имейте в виду, что круто изогнутый электрод может привести к загрязнению углеродом.
Вы можете значительно увеличить ширину строжки, раскачивая электрод круговым или ограничительным переплетением во время строжки.Это полезно для устранения дефектов сварного шва или пластины, которые шире самого электрода. Однако очень важно, чтобы ширина переплетения не превышала четырехкратного диаметра электрода. Поверхность канавки должна быть относительно свободной от окисленного металла и готова к сварке без дополнительной подготовки. Если образуется слой с высоким содержанием углерода, то правку проводят шлифовкой боковых стенок канавки. Кроме того, при работе с чувствительными к трещинам материалами, такими как высокопрочная низколегированная сталь, потребуется правка шлифованием или другим одобренным методом.
Преимущества воздушно-дуговой строжки
Некоторые из многих преимуществ воздушно-дуговой строжки включают следующее:- Этот процесс распространен не только для резки металлов и строжки дефектного металла, но и для подготовки сварочных канавок и удаления старых поврежденных сварных швов. Основным преимуществом этого метода является то, что температура окружающей области разрезаемого материала не достигает максимума, так как металл быстро удаляется после плавления.
- Этот процесс можно выполнять на заготовке во всех положениях.
- Воздушно-дуговой строжкой можно выдолбить или резать почти все распространенные металлы.
- Очистка необходима при выполнении строжки канавок для подготовки к сварке циркония, титана и нержавеющей стали, так как во время очистки происходит удаление большей части науглероженных материалов с поверхности вблизи среза. С помощью этого процесса вы можете разрезать эти материалы, чтобы образовались обрезки, которые можно переплавить.
Это лишь основные сведения о строжке канавок. Не стесняйтесь обращаться в Brazos Industries по ссылке ниже для получения дополнительной информации!
Проволока электродная – обзор
9.4.1 Общие аспекты
Различные стержневые электроды, сплошная или порошковая проволока и флюсы доступны от основных производителей присадочных материалов в соответствии с AWS, ISO, EN или национальными спецификациями для большинства материалов USC, хотя некоторые из них имеют ограниченный выбор типа и / или размера. продиктовано конкретным использованием на небольших трубках. Для некоторых сортов классификации доступны только на коммерческой основе или даже по спецификации заказчика (аналогично классификации «G» или «Z» в стандартах AWS и ISO / EN).
По возможности стандарты могут служить в качестве действующего руководства при выборе последовательных условий испытаний для производства купонов, необходимых для определения химических и механических свойств отложений WM (конкретные требования предъявляются к условиям сварки и расположению проходов). AWS 5.01 «Руководство по закупкам присадочных материалов» или аналог ISO 14344 содержат рекомендации по определению и закупке подходящего сварочного материала (с классификацией или определяемым пользователем). Указанные параметры сварки и условия испытаний основаны на многолетнем промышленном опыте и могут быть использованы в качестве отправной точки для разработки пользовательской процедуры сварки.Заявленные минимальные механические свойства в настоящее время все чаще дополняются собственными требованиями в поисках максимальной эффективности сварной конструкции.
Было показано, как состав присадочных материалов для сталей (низколегированных, мартенситных или аустенитных), используемых в производстве USC, обеспечивает наплавку с химическим составом, очень похожим на соответствующие соединяемые основные материалы. Этот выбор направлен на обеспечение сравнимой прочности на разрыв при ползучести и краткосрочных свойств растяжения, достаточной низкотемпературной ударной вязкости (например, измеренной с помощью стержней с надрезом по Шарпи-V) и пластичности (возможно, также после продолжительной эксплуатации при высокой температуре).Фактического теплового анализа сплошной проволоки (используемого в процессах GTA, GMA и SA) обычно достаточно для подготовки процедуры сварки или для оценки свойств сварных соединений. Шлакообразующие расходные материалы образуют сварочные отложения, на механические свойства которых в большей степени влияет используемая система шлака. Это особенно верно в отношении ударной вязкости, поэтому могут потребоваться испытания от партии к партии, включая механические свойства. На месторождениях WM точные методы измерения ключевых легирующих элементов включают метод сжигания (CA) для углерода и азота и либо оптическую эмиссионную спектрометрию (OES), либо рентгенофлуоресцентный анализ (XRF) для не междоузлий (Cr, Mo, Mn, Si, W и т. Д.).
Независимо от рассматриваемой марки стали WM будет иметь относительно грубую микроструктуру; Чтобы получить приемлемую пластичность и ударную вязкость, он очень часто подвергается термообработке. Для хромистых сталей это означает отпуск при температуре ниже температуры основного материала. В целом, чем выше доля выделений, упрочняющих ползучесть, тем ниже будет ударная вязкость при прочих равных факторах. Таким образом, свойства ползучести WM и ударная вязкость являются конфликтующими свойствами, которые уравновешиваются сложным химическим составом.В общем, на механические свойства WM сильно влияет неразбавленный химический состав, в то время как метод сварки и соответствующие типичные параметры сварки играют второстепенную роль, также из-за выравнивающего эффекта PWHT. Заметное исключение касается ударной вязкости, где характерное содержание кислорода WM (способствующее большему количеству неметаллических включений) и толщина слоя при многопроходной сварке имеют значительное влияние. Расходные материалы, не образующие шлака, обычно предпочтительны, когда требуется низкотемпературная ударная вязкость из-за присущего им более низкого потенциала включений, за которыми следуют основные шлакообразующие наполнители.
Когда речь идет о легированных ферритных сталях (неизменно выше 2% Cr), ограничение диффундирующего водорода имеет первостепенное значение для предотвращения замедленного растрескивания, и, таким образом, подходящие расходные материалы всегда относятся к типу с низким содержанием водорода.