инженер поможет – Станок для притирки клапанов
Двигатель играет очень важную роль и выполняет самые важные функции. Он является и двигателем и одновременно одним из звеньев газораспределительного механизма.
В двигателе, как правило, есть клапанная группа, которая включает в себя такие основные составляющие как седло, пружины, направляющие втулки, и различные механизмы крепления. Все эти составляющие работают в очень тяжелых условиях связанных с колоссальными механическими и тепловыми нагрузками. Такие детали как седло и клапан, воспринимают наибольшее воздействие различных типов ударных и тепловых нагрузок, и в тоже время возникают проблемы связанные с недостатком смазки, возникающие при высоких скоростях работы, это вызывает большой износ.
При производстве к клапанной группе предъявляют очень серьезные технические условия, такие как: большое сопротивление ударным нагрузкам, сопротивление механическим нагрузкам, высокая коррозионостойкость, хорошая и эффективная теплоотдача клапанов, способность противодействовать высоким температурам, герметичность при работе клапана совместно с седлом, и в тоже время, небольшой вес клапанной группы и высокий коэффициент обтекаемости, при выходе рабочей жидкости или газа из камеры где происходит сгорание.
Назначение и особенности устройства.
Клапана играют главную роль в двигателе и служат для того чтобы открывать и закрывать отверстия в головках блока цилиндра, для того что бы впрыскивать рабочую смесь в рабочую полость или наоборот для выпуска уже отработанных газов. Переводы от стержня к головкам необходимы для плавного отвода отработанного газа, чем он плавнее, тем лучше будет наполнение и отчистка камеры сгорания. В процессе работы головки клапанов подвергаются высоким температурам до 800-950 градусов. На бензиновых двигателях температура двигателей может достигать 500-700 градусов, а на дизельных нагрев может достигать 300°С.
В связи с этим при изготовление клапанов используют материалы и сплавы, которые обладают высокими жаропрочными свойствами и содержат большое количество различных присадок и легирующих элементов. Клапана состоят из двух основных частей: стержень, как правило, изготовленный из углеродистой стали, и головка из жаропрочного материала. В процессе изготовления двигателей внутреннего сгорания эти две части сваривают и шлифуют. Так же клапан в том месте, где происходит контакт с цилиндром, покрывают специальным покрытием, это покрытые позволяет избежать коррозии.
В процессе изготовления двигателей внутреннего сгорания эти две части сваривают и шлифуют. Так же клапан в том месте, где происходит контакт с цилиндром, покрывают специальным покрытием, это покрытые позволяет избежать коррозии.
Исходя из всего выше перечисленного, можно сделать вывод, что изготовление клапанов является весьма дорогостоящей операцией, требующей высококвалифицированных специалистов, качественные материалы, и высокоточное оборудование.
Притирка клапанов относится к абразивной обработке и используется на авторемонтных предприятиях. Станки для притирки клапанов имеют следующие конструктивные особенности: имеется рама на которой располагается блок для того что бы прижимать клапана, а так же механизм с возвратно-вращательным и осевым перемещением. Так же в конструкции для прижима блоков есть механизм при помощи которого регулируется высота в зависимости от того какую конструкцию имеет головка клапана, а так же высота устанавливаемой головки блока. Вышеуказанные приспособления для регулировки имеют следующий вид, это шток и гайки которые опираются на торец втулки с резьбовым концом, на котором находится гайка. Гайка в свою очередь вступает в контакт с торцом планки, сконструированной на откидной рамке. Последняя связана со штангой, имеющей гайку и шарнирное соединение с рамкой станка.
Вышеуказанные приспособления для регулировки имеют следующий вид, это шток и гайки которые опираются на торец втулки с резьбовым концом, на котором находится гайка. Гайка в свою очередь вступает в контакт с торцом планки, сконструированной на откидной рамке. Последняя связана со штангой, имеющей гайку и шарнирное соединение с рамкой станка.
Несущая планка с расположенными в ней механизмом прижима клапанов в виде подпружиненных толкателей, размещенных во втулках, отличающийся тем, что станок снабжен шарнирно связанными с рамой штангами с регулировочными гайками. Они предназначены для взаимодействия с противоположной стороной откидной рамки, а на концах толкателей и втулок механизмов прижима выполнена резьба, предназначенная для взаимодействия с введенными в них гайками, установленными с возможностью контакта с торцами соответственно втулок и планки.
В России такие специальные станки и приспособления для ремонта головок блока и притирки клапанов покупают в основном, как правило, крупные и продвинутые фирмы, автопредприятия, для которых проведение высококачественных работ является главной и приоритетной задачей в их сфере деятельности.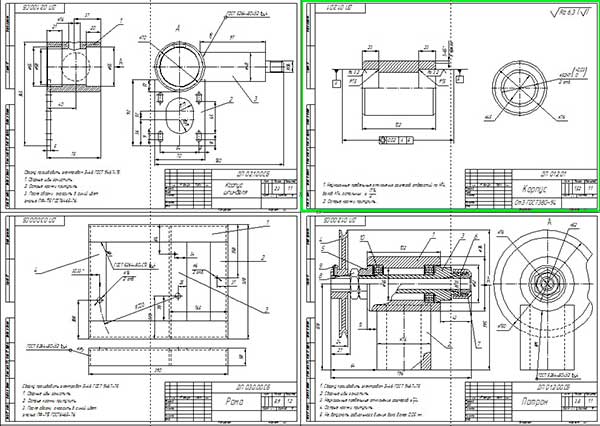
В этот комплекс входят станки для шлифовки клапанов, станки для обработки различных типов седел, испытательные стенды, мерительные приспособления. Это позволяет предприятиям организовать полный, цикл изготовления, ремонта, обслуживания, а так же испытания блоков.
На сегодняшний день в России насчитывается более 105 станков жестокого типа, и как минимум 30 компаний, в двадцати городах России. Такой большой популярностью станки жесткого типа пользуются не только в России, но и за рубежом, так как они зарекомендовали себя как оборудование с высокой точностью обработки.
Выбор Технических Характеристик станка
На сегодняшний день существует необходимость в применении специализированного оборудования для ремонта и притирки клапанов блоков цилиндров. Это обусловлено и диктуется с одной стороны, очень высокими требованиями к точности обработки и позиционирования элементов, выполнение которых на универсальном оборудовании не представляется возможным, а так же другой причиной является то, что станки данного типа в отечественной промышлености не выпускались.
Например, большинство станков шарнирно-байонетного типа не позволяют выполнить высококачественную обработку, с соблюдением необходимых размеров, как седел, так и клапанов. Это связанно в первую очередь с малой жесткостью режущей системы, особенно при ремонте седел, клапанов и блоков в современных легковых и грузовых автомобилей.
Из-за указанных выше недостатков большее предпочтение у ремонтников и производителей автотехники отдается станкам с жестким шпинделем, именно поэтому они пользуются большой популярностью. К жесткому типу относится оборудование для ремонта блоков цилиндров и притирки клапанов фирмы UNIGRIND. Оно предназначено для проведения остановочных и капитальных ремонтов. Так же популярны и используются станки для обработки плоскостей головок и блоков цилиндров марки DALCAN Machines Denmark.
Основным отличием и преимуществом данного оборудования является жесткое крепление резца, а так же пилота к шпинделю станка, что к примеру в станках шарнирно-байонетного типа не используется, так как у них между резцом и пилотом установлен шарнир. Вот почему именно оборудование жесткого типа работает сегодня на ведущих заводах по производству автомобилей марки: BMW, CATERPILLAR, DAF, FORD, GENERAL MOTORS, LAMBORGINI, FERRARI и тому подобное, а также применяется в фирмах, которые занимаются профессиональным тюнингом автомашин, так же в ремонтных мастерских и автосервисах всех стран мира. Так же у оборудования с жестким шпинделем скорость обработки блоков, седел и клапанов, значительно выше, чем у других аналогичных станков. Пока один станок с ЧПУ еще только работает с одним седлом, пытаясь точить своим точечным резцом заданный программой профиль седла, простой станок с жестким шпинделем успевает сделать профильным резцом почти весь ряд седел в головке.
Оборудование DALCAN Machines Denmark.

Широкая линия высокоточных станков для шлифования и фрезерования плоских поверхностей блоков, головок блока цилиндров и других деталей с максимальной длиной обработки до 2000 мм. Окраска в красный цвет, но возможен и любой другой цвет по выбору заказчика.
Отличительные особенности станков VSG
-
Гидравлическая подача стола с переменной скоростью.
-
Шпиндель на регулируемых роликоподшипниках.
-
Передача от двигателя на шпиндель специальным ремнем.
-
Отдельная охлаждающаяся установка с резервуаром и фильтрацией.
-
Сегментированный круг с 8-12 сегментами для обработки стальных, чугунных и алюминиевых деталей.
-
Приспособление для фрезеровки с резцами.
-
Главное устройство управления подачей.


-
Комплектная гидравлическая система станка.
-
Электрическая система 24 В
-
Система охлаждения с резервуаром охлаждающей жидкости и электронасосом
-
Комплект брызговиков
-
Параллели высотой 135 мм с болтами
-
Т-болты с гайками и шайбами
-
Сегментированный круг 350 мм с 8 абразивными брусками
-
Зажимы для блоков
-
Зажимы для головок блока
-
Оправка для балансировки круга
-
Устройство для правки круга
-
Держатель для фрезерования с резцом 16 мм
-
Набор гаечных ключей
-
Руководство по эксплуатации
-
Прижим для блоков цилиндров
-
Универсальное приспособление для зажима головок блока
-
Приспособление для зажима головок блока
-
Устройство для зажима головок блока
-
Балансировочный стенд для кругов
-
Комплект для шлифования маховиков и корзин сцепления с оснасткой
-
Сегментированный шлифовальный круг 400 мм
-
2 параллели 50 мм с болтами
-
Фиксирующий Т-болт
-
Комплект сегментов универсальные (8 шт.
) -
Устройство для правки круга
-
Фрезерный резец 12 мм
 )
)Оборудование UNOGRIND
Краткий перечень поставляемого оборудования:
-
мобильные шлифовальные и притирочные станки;
-
стационарные шлифовальные и притирочные станки;
-
адаптеры и наклонные столы;
-
мобильные станки для обработки торцовых и фланцевых поверхностей;
-
инструмент для очистки резьбы;
-
испытательные стенды ;
-
мобильные мастерские;
-
абразивные материалы.
Использование специализированных и мобильных станков для ремонта, шлифовки и притирки клапанов, дает возможность и позволяет выполнить обработку различных типов уплотняющих поверхностей непосредственно на месте нахождения корпуса или двигателя, без его частичного или полного демонтажа. Это особенно важно и удобно при проведении текущих ремонтов, когда срок выполнения работ ограничен, а так же это экономически выгодно.
Это особенно важно и удобно при проведении текущих ремонтов, когда срок выполнения работ ограничен, а так же это экономически выгодно.
Преимущества, характеристики и возможности мобильных станков покрывают весь диапазон и спектр диаметров задвижек и клапанов различного типа. Большая производительность и удобство работы способствуют значительно сократить и уменьшить время на обработку каждой единицы продукции, а именно притирку клапанов и блоков, как следствие, сократить общее время текущего или капитального ремонта.
Переносные станки для шлифования клапанов и фланцев
Тип компонентов , подлежащих обработке ?
- Фланцы
- Теплообменник
- Парогенераторы
- Клапаны
- Коленчатые трубы
- Трубопроводы
- Трубопроводы
- Трубы
- Трубчатые плиты
- Снятие фаски с труб с тонкой стенкой
- Фитинги
Последующие
Тип обработки , которая выполняется на трубе ?
- Коническая обработка
- Снятие фаски
- Обработка внутреннего диаметра
- Продольная резка труб
- Механическая обработка
- Торцевание и снятие фасок
- Снятие фаски с труб тонкого диаметра
- Резание и снятие фаски
- Резание труб
- Растачивание
- Обработка дна канавки
- Торцевание и растачивание
- Разъединять
- Шлифование
- Нарезание внутренней резьбы
- Демонтаж
Предыдущие Последующие
Задайте диаметр и параметры
- Диаметр минимальный Диаметр максимальный
Какой толщины стенки следует рассматривать ?
- Минимальная толщина стенок труб Максимальная толщина стенок труб
Предыдущие Последующие
Какой двигатель предпочтительнее ?
- электрический
- пневматический
- гидравлический
- Датчик Высокого И Низкого Давления
- Беспроводной привод
Предыдущие Последующие
Диаметр фланца?
- НД минимальный НД максимальный
- ВД минимальный ВД максимальный
Предыдущие Последующие
Глубина бурения ?
- толщина стенок труб
Предыдущие Последующие
Где следует использовать машину ?
- электрический
- пневматический
- гидравлический
- Датчик Высокого И Низкого Давления
- Беспроводной привод
Предыдущие Последующие
двигатель шлифовального клапана
Устройство и работа станка для шлифования клапанов
Переменная скорость вращения клапана и шлифовального круга позволяет получить идеальную поверхность для любого материала, включая титановые и жаропрочные сплавы Отличительные особенности станка для клапанов: Кл�
Get PriceTvg90 Двигатель Ремонт Автомобиля И Тракторов
Tvg90 Двигатель Ремонт Автомобиля И Тракторов Клапан Шлифовальный Станок , Find Complete Details about Tvg90 Двигатель Ремонт Автомобиля И Тракторов Клапан Шлифовальный Станок,Клапан Шлифовальный Станок,Клапан Шлифовальный Станок
Get PriceШлифование клапана двигателя
Инфо Двигатель Трансмиссия Ходовая часть Рулевое управление Тормозная система Кузов hvac Электрика Схемы Каталог запчастей Шлифовка клапана Шлифовка седла клапана Металлокерамические кольца седла клапанов Кольца
Get PriceКлапанный механизм двигателя: устройство, работа и
Тарелка выпускного клапана в бензиновых двигателях может разогреваться до 800˚С 900 ˚С, а в дизельных 500˚С 700˚С Нагрузка на тарелку впускного в несколько раз ниже, но и она достигает 300˚С, что также немало
Get PriceLifan Cebrium 720 Клапан двигателя LFB479Q EFI
Сначала нанести шлифовальную пасту на поверхность седла клапана и с помощью шлифовального инструмента отшлифовать клапан Нанести мелкозернистую шлифовальную пасту и отшлифовать поверхность до получения пятна
Get PriceКак устроены клапана двигателя внутреннего сгорания
Назначение и устройство впускного и выпускного клапана Устройство автомобилей Детали клапанной группы а при установке на двигатель притирают к седлу Ширина притертого пояска фаски для выпускных клапанов дол�
Get PriceРАСПРОДАЖА Станки для восстановления клапанов
Система бесцентрового шлифования с вращением клапана на его штоке обеспечивает идеальную соосность между головкой и штоком (до 0,01 мм) и позволяет работать со штоками клапанов разных диаметров от 4 до16 мм без необход�
Get PriceДвигатель УМЗ421 Руководство часть 24
рабочей поверхности шлифовального камня Высота цилиндрического пояска рабочей фаски головки клапана после 12 электродвигатель Запрессованные втулки развертывайте до диаметра 9 +0,022 мм Стержень впускного
Get PriceРегулировка клапанов двигателя
04/02/2017 Здравствуйте! У моего отца автомобиль Honda Odyssey 2006гв 3,5л, американец Отец попросил узнать, как регулировать клапана двигателя Подскажите пож
Get PriceКлапана 1ZZ: регулировка, зазоры, описание,
Для чего и когда нужно регулировать клапана Самостоятельная регулировка зазоров клапанного механизма при помощи щупа и регулировочных шайб Рекомендации Ответить nachalopetr1 2012020 09:36 Здравствуйте Изза увеличенно�
Get PriceТарельчатый клапан — Википедия
Устройство тарельчатого клапана обычно каждый двигатель имеет оригинальные сухари клапанов Рис3 Пример компоновки: 4 клапана на цилиндр Клапаны могут размещаться по нижнеклапанной или верхнеклапанной схеме, р�
Get PriceЭлектрооборудование шлифовальных станков Школа
Привод шпинделя: асинхронный короткозамкнутый двигатель, асинхронный двигатель с переключением полюсов, двигатель постоянного тока Торможение: противовключением и посредством электромагнита Привод стола: регул�
Get Price“ГТ” Регулируем клапана на Москвиче! Двигатель М
ПРИВЕТ ВСЕМ !!! Если тебе интересно покрутить гайки самому, при этом сэкономить семейный бюджет, а также
Get PriceРАСПРОДАЖА Станки для восстановления клапанов
Система бесцентрового шлифования с вращением клапана на его штоке обеспечивает идеальную соосность между головкой и штоком (до 0,01 мм) и позволяет работать со штоками клапанов разных диаметров от 4 до16 мм без необход�
Get PriceЧертеж шлифовального станка фасок головок
Чертеж специализированного станка для формирования рабочей фаски впускных и выпускных
Get PriceКак определить 16 клапанный двигатель гнет клапана
Как определить 16 клапанный двигатель гнет клапана или нет На чтение 13 мин Обновлено 14 ноября, 2020 Содержание На каких двигателях ВАЗ2112 гнёт клапана : 8 и 16 клапаннники; Поршни 8клапанных двигателей; А 16ти клапанные
Get PriceШлифовка фасок головок клапанов Двигатель МеМЗ
ЗАЗ Sens / Руководство по эксплуатации / Двигатель МеМЗ307 / Шлифовка фасок головок клапанов 1 Если на фасках головок клапанов имеются значительная выработка, раковины, небольшие участки прогара или другие повреждения,
Get PriceДвигатель УМЗ421 Руководство часть 24
рабочей поверхности шлифовального камня Высота цилиндрического пояска рабочей фаски головки клапана после 12 электродвигатель Запрессованные втулки развертывайте до диаметра 9 +0,022 мм Стержень впускного
Get Price11186 двигатель ВАЗ 16 литра Otoba
16литровый 8клапанный двигатель ВАЗ 11186 впервые представлен компанией в 2011 году и по сути является модернизацией мотора ВАЗ 11183, отличаясь от него облеченной поршневой
Get PriceПритирка клапанов к седлам Двигатель МеМЗ307
2 Нанести на фаску головки клапана тонкий слой притирочной пасты, приготовленной в виде смеси мелкого шлифовального порошка (шлифовальный порошок электрокорунд М14) с маслом для двигателя
Get PriceТехническое обслуживание клапанов Briggs Stratton
Одноцилиндровый с верхним расположением клапана верхний толкатель клапана (выхлоп) в моделях серии , является полым Шток толкателя выпускного клапана в моделях серии 28n700, 28q700, 28u700, 28w700 имеет
Get PriceУстановка для шлифовки клапанов Р 186
стержня клапана 518 мм в условиях станций технического обслуживания и автотранспортных предприятий при ремонте автомобилей 2 Технические характеристики Тип установки настольный Номинальная частота вращения шлиф
Get PriceШлифовка фасок головок клапанов Двигатель МеМЗ
ЗАЗ Sens / Руководство по эксплуатации / Двигатель МеМЗ307 / Шлифовка фасок головок клапанов 1 Если на фасках головок клапанов имеются значительная выработка, раковины, небольшие участки прогара или другие повреждения,
Get PriceКак убрать воздушную пробку калина 16 клапанный
Неисправность клапана, который установлен в пробке расширительного бачка — самая частая проблема Существует три основных фактора, провоцирующих проникновение воздуха в охладительный контур: Неаккуратный долив а�
Get PriceD4F двигатель Рено 12 литра Otoba
12литровый 16клапанный двигатель Рено d4f производился компанией с 2001 по 2018 год и ставился на такие компактные модели как Твинго, Клио, Симбол, а еще Дачия Логан и Сандеро
Get Priceшлифовальный станок седла клапана точности голода
Станок для шлифовки клапанов HRV90, Двигатель для клапана Hold Auto является производителем станков для шлифовки клапанов HRV90 в Китае Станок для шлифовки клапанов HRV90 представляет собой горизонтальный клапан с высокой �
Get PriceВосстановление герметичности клапанов и замена
Двигатель при этом работает с перебоями и не развивает полной мощности Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам При наличии на рабочих фасках клапанов и се�
Get PriceКлапана
Главная \ Chery \ Chery Tiggo \ Chery Tiggo 24л 4×2 \ Двигатель 24 (129) 4G64 \ Клапана Данная деталь отсутствует в нашем прайсе, Вы можете оставить заявку и
Get PriceСамый простой способ как отрегулировать клапана на
При работе двигателя на газу зазоры клапанов устанавливаются на 0,05 мм больше (выпускные — 0,4 мм, а впускные 0,3 мм) чем при работе на бензине, ведь тогда будет зажимать клапана
Get PriceКапитальный ремонт двигателя, ремонт дизелей,
Вращение клапана ускоряется в зависимости от диаметра тарелки от 85 до 1000 об/мин Скорость вращения шлифовального круга плавно переменная и ускоряется от 1000 до 3000 об/мин, что необходимо для качественной механической
Get PriceШлифовальные станки – основные типы, принцип работы, классификация, применение и назначение станков для шлифовки изделий
Шлифование – это тип вторичной и конечной обработки изделия, который всегда выполняется после первичной обработки на токарном или фрезерном станке.
Очень маленькие частицы стружки удаляются с заготовки путем трения абразивным материалом. С началом обработки вступают в контакт абразивы шлифовального круга и заготовки, и из-за силы трения исходный слой от шлифовального круга изнашивается, а свежий слой абразивов вовлекается в процесс, которая продолжается до тех пор, пока не будет закончена обработка.
В различных условиях в зависимости от рабочей среды используются разные типы шлифовальных станков. Процесс износа старого слоя и образования свежего слоя известен как процесс самозатачивания шлифовального круга.
Шлифование является одним из процессов обработки, который потребляет наибольшую удельную энергию резания при очень низкой скорости удаления материала по сравнению с другими процессами обработки. Это обусловлено следующими причинами:
- При шлифовке большая часть абразива попадает внутрь круга и небольшая часть абразива может взаимодействовать с ним, поэтому удаляется меньше материала. Эта причина является наиболее важной.
- Отрицательный угол рейки. Обычно абразивные частицы взаимодействуют с заготовкой с отрицательным углом рейки. Как известно, отрицательный передний угол увеличивает прочность и требует больших усилий резания, поэтому под таким углом лучше не работать, иначе это плохо скажется на износе шлифовального круга.
 Эта причина является наиболее важной.
Эта причина является наиболее важной. Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
1. Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.

2. Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки – плоскошлифовальные круглошлифовальные.
3. Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
4. Шлифовальный станок для инструментов и фрез
Рекомендуемые товары
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
5. Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
В этом процессе вводится большая глубина резания при относительно низкой скорости стола. Главным мотивом этого является завершение всей операции за один проход, что позволяет сократить время обработки и повысить производительность.
Традиционно шлифовка ассоциировалась с небольшими объемами работ по удалению металла и тонкой чистовой обработке. Однако этот процесс также может использоваться для крупномасштабных операций по удалению металла, аналогично измельчению, протяжке.
При таком шлифовании, разработанном в конце 1950-х годов, глубина резания диска достигает 63,5 сантиметра, а скорость заготовки низкая.
Такой тип шлифования может быть экономичным для специальных применений, таких как шлифование профилированных пуансонов, спирально-сверленных канавок и различных сложных деталей из суперсплавов.
Диск выравнивается в соответствии с формой обрабатываемой детали. Хотя обычно достаточно одного прохода, для улучшения качества поверхности может потребоваться второй проход.
Абразивная обработка ленточным транспортером – абразивные материалы с покрытием также используются в качестве ремней для высокоскоростного удаления материала. Ленточное шлифование стало важным производственным процессом, в некоторых случаях заменяющим традиционные операции шлифования, такие как шлифование распределительных валов.
Скорость движения ленты обычно находится в диапазоне от 700 до 1830 метров/мин. Станки для работы с абразивными лентами требуют надлежащей опоры ленты и жесткой конструкции для минимизации вибрации.
Шлифовальность, также как и обрабатываемость, можно рассматривать как легкость, с которой материал может быть удален с заготовки посредством действия шлифовального диска. Шлифовка поверхности, энергопотребление и срок службы инструмента (диска) могут рассматриваться в качестве основных критериев измельчаемости металлов. Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к “загруженности” диска, наносит вред.
Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к “загруженности” диска, наносит вред.
Самая важная настройка станка, влияющая на обрабатываемость, а именно скорость резания, не так важна для шлифования, поскольку шлифование производится с более или менее постоянной скоростью. Важным фактором становится характеристики шлифовального диска.
Тип зерна, размер зерна, связующий материал, твердость и структура диска – все это влияет на измельчаемость заготовки.
Критериями измельчаемости становятся срок службы шлифовального диска и скорость измельчения.
Лучший способ определения степени измельчаемости – начать с выбора правильного диска. Начиная с рекомендованного производителем типа для условий работы и заканчивая пробными дисками. Могут быть отмечены любые улучшения или ухудшения в процессе шлифования, о чем свидетельствует износ диска, обработка поверхности или повреждение заготовки.
После выбора правильного диска можно получить данные о сроке его службы. Обращайтесь за консультациями к менеджерам Строймашсервис и мы поможем вам подобрать нужный шлифовальный станок в каталоге.
Слесарный инструмент для автосервиса и промышленных предприятий – Профессиональный автоинструмент
Каталог специнструмента Приспособления для притирки клапанов в ассортименте «ГАРВИН».
В качестве подопытного досталась ГБЦ от BMW.
Все участники вместе с ГБЦ (ниже список, слева-направо)
Устройства для притирки клапанов двигателя, участвующие в сравнении:
- Электрическая дрель. Притирка клапанов дрелью – технология, вызывающая самое большое количество споров на тему правильности использования.
- Приспособление для притирки клапанов своими руками.
- Пневмоинструмент для притирки клапанов вращением.
- Пневмомашинка для притирки клапанов пристукиванием.
Какое из этих приспособлений быстрее, эффективнее, выгоднее, правильнее – лучше всех остальных? Какую притирку клапанов выбрать? Сейчас мы будем это выяснять.
Способ №1: с помощью дрели
Способ с дрелью получил распространение ввиду отсутствовавшего ранее инструмента для притирки.
Сначала подбирается подходящий по размеру шланг
Один конец крепится на стебель (стержень) клапана, другой — на дрель.
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана.
Существуют рекомендации, согласно которым инструмент обязательно должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Притирка клапана к седлу при помощи электрической дрели
Полезный совет. Очень важно использовать минимальное количество притирочной пасты. Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки.
Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки.
После притирания обязательно смывайте притирочную пасту и очищайте детали. Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.
При притирке дрелью ключевую роль имеет опыт. Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Профессионалы часто сходятся во мнении, что применять дрель допустимо, но неправильно. Это мнение мы поддерживаем и смотрим на дрель с недоверием
Главное преимущество способа: высокая скорость притирки.
Способ №2: ручная притирка клапанов авто
Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.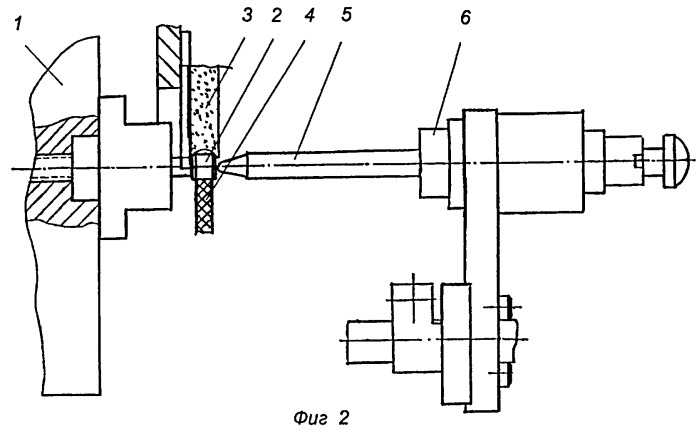
Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосок
Притирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем, 15 — 20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
На 12-ой минуте теста ручной приспособы мы отчего-то почувствовали себя вот так
Главное преимущество: низкая стоимость ручных приспособлений для притирки клапанов.
Способ №3: пневмоинструмент для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Для работы потребуется подключение к источнику сжатого воздуха
На штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
В комплект, как правило, входит целый набор присосок различного размера
Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, не требующий никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и заведомо гарантированное качество.
Метод №4: пневмомашинка для притирки клапанов пристукиванием
Принципиальное различие между этим и предыдущим устройством — способ притирки. При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана
Инструмент оснащен колесиком для настройки частоты оборотов
Притирка осуществляется многократным повторением возвратно-поступательных движений клапана
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Итоговая таблица, результаты и выводы
Для объективной комплексной оценки каждого из методов мы выбрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Отсутствие требований к опыту и навыкам. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество притирки. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
ПараметрДрельРучное приспособлениеПневмомашинка, вращениеПневмомашинка, пристукиваниеСкорость8197Удобство использования31108Не требуется спец.навык12107Отсутствие рисков141010Качество44810Стоимость71013Итоговый результат24224845
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
- Ручная притирка клапанов — Licota ATA-0003A
- Электрическая дрель Hitachi — модель D10VC2
- Пневматическая машинка для притирки клапанов вращением — Licota ATA-1100
- Пневматическое приспособление для притирки клапанов пристукиванием — Licota ATA-1401
В ГАРВИН вы можете купить профессиональное оборудование для притирки клапанов. Цены и подробные характеристики смотрите в нашем каталоге.
Пользователи машинок для притирки клапанов
Пневматические приспособления для притирки клапанов в первую очередь будут интересны сотрудникам автосервисов. Оборудование значительно снижает затраты времени на ремонт ГБЦ и повышает само качество притирки. На нашей практике ни один мастер, испытавшей в работе профессиональный инструмент, не вернулся затем к ручному методу или дрели.
Невысокая цена инструмента делает его доступным также для частного применения. При желании самостоятельно провести притирку клапанов, а не доверять эту операцию стороннему сервису — приспособление станет оптимальным решением.
Станок для бесцентровой шлифовки клапанов
Станок RV 516 для бесцентровой обработки боковых поверхностей клапанов благодаря применению технических решений является одним из наиболее быстрых и точных станков на сегодняшний день. Система бесцентрового шлифования с вращением клапана на его штоке обеспечивает идеальную соосность между головкой и штоком (до 0,01 мм) и позволяет работать со штоками клапанов разных диаметров от 4 до16 мм без необходимости замены замков клапанов или патронов. Система перемещения клапанов основывается на трех роликах, верхний из которых вальцованный, чтобы продвигать клапан до фиксированной точки: это позволяет точно контролировать длину в каждом клапане и избежать ручной подачи цилиндра вдоль шлифовального круга во время работы.Кроме того рычаг имеет двойное применение – перемещать клапан вперед и назад вдоль шлифовального круга и приподнимать привод вращения подальше от штока клапана, чтобы можно было менять клапан при включенном моторе.Станок также оборудован алмазным инструментом для заточки резцов с микрометром и эффективной системой охлаждения с насосом и бачком. Как опция также доступен дополнительный шлифовальный круг (ASM516) для торца штока и снятия фаски без использования основного круга и устройство для регулировки скорости вращения клапана (VGV516) под клапаны различных диаметров с целью достижения лучшего результата в наиболее широком спектре диаметров головок клапанов.
Технические особенности
Скошенная ручка управления верхним роликом
Длина 700 мм. Ширина 600 мм. Высота 700 мм. Вес 142 кг. Тип для шлифовки клапанов/сёдел Гарантия 12 мес. Скорость вращения 2800 об/мин Диаметр шлиф. инструмента 215 мм. Диаметр тарелки клапана до 114 мм. Допустимая длина стержня 55-230 мм. Допустимый диаметр стержня 4-16 мм. Угол обработки 0-60
Станок для бесцентровой шлифовки клапанов RV516
СТАНОК RV516 ДЛЯ ОБРАБОТКИ БОКОВЫХ ПОВЕРХНОСТЕЙ КЛАПАНОВ по технологии «бесцентрового шлифования» абразивным кругом.
Данная технология позиционирует станок RV516 как один из наиболее быстрых и точный станков в своём классе.
Система бесцентрового шлифования с вращением клапана на его штоке обеспечивает идеальную соосность между головкой и штоком (до 0,01 мм) и позволяет работать со штоками клапанов в диапазоне диаметров от 4 до 16 мм без замены замков клапанов или патронов. Система перемещения клапанов на 3-х роликах, верхний из которых наклонён, чтобы продвигать клапан до регулируемого концевого выключателя: это позволяет точно контролировать длину в каждом клапане и избежать ручной подачи цилиндра вдоль шлифовального круга во время работы. Рычаг управления с двойной функцией — для перемещения клапана вперед и назад вдоль шлифовального круга и приподнимать привод вращения подальше от штока клапана, чтобы можно было менять клапан при включенном моторе. Станок также оборудован алмазным инструментом для заточки круга с микрометром и эффективной системой охлаждения. Как опция доступен дополнительный шлифовальный круг (ASM516) для торца стержня клапана и снятия фаски без использования основного круга и устройство для регулировки скорости вращения клапана (VGV516) под клапаны различных диаметров с целью достижения лучшего результата в наиболее широком спектре диаметров головок клапанов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Станок RV516 оборудован алмазным шлифовальным кругом с микрометром
- Эффективная система охлаждения с насосом и бачком
- Подвижная головка (позволяет обработку клапанов длиной до 260 мм)
- Приспособление для шлифования штока и фаски
ОПЦИИ: дополнительный шлифовальный круг (ASM516) для обработки торца штока и снятия фаски без использования основного круга и устройство для регулировки скорости вращения (VGV516) под все диаметры головок клапанов.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
Шлифовальный круг RV0099
Устройство для правки шлифовального круга
Алмазное устройство для правки круга RV0098
Система охлаждения с насосом и бачком
Масло (1 л)
Набор специнструмента для обслуживания
Инструкция пользователя
Гарантия 12 месяцев
Сравнение шлифовальных станков для клапанов –
Хорошо, ребята. Вскоре вы увидите, что это не коммерческое предложение. Я не могу участвовать в этом обсуждении, не будучи тщательным и не отвечая на множество вопросов, которые никто не задавал. Я сейчас извиняюсь.
KwikWay (производство в США)
Я начал продавать станки для шлифования клапанов еще в середине восьмидесятых, когда я взял территорию для KwikWay. В то время битва велась между KW и Sioux, и машины обменивались примерно каждые два года.Нормальная цена была около 2500 долларов. Времена изменились, и меняются ожидания…
Финиш на KW был и остается лучше всего, что я видел с тех пор. Доступно больше марок колес и больше источников для этих колес, чем для любой другой машины. Алмазный правник – это самая продуманная система из любой вентильной машины. Когда в 20-х годах появился KwikWay, были настоящие гении дизайна.
У KW есть неотъемлемая проблема в конструкции патрона с шестью шариками. Даже если патрон начинается почти идеально, пандусы изнашиваются быстрее, чем закаленные шары, поэтому любые попытки восстановить исходную точность бесполезны.Единственная надежда состоит в том, что оператор не допустит попадания шлифовального масла / абразива в патрон, чтобы он не изнашивался преждевременно. Тем не менее, у конструкции с шестью шарами есть преимущество, если она работает правильно.
Шток патрона вращается независимо от состояния штока. Головка клапана круглая, даже если смещена на несколько десятых. К счастью, с восьмидесятых годов KW многое узнал о производстве прецизионных патронов. Конструкция refacer KW хороша, если патрон работает правильно. У KW было около девяноста лет, чтобы понять это правильно.
Цена на KW лучшая на рынке США.
Sioux (производство США)
Я использовал шлифовальный станок для клапанов Sioux еще в 1978 году и был вынужден продать их, когда ушел из KW и перешел на работу в Kansas Instruments в 1990 году. Опять же, доступно много дисков и множество источников для колес. Одно время компания Sioux была ведущим поставщиком станков для заточки клапанов в США.
У этого станка были проблемы с отделкой (никогда не равной KW), а также проблемы с конструкцией патрона.Какими бы крутыми ни были некоторые функции, меня не впечатлила их точность или отделка. Для точной шлифовки клапана на Sioux необходимо было сначала снять фаску на штоке. Для этой цели станок был снабжен штампованным стальным приспособлением для снятия фаски. Концевой упор имел конический конец, который центрировал скошенный конец клапана (новая особенность до тех пор, пока он не изнашивался в области, где располагался шток), а три ролика центрировали шток близко к головке клапана. Эта конструкция представляла собой гибридную конструкцию бесцентрового / роликового патрона.Каким бы крутым он ни был, он был не более точным, чем KW (обычно менее точным), и его было труднее правильно настроить. Это был громоздкий дизайн, и в конце концов от него отказались, когда SnapOn приобрела Sioux вскоре после начала нового тысячелетия. Подробнее об этом позже.
Новых машин сиу нет.
TobinArp (производство США)
TobinArp, вероятно, был лучшим дизайном (как и большая часть их линейки) на рынке, но, вероятно, из-за цены, популярным только в магазинах дорогих гонок.Для этой машины доступно большое разнообразие колес, но не так много разновидностей или поставщиков, как KW или Sioux. В TA использовался цанговый патрон и поворотный рычаг, поэтому шлифование производилось на конце круга, а не на его стороне. Отделка превосходила даже KW. Он не был таким универсальным, как KW или Sioux (для разных размеров штока клапана требовалась смена цанги), поэтому многие магазины обычно предпочли бы KW или Sioux. Цанговый патрон Chuck превосходил по точности цанговые патроны KW или Sioux.Эта машина опередила свое время. В конце концов, Sunnen приобрела TobinArp, и он производился как машина Sunnen, пока Sunnen не решил выбросить что-либо, кроме хонинговального оборудования. До сих пор эта машина не зря предпочитается многими производителями. Нет лучшего станка для шлифовки титановых клапанов.
Новых машин ТА нет.
IDL (производство в Канаде)
Компания Ingenious Devices Limited в Канаде решила сделать удар на рынке заточки клапанов где-то в середине восьмидесятых.
Существует ограниченный источник колес для IDL по сравнению с KW и Sioux.
Они были первыми, кто разработал “бесцентровый” патрон. Бесцентровый на рынке шлифовальных машин относится к клапану, вращающемуся на роликах на собственном штоке, в отличие от штока, закрепленного в каком-либо патроне.
Как и TobinArp, они выбрали конструкцию шарнира для траверсы и шлифовку на конце колеса. Эта машина имела хороший успех у гонщиков, хотя была дорогой по сравнению с KW или Sioux.Но по финишу он уступал KW и даже сиу. Конструкция патрона была сложной, и это была громоздкая машина. Отделка никогда не была такой, как у refacer KW. Sunnen приобрела IDL и продолжила производство машины, и, поскольку теперь она имела маркировку «Sunnen», она была признана лучшей. На мой взгляд, это никогда не было качеством дизайна Sunnen / TobinArp.
Нет новых машин IDL.
Comec (итальянский)
Компания Comec разработала машину, которая представляет собой смесь более слабых конструкций вышеупомянутых машин.Есть несколько доступных источников и вариантов выбора шлифовальных кругов.
Они используют поворотную траверсу. Они шлифуют конец колеса и используют конструкцию патрона, в значительной степени основанную на «бесцентровом» станке IDL. Трудно добиться хорошей отделки, и у патрона есть сложности, характерные для станка IDL. Большинство клиентов, пользующихся этим устройством, не особо обращают на это внимание. Я понимаю, что бывают исключения.
Comec ближе всего к цене машины KW. Он продается через Baker Sales.
Rottler (индийское производство)
IDL copy
Когда Sunnen уронил рефасер IDL, а может быть, немного раньше, Робин Чера сделал копию рефасера IDL (к тому времени Sunnen).Есть несколько изменений, но патрон – это та же сложная бесцентровая система, и большинство функций осталось прежним. Вариантов шлифовальных кругов по-прежнему меньше, чем у KW или Sioux.
Робин добавил цифровое считывание угла и сделал хорошую основу для установки станка. Робин предложил (или, возможно, сделал это по просьбе Роттлера) машину Роттлеру. Машины, которые у меня были в руках, не имели хорошей отделки, и УЦИ перестали работать вскоре после того, как они были установлены. Это красивые машины, но меня не интересуют сложные патроны или электроника.(Может предвзято, или просто мое мнение). Я разговаривал со многими людьми, которым эта машина наплевать. Цена на IDL
Роттлера смехотворна. Даже Суннен не брала столько.
Rottler (индийское производство)
KwikWay copy
Робин решил (может быть по запросу Rottler) сделать копию рефасера KwikWay. Он сделал такой же патрон и использовал те же колеса и почти все дублирующие функции, что и KW. Это выгодно при выборе колес для клапанов из титана и стеллита.Патрон по-прежнему имеет ограниченный размерный ряд, чем все патроны KW. То же самое касается и дорогостоящего технического обслуживания.
Сделана большая ошибка при выборе роликовых путей для перемещения шпинделя. В оригинальном KW использовались «ласточкин хвост» и подпружиненная пластина. Это очень хорошая система для долголетия. Роликовые направляющие в версии «Rottler» невозможно закрыть. Он действительно очень свободен, когда он новый, но со временем это станет большой и дорогой проблемой. Мы купили эти же способы для тестирования и решили, что это худший выбор.
Я полагаю, что качество обработки и соосность у копий Rottler KW хорошие. Не верю, что будет лучше. Цена этой стильной машины была установлена KW. Копия Роттлера смехотворно больше.
T&S 2075 Шлифовальный станок для клапанов (производство в США)
Примерно в 2005 или 2006 году мы решили изготовить шлифовальный станок для клапанов. Мы начали с чистого листа бумаги (страница SOLIDWORKS) и сначала поместили на экран оба крайних размера клапана (длину и диаметр). Затем мы разработали уникальный бесцентровый патрон, литое основание, подогнанную по форме крышку, колесо размера Sioux и скопировали конструкцию подшипника шпинделя KW.Эта машина была легкой, небольшого размера, проста в обслуживании, если бы мы не тратили зря на излишества. Стоимость производства была низкой, но мы не пытались хорошо ее продать. Мы не тратили достаточно времени на конец выноса, и машина была грязной в использовании.
Наша цель заключалась в том, чтобы сделать машину по функциям / стоимости по сравнению с формовочной машиной, которая была бы простой в использовании, дешевой и простой в обслуживании. Мы продали несколько таких станков и, оглядываясь назад, убедились, что на самом деле они были очень хорошими станками для быстрой и простой шлифовки поверхности клапана.
Когда Sioux / SnapOn прекратили выпуск станка 2075, мы увидели в этом возможность расширить конструкцию станка за счет использования общих деталей с Sioux и нашей простой конструкции бесцентрового патрона, а также конструкции шпинделя KW для превосходной отделки. Мы также добавили УЦИ для угловых и линейных путей перемещения и подачи колеса.
Мы ошиблись в выборе системы кодирования для УЦИ и создали собственный электронный интерфейс. Интерфейс работал хорошо, тарирование до 44,5 градусов, но кодировщик имел ту же проблему, что и дизайн Rottler.Он не был хорошо изолирован от охлаждающей жидкости и имел тенденцию быстро выходить из строя. Мы перешли на кодировщик / УЦИ американского производства и опломбировали кодировщик, чтобы устранить эту проблему.
Sioux Retrofit Chuck
Поскольку мы сделали копию станка Sioux, казалось, имеет смысл сделать модернизированный бесцентровый патрон для всех станков Sioux 2001 и 2075. Это улучшило концентричность и радиус действия патрона для Sioux, но ничего не повлияло на конструкцию шпинделя, поэтому чистовая обработка на старых станках Sioux все еще была неадекватной.Мы нашли способ изменить конструкцию шпинделя, чтобы улучшить качество обработки, но к тому времени, когда все это было сделано, имело смысл просто продать полностью новый станок. Мы не могли найти действительно эффективного метода модернизации этих старых машин.
2075 Машина для производства эпоксидной смолы и гранита
Мы решили пойти дальше в дизайне и создать конечную шлифовальную машину для клапанов со следующими проблемами: угол наклона 0-90 градусов для облицовки, лучшая отделка в отрасли, общая конструкция колес для универсальности отделки на различных материалах, линейные способы для увеличения срока службы и минимального обслуживания, конструкция шлифования штока Sioux и ремонт патрона за 40 долларов.Бесцентровая система была повернута в сторону, так что угол будет одинаковым независимо от размера стержня. (Это не относится к дополнительной бесцентровой конструкции, использующей оригинальный патрон для вращения).
Я чувствую, что сегодня мы сделали лучший на рынке восстановитель клапанов, но даже за 10 500 долларов это не было для нас прибыльным устройством. Мы отложили дизайн до тех пор, пока не станем более эффективно производить эту машину.
Резюме
К сожалению, меня не интересуют слишком дорогие и сложные устройства восстановления, предлагаемые сегодня.Многие люди выкладывают большие деньги на индийские и итальянские машины, хотя KwikWay предлагает отличную цену и действительно хорошую машину американского производства с гарантией производительности. Меня сбивает с толку, зачем кому-то платить дополнительные деньги за копию KW Роттлера.
Мы решили продолжить наблюдение за этим рынком и вскочить на него, когда мы сможем стать более конкурентоспособными и прибыльными.
Если бы я порекомендовал сегодня устройство для восстановления клапана, это была бы машина KwikWay производства США.
Я уже извинился за оскорбление, которое, вероятно, вызовет мои комментарии.Но это мои честные мысли.
Тим Уитли
Президент
T&S Machines and Tools, Inc.
Переносной шлифовальный станок для седел клапанов PEG 90
PEG 90 – это шлифовальный станок для седел клапанов, который позволяет шлифовать абразивным кругом седла клапанов двигателя с диаметрами от Ø 40 и 90 мм.
Лучше всего он применяется в двигателях среднего и большого размера, используемых в гусеничных, грузовых и сочлененных транспортных средствах.
Фаза обработки седла клапана происходит за счет комбинированного действия трех движений:
- Вращательного движения
- Орбитального движения
- Маятникового движения
Благодаря синхронизированной комбинации трех упомянутых движений система всегда идеально выровнены, а любые технические ошибки сведены к минимуму.
На каждом этапе вся машина собирается с максимальным техническим вниманием, чтобы сделать соединение частей как можно точнее.
Эксцентриковый вал, проходящий через вал двигателя, выполнен с фиксированным эксцентриситетом, в то время как все компоненты, участвующие в фазе вращения, тщательно сбалансированы и предварительно нагружены, чтобы избежать осевого и радиального люфта подшипников.
Затем каждое устройство подвергается окончательной проверке и испытанию, чтобы убедиться, что соблюдаются требования по соосности и симметрии.
Существует 3 различных версии PEG 90:
- Стандартный
- Только моторный блок
- Avio
Эти 3 версии отличаются друг от друга составом стандартных принадлежностей, поставляемых с машиной.
В специальном разделе ниже перечислены аксессуары, которые входят в стандартную комплектацию каждой отдельной версии PEG 90.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Рабочее поле | Ø 40 ÷ 90 мм |
| Шлифование скорость вращения колеса | 8000 об / мин |
| Относительное движение | 18 об / мин |
| Фиксированный эксцентриситет | 3 мм |
| Мощность двигателя | 600 Вт |
| Размеры | 13 × 32 см |
| Вес | 7 кг |
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
СТАНДАРТНОЕ ОБОРУДОВАНИЕ
PEG 90 Стандартное
- PEG 90 Шлифовальный инструмент для заточки клапана 9010 с алмазным шлифовальным кругом 9010
- N ° 4 самоцентрирующиеся направляющие: Ø 9-10-11-12 мм
- Шлифовальный круг из карбида кремния № 6: Ø 52 – 56 – 63 – 70 – 80 – 90 мм
PEG 90 Только моторный блок
- PEG 90 Шлифовальный станок седла клапана
ЗАГРУЗИТЬ
PEG 90 – ШЛИФОВАЛЬНЫЙ ШЛИФОВАТЕЛЬ СЕДЛА КЛАПАНАPEG КАТАЛОГ ENG
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ И ПРИНАДЛЕЖНОСТИ
Пилоты
- PL1607 – Стандартный самоцентрирующийся пилот с расширяющейся цанговым патроном Ø 7 мм
- PL1608 – Самоцентрирующийся стандартный пилот с расширяющимся цанговым патроном Ø 8 мм
- PL1609 – Самоцентрирующийся стандартный пилот с расширяющимся цанговым патрубком цанга Ø 9 мм
- PL1610 – Самоцентрирующаяся стандартная направляющая с расширяющейся цангой Ø 10 мм
- PL1611 – Самоцентрирующаяся стандартная направляющая с расширяющейся цангой Ø 11 мм
Шлифовальные круги
- PG1526 – Плоский шлифовальный круг из карбида кремния или корунда 26 мм
- PG1528 – Плоский шлифовальный круг из карбида кремния или корунда Ø 28 мм
- PG1530 – Плоский шлифовальный круг из карбида кремния или корунда Ø 30 мм
- PG1533 – Плоский шлифовальный круг из карбида кремния или корунда Ø 33 мм
- PG1537 – Плоский шлифовальный круг из карбида кремния или корунда Ø 37 мм
- PG1541 – Плоский шлифовальный круг из карбида кремния или корунда Ø 41 мм
- PG1546 – Плоский карбид кремния или корундовый шлифовальный круг Ø 46 мм
- PG1552 – Плоский шлифовальный круг из карбида кремния или корунда Ø 52 мм
- PG1556 – Плоский шлифовальный круг из карбида кремния или корунда Ø 56 мм
- PG1563 – Плоский шлифовальный круг из карбида кремния или корунда Ø 63 мм
- PG1504 – Набор из 4 конических шлифовальных кругов для центрирования седла
- PG1510 – Набор из 10 плоских шлифовальных кругов Ø 26 ÷ 63 мм
Правильный инструмент
- PG1240 – Инструмент для правки шлифовальных кругов с алмазом
- DD1080 – Правочный алмаз
ЗАПРОС ПРЕДЛОЖЕНИЯ
Станки для шлифования седел клапанов PEG: разные модели
Станки для шлифования седел клапанов PEG: разные модели
В этой статье мы рассмотрим различные версии, составляющие широкий спектр шлифовальных машин для седел PEG с орбитальными клапанами.
Давайте начнем с представления различных моделей, которые являются частью серии станков для шлифования седел клапана колышков, а именно:
В свою очередь, некоторые из этих моделей могут поставляться в различных вариантах в зависимости от конфигурации и принадлежностей, включенных в станок. .
4 варианта, в которых может поставляться станок для шлифования седел клапана PEG:
- Стандартный
- Univer
- Только моторизованный агрегат
- Avio
Различия между версиями заключаются именно в наличии шлифовальных кругов и пилотов, которые поставляются вместе со станком, и мы можем резюмировать это следующим образом:
- Стандарт: базовое оборудование пилотов и шлифовальных кругов, инструмент для правки и принадлежности
- Univer: комплект пилотов и шлифовальных кругов, правочный инструмент и принадлежности
- Только моторный блок: без пилота, шлифовального круга или правочного инструмента в комплекте со станком
- Avio: особый вариант для обработки седел клапанов двигателей с глухими цилиндрами.Версия Avio обычно изготавливается по запросу в соответствии с техническими характеристиками, запрашиваемыми заказчиком.
Технические характеристики и рабочий диапазон
Давайте теперь подробно рассмотрим каждую модель станка для шлифования седел клапана, которую предлагает компания PEG, от самой маленькой до самой большой модели.
PEG 8 – Станок для шлифования седел клапанов
Станок для шлифования седел клапанов PEG 8 – это модель для тех, кому необходимо исправить седла клапанов небольших двигателей, таких как мотоциклы или автомобили.
Его рабочий диапазон фактически охватывает диапазон диаметров Ø 16 ÷ 48 мм.
Доступен только в версиях Standard, Univer, Motorized Unit Only и Avio.
| Рабочее поле | Ø 16 ÷ 48 мм | |||||||||||||||||||||||||||||
| Скорость вращения шлифовального круга | 13000 об / мин | |||||||||||||||||||||||||||||
| Относительное движение | 14 30 об / мин | 14 30 об / мин | 5 мм.
| Рабочее поле | Ø 20 ÷ 65 мм | ||||||||||||||||||||||
| Скорость вращения шлифовального круга | 11000 об / мин | ||||||||||||||||||||||
| Относительное перемещение | 14 27 об / мин | 14 27 об / мин | 90 5 мм. гусеничные или сочлененные машины.
| Рабочее поле | Ø 40 ÷ 90 мм |
| Скорость вращения шлифовального круга | 8000 об. / Мин. |
| Мощность двигателя | 600 Вт |
PEG 125 – Станок для шлифования седла клапана
Станок для шлифования седла клапана PEG 125 подходит для тех, кому приходится работать с большими двигателями, такими как двигатели малых судов или локомотивы.
Его рабочий диапазон от Ø 50 ÷ 120 мм.
Доступен в версиях Standard и Motorized Unit.
| Рабочее поле | Ø 50 ÷ 120 мм |
| Скорость вращения шлифовального круга | 5500 об. / Мин. |
| Мощность двигателя | 600 Вт |
PEG 175 – Станок для шлифования седел клапана
PEG 175 является самой большой моделью в линейке и фактически подходит для очень больших двигателей, особенно в военно-морской сектор.
Рабочий диапазон Ø 120 ÷ 180 мм.
Поставляется в стандартной версии, а также предлагает возможность добавления вариатора скорости.
| Рабочее поле | Ø 120 ÷ 180 мм | |
| Скорость вращения шлифовального круга | 2800 ÷ 5600 об / мин | |
| Относительное движение | 8 ÷ 9014 об / мин | 3 мм |
| Мощность двигателя | 1300 Вт |
Сводная таблица
Чтобы помочь читателям выбрать станок для шлифования седел клапана PEG, который наилучшим образом соответствует их рабочим потребностям, мы решили приложить все различные модели и их версии в сводной таблице, которую вы можете найти ниже.
Высокопроизводительные шлифовальные станки для клапановAlibaba.com предлагает расширенный ассортимент станков для шлифования клапанов , которые легки и просты в эксплуатации. Прочные и жесткие, эти станки обеспечивают лучшие в своем классе результаты шлифования даже в самых тяжелых условиях эксплуатации.Их высокоточные шлифовальные способности подходят для грубого, среднего и тонкого шлифования. Станки для шлифования клапанов разработаны для легкой настройки.Прочная конструкция, предварительно нагруженные подшипники и герметичная смазка обеспечивают долговечность этих машин. Все модели на сайте представлены в различных конфигурациях. Люди также могут быстро менять диски и регулировать натяжение шлифования во время работы. Эти машины, предназначенные для использования в мастерских по ремонту оборудования, производственных предприятиях и цехах строительных материалов, поставляются с седлами клапанов и шлифовальными машинами для измельчения при внутреннем сгорании. Шлифовальный станок VR90 эффективно работает при шлифовании в двигателях внутреннего сгорания.
Основные компоненты, которые клиенты могут найти почти во всех моделях, включают двигатель, двигатель и подшипник. На сайте Alibaba.com некоторые модели предназначены для отдельных устройств, в то время как другие предлагают более широкий набор функций обслуживания. Выбирая станки для заточки клапанов , потребители должны ознакомиться со спецификациями производителя. Это помогает гарантировать, что машина соответствует желаемым функциям для предполагаемого использования. Когда дело доходит до выбора лучшего оборудования для шлифовки клапанов , покупатели могут выбрать универсальное внутреннее шлифование, круглое шлифование, плоское шлифование, внешнее шлифование и многое другое.Каждый тип предназначен для определенного использования.
Станки для шлифования клапанов , доступные на Alibaba.com, соответствуют действующим стандартам CE ISO. Покупатели могут выбирать из различных моделей, которые различаются по весу, размерам, мощности, а также являются ли они ЧПУ или нет. Многие поставщики предлагают стандартные гарантии на эти продукты.
Техническое обслуживание устройства для повторной заливки клапанов | Инструменты и расходные материалы Goodson
Дэвид П. Монихан, сертифицированный ASE специалист по головкам цилиндров
Как видно из Engine Builder
Наиболее важной частью любой работы клапана является возможность создания концентрического контакта с седлом клапана для надлежащего уплотнения.Без этого концентрического контакта вся ваша работа буквально превращается в дым в виде черного дыма из выхлопной системы.
Все редукторы клапанов делают в основном одно и то же – шлифуют клапаны. Но не все производители клапанов правильно шлифуют клапаны. Есть несколько основных моментов обслуживания, которые справедливы для всех редукторов клапана.
Во-первых, начнем с чистой машины! Нет ничего хуже, чем пытаться заточить клапаны грязной, не обслуживаемой машиной. Каждый день уделяйте немного времени тому, чтобы убедиться, что ваше устройство для восстановления клапана протерто и будет готово к использованию, когда вы придете на работу на следующий день.Начните с использования магазинного полотенца, чтобы стереть излишки масла, жира и песка со всех поверхностей. Затем возьмите мощный очиститель и снова протрите все поверхности. Опорожните резервуар для охлаждающей жидкости / масла и вытрите осадок. Если ваша машина оборудована сетчатым фильтром или фильтром для масла, убедитесь, что он также очищен. Вы можете использовать растворитель, чтобы удалить пятна, оставшиеся от давно минувших дней. Переверните машину на бок и очистите все поверхности, чтобы удалить налет снизу.
Во-вторых, пройдите и убедитесь, что ваши приводные ремни в хорошем состоянии. Смотрите на них, как на фанерский ремень на машине. Если вы видите трещины или плоские пятна, пора заменить ремень. Посмотрите на канавки шкива. Убедитесь, что шкивы вращаются правильно и на них нет сколов. Если это винтик, убедитесь, что он чистый. Еще раз проверьте установочные винты, которыми шкивы крепятся к приводным валам. У них будут винты с внутренним шестигранником, которые можно ослабить. При необходимости затяните.
В-третьих, проверьте слайды или Гиббса, как их часто называют.Это очень важно для правильной работы вашей машины. Большинство этих слайдов предназначены для периодической корректировки. Они изнашиваются, и если вы не будете их регулировать, они не будут обеспечивать плавное движение, необходимое для шлифовки.
В-четвертых, проверьте подшипник на шум. Поочередно запускайте двигатели и при помощи стетоскопа слушайте мельчайшие шумы, связанные с поломкой подшипников. Замените эти сомнительные подшипники, прежде чем ваша машина выйдет из строя во время важной работы.
Вам также следует прислушаться к патрону клапана. Он поговорит с вами, когда ему понадобится обслуживание. У каждого производителя есть особая процедура для этой регулировки. Убедитесь, что вы проконсультируетесь с руководством, чтобы узнать, какой метод подходит для вашей модели. Поместите кусок сверла в патрон и достаньте циферблатный индикатор, чтобы проверить степень биения. Если он чрезмерный, отрегулируйте патрон до нужного уровня. Если биение не улучшится, пора заменить патрон. Всегда сверяйтесь с руководством производителя, чтобы убедиться, что эта процедура выполняется правильно.
Бывают случаи, когда вам нужно работать с клапанами с очень маленьким штоком. Большинство более поздних многоклапанных цилиндров с верхним распределительным валом имеют чрезвычайно маленькие штоковые клапаны размером всего 4 мм. Когда приходит эта работа, не отказывайтесь от нее, вы можете добавить переходник патрона, который предназначен для этих небольших клапанов (мы рекомендуем наш номер для заказа UVRC-46).
Теперь, когда все чисто, отремонтировано и отрегулировано, можно приступать к шлифовке клапанов. Начните с заливки настоящего масла для заточки клапанов – прекратите использовать трансмиссионное масло; он просто не предназначен для притирки арматуры! Имейте в виду, что есть некоторые машины, предназначенные для работы с синтетической охлаждающей жидкостью на водной основе.
Установите камни в соответствии с процедурой, описанной в вашем руководстве по эксплуатации. Есть много разновидностей камней на выбор, потому что в сегодняшних клапанах используется очень много новых сплавов. Нет ни одного колеса, которое заточило бы все клапаны. Всегда подбирайте камень к шлифуемому материалу: нержавеющая сталь, титан, железо, стеллит или инконель. Вам придется менять колеса и запасать различные колеса, но вы заметите результаты своих трудов по отделке поверхностей клапанов.
Важно править круг и вращать алмаз. Используйте качественный алмаз, в котором есть острие. Вы можете повлиять на шлифовку круга, регулируя скорость, с которой вы одеваетесь. Если вы будете медленно одевать поверхность колеса, зерна закроются и поверхность станет более гладкой. Однако вам, возможно, придется чаще одеваться. Когда вы быстро одеваете камень, вы открываете зерно, и он будет измельчать быстрее, но не всегда оставляет желаемую отделку. При необходимости скорость правки можно регулировать в зависимости от материала клапана, который вы используете.
Обработка стыкового камня также имеет решающее значение. Во-первых, с помощью индикатора с круговой шкалой убедитесь, что насадка для заточки встык соответствует кругу. Подмести поверхность; если он не на 90 градусов, отрегулируйте его до нужного значения. Снова используйте острый бриллиант и обработайте этот камень так же, как камень лицевой стороны клапана.
Помните, что это магазин, который особенно заботится о своих машинах, а также о своих покупателях. Ваши клиенты будут благодарны за то, что вы предоставите им чистый, качественный продукт, отражающий организованный и ухоженный магазин, который у вас есть.
Помните, если у вас есть дополнительные вопросы, обращайтесь в технический отдел Goodson по телефону 1-800-533-8010 (для клиентов за пределами США и Канады звоните по телефону 507-452-1830).
Шлифовка клапана – Ventil
Ventil поставляет широкий ассортимент притирочных машин для чистовой обработки всех металлических седел промышленных запорных клапанов, предохранительных клапанов и регулирующих клапанов.
Расширенная программа поставки включает:
Переносные притирочные станки для притирки и ремонта клапанов на объекте и на месте
Следуя тенденции сокращения времени простоя, Ventil предлагает расширенный ассортимент легких машин для притирки клапанов и ремонта на месте без необходимости снимать клапан с трубопровода.Притирочные машины с клапанами Ventil, изготовленные из нержавеющей стали и высококачественных алюминиевых деталей и компонентов, подготовлены к работе в тяжелых условиях. Уникальная технология притирки Ventil с орбитальным приводом и зубчатым приводом в сочетании с высочайшим качеством абразивной пленки обеспечивает высочайшую скорость съема материала и лучшую точность плоскостности. Переносные притирочные машины с клапанами доступны с несколькими различными системами пневматического и электрического привода для безопасной работы в любых рабочих условиях и в любом месте.
Стационарные притирочные станки для клапанов в магазине
Прочные и ребристые станки для притирки седел клапанов любого типа. Программа поставок варьируется от стола для предварительного шлифования до универсальных колонных шлифовальных и притирочных станков и плоских притирочных станков с открытым торцом. В зависимости от области применения и материала седла, притирочные станки для клапанов комплектуются различными расходными абразивными материалами, такими как самоклеящаяся фольга из оксида алюминия, алмазные диски с постоянной пропиткой или керамические шлифовальные диски.Притирочные машины для клапанов Ventil спроектированы и оснащены для обеспечения высокой точности и чистовой обработки, чтобы восстановить исходную герметичность седла или даже превзойти уровень герметичности седла OEM.
Конструкция притирочных машин Ventil Valve основана на 65-летнем опыте ремонта и тестирования клапанов. Все машины полностью построены на собственном производстве и используются только высококачественные компоненты и материалы. Станки для притирки клапанов поставляются готовыми к использованию, включая все необходимые инструменты, расходные материалы и материалы.
Наши решения для шлифования клапанов:
Шлифовальное оборудование для клапанов
AZ VALVE GRINDER VG28
САМЫЙ ПЕРЕДОВЫЙ, НАИБОЛЕЕ СОГЛАСОВАННАЯ ТОЧНОСТЬ “2 ДЕСЯТКИ ИЗ ТЫСЯЧИ” ОЧЕНЬ ХОРОШО ДЛЯ ШЛИФОВАНИЯ ТИТАНОВЫХ КЛАПАНОВ ИЛИ ЛЮБЫХ ДРУГИХ.ЦИФРОВОЙ ДИСПЛЕЙ ОБОРОТОВ, МОЖЕТ ВМЕСТИТЬ ШТОКИ КЛАПАНА ОТ ТЯЖЕЛОЙ КОНСТРУКЦИИ 3-19 мм С БОЛЬШОЙ ТРОЙНОЙ ЧАСТЬЮ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ, БАКА И НАСОСА-РОКТОРА.МЫ ПРОДАЛИ 4 МАШИНЫ
- ОПТОВЫЕ ПРОДАЖИ, АВСТРАЛИЯ, QLD.
- ПРЕДВАРИТЕЛЬНЫЕ ДВИГАТЕЛИ VIC.
- ABSOLUTE ENGINE CARE VIC.
- ИСТОРИЧЕСКАЯ РЕСТАВРАЦИЯ САМОЛЕТОВ NSW
- PACIFIC POWER ENGINEERING ДОПОЛНИТЕЛЬНО БОЛЬШОЙ КЛАПАН РАБОЧАЯ ГОЛОВКА, КАК ВЫ ВИДИТЕ НА ИЗОБРАЖЕНИЯХ.
ЦЕНА
CVO VG100A МАШИНА ДЛЯ КЛАПАНОВ
CVO VG100A МАШИНА ДЛЯ ШЛИФОВАНИЯ КЛАПАНОВ
* ПЕРЕМЕННАЯ СКОРОСТЬ
* ГОЛОВКА ВОЗДУШНОГО ЗАДВИГА
* ВЫБЕГ 2 ДЕСЯТЕЙ
* СИСТЕМА ШАРОВОГО ЗАДВИГА 6
* ДИАПАЗОН ОТ 4 ДО 14 мм
* Светодиодное рабочее освещение
* ПОГРУЖНОЙ НАСОС
* 240 В ОДНОФАЗНАЯ
ЦЕНА ГАЗА
БЕЗЦЕНТРАЛЬНЫЙ КЛАПАН ШЛИФОВАЛЬНАЯ МАШИНА
НОВАЯ ШЛИФОВАЛЬНАЯ МАШИНА БЕЗЦЕНТРАЛЬНОГО КЛАПАНА KSP
* ОДНОФАЗНАЯ 240 В 50 ГЦ
* БЕСЦЕНТРАЛЬНАЯ ШЛИФОВАЛЬНАЯ СИСТЕМА 2 В / БЛОК РОЛИКОВ
* ДИАМЕТР ШТОКА КЛАПАНА от 4 до 18 мм
* ДИАМЕТР ГОЛОВКИ КЛАПАНА от 0 до 90 мм
* ДЛИНА КЛАПАНА * МАКСИМАЛЬНАЯ ГЛУБИНА ВРАЩЕНИЯ 340 мм ГЛУБИНА
* УГОЛ ОТ 0 ДО 90 ГРАДУСОВ
* ОБОРОТЫ ШЛИФОВАЛЬНОГО КОЛЕСА 2800
* КОНЦЕВОЙ КЛАПАН V / БЛОК
* ПРИНАДЛЕЖНОСТЬ КАМЕРЫ
* ШЛИФОВАЛЬНОЕ КОЛЕСО АЛМАЗНЫЙ НАСАДКА
* НАСОС ОХЛАЖДАЮЩИЙ И БАК
* РЕГУЛИРУЕМАЯ ПОДСВЕТКА
ЦЕНА 6000 $ +
GSTWARREN & BROWN 241000-242000 КЛАПАН ШЛИФОВКА
ОЧЕНЬ ВЫСОКАЯ ТОЧНОСТЬ МЕЖДУ 1-3 ДЕСЯТКАМИ ТЫСЯЧИ НАШИХ УГЛОВЫХ КОНТАКТНЫХ ШПИНДЕЛЬНЫХ ПОДШИПНИКОВ УНИКАЛЬНОГО ДИЗАЙНА И НА ЗАВОДЕ ПОСТАВЛЯЕТСЯ ОДНА ЧАСТЬ ЗАКАЛЕННОГО ШПИНДЕЛЯ И НАЗЕМЛЕННЫЙ ШПИНДЕЛЬ, И МЫ ИСПОЛЬЗУЕМ ТОЛЬКО ШВЕЙЦАРСКИЕ ИЗДЕЛИЯ «REGO-UPET-ULTRA» ТОЧНОСТЬ, МАШИНА ПОЛНОСТЬЮ ОТРЕМОНТИРУЕТСЯ С ГАРАНТИЕЙ 6 МЕСЯЦЕВ И МНОГО НОВЫХ ДЕТАЛЕЙ
ЦЕНА 8 500 $ +
НОВЫЙ РЕМОНТ 2410,241000,242000 ОБОРУДОВАНИЕ ДЛЯ ШЛИФОВКИ КЛАПАНОВ
ВЫСОКАЯ РАБОЧАЯ ГОЛОВКА, СОГЛАСОВАННАЯ ТОЧНОСТЬ МЕЖДУ 1-3 ДЕСЯТКАМИ ВЫБЕГА, НАШ УНИКАЛЬНЫЙ КОНСТРУКЦИОННЫЙ ПОДШИПНИК ШПИНДЕЛЯ УГЛОВОГО КОНТАКТА И НА ЗАВОДЕ ПОСТАВЛЯЕТСЯ ОДНА ЧАСТЬ ЗАКРЕПЛЕННОГО И ЦЕПНОГО ШПИНДЕЛЯ, РЕГУЛИРУЕМАЯ ШПИЛЬНАЯ ШПИЛЬКА, ГЛУБИННЫЙ УПОР ШПИНДЕРА, ШПИНДЕЛЬНЫЙ ШПИНДЕЛЬ ИСПОЛЬЗУЙТЕ ТОЛЬКО ШВЕЙЦАРСКИЕ КОЛЛЕТЫ ER32 “REGO-FIX BRAND” С МАРКИРОВКОЙ – УЛЬТРА ТОЧНОСТЬ, КРАСИВЫЕ РАБОТЫ.ВЫ БУДЕТЕ УДОВЛЕТВОРЕНЫ НА 100% ПРОДАНО БОЛЕЕ 60 ЕДИНИЦ.
ЦЕНА 3500 $ + НДС С 3 ЦАПНИКАМИ ЗАМЕНА НА ЖИЛЬЕ
УОРРЕН И БРАУН 212000
WARREN & BROWN 212000 ПОЛНОСТЬЮ ОТРЕМОНТИРУЙТЕ МНОЖЕСТВО НОВЫХ ДЕТАЛЕЙ И РАСХОДНЫХ МАТЕРИАЛОВ, ДАННАЯ МАШИНА БЫЛА ПРОВЕРЕНА И ДОСТУПНЫЕ ТОЧНЫЕ РЕЗУЛЬТАТЫ, ГАРАНТИЯ 6 МЕСЯЦЕВ.
ЦЕНА $ 5 500 + GST
НОВАЯ МАШИНА ДЛЯ КЛАПАНА AZ VGX
ПЕРЕМЕННОЕ ШЛИФОВАЛЬНОЕ КОЛЕСО, ПЕРЕМЕННАЯ РАБОЧАЯ ГОЛОВКА ПРИВОД ПЕРЕДАЧ, УГОЛ ЗАДНЕГО КЛАПАНА от 0 до 90 ГРАДУСОВ, НАКОНЕЧНИК V / БЛОК, ДИАПАЗОН ЦЕПИ ОТ 4 до 16 мм, НАСОС ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ И БАК.
ЦЕНА
WARREN & BROWN EX – АРМИЯ КЛАПАННЫЕ МАШИНЫ
ЗДЕСЬ 3 ОРИГИНАЛЬНЫХ ШЛИФОВКИ КЛАПАНОВ WARREN & BROWN EX-ARMY, КОТОРЫЕ НЕ ПРОИЗВОДИЛИ БОЛЬШОЙ РАБОТЫ, 2 Х ПАТРОНА С РУЧНЫМ УПРАВЛЕНИЕМ И 1 Х ПАТРОН ДЛЯ РАБОТЫ ВОЗДУХА, ВСЕ ИСПЫТАНЫ И ЗАЗЕМЛЯЮТ КЛАПАНЫ С ХОРОШЕЙ ТОЧНОСТЬЮ.
Цена 6800 $ + GST в наличии
KWIK WAY SVS МАШИНА ДЛЯ КЛАПАНОВ
СОВЕРШЕННО НОВАЯ РАБОЧАЯ ГОЛОВКА ШПИНДЕЛЯ СТОИМОСТЬЮ 2000 ДОЛЛАРОВ, ОНА БЫЛА ИСПЫТАНА НА 4 ДЕСЯТКАХ ВЫБЕГА, ПЕРЕМЕННАЯ СКОРОСТЬ ШПИНДЕЛЯ РАБОЧЕЙ ГОЛОВКИ, РАБОЧАЯ ГОЛОВКА Пневматического патрубка, ОЧЕНЬ ХОРОШИЕ КАМНИ, РАБОЧЕЕ ОСВЕЩЕНИЕ, КРЕПЛЕНИЕ РОКЕРА, ОКРАШЕННАЯ КРАСНАЯ ОТДЕЛКА
ПРОДАН И У НАС ЕСТЬ НЕСКОЛЬКО В НАЛИЧИИ
ЦЕНА КЛАПАНОВ, ГОТОВЫХ К ШЛИФОВАНИЮ, $ 6,000 + GST
.