Устройство круглошлифовального центрового станка
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Эти станки предназначены для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей заготовок с установкой заготовок в центрах или патроне.
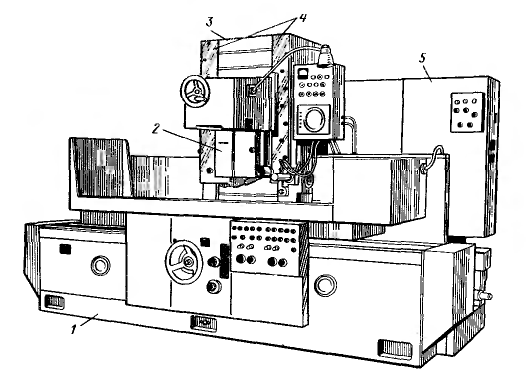
Станок состоит из станины 18 с направляющими (см. рис. 7.1, б), на которых смонтирован нижний стол 20, несущий на себе поворотный верхний стол 19 с установленными на нем передней 2 и задней 12 бабками. В задней бабке предусмотрены рукоятки 11 для ручного зажима пиноли бабки. Верхний стол 19 при шлифовании конусов может поворачиваться вокруг оси 16, закрепленной на нижнем столе 20. Ручное перемещение нижнего стола по направляющим станины осуществляется от маховика 17 через специальный механизм, а механическое — от гидравлического цилиндра, находящегося в станине.
На задней стороне станины на поперечных направляющих смонтирована шлифовальная бабка 7 с механизмом быстрого подвода шлифовального круга к заготовке. На корпусе шлифовальной бабки закреплен механизм 8 поперечных подач с маховиком 6 для ручного поперечного движения подачи, рукоятками включения автоматических подач и дросселями регулирования скорости черновой и чистовой подач. Здесь же установлен механизм 5 автоматической правки круга.
На лицевой стороне станины расположена панель гидроуправления 14 с рукояткой 13 быстрого подвода-отвода шлифовальной бабки и дросселями регулирования реверса и скорости стола. Педалью 15 производится гидравлический отвод пиноли задней бабки 12.
На стойке смонтирован пульт управления 9 с пусковыми кнопками и переключателями.
Главное движение резания — вращение шлифовального круга, установленного на шлифовальной бабке Д (рис. 7.3), производится от электродвигателя М2 через клиноременную передачу ф112/ ф147. Уравнение кинематической цепи главного движения имеет следующий вид:
где nш.к — частота вращения шлифовального круга, мин-1; 0,985 — коэффициент скольжения ремня.
Круговое движение подачи — вращение шлифуемой заготовки на передней бабке А — производится от электродвигателя M1 постоянного тока с бесступенчатым регулированием частоты вращения посредством двух клиноременных передач: ф63/ф130 и ф63/ф168, обеспечивающих частоту вращения шпинделя 40…400 мин
Ручное перемещение стола происходит от механизма Е при вращении маховика Мх2, от которого движение передается нижнему столу Ст через зубчатые колеса z= 17/51/51, червячную передачу i = 1/31, муфту Мф, реечное колесо z = 20 и рейку, закрепленную на нижнем столе.
Продольное гидравлическое перемещение стола осуществляется от гидравлического цилиндра Ц4, установленного неподвижно на станине. Концы штоков поршня цилиндра прикреплены к нижнему столу Ст станка. Скорость перемещения стола составляет 0,5…5 м/мин.
Ручное поперечное движение подачи шлифовальной бабки производится механизмом подачи В с помощью маховика Мх1 при включенной электромагнитной муфте Мэ1, вращение которого через коническую z = 39/39 и червячную i = 2/40 передачи передается на шариковую гайку винта 10 x1 поперечного движения подачи.
Быстрое установочное перемещение шлифовальной бабки к заготовке выполняется от гидродвигателя М3 при выключенной электромагнитной муфте Мэ1. В этом случае движение от гидродвигателя через зубчатые колеса z = 35/35 и указанную кинематическую цепь передается винту 10 х 1 поперечного движения подачи.
Непрерывные автоматические подачи шлифовальной бабки производятся от гидродвигателя М4 при включенной электромагнитной муфте Мэ2 через червячную передачу i = 1/50, муфту Мэ1 и далее через указанную кинематическую цепь на винт 10 х 1 поперечного движения подачи. При этом движении происходит вращение маховика Мх1 с лимбом Л.
Электромагнитная муфта Мэ2 включает периодическое автоматическое движение подачи шлифовальной бабки.
Движение при правке шлифовального круга обеспечивает одно- или двухпроходную правку по гладкому или ступенчатому копиру. Продольное перемещение устройства правки Б вдоль образующей круга осуществляется от гидроцилиндра Ц2. Поперечное движение подачи пиноли П с алмазом на глубину правки производится: вручную — от рукоятки Рк через конические колеса z = 22/22 и цилиндрические z = 27/27 и далее передается на винт 2 х 1 пиноли; автоматически — от гидравлического цилиндра Ц1 (см. сеч. А—А) через плунжер с собачкой, находящейся в зацеплении с храповым колесом z = 200, и далее на винт 2х 1 пиноли.
Перемещение пиноли с центром задней бабки Г осуществляется автоматически от поршня-рейки гидроцилиндра Ц3 через зубчатое колесо z = 23 или вручную при вращении винта 1,5 х 1.
Шлифовальная бабка (рис. 7.4). Вращение шпинделю 14 круга 13 сообщается от электродвигателя через клиноременную передачу 5 на шкив 4.
Шпиндель смонтирован в корпусе 1 на двух трехвкладышных гидродинамических подшипниках скольжения 2. В подшипники от насоса смазывания подается под давлением масло, образующее масляный клин между шейкой шпинделя 14 и вкладышами подшипника 2. В осевом направлении шпиндель устанавливается по бурту между сферическими кольцами 10 и 12, закрепленными в неподвижной обойме 11 с помощью гайки 9 и контргайки 8. Поперечное движение подачи шлифовальной бабки по направляющим качения 6 станины 7 осуществляется от механизма поперечных подач, установленного на станине.
Устройство автоматической правки круга устанавливается на шлифовальной бабке 1 (рис. 7.5). Копирная система обеспечивает правку наружной поверхности круга по заданному профилю. Включение устройства происходит или автоматически от срабатывания реле счета обработанных заготовок, или вручную — от кнопки. Устройство смонтировано на каретке 5, перемещаемой штоком 20 гидроцилиндра вдоль круга по роликовым направляющим 2 шлифовальной бабки 1. Скорость движения штока регулируется бесступенчато дросселем. К каретке 3 привинчены направляющие 8, несущие суппорт 13 с пинолью 18 и установленным на ней алмазодержателем 19 с алмазом. Каретка под действием пружин прижимается к копиру 15, неподвижно укрепленному на шлифовальной бабке 7. Копир может точно выставляться с помощью винтов 16 и 17. Перемещение пиноли 18 в суппорте 13 осуществляется от ходового винта 12, получающего вращение от маховика Мх через вал 14 и пару зубчатых колес 7 и 5 или от храпового колеса 6, периодически поворачиваемого собачкой гидравлического плунжера 4. Устранение зазора в резьбе между ходовым винтом 12 и полугайками 9 и 11 осуществляется пружиной 10.
7.5). Копирная система обеспечивает правку наружной поверхности круга по заданному профилю. Включение устройства происходит или автоматически от срабатывания реле счета обработанных заготовок, или вручную — от кнопки. Устройство смонтировано на каретке 5, перемещаемой штоком 20 гидроцилиндра вдоль круга по роликовым направляющим 2 шлифовальной бабки 1. Скорость движения штока регулируется бесступенчато дросселем. К каретке 3 привинчены направляющие 8, несущие суппорт 13 с пинолью 18 и установленным на ней алмазодержателем 19 с алмазом. Каретка под действием пружин прижимается к копиру 15, неподвижно укрепленному на шлифовальной бабке 7. Копир может точно выставляться с помощью винтов 16 и 17. Перемещение пиноли 18 в суппорте 13 осуществляется от ходового винта 12, получающего вращение от маховика Мх через вал 14 и пару зубчатых колес 7 и 5 или от храпового колеса 6, периодически поворачиваемого собачкой гидравлического плунжера 4. Устранение зазора в резьбе между ходовым винтом 12 и полугайками 9 и 11 осуществляется пружиной 10.
Круглошлифовальный станок: устройство, виды и назначение
Круглошлифовальные станки: назначение и виды. Основные рабочие узлы и варианты компоновки. Методы обработки металла: продольная, глубинная, врезная, уступами. Основные параметры круглошлифовальных станков. Критерии выбора и возможность модификации.
Круглошлифовальный станок – оборудование для проведения обдирочной и чистовой обработки наружной поверхности деталей. Особенности конструкции позволяют работать с заготовками различных форм: цилиндрической, конической, прямой. В качестве рабочего инструмента используют алмазные и шлифовальные круги.
Назначение круглошлифовальных станков
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.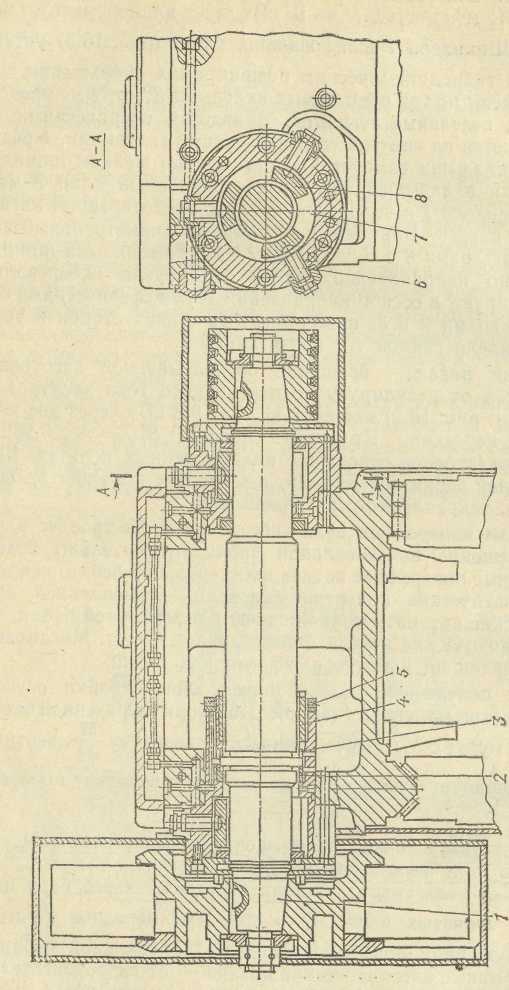
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Виды круглошлифовального оборудования
В процессе развития технологии металлообработки был налажен выпуск следующих видов круглошлифовальных станков:
- Классический тип подразумевает установку обрабатываемой заготовки в центрах. Роль фиксаторов выполняют передняя и задняя бабки. С началом работ деталь начинает вращаться благодаря приводу аппарата. Снятие металла происходит при контакте абразивного диска с поверхностью. Способ удаления металлической стружки зависит от модели аппарата.
Подобные модели пользуются популярностью у различных ремонтных мастерских. Например, на данном оборудовании выполняют шлифовку коленчатых валов двигателей внутреннего сгорания.
- Бесцентровая конструкция считается универсальной, поскольку обрабатываемое изделие устанавливают на специальный лафет. С одной стороны ее фиксируют во избежание смещения детали в процессе обработки. В качестве крепежа используют вспомогательный круг. Шлифовку выполняют с обратной стороны детали. Это позволяет работать с полыми изделиями конусной формы.
Круглошлифовальные станки с ЧПУ заслуживают отдельного описания. Автоматизация процесса увеличивает производительность работ за счет снижения роли оператора оборудования. Кроме того, существенно вырастает качество обработки, поскольку автоматическая подача увеличивает точность работ – показатель допустимой погрешности не превышает сотых долей миллиметров. Программное управление снижает вероятность появления брака.
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям.
 Выделяют следующие классы точности аппаратов:
Выделяют следующие классы точности аппаратов:- повышенной точности;
- высокой точности;
- особо высокой точности.
Станки применяют для обработки различных материалов: от чугуна, стали и сплавов на их основе до материалов высокой прочности – поликристаллических алмазов и кубических нитридов.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
Автоматическая балансировка выполняется с помощью переключаемой жесткости шпинделя или дополнительных уравновешивающих грузов.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.

- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.
В некоторых аппаратах опорный нож устанавливают на салазки ведущей бабки. В этом случае он перемещается одновременно со шлифовальным инструментом относительно его оси.
Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Принцип работы
Известно несколько способов наружной обработки, которые зависят от технических параметров металлообрабатывающего оборудования.
В ремонтных мастерских чаще всего применяют метод продольного шлифования. В этом случае обрабатываемую заготовку необходимо закрепить в центрах станка. Электрический двигатель приводит во вращение переднюю бабку вместе с зафиксированным объектом. Продольное перемещение выполняет механизм подачи, изменяя положение заготовки относительно шлифовального круга.
Помимо продольного шлифования, на современных аппаратах можно выполнять следующие способы обработки:
- Глубинная. Величина припуска за один проход может достигать 0,4 мм металла. Воздействие на поверхность осуществляется конической частью инструмента.
- Врезная. Данная технология подразумевает использование широких шлифовальных кругов для выполнения обдирочных или чистовых работ. В процессе обработки положение заготовки относительно круга не меняется.
- Уступами. Метод объединяет глубинное и врезное шлифование. Это позволяет обрабатывать изделия сложной формы.

Важные параметры оборудования и технические характеристики
Основные параметры указываются в паспорте завода-изготовителя. К ним относятся:
- Мощность электрического привода. От величины этого параметра зависит производительность аппарата. Единица измерения – кВт.
- Напряжение. Определяет сферу использования. Компактные модели для бытовых работ функционируют от домашней сети с напряжением 220 В. Станки промышленного назначения работают от напряжения 380 В.
- Размеры рабочего стола. Ограничивают габариты обрабатываемых заготовок.
- Максимальный диаметр шлифовального круга. Его размеры определяет межгосударственный стандарт.
- Номинальное число оборотов. От данного показателя зависит скорость вращения инструмента.
- Наличие ЧПУ и точность обработки. Числовое программное управление позволяет увеличить точность выполняемых работ, однако стоимость таких аппаратов достаточно высока.
На что обратить внимание при выборе круглошлифовального станка
На стадии подбора оборудования необходимо обратить внимание на стандартную комплектацию и возможности его модификации.
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
В качестве дополнительного оборудования станка поставщик предлагает следующие элементы:
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.

Модификация круглошлифовального станка может увеличить итоговую стоимость на 20–30%.
Станки для шлифования наружной поверхности – востребованный товар на рынке металлообработки. Наличие ЧПУ позволяет повысить точность и производительность работ, однако увеличивает себестоимость производства. Как вы считаете, есть смысл приобретать аппарат с ЧПУ для небольшой мастерской или такая покупка будет нецелесообразной? Напишите ваше мнение в комментариях.
Устройство круглошлифовального станка – Энциклопедия по машиностроению XXL
КЛАССИФИКАЦИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ И УСТРОЙСТВО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА МОДЕЛИ 315 [c.695]Устройство круглошлифовального станка [c.427]
Из всего многообразия шлифовальных станков рассмотрим устройство круглошлифовального станка модели 315 (рис. VI-71). Шлифовальный круг приводится во вращение от электродвигателя Ng== =8 кет через клиноременную передачу. Поводковая планшайба 6 вращается от электродвигателя N=0,35—0,8 кет через трехступенчатую ременную передачу. [c.427]
УСТРОЙСТВО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА [c.110]
Устройство круглошлифовального станка и принцип его работы. [c.37]
Фиг. 82. Схе.ма устройства индуктивно-контактного датчика для автоматического измерения на круглошлифовальных станках 82. Схе.ма устройства индуктивно-контактного датчика для автоматического измерения на круглошлифовальных станках
|
На рис. 17 приведена принципиальная схема прибора активного контроля, установленного на столе круглошлифовального станка. Измерительные наконечники 1 ч 3 закреплены на каретках (в рычагах) 5 и 6, позволяющих наконечникам следить за размером обрабатываемой детали 2 в одном сечении. С одной из кареток связаны отсчетное устройство 4 или его чув- [c.233]
В двух из четырех изготовленных в первую очередь автоматических линий применены бесцентрово-шлифовальные станки с набором кругов, а в двух остальных — круглошлифовальные станки с наклонным расположением шлифовальной бабки и с отводом кругов по команде, подаваемой измерительным устройством при достижении заданного размера. Существенный интерес представляют операции запрессовки ротора на вал и последующей балансировки. Они также полностью автоматизированы и осуществляются с помощью специальных агрегатов. Ротор в горизонтальном положении подается на рабочую позицию и удерживается на ней фиксатором.
[c.180]
Ротор в горизонтальном положении подается на рабочую позицию и удерживается на ней фиксатором.
[c.180]
Устройства АК-ЗМ предназначены для автоматизации круглошлифовальных станков при врезном шлифовании и с успехом применяются на ряде заводов. [c.104]
Конструктивное устройство бабки изделия простого круглошлифовального станка 315 показано на фиг. 4. [c.528]
Некоторые из круглошлифовальных станков имеют устройство, позволяющее обрабатывать несложные профили. К таким, в частности, относятся станки для шлифования валков с небольшой выпуклостью или вогнутостью. На фиг. 85 представлено устройство для осуществления этих движений. [c.590]
Правка алмазным роликом с индивидуальным электроприводом вращения может быть использована на круглошлифовальных станках взамен любой правки единичным алмазом. Устройство для правки с кареткой продольного перемещения монтируют на шлифовальной бабке станка. Врезное шлифование профильным алмазным роликом может быть также использовано для профилирования круга по всей его ширине. Метод эффективен в массовом производстве [c.396]
На круглошлифовальных станках широкое распространение получили устройства для контроля наружного диаметра обрабатываемой детали, построенные на одно-, двух- и трехконтактной схемах. По трехконтактной схеме с одним чувствительным элементом выполнены навесные скобы модели БВ-П.3156 (рис. 11.16). Скоба 5 имеет два базирующих / и один измерительный 2 наконечники. Скобу шарнирно подвешивают на пружинном кронштейне 8 к кожуху шлифовального круга так, чтобы она могла свободно откидываться. Базирующие наконечники / прижимаются к обрабатываемой поверхности с усилием до 600 сН с помощью пружин поворотного кронштейна 8. Измерительное усилие подвижного наконечника 2 создается пружиной 4. Подвижный наконечник подвешен на пружинном параллелограмме 3 и передает результат измерения через рычаг б отсчетному устройству или измерительному преобразователю 7. В приборах модели БВ-П.3156, выпускаемых по ТУ 2-034-519—80, в качестве отсчетного устройства используют индикаторы часового типа. Промышленностью были выпущены навесные скобы модели БВ-3154, где был использован индуктивный преобразователь, и модели БВ-3155 с пнев-
[c.332]
В приборах модели БВ-П.3156, выпускаемых по ТУ 2-034-519—80, в качестве отсчетного устройства используют индикаторы часового типа. Промышленностью были выпущены навесные скобы модели БВ-3154, где был использован индуктивный преобразователь, и модели БВ-3155 с пнев-
[c.332]
На рис. 4 показано динамометрическое устройство, которым измеряется изменение величины контактной деформации двух сопряженных деталей втулки 1 и кронштейна 3 механизма подачи круглошлифовального станка. Для увеличения чувствительности измерительного устройства между втулкой 1 и кронштейном 3 введено две тарельчатые пружины 2. При изменении силы шлифования шлифовальная бабка стремится переместиться в том или ином направлении, увлекая прикрепленный к ней неподвижно кронштейн 3. Поскольку втулка 1 удерживается винтом механизма подачи, входящим в нее, происходит смешение кронштейна 3 относительно втулки 1. Величину этого смещения измеряет индуктивный датчик 6 через бесшарнирный рычаг 5, второй конец которого упирается в шарик стакана 4, смонтированного во втулке 1. Относитель- [c.334]
Одной из серьезных трудностей при создании устройства было то. что оно разрабатывалось для круглошлифовального станка 3153 Вильнюсского завода шлифовальных станков, не имеющего устройства, способного воспринимать команды приборов активного контроля. [c.404]
Устройство круглошлифовального центрового станка [c.250]
Устройства для установки и закрепления кругов на круглошлифовальных станках аналогичны устройствам, используемым для кругов таких же диаметров на плоскошлифовальных станках (см. подразд. 7.5). [c.264]
Назовите устройства для установки и закрепления заготовок на круглошлифовальных станках. [c.268]
Где на круглошлифовальных станках располагаются ручные и автоматические устройства правки шлифовального круга [c.268]
Использование СЧПУ для управления бесцентровыми круглошлифовальными станками позволяет существенно упростить конструкции ряда механических узлов устройств правки (в результате отказа от копирных линеек, механизмов подачи алмазов и т.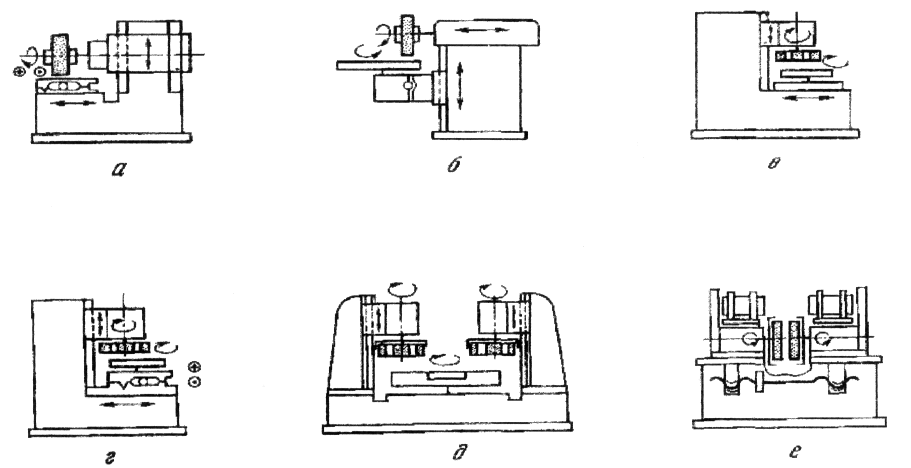 д.), приводов продольного перемещения устройств правки, механизмов тонкой подачи шлифовального и ведущего кругов, контрольных и контрольно-подналадочных устройств и др.
[c.286]
д.), приводов продольного перемещения устройств правки, механизмов тонкой подачи шлифовального и ведущего кругов, контрольных и контрольно-подналадочных устройств и др.
[c.286]
Установка заготовок. При установке и закреплении заготовок на круглошлифовальных станках проверить состояние отверстий в заготовках, состояние опорных центров, поводковых устройств, патронов и приспособлений. Для безопасного шлифования длинных заготовок следует использовать люнет. [c.345]
Шлицевые валы с допусками по 2-му классу на ширину шлицев, наружный или внутренний диаметр, а также валы, подвергающиеся термической обработке, необходимо шлифовать. У шлицевых валов с наружным центрированием наружная поверхность шлифуется на круглошлифовальном станке, а боковые стороны шлицев — на шлицешлифовальном станке парой плоских шлифовальных кругов (рис. 47, а). Шлицевые валы с центрированием по внутреннему диаметру шлифуют по внутреннему диаметру и бокам шлицев на шлицешлифовальном станке по методу копирования шлифовальным кругом с профилем, соответствующим профилю шлица (рис. 47, б). Круг правится тремя алмазами при помощи имеющегося на станке устройства. Обработка этим способом дает высокую производительность и применяется во всех типах производства. [c.101]
Точностные характеристики стандартизированных центров приведены в табл. 19. Кроме того, применяются самоустанавливающиеся центры по ОСТ 3-213—70 и 3-214—70 (с устройством для стопорения). Упорные центры и полуцентры рекомендуется применять при малых частотах вращения шпинделя (до 120 об/мин). Вставки из твердых сплавов ддя центров к токарным и круглошлифовальным станкам изготовляются по ГОСТ 2209—69, форма 34. Допускается изготовлять наплавленными прутковым сормайтом по ГСЮТ 11545—69 (толщина наплавляемого слоя не более 2,5-г-3,0 мм) рабочие конусы центров по ГОСТ 18259—712 и 13214—67 (рабочие конусы 60 и 75° исполнения 1с конусом Морзе 6) ГОСТ 2575—67 (рабочие конусы центров 60° и 75° исполнения 1 с конусом Морзе бис конусами метрическими). [c.381]
[c.381]
Системы к круглошлифовальным станкам. Индуктивная система мод БВ-4100 включает устройство мод. БВ-6119, скобу настольную мод. БВ-3152 или навесную мод. БВ-3154 (каждая с датчиком мод. БВ-6067) и соответственно узел подвода мод. 15В-3102 или подвески мод. БВ-3221. Всего выпускается 29 различных комплектов. [c.630]
Из всего многообразия шлифовальных станков рассмотрим устройство круглошлифовального станка модели 315 (фиг. 501). Шлифовальный круг приводится во вращение от электродвигателя через клиноременную передачу. Поводковая планшайба 6 вращается от электродвигателя через трехступенчатую ременную передачу (шлифовальный станок модели ЗД16 для бесступенчатого изменения чисел оборотов имеет механизм вариатора с подвижными конусами). Стол станка может перемещаться или вручную, или при помощи гидропривода. [c.695]
На рис. 34 показана схема подналадочного устройства круглошлифовального станка фирмы Федераль . На этом станке применяется скоба 1 с датчиком 2, управляющим механизмом 3 остановки станка. При работе станка обрабатываемая деталь нагревается, а наконечники измерительного устройства изнаши-50 [c.90]
На фиг. 76 показана схема действия подналадочного устройства круглошлифовального станка американской фирмы Федераль [56]. На этом станке применяется скоба 1 с пневмоэлектроконтактным датчиком 2, управляющим механизмом 3 остановки станка. При работе станка происходит нагрев обрабатываемой детали и станка, а наконечники измерительного устройства подвергаются износу. Это [c.114]
В процессе сборочных работ необходимо повышение уровня механизации и автоматизации работ по технологическому контролю, что позволит резко сократить штат ОТК и улучшить качество контрольных операций. Для этого, например, на Харьковском тракторном заводе применяется устройство активного контроля на круглошлифовальных станках, которое автоматически отключает станок в момент получения заданного размера детали.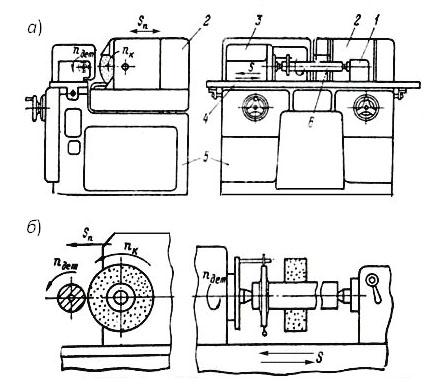 Этот прибор позволяет производить достаточно точные замеры и обеспечивает повышение производительности шлифовальных станков на 10—15% и высвобождение контрольных операций. В крупносерийном производстве используются различные другие приборыдля механизации и автоматизации контрольных операций.
[c.251]
Этот прибор позволяет производить достаточно точные замеры и обеспечивает повышение производительности шлифовальных станков на 10—15% и высвобождение контрольных операций. В крупносерийном производстве используются различные другие приборыдля механизации и автоматизации контрольных операций.
[c.251]
Настольные индуктивные (БВ-3152) и пневматические (БВ-3153) двухконтактные скобы предназначены для контроля деталей при врезном и продольном шлифовании. Крепление скоб осуществляется преимущественно на столе станка с помощью следующих специальных подводящих устройств, выпускаемых ЧЗМИ к круглошлифовальным станкам. [c.105]
Гидрав-тическое подводящее устройство типа БВ-3102 предназначено для установки двухконтактных измерительных скоб приборов активного контроля типа БВ-1096 на автоматических или полуавтоматических круглошлифовальных станках. Применение такого устройства позволяет автоматизировать подвод скобы для измерения шлифуемой детали и осуществить возврат скобы в исходное положение с целью освобождения рабочей зоны при удалении обработанной детали и установке в центра станка очередной заготовки. [c.171]
Промышленностью выпускается измерительная система модели БВ-4177, предназначенная для установки на внутришлифовальных и круглошлифовальных станках для обработки наружных диаметров. Система содержит два измерительных одноконтактных устройства, сигналы которых суммируются в отсчетно-командном устройстве. В комплект системы входит устройство программного управления модели БВ-6133, определяющее скорость изменения размера и разность диаметров. [c.334]
На рис. б показан макет описанного устройства, установленный на круглошлифовальном станке ЗА150. [c.408]
Устройство для установки и закрепления заготовок на круглошлифовальных станках показано на рис. 7.15. Задний центр 3 и передний центр 6 — невращающиеся. Ось шлифовального круга 1 при обработке цилиндрической поверхности заготовки параллельна оси центров станка.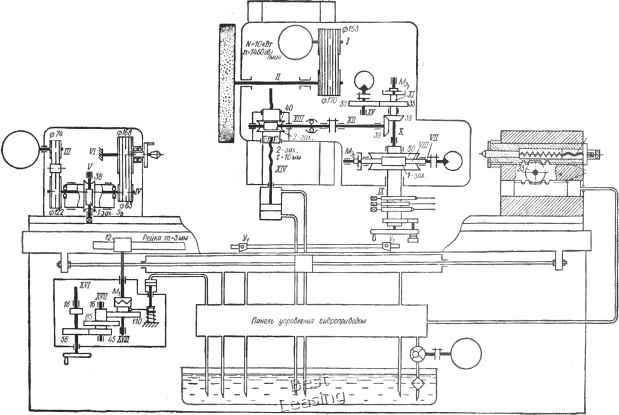 Центр 6 установлен в шпинделе 5 передней бабки станка. Вращение от электродвигателя через шкив 7 клиноременной передачи передается заготовке 2 с помошью поводкового диска 4, пальца S и хомутика 9. На торцах заготовки выполнены специальные центровые отверстия (рис. 7.16). Конические поверхности этих отверстий при установке
[c.264]
Центр 6 установлен в шпинделе 5 передней бабки станка. Вращение от электродвигателя через шкив 7 клиноременной передачи передается заготовке 2 с помошью поводкового диска 4, пальца S и хомутика 9. На торцах заготовки выполнены специальные центровые отверстия (рис. 7.16). Конические поверхности этих отверстий при установке
[c.264]
Правка шлифовальных кругов. Устройство для правки круга алмазом устанавливают на задней бабке круглошлифовального станка. Алмазный карандаш в пиноли имеет микрометрическую подачу, которая осуществляется вращением рукоятки вручную. На пиноли может быть также смонтирована оправка для безалмазной правки. Устройство для автоматической правки круга монтируют на корпусе шлифовальной бабки. Правильное устройство обеспечивает одно- или двухпроходную правку по гладкому или ступенчатому копиру. Правильное устройство включается по команде от реле счета числа прошлифованных деталей или оператор нажимает для этого кнопку (см. также подразд. 7.3). [c.267]
Бесцентровые крутлошлифовальные станки эффективно применяют при обработке деталей малого и большого диаметров без ограничения длины, либо тонкостенных деталей, а также деталей, имеющих сложные наружные профили (поршень, кулак и т.д.). В условиях массового производства эти станки характеризуются высокой производительностью и точностью обработки. В мелкосерийном и индивидуальном производстве применение таких станков ограничено из-за трудоемкости переналадки. Расширение областей применения бесцентровых круглошлифовальных станков сдерживают два фактора большие затраты времени на правку кругов и сложность наладки станка, что требует значительных затрат времени и высокой квалификации персонала. Это объясняется тем, что в конструкции этих станков существуют шлифовальный и ведущий круги устройства правки, обеспечивающие придание соответствующей формы поверхностям шлифовального и ведущего кругов возможность установки положения опорного ножа механизмы компенсационных подач шлифовального круга на обрабатываемую деталь и на правку, а также ведущего круга на деталь и на правку установка положения загрузочного и разгрузочного устройств. [c.285]
[c.285]
Шлифовальная 020 операция щлифовать поверхности диаметром 80/7, 80Л6 и торец диаметром 120 х 80 мм окончательно на круглошлифовальном станке ЗЮ2. Приспособление оправка и поводковое устройство. Базирование по отверстиям диаметром 62/57 и 54А7. Измерительный инструмент рычажная скоба с диапазоном измерения 75… 100 мм и ценой деления шкалы 0,002 мм калибры-скобы 80/7 и 80Л6. [c.92]
На рис. 4 показано устройство для автоматического выключения круглошлифовального станка от электроконтактно го датчика. В процессе шли( ювания щуп 2 миниметра-находится в контакте со шлифуемой поверхностью детали I. На стрелке миниметра 3 находится контакт 4, который замыкается с контактом 5 при достижении требуемого размера детали 1, и при этом электрический ток поступает в катушку б промежуточного реле, а его якорь замыкает контакты 7. В результате [c.201]
На рис. 6 показано устройство с пневматическим датчиком для автоматического выключения круглошлифовального станка при шлифовании вала. Измерительным элементом устройства является седлообразная скоба /, которая закреплена на пружинах 6 и подводится к шлифуемому валу гидроцилиндром 5. В наконечнике 2 находится пружина 3, прижимающая измерительный шток 4 к шлифуемому валу. У левого торца штока 4 с зазором расположено сопло, соединенное трубкой с пневмортутным датчиком. По мере снятия припуска с шлифуемого вала скоба садится на него глубже, чем шток 4, уменьшая зазор, в результате чего увеличивается давление воздуха в трубке 11 датчика. Ртуть в трубках 7 и 10 поднимается и вначале замыкает электроконтакт 8, переключив механизм станка с черновой подачи шлифовального круга на чистовую. При дальнейшем снятии припуска зазор будет уменьшаться, а давление воздуха в трубке U — увеличиваться. При достижении требуемого размера вала ртуть в трубке 10 замкнет контакт 9, конец которого расположен выше конца контакта 8, подача выключится, и начнется процесс выхаживания , который автоматически кончается, и станок останавливается.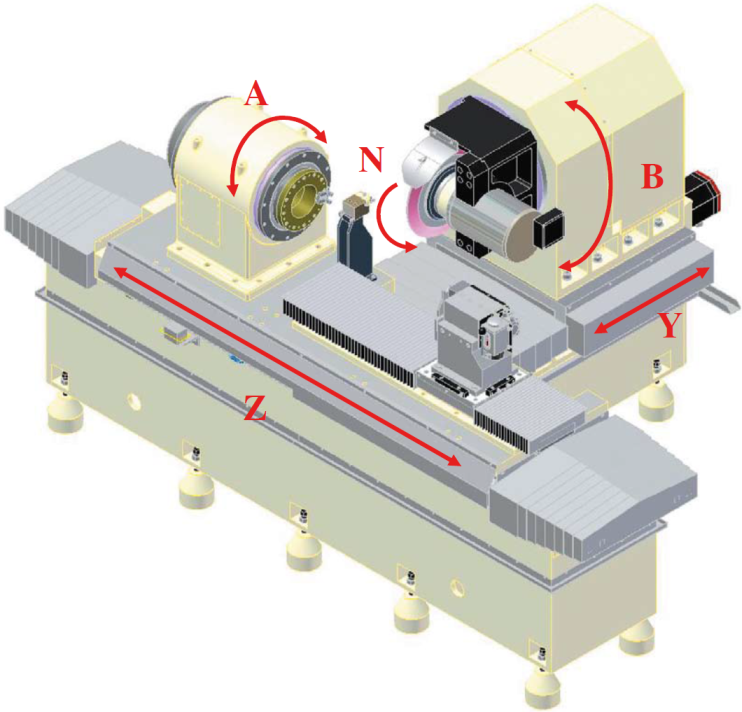 [c.203]
[c.203]
Схема осуществления артоматического контроля в процессе обработки (активный контроль) приведена на рис. 74, б. На круглошлифовальном станке 4, например, автоматическое контрольное устройство 2 может подавать через преобразователь 3 команды исполнительным органам станка на изменение подачи [c.177]
Круглошлифовальный станок с ЧПУ – устройство и основные модели
Для обработки металлических поверхностей используются разные инструменты и оборудование. Для работы с круглыми деталями могут применяться круглошлифовальные станки. Они имеют большие габариты, но обладают множеством преимуществ — простота работы, высокая точность, несколько режимов работы. Но как работает круглошлифовальный станок с инженерной точки зрения? Какими особенностями обладают эти устройства? И как выбрать станок для производственного цеха или фабрики? В статье эти вопросы будут рассмотрены.
Основные сведения
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.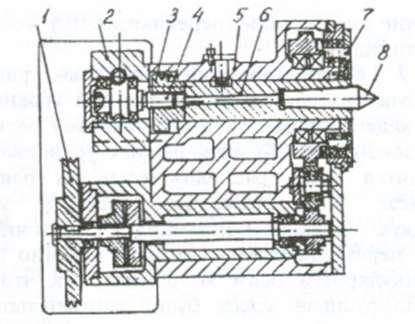
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.

Особенности круглошлифовальных станков
Управление осуществляется вручную с помощью механических, гидравлических приводов. Также многие современные установки оснащены панелью числового программного управления (ЧПУ), которая позволяет автоматизировать большинство производственных процессов. Это не только упрощает задачу рабочего, но и благоприятно сказывается на качестве обработки.
Для допуска к установке (как с панелью ЧПУ, так и без нее) рабочий должен пройти соответствующее обучение. Также он должен пройти инструктирование относительно правил техники безопасности на рабочем месте. Во время работы человек должен соблюдать осторожность, чтобы не повредить деталь и не нанести вред своему здоровью. В зависимости от конструкции различают такие разновидности установок:
- Простой станок. На таких установках можно менять только угол наклона стола, на котором закреплена основная деталь, а шлифовальный диск имеет фиксированное положение. Это позволяет обрабатывать детали конусной формы с малым углом при вершине. Фиксированное расположение диска ухудшает универсальность системы, однако заметно снижает его стоимость. Поэтому в случае небольших производств (автомастерские, домашнее строительство) покупка простого станка может быть оправданным решением.
- Универсальный круглошлифовальный станок. На таких системах можно вращать как стол, так и обрабатывающий диск. Это позволяет шлифовать все виды деталей (плоские, конусные, торцевые, переменного диаметра), а также отдельные отверстия внутри заготовок. Универсальный круглошлифовальный станок обычно оснащается ЧПУ, что позволяет заметно увеличить качество обработки. Такие установки дороже простых систем, а обычно их применяют в промышленности (машиностроение, ремонт кораблей или самолетов, производство оружия).
 Фиксированное расположение диска ухудшает универсальность системы, однако заметно снижает его стоимость. Поэтому в случае небольших производств (автомастерские, домашнее строительство) покупка простого станка может быть оправданным решением.
Фиксированное расположение диска ухудшает универсальность системы, однако заметно снижает его стоимость. Поэтому в случае небольших производств (автомастерские, домашнее строительство) покупка простого станка может быть оправданным решением.Разновидности шлифовки
Шлифовка с помощью круглошлифовального станка может осуществляться тремя основными методами — врезание, обработка уступами, продольный рабочий ход. Каждая из методик имеет несколько дополнительных модификаций, поэтому фактических сценариев обработки намного больше.
Основные методики обработки
- Шлифование продольным ходом. Заготовка устанавливается в специальные пазы, которые во время работы совершают вращательные движения. Пазы передвигаются с небольшой скоростью вдоль (скорость регулируются вручную или с помощью ЧПУ). Это приводит к двум эффектам во время работы — деталь не только вращается, но и перемещается вдоль своей оси. Также включается полирующий круг, который выполняет шлифовку. За счет продольного хода деталь обрабатывается по всей своей площади, что упрощает ее обработку. Оптимальная глубина — 0,05-0,1 мм.
- Глубинное продольное шлифование. Этот способ повторяют предыдущую технологию с одним небольшим отличием — во время работы глубина составляет от 0,1 до 0,4 миллиметров. Это позволяет не только зачищать поверхность, но и срезать ненужный слой металла с заготовки. Глубинная обработка ускоряет зачистку, однако она не подходит для работы с мягкими металлическими сплавами (латунь, бронза, алюминий и другие).
- Двойная продольная шлифовка. На станочное оборудование устанавливается два обрабатывающих диска, а сама обработка выполняется методом продольного хода. Первый диск обладает более крупным зерном в сравнении со вторым. Между дисками может устанавливаться небольшая прокладка, которая позволяет упростить процедуру обработки. Смысл подобной системы такой: деталь проходит зачистку на первом диске, где происходит срезание ненужного слоя металла. Потом она поступает на второй диск, где выполняется ее полировка и финальная зачистка.
- Врезное шлифование. Металлическая заготовка монтируется в пазы, которые совершают вращательные движения во время работы. Пазы являются статическими (то есть деталь не совершает продольных движений). Для обработки применяется широкое колесо-диск, которое по длине гораздо больше самой заготовки. Зачистка выполняется так: деталь подносится к вращающемуся колесу, что приводит к шлифовке заготовки по всей ее длине. Технология подходит для обработки фасонных или одинаковых деталей и сплошных листов, у которых отсутствуют небольшие выемки или углубления.
- Шлифование уступами. Методика представляет собой комбинацию продольной и врезной технологии шлифовки. Шлифовка уступами применяется для зачистки длинных грубых деталей, которые проблематично обработать с помощью только одной из стандартных технологий шлифовки. Механика процесса выглядит так. Деталь монтируется в специальные углубления, которые вращают ее и перемещают ее в горизонтальном направлении. Для самой обработки используется один или несколько шлифовальных дисков. Во время проходки обрабатывается один из участков детали методом врезного шлифования. Потом выполняется продольный ход, что позволяет обработать уже другую часть заготовки. При необходимости выполняется остановка станка и замена абразивного диска (при работе с пазами, углублениями, отверстиями).
Обдирочное и чистовое шлифование
При обдирочном шлифовании с поверхности металла срезается слой определенной толщины. Главная цель обдирочной обработки — это уменьшение размеров детали (по отдельному фрагменту или по всей площади).
Главная цель обдирочной обработки — это уменьшение размеров детали (по отдельному фрагменту или по всей площади).
Во время чистовой обработки выполняется полировка, а также удаление дефектов (заусеницы, трещины, острые углы). Обдирочная и чистовая шлифовка может выполняться как на разных, так и на одном станке.
Универсальный круглошлифовальный станок выполняет двойную шлифовку — первый диск снимает лишний слой металла, а второй слой выполняет финальную полировку.
Основные модели
- Модель 3151. Имеет ручное управление, панель ЧПУ отсутствует. Может шлифовать все основные виды заготовок — полые, плоские, цилиндрические, торцевые. Также может применяться для обработки конусовидных заготовок с небольшим углом наклона. Модель 3151 не подходит для крупных фабрик, но ее можно использовать в мелкосерийном производстве.
- Модель 3M151. Является модификацией модели 3151. Оборудована автоматикой, что помогает управлять системой как в ручном, так и в автоматическом режиме. Модель 3М151 может выполнять все основные виды шлифовки округлых заготовок. Может использоваться на мелких производствах, в мастерских, на крупных заводах и так далее.
- Модель 3Б161. Оборудована гидравликой и автоматикой. Может выполнять все основные виды шлифовки (может выполнять в том числе шлифовку уступами). Подходит для серийной обработки, хотя при необходимости модель 3Б161 можно переоборудовать для единичного производства.
- Модель G25A-35СNC. Имеет электронный режим управления (ЧПУ). Модель оборудована продвинутой электроникой, может выполнять сложные варианты шлифовки в полностью автоматическом режиме. Высокая цена, но хорошие технические показатели (прочность, надежность, устойчивость, срок годности).
Заключение
Подведем итоги. Для обработки округлых, цилиндрических и конических деталей может применяться круглошлифовальный станок. Затирка заготовок осуществляется за счет вращения абразивного колеса, которое может шлифовать металлическую деталь, снимать верхний слой металла, удалять средние и мелкие неровности.
Круглошлифовальная система может оборудоваться электронной панелью для автоматического шлифования заготовок. Шлифовка осуществляется продольным ходом, врезанием, уступами. В России популярны следующие модели — 3151, 3М151, 3Б161, G25A-35СNC.
Используемая литература и источники:
- З.И. Кремень, В.Г. Юрьев, А.Ф. Бабошкин. Технология шлифования в машиностроении. — Санкт-Петербург: Политехника, 2007.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003.
- В.С. Лысанов. Эльбор в машиностроении. — Машиностроение, 1978.
- Статья на Википедии
Поделиться в социальных сетях
Принцип работы круглошлифовального станка
Круглошлифовальный станок: устройство, виды и назначениеКруглошлифовальные станки: назначение и виды. Основные рабочие узлы и варианты компоновки. Методы обработки металла: продольная, глубинная, врезная, уступами. Основные параметры круглошлифовальных станков. Критерии выбора и возможность модификации.
Круглошлифовальный станок – оборудование для проведения обдирочной и чистовой обработки наружной поверхности деталей. Особенности конструкции позволяют работать с заготовками различных форм: цилиндрической, конической, прямой. В качестве рабочего инструмента используют алмазные и шлифовальные круги.
Назначение круглошлифовальных станков
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Виды круглошлифовального оборудования
В процессе развития технологии металлообработки был налажен выпуск следующих видов круглошлифовальных станков:
- Классический тип подразумевает установку обрабатываемой заготовки в центрах. Роль фиксаторов выполняют передняя и задняя бабки. С началом работ деталь начинает вращаться благодаря приводу аппарата. Снятие металла происходит при контакте абразивного диска с поверхностью. Способ удаления металлической стружки зависит от модели аппарата.
Подобные модели пользуются популярностью у различных ремонтных мастерских. Например, на данном оборудовании выполняют шлифовку коленчатых валов двигателей внутреннего сгорания.
- Бесцентровая конструкция считается универсальной, поскольку обрабатываемое изделие устанавливают на специальный лафет. С одной стороны ее фиксируют во избежание смещения детали в процессе обработки. В качестве крепежа используют вспомогательный круг. Шлифовку выполняют с обратной стороны детали. Это позволяет работать с полыми изделиями конусной формы.
Круглошлифовальные станки с ЧПУ заслуживают отдельного описания. Автоматизация процесса увеличивает производительность работ за счет снижения роли оператора оборудования. Кроме того, существенно вырастает качество обработки, поскольку автоматическая подача увеличивает точность работ – показатель допустимой погрешности не превышает сотых долей миллиметров. Программное управление снижает вероятность появления брака.
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям. Выделяют следующие классы точности аппаратов:
- повышенной точности;
- высокой точности;
- особо высокой точности.
Станки применяют для обработки различных материалов: от чугуна, стали и сплавов на их основе до материалов высокой прочности – поликристаллических алмазов и кубических нитридов.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
Автоматическая балансировка выполняется с помощью переключаемой жесткости шпинделя или дополнительных уравновешивающих грузов.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.
В некоторых аппаратах опорный нож устанавливают на салазки ведущей бабки. В этом случае он перемещается одновременно со шлифовальным инструментом относительно его оси.
Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Принцип работы
Известно несколько способов наружной обработки, которые зависят от технических параметров металлообрабатывающего оборудования.
В ремонтных мастерских чаще всего применяют метод продольного шлифования. В этом случае обрабатываемую заготовку необходимо закрепить в центрах станка. Электрический двигатель приводит во вращение переднюю бабку вместе с зафиксированным объектом. Продольное перемещение выполняет механизм подачи, изменяя положение заготовки относительно шлифовального круга.
Помимо продольного шлифования, на современных аппаратах можно выполнять следующие способы обработки:
- Глубинная. Величина припуска за один проход может достигать 0,4 мм металла. Воздействие на поверхность осуществляется конической частью инструмента.
- Врезная. Данная технология подразумевает использование широких шлифовальных кругов для выполнения обдирочных или чистовых работ. В процессе обработки положение заготовки относительно круга не меняется.
- Уступами. Метод объединяет глубинное и врезное шлифование. Это позволяет обрабатывать изделия сложной формы.
Важные параметры оборудования и технические характеристики
Основные параметры указываются в паспорте завода-изготовителя. К ним относятся:
- Мощность электрического привода. От величины этого параметра зависит производительность аппарата. Единица измерения – кВт.
- Напряжение. Определяет сферу использования. Компактные модели для бытовых работ функционируют от домашней сети с напряжением 220 В. Станки промышленного назначения работают от напряжения 380 В.
- Размеры рабочего стола. Ограничивают габариты обрабатываемых заготовок.
- Максимальный диаметр шлифовального круга. Его размеры определяет межгосударственный стандарт.
- Номинальное число оборотов. От данного показателя зависит скорость вращения инструмента.
- Наличие ЧПУ и точность обработки. Числовое программное управление позволяет увеличить точность выполняемых работ, однако стоимость таких аппаратов достаточно высока.
На что обратить внимание при выборе круглошлифовального станка
На стадии подбора оборудования необходимо обратить внимание на стандартную комплектацию и возможности его модификации.
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
В качестве дополнительного оборудования станка поставщик предлагает следующие элементы:
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.
Модификация круглошлифовального станка может увеличить итоговую стоимость на 20–30%.
Станки для шлифования наружной поверхности – востребованный товар на рынке металлообработки. Наличие ЧПУ позволяет повысить точность и производительность работ, однако увеличивает себестоимость производства. Как вы считаете, есть смысл приобретать аппарат с ЧПУ для небольшой мастерской или такая покупка будет нецелесообразной? Напишите ваше мнение в комментариях.
Синхронные машины – Конструкция – Принцип работы
Синхронная машина является наиболее важным типом электрической машины. Генерирующие машины, найденные на всех генерирующих станциях, являются синхронными машинами и обычно известны как синхронные генераторы или генераторы переменного тока. Синхронные двигатели хорошо известны своей работой на постоянной скорости и широко используются в промышленности.
Конструкция
Электромеханическое преобразование энергии происходит всякий раз, когда изменение потока связано с механическим движением.В синхронных машинах обмотка возбуждения является основным источником магнитного потока. Обмотка возбуждения и обмотка якоря размещены на общей магнитной цепи, состоящей из двух частей – статора и ротора
Статор
Статор является стационарным элементом. Это кольцевое зелье цилиндра, внутри которого вращается ротор. Между статором и ротором предусмотрен достаточный воздушный зазор. Обмотки якоря размещены в прорезях статора
Ротор
В синхронных двигателях используются роторные конструкции двух типов.Они представляют собой ротор цилиндрического типа и выступающий полюс или выступающий тип полюса. Цилиндрический полюсный ротор имеет встроенную обмотку постоянного тока. Цилиндрический ротор обеспечивает большую механическую прочность и обеспечивает более точную динамическую балансировку. Это особенно используется в высокоскоростных турбогенераторах.
Второй тип синхронного двигателя, то есть выступающие полюсные роторы имеют выступающие полюса. Эти выступающие опоры уменьшают его механическую прочность. Этот тип конструкции ротора используется для низкоскоростных применений, таких как гидроэлектрические генераторы.Большое количество полюсов в роторе делает ротор больше по диаметру и меньше по длине.
Ось ротора опирается на два подшипника, которые размещены на двух торцевых крышках, прикрепленных болтами с двух сторон ротора. Статор и ротор изготовлены из силиконовой стали, магнитного материала с высокой проницаемостью. Обмотка возбуждения снабжается отдельным источником постоянного тока от возбудителя через пару угольных щеток. Возбудитель может быть внешним источником постоянного тока или генератором постоянного тока, соединенным с валом синхронной машины.
Принцип действия
Когда возбуждение постоянного тока, подаваемое на ротор, создает в нем фиксированный Северный полюс и Южный полюс. Ротор создает постоянный поток в воздушном зазоре, который связан с обмоткой статора.
Синхронные генераторы
Генератор– это устройство, которое преобразует механическую энергию в электрическую. Когда ротор вращается с помощью первичного двигателя, он создает синусоидальное распределение потока в воздушном зазоре, которое связывает обмотки якоря и индуцирует синусоидальную переменную эдс в нем.Частота наведенной эдс может быть рассчитана по следующей формуле.
Где
P = количество полюсов статора.
N с = скорость вращения ротора в об / мин.
Синхронный двигатель
Мотор – это устройство, которое преобразует электрическую энергию. Пусть 3-х фазная обмотка статора В подключена к 3-х фазному источнику постоянного напряжения и частоты. В результате трехфазные токи, протекающие через обмотку статора, создают синхронно вращающееся магнитное поле с синхронной скоростью N с .
Учтите, что ротор вращается вспомогательным средством на скорости, близкой к синхронной скорости в направлении вращения поля статора. Теперь ротор вращается вместе с синхронно вращающимся полем статора и работает точно с синхронной скоростью. Электромеханический момент развивается на роторе в направлении вращения ротора и уравновешивает момент нагрузки. Можно отметить, что ротор возвращается к углу δ для данного момента нагрузки T L . Этот угол называется углом крутящего момента или углом мощности.
Крутящий момент, развиваемый синхронным двигателем, определяется следующим выражением.
Охота в синхронных машинах
Когда синхронная машина эксплуатируется при постоянной нагрузке, на электрических и механических частях машины должны возникать определенные помехи с ограниченной амплитудой. Этими помехами являются внезапное изменение нагрузки, внезапное изменение тока поля, наличие гармонических колебаний нагрузки, а также крутящего момента первичного двигателя. Это нарушение вызывает колебания в машинах.Это колебательное поведение известно как охота. Охотой можно управлять, обеспечив дополнительную обмотку демпфера в роторе.
, Что такое принцип работы ЧПУ и типы контроллеров ЧПУКаков принцип работы ЧПУ и типы контроллеров ЧПУ?
Как работают станки с ЧПУ?
В системе ЧПУ выделенный компьютер используется для выполнения всех основных функций согласно исполнительной программе, хранящейся в памяти компьютера. Система направляет команды на сервоприводы для управления серводвигателем и другими выходными устройствами, такими как реле, соленоиды и т. Д., Для запуска таких операций, как запуск и останов двигателя, включение и выключение охлаждающей жидкости, смена инструмента, смена поддонов и т. Д.и другие разные функции.
Как только система отдает, становится необходимым убедиться, что конкретная функция была выполнена. Это делается «Устройствами обратной связи». В качестве обратной связи по положению двигателя используются устройства непрерывной обратной связи, такие как линейная шкала, энкодер, резольвер и т. Д. Некоторые датчики, такие как бесконтактный выключатель, концевой выключатель, реле давления, реле потока, поплавковый выключатель и т. Д., Используются в качестве устройств обратной связи для мониторинга различных операций. Таким образом, все операции станка с ЧПУ постоянно контролируются соответствующими устройствами обратной связи.Так что система ЧПУ называется системой с замкнутым контуром. В случае сбоя в любой обратной связи, система генерирует «Сообщение об ошибке».
Принципы работы ЧПУ.
- Движение осей X, Y, Z управляется двигателем, который подает переменный ток или постоянный ток.
- Движение машины осуществляется путем подачи команд.
- Все операции выполняются с помощью таких кодов, как скорость, подача, глубина резания и т. Д.
- Для каждой операции доступен отдельный код.
- Система предупреждения доступна для защиты от различных операций и компонентов.
Типы контроллеров ЧПУ.
Основным определяющим фактором станков с ЧПУ является точность программирования. Программирование должно выполняться системой. В обрабатывающей промышленности наиболее часто используемые системы для станков с ЧПУ: система ЧПУ Японии FANUC, система ЧПУ Германии Siemens, система ЧПУ Японии Mitsubishi, система ЧПУ Германии HEIDENHAIN и так далее.
Пожалуйста, оставьте ценный комментарий, если вы считаете эту тему полезной.
Пост навигация
. Mw1332b Шлифовальный станок с цилиндрической шлифовальной машиной Шлифовальный станок для обработки металла распределительного валаОбзор станка
MW1332B × 2000мм – это круглошлифовальный станок с ручным управлением с электрическим, гидравлическим управлением. Этот станок используется для шлифования наружных круговых поверхностей цилиндрических или конусных вращающихся деталей. Эта машина используется для мини-серийного производства.
Технические параметры
| Высота центра | 180 мм |
| Макс.длина шлифовальной детали | 2000 мм |
| Расстояние от вершины | 2100 мм |
| Диапазон диаметров шлифования | Φ25 мм ~ Φ320 мм |
| Макс. длина шлифования | 1750 мм |
| (с отделкой задней бабки) | |
| Макс. масса заготовки | 150 кг |
| Диапазон вращения верхнего рабочего стола | + 2 °, -5 ° |
| Гидравлическая скорость перемещения рабочего стола | 0.1 ~ 4 м / мин |
| скорость вращения шпинделя бабки | 25,50,75,110,150,22 об / мин |
| Коническая вершина бабки | Mohs № 5 |
| Коническая вершина задней бабки | Mohs № 5 |
| Размер шлифовального круга (длина х ширина х высота) | 600 × 75 × 305 мм |
| Макс. количество движения вершины задней бабки | 30 мм |
| Скорость линии шлифовального круга | 35 м / с |
| Расход охлаждающего насоса | 50 л / мин |
| Мощность двигателя шлифовального круга | 11 кВт |
| Мощность мотора бабки | 0.75 / 1,5 кВт |
Основная конструкция и свойства
Эта машина представляет собой круглошлифовальный станок, управляемый электрическими и гидравлическими системами привода. Рабочий стол может перемещаться вертикально с помощью гидравлической бесступенчатой трансмиссии, а также с ручным приводом. Заготовка, бабка, гидравлический насос и охлаждающий насос приводятся в движение отдельными двигателями.
1) Корпус машины
Thebed имеет литую конструкцию с превосходной жесткостью и ударопрочностью после разрушающей обработки.Эта машина обладает стабильной точностью, долговечностью, и ее очень удобно разбирать, поднимать и перевозить. Эта машина имеет более высокую твердость и геометрическую точность благодаря плоской скользящей направляющей V-V для обеспечения хорошей абразивной стойкости и точности удержания направляющей.
2) Рабочий стол
Вертикальное движение рабочего стола можно контролировать с помощью гидравлической ступенчатой передачи или ручного привода. Рабочий стол выполнен с плоской V-образной направляющей с хорошей ударопрочностью и гибкостью при движении.Рабочий стол разделен на двухуровневые полы, чтобы можно было регулировать конусность заготовки путем регулировки относительного угла между верхним рабочим столом и нижним.
3) Передняя бабка
Заготовка приводится в движение двухскоростным приводом переменного тока, наконечники бабки – наконечники с твердосплавными наконечниками по Моосу # 5.
4) Задняя бабка
Задняя бабка может быть отрегулирована вручную, ход втулки задней бабки составляет 30 мм, а наконечник задней бабки – наконечники с твердосплавными наконечниками Mohs # 5.
5) Шлифовальная каретка
Обратная подача шлифовальной каретки может быть реализована с помощью гидравлического микромасштабного автоматического кругового перемещения.А грубая и чистовая подача также может быть реализована вручную. Шлифовальный круг приводится в движение от двигателя переменного тока.
6) Центральная рама: открытый устойчивый упор настроен в соответствии с требованиями токарной обработки тонких деталей.
7) Гидравлическая система смазки: установлен гидравлический бак, гидравлическая система может выполнять быстрое и обратное движение колеса, возвратно-поступательное движение смазки стола и рабочего стола и другие функции.
8) Система охлаждения: эта машина оснащена системой охлаждения с большим потоком с фильтрующим устройством на баке охлаждающей жидкости.
,Электроник – Шлифовальные станки
Типы станков шлифовальной группы. В группу шлифовальных станков входят станки, работающие абразивными инструментами: шлифовальными кругами, сегментами, брусками, шкуркой, порошками и пастами. Абразивная обработка отличается многообразием способов ее реализации и выполнения в диапазоне скоростей резания от 0,1 до 100 м/с и выше. Шлифовальные круги различают по виду абразивного материала, зернистости, твердости, структуре (строению), форме и размерам. Шлифованием обрабатывают гладкие, ступенчатые и шлицевые валы, сложные коленчатые валы, кольца и длинные трубы, зубчатые колеса, направляющие базовых деталей и т.д. С развитием глубинного шлифования возрос диапазон снимаемых припусков (0,01-10 мм), что позволяет эффективно использовать абразивную обработку вместо лезвийной.
В зависимости от формы обрабатываемой поверхности и вида шлифования станки общего назначения, работающие шлифовальным кругом, подразделяют на кругошлифовальные, внутришлифовальные, плоскошлифовальные, бесцентрошлифовальные и специальные (шлифование зубьев колес, резьб и т.д.).
На рис.Ш.1 показаны основные узлы шлифовального станка. Шлифовальный круг 1 устанавливают и закрепляют на шпинделе шлифовальной бабки 3, которая может перемещаться относительно станины 6 в продольном или поперечном направлении с помощью стола 5 или суппорта. Заготовку 2 закрепляют в патроне 9 шпиндельной бабки 8 (рис.Ш.1, б) или в центрах 10 шпиндельной бабки 8 и задней бабки 4 (рис.Ш.1, а). Круг и заготовка приводятся в движение электрическими или гидравлическими приводами, управляемыми оператором посредством пульта или пенели 7.
Плоскошлифовальные станки. По принципу работы их подразделяют для шлифования периферией и торцом круга; по форме стола и характеру его движения на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности – на универсальные, полуавтоматические и автоматические. Станки выпускаю т с круглым и прямоугольным столом, с горизонтальным и вертикальным расположением шпинделя, неавтоматизированные и полуавтоматические, станки оснащенные приборами активного контроля. Основными узлами плоскошлифовальных станков являются привод шлифовального круга, механизмы продольных, поперечных и вертикальных подач, привод стола (для станков с круглым столом). Механизмы продольной и поперечной подач выполняют гидравлическими, механизм вертикальной подачи – в виде храпового механизма.
Станок 3Е71В
Кругошлифовальные станки. Эти станки служат для наружного шлифования цилиндрических, конических и торцевых поверхностей. Станки подразделяют на простые и универсальные. Первые позволяют обрабатывать конические поверхности с малой конусностью (до 6), а вторые-с большой конусностью, за счет возможности одновременного поворота передней и шлифовальной бабок. Станки работают по полуавтоматическому или автоматическому циклу и характеризуются наибольшим диаметром обрабатываемой заготовки и ее длиной.
Кругошлифовальный станок 3М151. Станок-полуавтомат предназначен для наружного шлифования гладких и прерывистых цилиндрических и пологих конических поверхностей методами продольного и врезного шлифования. Станок оснащен приборами активного контроля размеров заготовки в процессе шлифования. Класс точности станка П.
Принцип работы доводочных станков. К доводочным станкам относятся хонинговальные, притирочные и станки для суперфиниширования. Эти станки служат для исправления отклонений обрабатываемых поверхностей от правильной геометрической формы и обеспечения их высокого качества поверхности (Ra=0,16-0,32 мкм)
Хонинговальные станки используют для обработки внутренних и реже наружных поверхностей. Выпускают вертикальные, горизонтальные и наклонные станки, одношпиндельные и многошпиндельные, универсальные и специальные.
Притирочные станки. Выпускают универсального и специального назначения. Станки служат для обработки различных наружных и внутренних поверхностей мелкозернистым абразивом, который смешан со смазочным и связующим материалом (бензин, керосин, масла) и нанесен на поверхность инструмента-притира или заготовки. Притиры изготавливают из чугуна, бронзы, стали и других материалов.
Вертикально-доводочный двухдисковый станок 3Б814 предназначен для обработки заготовок из стали, чугуна, бронзы, керамики, пластмасс. Доводку осуществляют с эксцентриковым или с планетарным приводом сепаратора.
Круглошлифовальный станок: технические характеристики и схемы
Содержание статьи:
Круглошлифовальные станки относятся к классу металлообрабатывающего оборудования. С их помощью выполняют точное шлифование металлических заготовок по внешней поверхности. Конструктивно станки этого типа существенно отличаются от аналогичного оборудования.
Конструктивные особенности оборудования
Рабочий блок станка
Принцип работы круглошлифовальных станков основан на прижиме заготовки с помощью направляющего круга либо монтажа в центах. Обработка при этом выполняется путем касания рабочего вращающего абразива с поверхностью детали. Таким образом выполняется равномерное удаление материала с формированием оптимального показателя шероховатости.
Классическая компоновка станка представляет собой сочетание токарного и шлифовального. Для фиксации заготовки в конструкции предусмотрен специальный блок. Это может быть система патронов, удерживающих деталь в горизонтальном положении. Альтернативным вариантом является применение дополнительного круга, который придавливает заготовку к абразиву.
Круглошлифовальный станок имеет следующие преимущества использования:
- возможность обрабатывать детали с различными габаритами. При этом важно учитывать их массу;
- точная настройка параметров. Для обеспечения высокого качества шлифовки рекомендуется приобретать модели с автоматической подачей;
- выбор модели станка под конкретные производственные задачи. Это обеспечит максимальную производительность и снизит себестоимость продукта.
Однако для выбора оптимальной модели станка необходимо детально ознакомиться с их разновидностями и эксплуатационными качествами. Все зависит от конфигурации обрабатываемых деталей, а также требований к качеству шлифования.
Немаловажным моментом является конфигурация абразивного диска – его зернистость, площадь рабочей поверхности. Эти характеристики напрямую влияют на качество шлифовки стальной заготовки.
Виды круглошлифовальных станков
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
Для шлифовки по всей поверхности заготовки круглошлифовальный станок должен иметь механизм смещения абразивного круга. В таком случае учитываются продольные подачи абразива и поперечные детали.
Перечень основных технических характеристик
Круглошлифовальный станок 3М152
В качестве примера можно рассмотреть работу стандартной модели круглошлифовального станка 3М152. В нем обрабатываемая деталь устанавливается в центрах. Аналогичной конструкцией обладает большая часть такого оборудования.
Лучше всего технические характеристики станка условно разделить по его узлам. Конструктивно он состоит из блока фиксации заготовки, обрабатывающего центра (шлифовальная бабка) и системы управления. Средняя масса подобного станка составляет около 8 тонн. При этом он имеет большие габариты, что предъявляет особые условия к монтажу и эксплуатации.
Основные технические параметры:
- максимально допустимые габариты и масса обрабатываемой заготовки;
- диаметры шлифования – минимальный и максимальный;
- расстояние от оси шпинделя передней бабки до поверхности рабочего стола.
Характеристики рабочего стола:
- смещение рабочего стола – максимальная длина;
- параметры ручного ускорения и замедления движения;
- углы поворота по часовой и против часовой стрелки;
- характеристики смещения с помощью гидравлической системы. Это необходимо для обработки массивных деталей.
Фиксация детали происходит между передней и задней бабками. Они должны анализироваться по следующим параметрам:
- частота вращения;
- для задней бабки — величина смещения пиноли.
Кроме этого учитывается суммарная потребляемая мощность оборудования, возможность установки вспомогательных конструкций и параметры системы охлаждения. Наличие последней является обязательным требованием для промышленных моделей круглошлифовальных станков.
Для поддержания станка в рабочем состоянии необходимо периодически проводить профилактические и ремонтные работы. Особенно важно своевременно наносить смазку на движущиеся части оборудования.
Методы круглого шлифования
Способы наружного шлифования
Для выполнения наружного шлифования можно воспользоваться несколькими методиками. Выбор зависит от желаемого результата, а также фактических характеристик оборудования.
Наиболее распространенным является способ продольной обработки. Заготовка крепится в центрах. С помощью привода передней бабки ей придается вращение. Одновременно с этим механизм подачи обеспечивает продольное смещение детали относительно абразивного круга.
Кроме этого способа современные круглошлифовальные станки могут выполнять следующие типы обработки:
- глубинная. Применяется для шлифовки коротких деталей. За один проход может удаляться до 0,4 мм материала. Основной процесс обработки выполняется конической частью круга;
- врезная. С ее помощью можно эффективно делать обдирочное или чистовое шлифование. Для этого устанавливают широкие абразивные круги. В процессе обработки деталь не смещается относительно инструмента;
- уступами. Это комбинированный вид, сочетающий глубинное и врезное шлифование. Оптимальный вариант для снятия излишка материала с заготовок сложной формы.
Большинство моделей круглошлифовальных станков могут выполнять все вышеперечисленные типы обработки. Важно лишь правильно подобрать характеристики оборудования, чтобы добиться желаемой точности.
В качестве примера можно посмотреть видеоматериал, в котором показана работа круглошлифовального станка с ЧПУ:
Описание процесса цилиндрической шлифовальной машины– Liberty Machinery
Что он делает? Как я могу это использовать? Почему мне это поможет?
Круглошлифовальный станок – это специализированный шлифовальный станок, предназначенный для обработки цилиндров, стержней и других подобных деталей. Цилиндр находится между двумя центрами и вращается в одном направлении, в то время как шлифовальный круг или круги подходят и вращаются в противоположном направлении. Таким образом, цилиндрический шлифовальный станок работает так же, как токарный станок, за исключением того, что вместо стационарного режущего инструмента используется шлифовальный круг.
Помимо быстрого вращения заготовки относительно шлифовального круга, как круг, так и стол, на котором находится заготовка, подвергаются различным движениям. Шлифовальный круг может двигаться вверх и вниз или из стороны в сторону, в то время как стол движется вперед и назад. Цилиндрическое шлифование невероятно точное и обеспечивает отличную окончательную отделку.
Бесцентровое шлифование считается разновидностью круглого шлифования.
Чтобы получить ответы на свои вопросы или дополнительную информацию о цилиндрических шлифовальных машинах, позвоните в Liberty по телефону 847-276-2761 или отправьте нам письмо по электронной почте sales @ libertymachinery.com.
Liberty Machinery покупает и продает все типы цилиндрических шлифовальных машин.
Мы – ваш надежный поставщик высококачественных цилиндрических шлифовальных машин и другого бывшего в употреблении оборудования.
Купите цилиндрическую шлифовальную машину Продайте свою цилиндрическую шлифовальную машину Посмотреть видео о цилиндрической шлифовальной машине
Описание процесса: как это работает?
Цилиндрический шлифовальный станок состоит из четырех частей: головки и задней бабки , шлифовального круга , шлифовальной бабки и стола .Некоторые кофемолки могут управляться компьютером или иметь несколько колес.
Заготовка удерживается между передней бабкой и задней бабкой точно так же, как на токарном станке. Заготовка быстро вращается между центрами. Шлифовальный круг , который выполняет фактическое шлифование, вращаясь с другой скоростью, чем обрабатываемая деталь в противоположном направлении, прикреплен к шлифовальной головке , которая перемещает шлифовальный станок по различным схемам, таким как врезание или поперечное движение.В то же время стол также перемещается в боковом направлении.
Основные производители цилиндрических шлифовальных машин
Цинциннати, Майфорд, Лэндис, Королевский мастер, Шигия, Supertec
Продайте свой круглошлифовальный станок
Liberty всегда ищет бывшие в употреблении цилиндрические шлифовальные машины для покупки на складе. Свяжитесь с нами и сообщите нам, что у вас есть на продажу. Мы будем рады дать вам бесплатную оценку.
Проверьте наш инвентарь на наличие бывшего в употреблении цилиндрического шлифовального станка
Нажмите ниже, чтобы увидеть наш текущий инвентарь и запросить бесплатное предложение.Кто-то скоро свяжется с вами.
Посмотрите наши подержанные универсальные круглошлифовальные станки с ЧПУ на продажу.
Посмотрите наши предложения о продаже бывших в употреблении универсальных цилиндрических шлифовальных машин.
Посмотрите наши бывшие в употреблении плоские цилиндрические шлифовальные машины на продажу.
Посмотрите наши бывшие в употреблении цилиндрические шлифовальные машины с угловой головкой с ЧПУ.
Посетите канал Liberty на YouTube, чтобы увидеть больше видео
Артикул:
- Роберт Х.Тодд, Делл К. Аллен, Лео Алтинг, Справочное руководство по производственным процессам (Industrial Press Inc: 1994), 21.
- Крис Кёпфер, “Бесцентровое шлифование: не волшебство!” Журнал Modern Machine Shop , 15.12.2000. http://www.mmsonline.com/articles/centerless-grinding-not-magic .
- «Бесцентровое шлифование», Процессы: обработка , eFunda, Inc. http://www.efunda.com/processes/machining/grind_centerless.cfm.
- «Подающее шлифование.«Total Grinding Solutions. Http://www.totalgrindingsolutions.com/grinding-process/infeed-grinding.html.
Цилиндрические шлифовальные машины на продажу | Универсальный цилиндрический шлифовальный станок с ЧПУ
Цилиндрическое шлифование – это большая и разнообразная область производства и изготовления инструментов. Он может производить очень тонкую отделку и очень точные размеры; тем не менее, в условиях массового производства он также может довольно быстро добывать большие объемы металла.Обычно он лучше подходит для обработки очень твердых материалов, чем «обычная» обработка (то есть резка более крупной стружки режущими инструментами, такими как насадки или фрезы), и до последних десятилетий это был единственный практический способ обработки таких материалов. материалы, такие как закаленные стали. По сравнению с «обычной» обработкой он обычно лучше подходит для очень неглубоких резов, таких как уменьшение диаметра вала на полтысячные дюйма или 12,7 мкм.
Цилиндрические шлифовальные машины – это тип шлифовальных станков, используемых для придания формы внешней стороне заготовки.Цилиндрическая шлифовальная машина может работать с различными формами, однако объект должен иметь центральную ось вращения. Это включает, помимо прочего, такие формы, как цилиндр, эллипс, кулачок или коленчатый вал.
Круглое шлифование определяется как выполняющее четыре основных действия:
- Работа (объект) должна постоянно вращаться
- Шлифовальный круг должен постоянно вращаться
- Шлифовальный круг подается по направлению к заготовке и от нее
- Рабочий или шлифовальный круг перемещается относительно другого.
В то время как большинство цилиндрических шлифовальных машин используют все четыре движения, есть шлифовальные машины, которые используют только три из четырех движений.
CRG ЧПУ
Цилиндрический шлифовальный станок с ЧПУВместимость: 7–16 дюймов
Длина: 16–39 дюймов
CLG NC
Бесцентрово-цилиндрическое шлифование0,03–1,5 дюйма – 0,03–3,1 дюйма
CLG ЧПУ
Бесцентровое внешнее круглое шлифованиеВместимость: 0.03–1,5 дюйма – 0,03–3,9 дюйма
CR-шлифовальный
Шлифовальный станок коленчатого валаКачели: 21,5–27 ” Длина: 64–120 дюймов
R-шлифовальный
Круглошлифовальный станокВместимость: 11,7–19,5 дюймов
Длина: 25–156 дюймов
CLG
Бесцентрово-цилиндрическое шлифованиеВместимость: 0.04–6 ”
RC-шлифовальный станок 1050
Цилиндрические шлифовальные машины для средних нагрузок. Качели: 5 дюймов Длина: 20 дюймовR-шлифовальный HD
Большие цилиндрические шлифовальные машины для тяжелых условий эксплуатации. Качели: 31 дюйм Длина: 120–160 дюймовЦилиндрическое шлифование | Цилиндрические шлифовальные машины
Цилиндрическое шлифование – это технология производства, при которой внешняя поверхность объектов формируется путем вращения их вокруг центральной оси.Это делается с помощью цилиндрических шлифовальных машин, которые вращают и формируют предметы с помощью абразивного круга. Сами колеса различаются по размеру, материалу и конфигурации в зависимости от области применения, что означает, что эти системы могут быть адаптированы к широкому спектру индивидуальных потребностей.
Цилиндрические шлифовальные машиныможно использовать для получения точной формы на любом количестве изготавливаемых компонентов, особенно в тех случаях, когда внутренний или внешний диаметр должен быть идеально круглым.
Centerless Technology обладает более чем 21-летним опытом прецизионного шлифования, предлагая качественные шлифовальные услуги для всех наших клиентов.Наша преданная своему делу команда экспертов готова помочь вашей компании справиться даже с самыми сложными задачами шлифования.
Преимущества процесса цилиндрического шлифования
Производители в разных отраслях промышленности обращаются к круглом шлифованию как к способу экономии денег, при этом производя высококачественные высокоточные компоненты. Цилиндрическое шлифование часто дает аналогичные или даже превосходные результаты по сравнению с другими процессами шлифования, такими как обработка с ЧПУ, а также с более быстрыми оборотами.
Некоторые дополнительные преимущества круглого шлифования включают:
- Универсальность: В зависимости от типа круга цилиндрические шлифовальные машины могут использоваться для обработки широкого спектра материалов, включая алюминий и сталь. Аналогичным образом производители могут настроить эти инструменты для поддержки производства самых разнообразных продуктов.
- Простота использования: Современные цилиндрические шлифовальные машины обеспечивают легкую загрузку и разгрузку материалов и включают функции, направленные на эффективную автоматизацию.
- Улучшенная чистовая обработка поверхности: Ключевым фактором для многих отраслей промышленности является то, что цилиндрические шлифовальные машины обеспечивают гораздо более высокое качество чистовой обработки, чем более грубые методы. Это экономит время на отделку, что, в свою очередь, снижает затраты. Расширяя эту возможность, Centerless Technology является единственным предприятием в районе Рочестера, штат Нью-Йорк, которое предлагает супер-финишную обработку, при которой детали полируются до степени чистоты менее 1 Ra.
Эти преимущества во многом объясняются наличием множества доступных конфигураций измельчения.Различные типы и комбинации колесных головок и осей могут вместе использоваться для самых разных целей.
Наши возможности для цилиндрического шлифования
Centerless Technology предлагает одно из самых передовых оборудования для круглошлифовального станка в отрасли. Наше последнее приобретение, KELLENBER-VARIA UR 175/1000, может похвастаться полностью программируемой осью «B», способной выполнять сложное многодиаметровое шлифование, а также внутреннее шлифование. Станок имеет диаметр поворота 13,75 дюйма и расстояние между центрами 40 дюймов, что делает его пригодным для многих задач, требующих точности и гибкости.
Мы делаем упор на качество и точность во всех наших услугах, чтобы гарантировать, что все наши продукты имеют чрезвычайно жесткие допуски и превосходную отделку. Также мы работаем с качественным сырьем, в том числе:
- 416SS
- 303SS
- 12L14
- Инструментальная сталь
- Алюминий
- И многие другие металлы
Контакты наших заводов по всему миру позволяют нам предложить практически любой материал, необходимый для вашего проекта, даже если он не указан в явном виде.Наш опыт, оборудование и стремление к росту не имеют себе равных в регионе, и мы будем рады возможности доказать это вам.
Узнайте больше от специальной команды Centerless Technology
Независимо от специфики вашего проекта, Centerless Technology может предоставить экспертные знания для улучшения ваших готовых продуктов. Многолетний опыт нашей команды доказывает, что у нас есть все необходимое для ускорения даже самых сложных задач шлифования.
Чтобы узнать больше о том, как мы можем использовать наши навыки для вас, запросите бесплатное предложение сегодня.Если у вас есть дополнительные вопросы или вы хотите обсудить особенности, вы также можете связаться с нашей командой, и мы будем рады обсудить с вами ваши потребности.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЦИЛИНДРИЧЕСКОГО ШЛИФОВАНИЯ | ДАННЫЕ |
|---|---|
| Угол поворота | 13,75 ‘ |
| Расстояние между центрами | 40 дюймов |
| Высота центра | 7 дюймов |
| Размер цилиндрического шлифовального круга (левый STD.) | 16 дюймов x 2,5 дюйма x 5 дюймов |
| Ход (оси Z и X) | 45 дюймов, 12,6 дюйма |
| Ускоренный ход (оси Z и X) | 590 изобр. / Мин, 300 изобр. / Мин |
| Диапазон поворота (ось Z) | 9 градусов |
| Мотор привода колеса | 10 л.с. |
Внутреннее цилиндрическое шлифование более длинных деталей
На главную / Внутреннее цилиндрическое шлифование более длинных деталейКруглошлифовальный станок Studer S141 universal ID от United Grinding, идеально подходящий для внутреннего шлифования длинных деталей станков, приводных элементов, аэрокосмических и инструментальных работ, сочетает в себе передовые технологии с оптимальной эргономикой и простотой использования.
Револьверная головка для шлифовального шпинделя S141 вмещает до четырех шлифовальных шпинделей. (включая максимум два шпинделя внешнего шлифования), универсальный измерительный щуп и иглы внутреннего шлифования длиной до 10,433 дюйма (265 мм) для обоих внутренняя и внешняя обработка деталей с одним и тем же зажимом, минимизация времени без резки и повышение точности детали. Благодаря встроенной оси поворота с прямым приводом и измерительной системе высокого разрешения револьверная головка вращается / позиционируется быстро и точно для повторяемости менее одной угловой секунды.
United Grinding North America, Inc. (Майамисбург, Огайо) предлагает круглошлифовальный станок Studer S141 с универсальным внутренним диаметром, который предлагает возможность внутренней шлифовки более длинных деталей, характерных для станков, приводных элементов, аэрокосмической и инструментальной промышленности. S141 сочетает в себе передовые и проверенные технологии с оптимальной эргономикой и простотой использования, обеспечивая при этом надежность, качество и точность.
Станок S141 оснащен двумя большими раздвижными дверцами для оптимального доступа и доступен в трех различных конструктивных размерах для обработки деталей максимальной длиной 11.81 дюйм (300 мм), 27,56 дюйма (700 мм) и 51,18 дюйма (1300 мм) и внутренний диаметр до 9,84 дюйма (250 мм). Такая шлифовальная способность делает станок S141 идеальным для обработки деталей патрона, валов шпинделя, корпусов шпинделя, валов ротора и других подобных деталей.
Револьвер шлифовального шпинделя вмещает до четырех шлифовальных шпинделей (включая максимум два внешних шлифовальных шпинделя), универсальный измерительный щуп и внутренние шлифовальные иглы длиной до 10,433 дюйма (265 мм). Это позволяет обрабатывать детали как изнутри, так и снаружи за один и тот же зажим, сводит к минимуму время без резки и повышает точность обработки деталей.Благодаря встроенной оси поворота с прямым приводом и измерительной системе с высоким разрешением револьверная головка вращается / позиционируется быстро и точно с воспроизводимостью менее одной угловой секунды.
В дополнение к рабочей головке, которая может иметь прямой или ременной привод, стол для заготовок S141 автоматически поворачивается от -10 градусов до +20 градусов с помощью управления станком для параллельного шлифования конусов. На станке устанавливается до двух поворотных правочных узлов для фиксированных или вращающихся правочных инструментов, которые обеспечивают остроту шлифовальных кругов на протяжении всей обработки, обеспечивая максимальную производительность и стабильность процесса.
Станина станка S141 изготовлена из запатентованного минерального литья Granitan® S103
, который гасит вибрацию и обеспечивает превосходную термическую стабильность для превосходного качества поверхности
и точности заготовки. Машина также включает систему StuderGuide®
для осей X и Z. Они покрыты износостойким материалом для покрытия направляющих Granitan S200
, обеспечивающим высочайшую точность и несущую способность
, а также сильное демпфирование во всем диапазоне скоростей машины.
Благодаря эргономичному и удобному дизайну S141 переключается в кратчайшие 90–120 раз и легко перепрограммируется. Устройство управления Fanuc
Control серии 31i – B со встроенным ПК и сенсорным экраном диагональю 15 дюймов обеспечивает интуитивное управление. Доступны две различные операционные системы
– StuderWIN и StuderSIM, которые подходят
для широкого спектра приложений внутреннего шлифования, правки и измерения
для поддержки процесса.
United Grinding North America – дочерняя компания на рынке шлифовальных станков в Северной Америке, предлагающая инновационные продукты в технологических областях плоского и профильного шлифования, круглого шлифования и заточки инструментов с двух производственных предприятий площадью 16 732 кв. Футов в Майамисбурге и 16 732 кв. Футов. в Фредериксбурге, штат Вирджиния, с более чем 155 сотрудниками по всей Северной Америке.Помимо производственных предприятий в США, у него есть дополнительный офис продаж и обслуживания в Керетаро, Мексика.
United Grinding North America, Inc., 510 Earl Boulevard, Miamisburg, OH 45342-6411, 937-859-1975, факс: 937-859-1115, www.grinding.com.
Kel-Varia Цилиндрический шлифовальный станок | Производство режущего инструмента
Kellenberger Универсальные круглошлифовальные станки с ЧПУ Kel-Varia оснащены прочной и жесткой рабочей головкой с прямым приводом, обеспечивающей надежное и точное шлифование крупных и тяжелых деталей.Мощный крутящий момент позволяет быстро и точно ускорять и тормозить тяжелые детали с нулевым люфтом во время двунаправленных движений для повышения производительности. Большой спектр деталей и широкий диапазон геометрических форм можно обрабатывать с помощью комбинаций круглого шлифования, внекруглого шлифования по внешнему и внутреннему диаметру, шлифования резьбы и кондуктивного шлифования – все в одной установке. Усовершенствованная ось C (сверхвысокое разрешение) обеспечивает точное шлифование канавок, сателлитных и центрирующих отверстий.
Рабочая головка с прямым приводом имеет бесступенчатую регулировку скорости вращения шпинделя от 1 до 500 об / мин (с системой управления Heidenhain) с максимальной нагрузкой 750 Нм / 300 кг (660 фунтов) с опцией плюс или минус 60 секунд микро- поправка для легкой регулировки цилиндричности.Для работы между центрами прочная задняя бабка с конусом Морзе 4 с нитридной гильзой работает в прочных шарикоподшипниках для достижения высокой скорости подачи даже при работе с тяжелыми деталями. Втягивание втулки до 50 мм осуществляется пневматическим или гидравлическим приводом. Максимальный вес между центрами составляет 250 кг / 550 фунтов.
Опция (ось C) интерполяции осей X и C позволяет использовать круглошлифовальный станок для некруглых форм, таких как многоугольники, свободные контуры и эксцентричные формы.Энкодер с разрешением 0,00001 ° устанавливается непосредственно на шпиндель рабочей головки. Все стандартные циклы шлифования работают как с цилиндрическим, так и с некруглым шлифом, включая разблокировку маховика для оси X. Мощные двигатели и быстрая система управления (Heidenhain GRINDplus) обеспечивают высокодинамичные операции некруглого шлифования и шлифования резьбы. Возможность кондуктивного шлифования предлагает полную деталь за одну установку, дополнительный процесс, который можно было бы выполнить на втором шлифовальном станке.
Поворотная гидростатическая ось B с прямым приводом обеспечивает одновременную интерполяцию осей X, Z и B с легким и простым программированием, что дает разрешение 0.00002 градуса. Эта ось B с ЧПУ позволяет выполнять полную шлифовку традиционных и сложных деталей за одну установку. Запатентованное устройство для измерения колес Kel-Set (опция) определяет кромку колеса (вектор) для автоматического расчета его углового положения.
Kellenberger предлагает на выбор более 28 конфигураций шлифовальных головок с несколькими шлифовальными кругами для внешнего, торцевого и внутреннего шлифования. Универсальные конфигурации шлифовальных головок удовлетворяют различные потребности пользователей, включая внешнее, торцевое и внутреннее шлифование.Дополнительно возможно использование двух шпинделей для внутреннего шлифования и возможность шлифования резьбы или некруглого шлифования. Шлифование за одну установку сокращает время обработки и значительно улучшает качество заготовки. Универсальная шлифовальная бабка может быть сконфигурирована с использованием до четырех инструментов. Диагональные шлифовальные головки позволяют выполнять черновое и чистовое шлифование за один установ. Дополнительное использование высокочастотных шлифовальных шпинделей для внутреннего диаметра обеспечит универсальное шлифование по внешнему, торцевому и внутреннему диаметрам. Шлифовальные головки тандемного типа предназначены для возможности выполнения операций прямой и угловой подачи в одной установке.С помощью дополнительного шпинделя внутреннего шлифования с большим усилием можно обрабатывать внутренние шлифовальные работы с использованием тандемной шлифовальной бабки.
Измерительные системы могут сократить время настройки и цикла. Опции включают в себя активное и пассивное продольное позиционирование и измерение в процессе производства Movomatic или Marposs, контроль зазора KEL-TOUCH и автоматическую балансировку колес KEL-BALANCE для точной обработки деталей. Прецизионные гидростатические направляющие обеспечивают шлифование без трения, сохраняя точность в течение всего срока службы станка.Гидростатические направляющие для продольного перемещения салазок (ось Z), подачи салазок (ось X) и поворотной оси B обеспечивают основу для высочайшей точности станка. Преимущества включают более короткое время зажигания и нулевой люфт при двунаправленном движении для сокращения общего времени шлифования, меньший износ CBN или алмазных шлифовальных кругов и улучшенное качество поверхности. Нет эффекта прерывистого скольжения. Даже самые маленькие шаги 0,1 мкм можно перемещать без проблем.
Kellenberger предоставляет пятилетнюю гарантию на гидростатические направляющие.Прецизионные гидростатические направляющие в сочетании с технологией рабочей головки с прямым приводом обеспечивают высочайшую точность по соосности и радиальному биению: округлость детали менее 0,2 мкм; некруглая точность контура менее 6 мкм; внутреннее эксцентриковое отверстие менее 4 мкм; прямолинейность (щели) менее 2 мкм.
Круглошлифовальные станки Kel-Varia производятся Kellenberger, компанией Hardinge, и предназначены для шлифования крупных, тяжелых деталей и некруглых контуров. Доступны три размера с расстоянием между центрами 600, 1000 и 1500 мм с высотой центра 175, 225 и 250 мм соответственно.
Цилиндрический шлифовальный станок | MachineMfg
Круглошлифовальный станок – это шлифовальный станок для обработки внешней поверхности заготовки цилиндрической, конической формы и торцевой поверхности заплечика.
Основной корпус состоит из корпуса станины, передней части, задней части, шлифовальной головки и устройства для сбора пыли.
Передний конец головки и угол шлифовальной головки можно использовать для шлифования гильзы и специального зажима для снятия фаски с верхнего ролика.
ВведениеВ 1830-х годах, чтобы приспособиться к закалке и обработке часов, велосипедов, швейных автоматов и других деталей, Великобритания, Германия и США соответственно разработали шлифовальный круг с естественным абразивом. машина.
Изначально эти шлифовальные машины были созданы путем добавления шлифовальных головок к стандартным станкам, таким как токарные и строгальные станки. Они просты по конструкции, имеют низкую жесткость и подвержены вибрации во время шлифования, что требует от оператора высокой квалификации для шлифования прецизионных деталей.
Шлифовальный станок шлифует поверхность заготовки абразивным инструментом.
Большинство шлифовальных машин используют для шлифования высокоскоростные вращающиеся шлифовальные круги, а некоторые обрабатываются другими абразивами, такими как точильные камни и абразивные ленты, например, хонинговальные станки, суперфинишные станки, ленточно-шлифовальные станки и полировальные станки для шлифовальных станков.
Шлифовальные станки могут обрабатывать материалы с более высокой твердостью, такие как закаленная сталь, твердые сплавы и т. Д., А также могут обрабатывать хрупкие материалы, такие как стекло и гранит.
Шлифовальный станок может выполнять высокоточную шлифовку поверхности с небольшим шлифованием и высокопроизводительное шлифование, например, сильное шлифование.
В 1876 году на выставке Paris Expo был представлен универсальный круглошлифовальный станок, произведенный американской компанией Brown-Sharp. Впервые обладает основными характеристиками современных шлифовальных станков.
Задняя бабка передней бабки закреплена на возвратно-поступательном столе. Станина коробчатой формы увеличивает жесткость станка и имеет приспособление для внутреннего шлифования.
В 1883 году компания изготовила шлифовальную головку, установленную на колонне, и рабочий стол для плоскошлифовального станка с возвратно-поступательным движением.
Примерно в 1900 году разработка гидравлической трансмиссии для искусственных абразивов в значительной степени способствовала развитию шлифовальных станков.
С развитием современной промышленной специальной автомобильной промышленности последовательно внедрялись различные типы шлифовальных станков.
Например, в начале 20-го века компания последовательно разработала цилиндрический внутренний шлифовальный станок для обработки блоков цилиндров, шлифовальный станок для коленчатого вала, шлифовальный станок для распределительных валов и станок для шлифования поршневых колец с электромагнитной присоской.
Автоматическое измерительное устройство было применено к шлифовальному станку в 1908 году.
До и после 1920 года последовательно использовались бесцентровые шлифовальные машины, двусторонние шлифовальные машины, вальцешлифовальные станки, направляющие шлифовальные машины и хонинговальные станки для суперфинишной обработки.
В 1950-х годах появился высокоточный круглошлифовальный станок, который можно было использовать для зеркального шлифования.
В конце 1960-х годов появился плоскошлифовальный станок с большой глубиной резания и медленной подачей со скоростью шлифовального круга 60-80 м / сек.
В 1970-х годах широкое распространение получили микропроцессорные устройства с цифровым управлением, адаптивное управление и другие технические шлифовальные станки.
С увеличением количества высокоточных механических деталей с высокой твердостью и развитием прецизионных процессов литья и прецизионной ковки производительность шлифовальных станков и выпуск разновидностей постоянно увеличиваются.
Основными типами шлифовальных станков являются круглошлифовальные станки, внутришлифовальные станки, плоскошлифовальные станки, бесцентровые шлифовальные станки, заточные станки и т. Д.
Цилиндрические шлифовальные станки являются наиболее широко используемыми и могут обрабатывать различные цилиндрические конические внешние поверхности и шлифовальные машины для торцевых поверхностей уступов.
Универсальный круглошлифовальный станок также имеет приспособление для внутреннего шлифования, которое может шлифовать внутреннюю и внешнюю конические поверхности с большим конусом.
Однако круглошлифовальные станки менее автоматизированы и подходят только для мелкосерийного производства и ремонтных работ.
Внутренний шлифовальный круг имеет высокую скорость вращения шпинделя и может шлифовать цилиндрическую и коническую внутреннюю поверхность отверстия.
Обычные внутренние шлифовальные станки подходят только для единичного и мелкосерийного производства.
В дополнение к автоматическому рабочему циклу автоматический полуавтоматический станок для внутреннего шлифования может также выполнять автоматические измерения, в основном для массового производства.
Заготовка плоскошлифовального станка обычно зажимается на верстаке или фиксируется на электромагнитном верстаке за счет электромагнитного притяжения, а затем плоскошлифовальный станок обрабатывается периферией или торцом шлифовального круга.
Бесцентрово-шлифовальный станок обычно относится к бесцентровому кругло-шлифовальному станку, то есть заготовка не центрируется или не зажимается, но заготовка шлифуется внешней круговой поверхностью в качестве установочной поверхности, и заготовка расположена между шлифовальным кругом. направляющие колеса и поддерживаемые поддоном.
Этот тип шлифовального станка отличается высокой производительностью, легко автоматизируется и используется в больших количествах.
Шлифовальный станок предназначен для изготовления инструментов.Существуют универсальные станки для заточки инструмента, станки для заточки сверл, станки для шлифования протяжных кромок, станки для заточки изгиба инструмента и т. Д., Которые в основном используются в инструментальных мастерских машиностроительного завода производителей инструментов.
В шлифовальных станках с абразивной лентой в качестве шлифовальных инструментов используются быстродвижущиеся абразивные ленты. Заготовки поддерживаются конвейерными лентами, которые в несколько раз более эффективны, чем другие шлифовальные станки, а потребляемая мощность составляет лишь небольшую часть от потребления других шлифовальных станков.
В основном используется для обработки крупногабаритных листов, жаропрочных и труднообрабатываемых материалов, а также для массового производства плоских деталей.
Специализированные шлифовальные станки специализируются на шлифовании определенных типов деталей, таких как коленчатые валы, распределительные валы, шлицевые валы, направляющие, лопатки, дорожки качения подшипников и резьба шестерен.
Помимо вышеперечисленных категорий, существует множество типов хонинговальных станков, шлифовальных станков и координатно-шлифовальных станков.
Принцип работыЗаготовка поддерживается между двумя концами рамы головки и задней бабкой и вращается с помощью шкалы рамы головки для кругового движения подачи.
Передняя бабка и задняя бабка установлены на верстаке для продольного возвратно-поступательного движения подачи.
Рабочий стол разделен на два верхних и нижних уровня, а верхний рабочий стол можно отрегулировать под небольшим углом для шлифования конической поверхности.
Рама круга с быстро вращающимся шлифовальным кругом используется для движения боковой подачи.
Чтобы уменьшить длину станка, большой круглошлифовальный станок обычно фиксируется, а рама шлифовального круга используется для продольного возвратно-поступательного движения и бокового движения подачи.
Точность шлифования круглошлифовального станка обычно составляет: круглость не более 3 мкм, шероховатость поверхности Ra 0,63 ~ 0,32 мкм; высокоточный круглошлифовальный станок может достигать округлости 0,1 мкм и Ra 0,01 мкм соответственно.
Классификация круглошлифовальных станковКруглошлифовальные станки подразделяются на врезные круглошлифовальные станки, торцевые круглошлифовальные станки и универсальные круглошлифовальные станки.
Погружной круглошлифовальный станок
Когда длина шлифовальной части заготовки меньше ширины шлифовального круга, шлифовальный круг необходимо непрерывно подавать только в поперечном направлении, и это не обязательно. перемещаются относительно заготовки в осевом направлении. Производительность шлифовального станка высокая.
Концевой круглошлифовальный станок
Рама круга наклонена под углом вокруг вертикальной оси, а поверхность шлифовального круга разделена на две шлифовальные поверхности, параллельные и перпендикулярные оси заготовки и внешнему кругу и торцевая поверхность заплечика заготовки может быть одновременно отшлифована, что обычно используется для массового производства.
Универсальный круглошлифовальный станок
Рама шлифовального круга снабжена приспособлением для внутреннего шлифования. Рама шлифовального круга и рама головки можно отрегулировать под углом относительно вертикальной оси. Шпиндель также может вращаться на раме головки в дополнение к вращению циферблата. Этот вид шлифовального станка может расширить диапазон обработки, отшлифовать внутреннее отверстие, а также внутренний и внешний конус с большим конусом, что подходит для производства мелких и средних партий и штучных изделий.
Кроме того, существуют круглошлифовальные станки с двойным шлифовальным кругом и многошлифовальные станки для наружного шлифования, которые могут одновременно шлифовать две или более шейки, что подходит для массового производства.
S tructureОсновной корпус состоит из корпуса станины, переднего конца, заднего конца, шлифовальной головки, устройства для сбора пыли трансмиссии и т.п.
Передняя головка, шлифовальная головка с возможностью поворота, используется для шлифования гильзы и верхнего ролика
Специальные детали для снятия фаски, динамическая балансировочная рама и датчик верхнего ролика заказываются заказчиком.
C классификация- Обычный круглошлифовальный станок
Самый распространенный круглошлифовальный станок, общая шероховатость обработки Ra может достигать Ra0,4.
- Круглошлифовальный станок с ЧПУ
Круглошлифовальный станок с ЧПУ предварительно запрограммирован в соответствии с требованиями обработки, и система управления отправляет числовые информационные инструкции для обработки, в основном для шлифования круглошлифовального станка и конического станка для наружного шлифования.
Круглошлифовальные станки с ЧПУ обычно имеют характеристики обобщения, высокую степень модульности, высокую точность, высокую жесткость, высокую эффективность и высокую адаптируемость.
- Высокоточный круглошлифовальный станок
По сравнению с обычным круглошлифовальным станком, эффективность шлифования может быть значительно повышена, а качество обработки заготовки может быть улучшено, что снижает затраты на рабочую силу.
- Обычные модели круглошлифовальных станков: M1320-520, M1320-750, M1332B-1000, M1332B-1500, M1332B-2000.
- Универсальный круглошлифовальный станок модели: M1420-520, M1420-750, M1432B-1000, M1432B-1500, M1432B-2000
- Подшипник шпинделя шлифовального круга использует динамический конический формовочный масляный клин Прижимной подшипник и шпиндель шлифовального круга по-прежнему имеют высокую жесткость подшипника при низкой скорости.
- Направляющая рамы колеса использует направляющую с перекрестными роликами, а полуавтоматический механизм подачи реализуется с помощью вращающегося масляного цилиндра.
- Вал задней бабки имеет характеристики жесткости без зазора, а электрическая коробка и охлаждающая коробка гидравлической коробки отделены от станка.
- Индикатор насыщения помола и фильтр охлаждающей жидкости.
- Скорость рамы головки имеет бесступенчатое регулирование скорости переменного тока.
- Электрический использует программируемый логический контроллер (ПЛК), с функцией самодиагностики, обслуживание очень удобно.
- Дополнительный автоматический измерительный прибор.
Цилиндрические шлифовальные станки в основном используются для прецизионного шлифования торцевых поверхностей, наружных и конических поверхностей партий деталей валов и являются основным оборудованием в автомобильной моторной промышленности.
Он также подходит для обработки деталей валов небольшими партиями и с высокими требованиями к точности в цехах военной, аэрокосмической и общей прецизионной обработки.
(1) Используется в текстильной прядильной промышленности, машинах для толстой пряжи, ленточных машинах, гребнечесальных машинах, текстурных машинах и других устройствах для обработки верхних валков.
(2) Используется в производстве офисного коммуникационного оборудования, факсов, копиров, принтеров, режущих плоттеров и других резиновых роликов.
(3) Применимо к автоматическому конвейерному устройству для полиграфической, пищевой, фармацевтической промышленности, верхнему ролику, обработке пластика.
Проверьте этиРазличные методы шлифования | A.L.M.T. Корп.
Плоское шлифование
Плоское шлифование обычно называют Heiken или Hiraken, в котором используется шлифовальный станок с вертикальной осью или шлифовальный станок с горизонтальной осью, с квадратным или круглым столом, а также с прямым или чашечным кругом.
Заготовка закреплена на столе, а круг вращается с высокой скоростью для выполнения шлифования. Двусторонний тип оснащен кругами сверху и снизу для выполнения промежуточного шлифования заготовки. Плоское шлифование является наиболее распространенным методом шлифования и используется в самых разных областях.
Горизонтальная ось
Вертикальная ось
Круглошлифовальные
Цилиндрическое шлифование часто называют Enken, с использованием либо круглошлифовального станка, либо универсального шлифовального станка.
Цилиндрическая заготовка и колесо вращаются, и внешняя периферия заготовки обрабатывается.
Различные методы шлифования включают прямое цилиндрическое, коническое, торцевое шлифование и шлифование полной формы.
Подобно плоскому шлифованию, это широко распространенный метод шлифования.
- Прямой
- Конус
- Общая форма
- Угловой
Внутреннее шлифование
Внутреннее шлифование также называется Найкеном, с использованием внутреннего шлифовального станка или круглошлифовального станка, или оборудования для внутреннего шлифования, присоединенного к универсальному шлифовальному станку.
Заготовка закреплена, и внутренняя поверхность заготовки обрабатывается с помощью вращающегося осевого колеса. Иногда шлифование может выполняться путем вращения заготовки. Как и при круглом шлифовании, метод шлифования включает коническое и торцевое шлифование.
- Внутреннее шлифование
- Конус
- Общая форма
- Торцевая поверхность
Бесцентровое шлифование
Бесцентровое шлифование также называется шлифованием Шиннаши, при котором обрабатывается внешняя периферия цилиндрической заготовки на бесцентровом шлифовальном станке.Заготовка поддерживается между неподвижным лезвием, вращающимся регулировочным кругом и шлифовальным кругом. Затем вращение и подача заготовки регулируются вращением регулировочного колеса для шлифования внешней окружности заготовки. Для бесцентрового шлифования не требуется ни центральное отверстие в заготовке, ни установка и снятие заготовки с шлифовального станка. Эти преимущества делают его пригодным для массового производства.
Контурное шлифование
Контурное шлифование также называется шлифованием по Нараи, процесс, при котором заготовке придана произвольная форма с использованием профильного шлифовального станка и т. Д.
Зубошлифовальный
Зубошлифование также называется Haken, процесс обработки зубьев, таких как шестерни, с помощью зубошлифовального станка. В основном используются бруски общего назначения, которые формуются с помощью шлифовального станка (вращающегося станка) с использованием алмазных шлифовальных зерен.
Шлифовка резьбы
Шлифовка резьбы – это процесс формирования резьбы с помощью зубошлифовального станка.
- Свяжитесь с нами