Токарно-револьверный станок: характеристики, виды, конструкция
Сегодня большой популярностью пользуются револьверно-токарные станки с ЧПУ, имеющие дополнительные отделения для размещения рабочих инструментов.
Револьверные станки – один из новейших видов оборудование для создания сложных конструкций из металлических заготовок. Каждый из них различается по характеристикам и предназначается для разных видов обработки. В этой статье вы узнаете необходимую информацию о технических особенностях и предназначении устройства.
Аппарат относится к устройствам токарной группы, но имеет преимущество перед старыми моделями. Поворотная головка станка состоит из многопозиционной модели. Деталь повышает скорость и эффективность работы.
Технические характеристики оборудования
Новейшие револьверные станки по обработке металла внесли вклад в развитие металлургической промышленности. Это связано с наличием револьверных головок в аппарате.
Это связано с наличием револьверных головок в аппарате.
Если же проводить работы вместе со станком ЧПУ, то результат заметно улучшится. Мало того, что такое сочетание ускоряет работу, так ещё и повышает точность размеров.
Если работать в паре с ЧПУ, то поверхность изделий повысит шероховатость.
Если вы всерьёз заинтересовались токарными станками, то при выборе обращайте внимание на некоторые детали:
- Стоимость. Токарно-револьверные станки имеют высокую стоимость, а поэтому используются для работы на металлургических заводах. Использование аппарата в маленьком цеху не раскроет всей мощности. Оборудование становится не окупаемым.
- Класс точности – определяет точность и эффективность работы. Большинству устройств присвоен класс Н.
- Размер заготовки и расположение узлов. Станки с наибольшим размером заготовки выполняют работу гораздо быстрее.
- Материал заготовки – чугун, углерод, легированная сталь и другие.

- Количество оборотов в минуту.
- Скорость перемещения каждого отдельного узла.
- Характеристики мотора. В профессиональных станках присутствует от 2 до 4 двигателей.
- Вес и размер оборудования.
Эти характеристики присутствуют в описании товара.
Разновидности токарно-револьверного оборудования
Существует огромное количество револьверных станков, которые отличаются друг от друга по некоторым параметрам.
Отличия:
- Вид заготовок. Существует 2 главных элемента для обработки – патроны и пруты. Станки с 1 типом заготовок содержат в себе более крупные валы. Прутковые станки не имеют такой возможности, из-за низкого диаметра заготовок, но длина прутьев больше, чем у патронов.
- Расположение заготовки по оси. Заготовка может закрепляться в вертикальном или горизонтальном положении, либо же находиться под наклоном.

Самыми распространенными являются станки с прямым расположением заготовок – вертикальным или горизонтальным.
Оборудование с наклонными заготовками дает возможность проводить некоторые дополнительные операции, но используется гораздо реже. Также такая конструкция повышает эффективность работ по заточке металла.
- Станки различаются по объему принимаемой продукции. Те, что работают с крупными видами продукции, используются на крупных промышленных предприятиях.
Особенностью таких станков является наличие планшайбы. Деталь содержит в себе несколько кулачков – 3 или 4, которые действуют за счет гидравлического двигателя.
Станки для крупной обработки используются на литейных цехах. Виды продукции приравниваются к кованым или отлитым изделиям.
Полуавтоматические токарно-револьверные станки
Существует отдельная группа револьверного оборудования, работающая в полуавтоматическом режиме. Как правило, они не используют для обработки крупные заготовки, но обрабатывают прутья.
Как правило, они не используют для обработки крупные заготовки, но обрабатывают прутья.
Характеристики полуавтоматического оборудования:
- Оборудование имеет наличие одного шпинделя. Шпиндель – конструкция с отверстием под обрабатываемый прут.
- Наличие дополнительного узла для подачи и фиксации заготовок. Эта деталь используется для создания автоматического производства, так как самостоятельно отводит готовые изделия.
На рынке оборудования предоставлен огромный выбор полуавтоматических моделей станков. Между собой они различаются по следующим параметрам:
- Количество шпинделей – влияет на количество обрабатываемой продукции.
- Расположение револьверной головки – прямое (по горизонтали и по вертикали) и наклонное.
Горизонтальные станки, при выводе продукции, ведут её в одном направлении, которое зависит от того, по какой оси вращается головка.
Станки с вертикальным или наклонным расположением головок используют различные виды суппортов. В основном используются поперечные или револьверные.
В основном используются поперечные или револьверные.
Современные токарно-револьверные станки в паре с ЧПУ изменяют положение револьверной головки. Это позволяет им выполнять работу с высокой точностью.
Кроме того, такое оборудование безопасно – главные узлы аппарата находятся под специальной защитной конструкцией. Её ещё называют защитным кожухом.
Особенности конструкции
Технология создания токарно-револьверных станков довольна непроста. Устройство имеет очень сложную конструкцию, в которой выделяют несколько элементов:
- Коробка скоростей.
- Суппорт.
- Узел шпинделя.
Коробка скоростей
Скоростная коробка устройства отвечает за количество выполняемых оборотов. С количеством оборотов переключается скорость станка.
В механизме содержится 3-4 электромагнитные муфты, которые определяют количество скоростей устройства.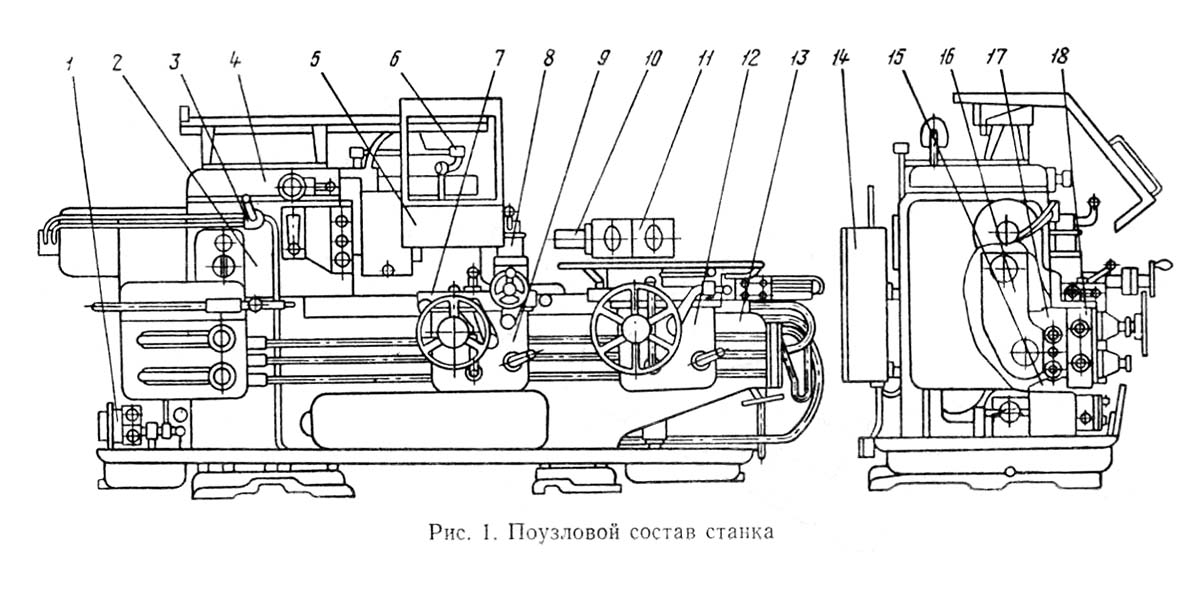 Муфта состоит из металлических дисков.
Муфта состоит из металлических дисков.
Как правило, в каждом станке содержится по 4 муфты – 2 электромагнитные и 2 обгонные. Между ними находится 1 двухвенцовый зубчатый блок. Он обеспечивает работу деталей коробки, позволяя скоростям переключаться.
Суппорт
Суппорт токарного станка отвечает за перемещение резца по оси шпинделя.
Деталь представляет собой конструкцию в виде креста, состоящую из 3 элементов – каретка, поперечные салазки и резцовые салазки.
Узел шпинделя
Узлы металлорежущего револьверного станка передают энергию от двигателя к рабочим инструментам.
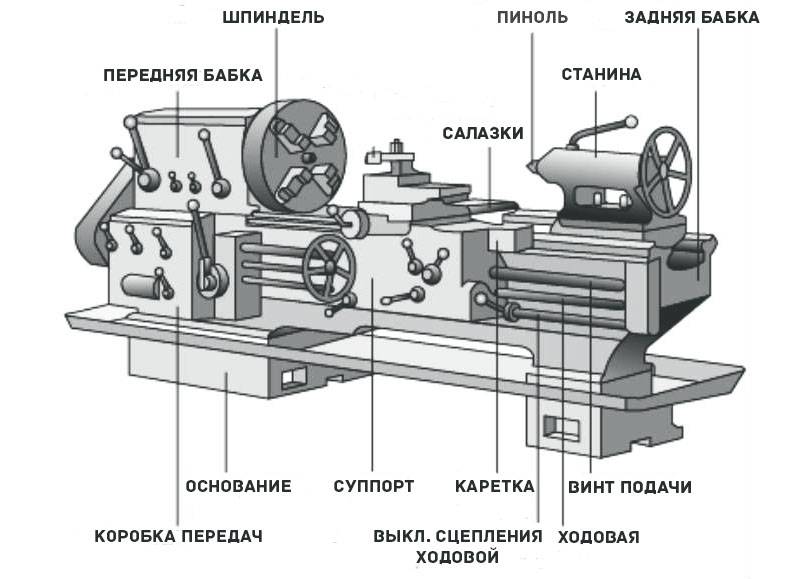
В шпинделе содержится 8 узлов:
- Станина – соединяет узлы аппарата.
- Передняя бабка – фиксирует и вращает обрабатываемый материал.
- Задняя бабка – устанавливает режущий инструмент.
- Суппорт – перемещение резца по оси.
- Коробка подач – передача движения.
- Ходовой вал – сообщает суппорту о наличии материала для обработки.
- Ходовой винт – нарезание резьбы.
- Фартук – останавливает ходовой вал и активирует суппорт.

Виды выполняемых работ
Токарно-револьверные станки работают с множеством материалов, выполняя разные задачи. Список работ:
- Чистовой проход и черный проход. Вытачивание изделия по его внешнему диаметру.
- Надрезка поверхности. С помощью дополнительных инструментов способен отрезать немалую часть материала.
- Работа с внутренней и внешней резьбой.
- Создание канавок. Требуются специальные инструменты.
Кроме проводимых работ, присутствует разнообразие обрабатываемых материалов:
- Заготовки с фасонным профилем. Лучше всего обрабатывать на полуавтоматическом станке, так как становятся доступны особые шаблоны.
- Материалы с конической поверхностью. Для выполнения обработки также используются специальные шаблоны.
Техника безопасности
Перед работой с оборудованием необходимо пройти медицинскую комиссию. Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
- Выполнять только ту работу, которая вам предоставлена, и только безопасным способом.
- Работать только на том оборудовании, в работе с которым у вас имеются специальные навыки.
- Работать только в специальной униформе, которая выдается перед началом работы.
- Работнику должны обеспечить широкое пространство для работы.
- Перед работой требуется проверка исправности аппарата.
- Ни в коем случае не пытаться ремонтировать устройство самостоятельно. Не трогать внутренний механизм станка
- На рабочем месте не должно находиться лишних предметов.
- Обрабатываемая деталь должна быть прочно закреплена.
- Не прикасаться к обрабатываемому материалу.
- Не прикасаться к заготовкам во время работы.
1.7. Назначение и устройство токарно-револьверного станка
Цель
работы:
знания о назначении и устройстве
токарно-револьверного станка, действий
при его наладке на изготовление партии
деталей, методики расчета трудоемкости
обработки заготовки; умения определять
составляющие штучно-калькуляционного
времени и рассчитывать коэффициент
непроизводительных затрат времени на
обработку.
Общие сведения
Токарно-револьверные станки применяют в серийном производстве
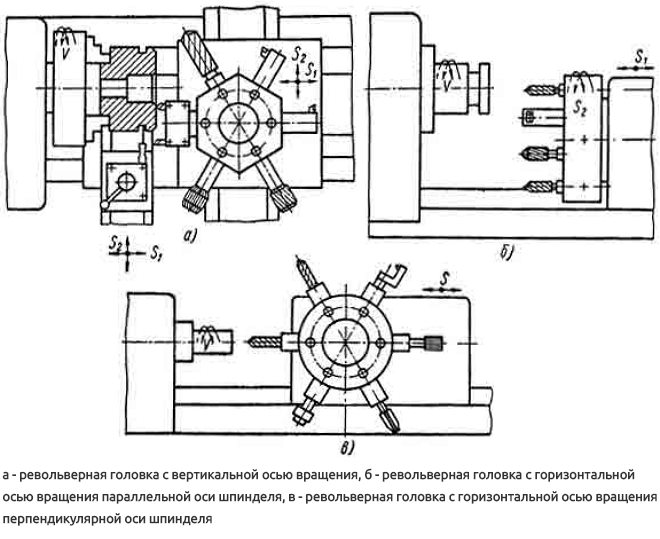
для изготовления деталей сложной конфигурации из прутков или штучных заготовок. Отличительной особенностью станков этого типа является наличие продольного суппорта, несущего многопозиционную поворотную револьверную головку с вертикальной или горизонтальной осью вращения. В гнездах револьверной головки закрепляют различные резцы, а также сверла, зенкеры, метчики и другие инструменты для обработки отверстий. Смена инструментов в процессе обработки на станке осуществляется простым поворотом револьверной головки.
Получение
деталей сложной конфигурации требует
применения большого числа режущих
инструментов. Использование револьверной
головки, позволяющей реализовать эту
задачу, установка всех инструментов на
станке до обработки и сокращение в связи
с этим времени на смену инструмента при
переходе от обработки одной поверхности
заготовки к другой позволяют повысить
производительность обработки в условиях
серийного производства по отношению
ко времени выполнения этих же работ на
токарно-винторезных станках.
На токарно-револьверных станках можно выполнять почти все работы, свойственные станкам токарной группы: получать на деталях цилиндрические, конические, винтовые, фасонные и плоские (торцовые) поверхности. На них выполняют обтачивание наружных и растачивание внутренних поверхностей заготовок, подрезание торцов, отрезание, сверление, зенкерование и развертывание отверстий, нарезание резьб и другие виды работ. При этом обеспечивается точность размеров не выше 8 квалитета точности и шероховатость поверхностей с параметром
В то же время в силу специфики конструкции токарно-револьверные станки менее универсальны, чем токарно-винторезные станки. В связи с этим ряд таких работ, как нарезание резьб, растачивание отверстий, обработка фасонных поверхностей на токарно-револьверных станках выполняется с ограничениями, не свойственными токарно-винторезным станкам.
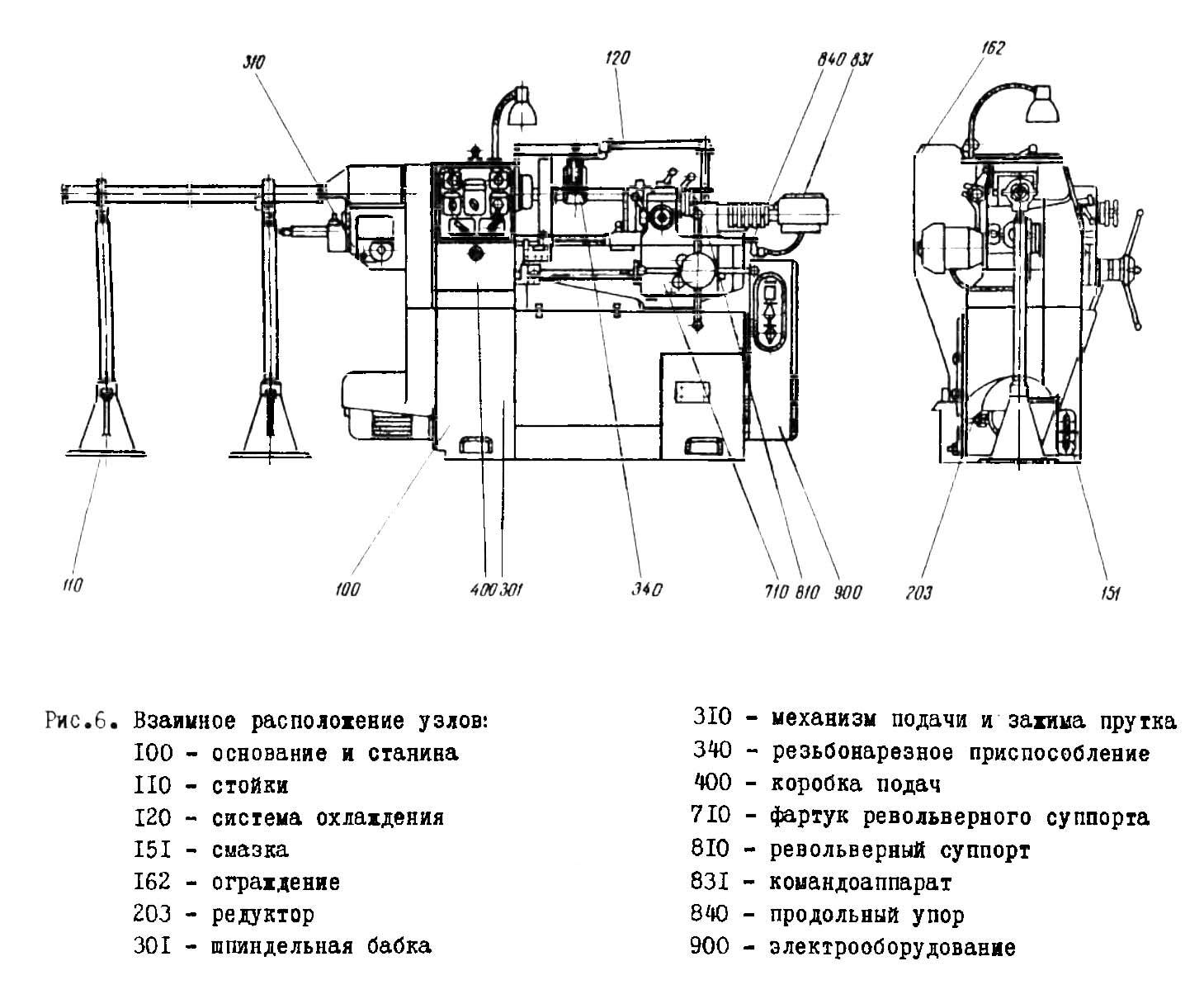
Устройство и назначение основных узлов токарно-револьверного станка
Внешний
вид и основные узлы токарно-револьверного
станка, представленного моделью 1341,
показаны на рис. 1.35, а.
Станок имеет горизонтальную ось вращения
револьверной головки. На нем можно
обрабатывать как прутковые, так и штучные
заготовки. Максимальный диаметр
закрепляемого прутка равен 40 мм, штучной
заготовки – 400 мм.
1.35, а.
Станок имеет горизонтальную ось вращения
револьверной головки. На нем можно
обрабатывать как прутковые, так и штучные
заготовки. Максимальный диаметр
закрепляемого прутка равен 40 мм, штучной
заготовки – 400 мм.
Станина станка состоит из основания 1 и верхней части 2, на которой закреплены: передняя бабка 3 с коробкой скоростей и шпинделем 5, электрошкаф 10, кронштейн 7 с копирной линейкой для точения конусов, командоаппарат 13 для автоматического переключения частот вращения шпинделя и величин подач.
На
продольных направляющих верхней части
станины находится суппорт 9,
несущий револьверную головку 8 с горизонтальной осью вращения, задний
барабан упоров 11 и барабан 12 с переставными кулачками. Кулачки
предназначены для набора программы,
обеспечивающей требуемую последовательность
переключения и необходимые значения
частоты вращения шпинделя 5 станка и подачи суппорта 9 при смене инструментов.
Здесь же, на станине расположен упор 15, обеспечивающий выключение кругового движения револьверной головки. На левой части станины станка закреплен передний барабан упоров 16.
Рабочими движениями на станке являются: вращение шпинделя (главное движение резания), движение продольной подачи суппорта и движение круговой подачи револьверной головки (используется при необходимости создания поперечных движений режущего инструмента).
Резьбонарезные работы на станке выполняют метчиками и плашками, устанавливаемыми в револьверной головке, а также резьбовой гребенкой, закрепляемой на механизме приклона 6. Механизм приклона сообщает резьбовой гребенке движение в продольном направлении с подачей, равной шагу нарезаемой резьбы.
Рис. 1.35. Токарно–револьверный станок модели 1341 (а) и револьверная головка (б)
В
условиях серийного производства
токарно-револьверные станки обладают
более высокой производительностью, чем
токарно-винторезные станки. Достигается
это следующими особенностями конструкции
станка.
Достигается
это следующими особенностями конструкции
станка.
Револьверная головка 8 на своей торцовой поверхности имеет 16 гнезд 17 (рис. 1.35, б), оси которых лежат на окружности с диаметром D. Верхняя точка этой окружности находится на высоте оси шпинделя станка. В каждом гнезде револьверной головки с помощью вспомогательного инструмента (резцовых державок, переходных втулок, сверлильных патронов и др.) можно закрепить один или несколько инструментов. Все инструменты устанавливают в револьверной головке при наладке станка на обработку партии заготовок. Из-за большого числа инструментов наладка станка занимает довольно много времени. По этой причине использование станка при обработке малых партий заготовок оказывается невыгодным.
Система
упоров станка состоит из барабана задних
упоров 11,
барабана передних упоров 16, ограничителя круговой подачи 15 с выдвижным пальцем 19 и упоров револьверной головки 18 (рис. 1.35, а, б).
Каждому гнезду 17 револьверной головки с режущим
инструментом выделяют в системе упоров
один или два (при поперечном движении
подачи инструмента) упора, которые путем
их установки при наладке станка должны
обеспечить повторение выполнения этим
инструментом одного или нескольких
размеров на каждой заготовке из партии.
Следовательно, необходимость в затратах
времени на подналадку и контроль
получаемых размеров при переходе от
обработки одной заготовки к другой
отпадает.
1.35, а, б).
Каждому гнезду 17 револьверной головки с режущим
инструментом выделяют в системе упоров
один или два (при поперечном движении
подачи инструмента) упора, которые путем
их установки при наладке станка должны
обеспечить повторение выполнения этим
инструментом одного или нескольких
размеров на каждой заготовке из партии.
Следовательно, необходимость в затратах
времени на подналадку и контроль
получаемых размеров при переходе от
обработки одной заготовки к другой
отпадает.
Задние упоры 11 служат для автоматического отключения движения продольной подачи револьверного суппорта. Это необходимо для обеспечения заданного продольного размера обрабатываемой заготовки при выполнении переходов по продольному точению наружных и внутренних поверхностей и работе осевым инструментом. Диаметральные размеры, получаемые продольным точением, обеспечивают наладкой вылета резцов из резцовых державок.
Передний
барабан 16 фиксирует
положение продольного суппорта
(расположение инструмента относительно
заготовки в продольном направлении)
при резании инструментами, работающими
с движением круговой подачи (подрезание
торца, точение канавок или фасонных
поверхностей, разрезание заготовки и
т. п.). При выполнении конкретного
перехода к соответствующему упору
барабана 16 суппорт подводится вручную. Для выключения
движения круговой подачи и получения
при этом заданного диаметрального
размера канавки или фасонной поверхности
служат регулируемые упоры 18,
которые устанавливают на револьверной
головке
(рис. 1.35, б).
п.). При выполнении конкретного
перехода к соответствующему упору
барабана 16 суппорт подводится вручную. Для выключения
движения круговой подачи и получения
при этом заданного диаметрального
размера канавки или фасонной поверхности
служат регулируемые упоры 18,
которые устанавливают на револьверной
головке
(рис. 1.35, б).
Экономия затрат времени на токарно–револьверном станке по отношению к обработке заготовок на токарно–винторезном станке достигается и тем, что переключение частоты вращения шпинделя и подачи на новые значения производится здесь одновременно со сменой режущего инструмента за счет совместного поворота револьверной головки и закрепленного на ней барабана 13. На этом барабане при наладке станка набирают программу переключения частот вращения шпинделя и величин подачи путем определенной расстановки кулачков барабана 12.
Частоты
вращения шпинделя и скорости подач на
данном станке разделены на два диапазона.
На технологических переходах, где
требуются переключение с одного диапазона
на другой, затраты времени увеличиваются,
поскольку такое переключение, выполняемое
вручную на пульте управления передней
бабки станка, требует некоторого времени.
Сокращение затрат основного времени при работе на токарно-револьверном станке достигается также применением многоинструментальных державок (рис. 1.36), обеспечивающих одновременную обработку нескольких поверхностей заготовки за один рабочий ход суппорта (технологический переход).
Рис. 1.36. Многоинструментальные наладки
Время обработки на данном переходе определяют по длительности обработки самой протяженной в направлении движения подачи обрабатываемой поверхности. Параметры режима резания в этом случае назначают по наиболее нагруженному инструменту.
Изложенные
выше особенности конструкции станка,
направленные на повышение производительности
обработки в условиях серийного
производства,
привели к сужению его технологических
возможностей по отношению к аналогичным
характеристикам токарно–винторезного
станка. Из-за отсутствия задней бабки
здесь невозможна обработка валов в
центрах, ограничена длина обрабатываемых
заготовок, невозможно точение длинных
конусов. В связи с отсутствием ходового
винта и кинематической цепи резьбовых
подач исключена возможность нарезания
на станке точных резьб и резьб с глубоким
профилем.
В связи с отсутствием ходового
винта и кинематической цепи резьбовых
подач исключена возможность нарезания
на станке точных резьб и резьб с глубоким
профилем.
Turret Lathe Specialists Inc
Главный механический цех округа Ориндж
Получить быструю цитату
Специалисты по револьверным токарным станкам с 1973 года обеспечивают прецизионную обработку, производство станков с ЧПУ и оснастку для аэрокосмической, оборонной, нефтегазовой и коммерческой отраслей промышленности.
Штаб-квартира в Анахайме, Калифорния. собственный цех станков с ЧПУ и прецизионных станков, который заработал свою репутацию, предоставляя клиентам первоклассный опыт в области механической обработки. В TLS мы гордимся нашим превосходным качеством, конкурентоспособными ценами и своевременной доставкой. Мы можем поддерживать высокое качество деталей и конкурентоспособные цены благодаря нашему современному оборудованию, солидной рабочей силе подмастерьев-механиков и высококвалифицированному офисному персоналу, который стремится превзойти ожидания всех клиентов.
За 50 лет компания TLS зарекомендовала себя как главный механический цех округа Ориндж. Семейная компания начиналась как механическая мастерская, состоящая из одного человека, но теперь превратилась в обрабатывающее предприятие с полным спектром услуг площадью более 28 000 квадратных футов, отвечающее стандартам AS9100D и ISO 9001:2015, с лояльной клиентской базой, охватывающей аэрокосмическую, оборонную, криогенную промышленность. , нефтегазовая, медицинская и коммерческая отрасли.
Узнать больше
➤ РАСПОЛОЖЕНИЕ875 S. Rose Place, Anaheim, CA
☎ КОНТАКТЫ
[email protected]
(714) 520-0058 Услуги, которые мы предоставляем 900 03
Прототипирование
Обратный инжиниринг
Ремонт
CAD CAM
Инженерное сотрудничество
Услуги ЧПУ
Прецизионная обработка
Инспекция
Шлифовка
Инструменты
Отрасли, которые мы обслуживаемАЭРОКОСМИЧЕСКАЯ
МЕДИЦИНСКАЯ
КРИОГ
ЭНИКС
НЕФТЬ И ЭНЕРГЕТИКА
КОММЕРЧЕСКИЙ
ЗАЩИТА
Быстрая реализация вашего проекта всего за 4 простых шага:1.
 Отправьте запрос предложений
Отправьте запрос предложенийНачните с отправки нам вашего 2D-чертежа или 3D-файла CAD вместе с количеством каждого из необходимых вам элементов.
2.Analyzing&QuoteМы проанализируем ваши проекты и предоставим экспертную оценку. Вы можете ожидать свою первую цитату уже через несколько часов.
3. Начало производства
Как только вы примете предложение, начнется настоящая работа! Мы начнем производство ваших товаров, как только вы одобрите!
4. Получите свои детали
Устройтесь поудобнее и расслабьтесь, пока ваши детали находятся в производстве. Мы отправим вашу посылку быстро и безопасно.
Прецизионные модульные вертикальные револьверные станки VBT от Bourn & Koch
Модульный вертикальный токарно-револьверный станок VBT серии Bourn & Koch устанавливает стандарт вертикального точения. Наши станки с ЧПУ серии VBT используются во многих отраслях промышленности для точного изготовления заготовок среднего и большого размера.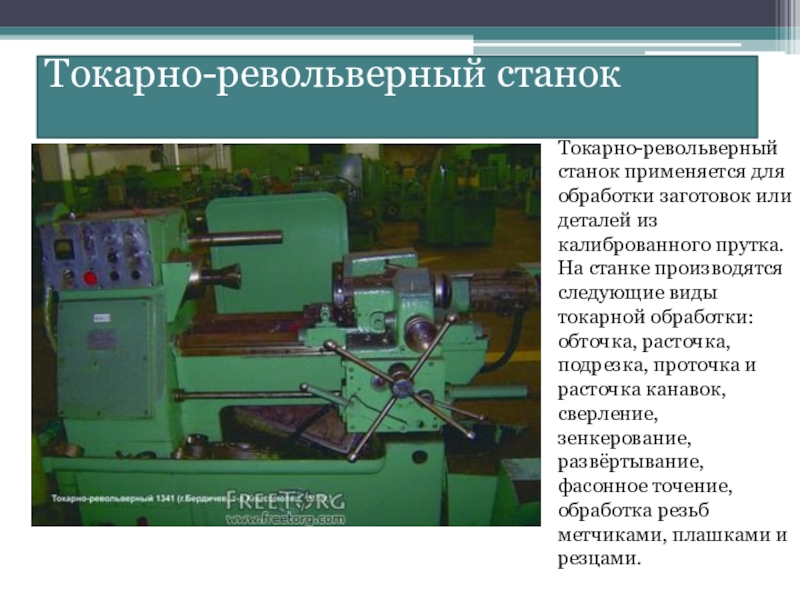 VBT разработан для обеспечения точности мирового уровня во многих отраслях промышленности.
VBT разработан для обеспечения точности мирового уровня во многих отраслях промышленности.
Наш VBT представляет собой вертикальный револьверный токарный станок с ЧПУ, спроектированный на основе общего основания, поперечной балки и колонны. Благодаря более чем 40-летнему опыту изготовления станков и 2500-летнему опыту совместной разработки американских станков в наших архивах, серия VBT представляет собой станки с ЧПУ, спроектированные, спроектированные и построенные с учетом высокой точности. Основанный на конструкции Bullard Dyn-Au-Turn и Motch VNC, VBT представляет собой вертикальный токарный центр, спроектированный по проверенным временем и проверенным конструкциям. Компоненты каждой базы VBT обрабатываются в Bourn & Koch, что гарантирует не только соблюдение наших допусков, но и их превышение.
Bourn & Koch производит нашу серию VBT в трех размерах от 1000VBT до 2500VBT. Каждая машина управляется ЧПУ с сервоприводом на прецизионных линейных роликовых направляющих, опорными поверхностями с ручным шабрением и точными шарико-винтовыми парами для легкого достижения высоких допусков. Наш диалоговый человеко-машинный интерфейс направляет оператора в процессе обработки, сокращая необходимость специализированного обучения работе на станке. Каждый станок с ЧПУ VBT создан производителями прецизионных станков с многолетним опытом.
Наш диалоговый человеко-машинный интерфейс направляет оператора в процессе обработки, сокращая необходимость специализированного обучения работе на станке. Каждый станок с ЧПУ VBT создан производителями прецизионных станков с многолетним опытом.
- Основание изготовлено из прочной стальной сварной конструкции со снятыми напряжениями и специально нанесенным бетонным полимером для дополнительного демпфирования и устранения вибрации.
- Колонна представляет собой сварную стальную конструкцию для тяжелых условий эксплуатации с ослабленным напряжением и специально нанесенным бетонным полимером для дополнительного демпфирования и устранения вибрации. Колонна поддерживает вертикальные и поперечные салазки и выдерживает максимальную нагрузку.
- Поперечные салазки позиционируются с помощью прецизионного шарико-винтовой передачи. Поперечные салазки оснащены как ускоренным ходом, так и подачей в любом направлении.
- В колонне предусмотрены прецизионные направляющие для установки поперечных салазок на закаленные и отшлифованные предварительно нагруженные прецизионные линейные роликовые направляющие.

Bourn & Koch 1000VBT
Bourn & Koch 1000 VBT предназначен для вертикальной токарной обработки больших объемов. VBT является частью нашей модульной платформы VBX. Вертикальный револьверный станок 1000 VBT основан на конструкции вертикальных револьверных станков Motch и Bullard и включает в себя новые технологии и возможности для создания качественного станка американского производства.
Bourn & Koch 1500VBT
Bourn & Koch 1500 VBT предназначен для вертикального точения большой мощности. VBT является частью нашей модульной платформы VBX. Вертикальный револьверный станок 1500 VBT основан на конструкции вертикальных револьверных станков Motch и Bullard и включает в себя новые технологии и возможности для создания качественного станка американского производства.
Bourn & Koch 2500VBT
Bourn & Koch 2500 VBT предназначен для вертикальной токарной обработки больших объемов. VBT является частью нашей модульной платформы VBX.