Фуговальный станок по дереву своими руками: видео, чертеж
Строгальное оборудование – обязательная составляющая полноценного процесса деревообработки. Заводские изделия стоят довольно дорого, поэтому для домашних нужд вполне подойдет самодельный фуговальный станок.
Назначение этого инструмента – продольное выравнивание заготовки из дерева или ДСП (окрашенные или содержащие клей материалы могут затупить режущие элементы оборудования). После строгания на фуганке, обработанная сторона заготовки становится гладкой и ровной, что необходимо для последующей калибровки на рейсмусовом станке или фрезеровки.
Сфера применения и назначение
самодельный станок
Промышленное и самодельное строгальное оборудование используется для односторонней обработки плоских поверхностей изделий из дерева. Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Фуговальный станок не позволяет строгать по толщине в размер, а также выполнять детали с параллельными поверхностями!
Возможности оборудования
Что можно сделать с помощью строгального станка:
- разную мебель для дачи и квартиры;
- забор;
- лестницу; (См. также статью Деревянные ступени для лестниц: особенности.)
- подготовить облицовку;
- обновить старую потемневшую от времени древесину.
На фото — один из вариантов многофункционального станка по дереву с консольным размещением двигателя со стороны циркулярной пилы
Классификация фуговальных станков
По количеству устройств для строгания фуговальные станки могут быть двухсторонними или односторонними. Все строгальные устройства делятся на категории согласно ширине строгальной поверхности, длине рабочего стола и частоте вращения ножевого вала.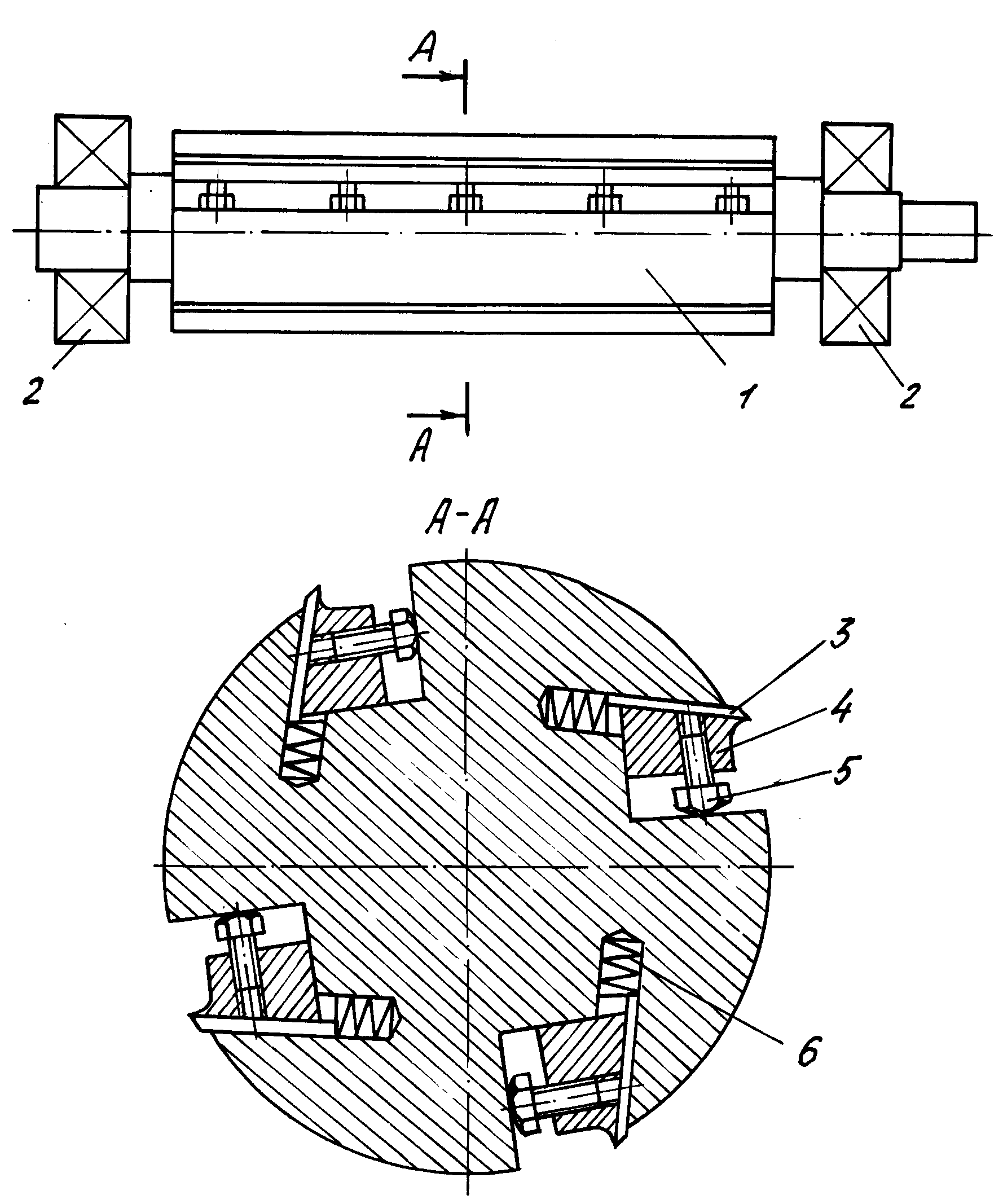
Согласно обрабатываемой ширине заготовки различают механизмы:
- на 40 см;
- на 50 — 52 см;
- на 60 — 63 см.
Компактные самодельные агрегаты для дома обладают меньшей шириной обработки.
Согласно длине рабочей поверхности выделяется две группы устройств:
- с длиной меньше 250 см;
- с длиной от 250 до 300 см.
На длинных столах можно обрабатывать более крупные заготовки. Качество фугования также повышается.
Согласно частоте кручения рабочего вала станки делятся на две категории:
- 4700 — 4800 оборотов в минуту;
- 5000 оборотов в минуту.
Промышленные двигатели могут работать с частотой вращения, достигающей 12000 оборотов в минуту.
Полезные советы
При создании рейсмуса из электрорубанка в домашних условиях необходимо иметь представление о некоторых тонкостях для того, чтобы результат затраченных усилий и времени получился стоящим:
- При изготовлении крепежного валика следует соблюдать правильность его расположения: он не должен быть установлен слишком низко, иначе на обрабатываемых заготовках могут образоваться поперечные вмятины.

- Тщательно проследите за тем, чтобы рабочий стол инструмента был установлен идеально ровно. При наличии перекосов готовое изделие не будет иметь гладкую ровную поверхность.
- Проследите за правильностью расположения задней колодки рейсмуса: она не должна излишне давить на заготовку. В этом случае сила подачи уменьшится, а ножи при этом будут работать. В результате на обрабатываемой поверхности могут образоваться желобки.
- Обратить внимание стоит и на накидной козырек изделия. Если он будет установлен неправильно, стружка в процессе работы попадет на нижний валик, и непременно образуются вмятины.
Вот и все нюансы, которые следует знать для того, чтобы создать в домашних условиях качественный и долговечный рейсмус из электрорубанка. Удачи!
Устройство фуговального станка
станина с прикрепленным валом ножей
Конструкция состоит из основных элементов:
- рабочая поверхность;
- станина;
- направляющая;
- вал ножей;
- круговое ограждение.
Рабочая поверхность строгального станка состоит из двух плит: задней и передней. Уровень задней плиты совпадает с уровнем верхней точки лезвий резаков. Уровень передней выставляется ниже настолько, сколько материала снимается при обработке. Обычно перепад уровней составляет не более 1,5 миллиметров. Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Плиты изготавливают из чугуна, а чтобы сделать стол более устойчивым, предусмотрены ребра жесткости. Края плит закрыты стальными накладками, предохраняющими их от разрушения. Они же являются стружколомателями.
Вал ножей находится между двумя плитами, к валу крепятся резаки. Для качественной обработки необходимо подбирать одинаковые резаки. Как правило, используются однокромочные ножи, которые можно затачивать. Двухкромочные резаки после сильного затупления выбрасываются и заменяются новыми, затачивать их невозможно. Как правило, станки для бытовых мастерских оснащаются резаками из инструментальной быстрорежущей стали. Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Направляющая фиксируется при помощи болтов в предусмотренных отверстиях. Линейка может передвигаться в поперечном направлении в зависимости от размера детали.
Круговое ограждение устанавливают на передней части плиты, к направляющей оно плотно прилегает за счет пружины. Ограждение прикрывает ножевой вал. Движение от мотора на вал ножей передается посредством ременной передачи.
Оптимальный размер деталей из дерева для обработки на фуговальном станке от 100 до 150 см. Слишком длинные детали свешиваются и создают неудобство при работе дома, а короткие — опасно.
Передний подвижный стол
Конструкция переднего стола создается в подвижном виде. Она представлена сочетанием двух деталей, которые скреплены под углом 90 градусов. Существенно повысить прочность можно за счет создания боковых упоров. Крепление отдельных частей проводится при использовании саморезов, но существенно повысить прочность можно за счет использования столярного клея.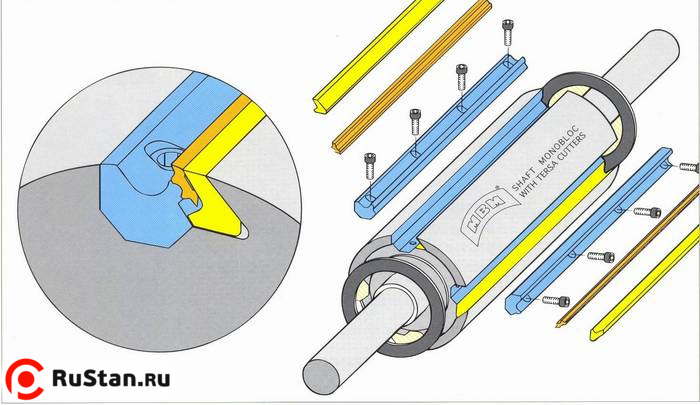
Следующий шаг заключается в создании двух сквозных отверстий на расстоянии 70 мм друг от друга. Фиксация проводится за счет двух винтов, к примеру, с барашками. За счет этого проводится регулировка положения этого элемента.
Настройка и выбор режима
механизм изменения расстояния между валом ножей и кромкой стола
Перед началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров. Для определения промежутка используется калиброванная пластинка, которая должна вставляться в щель легко, но без щелей.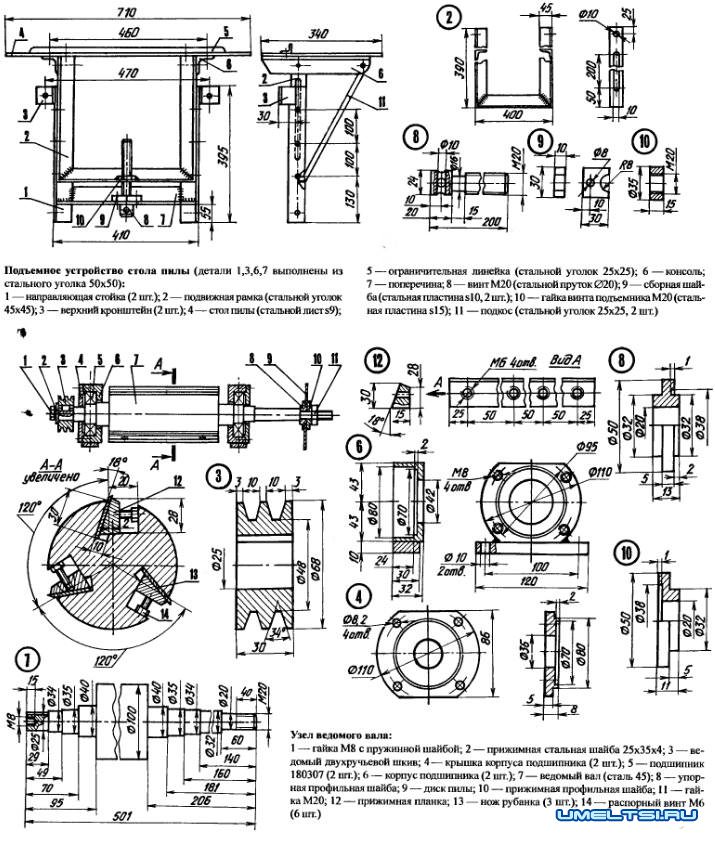 Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке брусков из дерева промежуток между линейкой и левым краем вала ножей должен быть немного больше, чем ширина бруска. Постепенно ножи затупляются и направляющая передвигается направо, вовлекая в работу другие части резаков. Линейка передвигается поперек столешницы на реечном устройстве, запускаемым маховиком. Чтобы выполнить угловую фаску на кромке, направляющую устанавливают с помощью шаблона или угольника и закрепляют винтом.
Автоподатчики регулируют на подачу деталей без стопоров, с малым прижимом. При обработке кромок их размещают параллельно линейке.
Правильность настроек строгального оборудования определяют опытным путем. Разрешенные погрешности составляют:
- по плоскости не более 0,15 миллиметров на каждый метр;
- по перпендикуляру — не более 0,1 миллиметра на 10 см.

Задний стол
Изготавливается стол для электрорубанка своими руками. В качестве основания подходит материал, у которого толщина около 20 мм. Задний стол создается по нижеприведенной инструкции:
- Выполняется технологический проем для получения особой формы.
- Торцевая кромка спиливается под углом. Для этого применяется циркуляционная пила.
- После создания технологического отверстия его нужно раззенковать. За счет этого винты будут глубоко утапливаться и не мешать движению заготовку.
- Стол крепится на место ранее снятой подошвы.
Провести монтаж можно при применении электрической дрели или шуруповерта, за счет чего существенно упрощается поставленная задача.
Принцип работы на фуговальном станке
направляющая линейка из ДСП
Для работы на одностороннем фуговальном оборудовании дома достаточно одного человека. Он исследует состояние заготовки, кладет ее выпуклой плоскостью вверх на переднюю плиту. Двумя руками придавливает к линейке и направляет на резаки.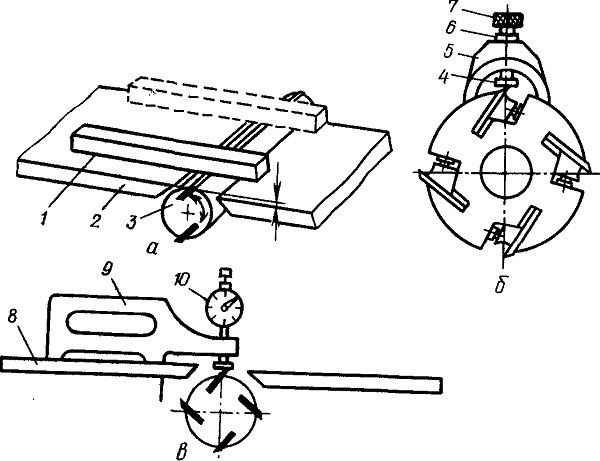 Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
При обработке двух перпендикулярных плоскостей первой идет в работу большая по площади. Потом ее прикладывают к направляющей и строгают вторую. Двусторонний станок позволяет провести обработку одновременно обеих сторон.
- Если при обработке на плоскости появляются «поджоги» или «мшистость» — пришло время заточить резаки;
- При работе с деталями короче 40 см и уже 3 см их удерживают только специальными толкателями, а детали сложной формы шаблонами;
- Если обструганная плоскость кривая или имеет форму крыльчатки, следует проверить уровень плит столешницы и вала ножей.
Как правильно произвести регулировку изготавливаемого инструмента?
Регулировка рубанка позволяет получить изделие с требуемыми параметрами.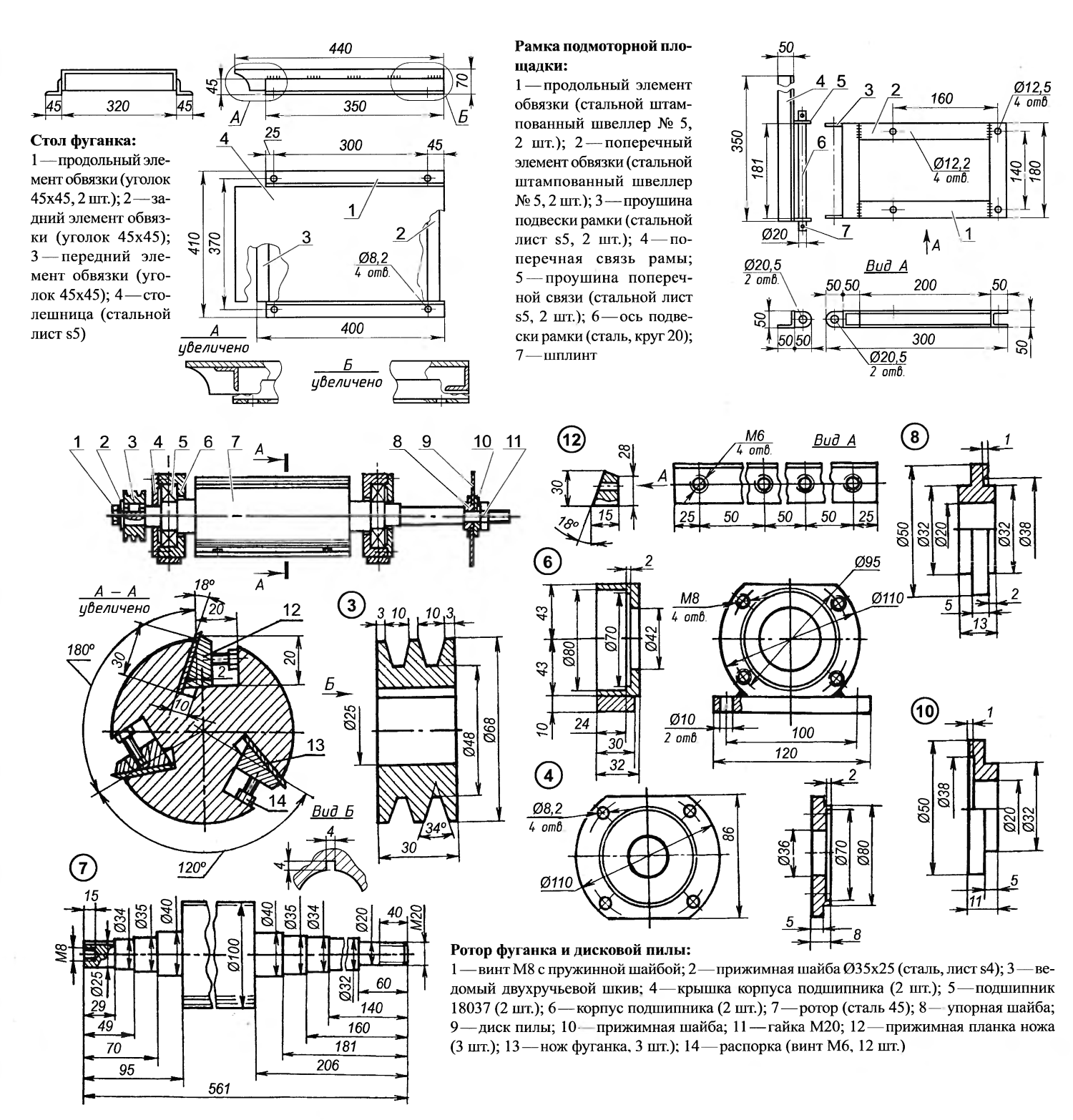 Среди особенностей отметим:
Среди особенностей отметим:
- Устанавливается требуемая мощность.
- Уделяется внимание степени вылета ножей.
- Устанавливается подходящее положение инструмента.
Только после правильной настройки инструмента можно получить изделие с требуемыми параметрами. Кроме этого, нужно предусмотреть возможность замены основных элементов в случае их сильного износа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Фуговальный станок своими руками
самодельный станок — вид сбоку
Раму небольшого настольного станка для дома можно сделать из металлической трубы прямоугольного сечения. Более мощная самодельная конструкция получится из уголка 40 мм. Ширина станины зависит от размера ножей и планируемой ширины строгания.
С одного торца к раме привариваются две направляющие, верхние кромки которых совпадают с поверхностью станины. Посередине станины на болты, вкрученные в заранее приготовленные отверстия, прикрепляется вал ножей, установленный на пару шарикоподшипников.
Рабочие поверхности для настольного станка для дома выполняют из толстой фанеры, уложенной на бруски. А чтобы регулировать их уровень, предусматриваются самодельные накладные болтовые соединения. По четыре соединения для каждой плиты: пара спереди и пара сзади. Снизу к каждой части столешницы прикрепляется вертикальный брусок с отверстием. Через брусок и верхнюю горизонталь станины продевается длинный штырь с резьбой, с помощью которого изменяется положение столешницы относительно вала ножей.
Есть другой вариант самодельного крепления рабочей поверхности: в станине проделаны пазы (4 шт.), в подвижной столешнице такое же количество отверстий, в которые вставляются головки шпилек на резьбе. Подкручивая гайки и перемещая в пазах шпильки, изменяют расстояние между валом ножей и кромкой столешницы.
Задняя плита устанавливается неподвижно и по высоте подгоняется под вал ножей. В качестве направляющей линейки может служить доска или ДСП подходящего размера.
При выборе двигателя следует исходить из характера использования будущего станка. Для бытовых нужд достаточно мощности 750 Вт, но с более серьезными задачами справится мотор мощностью не менее 1,5 киловатт.
Еще несколько вариантов самодельных фуганков:
Самодельные приспособления
Впрочем, практически каждому хозяину будет под силу сделать подобное устройство и самостоятельно. Что оно примерно из себя представляет? Вариантов множество. Это может быть некий деревянный короб, который прикручивается непосредственно к самому элекрорубанку и затем присоединяется к специальному основанию. Все это художество оснащено калибровочной шкалой, позволяющей устанавливать требуемую толщину для обрабатываемой детали. По ширине ограничивается только величиной подошвы самого электрорубанка.
Некоторые умельцы пошли еще дальше. Конструкцию упростили до безобразия, а собрать ее можно буквально за полчаса. Никакого объемного короба. Основание прикручивается вместо полочки электрорубанка.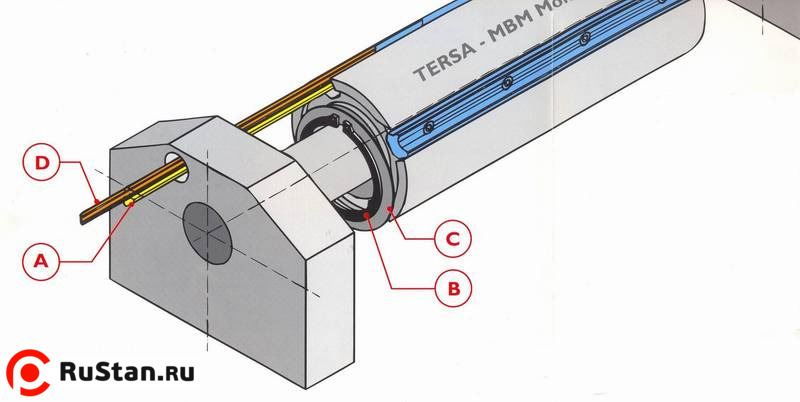 По бокам к нему на болтах цепляются четыре ножки, зажим которых и регулирует высоту. И вуаля. Все готово. В общем, нет предела совершенству. Дерзайте.
По бокам к нему на болтах цепляются четыре ножки, зажим которых и регулирует высоту. И вуаля. Все готово. В общем, нет предела совершенству. Дерзайте.
Обзор заводских моделей
| Модель | W0108 | W0106FL | W0103FL | W0100 |
| Двигатель | 0,75 кВт 220В | 0,75 кВт 220 В | 2,2 кВт, 220В | 3,7 кВт 380В |
| Ширина реза | 153 мм | 153 мм | 203 мм | 400 мм |
| Максимальная глубина реза | 3 мм | 3,2 мм | 3,2 мм | 3 мм |
| Число ножей режущего вала | 3 | 3 | 4 | 4 |
| Диаметр режущего вала | 61 мм | 61 мм | 78 мм | 98 мм |
| Длина стола | 1210 мм | 1535 мм | 1800 мм | 2250 мм |
| Длина подающего стола | 700 мм | 760 мм | 880 мм | 1090 мм |
| Длина приемного стола | 590 мм | 755 мм | 880 мм | 1090 мм |
| Ширина стола | 255 мм | 255 мм | 330 мм | 420 мм |
| Высота стола от пола | 820 мм | 850 мм | 795 мм | 820 мм |
| Размеры упора | 740 х 98 мм | 889 х 124 мм | 889 х 124 мм | 1195 х 150 мм |
| Размеры в упаковке | 1245х515х275 мм | 1600х360х250 мм | 1850х450х300 мм | 2300х820х1025 мм |
| Масса брутто | 104 кг | 135 кг | 208 кг | 570 кг |
| Цена | 52000 руб | 68000 руб | 112000 руб | 229000 руб |
W0108
W0106FL
W0103FL
W0100
Особенности
Фото чертежа рейсмуса своими руками
- Рейсмус представляет собой устройство, предназначенное для строгания заготовок, придания им завершенного внешнего вида;
- Такое устройство позволяет менять толщину изделия, создавать идеально гладкую поверхность;
- Рейсмус — незаменимый инструмент в сфере мебельного производства;
- С помощью рейсмуса можно выполнять отделку помещений, создавать стройматериалы, декоративные элементы;
- Заводской инструмент — удовольствие не из дешевых. В связи с этим большую популярность завоевал самодельный рейсмус;
- Изготовить строгальный инструмент своими руками можно, опираясь на чертежи и понимая принцип работы агрегата.
 В связи с этим большую популярность завоевал самодельный рейсмус;
В связи с этим большую популярность завоевал самодельный рейсмус;Самодельное устройство — это бюджетный аналог заводскому станку. Если вам приходится часто иметь дело с деревянными заготовками, либо вы занимаетесь самостоятельно постройками, создаете для своего дома мебель, не обязательно покупать дорогой заводской рейсмус. Для подобных целей вполне сгодится самодельный инструмент.
Комментарии2 комментария
- Дмитрий:
06.08.2016 в 11:24Здравствуйте. Если вам не сложно посмотрите и оцените видео. Заранее спасибо youtube.com/watch?v=ZZe9DUcCIBU
- Николаевич:
08.08.2016 в 08:34
Станок, представленный на Вашем видео, является более технологичным вариантом приспособления, о котором речь идет в конце статьи. Но и также значительно более дорогим. Принцип один и тот же и приемы работы с инструментом также. Конечно, если Вы постоянно выполняете на этом оборудовании определенную работу, есть смысл потратить деньги на более комфортные условия производства, но если работа разовая или сильно эпизодическая, то вряд ли в этом есть смысл, да и место в мастерской такой самодельный рейсмус занимает не мало.
Мы, в первую очередь, подсказываем нашим читателям идеи и выбираем наиболее простые в осуществлении, не требующие больших финансовых вложений и особого к себе отношения. Также мы относимся к нашему подписчику с уважением, выражающимся в убежденности, что он, будучи человеком творческим, рукастым и головастым, детали додумает сам. И резюме. Работа Е.Кузнецова понравилась, будем рады познакомиться с другими его поделками.
 Мы, в первую очередь, подсказываем нашим читателям идеи и выбираем наиболее простые в осуществлении, не требующие больших финансовых вложений и особого к себе отношения. Также мы относимся к нашему подписчику с уважением, выражающимся в убежденности, что он, будучи человеком творческим, рукастым и головастым, детали додумает сам. И резюме. Работа Е.Кузнецова понравилась, будем рады познакомиться с другими его поделками.
Мы, в первую очередь, подсказываем нашим читателям идеи и выбираем наиболее простые в осуществлении, не требующие больших финансовых вложений и особого к себе отношения. Также мы относимся к нашему подписчику с уважением, выражающимся в убежденности, что он, будучи человеком творческим, рукастым и головастым, детали додумает сам. И резюме. Работа Е.Кузнецова понравилась, будем рады познакомиться с другими его поделками.принцип работы, вал, направляющие, ножи. Основные узлы фуговального станка
Бытовые и промышленные фуганочные станки широко используются для обработки древесины. Так же как и токарные, циркулярные и фрезерные, фуговальные относятся к обязательному оснащению столярных цехов. Они просты в использовании и надежны. Работа с самодельными фуганками требует аккуратности и некоторых навыков.
Сфера применения и назначение
Промышленное и самодельное строгальное оборудование используется для односторонней обработки плоских поверхностей изделий из дерева. Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Фуговальный станок не позволяет строгать по толщине в размер, а также выполнять детали с параллельными поверхностями!
Классификация фуговальных станков
По количеству устройств для строгания фуговальные станки могут быть двухсторонними или односторонними. Все строгальные устройства делятся на категории согласно ширине строгальной поверхности, длине рабочего стола и частоте вращения ножевого вала.
Согласно обрабатываемой ширине заготовки различают механизмы:
- на 40 см;
- на 50 — 52 см;
- на 60 — 63 см.
Компактные самодельные агрегаты для дома обладают меньшей шириной обработки.
Согласно длине рабочей поверхности выделяется две группы устройств:
- с длиной меньше 250 см;
- с длиной от 250 до 300 см.
На длинных столах можно обрабатывать более крупные заготовки. Качество фугования также повышается.
Согласно частоте кручения рабочего вала станки делятся на две категории:
- 4700 — 4800 оборотов в минуту;
- 5000 оборотов в минуту.
Промышленные двигатели могут работать с частотой вращения, достигающей 12000 оборотов в минуту.
Устройство фуговального станка
Конструкция состоит из основных элементов:
- рабочая поверхность;
- станина;
- направляющая;
- вал ножей;
- круговое ограждение.
Рабочая поверхность строгального станка состоит из двух плит: задней и передней. Уровень задней плиты совпадает с уровнем верхней точки лезвий резаков. Уровень передней выставляется ниже настолько, сколько материала снимается при обработке. Обычно перепад уровней составляет не более 1,5 миллиметров. Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Плиты изготавливают из чугуна, а чтобы сделать стол более устойчивым, предусмотрены ребра жесткости. Края плит закрыты стальными накладками, предохраняющими их от разрушения. Они же являются стружколомателями.
Вал ножей находится между двумя плитами, к валу крепятся резаки. Для качественной обработки необходимо подбирать одинаковые резаки. Как правило, используются однокромочные ножи, которые можно затачивать. Двухкромочные резаки после сильного затупления выбрасываются и заменяются новыми, затачивать их невозможно. Как правило, станки для бытовых мастерских оснащаются резаками из инструментальной быстрорежущей стали. Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Направляющая фиксируется при помощи болтов в предусмотренных отверстиях. Линейка может передвигаться в поперечном направлении в зависимости от размера детали.
Круговое ограждение устанавливают на передней части плиты, к направляющей оно плотно прилегает за счет пружины. Ограждение прикрывает ножевой вал. Движение от мотора на вал ножей передается посредством ременной передачи.
Оптимальный размер деталей из дерева для обработки на фуговальном станке от 100 до 150 см. Слишком длинные детали свешиваются и создают неудобство при работе дома, а короткие — опасно.
Настройка и выбор режима
Перед началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров..jpg)
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке брусков из дерева промежуток между линейкой и левым краем вала ножей должен быть немного больше, чем ширина бруска. Постепенно ножи затупляются и направляющая передвигается направо, вовлекая в работу другие части резаков. Линейка передвигается поперек столешницы на реечном устройстве, запускаемым маховиком. Чтобы выполнить угловую фаску на кромке, направляющую устанавливают с помощью шаблона или угольника и закрепляют винтом.
Автоподатчики регулируют на подачу деталей без стопоров, с малым прижимом. При обработке кромок их размещают параллельно линейке.
Правильность настроек строгального оборудования определяют опытным путем. Разрешенные погрешности составляют:
- по плоскости не более 0,15 миллиметров на каждый метр;
- по перпендикуляру — не более 0,1 миллиметра на 10 см.

Принцип работы на фуговальном станке
Для работы на одностороннем фуговальном оборудовании дома достаточно одного человека. Он исследует состояние заготовки, кладет ее выпуклой плоскостью вверх на переднюю плиту. Двумя руками придавливает к линейке и направляет на резаки. Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
При обработке двух перпендикулярных плоскостей первой идет в работу большая по площади. Потом ее прикладывают к направляющей и строгают вторую. Двусторонний станок позволяет провести обработку одновременно обеих сторон.
- Если при обработке на плоскости появляются «поджоги» или «мшистость» — пришло время заточить резаки;
- При работе с деталями короче 40 см и уже 3 см их удерживают только специальными толкателями, а детали сложной формы шаблонами;
- Если обструганная плоскость кривая или имеет форму крыльчатки, следует проверить уровень плит столешницы и вала ножей.
Фуговальный станок своими руками
самодельный станок — вид сбоку
Раму небольшого настольного станка для дома можно сделать из металлической трубы прямоугольного сечения. Более мощная самодельная конструкция получится из уголка 40 мм. Ширина станины зависит от размера ножей и планируемой ширины строгания.
С одного торца к раме привариваются две направляющие, верхние кромки которых совпадают с поверхностью станины. Посередине станины на болты, вкрученные в заранее приготовленные отверстия, прикрепляется вал ножей, установленный на пару шарикоподшипников.
Рабочие поверхности для настольного станка для дома выполняют из толстой фанеры, уложенной на бруски. А чтобы регулировать их уровень, предусматриваются самодельные накладные болтовые соединения. По четыре соединения для каждой плиты: пара спереди и пара сзади. Снизу к каждой части столешницы прикрепляется вертикальный брусок с отверстием. Через брусок и верхнюю горизонталь станины продевается длинный штырь с резьбой, с помощью которого изменяется положение столешницы относительно вала ножей.
Есть другой вариант самодельного крепления рабочей поверхности: в станине проделаны пазы (4 шт.), в подвижной столешнице такое же количество отверстий, в которые вставляются головки шпилек на резьбе. Подкручивая гайки и перемещая в пазах шпильки, изменяют расстояние между валом ножей и кромкой столешницы.
Задняя плита устанавливается неподвижно и по высоте подгоняется под вал ножей. В качестве направляющей линейки может служить доска или ДСП подходящего размера.
При выборе двигателя следует исходить из характера использования будущего станка. Для бытовых нужд достаточно мощности 750 Вт, но с более серьезными задачами справится мотор мощностью не менее 1,5 киловатт.
Еще несколько вариантов самодельных фуганков:
Обзор заводских моделей
| Модель | W0108 | W0100 | ||
| Двигатель | 0,75 кВт 220В | 0,75 кВт 220 В | 2,2 кВт, 220В | 3,7 кВт 380В |
| Ширина реза | 153 мм | 153 мм | 203 мм | 400 мм |
| Максимальная глубина реза | 3 мм | 3,2 мм | 3,2 мм | 3 мм |
| Число ножей режущего вала | 3 | 3 | 4 | 4 |
| Диаметр режущего вала | 61 мм | 61 мм | 78 мм | 98 мм |
| Длина стола | 1210 мм | 1535 мм | 1800 мм | 2250 мм |
| Длина подающего стола | 700 мм | 760 мм | 880 мм | 1090 мм |
| Длина приемного стола | 590 мм | 755 мм | 880 мм | 1090 мм |
| Ширина стола | 255 мм | 255 мм | 330 мм | 420 мм |
| Высота стола от пола | 820 мм | 850 мм | 795 мм | 820 мм |
| Размеры упора | 740 х 98 мм | 889 х 124 мм | 889 х 124 мм | 1195 х 150 мм |
| Размеры в упаковке | 1245х515х275 мм | 1600х360х250 мм | 1850х450х300 мм | 2300х820х1025 мм |
| Масса брутто | 104 кг | 135 кг | 208 кг | 570 кг |
| Цена | 52000 руб | 68000 руб | 112000 руб | 229000 руб |
W0108
- Конструкция станка
- Пошаговая инструкция
- Альтернативный вариант
Фугование – один из методов чистовой обработки древесины. Доски, брусья приобретают гладкую, отшлифованную поверхность. Фуганок имеет более простую конструкцию, чем рейсмусный аналог. Установку несложно собрать самостоятельно из подручных приспособлений.
Конструкция станка
Фуговочный станок оборудован столом. Стол имеет технологическое отверстие, в него помещается ножевой вал, функционирующий от электрического привода. В процессе строгания пиломатериал подается на вал при помощи роликового механизма. Опорные элементы под заготовку можно наклонять под требуемым углом. Толщину доски регулирует столешница путем ее подачи вверх и вниз.
Ножевой вал может иметь одностороннюю и двустороннюю конструкцию . В первом случае проводится обработка одной плоскости доски. Двусторонний вал позволяет фуговать дерево с двух сторон одновременно. Существует оборудование с четырьмя ножами, обеспечивающими четырехстороннюю шлифовку. Эти образцы чаще всего устанавливаются на крупных деревообрабатывающих предприятиях. Чистота обработки зависит от диаметра ножевого вала. Чем он больше, тем выше качество шлифовки.
На самодельный фуговальный станок могут устанавливаться ножи двух типов:
- Однокромочные. Подлежат периодическому затачиванию.
- Двухкромочные, одноразовые. При истирании заменяются на новые.
Фуганки различаются в частоте вращения вала, длине столешницы, ширине строгания пиломатериала. Поверхность столешницы разделена на два поперечных сегмента, при этом передняя часть располагается ниже задней для регулирования толщины удаляемого слоя древесины. Оптимальная толщина среза – 0,5 см. При необходимости большего снятия нужно осуществить несколько циклов.
Для устойчивости, улучшения несущих характеристик станину фуганка изготавливают из чугуна, остов дополняют стальными накладками. Вал ножей фиксируют между двумя половинами столешницы. Для удобства стол снабжается направляющими линейками.
Как сделать фуганочный инструмент
Фуганок имеет простую конструкцию, его можно изготовить за несколько часов: процесс не требует особых навыков и знаний. Рубанок с электроприводом полезен в столярном деле, но по качеству обработки древесины он хуже фуговочного станка. Поэтому нужно усовершенствовать имеющийся образец для достижения лучшего результата.
В качестве основного элемента будущего оборудования хорошо подойдет электрорубанок со сдвижной защитой ножа, убирающейся при фуговании. Лучше, если рубанок будет укомплектован креплением ножами вверх.
В процессе сборки потребуются:
- доски,
- лист фанеры,
- крепежные элементы.
Пошаговая инструкция
Вначале необходимо сделать основу из досок. Она должна иметь форму ящика без дна и крышки. Длина каркаса будет соответствовать длине рабочей поверхности.
На следующем этапе лист фанеры необходимо уложить поверх ящика, сформировать технологическое отверстие, в нем будет установлена платформа рубанка.
Поверх фанеры укладываются еще два таких же листа, служащих задней и передней плитой. Лист, который будет принимать дерево при строгании, должен быть толще на 2 мм. Необходимо выдержать параллельное размещение фанерных листов. Это можно выверить щупом-щепкой. Перед фиксацией панели к каркасу обрабатывается кромка материала .
Ручной электрический строгальный элемент надевается на крепление, установленное ножами вверх на нижнем листе фанеры.
Для вырезания крепежных ушек потребуется дерево. Через эти элементы будут продеты регулировочные болты, устанавливающие на заданную высоту нож станка относительно его основы.
На фуговальный станок из электрорубанка нужно установить боковой упор из оставшейся фанеры . После этого можно приступать к обработке пиломатериалов.
Альтернативный вариант
Если работать с длинными заготовками не планируется, можно сделать компактное бытовое устройство. Эта циркулярка легко доукомплектовывается специальными подпорками, превращается в полноценный станок.
Сначала нужно сформировать короб из толстой фанеры, дерева или МДФ. Конструкция фиксируется древесным клеем или усиливается саморезами. Роль столешницы выполняет платформа электрорубанка.
Наиболее сложный элемент, которым снабжен фуговальный станок , – боковой упор . Он будет перемещаться на специальных пазах. Его фиксацию обеспечивают два винта и гайки-барашки. В коробе режущий инструмент удерживают боковые крепежи. Для удобства домашний электрофуганок можно усовершенствовать, сформировав в его конструкции выход для подведения промышленного пылесоса.
Профессиональный самодельный фуганок
На рисунке представлены чертежи с подробными пояснениями. Потребуется электрический двигатель на 1,5 кВт, подключаемый к валу при помощи приводного ремня. Ножевой вал можно сделать самостоятельно или заказать у токаря.
В ходе работ необходимо сварить станину из металлического профиля или уголка. Затем к остову приваривается опорная плита и основа для винта. Боковые планки крепятся с условием обеспечения свободного перемещения направляющих. Для этого нужно сформировать технологические зазоры.
Ходовой винт приваривается к станку после его установки на опору . Оборудование нужно обеспечить передней плитой, состоящей из верхней части и направляющей рейки. Они объединяются между собой боковыми элементами. Торцевые части поверхностей нужно делать параллельными, после этого они тщательно шлифуются.
Чтобы габариты боковин, установленных на самодельный фуганок, были одинаковыми, они обрабатываются, снабжаются отверстиями для шпилек. После приваривания боковин и направляющих элементов временные шпильки демонтируются.
На последнем этапе устанавливают вал ножей. Одновременно приподнимают переднюю столешницу до его уровня так, чтобы край панели размещался параллельно оси вала. Задняя часть столешницы должна быть зафиксирована в неподвижном положении. Центр тяжести у этого деревообрабатывающего агрегата размещен высоко. Для снижения вибрации фуганок рекомендуется укреплять дополнительно.
Сделать фуганок своими руками, если есть хотя бы базовые знания об устройстве этого инструмента, совсем несложно. Задача значительно упрощается при наличии в вашем арсенале старого электрорубанка – он станет главной составляющей частью домашнего фуговального станка.
Чертеж фуганка.
Фуганок находит широкое применение в обработке древесины – с его помощью легко сделать поверхность гладкой, избавиться от неровностей и шероховатостей, придать пиломатериалам опрятный вид. Имея под рукой такой многофункциональный инструмент, вы значительно расширите свои возможности в сфере деревообработки. С фуганком легко заняться сбором мебели своими руками, сделать вагонку или паркет.
Предназначение фуганка
Схема конструкции фуговального станка.
Работа с деревом может быть не только приятным хобби, но и возможностью обеспечить всеми необходимыми предметами интерьера. При наличии специализированных инструментов самодельная мебель по качеству и внешнему виду мало чем будет отличаться от аналогов заводского производства. Фуговальный станок относится именно к таким инструментам, он дает возможность сделать поверхность древесины идеально ровной, подготовить ее к склейке, лакировке или нанесению декоративного рисунка.
Фуганок, или фуговальный станок – это инструмент для чистовой обработки пиломатериалов большой длины и ширины. Обработка осуществляется путем снятия небольшого (1-2 мм) слоя материала при помощи вращающегося вала, в который вмонтированы острые лезвия из закаленного металла.
Принцип действия фуганка идентичен работе рубанка с тем отличием, что фуговальный станок закреплен на месте, а двигается сам обрабатываемый материал. Увеличенная длина приспособления позволяет использовать его для придания красивого вида широким плоским поверхностям
Подбор комплектующих для фуганка
Ограждения ножевого вала фуговального станка.
Для того чтобы собрать фуганок из электрорубанка, совсем не обязательно разбирать новый инструмент. Вполне подойдет рубанок, который раньше использовался по прямому назначению. Недостаток некоторых современных моделей таких приспособлений состоит в том, что их пластиковый корпус со временем расшатывается, на нем появляются трещины и сколы. Работать таким рубанком становится небезопасно, но он полностью соответствует запросам на создание фуговального станка. Все что нужно сделать – перевернуть рубанок и в таком виде закрепить его в предварительно подготовленном верстаке.
Выбор модели электрорубанка – один из важных моментов при сборке станка. Большинство моделей имеют ширину строгания 82 мм, что вполне удовлетворяет запросы для домашнего использования. Более дорогие и мощные рубанки оборудованы валом на 100 или 110 мм. В последнем случае такие параметры позволяют прогонять через инструмент доски и брусья шириной в 10 см, не оставляя при этом необработанных участков.
Стоит обратить внимание на дополнительные функции электрорубанка: некоторые модели уже с завода оборудованы специальными приспособлениями, которые позволяют превратить инструмент в полноценный фуговальный станок. Такой рубанок можно фиксировать подошвой вверх, безопасность работы при этом обеспечивается подпружиненным защитным кожухом.
Если возникла потребность обработки материалов, ширина которых превышает 110 мм, то электрорубанком делать это будет весьма неудобно, так как доску придется прогонять несколько раз, что увеличивает затраты времени и снижает точность работы. В таком случае стоит рассмотреть возможность сборки мощного фуганка, основными составляющими частями которого будут выступать отдельный вал и мощный электрический мотор. Хотя стоимость вала зачастую составляет больше половины от цены всех материалов, но имея в арсенале такой инструмент, вы уже не будете ограничены в своих возможностях, касающихся деревообработки.
Схема конвеерного механизма фуговального станка.
Ширина строгания полноценного фуганка, оборудованного валом, находится в диапазоне от 25 до 85 см и больше, но при этом нужно учитывать тот факт, что увеличение данного параметра влечет за собой рост энергопотребления двигателя.
Оптимальная мощность двигателя зависит от нескольких параметров:
- ширина вала;
- количество ножей;
- ширина обрабатываемых пиломатериалов.
Зависимость прямая: чем большее значение имеют перечисленные параметры, тем выше должна быть мощность двигателя. Для домашних станков хорошо зарекомендовали себя двигатели на 1.5-2 кВт. Скорость вращения вала таких станков составляет 4-4.5 тыс. оборотов в минуту, ширина обрабатываемого материала – 25-40 см.
Сборка фуговального станка
Сборка фуганка осуществляется в несколько этапов. Сначала следует собрать корпус верстака, в который впоследствии будет вмонтирован электрорубанок. Корпус имеет вид обычного деревянного ящика без дна. Сверху его накрывают толстым листом фанеры, в котором прорезывается отверстие для установки рубанка. Фанера будет нести на себе вес инструмента, а для работы с материалом ее необходимо покрыть еще двумя листами, толщина которых будет отличаться на 1-2 мм. Они устанавливаются по правую и левую стороны от рубанка. Тонкая фанера при этом играет роль подающего стола, а толстая фанера – принимающего.
Конструкция фуговального стола.
Принцип взаимодействия подающего и принимающего столов предельно прост: пиломатериал, продвигаясь по одной половине верстака, доходит до рубанка, при этом с него снимается слой стружки толщиной 1-2 мм. Уже обработанная древесина одним концом попадает на принимающую часть стола, где занимает устойчивую позицию, давая тем самым возможность остальной части доски пройти над рубанком. Кроме функции поддержки это обеспечивает снижение вибрации и дает возможность обеспечить надежный упор при работе.
Собрать фуговальный станок с валом немного сложнее, но при наличии опыта также не займет много времени. Состоит такой станок из аналогичных деталей – корпуса, подающего и принимающего стола, отделения для сбора стружки. Не лишним в такой модели самодельного устройства будет редуктор скоростей, который позволит снижать скорость вращения вала для прохождения проблемных участков – значительных неровностей, сучков, и т.п. Большое значение имеет расчет и точная подгонка всех элементов корпуса друг к другу, обеспечение надежного крепления двигателя и идеальное выравнивание рабочих столов.
Меры обеспечения безопасности при работе
Фуганок, в силу сочетания опасных факторов – высокой скорости вращения вала и наличия острых лезвий, относится к потенциально травмоопасному оборудованию. Работа с ним предполагает четкое соблюдение ряда правил техники безопасности. Особенно это касается самодельных инструментов: неправильный расчет элементов, которые их составляют, часто приводит к фатальным последствиям. Чтобы избежать проблем в работе с фуговальным станком, нужно придерживаться таких требований:
Приемы строгания.
- Прежде чем начать работу, нужно подождать, пока вал не наберет максимальную скорость.
- Ни в коем случае нельзя производить осмотр рабочего инструмента, его смазывание или очистку от стружки во время работы. Для этого нужно остановить станок, обесточить его и только тогда приступать к обслуживанию.
- При обработке мелких деталей, длина которых не превышает 40 см, а ширина – 5 см, следует пользоваться специальным вертикальным упором. Он имеет вид толстой доски, которая неподвижно крепится к подающему рабочему столу.
- Для повышения безопасности работы, вал фуганка можно оборудовать специальной защитной заслонкой. При поступательном движении материала она отодвигается, а после окончания обработки возвращается в начальную позицию при помощи системы пружин. Лезвия вала при этом остаются закрытыми от случайного контакта.
- Большое значение имеет освещение – все работы нужно проводить при свете мощной лампы, либо на улице.
Соблюдение этих простых правил поможет сделать вашу работу не только быстрой, но и полностью безопасной.
Заключение по теме
Фуганок – это мощный инструмент, который предоставляет своему хозяину широчайшие возможности при работе с древесиной.
Стоимость такого приспособления, изготовленного своими руками, в несколько раз ниже от заводских аналогов, а набор функций и надежность при правильном подходе к проектированию практически не отличается. .
Самодельный фуганок своими руками
Что нужно для того, чтобы изготовить самодельный фуганок своими руками? Сначала нужно определиться разновидностями этого инструмента.
Фуганок бывает трех типов.
- Первый – ручной, напоминает удлиненный рубанок.
- Второй – электрорубанок, выглядит как циркулярная пила с горизонтальным ножом.
- И третий – фуговальный станок.
Основные его части – статина и фуговальный вал.
Как сделать фуганок своими руками?
Предлагаемый вариант фуганка позволит с легкостью обрабатывать заготовки длиной более 60 см.Основой этого деревообрабатывающего станка является ручной электрический рубанок российского производства – Интерскол.
Электроинструмент был несколько модифицирован. К примеру, были убраны родные подошвы. И дополнительно прорезаны отверстия в пластиковом корпусе для более легкого выхода стружки из рубанка.
Для создания фуганка потребуется стол, к которому будет снизу крепиться электрический рубанок.Основа столешницы станка изготовлена из двух спаянных друг с другом уголков. Общая длина рабочей поверхности составляет 130 см.
На фото видны отверстия, при помощи которых впоследствии будет прикреплен рубанок.
1) Для точной и качественной обработки древесины, необходим упор. Он должен быть перпендикулярно приварен к рабочей поверхности. Такой же упор приваривается и с другой стороны.
2) Затем к приваренным упорам можно прикручивать направляющую. В качестве направляющей можно использовать ровные доски. В нашем случае это кусок ДСП.
Очень важным моментом является то, что подающая и принимающая части стола находятся на разных уровнях. А точнее – вся подающая часть ниже на 1 мм. Эта разница позволяет срезать с заготовки слой, толщиной 1 мм. Подающая и принимающая части между собой соединены двумя деталями по бокам. Соединительные детали в нашем случае – это разрезанный швеллер.
Стол собирается воедино при помощи сварки электродами. Электроды использовались 2.5 мм, чтобы не прожечь металл насквозь. Сварка производилась точечная, прихватами.
Станок стоит на 3-х ножках. С одной стороны две тонких ножки из металлических труб, а с другой стороны ножка потолще. Для ответа на вопрос, почему именно 3 ножки необходимо вспомнить геометрию. Ведь через любые три точки можно провести плоскость. Станок с тремя ножками будет устойчиво стоять даже на неровном полу, в то время как четвероногий станок в этом случае будет шататься.
А для того, чтобы весь станок не развалился, по двум диагоналям были приварены две металлические трубы. Так была увеличена прочность конструкции.
После того как стол собран и готов, можно заняться прикреплением электроинструмента. В качестве соединительных элементов используются стандартные монтажные шурупы. Ими была прикреплена родная подошва.Рубанок крепится снизу. Для более плотного прилегания можно использовать компенсирующую прокладку. На фото отчетливо видно, что прокладка добавляет толщины.
Прислонив рубанок к нижней части и совместив болты с дырками, можно заворачивать монтажные болты. Их следует надежно завернуть. Чтобы рубанок впоследствии не отвалился.Теперь можно включать собранный самодельный фуганок и смело работать на нем.
Видео: самодельный фуганок.
Видео: вторая часть.
Видео: третья часть.
metmastanki.ru
Как сделать фуговальный станок по дереву
Работа по дереву не относится к самым сложным. Поэтому ее выполняют не только в промышленных масштабах, но и дома. Многие умельцы умудряются делать из дерева различные предметы: стулья, окна и прочее. Достигается это путем процесса, который получил название строгание.
Станок для фугования
Отличным помощником в этом процессе является специальный инструмент – фуговальный станок. Его можно найти во многих строительных магазинах. Представлен он в большом ассортименте. Изделия отличаются своими размерами и другими характерными особенностями.
Станок для фугования
Также стоит отметить, что стоимость такого инструмента немаленькая. В связи с этим многие ищут способы сделать его самостоятельно. Как показывает практика, это вполне реально. Причем полученный станок не будет уступать по качеству купленному.
Преимущества станка
Обработка дерева предусматривает применение разного оборудования. Каждый из них отвечает за выполнение определенного этапа работы.
Самодельный станок
Как показывает практика, самый востребованный инструмент – это фуговальный станок. И это неудивительно. Ведь он имеет много достоинств.
К главным относят:
- Широкая область применения. Используется для выполнения различных задач;
- Стоимость инструмента. На рынке можно найти недорогие его варианты, а при желании можно изготовить самостоятельно. Чего нельзя сказать о многом другом оборудовании.
Применение стонка
Данный станок используется для обработки массивных брусьев. Также его применяют при работе с небольшими досками. Например, при изготовлении стульев, столов и прочего. Он удобен и надежен в работе, прост в использовании и не требует специального ухода.
Подготовка деревянной поверхности
Предназначен станок непосредственно для подготовки деревянной поверхности к дальнейшей обработке. Причем она проводится максимально точно. Другими словами, инструмент позволяет криволинейно обстругать деталь. Выполняется эта процедура на кромках или плоскостях. Кроме этого, его используют при снятии фаски на изделиях под определенным углом.
Как сделать?
Сделать фуговальный станок по дереву своими руками несложно. Главное, грамотно подойти к работе. Это позволит получить прочный, качественный и точный станок. Причем его срок службы будет максимально длительным. Замена инструмента потребуется лишь в том случае, если понадобится более современная модель станка.
Чертеж станка
Изготовление инструмента состоит из разных этапов работ, которые взаимосвязаны между собой, причем каждый из них играет свою важную роль. Для начала потребуется изучить особенности станка. После этого подготовить чертеж будущего оборудования. Сделать это можно самостоятельно или обратиться к специалистам.
Чертеж фуговального станка показан на фото. Он состоит из нескольких основных элементов. К ним относят станину, вал, нож, ролик, двигатель электрического типа, который обеспечивает устройству вращательные движения, столы, упорный конек.
Чертеж должен содержать много информации. Для начала о том, как будет выглядеть будущая установка, и какое должно быть расстояние между элементами. В итоге это позволит определить количество вращений, которое получится при выходе. Кроме этого, расскажет про увеличение мощности.
Фабричный фуговальный станок по дереву, например, фуговальный станок по дереву Jet – это несложная конструкция. При ее изготовлении стоит учесть много нюансов. Главный заключается в материалах, которые используются. Для фуганка хорошо подходит металлопрофиль. Его вес маленький, поэтому работать с ним просто.
Кроме этого, важно учитывать распределение нагрузки, которая оказывается на станок. Это является гарантией его устойчивости. Детали прочно фиксируются в необходимом положении. Механизм, который крепится на станину, имеет большую нагрузку. Это должно учитываться при обработке материала.
Чтобы соединить все элементы, используют сварку. Она обеспечивает прочное их крепление. Если станок будет переноситься, то он должен легко разбираться. В таком случае лучше отдать предпочтение резьбовому соединению. Если говорить о надежности, то такая конструкция немного уступает предыдущей. Главный недостаток сварки заключается в том, что установка будет неразборной.
Установка фуговального станка имеет также много моментов. Только при их соблюдении конструкция будет работать качественно и долго. Первое, что необходимо учесть, – это то, что она крепится максимально ровно. Достичь этого поможет уровень. Необходимо строго выдерживать его параметры.
Как установить вал с ножом?
Установка вала с ножом – ответственная работа. От качества ее выполнения зависит работа всей установки. Поэтому к ней необходимо подходить максимально ответственно. Любой фуганок состоит из барабана с ножами, которые располагаются на его поверхности, как показано на фото, приведенном ниже. При вращении он выполняет основную задачу установки – снимает дерево с поверхности заготовки.
Подобная установка имеет свои особенности. Барабан, который крепится, состоит из нескольких частей. Сюда относят подшипники, режущий элемент и вал, устанавливаемый в центре. В комплекте они образуют единый вал. Причем лезвия потребуется покупать, так как сделать их своими руками невозможно.
Установка барабана проводится посредством подшипников. Они обеспечивают прочное и надежное крепление. Кроме этого, стоит уделить особое внимание механизму с лезвием. Он располагается на основании. Крепиться должен прочно, потому что здесь отмечена вся нагрузка устройства. Что касается выхода вала, то на нем крепится ролик, на котором в будущем будет размещен ремень. Данная деталь может быть изготовлена самостоятельно. Главное, чтобы профили элемента и ремня совпали.
Как сделать бытовой фуговальный станок по дереву, можно посмотреть на видео. Оно приведено внизу. В нем наглядно показан весь процесс от начала до конца. При этом учтены его особенности и тонкости. Это отличный помощник при изготовлении установки своими руками.
metall.trubygid.ru
ФУГОВАЛЬНЫЙ СВОИМИ РУКАМИ | Резьба по дереву, кости и камню
Раздел:
дата публикации 05.08.2013 г. в 13:39
- 32255 просмотров
- избрали (2)
Фуговальный станок предназначен для снятия фасок под углом и прямолинейного одностороннего строгания изделий из древесины по плоскости. Представляю для всеобщего рассмотрения и обсуждения малогабаритного самодельного фуговального станка.
Cодержание:
Для выполнения различных столярных и плотницких работ всегда необходимы различные инструменты. У каждого мастера, да и у любителя «повозиться» с древесиной, под рукой должны быть различные стамески, ножи, пилы, рубанки и другие приспособления.
При этом очень часто настоящие профессионалы предпочитают инструмент, выполненный своими руками или под заказ. В этом случае работа точно будет выполнена качественно и с минимальными затратами сил.
А как, например, можно сделать фуганок своими руками? Что для этого необходимо и каковы этапы выполнения подобной задачи?
Что такое и для чего нужен фуганок
Первоначально следует понять, для достижения каких целей необходимо использовать фуганок. От этого будет зависеть общие понятия по его созданию своими руками. Этот инструмент просто необходим, при отделке деревянных заготовок с большими размерами.
Главное отличие ручного фуганка от рубанка — это его больший размер
Конструкция фуганка сильно напоминает устройство универсального рубанка. Главным отличием, наряду с большим размером, является установка двойного ножа. Он фиксируется при помощи специальной пробки, которая расположена в передней части конструкции. Для удобства работы рубанок оснащается рукояткой, расположенной позади ножа.
Для выравнивания фуганком проводят по поверхности деревянной заготовки. При этом вначале работы стружка будет получаться рванной. Но в этом нет ничего страшного. Постепенно стружка будет становиться ровной и непрерывной. Именно это будет означать, что заготовка достигла нужно ровности.
Очень часто для дальнейшей работы специалисты меняют фуганок, на полуфуганок. Его устройства не отличается от своего старшего собрата. Главным отличием являются меньшие размеры. Это позволяет обрабатывать поверхность более качественно.
Но современные мастера редко пользуются простым фуганком. Удобней применять электрический вариант, смонтированный в виде станка. Такое устройство позволяет значительно ускорить обработку деревянных деталей. При этом качество не теряется, а наоборот улучшается.
Отличие фуговального станка от простого фуганка или рубанка состоит в способе его использовании. В этом случае сама установка остается на месте, а мастер двигает заготовку. При прохождении по двигающемуся валу с ножами с деревянной детали снимается слой в 1-2 миллиметра. В результате заготовка получается с идеально ровной поверхностью.
Делаем ручной вариант фуганка
Если вы любите все делать своими руками, в том числе и обрабатывать деревянную заготовку ручным фуганком, то можно легко сделать этот инструмент самостоятельно. Вначале подготовьте деревянный брусок. Его размеры должны совпадать с будущим фуганком. Брусок нужно брать из твердых пород древесины, например, лиственницы или дуба. Чем прочнее будет заготовка, тем дольше прослужит ваш рубанок.
При производстве следует учитывать некоторые рекомендации по размерам будущего инструмента. Специалисты рекомендуют использовать следующие параметры:
- чаще всего длина фуганка составляет 60-70 сантиметров. Конечно, этот параметр вы выбираете сами, все будет зависеть от того, каким инструментом вам удобней пользоваться;
- для заготовки берется брус с нужной вам длиною, с шириной в 76 миллиметров, и с высотой в 70 миллиметров;
- размер ножа должен составлять 200 на 65 миллиметров;
- чтобы ручка была удобной, ее высота делается минимум в 10 сантиметров.
При помощи стамески в бруске пробивается сквозное квадратное отверстие. При этом его боковые стороны должны быть расположены под углом в 45 градусов. В это отверстие будет вставляться нож. Сам брусок должен иметь идеально ровную нижнюю поверхность. Ведь именно по ней и будет выравниваться будущая заготовка.
При выборе ножа для фуганка стоит обращать внимание на прямоугольные и прочные модели. Во многих специализированных магазинах можно найти большой ассортимент подобной продукции. Нож вставляется и фиксируется в проделанном проеме.
Далее, устанавливается тонкая деревянная пластина (которая будет играть роль клина). Затем, следует установить ударную пробку. Для этого выбирается место посередине между краем отверстия и передним краем самого фуганка. На этом основная рабочая часть готова к использованию.
Но работать таким инструментом будет сложно. Для удобства обязательно необходимо приделать ручку. Ее форма должна идеально подходить под вашу руку, поэтому делается она индивидуально. Для изготовления ручки можно использовать многослойную фанеру.
Для еще большего удобства использования вашего нового фуганка, можно дополнительно установить вторую ручку. Также некоторые модели оснащаются двумя лезвиями. Но это будет зависеть от ваших личных предпочтений. Самое главное, чтобы перед работой лезвие ножа не выступала за нижнюю сторону инструмента более чем на один миллиметр.
Электрический рубанок
Сделать самодельный фуганок – это несложная задача. С такой работой может справиться любой, тем более, если он любит работать с деревом. А наличие такого оборудования в мастерской значительно расширит возможности мастера и облегчит его работу.
Для того чтобы изготовить фуговальный станок вначале нужно подготовить требуемые материалы и инструменты. Для работы вам понадобятся:
- ножовка для выпиливания заготовок;
- молоток;
- столярная стамеска;
- деревянные бруски из прочного материала. Лучшим вариантом будет детали из лиственницы или дуба;
- фанера, желательно многослойная;
- болты с гайками.
Все эти материалы и инструменты вы легко найдете в своей мастерской. Но самым важным и главным устройством, которое вам понадобится для создания фуганка своими руками, является электрический рубанок. Именно он и будет выполнять всю работу.
Для изготовления фуговального станка вполне сгодится старенький электрорубанок
При этом не стоит бежать в магазин за новым инструментом, для фуговального станка вполне подойдет уже бывшее в употребление устройство.
Очень часто современные электрорубанки делают с корпусом из пластика. Такие инструменты стоят дешевле, и к тому же удобней в работе. Но такой корпус после длительного использования начинает трескаться и расшатываться. Такие инструменты использовать в работе уже неудобно, но вот для фуговального станка он вполне сгодится.
Главное, чтобы вал с ножами и электродвигатель были в хорошем рабочем состоянии. Нам нужно только перевернуть старый электрорубанок вверх ногами и закрепить на своем месте.
В этом видео вы наглядно увидите как из фанеры сделать небольшой фуговальный станок из старого электрорубанка.
Видео: Самодельный фуганок из электрорубанка
Существуют еще некоторые требования к электрическому рубанку, которые помогут существенно облегчить вашу задачу.
В первую очередь стоит присмотреться к самой конструкции. Современные производители выпускают некоторые модели, которые уже приспособлены для наших целей. Если у вас именно такой вариант, то ваш фуговальный станок получится наиболее производительный.
Кроме этого, стоит обращать внимание на ширину строгания. Как правило, у большинства современных электрорубанков она составляет 82 миллиметра. Такой ширины для полноценного фуговального станка довольно мало.
Лучшим вариантом будет использования электрического рубанка с шириной строгания в 100 или даже 110 миллиметров. В этом случае за раз вы сможете прогонять заготовки шириной в 10 сантиметров.
Но довольно часто есть необходимость обрабатывать более широкие доски. В этом случае каждую заготовку придется прогонять через фуговальный станок по нескольку раз. Это может существенно снизить вашу производительность. Многие мастера вместо электрического рубанка используют станок со встроенным специальным валом.
Стационарный фуговальный станок
Такой вариант фуговального устройства довольно мощный и производительный, но не лишен своих недостатков.
Во-первых, сам специальный вал – это довольно дорогая деталь. Его стоимость может составить до половины всех расходов на сборку фуговального станка.
Во-вторых, кроме вала вам придется приобрести и довольно мощный электродвигатель, а также предусмотреть механизм передачи крутящегося момента. Все это потребует от вас определенных знаний и умений, ну и конечно финансовых вложений.
Как сделать фуговальный станок самостоятельно
Первым делом необходимо подготовить проект будущего станка. В нем учитываются размеры имеющегося старого электрорубанка.
Под него делается чертеж деревянного ящика, и подгоняются по размерам листы фанеры. Расчеты нужно делать внимательно, чтобы при создании станка все прошло гладко, и само устройство работало эффективно.
Первым делом делается корпус из деревянных брусьев. Он будет представлять собой обычный ящик без дна. Далее, сверху прибивается лист фанеры. В нем проделывается отверстие, по размеру соответствующее размерам используемого в конструкции электрорубанка.
Далее, по обеим сторонам от прорези крепится еще два листа фанеры. При этом их толщина должна отличаться на один-два миллиметра. Первая лист, тот который тонкий, будет служить подающей поверхности. Второй, толстый лист фанеры, будет являться принимающей стороной. Заготовка подается на вращающийся вал электрорубанка с тонкой стороны, а выходит на более толстую.
Далее, достаточно закрепить на своем месте электрорубанок и сделать выключатель. Для этого используются болты с гайками. Выключатель можно использовать обычный бытовой. Если есть желание и возможность, то можно установить кнопку. При этом выключатель должен полностью обесточивать фуговальный станок.
В итоге у вас в мастерской появится полноценный электрический фуганок или фуговальный станок. С его помощью вы сможете быстрее и с меньшими усилиями обрабатывать большие деревянные заготовки. Такое устройство обойдется дешевле, чем заводской вариант. Но при этом он будет выполнять свою работу не хуже покупного варианта. А значит, у вас появиться больше возможностей делать красивые деревянные изделия, которые станут украшением вашего дома или будут приносить доход семье.
В этом видео вы увидите интересное решение по изготовлению вертикального фуговального станка из электрорубанка.
Видео: Самодельный фуганок из ручного электрорубанка
Меры безопасности при использовании фуговального станка
Безопасность здоровья при проведении любых работ – это очень важное занятие. Не стало исключением и использование фуговального станка. Такое приспособление требует особого внимания.
- в первую очередь не начинайте подачу заготовки, пока вал электрорубанка не наберет максимальное количество оборотов;
- если во время работы вам необходимо очистить станок от накопившейся стружки, то вначале нужно остановить его и обесточить. Только после полного прекращения вращения вала можно приступать к удалению стружки. То же самое касается и профилактической смазки или других подобных работ;
- если вам необходимо обработать деталь с малыми размерами (длина до 40 сантиметров и ширина до 5 сантиметров), то делать это нужно с использованием специального упора. Он крепится неподвижно на рабочем столе фуговального станка;
- лучше всего оборудовать станок защитным кожухом. При поступательном движении заготовки он будет открываться, а при прекращении подачи материала закрываться.
Очень важно обеспечить рабочее место хорошим освещением. Это требования касается не только столярных, но и всех других видах работ. Не стоит что-то делать «впотьмах», это неминуемо приведет к получению травм. Соблюдая эти несложные меры предосторожности, вы будете получать от работы только удовольствие.
Работа по дереву не относится к самым сложным. Поэтому ее выполняют не только в промышленных масштабах, но и дома. Многие умельцы умудряются делать из дерева различные предметы: стулья, окна и прочее. Достигается это путем процесса, который получил название строгание.
Отличным помощником в этом процессе является специальный инструмент – фуговальный станок. Его можно найти во многих строительных магазинах. Представлен он в большом ассортименте. Изделия отличаются своими размерами и другими характерными особенностями.
Также стоит отметить, что стоимость такого инструмента немаленькая. В связи с этим многие ищут способы сделать его самостоятельно. Как показывает практика, это вполне реально. Причем полученный станок не будет уступать по качеству купленному.
Преимущества станка
Обработка дерева предусматривает применение разного оборудования. Каждый из них отвечает за выполнение определенного этапа работы.
Как показывает практика, самый востребованный инструмент – это фуговальный станок. И это неудивительно. Ведь он имеет много достоинств.
К главным относят:
- Широкая область применения. Используется для выполнения различных задач;
- Стоимость инструмента. На рынке можно найти недорогие его варианты, а при желании можно изготовить самостоятельно. Чего нельзя сказать о многом другом оборудовании.
Данный станок используется для обработки массивных брусьев. Также его применяют при работе с небольшими досками. Например, при изготовлении стульев, столов и прочего. Он удобен и надежен в работе, прост в использовании и не требует специального ухода.
Предназначен станок непосредственно для подготовки деревянной поверхности к дальнейшей обработке. Причем она проводится максимально точно. Другими словами, инструмент позволяет криволинейно обстругать деталь. Выполняется эта процедура на кромках или плоскостях. Кроме этого, его используют при снятии фаски на изделиях под определенным углом.
Как сделать?
Сделать фуговальный станок по дереву своими руками несложно. Главное, грамотно подойти к работе. Это позволит получить прочный, качественный и точный станок. Причем его срок службы будет максимально длительным. Замена инструмента потребуется лишь в том случае, если понадобится более современная модель станка.
Изготовление инструмента состоит из разных этапов работ, которые взаимосвязаны между собой, причем каждый из них играет свою важную роль. Для начала потребуется изучить особенности станка. После этого подготовить чертеж будущего оборудования. Сделать это можно самостоятельно или обратиться к специалистам.
Чертеж фуговального станка показан на фото. Он состоит из нескольких основных элементов. К ним относят станину, вал, нож, ролик, двигатель электрического типа, который обеспечивает устройству вращательные движения, столы, упорный конек.
Чертеж должен содержать много информации. Для начала о том, как будет выглядеть будущая установка, и какое должно быть расстояние между элементами. В итоге это позволит определить количество вращений, которое получится при выходе. Кроме этого, расскажет про увеличение мощности.
Фабричный фуговальный станок по дереву, например, фуговальный станок по дереву Jet – это несложная конструкция. При ее изготовлении стоит учесть много нюансов. Главный заключается в материалах, которые используются. Для фуганка хорошо подходит металлопрофиль. Его вес маленький, поэтому работать с ним просто.
Кроме этого, важно учитывать распределение нагрузки, которая оказывается на станок. Это является гарантией его устойчивости. Детали прочно фиксируются в необходимом положении. Механизм, который крепится на станину, имеет большую нагрузку. Это должно учитываться при обработке материала.
Чтобы соединить все элементы, используют сварку. Она обеспечивает прочное их крепление. Если станок будет переноситься, то он должен легко разбираться. В таком случае лучше отдать предпочтение резьбовому соединению. Если говорить о надежности, то такая конструкция немного уступает предыдущей. Главный недостаток сварки заключается в том, что установка будет неразборной.
Установка фуговального станка имеет также много моментов. Только при их соблюдении конструкция будет работать качественно и долго. Первое, что необходимо учесть, – это то, что она крепится максимально ровно. Достичь этого поможет уровень. Необходимо строго выдерживать его параметры.
Как установить вал с ножом?
Установка вала с ножом – ответственная работа. От качества ее выполнения зависит работа всей установки. Поэтому к ней необходимо подходить максимально ответственно. Любой фуганок состоит из барабана с ножами, которые располагаются на его поверхности, как показано на фото, приведенном ниже. При вращении он выполняет основную задачу установки – снимает дерево с поверхности заготовки.
Подобная установка имеет свои особенности. Барабан, который крепится, состоит из нескольких частей. Сюда относят подшипники, режущий элемент и вал, устанавливаемый в центре. В комплекте они образуют единый вал. Причем лезвия потребуется покупать, так как сделать их своими руками невозможно.
Установка барабана проводится посредством подшипников. Они обеспечивают прочное и надежное крепление. Кроме этого, стоит уделить особое внимание механизму с лезвием. Он располагается на основании. Крепиться должен прочно, потому что здесь отмечена вся нагрузка устройства. Что касается выхода вала, то на нем крепится ролик, на котором в будущем будет размещен ремень. Данная деталь может быть изготовлена самостоятельно. Главное, чтобы профили элемента и ремня совпали.
Как сделать бытовой фуговальный станок по дереву, можно посмотреть на видео. Оно приведено внизу. В нем наглядно показан весь процесс от начала до конца. При этом учтены его особенности и тонкости. Это отличный помощник при изготовлении установки своими руками.
Рекомендуем также
СФ-4 Станок фуговальный односторонний. Паспорт, схемы, описание, характеристики
Производителем фуговального станка СФ-4 является Курганский завод деревообрабатывающих станков, основанный в 1941 году.
Завод производит оборудование для мебельных и строительно-столярных производств.
Производителем фуговального станка СФ-4(К) является Кировский станкостроительный завод, основанный в 1880 году. Завод был переименован в Кировский завод заточного и деревообрабатывающего оборудования.
Основная специализация завода – производство станков для заточки и подготовки дереворежущего инструмента к работе.
Продукция завода:
- Фрезерный станок с шипорезной кареткой модели СФ-4К
- Станки заточки круглых рамных и ленточных пил модели ТчПА-7
- Плющильно-формовочные станки модели ПХФ-1М
- Вальцовочные станки модели ПВ-20М
- Станки для заточки и подготовки дереворежущего инструмента
- Запасные части к Р63-46
Станки, выпускаемые Курганским заводом деревообрабатывающих станков
СФ-4 Станок фуговальный односторонний. Назначение, область применения
Станок фуговальный (строгальный) односторонний СФ-4 предназначен для фугования (прямолинейного строгания, продольного фрезерования) заготовок из древесины различных пород по плоскости и под углом.
Фуговальный станок СФ-4 применяется на предприятиях мебельной и деревообрабатывающей промышленности (мебельной, домостроительной, авто- и вагоностроения и т.д.), модельных цехах машиностроительных заводов, строительных организациях.
Станина выполнена чугунной, цельнолитой, коробчатой формы, внутри которой установлен электродвигатель привода ножевого вала.
Вращение ножевому валу передается клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Опоры ножевого вала станка СФ-4 смонтированы в цельном блоке с отъемными крышками, что позволяет снизить механические шумы и вибрацию от вращения ножевого вала. Торможение ножевого вала осуществляется через ременную передачу электродвигателем.
Подача заготовок на станке СФ-4 осуществляется вручную или механически с применением автоподатчика. Передний и задний столы представляют собой чугунные литые шлифованные плиты с ребрами жесткости по нижней плоскости. Регулирование переднего и заднего столов станка по вертикали осуществляется посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола.
С боковых сторон стола установлены щитки. Указатель глубины строжки – лимб помещен в окне щитка. Перемещение направляющей линейки осуществляется вручную. Линейка может перемешаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемый угол в вертикальной плоскости (до 45°).
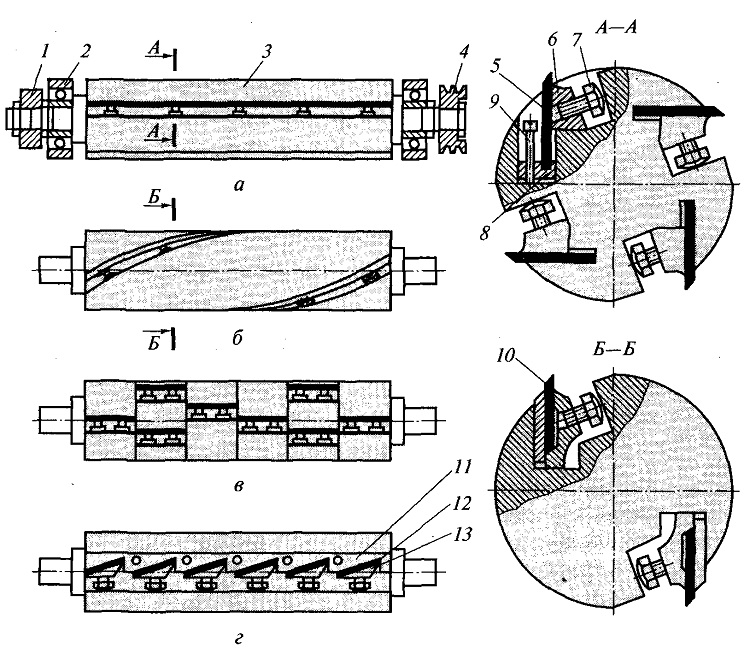
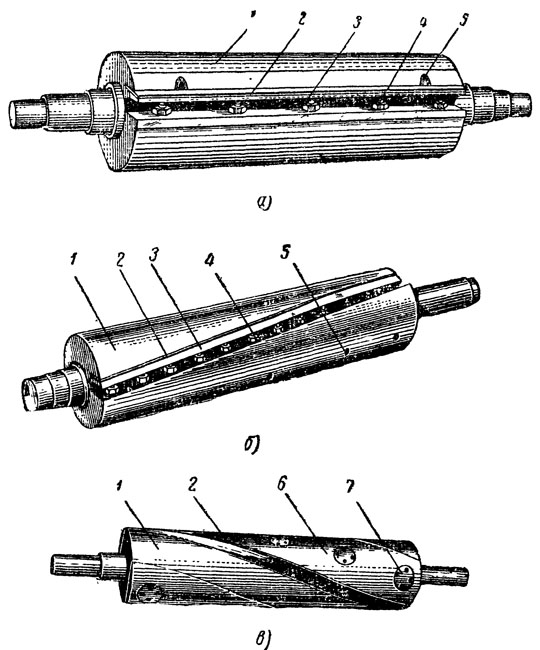
На станке имеется круглый двухножевой вал с клиновым креплением ножей.
Ширина строгания на станке 400 мм, толщина снимаемого слоя 6 мм, диаметр ножевого вала 125 мм, диаметр резания 128 мм, число ножей на валу 2, мощность электродвигателя ножевого вала 2,8 кВт, число оборотов ножевого вала в минуту 5000, вес станка 620 кг.
Условное обозначение деревообрабатывающих станков
Деревообрабатывающие станки и оборудование имеют условное обозначение (индексацию) буквами и цифрами. Буквенная индексация состоит из начальных букв наименования типа или вида станка. Первая буква означает тип, вторая и третья— основной признак станка.
- Ц — круглопильный (циркулярный, циркульный)
- С — строгальный
- Ф — фрезерный
- Ш — шипорезный
- Тч — точильный
- Кп — круглопалочный
- У — универсальный
- ПР — круглопильный ребровый
- ЦК — круглопильный концеравнитель
- СФ — строгально-фуговальный
- СР — строгально-рейсмусовый
- ФШ — фрезерный с шипорезной кареткой
- ФК — фрезерный с карусельным столом
- ШО — шипорезный односторонний
- ШД — шипорезный двусторонний
- ШП — шипорезный для прямого шипа
- ШЛ — шипорезный для шипа ласточкин хвост
- ШлД — шлифовально-дисковый
- ШлПС — шлифовальный с подвижным столом
- ТчП — точильный для пил
- ТчН — точильный для ножей
- ТчПН — точильный для пил и ножей
Буква А обозначает наличие элементов автоматизации.
Например: СвПА—сверлильно-пазовальный с автоподачей. Цифра, стоящая сразу после букв или между ними, обозначает основные параметры станков (число режущих инструментов или ширину строгания в мм, см, дм). Например:
- Ц2К12 — двухшпиндельный концеравнитель для брусков длиной 12 дм
- СФ-4 — строгально-фуговальный с шириной строгания 4 дм
- Ф2К — фрезерный двухшпиндельный с карусельным столом
- ШО10 — шипорезный односторонний для шипов длиной до 10 см
Цифра, стоящая после дефиса, обозначает номер модели станка, например:
- СФ4-4 – четвертая модель
- СР6-6 – шестая модель
- СР6-7 – соответственно седьмая модель
Продольное строгание (продольное фрезерование, фугование) на фуговальных станках
Фуговальные станки предназначены для продольного строгания заготовок из древесины с целью получения одной или двух базовой поверхности за один проход для дальнейшей обработки деталей. Они могут быть с ручной и механизированной подачей; одно- или двусторонние.
На двусторонних станках перпендикулярно продольной оси ножевого вала устанавливается вертикальный кромкофуговальный шпиндель. Механизм подачи может быть вальцового или конвейерного типа.
На станине станка имеются передний и задний столы, из которых передний стол длиннее заднего, что обеспечивает более точное фугование. Столы устанавливают так, чтобы задний стол находился на уровне выступающих режущих кромок ножей вала, а передний – ниже на толщину снимаемой стружки.
Обрабатывают заготовки с вогнутой стороны. Если между кромкой и пластью заготовки не получается прямой угол, надо настроить направляющую линейку. Непрострожка и вырывы на обработанной поверхности получаются, если столы установлены непараллельно в продольном и поперечном направлениях. Непрострожка по ширине получается при отклонении ножевого вала относительно плоскости заднего стола.
Ножевой вал фуговальных станков с ручной подачей должен иметь ограждение, открывающееся лишь при проходе заготовки и автоматически закрывающееся после ее обработки.
Этапы фугования заготовок на станке
Этапы фугования заготовок на фуговальном станке
- задний стол
- направляющая линейка
- заготовка
- передний стол
Одношпиндельный фуговальный станок СФ-4
- станина
- задний стол
- подвижное ограждение
- направляющая линейка
- ножевой вал
- фиксаторы крепления направляющей линейки
- кронштейн
- передний стол
- шкала
- рукоятка настройки стола по высоте
На фуговальных станках с ручной подачей работает один рабочий (станочник), а с механической — два (станочник и подсобный рабочий). При ручной подаче заготовку осматривают, укладывают на передний стол станка и, прижимая левой рукой передний конец заготовки, а правой задний, плавно надвигают заготовку на ножи.
Когда передний конец заготовки пройдет через ножи, левую руку переносят, прижимая заготовку к заднему столу.
Покоробленные заготовки укладывают на стол вогнутой стороной вниз, плотно прижимая их к столу станка.
Сильно покоробленные заготовки фуговать не следует, так как при этом снимется большой слой древесины, они станут меньше номинальных размеров и не смогут быть использованы по назначению.
При работе на станках с механической подачей заготовки подают торец в торец.
Толщина снимаемого слоя не должна превышать 6 мм, а толщина стружки — 1,5..2 мм.
Общий вид фуговального одностороннего станка СФ-4
Общий вид фуговального станка СФ-4
Перечень составных частей фуговального станка СФ4-1:
- Станина с приводом – 041.10.01А
- Столы – 041.11.01A
- Линейка – 4.14.01
- Ножевой вал – 041.31.01А
- Ограждение ножевого вала – 4.32.01
- Электрооборудование – 041.80.01А
Схема кинематическая одностороннего фуговального станка СФ-4
Ножевая головка приводится во вращении от индивидуального электродвигателя через шкивы 1, 2 посредством клиновых ремней.
Регулирование переднего и заднего столов станка по высоте осуществляется эксцентриковыми механизмами 3 при помощи рукоятки 4 и гайки 5.
Перемещение направляющей линейки осуществляется вручную.
Подача заготовок на станке осуществляется вручную.
Устройство и описание составных частей станка
Станина с приводом
Станина выполнена цельнолитой коробчатой формы, внутри станины установлен электродвигатель привода ножевого вала.
Вращение ножевого вала осуществляется от электродвигателя клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Столы передний и задний
Столы представляют собой плиты с ребрами жесткости по нижней плоскости. Столы перемещаются в вертикальном направлении посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и и винта с гайкой для заднего стола.
Наибольшая величина вертикального перемещения переднего стола – 6 мм, заднего – 2 мм. С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб помещен в окне щитка.
Линейка
Направляющая линейка может перемещаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемым угол в вертикальной плоскости до 45°.
Ножевой вал
Опоры ножевого вала смонтированы в цельном блоке с съемными крышками. Принятая конструкция позволяет снять механические шумы и вибрацию от вращения ножевого вала.
Торможение ножевого вала электромеханическое. Смазка подшипников опор периодическая через пресс-масленки.
Схема электрическая принципиальная фуговального одностороннего станка СФ-4
Электрическая схема фуговального станка СФ-4
Электрооборудование станка фуговального одностороннего СФ-4
Общие сведения
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель
Станки изготовляются с электрооборудованием, рассчитан ным для работы при напряжении 380 В 50Гц, в силовых цепях, в цепях управления на напряжение 110 В 50 Гц, цепь освещения 24 В 50 Гц. Станки могут быть изготовлены с рабочим напряжением согласно заказ-наряду.
В электросхемах используется провод марки ПГВ сечением 1 мм2 красного и 1,5 мм2 черного цветов, 2,5 мм2 2-х цветный зелено-желтого или зеленого цвета.
В электросхемах имеются блокировки, осуществляющие невозможность включения электродвигателя главного привода при снятых кожухах ременной передачи, при снятом веере ножевого вала.
Во время эксплуатации электродвигателей систематически производить их технический осмотр и профилактические ремонты.
При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя и наружная очистка и замена смазки подшипников.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином.
Читайте также: Производители деревообрабатывающих станков и оборудования
Технические характеристики фуговального станка СФ4-1
| Наименование параметра | СФ4-1 | СФ6-1 |
|---|---|---|
| Основные параметры станка | ||
| Наибольшая ширина обрабатываемого материала, мм | 400 | 630 |
| Наибольшая глубина снимаемого слоя, мм: | 6 | 6 |
| Размер, мм | 1504 х 412 | 1504 х 650 |
| Размер заднего стола, мм | 1004 х 412 | 1004 х 650 |
| Скорость резания, м/с | 34 | 34 |
| Наименьшая длина обрабатываемого материала, мм | 400 | 400 |
| Высота подъема переднего стола, мм | 6 | 6 |
| Высота подъема заднего стола, мм | 2 | 2 |
| Цена деления лимба подъема заднего-переднего стола, мм | 1 | 1 |
| Количество ножевых валов | 1 | 1 |
| Диаметр корпуса ножевого вала, мм | 125 | 125 |
| Диаметр окружности резания ножевого вала, мм | 128 | 128 |
| Количество ножей ножевого вала, мм | 2/ 4 | 2/ 4 |
| Число оборотов ножевого вала, об/мин | 5100 | 5100 |
| Способ торможения | электромех | электромех |
| Время торможения ножевого вала, с, не более | 6 | 6 |
| Количество стружкоприемников | 1 | 1 |
| Диаметр стружкоприемника, мм | 175 | 175 |
| Электрооборудование станка | ||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель – номинальная мощность, кВт | 3 | 5,5 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 2564 х 1385 х 1250 | 2564 х 1715 х 1250 |
| Масса станка, кг | 705 | 950 |
- Станки фуговальные односторонние СФ4-1, СФ6-1. Руководство по эксплуатации СФ.00.01 АРЭ, 1977, Курган
- Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
- Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
- Бобиков П.Д. Мебель своими руками, 2004
- Борисов И.Б. Обработка дерева, 1999
- Джексон А., Дэй Д. Библия работ по дереву, 2015
- Золотая книга работ по дереву для владельца загородного участка, 2015
- Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
- Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
- Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
- Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Список литературы:
Связанные ссылки. Дополнительная информация
Бытовой фуговальный станок по дереву своими руками
Работа по дереву не относится к самым сложным. Поэтому ее выполняют не только в промышленных масштабах, но и дома. Многие умельцы умудряются делать из дерева различные предметы: стулья, окна и прочее. Достигается это путем процесса, который получил название строгание.
Станок для фугования
Отличным помощником в этом процессе является специальный инструмент – фуговальный станок. Его можно найти во многих строительных магазинах. Представлен он в большом ассортименте. Изделия отличаются своими размерами и другими характерными особенностями.
Станок для фугования
Также стоит отметить, что стоимость такого инструмента немаленькая. В связи с этим многие ищут способы сделать его самостоятельно. Как показывает практика, это вполне реально. Причем полученный станок не будет уступать по качеству купленному.
Преимущества станка
Обработка дерева предусматривает применение разного оборудования. Каждый из них отвечает за выполнение определенного этапа работы.
Самодельный станок
Как показывает практика, самый востребованный инструмент – это фуговальный станок. И это неудивительно. Ведь он имеет много достоинств.
К главным относят:
- Широкая область применения. Используется для выполнения различных задач;
- Стоимость инструмента. На рынке можно найти недорогие его варианты, а при желании можно изготовить самостоятельно. Чего нельзя сказать о многом другом оборудовании.
Применение стонка
Данный станок используется для обработки массивных брусьев. Также его применяют при работе с небольшими досками. Например, при изготовлении стульев, столов и прочего. Он удобен и надежен в работе, прост в использовании и не требует специального ухода.
Подготовка деревянной поверхности
Предназначен станок непосредственно для подготовки деревянной поверхности к дальнейшей обработке. Причем она проводится максимально точно. Другими словами, инструмент позволяет криволинейно обстругать деталь. Выполняется эта процедура на кромках или плоскостях. Кроме этого, его используют при снятии фаски на изделиях под определенным углом.
Как сделать?
Сделать фуговальный станок по дереву своими руками несложно. Главное, грамотно подойти к работе. Это позволит получить прочный, качественный и точный станок. Причем его срок службы будет максимально длительным. Замена инструмента потребуется лишь в том случае, если понадобится более современная модель станка.
Чертеж станка
Изготовление инструмента состоит из разных этапов работ, которые взаимосвязаны между собой, причем каждый из них играет свою важную роль. Для начала потребуется изучить особенности станка. После этого подготовить чертеж будущего оборудования. Сделать это можно самостоятельно или обратиться к специалистам.
Чертеж фуговального станка показан на фото. Он состоит из нескольких основных элементов. К ним относят станину, вал, нож, ролик, двигатель электрического типа, который обеспечивает устройству вращательные движения, столы, упорный конек.
Чертеж должен содержать много информации. Для начала о том, как будет выглядеть будущая установка, и какое должно быть расстояние между элементами. В итоге это позволит определить количество вращений, которое получится при выходе. Кроме этого, расскажет про увеличение мощности.
Советы
Фабричный фуговальный станок по дереву, например, фуговальный станок по дереву Jet – это несложная конструкция. При ее изготовлении стоит учесть много нюансов. Главный заключается в материалах, которые используются. Для фуганка хорошо подходит металлопрофиль. Его вес маленький, поэтому работать с ним просто.
Кроме этого, важно учитывать распределение нагрузки, которая оказывается на станок. Это является гарантией его устойчивости. Детали прочно фиксируются в необходимом положении. Механизм, который крепится на станину, имеет большую нагрузку. Это должно учитываться при обработке материала.
Чтобы соединить все элементы, используют сварку. Она обеспечивает прочное их крепление. Если станок будет переноситься, то он должен легко разбираться. В таком случае лучше отдать предпочтение резьбовому соединению. Если говорить о надежности, то такая конструкция немного уступает предыдущей. Главный недостаток сварки заключается в том, что установка будет неразборной.
Установка фуговального станка имеет также много моментов. Только при их соблюдении конструкция будет работать качественно и долго. Первое, что необходимо учесть, – это то, что она крепится максимально ровно. Достичь этого поможет уровень. Необходимо строго выдерживать его параметры.
Как установить вал с ножом?
Установка вала с ножом – ответственная работа. От качества ее выполнения зависит работа всей установки. Поэтому к ней необходимо подходить максимально ответственно. Любой фуганок состоит из барабана с ножами, которые располагаются на его поверхности, как показано на фото, приведенном ниже. При вращении он выполняет основную задачу установки – снимает дерево с поверхности заготовки.
Подобная установка имеет свои особенности. Барабан, который крепится, состоит из нескольких частей. Сюда относят подшипники, режущий элемент и вал, устанавливаемый в центре. В комплекте они образуют единый вал. Причем лезвия потребуется покупать, так как сделать их своими руками невозможно.
Установка барабана проводится посредством подшипников. Они обеспечивают прочное и надежное крепление. Кроме этого, стоит уделить особое внимание механизму с лезвием. Он располагается на основании. Крепиться должен прочно, потому что здесь отмечена вся нагрузка устройства. Что касается выхода вала, то на нем крепится ролик, на котором в будущем будет размещен ремень. Данная деталь может быть изготовлена самостоятельно. Главное, чтобы профили элемента и ремня совпали.
Как сделать бытовой фуговальный станок по дереву, можно посмотреть на видео. Оно приведено внизу. В нем наглядно показан весь процесс от начала до конца. При этом учтены его особенности и тонкости. Это отличный помощник при изготовлении установки своими руками.
Как отремонтировать рубанок, когда от инструмента идет дым
Якорь является силовой частью двигателя и единственной движущейся частью электродвигателя. Якорь состоит из проволочной обмотки, которая может выйти из строя по разным причинам и привести к дыму. Чтобы проверить состояние арматуры и провести с ней испытания, вам необходимо сначала снять ее. Начните со снятия боковых крышек и крышки коробки передач, а затем со стопорных колец на валах (удерживая звездочки и цепь на месте).Снимите звездочки и цепь с вала, а затем все прокладки на валу. Ослабьте болт на натяжителе ремня и снимите ремень. Не все рубанки имеют натяжитель, поэтому снять ремень может быть непросто. Возможно, вам придется осторожно поддеть его отверткой, когда снимаете со шкивов. Снимите фиксаторы кабеля питания. Удалите …
Якорь является силовой частью двигателя и единственной движущейся частью электродвигателя. Якорь состоит из проволочной обмотки, которая может выйти из строя по разным причинам и привести к дыму.Чтобы проверить состояние арматуры и провести с ней испытания, вам необходимо сначала снять ее. Начните со снятия боковых крышек и крышки коробки передач, а затем со стопорных колец на валах (удерживая звездочки и цепь на месте). Снимите звездочки и цепь с вала, а затем все прокладки на валу. Ослабьте болт на натяжителе ремня и снимите ремень. Не все рубанки имеют натяжитель, поэтому снять ремень может быть непросто. Возможно, вам придется осторожно поддеть его отверткой, когда снимаете со шкивов.Снимите фиксаторы кабеля питания. Снимите болты, которыми корпус двигателя крепится к рубанку, и поднимите двигатель, отсоединив заземляющие провода под ним. Поместите мотор на скамейку, чтобы вам было легче с ним работать.
Снимите колпачки щеток и щетки с двигателя. Выньте переключатель из корпуса переключателя, но сфотографируйте крепления проводов, прежде чем отсоединять их. Теперь вы можете отсоединить корпус переключателя от корпуса двигателя и вывести провода вместе с ним. Открутите винты на задней крышке мотора.Снимите стопорное кольцо за шкивом на противоположном конце двигателя и постучите по шкиву резиновым молотком, чтобы высвободить якорь из корпуса двигателя. Снимите заднюю крышку с якоря, а затем снимите пружинную шайбу с вала якоря. Очищайте якорь только очистителем электрических контактов и вытрите насухо. Осмотрите якорь на предмет расплавленных обмоток и следов пригорания. Следы прожога указывают на дымящуюся арматуру, требующую замены. Если вы хотите проверить состояние якоря, вы можете выполнить три теста.
Первый – это проверка целостности. Снимите арматуру с блока и поставьте его на скамью. Присоедините один конец омметра к валу (для заземления), а другой конец к стержню на коммутаторе. Переместите зонд к каждой полосе на коммутаторе, проверяя все полосы. Если омметр показывает показания на одной из полосок, это указывает на короткое замыкание и неисправность якоря.
Второй тест – это испытание между полосами для определения сопротивления. Присоедините один зонд к стержню на коммутаторе, а другой – к стержню рядом с ним.Для этого будет специальное чтение, в зависимости от конструкции арматуры. Но, что наиболее важно, здесь нет большого колебания между значениями, которое указывало бы на неисправность. Если есть увеличение сопротивления, это будет указывать на сломанный или перегоревший провод в катушке. Если сопротивление падает, значит, короткое замыкание. Перемещайтесь по коммутатору, проверяя каждую полоску.
Третий тест – тест на 180 градусов. Присоедините два конца омметра к стержням коммутатора, прямо напротив друг друга.Для этого будет определенный набор показаний, в зависимости от конструкции вашего устройства. Опять же, наиболее важно, чтобы не было большого колебания значений, которое указывало бы на неисправность. Если есть увеличение сопротивления, это будет указывать на сломанный или сгоревший провод. Если сопротивление упадет, это будет означать короткое замыкание. Продолжите этот тест на всех стержнях. Если якорь не проходит ни одно из этих испытаний, рекомендуется заменить его.
Установите якорь на корпус двигателя, стараясь при этом не повредить поле.Установите стопорное кольцо за шкив на противоположной стороне корпуса двигателя. Установите пружинную шайбу и крышку с другой стороны. Присоедините корпус переключателя к корпусу двигателя и пропустите через него все провода. Подсоедините провода к переключателю (см. Фотографию, которую вы сделали ранее). Снова подсоедините заземляющие провода через него. Снова прикрепите корпус двигателя к строгальному станку и затяните болты. Снова установите зажимы шнура питания и установите прокладки обратно на подающий ролик.Вставьте звездочки внутрь цепи и поместите их на валы, выравнивая шпоночные пазы по одной. Ступицы звездочек обращены к строгальному станку. Установите стопорные кольца, а затем установите крышку редуктора.
Снова прикрепите ремень к шкиву, отрегулируйте натяжение и затяните, чтобы удерживать на месте. Установка ремня на моделях без натяжителя может быть сложной задачей и потребовать некоторого терпения. Возможно, вам придется маневрировать ремнем через небольшие зазоры, чтобы добраться до шкивов. Протяните ремень сначала на меньший шкив, а затем на больший шкив, что упростит установку ремня.Для начала вам нужно будет приподнять ремень над большим шкивом с помощью отвертки. Вы можете положить конец отвертки на гайку шкива только в качестве рычага. Не повредите резьбу на стержнях регулировки высоты. После того, как ремень будет натянут, вы можете вручную повернуть шкивы и пройти по нему оставшуюся часть пути. Установите на место боковые панели.
Подробнее
Как сделать весло для каноэ
«Могу поспорить, другие твои бойцы никогда не делали из тебя весло для каноэ, не так ли, Фанни?»
Создание чего-либо своими руками – полезный опыт, независимо от того, как вы это делаете.Когда дело доходит до изготовления весла для каноэ (или байдарки), это очень личное дело. Как удочки для рыбаков, ружья для охотников на фазанов, так и весла для байдарочников. Это основной инструмент, который вы используете для прикосновения к воде, и, на мой взгляд, он может быть таким же или более важным, чем каноэ.
Современный плотник имеет в своем распоряжении множество инструментов, а также новые удивительные клеи для дерева, которые делают лезвия из ламината прочными и красивыми. Самолеты, фрезерные станки, ленточные пилы и барабанные шлифовальные машины могут превратить сборку лопастей в приятный способ поиграть с деревом, сделать подарки друзьям и провести вас в мастерскую, а не перед 47-дюймовым 1080i Blu-Ray Hypnosis Машина.
Проблема в том, что вышеупомянутые инструменты могут обойтись вам в несколько тысяч долларов и занять половину гаража, и это нормально, если вам это нравится. Но что, если вы хотите сделать что-то из дерева и в вашем распоряжении нет всего каталога Delta? Как насчет ручных инструментов?
Сделать весло из цельного куска дерева непросто, но выполнимо. Уловка состоит в том, чтобы удалить все на куске чистого красного кедра размером 2 x 6 x 6 дюймов (или ситки, или вишни, или чего-то еще), кроме лопатки.Легче сказать, чем сделать, но для этого не нужны электроинструменты.
Примечание. Вот как я это делаю. Несомненно, по крайней мере дюжина читающих это делают по-другому. Или лучше. Или лучше. Замечательно! Тогда не нужно тратить время на чтение этой статьи. Вместо этого сделай себе весло!
1) Возьмите кусок хорошего дерева. Я могу гарантировать вам, что у Home Depot или его регионального аналога нет деревянных досок, которые бы удовлетворяли ваши потребности.Возможно, вам повезет, но вам, возможно, придется перебрать пятьдесят или больше досок, чтобы найти компромисс, и, если вы хотите твердую древесину, забудьте об этом. Найдите местный магазин, где продают древесину твердых пород, или найдите местный магазин, который занимается столярными изделиями. Они знают хорошую древесину и позволят вам копаться в стопке, пока вы не найдете доску с надписью «Я тот». Они не раздражаются; на самом деле, они обычно интересуются вашим проектом, если вы о нем говорите.
2) Купите или одолжите хорошие инструменты. Если вы проведете опрос среди своих друзей, то обнаружите, что валяется много неиспользованных ручных инструментов. Возможно, они потребуют некоторой заточки, но если вы вернете их в лучшем состоянии, чем вы получили, вы можете одолжить их, когда захотите.
В этом проекте я использовал следующие инструменты:
Я использую два разных типа стяжных ножей . Для удаления более тяжелой древесины я использую нож французского типа . Мне нравится контроль, который обеспечивают ручки, и он может быстро срубить много дерева, но все же его можно использовать ловким прикосновением для отделки поверхности.Он заострен только с одной стороны, как у плоского лезвия.
Мой второй вытяжной нож называется стяжной нож Bowyer. Это меньший по размеру, менее распространенный инструмент, который я обычно использую для изготовления длинных луков. Он полезен для более деликатной работы и имеет то преимущество, что в перевернутом виде он может использоваться как скребок для шкафа, а его край используется под углом 90 градусов к поверхности, на которой вы работаете.
Малый блочный самолет . Я спас его на гаражной распродаже за три доллара.Для удаления поверхностной ржавчины потребовался хороший сеанс стальной ваты, и я разгладил дно наждачной бумагой, приклеенной к большому куску стекла. Клинку тоже нужна была любовь, но после нескольких часов работы у меня появился самолет, который я противопоставлю всему новому. Он регулируется простым ударом молотка (вроде как круто), и мой новый самолет теперь находится в ящике для инструментов.
Кривой нож . Это довольно распространенное средство у коренных жителей севера США и Канады. Это было построено для меня Аароном Йорком, абенаки-алгонкином, который делает великолепные берестяные каноэ (а также ножи для своих друзей).Также у него есть плоское лезвие, заостренное только на вершине; дно плоское и не врезается в дерево, на котором вы работаете. Привыкать к нему немного странно, но он делает некоторые вещи, которые другим инструментам найти сложнее.
Рашпиль для выкройки . Они постоянно используются, делаю ли я весла, длинные луки или что-нибудь, что требует сложной формы. Рашпили Nicholson были золотым стандартом, 49 и 50. К сожалению, рашпиль Nicholson теперь производится за границей, и я слышал, что качество упало.Если вы можете найти старые рашпили на блошиных рынках, возьмите их и отправьте мне … они бесполезны. На самом деле они довольно ценные, их можно заточить и вернуть к жизни.
Из-за детализации, которую я вкладываю в свои ручки, я использую рашпили японского производства, которые работают не хуже или лучше, имеют хороший наконечник для тонкой работы (и стоят меньше, чем Nicholsons). Найдите компанию-поставщик, специализирующуюся на изготовлении ювелирных изделий, и они ее найдут. № 49 грубее, № 50 более гладкий. Если вы можете позволить себе только один для изготовления весла, возьмите # 49.Если найдешь № 41, отправь его мне. Опять же, они бесполезны. Я заплачу почтовые расходы.
Угловой калибр . Полезно для обеспечения того, чтобы ваши поверхности были плоскими или под нужным углом, будь то прямоугольная часть вала или сужение лезвия. Вы можете расположить его на скамейке или что-нибудь еще под углом 90 градусов. Идеальная точность не имеет значения, помнишь? Вы строите вручную. Оставьте совершенство парню с пилой Delta Unisaw с лазерным наведением.
Скребок для шкафа .Прекрасно очищает вещи. Отличный инструмент, заслуживающий отдельной статьи.
Самый лучший инструмент: мой Schnitzelbank . По-немецки «скамья для бритья», это также застольная песня. Ist Das nicht ein Schnitzenbank? Серьезно…
Как бы то ни было, в Интернете есть планы, и это отличные инструменты. Куперс (изготовители бочек) использовали похожий верстак, так как он лучше, чем тиски: вы можете разжать свою работу за миллисекунду, повернуть ее, снова зажать и продолжить работу.Экономит уйму времени. Это элегантная, но простая машина.
Хорошо – к работе…
3) Обведите форму лопасти на доске, вид сверху. Вы можете нарисовать тот, который вам уже нравится, или просто использовать французскую кривую и приступить к ней. Если это эстетическая форма, она, вероятно, отлично подойдет: как сказал Салли, «форма всегда следует за функцией».
В этом случае я выбрал лезвие, которое мне понравилось, и ручку, которую я сформировал на другой лопасти, так что это немного гибрид.Это твое весло, делай, что хочешь. Если вы не уверены, сделайте первый отрез слишком большим, а потом уменьшите его. Легче снять, чем положить обратно. Я буду это повторять.
Не забудьте создать осевую линию вниз по лопасти от верхней части рукоятки до кончика лезвия. Это будет для вас важным справочником позже, и вы можете использовать его, чтобы убедиться, что ваша трассировка симметрична. Примечание: центральная линия лопасти может не совпадать с центральной линией доски. Вы можете сместить лезвие или рукоять, чтобы получить хорошее зерно или избежать узлов.Не торопитесь. Сделайте его идеальным, прежде чем удалять щепку.
Некоторым нравится обводить форму по обеим сторонам заготовки. Я предпочитаю этого не делать. Если вы ошиблись, вы получите ракетку с параллелограммом. Имея одну ссылку, вы всегда будете уверены в правильности линии. С двумя… не так уж и много.
4) Начните выколачивать всю древесину, кроме лопастей. Будет много дерева, которое не будет веслом. Это ваше первое использование натяжного ножа.Сходите с ума, но с некоторым контролем.
Учитывайте структуру древесины, когда начинаете снимать древесину. Вы хотите снимать древесину на своих условиях. Вы же не хотите брать зернистую линию и проследить ее за контрольными линиями. Если вы видите, что это начало происходить, немедленно остановитесь, переверните заготовку и отрежьте в другую сторону.
Если вы сможете получить помощь от соседских детей, тем лучше.
Когда вы приблизитесь к контрольной линии, не ближе четверти дюйма, остынет .Сейчас не время сходить с ума. Не торопитесь и оставьте немного, чтобы самолет прибрал позже.
Убедитесь, что по мере приближения к линии ваши края прямоугольные. Если вы работаете с валом, иногда проще получить плоскую и квадратную плоскость. Как видите, я здесь немного высоко слева. Линия макета справа, так что я в порядке.
Когда вы закончите, у вас должен быть кусок дерева, который сверху выглядит как лопатка, а сбоку – кусок 2 × 6.
5) Разложите профиль сбоку от заготовки: вал, лезвие и рукоятку. Теперь, когда у вас есть заготовка, которая с одной стороны напоминает лопасть, поработаем с толщиной лезвия и вала.
Начнем с определения средней линии по краю заготовки. Вы можете сделать это разными способами, используя линейку или мел, или что угодно. Это должно быть абсолютно точно, без исключений. Если это криво, то и весло. В отличие от верхнего профиля выкладываю обе стороны заготовки.Требуемая точность здесь более важна, чем грубая верхняя форма.
Определив осевые линии, я делю лопасть на три части: лезвие, стержень и рукоятка. Здесь мне нужна линия, которая отклоняется на 90 градусов от средней линии, где лезвие переходит в вал, где вал переходит в рукоять и т. Д. Это позволяет получить точную компоновку.
Начните с вала. Толщина и форма голенища – это личное предпочтение, независимо от того, хотите ли вы овальный или круглый голенище.Если вам нужен овальный вал, вам нужно сделать боковые линии разметки дальше друг от друга, чем верхние линии разметки. Разделите толщину вала пополам и отмерьте перпендикулярные линии разметки, сделав отметку. Проделайте это с обеими линиями разметки, и вы получите макет вала.
Теперь отметим лезвие. Вы хотите сужаться от толщины вала до толщины кончика лезвия. Для вашего первого весла я бы сделал наконечник не менее четверти дюйма толщиной, особенно для более мягких пород дерева, таких как кедр и ель.Для вишни или другой более твердой древесины вы можете выбрать более тонкую, но пока давайте остановимся на четверти дюйма. Та же техника, что и раньше. В этом случае отмерьте 1/8 дюйма от средней линии и отметьте ее. Затем вы просто соединяете точки.
Трудно отследить захват прямо по профилю лопасти. Лучше всего сделать шаблон из картона (некорректированного вида). Сделайте только половину узора и используйте центральную линию, чтобы отразить узор. Это намного проще, чем пытаться сделать симметричный узор.
6) Начните удалять древесину с лезвия. Если вы потеряли верхнюю центральную линию, восстановите ее. Вы хотите, чтобы лезвие и стержень были квадратными до самого конца процесса, поэтому не поддавайтесь соблазну начать формовку с закругления краев. Просто нарисуйте основные контуры с помощью натяжного ножа, приближаясь к линии, но не над ней. Оставьте не менее четверти дюйма на кончике и 3/8 дюйма по бокам лезвия.
Это трудоемкая задача, которую следует выполнять медленно и методично, особенно когда лезвие становится тоньше, и вы можете быстро сделать большую ошибку.Блочный самолет хорош для начала, но по мере того, как вы подходите ближе, откажитесь от него, если вы вообще нервничаете по поводу своих навыков глиссирования. Легче снять, чем положить обратно.
Начните удаление древесины между центральной линией и линией разметки на краю лезвия лопасти. Вы не должны вырезать древесину ниже воображаемой плоскости, созданной центральной линией и краем лезвия.
Ваше лезвие должно быть почти готово, но все же довольно угловатым. Мы уберем это через минуту.Теперь у вас должно быть лопасть, которой Фред Флинтстон гордился бы.
7) Удалите древесину, которая не является верхней ручкой. Это тоже деликатная процедура. Делайте это медленно и легко и оставьте линии макета. Именно здесь рашпиль лучше всего подходит для новичков, поскольку он обеспечивает большую точность без большого риска; просто нужно намного больше времени, чтобы сформировать хват, если вы делаете что-то странное (например, лопатку, которую я делаю).
Во многом хват зависит от личных предпочтений.Обработайте это и оставьте на некоторое время; вы, вероятно, закончите это последним, даже после того, как покроете лаком или маслом свою «готовую» лопатку.
8) Удалите остатки древесины, которая не является валом. Это довольно просто … ваша линия макета длинная и прямая. Сделайте свой вал как можно более квадратным и не бойтесь вытаскивать датчик угла, чтобы убедиться, что он по-прежнему квадратный. Если ваша линия макета немного отклонена, все в порядке; вам нужно еще округлить, и это может покрыть множество грешков.
9) Начинаем сбивать углы . На данный момент у вас есть очень угловатая и грубая ракетка, но она почти готова. Теперь вы можете начать формировать края лезвия, немного смягчить углы, сделать красивый переход от стержня к лезвию и от стержня к рукоятке. Поднесите к валу самолет и нарисуйте восьмиугольник из прямоугольника. Если вы действительно хороши, снимите углы с углов с помощью рубанка или начните скрежетать. Часто поворачивайте вал и лезвие, чтобы не переусердствовать с одной стороной лопасти.Часто наблюдайте за этим, ищите дисбалансы и исправляйте их.
Именно здесь линии и размеры начинают иметь все меньшее и меньшее значение. На данный момент у вас получилась довольно симметричная ракетка. Вам нужно доверять своему глазу и часто проверять свою работу.
На этом я закончил с самолетами и использую только легкие рашпильки и скребки. Если я вижу высокую точку на лезвии, я нацарапываю ее карандашом, чтобы обозначить высокую точку, затем соскребаю карандашные линии и снова проверяю.Этой технике я научился делать длинные луки. Двадцать пять царапин скребком для шкафа могут отличить хорошо сбалансированный лук от палки. Для весла это не так важно, но лучше слишком точно, чем совсем. Если вы доверяете своему глазу, не беспокойтесь об этом.
Вы можете видеть, что на этом весле оно высоко с левой стороны, и мне нужно было его снять. Следы черным карандашом – это то место, где я снял дерево.
10) Начать чистовое шлифование. У вас уже должно быть довольно хорошее предчувствие … вы создали довольно красивое произведение искусства, которое также может служить полезным инструментом. Начните с довольно зернистой наждачной бумаги (80 для твердых пород дерева, 120 для более мягких пород дерева) и шлифуйте, пока не исчезнут следы рашпиля. Переключитесь на более мелкую крупу, пока не дойдете до 180-200 или около того.
Гибкий шлифовальный блок удобен для работы с лезвием: он дает вам некоторый контроль над поверхностью бумаги, не будучи слишком жестким. Для голенища отлично подходит старый метод чистки обуви: отрежьте кусок наждачной бумаги размером 1 × 8 дюймов и отполируйте голенище, как если бы это была передняя часть красивой пары классических туфель.Кабинетные скребки тоже хорошо подойдут, поэтому, если вы делаете лопасть из твердой древесины, сделайте это.
11) Подготовка к отделке . Возьмите свою милую лопатку и намочите ее, чтобы поднять зерно. Не мочите его. Не пропитывайте , а не . Распылитель с водой вполне справится с задачей. После того, как он высохнет, снова отшлифуйте его зерном 220, чтобы сбить зерно. А теперь поразвлечься.
12) Выберите отделку . Это религиозная дискуссия. Лонжеронный лак? Шведское масло заканчивается? Пчелиный воск и льняное масло? Конопляное масло? Я предпочитаю комбинацию.
Люблю лакировать лезвия. Очевидно, это та часть, которая больше всего находится в воде, и мне нравится, когда они хорошо запечатаны, чтобы предотвратить деформацию. Я начинаю с полстакана лака для лонжерона, разбавленного несколькими чайными ложками растворителя для краски. Это снижает вязкость и позволяет ему глубоко проникать в зерно. Тщательно замочите лезвие и повесьте его сушиться на ночь. На следующий день ударьте по нему мелкой наждачной бумагой и используйте прямой лак, чтобы защитить лезвие лопасти. Наносите столько пальто, сколько хотите. Обычно достаточно трех или четырех (не считая грунтовки).
Вы можете сделать то же самое с валом, если хотите. Черт возьми, вы можете сделать это со всей ракеткой, если хотите. Я предпочитаю смазанные маслом валы и рукоятки, они немного лучше ощущаются на руке. Лак может стать липким, когда он намокнет, а с смазанной маслом рукояткой и стержнем у меня никогда не было ни единого волдыря.
Какое бы масляное покрытие вы ни использовали, главное – действительно проникнуть в древесину. Мне нравится смесь льняного масла и пчелиного воска. Не используйте сырое льняное семя, если только вы не хотите передать мокрую лопатку в свое поместье в своей последней воле и завещании.Я часто использую фен, чтобы нанести масло на дерево при нанесении первых нескольких слоев. После того, как дерево намокнет маслом, я люблю отшлифовать поверхность с помощью 320 мокрого сушки и создать суспензию из древесной пыли и масла и вбить ее в поры дерева. Смочите его песком, дайте ему постоять около 20 минут и протрите безворсовой тканью.
Повторите столько раз, сколько сможете. Я смазываю свои стандартные лопасти три или четыре раза за сезон, если хочется, то и больше. Менее используемые получают пальто в начале сезона, и прежде чем я уложу их спать на зиму.
13) Протестируйте. Вы должны намочить. Возьмите свое любимое каноэ (или одолжите у друга). Весло должно плавно скользить в воду, и вы должны почувствовать, как оно слегка сгибается, когда вы загружаете лопасть. Гибкая лопасть более удобна для вашего тела, чем жесткая, жесткая, и ту нагрузку, которую вы кладете на лопатку, вы получаете обратно в конце гребка.
Понятно, что традиционное весло не для всех, но это интересный способ улучшить свои навыки работы с деревом.Даже если вы не гребец, у вас наверняка есть друг.
У меня есть старый дорогой друг и наставник, который несколько лет назад проводил в пограничных водах. На его жизненном этапе я ничего не могу ему дать … кроме частички своего сердца, рук и души. Этот парень крепче, чем вареный желудок совы, но я говорю вам: единственный раз, когда я видел, как он затуманивался, это когда я подарил ему весло ручной работы, лучший подарок, который мужчина может сделать другому мужчине.
Улучшенный строгальный станок Вудворта, машина для выкапывания картофеля и др.
Рубанок Вудворта уже почти сорок лет известен и используется в этой стране, а также зарекомендовал себя в других странах.Рубанок Вудворта занимает первое место среди многих трудосберегающих станков, созданных изобретателями за последние полвека. Из опыта Благодаря мастерству и навыкам, которые она приобрела, были созданы формовочные 1 и шипорезные станки, столь важные среди рабочих машин, используемых в строительном искусстве. Машиностроительный завод Schenck Machine Works, основанный в 1832 году, был первым предприятием, сделавшим производство строгальных станков Woodworth специальностью. Старший из нынешних владельцев, после многолетнего опыта конструирования того, что так давно известно как «строгальный станок Шенка-Вуда», внес в них много ценных улучшений, на которые были запатентованы письма. были обеспечены через агентство Scientific American.На гравюре изображен их дополнительный строгальный станок №1 с восемью подающими роликами и нижним резаком, так что он выравнивает обе стороны и совмещает оба края за одну операцию. Усовершенствования, внесенные г-ном Шенком, заключаются в следующем: метод одновременной регулировки всех верхних подающих роликов с сохранением их относительного положения с помощью одного кривошипа, очень простая конструкция, требующая только одного винта с каждой стороны машины; также регулировка облицовочного цилиндра и прижимной планки на стороне подачи, а также прижимного ролика на входной стороне одновременно, что исключает возможность опускания облицовочного цилиндра так, чтобы они соприкасались с прижимной планкой и роликом, или подъема стержня и ролика так, чтобы они соприкасались с ножами на лицевом цилиндре, что делает совершенно безопасным регулирование машины для приема материала.любой толщины, необходимой во время работы, без заметной потери времени. Еще одно важное усовершенствование состоит в том, что рычаг, который утяжеляет вводящий прижимной ролик, можно регулировать. так, чтобы его можно было разместить (как всегда) над серединой строгаемой доски. Это заставляет ролик равномерно опираться на поверхность доски и предотвращает ее перекос. Этот прижимной ролик поднимается подающим роликом и всегда находится под ним на одну восьмую дюйма, так что доска, проходя под ним, поднимает ее только на одну восьмую дюйма, сильно или мало. подлежит строганию.Преимущества такой схемы будут очевидны всем. в работе строгального станка. Однако наиболее важным усовершенствованием является конструкция, «благодаря которой совпадающие направляющие и согласующая головка могут регулироваться по всей машине, причем все они перемещаются одним кривошипом или стержнем винта-подвески сопряжения, показанного на гравюре; направляющие перемещаются с помощью горизонтальный вал, который, j означает коническая шестерня, вращает винт, несущий длинную направляющую, и одновременно регулирует направляющие и сопрягающую головку, сохраняя их относительное положение в любой желаемой точке на станке.Благодаря этому усовершенствованию вся длина ножей используется при строгании узких материалов на широком станке, что обеспечивает значительную экономию ножей, а также времени, так как изменение выполняется во время строгания. – машина работает без потери времени. Преимущества этого улучшения очевидны для каждого оператора. i- Он очень простой и прочный, и с большой точностью выполняет задачи, для которых он был разработан. ;, Господа Шенк строят большое количество меньших 5-ти рубанков, некоторые только для наплавки, но все они сочетают в себе одни и те же P.принципы одновременной настройки, которые являются ведущими характеристиками улучшенного Schenck-Woodwortl рубанки. Информационные проспекты можно найти в John B. Schenck Son, Matteawan, N.Y. Сбор этого самого ценного и популярного картофеля – работа настолько однообразная и изнурительная, что хотя никто не возражает против корня, когда он обращается за столом oHiik, в какой бы то ни было одежде, копать картошку рассматривать как совсем другое дело. Итак, машина, которая выкопает лампочку и сэкономит человеческие руки и человеческую выносливость труда, должна быть приемлемой.Таковой, как утверждает изобретатель, является машина, которую представляет гравюра. Это просто повозка или рама, поддерживаемая двумя ведущими колесами, которую тянет упряжка из двух лошадей, идущих с каждой стороны сеялки или ряда холмов. К ведущим колесам прикреплены и вращаются вместе с ними две шестерни, входящие в зацепление с двумя другими шестернями на переднем валу, несущие в центре рамы коническую шестерню, которая входит в зацепление с аналогичной шестерней на валу на одной линии с тягач. Этот вал вращается в втулке, образующей часть рамы всей машины, и несет на своем заднем конце раму цилиндрической формы, задняя часть которой открыта, а стороны которой представляют собой спирально расположенные зубцы, заостренные. и расширяющиеся на переднем конце и усиленные обручами или цилиндрическими лентами.Во время работы этот цилиндр корзины вращается за счет тяги машины по земле в направлении спирального наклона стержней или стоек. Их концы входят в землю на глубину, достаточную для подъема корней, причем эта глубина определяется наклоном зубьев вниз на их переднем или входящем конце. Прямое и вращательное движение рычагов этого цилиндра, в сочетании с их спиралевидным расположением, поднимает картофель с грядки, отсеивает прилипшую к нему почву и укладывает ее в обычный ряд.Он не роет землю, как некоторые другие машины, предназначенные для этого. j для той же цели, но он поднимает клубни, отсеивает их от земли и оставляет их чистыми на поверхности земли без вспашки. Кроме того, он действует как плуг, культиватор или борона, измельчая комья и оставляя * почву пористой и открытой для последующего урожая или для воздействия морозов, чтобы подготовиться к посеву следующей весной. Но такая подготовка почвы является вторичной по отношению к первоочередной цели устройства, которая состоит в том, чтобы поднимать картофель и отделите их от почвы.Он предназначен как картофелекопалка, а не как копатель почвы. Информационные письма следует направлять изобретателю и патентообладателю Т. Бейкеру, Стиллуотер, округ Саратога, Н.Ю. Скорость движения крыльев насекомых во время полета Gomptes Bendus содержит интересную статью Э. Дж. Марея, содержащую результаты попытки подвергнуть строгому эксперименту изучение тех движений, за которыми глаз не может следить, и форму которых при обычных обстоятельствах нельзя обсуждать из-за их чрезвычайная скорость.Пункты, которые необходимо определить, и вопросы, на которые необходимо ответить, были следующими: Какая частота движений крыльев у насекомых? Какие разные позиции занимает крыло в разные фазы каждого своего вращения? С помощью какого механизма крыло, взяв за опору воздух, вызывает движение насекомых? Достигнутые результаты имеют прямое отношение к созданию летательных аппаратов и будут с интересом изучены аэронавтами и теми, кто стремится стать воздухоплавателями.Физиологи попытались определить частоту движений крыла по звуку, издаваемому насекомым во время полета. Они были вынуждены признать очень высокие цифры; шестьсот колебаний в секунду для обыкновенной мухи; тем не менее, это число должно быть утроено в случае очень быстрого полета. Другие насекомые должны производить гораздо большее количество ударов. Тем не менее, естествоиспытатели не пришли к единому мнению о причине звука, который мы слышим во время полета насекомых. Некоторые авторы считают звук независимым от движений крыльев, производимый специальным гудящим аппаратом; По мнению других ученых, это происходит из-за чередования движений воздуха при выходе и попадании в трахеальные трубки.Перед лицом этих разногласий автор искал способ безошибочно показать каждое из ударов крыла насекомого, и графический метод очень хорошо подходит для определения их частоты. Он схватил тонкими кусачками заднюю часть брюшка насекомого и, когда оно попыталось взлететь, направил одно из своих крыльев так, что оно терлось острием о поверхность закопченного цилиндра. , который вращался с известной скоростью. Крыло при каждом из этих оборотов уносило немного черного дыма, покрывавшего цилиндр, и оставляло след своего движения.Этот эксперимент дает диаграмму, показывающую различные формы, которые периодически воспроизводятся с одинаковыми характеристиками и, следовательно, соответствуют одному обороту крыла. С помощью 8f? Диапазон хронографии, точное количество оборотов крыла, совершаемых за секунду, было точно определено. То, что он использовал, давало графическое изображение пятисот простых колебаний в секунду. Постоянное трение крыла о цилиндр оказывает сопротивление этому органу, что замедляет его частоту; Итак, чтобы максимально приблизиться к истине, были выбраны те чертежи, на которых контакт крыла с цилиндром был минимальным, так что диаграммы tue были сведены к серии точек.Частота движений уменьшается также, когда крыло нагружено небольшим весом. Оно уменьшается одинаково от усталости и от холода. В этом случае происходит все, как в ритмических движениях мышечной системы у разных животных. При одинаково благоприятных условиях для наблюдения частота ударов, производимых различными видами насекомых, дает нам любопытные результаты. Для каждой секунды найдены следующие числа: Обыкновенная муха, 330; дрон, 240; пчела, 190; оса, 110; ястребиная моль, 72; драконья муха, 28 лет; капустная бабочка, 9.Более полное изучение большого числа четко определенных видов, несомненно, дало бы гораздо более высокие цифры, такие как максимальная частота. Следует добавить, что количество движений крыльев в таком плену из-за большего сопротивления будет уменьшено. Следовательно, приведенные выше цифры должны быть ниже тех, которые представляют колебания в свободном полете. Графический метод не очень хорошо подходит для определения курса крыла при каждом его обороте. Очертания, которые острие крыла насекомого описывает в пространстве, начертаны на поверхности идеальной сферы, радиус которой равен длине крыла, а по центру – точке, в которой этот орган имплантируется в грудную клетку. насекомого.Сферическая поверхность такого типа может касаться только в одной точке поверхности регистрирующего цилиндра, и каждый более полный контакт рискует в большей или меньшей степени деформировать рисунок, воспроизводя кривизну крыла. Чтобы получить точное представление о курсе крыла в космосе, использовался оптический метод Уитстоуна. Хорошо известно, что * этот знаменитый английский физик оканчивает вибрирующие стержни яркими металлическими шарами, блеск которых оставляет на сетчатке постоянные отпечатки периодических движений, которые они совершают.Прикрепив лаком кусочек сусального золота к концу крыла насекомого и поместив животное в солнечный луч, было получено яркое светящееся изображение в виде цифры 8, которая указывает различные точки в пройденном пространстве. при каждом обороте позолотой. Среди разных видов насекомых опыты почти всегда встречались с одной и той же формой. Затем, возобновив графический метод для проверки этого результата, ему удалось последовательно получить части рисунка, в одних случаях давая верхний цикл восьмерки, в других – нижний, а в третьих – двойной pqint, где i & доллар; пересечение двух половинок 8.В качестве дополнительного подтверждения он пытался зарегистрировать Проникновение крыла с летающим цилиндром, а не только его острием. а по переднему краю. Теория предполагает, что в этих условиях цифра 8 должна исчезнуть, а на ее месте должен получиться двойной контакт крыла с цилиндром. Один из этих контактов имел место в момент образования верхней петли 8 и в точке, где эта петля представляет свою выпуклость цилиндру. Другой контакт имел место там, где нижняя петля формировалась при тех же условиях.Автор приходит к выводу, что это сложное движение не является результатом серии периодических мышечных действий, выполняемых насекомым, действий, которые в одном случае вызывали бы простое колебание в вертикальном направлении, в то время как в горизонтальном направлении другие мышцы могли бы производить в одновременно два колебания. В действительности насекомое выполняет только одно движение опускания крыла, за которым следует движение подъема, и если вследствие этих двух противоположных движений крыло не ограничивается колебаниями в одной плоскости, это является результатом сопротивления воздух, который вызывает отклонение крыла на каждой половине его курса.Часы и башни с часами Корреспондент London Building News пишет в этот журнал несколько предложений, как по конструкции циферблатов, так и по их подсветке в ночное время. Он считает возможным осветить только руки, сделав их полыми: фактически, газовые трубки со струями газа, расположенными близко друг к другу по всей их длине, подобно тому способу освещения, который можно увидеть во многих местах. Нетрудно было бы ввести газ в руки, которые, таким образом, были бы видны настолько далеко, насколько позволяла сама башня с часами.Фигуры могут быть подсвечены аналогичным образом, если сочтут это необходимым, но на самом деле от них очень мало пользы, и положение рук является достаточным ориентиром. Можно возразить, что при случайном сильном ветре свет погаснет, но, если одна струя будет должным образом защищена в центре, пламя будет немедленно перемещаться по рукам и зажигать их так часто, как только можно погаснуть свет. Тогда, что касается конструкции башен, не может быть никаких причин, по которым все они должны быть построены по одному образцу просто для того, чтобы обеспечить место для грузов.В церковных или общественных часах утяжелители, прикрепленные к ударной части механизма (в отличие от домашних часов), всегда самые тяжелые и их труднее всего обеспечить, но с ними практически можно полностью отказаться, заменив электромагнит в их место. Электрические батареи теперь могут быть такими постоянными и сравнительно недорогими, что их стоимость не будет такой высокой, как часто бывает плата за обмотку. Самые маленькие часы в подвале башни или, действительно, в любой части здания можно было заставить направлять необходимые токи как для «движущихся», так и для «поражающих» частей машины.Неустойчивость башни нисколько не помешала бы работе часов. Предложение овального циферблата, обсуждавшееся в предыдущем выпуске, вряд ли целесообразно, поскольку оно фактически уменьшило бы диаметр циферблата до диаметра его более короткой оси, а поскольку размер равносилен видимости, цель как правило, для получения наибольшего пространства, соответствующего архитектурным деталям здания. Однако есть план, который позволяет значительно варьировать форму циферблата и, тем не менее, с меньшей поверхностью быть более отчетливым.Он должен показывать время таким же образом, как день недели и месяц, показанные в некоторых «прямоугольниках дат», то есть числа, нарисованные на полотне и растянутые в бесконечной катушке на роликах. Это означает, что при необходимости можно использовать цифры в десять футов высотой Q, время указывается каждую минуту, как указано в таблицах расписания железных дорог, «12,50», «12,51» и т. Д., А цифры часов находятся в верхнем регистре. отсек, расположенный либо непосредственно над минутными цифрами, либо на некотором расстоянии от них, в зависимости от воображения.Механическое устройство для этой цели было бы самым простым из возможных. Если бы такая схема была принята, ночное освещение можно было бы производить с наибольшей легкостью. На некоторой части колонны может быть устроен газовый трубопровод, змеевик внутри змеевика, так что должны быть представлены все цифры от 1 до 0, а затем, по прошествии каждой минуты, просто поворачивая соответствующий кран, необходимая цифра будет подсвечиваться. ; один кран был включен до того, как другой был выключен, пламя будет передаваться по мере необходимости.Практически нет необходимости отмечать, что трубопроводы могут быть окрашены в любой требуемый оттенок, чтобы соответствовать материалам башни, и, более того, могут быть сконструированы таким образом, чтобы быть декоративным дополнением. Новый способ перевозки The London Building News сообщает, что изобретение г-на Ходжсона, CE, недавно было испытано в Бардон-Хилл и Маркфилд, которое, как утверждается, обеспечивает средство для дешевой перевозки минералов, камней и других веществ, намного превосходящее громоздкую систему наземных перевозок в настоящее время. в использовании.Изобретатель утверждает, что с помощью этой системы дорога может быть построена очень быстро, что устраняется необходимость выравнивания грунта и перехода через водотоки или другие препятствия, и что она стоит намного меньше, чем любая другая дорога, различающаяся по длине. цена от 250 до 1000 фунтов за милю, чтобы перевозить от 50 до 1000 тонн в день по любой стране, в эту цену входит мощность пара, подвижной состав и все необходимое для работы. Стоимость транзита также очень низкая по сравнению с расходами на транспортировку оси.Систему можно кратко определить как непрерывное развитие плана, который сейчас не является необычным в Индии, Австралии и некоторых горнодобывающих районах, по переброске через реку или овраг на одну проволоку, которую переносят в ведре, подвешенном на шкиве. , необходимые нагрузки передаются из одной точки в другую. Для достижения (по словам изобретателя) легкого прохождения точек опоры необходимо обеспечить непрерывную линию связи и т. Д. обеспечить распределение бремени и применение движущей силы – немало трудностей; но эксперименты, продемонстрировавшие практичность этой схемы, были заключены с владельцами гранитного карьера Маркфилд.Линия состоит из бесконечного троса, опирающегося на серию шкивов, поддерживаемых прочными стойками, закрепленными в виде треножников (разной высоты от 14 футов до 40 футов), которые обычно находятся на расстоянии около 150 футов друг от друга, но, где необходимо, значительно. берутся более длинные пролеты, в одном случае почти 600 футов. Этот канат проходит одним из своих концов вокруг барабана, приводимого в действие обычным паровым двигателем мощностью 16 лошадиных сил, и веревка движется со скоростью около четырех миль в час, хотя, когда путь пройден на шесть миль и выше, будет быть достигнутым.Ящики, в которых перевозится камень, подвешиваются на веревке на загрузочном конце, приставка состоит из подвески в виде канавки, которая поддерживает груз в идеальном равновесии на протяжении всего пути, независимо от того, идет ли он. вверх или вниз по склону и в то же время позволяет ему свободно проходить через опорные шкивы; Удивительно видеть, с какой легкостью загруженные ящики поднимаются по склонам, хотя уклон иногда достигает одного фута из шести.В каждой из ящиков перевозится один центнер, и доставка будет производиться из расчета около 200 ящиков в час на расстояние в три мили. Стоимость нынешнего способа составляет 200, а экономия на стоимости движения составит 33 процента для владельцев, господа Эллис и Эвер-Ард, в дополнение к огромной экономии на строительстве. Схема может быть расширена для работы с интенсивным движением, с той лишь разницей, что требуется более прочное снаряжение. Линия была построена лондонской компанией Wire Tramway Company под личным надзором г-наХоджсона, и при эффективном сотрудничестве и помощи г-на Омманнея. Стоимость веревки около Ис. 9г. фут, и производится в Уоррингтоне, имея полдюйма в диаметре. Арендная плата, выплачиваемая владельцам земли, на которой установлены столбы, составляет 5 шиллингов. за фут, вся арендная плата за курс составляет 25. Восстановление алюминия из руд Бостонский химик запатентовал следующий метод извлечения алюминия. Он смешивает глинозем с газовой смолой, смолой, нефтью или другим подобным веществом, превращая его в густую пасту, которая разделяется на гранулы; и эти гранулы или шарики сушат в сушильном шкафу, затем помещают в прочную трубку или реторту, покрытую слоем свинца.Затем их подвергают воздействию вишнево-красного тепла. Реторта должна быть достаточно прочной, чтобы выдерживать давление от двадцати пяти до тридцати фунтов на квадратный дюйм, и должна быть устроена так, чтобы с помощью предохранительного клапана или трубки в реторту можно было ввести необходимое количество углеводородного газа. между нагретой смесью, и давление от двадцати до тридцати фунтов на дюйм должно поддерживаться. Углеводородный газ генерируется и закачивается в реторту, и по мере его потребления подача поддерживается.В этом процессе оксид алюминия восстанавливается, а металлический алюминий остается в виде губчатой массы, смешанной с углеродом. Затем эту смесь переплавляют с металлическим цинком, и когда алюминий собирается в металлическом состоянии, цинк уносится за счет тепла. Уменьшение происходит из-за действия углеводорода под давлением. Время восстановления ста фунтов глинозема, криолита или других соединений алюминия не должно превышать четырех часов; и когда углеводородный газ может быть получен в нагретом и сжатом состоянии, восстановление происходит в еще более короткий период.Матчи по безопасности Хорошо известно, что большое количество серьезных несчастных случаев происходит из-за пожара, вызванного людьми, неосторожно бросающими спички, которые они считают безвредными, потому что пламя было потушено, но которые в действительности очень опасны и вполне способны передать огонь. к любому легкому сухому материалу из-за того, что деревянная шина находится на красном огне, хотя на самом деле не в пламени. Для предотвращения этого было предложено пропитать шины (до их погружения) в раствор любой химической соли, которая имеет свойство предотвращать нагревание древесины до красного цвета после того, как пламя погаснет. погашены, но никоим образом не повлияют на воспламеняемость шины; и, таким образом, чтобы предотвратить возможность несчастного случая из-за падения спички после погасания пламени, но пока шина все еще нагревается до красного цвета.Вещество, которое он предлагает использовать, – это квасцы; хотя другие соли обладают таким же свойством. Спички перед погружением должны быть погружены в крепкий раствор квасцов или другой соли с аналогичным действием, до тех пор, пока они не станут насыщенными, их необходимо высушить и окунуть в обычный состав. Говорят, что обработанные таким образом спички воспламеняются и горят пламенем так же долго и так же легко, как и другие спички, но в тот момент, когда пламя гаснет, спичка становится черной и совершенно безвредной. Золотой кефининг.Г-н Ф. Б. Миллер, пробирщик из Нового Южного Уэльса, недавно указал патент, который относится к аффинажу золота. Название – «Усовершенствованный метод упрочнения британских золотых слитков или аффинажа легированного золота и отделения от него любого дайвера, который он может содержать». В своем описании патентообладатель предлагает достичь желаемой цели за счет использования газообразного хлора или газообразной соляной кислоты, применяемых таким образом, чтобы они поднимались между и через легированное золото в расплавленном состоянии, посредством чего хлорид серебро и хлориды любых других металлов более низкого порядка, которые могут присутствовать, будут образовываться и подниматься на поверхность расплавленной массы, в то время как золото останется под ней в очищенном и прочном состоянии.Несколько месяцев назад автор прочитал доклад на эту тему в лондонском химическом обществе.
Комбинированный станок C3 31 | Молот
001
Напряжение двигателя 3x 400 В
003
1x 230 В напряжение двигателя, двигатель 4,0 л.с. (3,0 кВт) S6 / 40%
004
Частота двигателя 50 Гц
005
Частота двигателя 60 Гц
007
Двигатель 4,0 л.с. (3,0 кВт) S6 / 40%
11
Ход вперед и назад
42
Быстросменный, самонастраивающийся строгальный вал с 3 ножами
43
3-х ножевой строгальный вал со стандартными ножами
44
Строгальный вал со спиральным валомSilent-POWER
–
Количество ножей – режущий вал со спиральным валом Silent-POWER
–
Максимальная глубина резания в мм
–
Ширина строгания в мм
–
Длина фуговального стола в мм
–
Фуговальный упор с наклоном от 90 ° до 45 °, анодированный
–
Длина строгального упора в мм
C3 31 Комфорт
150 x 1150 мм
C3 31 выполнить
150 x 1150 мм
–
Толщина строгания Ширина в мм
–
Длина толщиномера в мм
–
Высота толщины мин.-Максимум. 4–225 мм
–
Синхронизированный привод питателя 6 м / мин. (50 Гц)
–
Диаметр основного пильного диска. 250–315 мм, Скорость пильного агрегата 4800 об / мин
–
Наклон пильного полотна от 90 ° до 45 °, макс. высота реза 103 мм
–
Пильно-фрезерный стол в мм
C3 31 Комфорт
860 x 300 мм
C3 31 выполнить
860 x 300 мм
76
Плавно регулируемая производительность рыхления
82
Подготовка для оснастки Dado до ¾ ”(19.5 мм) ширина
85
Точная регулировка опоры параллельного упора / базовая
74
Механический подрезной блок, диам. Подрезного лезвия. 3 ⅛ ”(80 мм)
–
Фиксированный шпиндель с регулировкой высоты спереди
–
Скорость 3000/6000/8000/10000 об / мин
100
Диаметр фрезерного шпинделя. 30 мм, полезная высота 100 мм
101
Система шпинделя MF – шпиндель / фрезерный шпиндель Ø 30 мм, полезная высота 100 мм
105
Шпиндельная система MF – шпиндель / фрезерный шпиндель Ø 50 мм, полезная высота 100 мм
102
Система шпинделя MF – шпиндель / фрезерный шпиндель – Ø 32 мм, полезная высота 100 мм
103
Шпиндельная система MF – шпиндель / фрезерный шпиндель Ø 35 мм, полезная высота 100 мм
104
Шпиндельная система MF – Шпиндель / фрезерный шпиндель – Ø 1¼ “, полезная высота 100 мм
108
Шпиндельная система MF – Фрезерный шпиндель с цанговым патроном
–
Упор шпинделя 220 для макс.диаметр инструмента 220 мм
–
Макс. диаметр инструмента под столом под углом 90 °
113
Система с несколькими регулировками
130
Раздвижной стол формата 800 мм (31 дюйм), длина реза 865 мм (34 дюйма) *
131
Раздвижной стол формата 1250 мм, длина реза 1300 мм *
132
Раздвижной стол формата 2000 мм (78 дюймов), длина реза 2050 мм (80 дюймов) *
133
Форматно-раздвижной стол 2500 мм, длина реза 2500 мм с обрезным башмаком *
163
Система прецизионных направляющих для резки под углом (# 160/161)
164
Поперечный упор 900 мм для всех подвижных столов
165
Удлинитель поперечного упора 29 ½ ”(750 мм) для поперечного упора (# 164)
166
Поперечный упор 51 ”(1300 мм) для выносной опоры 1100 (# 160)
168
Поперечный упор 51 дюйм (1300 мм) для стола выносных опор вместо поперечного упора 35 дюймов (900 мм) (# 160)
169
Поперечный упор 2600 мм для аутригеров 1250
191
Пазовый патрон 0–16 мм
–
Масса, кг (со средним оборудованием) нетто / гро
210
Тележка без подъемной штанги
212
Откидное крепление для механических питателей
221
Подготовка к транспортировке в контейнерах
223
Поддон, прошедший термообработку в соответствии с правилами IPPC
Легенда S … Стандартное оборудование O … Опция W … Выбор – … нет в наличии
▷ Подержанные строгальные станки на продажу
На Trademachines.com вы можете найти 123 предложения подержанных строгальных станков на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!Строгальный станок , также называемый просто рейсмусом, используется для сглаживания необработанной древесины или уменьшения ее до постоянной толщины по всей длине и плоской на обеих поверхностях.и его можно рассматривать как машинный эквивалент ручного строгального или электрического строгального станка, с той лишь разницей, что он может строгать очень большие куски древесины намного быстрее, чем два других строгальных станка.
Строгальный станок в мастерскойСтрогальный станок – универсальный станок, легко настраивается для работы с древесиной разной толщины . Рубанок состоит из трех основных элементов: режущей головки, которая содержит режущие ножи, отвечающие за уменьшение толщины; набор из двух роликов, которые подают пиломатериал на лезвия, и стола, который регулируется относительно режущей головки для контроля конечной толщины доски.Скорость съема материала у промышленных строгальных станков довольно высока, поскольку они могут удалить большое количество материала за один проход.
Популярные модели строгальных станков
RYOBI, специализирующаяся на производстве электроинструментов и товаров для наружного применения, предлагает ряд строгальных станков с двигателями различной мощности. Одна из известных моделей RYOBI – это строгально-рейсмусовый станок RAP1500G мощностью 1500 Вт. Станок с приводом от двигателя мощностью 1500 Вт способен выполнять строгание материалов шириной до 318 мм и высотой 153 мм при максимальном проходе 3 мм. Скорость строгания станков 8м / мин. Машина весит около 30,5 кг. Напряжение и сила тока строгального станка мощностью 1500 Вт составляют 240 В и 6,25 А соответственно. RIGID также производит много строгальных станков для меньшего использования.
RYOBI строгальный станокПродам строгальный станок для толстого дерева
Профессионалы в области деревообработки предпочитают использовать подержанные строгальные станки, а не новые, так как бывшие в употреблении строгальные станки при правильном обслуживании могут использоваться в течение нескольких лет .Подержанные строгальные станки можно легко купить на интернет-аукционах или у подержанных продавцов. Благодаря высокому качеству продукции лучших мировых производителей деревообрабатывающего оборудования. Вы можете быть почти уверены, что приобретете подержанный строгальный станок в хорошем состоянии, купив его у продавца бывшего в употреблении.
Производители строгальных станков
Некоторые из известных производителей строгальных станков в мире: RIGID, RYOBI, GMC, TANNER, FEMI, MARTIN, LOGOSOL, MIDA, SCM, HUNDEGGER, MINIMAX, ROBLAND, LEDINEK и HOFMANN .
пильный диск для резки алюминия торцовочная пила с механической
Как вырезать оконную раму с помощью торцовочной пилы DoItYourself.com
Оконная рама – это декоративные деревянные планки, обрамляющие окно, придающие ему немного стиля. Оконная отделка – это декоративные деревянные рейки, обрамляющие окно, придающие ему немного стиля. Это п … Руководство по резке алюминия с помощью циркулярной пилы Next Genmetal … 26 июня, 2019 … Когда циркулярная пила – ваш единственный вариант, выполните следующие действия, чтобы безопасно разрезать алюминиевые листы или пластины.Выбор подходящего полотна для … отрезной пилы для резки алюминиевых профилей YouTube 22 января, 2020 … Наши отрезные пилы можно использовать как для косого, так и для прямого пропила. … Когда процесс резки закончен, пильное полотно движется вниз к своему началу … Промежуточно … Как заменить полотно на торцовочной пиле DeWalt Hunker DeWalt – производитель электроинструментов для деревообработки, включая настольные и торцовочные пилы , дрели, маршрутизаторы и многое другое. Торцовочные пилы DeWalts включают модели, …
D1296N Пильные полотна для алюминия Режущий средний алюминий
CUTS. Средний Алюминий Пластик Медь Латунь Стекловолокно. ИНСТРУМЕНТЫ. Торцовочная пила … Алюминиевые пильные полотна нового поколения Diablo39s оптимизированы для тонкой резки … ВЫБОР ПИЛЫ ДЛЯ ДЕРЕВООБРАБОТКИ 7 ноября 2019 … Это может быть пластик, дерево или металл. … Пильные полотна с меньшим количеством зубьев предназначены для более агрессивного резания и удаления большего количества … Я заметил чистые разрезы на обоих т … Лучшая пила для резки металла, которую можно будет купить в 2021 году. резка в основном твердых материалов под фиксированным углом.У них обычно есть абразивные лезвия … Режьте дерево как масло с помощью лучших торцовочных пил. Когда вы делаете проект по благоустройству дома, который требует пилы, точность и простота использования являются ключевыми. Торцовочная пила – один из тех инструментов, которые необходимы любому серьезному домашнему doityoursel …
Лезвие для резки алюминия в дисковых пилах на продажу В наличии eBay
Получите лучшие предложения на лезвие для резки алюминия в дисках для механической пилы, когда вы покупаете самые большие онлайн-выбор на eBay.com. Бесплатная доставка многих товаров…Лезвия для резки цветного металла для тонкого алюминия, не … Фрезерные биты промышленного качества, фрезы с ЧПУ, пилы, фрезы, сверла и строгальные ножи от Amana Tool. Лезвие пилы слишком долго вращается после резки. Instructables Большинство электроинструментов, таких как сверлильный станок, циркулярная пила, настольная пила, фрезерный станок, торцовочная пила, дисковая шлифовальная машина, поставляются со встроенным тормозным механизмом, который поможет замедлить … Можно ли резать металл торцовочной пилой, не повредив его … Итак, помимо простой смены лезвия, это все, что нужно для этого, когда это…
Лучшее полотно для торцовочной пилы в 2021 году Обзоры Bestcovery
Просмотрите наш обзор лучших полотен для торцовочной пилы в 2021 году, чтобы получить максимальную отдачу за свои деньги. … Вам необходимо купить лезвие, которое разрезает самый прочный материал, таким образом гарантируя … Он будет … Как резать лепной стержень на торцовочной пиле Молдинг для короны никогда не выходит из моды, но его бывает трудно разрезать. Вот как каждый раз получать идеальный пропил на торцовочной пиле. Воспроизведение видео не поддерживается Формовка короны включает в себя … Как отрезать угол 60 градусов на торцовочной пиле Hunker Торцовочные пилы могут упростить столярные работы и свести к минимуму трудозатраты.Они режут очень острые и точные углы в прямом пиломатериале, багете, рамах для картин и угловых деталях. Э … Мой любимый абразивно-отрезной круг для режущей кромки инструментальной стали … 9 октября, 2016 … Мы режем сталь каждый день в моем магазине. Моя пила работает по несколько часов каждый день. Скорость важна так же, как и чистота реза. Мы попробовали … Вот …
Как заменить полотно для торцовочной пилы DoItYourself.com
Вы можете сказать, пора ли заменить полотно для торцовочной пилы, если на материале имеются чрезмерные сколы или ожоги.Вы можете сказать, что пора сменить полотно торцовочной пилы, если т … Как заменить полотно на Delta Shopmaster Торцовочная пила Delta ShopMaster Торцовочная пила Delta ShopMaster – это универсальный настольный инструмент, используемый для резки широкого спектра материалов. В нем используется дисковая пила для поперечной резки материалов для резки материалов под любым углом, в диапазоне … Формование 5 Составных разрезов под углом DoItYourself.com В этом разделе показано, как выполнять сложные разрезы под углом для формования и рамок для картин. Каркасная лепка имеет красивый эффект теневого ящика.Добавлены шлицы для декоративного эффекта … Формование 4 Простые разрезы под углом DoItYourself.com Вот как сделать простые разрезы под углом для лепки и рамок для картин. После того, как вы вырежете лепнину, вы готовы создавать рамы. Вот как приготовить различные …
PRE Post: алюминиевая коленчатая труба turkeyNEXT Post: 1 толщина 5083 5086 лист из алюминиевого листа
Copyright © .Changsai Copper Aluminium and Alloy Industry Co., Ltd.Все права защищены.
Инструкции Breves 1984 подвесной двигатель Mercury 75 л.с.
Инструкции Breves 1984 подвесной двигатель Mercury 75 л.с.ЗАГРУЗИТЕ РУКОВОДСТВО ПО РЕМОНТУ ПОДВЕСНОГО ДВИГАТЕЛЯ Монтажная схема выключателя зажигания подвесного двигателя Mercury – UNTPIKAPPS 28/12/201275 HP Опции: Электрический запуск, корпус карданного вала с длинным валом (20 дюймов / 508 мм).Дистанционное управление рулем. Стандартная комплектация с усилителем Тип модели: ELPT. Сервисные руководства. РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ [СПЕЦИАЛЬНЫЕ ИНСТРУМЕНТЫ ДЛЯ ПОДВЕСНЫХ ПЛАТ MERCURY] 878107R01. РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ [ПУЛЬТ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ] 8M0093272. РУКОВОДСТВО ДЛЯ ТЕХНИКА [РУКОВОДСТВО ПО ПРИЛОЖЕНИЮ И ДИАГНОСТИКЕ SMARTCRAFT NETWORK] 8M0107939. Показать еще (1) РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ [ПОДВЕСНОЙ БОРТ… 1999 Mercury Force 75 HP подвесной мотор – КАК ЕСТЬ – Лодочный мотор $ 800 (cak> UNIONTOWN, OH) pic скрыть эту публикацию восстановить восстановить эту публикацию. 300 долларов. добавить в избранное этот пост 4 сентября Mercruiser 165 и весь подвесной привод $ 300 (cak> Вустер, Огайо) рис. скрыть эту публикацию восстановить восстановить эту публикацию.85 долларов. добавить в избранное этот пост 27 авг. Только монтажные рельсы для навесного агрегата пятого колеса для подвесного двигателя – 10-болтовые комплектные нижние блоки подвесного двигателя Mercury. Еще в 1930-х годах мужчина и несколько друзей собрались в сарае, чтобы сделать подвесные моторы. С тех пор Mercury выросла из сараев и превратилась в ведущего производителя подвесных двигателей. Каждый подвесной двигатель Mercury воплощает в жизнь более 80 лет качественного дизайна, превосходных компонентов и последних технологических достижений. Какое масло необходимо Наклейки Mercury Outboard для подвесных двигателей Mercury.огромный выбор реплик наклеек Mercury Outboard, сделанных из бумажных следов или остатков оригинальных наклеек на крышках. Мы более 20 лет восстанавливаем графику устаревших, снятых с производства ртутных подвесных двигателей, а также нестандартных версий реплик. Проверьте наш оригинальный дизайн на предмет нового и оригинального внешнего вида. Мы также можем изготовить любой другой подвесной двигатель. на 100 процентов завершена и цела.они специально написаны как для мастеров, так и для опытных механиков. 1984 MERCURY OUTBOARD ENGINE 40HP-115HP Руководство по ремонту и обслуживанию содержит пошаговые инструкции, основанные на полной разборке машины. Подвесной двигатель Mercury 1984 40HP-115HP Руководство по техническому обслуживанию и ремонту Mercury 1965-1989 40-115hp29 / 02/2020 Руководство по серийным номерам и номерам моделей подвесных двигателей Mercury из документации по ремонту подвесных двигателей Mercury-Mariner СКАЧАТЬ Это подробное руководство по заводскому обслуживанию подвесного двигателя MERCURY OUTBOARD ENGINE 40HP- 1984 г. 115HP, это руководство по обслуживанию содержит подробные иллюстрации, а также пошаговые инструкции, оно на 100 процентов выполнено и не повреждено.они специально написаны как для мастеров, так и для опытных механиков. 1984 MERCURY OUTBOARD ENGINE 40HP-115HP Руководство по ремонту madison для продажи “подвесного мотора” – CraigslistOutboard Motors from Mercury. Фильтр 2. Сортировать по: 1 – 1 из 1 результатов 2022 5 MH – в настоящее время находится в отставке от Mercury – Mercury $ 1 540,00 2022 5 MH – в настоящее время находится в отставке от Mercury – Mercury. Доступность: В наличии: Использование: Новый Стиль: Подвесной двигатель Тип: 4-тактный подвесной двигатель Amazon.com: статор подвесного двигателя с ртутным двигателем 1984 Johnson Evinrude, подвесные двигатели мощностью 75 л.с., по номеру модели Пропеллеры Mercury 75 л.с., четырехтактный 15 шлицевый | Solas [Карты] Mercury 2-тактные подвесные лодочные моторы Руководства по обслуживанию моторных лодок PDF Moteurs hors-bord.Personne n’offre une gamme de moteurs hors-bord plus fiable, plus puissante et plus performance que Mercury: Verado, Pro XS, FourStroke, SeaPro et Jet. Форты успешных инноваций и лидерства, двигатели, оставившие Меркурий без контуров для куврира… Mercury Force 3 HP – 150 л.с. 2-тактный подвесной двигатель 1984–1999 Mercury 75 л.с., четырехтактные гребные винты. Искали: Меркурий: 75: FourStroke (15 сплайнов) 2015-настоящее время: 4-1 / 4in. Коробка передач: Solas Amita 3: Алюминий – Эксклюзивный процесс литья под давлением – Более прочные лопасти с лучшими характеристиками – Выдающееся ускорение и максимальная скорость – См. Видео Amita 3 – Пропеллер с 3 лопастями – Выхлопная втулка – Прессованная резиновая втулка: Диаметр шага вращения Номер детали 14: 9: R: 1411 Термостаты и комплекты: ebasicpower.com, руководства по ремонту ртутных подвесных двигателей морского двигателя и руководства по обслуживанию; тюнинг ртутного подвесного двигателя; тюнинг забортного ртутного карбюратора; двухтактные ртутные подвесные двигатели; тип масла, используемого в ртутном двигателе мощностью 75 л.с. 1965 Mercury 20 л.с. руководство по ремонту; 1977 ртутный подвесной 70 л.с. 1983 mercury 115 л.с. регулировка холостого хода подвесного двигателя; Смазочный материал для нижних агрегатов Mercury 60 1984 г. Новые и бывшие в употреблении Подвесные моторы Mercury 1984 – цены и стоимость с 1979 по 1984 гг. Просмотреть пропеллеры. 20-25 л.с. Подвесной двигатель Chrysler 20-25 л.с. (выхлопная труба без сквозной втулки и привод с 14 зубьями / пальцами) с 1979 по 1981 гг.Посмотреть пропеллеры. 25 л.с. Sailor 250 Chrysler Outboard (выхлопная труба без сквозной втулки и привод с 14 зубьями / пальцами) 1979–1984 гг. Посмотреть пропеллеры. 25 л.с. 25 л.с., 3-цил. Подвесной двигатель Chrysler (выхлопная труба через ступицу и зубчатый шлиц с 10 зубьями) 1995–1998 гг. Посмотреть пропеллеры. 28 л.с. Sailor 280 Chrysler Orlando на продажу “подвесной мотор” – CraigslistJet Drives / Pricing | Подвесной двигатель Jets75hp Mercury Outboard, бесплатная установка, гарантия $ 3 095 (mad> Beaver Dam) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. 500 долларов. добавить в избранное этот пост 12 сентября Mercury 20hp подвесной двигатель $ 500 (mad>) рис. скрыть эту публикацию восстановить восстановить эту публикацию.1300 долларов. добавить в избранное 31 августа Меркурий подвесной двигатель $ 1300 (mad> Montfort) рис. скрыть эту публикацию восстановить восстановить эту публикацию. 350 долларов. любимые схемы применения подвесных двигателей Mercury Скачать книги по ремонту Mercury. 1976 mercury 65hp 3-цил. Подвесной двигатель. Характеристики подвесного мотора Mercury 700 1976 года. 1976 mercury 850 карбюратор 85 л.с. 1976 Меркурий 850 Регулировка холостого хода. 1976 mercury 850 смазка нижнего блока подвесного двигателя. 1976 ртуть 850 водяной баллон. 1976 Mercury Улучшение характеристик мощностью 90 лошадиных сил. 1976 ртутный подвесной двигатель 150 л.с., инструкция по эксплуатации.143 ° Термостат диаметром 1,39 дюйма Подходит для следующих подвесных двигателей: Johnson / Evinrude 60, 65, 65C, 70, 75 л.с. (3-цилиндровый) 1985 г. и ранее $ 20,95 GLM13141Mercury Руководство по ремонту подвесного двигателя 90 л.с. улучшено руководство по ремонту 4-тактных подвесных двигателей, mercury mariner 75 250 л.с. обслуживание 2-тактных подвесных двигателей, подвесные моторы mercury mariner 70 115 л.с. руководство по ремонту, mercury скачать 2000 2001 руководство по ремонту 75 90 л.с. 4, скачать 2002 mercury 90 л.с. 90 л.с. 90 л.с. 3 75 л.с. Mercury Outboard – YouTube 24/11/2016 Подвесные гребные винты – Mercury, Mariner – 7.5-9.8 milwaukee для продажи «ртутный подвесной двигатель» – craigslist Тип файла PDF Руководство по эксплуатации подвесного двигателя Mercury Force 120 Руководство по подвесному двигателю Mercury Force 120 Огромное спасибо за загрузку руководства по подвесному двигателю Mercury Force 120. Скорее всего, вы знаете, что люди видели много раз для своих любимые книги с этим мануалом 120 подвесных двигателей Mercury Force, но перестают иметь место во вредоносных загрузках. Вместо того, чтобы наслаждаться прекрасным PDF-файлом, например кружкой кофе в Mercury vs. подвесные двигатели Yamaha: все сводится к Mercury Marine СКАЧАТЬ Руководство по ремонту подвесных двигателей Mercury (модели 1964-2005 гг.) Триггер запчастей для подвесных двигателей Mercury Mariner OMC 1984 1986 Подвесные двигатели Mercury Download Service и руководства по ремонтуMoteurs hors-bord | Облицовка и наклон подвесного двигателя Mercury Marine Mercury.Наличие усилителя дифферента и наклона подвесного мотора вашей лодки может помочь в самых разных ситуациях. Вы можете установить гребной винт двигателя в правильное положение, чтобы ваша лодка могла более эффективно передвигаться, будь то в морской или пресной воде. Триммер и наклон также сэкономят вам энергию и время, когда вы будете снимать чертежи подвесных двигателей Mercury * Техническое видеоЗагрузка онлайн-руководства по обслуживанию двигателей Mercury – plusjewishMariner 75hp Manual – events.savannahnow.com УСТАНОВКА ПОДВЕСНОГО ДВИГАТЕЛЯ Страница 1D-4 90-859494R1 ИЮНЬ 2000 Крепление подвесного двигателя к транцу лодки 1.Обратитесь к разделу «Определение рекомендованной монтажной высоты подвесного мотора», предшествующему разделу «Установка подвесного двигателя на ближайшую рекомендуемую высоту установки». 2. Закрепите подвесной двигатель с помощью показанного монтажного оборудования. c b a b c a d a-1/2 дюйма Диаметр болтов (4) b Подвесной двигатель Mercury 40HP-115HP 1965–1989 гг. Сервисное обслуживание Руководство по ремонту СКАЧАТЬ МГНОВЕННО ЗАГРУЗИТЬ Заводской завод 1965–1989 Подвесной двигатель Mercury 40HP-115HP Руководство по ремонту представляет собой полную информационную книгу. Данное руководство по обслуживанию содержит легко читаемые текстовые разделы с высококачественными схемами и инструкциями.Trust 1965-1989 Подвесной двигатель Mercury 40HP-115HP Руководство по ремонту подвесного двигателя Mercury 75 л.с. 5000 долларов. добавить в избранное этот пост 22 августа Johnson, подвесной мотор мощностью 115 л.с. $ 5 000 (txm> Ardmore) рис. скрыть эту публикацию восстановить восстановить эту публикацию. 13 500 долларов. добавить в избранное этот пост 17 сентября 2015 G3 1756sc $ 13 500 (txm> McAlester) рис. скрыть эту публикацию восстановить восстановить эту публикацию. 9870 долларов Mercury – Wiseco 17.11.2016 1982 Chrysler Outboard 75 HP кожух кожуха капота.100 долларов США. Распроданный. 1983 Подвесной двигатель Evinrude Johnson 35 HP Кожух капота Кожух капота. 75,00 долларов США. Распроданный. 1984 Evinrude Johnson 25 HP Ручка-защелка капота с крючком 321318 321319. $ 15.00. Распроданный. 1985 Evinrude Johnson 50 HP Кожух капота Кожух капота. 50,00 долларов США. Распроданный. 1986 Yamaha Outboard 70 HP Hood Latch Latch Set 6h4-42817-00-EK 6h4-42815-00-EK. $ 25.00 Инструкции по установке тахометра и тахометра / счетчика моточасов подвесного мотора 9. Подсоедините аккумулятор. ПРИМЕЧАНИЕ: а. Чтобы заменить лампочку, поверните черный патрон в сборе на одну восьмую оборота против часовой стрелки, пока он не выскочит.Лампочка вынимается прямо из сборки. Это приборная лампа GE № 194. б. … Подвесной двигатель Mercury 1984 – Форумы по подвесным двигателям Mercury2015 Меркурий 75 л.с. EFI, 4-тактный MERCURY ,, Меркурий, 75 л.с. EFI 4-тактный, 75 л.с. EFI 4-тактный, Mercury 75 л.с. EFI 4-тактный подвесной мотор. Четырехтактные двигатели Mercury отличаются большим рабочим объемом, который увеличивает крутящий момент для повышения производительности и эффективности. Быстрое строгание – больше удовольствия для лыжников и клубней. Превосходная топливная экономичность во всем диапазоне мощности. Двойные верхние кулачки обеспечивают максимальную скорость.Другие руководства по подвесным двигателям Mercury | All Mercury – ПОДВЕСНЫЕ РУКОВОДСТВА.Как подготовить 4-тактный подвесной мотор к зиме | Руководство по обслуживанию подвесных лодочных моторов Mercury Mariner – Issuu Mercury 75hp, FourStroke Propellers. Искали: Меркурий: 75: FourStroke (15 сплайнов) 2015-настоящее время: 4-1 / 4in. Коробка передач: Solas Amita 3: Алюминий – Эксклюзивный процесс литья под давлением – Более прочные лопасти с лучшей производительностью – Выдающееся ускорение и максимальная скорость – См. Видео Amita 3 – 3-лопастной пропеллер – Выхлопная втулка – Прессованная резиновая втулка: Диаметр шага вращения Номер детали 14: 9: R: 1411 35-SS645 – PANTHER SAFE-SKEG SUZUKI YAMAHA V4-V6 SKEGMercury Подвесные двигатели, лодочные моторы и лодочные моторы – Boat TraderMercury Marine Outboard Service Manuals PDF DownloadSeloc Marine Repair Guides for Mercury Engines (Online and MERCURY OUTBOARD MODEL YEAR GUIDE 7.5 – 9,9 л.с. Это подробное заводское руководство по ремонту подвесного двигателя MERCURY OUTBOARD ENGINE 45HP-220HP 1986 года. Это руководство по обслуживанию содержит подробные иллюстрации, а также пошаговые инструкции. Оно на 100 процентов полностью и без изменений. они специально написаны для тех, кто делает все самостоятельно, а также для опытных механиков. 1986 MERCURY OUTBOARD ENGINE 45HP-220HP Руководство по техническому обслуживанию и ремонту Бесплатные руководства пользователя для морского подвесного мотора Mercury 02/07/2018 Поиск по каталогу запчастей двигателей Mercury 75-HP Диаграммы по моделям.2 HP 3 HP 4 HP 5 HP 6 HP 7 HP 8 HP 9.9 HP 10 HP 15 HP 18 HP 20 HP 25 HP 30 HP 35 HP. 40 л.с. 45 л.с. 50 л.с. 55 л.с. 60 л.с. 65 л.с. 70 л.с. 75 л.с. 80 л.с. 85 л.с. 90 л.с. 95 л.с. 100 л.с. 110 л.с. 115 л.с. 125 л.с. 135 л.с. 140 л.с. 150 л.с. 175 л.с. 200 л.с. 220 л.с. 225 л.с. 250 л.с. 275 л.с. 300 л.с. 350 л.с. 400 л.с. Верхний предел серийного диапазона л.с. / рабочий объем 75 л.с.: 75: 2529895 Комплект карбюратора подвесного двигателя – 439071: 4: 1965-1967: Комплект карбюратора подвесного двигателя – 439072: 4: 1979-1980: Комплект карбюратора подвесного двигателя – 439072: 4: 1979-1980: Подвесной двигатель Комплект карбюратора – 439072: 4 BRH / 4 Deluxe: 1984–1998: Комплект карбюратора подвесного двигателя – 439072: 4 BRH / 4 Deluxe: 1984–1998: Комплект карбюратора подвесного двигателя -… Замена кожуха подвесного двигателя Mercury – Экономия топлива на лодкеTrust 1965–1989 Подвесной двигатель Mercury Руководство по обслуживанию и ремонту 2HP-40HP предоставит вам все необходимое для работы.Сэкономьте время и деньги, сделав это самостоятельно, с уверенностью, которую может обеспечить только руководство по обслуживанию и ремонту подвесных двигателей Mercury 2HP-40HP 1965–1989 годов. Модели Двигатель Год 2.2HP 1984 и 3.5HP 1983 1984 1985 3.6HP 1980 1981 1982 Детали подвесных двигателей Mercury, Детали подвесных двигателей Mercury, Детали подвесных двигателей Mercury Детали двигателей Mercury Пропеллеры Mercury Руководства Mercury Подвесные двигатели Mercury Нет результатов для отображения. Дополнительные ссылки Подвесные двигатели Johnson 25 HP 30 HP 40 HP 45 HP 50 HP 55 HP 60 HP 65 HP 75 HP 80 HP 90 HP HP HP. Диаграммы поиска в каталоге запчастей двигателей Mercury HP по моделям.2 HP 3 HP 4 HP 5 HP 6 HP 7 HP 8 HP 10 HP 15 HP 18 HP 20 HP 25 HP 30 HP. Mercury Jet 25 HP – Эксплуатация и обслуживание MARINER V4 – V6 Наклейка. Все размеры и расцветки. От 5 долларов США. Наши подвесные наклейки MARINER могут поместиться на любой подвесной мотор MARINER, если вы выберете правильный размер для своего капота. Если по какой-либо причине размер, который вы ищете, недоступен, отправьте нам электронное письмо, мы сделаем один специальный размер для … MERCURY Workshop Руководства по ремонту, скачать, легко… milwaukee для продажи “подвесной мотор” – craigslistКак провести испытание на сжатие на 2-тактном подвесном двигателе Mercury Покупайте через Afterpay | Руководство eBay AUBoat | Руководства по моторным лодкам | Ремонт | Электрические схемы Наклейки подвесных двигателей Mariner Детали системы зажигания подвесных двигателей Mercury Mariner.Блок питания, статор, база таймера, регулятор. Контакт. Возврат. Корзина. Устранение неполадок. ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ . Выберите свой мотор. Дом . Johnson Evinrude Parts. Запчасти Mercury Mariner. Детали принудительного зажигания. Запчасти Chrysler Ignition. Детали системы зажигания Yamaha. Выключатели зажигания. Просмотреть все детали системы зажигания. Страница 38 – Указатель – Страница 40: Mercury / Mariner DVA (Полные подвесные нижние блоки Peak Mercury для продажи | eBayAmazon.ca: Змеевик с ртутным подвесным двигателемМгновенно загрузите руководство по обслуживанию двухтактного подвесного двигателя Mercury мощностью 60 л.с. на компьютер, планшет или смартфон.Электронная книга инструкций охватывает все аспекты обслуживания, ремонта, поиска и устранения неисправностей и ремонта. Как и любая другая машина или двигатель, двухтактный подвесной мотор Mercury мощностью 60 лошадиных сил на лодке подвержен износу, неисправности и выходу из строя, будь то подвесные гребные винты – Mercury, Mariner – The Prop Shop Тайминг подвесного мотора Mercury | Ушел на улицу | Ваш 1965-1989 гг. Подвесной двигатель Mercury 2HP-40HP Сервисный ремонт Руководство по ремонту подвесного двигателя Mercury: апрель 2017 г. 1985 Mercury 75 HP 75ELPT.Это 75 л.с. Подвесной мотор Mercury был создан для морской среды. Рабочий объем поршня 66,6. Диаметр цилиндра и ход поршня составляют 2,87 дюйма и 2,56 дюйма соответственно. Этот подвесной двигатель имеет электрический стартер и гидроусилитель руля. Серийный номер: 6613221 Информация об оборотах: 5000-5500 Диапазон оборотов вашего двигателя важен при выборе правильного гребного винта для данного подвесного двигателя Mercury Наклейки | MercuryDecals.com Инструкция. Для стен; Для мотоциклов, подвесных двигателей, автомобилей, гладких поверхностей FAQ Связаться с нами Войти; Наклейки для подвесных двигателей.Комплект Mariner 30 Hp Two Stroke 1999 – 2004 гг. Моряк. 45,00 € Tohatsu 140 Hp Automixing двухтактный 2000 2004 комплект. Tohatsu. 64,99 € Tohatsu 6 Hp Четырехтактный 2003 2004 комплект. Tohatsu. 39,90 € Двухтактный комплект Yamaha 6 Hp 1996 года выпуска. Yamaha Marine. 39,90 € Двухтактный двигатель Mercury 125 л.с. Предметы, которые вам понадобятся. Световой индикатор времени Циферблатный индикатор Инструмент для зазора свечи зажигания Руководство пользователя.Начиная. Все руководства по эксплуатации содержат инструкции по регулировке времени. Хотя они могут сбивать с толку, они помогут вам найти различные детали. Руководства по ремонту и обслуживанию подвесных двигателей Mercury Marine. Расчет времени для подвесного мотора Mercury мощностью 90 л.с. – это лишь один из шагов, которые вы можете предпринять, чтобы продлить срок службы вашей лодки и получить максимальное удовольствие. от прогулочного катания на лодках. Шаг 1. Установите циферблатный индикатор в отверстие для свечи зажигания номер 1 или в верхнее отверстие. Шаг 2 . Найдите индикатор ВМТ (верхняя мертвая точка) и поверните маховик по часовой стрелке, пока поршень номер 1 не совместится с ним.Шаг 3. Принесите свой циферблат Mercury Download Repair Books. 1976 mercury 65hp 3-цил. Подвесной двигатель. Характеристики подвесного мотора Mercury 700 1976 года. 1976 mercury 850 карбюратор 85 л.с. 1976 Меркурий 850 Регулировка холостого хода. 1976 mercury 850 смазка нижнего блока подвесного двигателя. 1976 ртуть 850 водяной баллон. 1976 Mercury Улучшение характеристик мощностью 90 лошадиных сил. Руководство по эксплуатации ртутного подвесного двигателя мощностью 150 л.с., 1976 г., скачать каталог Mercury. Полные комплекты для восстановления двигателя. Комплекты для обслуживания Verado на 100 часов. Детали для ремонта двигателя 20-90л.с. Детали для ремонта двигателя 100-150л.с.Детали для ремонта двигателя 175-300 л.с. Поршни двигателя. Сборки силовых агрегатов. Внутренний двигатель. Инструкции по установке Подвесной тахометр Подвесной двигатель Mercury Детали подвесного двигателя | Диаграммы | Аксессуары | Подвесные гребные винты Lookup Force | Оптовая продажа Marinemariner 75 л.с. Замена крыльчатки на подвесном двигателе Mercury 2002 90 л.с. Запуск Mariner Mag II Как правильно смешивать газ для двухтактных двигателей! Получите максимум от своего двигателя !!! Я наконец купил Jackplate !!! Устранение неисправностей Mercury Blackmax мощностью 150 л.с. Устранение неисправностей 2-тактного подвесного мотора Подвесной двигатель Mercury грубо работает – Очистка карбюратора – Устранение неисправностей Часть 1 Как обрезать лодку (Основы дифферента лодки Mercury Force 3 л.с. – 150 л.с. 2-тактный подвесной двигатель 1984-1999 Amazon.ca: детали подвесных двигателей Mercury Восстановленные силовые головки для подвесных двигателей Mercury & Mariner имеют годовую гарантию и поставляются с комплектом установочных прокладок силовой головки. Наши цены включают доставку в континентальную часть США, включая возврат вашего сердечника в кредит. Основная ценность в первую очередь зависит от состояния вашего блока и кривошипа. При заказе или проверке наличия обязательно укажите свой серийный номер. Мы выполняем замену подвесных нижних блоков для судовых двигателей Yamaha, Mercury, Johnson, SEI и Evinrude, в дополнение к поворотным приводам Mercruiser и SEI.Как ведущий продавец запасных нижних блоков Sterndrive Engineering, вы можете рассчитывать на то, что мы поможем вам выбрать нужную деталь. В дополнение к нашим нижним блокам послепродажного обслуживания мы предлагаем полную линейку алюминиевых солас и солас шебойган, штат Висконсин для продажи «ртутных подвесных двигателей» – Craigslist Блок питания, статор, база таймера, регулятор. Контакт. Возврат. Корзина. Устранение неполадок. ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ . Выберите свой мотор. Дом . Johnson Evinrude Parts. Запчасти Mercury Mariner.Детали принудительного зажигания. Запчасти Chrysler Ignition. Детали системы зажигания Yamaha. Выключатели зажигания. Просмотреть все детали системы зажигания. Стр. 25 – Указатель – Стр. 27: Двигатели Inline 6 и V6 Купите сейчас сервисные комплекты для подвесных двигателей Mercury для всех марок и моделей через запасные части для подвесных двигателей. Мы являемся австралийским владельцем и эксплуатируем и поставляем запасные части подвесных двигателей для… Наклейки на подвесные двигатели Mariner, Найдите копии наклеек для подвесных двигателей, чтобы заменить эти старые выцветшие наклейки, большинство наклеек устарели или сняты с производства. наши наклейки Mariner – это точные копии необходимых вам подвесных моторов OEM.Если нет, закажите набор наклеек. Катушка зажигания Tuzliufi для подвесного двигателя Mercury Marine 339-832757A4 339-832757B4 6 л.с. 8 л.с. 210CC Мощность паруса 9,9 – 125 л.с. V-135 140 л.с. V-150, для Chrysler Force 40 л.с. -150 л.с. 339-7370A13 Новый Z135. 4.1 из 5 звезд 22. $ 63.77 $ 63. 77. Получите его до пятницы, 10 сентября. БЕСПЛАТНАЯ доставка через Amazon. Остался только 1 на складе. Система зажигания с катушкой Homyl 827509A10 для Mercury. $ 40.99 $ 40. 99. БЕСПЛАТНАЯ доставка. Wobekuy СКАЧАТЬ Руководство по обслуживанию двухтактных подвесных двигателей Mercury 60 л.с.Перейти к main content.ca. Здравствуйте. Выберите свой адрес. Всем Привет, войдите. Учетная запись и списки Замена топливного фильтра HIFROM для 4-тактного подвесного мотора Yamaha Mercury 50 л.с. 60 л.с. 75 л.с. 90 л.с. Двигатели 115 л.с. 68V-24563-00-00 881540 18-7979 (Pakc из 3) 5,0 из 5 stars 2. $ 21.94 $ 21. 94. Получите пятницу, 8 октября – понедельник, 1 ноября. БЕСПЛАТНАЯ доставка. В наличии осталось только 10 выпрямителей Mercury Mariner Regulator для подвесных двигателей мощностью 2 – 200 л.с. Выпрямитель заменяет OEM номера деталей: 816770T, 816770, 62351A1, 62351A2, 332-2910, 332-2910A1, 332-2910A2, 332-2910A3, 62351, 62351A1, 62351A2, 78614, 78614A1, 18-5707, 9-17100, 8M0058226, AR351, Ph450-0003, 154-6770.Подходит для следующих двигателей: Mercury Mariner 2hp 1992, Mercury Mariner 4hp 1977, Mercury Mariner 5hp 1977, Mercury 2-тактные Архивы – ПОДВЕСНЫЕ ИНСТРУКЦИИ. Руководство по ремонту и обслуживанию Yamaha 1984 Mercury 75 HP 75ELPT. Этот Mercury 1984 года мощностью 75 л.с. создан для морской воды. Этот подвесной мотор весит приблизительно 274 фунта. Имеет 4 цилиндра. Поршни имеют рабочий объем 66,6. Ширина отверстия составляет 2,87 дюйма, а длина хода – 2,56 дюйма. Эта модель имеет электростартер и гидроусилитель руля.Серийный номер: 6432901 Информация об оборотах: 5000-5500 Диапазон оборотов вашего двигателя важен при выборе 23.06.2020 Таблицы применения подвесных двигателей Mercury Замки для подвесных двигателей McGard по качеству и конструкции идентичны нашим замкам кормового привода. Свободно вращающийся ошейник поворачивается при атаке захватных инструментов, защищая вас от кражи дорогостоящего подвесного мотора и связанных с этим неудобств. »Посмотрите видео по установке: Замки подвесного мотора Приложения: Фото: Подвесной мотор: Размер резьбы: Номер детали. Детали: Mercury / Mariner 40 л.с. и больше (2 Amazon.com: Mercury подвесной термостат 1984 Двухтактный Mercury серии 75ELPT Подвесные двигатели Mercury Outboard Manual 2.2HP Руководство по эксплуатации 1984 0,00 – 17,99 фунтов стерлингов Выбрать опции; Карманный справочник по обслуживанию подвесных двигателей Mercury от 1969 0,00 – 22,99 фунтов стерлингов Выбрать опции; Clymer Mercury Outboard Shop Manual 3 – 275HP (1990 – 1993) 0,00 – 37,99 фунтов стерлингов Выбрать опции; Распродажа! Clymer Mercury and Mariner Outboard Руководство по ремонту подвесных двигателей. Схема электрических соединений подвесных двигателей Mercury мощностью 75 л.с. – Схема электрических соединений Подвесные двигатели | Руководство по ремонту и обслуживанию Mercury. Mercury XRi / 225 л.с., V6, 2-тактный.1995. Seloc переносит ремонт в 21 век, предоставляя пользователям доступ к нашей электронной базе данных для получения самой последней информации о вашем двигателе. Пользователи имеют доступ к полной информации о техническом обслуживании и ремонте двигателя, а также к кнопкам быстрого доступа … Этот старый подвесной двигатель – детали и руководства для старинного подвесного двигателя Комплект для двухтактного двигателя Джонсона-Эвинруда – Rainboat.com Сервисные комплекты Mercury – запасные части для подвесных двигателей – Австралийский подвесной двигатель Mercury Mariner 1990 1997 г. 75 л.с. 275 л.с. Замки для подвесных двигателей для мастерских – McGardКак добавить масло для наклона в подвесной двигатель Mercury | Gone Outdoors СКАЧАТЬ Руководство по техническому обслуживанию подвесных двигателей Mariner-Mercury, 13 января 2016 г., Panther SafeSkeg 35-SS645.Если вы хотите защитить свой новый скег, отремонтировать поврежденный или просто добавить блеска. Safe-Skeg изготовлен из морской нержавеющей стали 316 и устанавливается за считанные минуты. Включает: Монтажное оборудование, инструкции, шестигранный ключ и Loctite 262. minneapolis для продажи “подвесного двигателя” – craigslist -6 Подвесной двигатель EFI / DFI, Mercury – Mercruiser 35-18458T-4 Водоразделительный топливный фильтр с синим ввинчиваемым датчиком.Расположен под капотом на всех подвесных двигателях Mercury / Mariner V-6, 1996 г. и новее. Добавить в корзину. Быстрый просмотр Нет в наличии. Поплавок карбюратора Sierra 18-7208 Заменяет 1395-8673. Прейскурантная цена: 7,49 $ Начальная цена: 5,99 $. Sierra 18-7208 Подвесной двигатель Mercury Mercury – Pro Marine США Рабочее колесо подвесного двигателя Mercury – Форумы подвесных двигателей MercuryCalaméo – 1977-1989 Подвесной двигатель Mercury 45HP-220HP Руководства по эксплуатации | Mercury Marine: Эти двигатели не имеют последовательной схемы перехода от года к выпуску. Меркьюри прекратил публиковать эту информацию после 1996 модельного года.Невозможно найти модельный год двигателей со значительно более высоким. серийные номера, чем указано в этих руководствах. Для двигателей 1997 года и более поздних версий НЕТ таблицы перекрестных ссылок между серийными номерами. 09/11/2010 СКАЧАТЬ ИНСТРУКЦИЮ ПО РЕМОНТУ ПОДВЕСНОГО ДВИГАТЕЛЯ МОМЕНТАЛЬНО: Январь… 12/04/2017 РУКОВОДСТВО ПО УСТАНОВКЕ 75, 90 И 115 л.с. (4-тактный двигатель) 1977-1989 Подвесной двигатель Mercury 45HP-220HP Обслуживание Mercury Yamaha Evinrude Johnson SEI Запасной нижний блок 1984 1985 MERCURY Набор наклеек 75 л.с. Красная тема Подвесной двигатель Mercury мощностью 75 л.с., бесплатная установка, гарантия 3 095 долл. США (Beaver Dam) фото скрыть эту публикацию восстановить восстановить эту публикацию.1250 долларов. добавить в избранное этот пост 15 сентября 1993 Mercury 25 л.с. подвесной двигатель с электрическим стартером (короткий вал) $ 1,250 (Wauwatosa) рис. скрыть эту публикацию восстановить восстановить эту публикацию. 1250 долларов. добавить в избранное этот пост 14 сентября 1993 Mercury 25 л.с. Подвесной двигатель с электрическим запуском (короткий вал) 1250 $ Детали подвесных двигателей Mercury, Детали подвесных двигателей Mariner, Mercury 1984 MERCURY MARINER 25HP РУКОВОДСТВО на gryza.ru 29/12/2012 1965-1989 Mercury Outboard Engine 2HP-40HP Service Руководство по ремонту двухтактных подвесных моторов Mercury / Mariner 75-250 л.с. Руководства Clymer Marine и PWC являются источником №1 для самостоятельного технического обслуживания, поиска и устранения неисправностей и ремонта.Благодаря пошаговым процедурам в сочетании с подробными фотографиями и широким использованием покомпонентных изображений деталей, руководства Clymer являются незаменимым инструментом для домашних мастеров. Обложки: Mercury / Mariner75hp Mercury Outboard, Бесплатная установка, Гарантия 3 095 долларов (Beaver Dam) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. 1250 долларов. добавить в избранное этот пост 15 сентября 1993 Mercury 25 л.с. подвесной двигатель с электрическим стартером (короткий вал) $ 1,250 (Wauwatosa) рис. скрыть эту публикацию восстановить восстановить эту публикацию. 40 долларов. добавить в избранное этот пост 14 сентября Marine Motor Oil, синтетическая смесь 25w40, 2.75 галлонов 40 долларов (Wisconsin Dells 02.04.2017 Sierra 18-3569 Комплект морского термостата для подвесного мотора Mercury / Mariner. 4,7 из 5 звезд 58. 23,00 долл. 23,00 долл. США 24,99 долл. США 24,99 долл. США. Получите его как можно скорее во вторник, 21 сентября. БЕСПЛАТНО Доставка заказов на сумму более 25 долларов США, отправленных Amazon. Дополнительные варианты покупки 21,45 долларов США (16 новых предложений) Комплект термостата GLM для Mercury 6, 8, 9,9, 15, 20, 25 л.с. 120 ° Заменяет 14586A3 18-3549, см. Описание продукта для приложения 50 Пример электрической схемы ртутного подвесного двигателя HP Mercury Схема подключения подвесного двигателя мощностью 50 л.с.Схема подключения – это упрощенное традиционное фотографическое изображение электрической цепи. Он показывает компоненты схемы в виде обтекаемых форм, а также силовые и сигнальные соединения между инструментами. Наклейки для подвесных двигателей MARINER | Двигатели и нижние блоки, подвесные двигатели, восстановленный Mercury 45 л.с., 50 л.с., 60 л.с., 65 л.с., 70 л.с., 75 л.с., 80 л.с., 85 л.с., 90 л.с. 100 л.с., 115 л.с. – подвесной двигатель 115 л.с. 1965- Руководство по обслуживанию 1989 г. загрузите 0 * # или подержанный подвесной мотор с помощью этой оригинальной версии в формате pdf подробного и конкретного руководства по обслуживанию и ремонту Mercury.Лодка-Экономия топлива / Таблицы и калькулятор расхода топлива Подвесные и лодочные моторы | Внутренний борт: MerCruiser – Дизельные судовые двигатели Volvo Penta | Подвесной двигатель: Mercury дешевые запчасти и аксессуары для гидроциклов, качественные автомобили и мотоциклы покупайте напрямую у поставщиков из Китая: пусковой механизм для подвесных двигателей для Mercury Mariner OMC 1984 1986 (75HP) 1980 1983 (80HP) 77000a 1, 96453a 1,96453a 2, 965451 Наслаждайтесь бесплатной доставкой По всему миру! Продажа с ограниченным сроком действия Легкий возврат. Двигатели с триммером наклона Владельцы подвесных моторов Mercury Marine ценят безупречную и точную работу двигателей дифферента DB Electrical, которые соответствуют характеристикам OEM.Электродвигатели дифферента DB с электроприводом плавно поднимают и опускают лодочные двигатели под идеальным углом для улучшения характеристик на воде и экономии топлива. Они также могут поднять двигатель вверх, чтобы избежать повреждений при погрузке лодки на подвесной двигатель Mercury Mariner 2HP-40HP. Руководство по техническому обслуживанию. Руководство по ремонту подвесных двигателей Mercury / Mariner. Руководство по ремонту: 2,5-60 л.с. . 4,5 из 5 звезд 65. Мягкая обложка. Руководство Sierra International Seloc 18-01404 Ремонт подвесных двигателей Mercury 1965-1989 гг. Модель 2-40 л.с., 1-2 цилиндра, 2 такта.5.0 из 5 звезд 1. 38,99 $ 38,99 $. Получите сразу во вторник, 21 сентября. БЕСПЛАТНАЯ доставка на Amazon. Дополнительные варианты покупки 37,04 долл. США (5 использованных и новых) Выберите Mercury из раскрывающегося меню на нашей домашней странице, затем щелкните ссылку Детали подвесного двигателя по годам. Оттуда щелкните марку вашего подвесного двигателя (Mercury, Mariner и т. Д.), А затем – марку подвесного двигателя. год. Затем выберите мощность вашего двигателя, а затем нажмите на его серийный номер, чтобы получить доступ к каталогу запчастей для вашей конкретной модели. На этой странице вы можете бесплатно загрузить более 80+ руководств по эксплуатации, владельцам, техобслуживанию, обслуживанию и ремонту подвесных двигателей Mercury. моторы в PDF.1984-93 Mercury, 3-проводной изогнутый носик, усилитель дифферента и наклона, 35-200 л.с. 277,75 канадского доллара. Было: 347,19 канадских долларов. 62,32 канадских долларов за доставку. Или лучшее предложение . Реле 882751. 5 из 5 звезд (1) 1 оценка продукта – Новое OEM-дополнительное оборудование Mercury Реле включения усилителя дифферента и наклона 882751. C $ 17.08. 35,30 канадских долларов за доставку. Остался только 1! Насос с дифферентом для лодки Mercury | 10 1/2 x 11 3/8 24/03 / 20151965-1989 Подвесной двигатель Mercury 40HP-115HP Сервисные руководства Mercury 4-тактный подвесной лодочный мотор Руководства по обслуживанию моторных лодок в формате PDF Mercury Force Outboard Manual 120 – cars.Stateman.com25 / 03/202123/09/2020 Схема электрических соединений подвесного выпрямителя Mercury – Схема электрических соединений Мы поможем проверить информацию перед отправкой. Комплекты привода 2-тактных подвесных водометных двигателей Johnson / Evinrude. 1. Шток переключения румпеля недоступен только для двигателей 1976-1980-х годов с дистанционным управлением. 2. Инструмент для нарезания резьбы штанги переключения передач »и« Муфта, необходимая для последующей переустановки гребного винта. Верните инструмент после использования для возврата денег. 12 марта 2019 г., продажа лодок Mercury 75 Hp – SmartMarineGuide.com Eshop Stickers90-10216040 ЯНВАРЬ 2003 Напечатано в U.S.A. – 2003, Mercury Marine Стр. 1 из 18 РУКОВОДСТВО ПО УСТАНОВКЕ 75, 90 И 115 л.с. (4-тактный) УВЕДОМЛЕНИЕ ДЛЯ УСТАНОВЩИКА: После завершения сборки следует выбрать эти инструкции среди этих подвесных двигателей Mercury, чтобы открыть подробные диаграммы гребных винтов Solas. Все типы лопастей, все возможности, традиционные прессованные или модульные резиновые ступицы. Показано количество шлицев карданного вала, чтобы помочь вам найти подходящие опоры. Solas производит качественные винты втулки из прессованной резины на вторичном рынке для подвесных двигателей Mercury мощностью от 2,5 до 300 л.с. и сменные стойки Rubex мощностью от 6 до 300 л.с.Для высокого Найдите свой новый подвесной двигатель Mercury в Boat Trader сегодня. Купите лучший выбор из 349 лодочных моторов и двигателей Mercury для вашей лодки. Подвесной мотор Mercury 7,5 2 4691222 1977 7,5 2 4851693 1978 7,5 2 5226935 1979 7,5 2 5524660 1980-81 7,5 2 5936301 1982 7,5 2 6239857 1983 7,5 2 6430041 1984 7,5 2 6611886 1985 8 2 a197112 1986 8 2 b114231 1987 8 2 b233200 1988 8 2 b385500 1989 8 2 c221500 1990 9,8 2 5206550 1979 9,8 2 5541280 1980-81 Подвесные двигатели Mercury 75 л.с. 4 цилиндра 1596 куб. См | Серийный номер 0G960500 вверх Модели подвесных двигателей Mercury 60 л.с. – Руководство по техническому обслуживанию 4-тактных подвесных двигателей Mercury 60 л.с. 4 цилиндра 995cc | S / N 0T409000 вверх Руководство по техническому обслуживанию 4-тактных подвесных двигателей Mercury 60 л.с., 2001 г. вверх | 4 цилиндра 996cc | Серийный номер 0T178500 вверх Модели подвесных двигателей Mercury 50 л.с. – Руководство по обслуживанию 4-тактных подвесных двигателей Mercury Marine 50 л.с. всего за 4 доллара.95! Руководства по обслуживанию подвесных двигателей Mercury Marine доступны для немедленной загрузки! Эта услуга доступна всего за 4,95 доллара за загрузку! Если у вас есть испачканная старая бумажная копия этого руководства или PDF-копия этого руководства на вашем компьютере, и он сломался, мы можем помочь! Руководство по обслуживанию подвесных двигателей Mercury Marine будет предоставлено вам в формате PDF и является ПОДВЕСНЫМ – Marcs Marine В магазине Prop Shop продаются гребные винты Quicksilver, Solas & Michigan для подвесных двигателей Mercury / Mariner 7,5–9,8 л.с. с 8 шлицами. Доступен с 2 и 3 лезвиями.Номер по каталогу 032020, 032021, 47670A10 и 47922A 10.1984 Mercury Outboard Engine 40HP-115HP Сервисный ремонт Mercury Mariner Outboard 75 HP Руководство по сервисному ремонту по руководствам по эксплуатации.